WO2021153642A1 - 生分解性に優れた表裏係合型面ファスナー - Google Patents
生分解性に優れた表裏係合型面ファスナー Download PDFInfo
- Publication number
- WO2021153642A1 WO2021153642A1 PCT/JP2021/002937 JP2021002937W WO2021153642A1 WO 2021153642 A1 WO2021153642 A1 WO 2021153642A1 JP 2021002937 W JP2021002937 W JP 2021002937W WO 2021153642 A1 WO2021153642 A1 WO 2021153642A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- male
- layer
- loop fastener
- hook
- starch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B18/00—Fasteners of the touch-and-close type; Making such fasteners
Definitions
- the present invention comprises a molded hook-and-loop fastener layer having a male engaging element and a fiber layer bonded to the molded surface fastener layer having a fiber loop capable of engaging with the male engaging element on its surface.
- a front-back engaging type hook-and-loop fastener in which the surface having an element and the surface having the fiber loop are in a front-to-back relationship, and when discarded after use, both the molded surface fastener layer and the fiber layer spontaneously decompose in a short period of time.
- a binding tape for binding rods and linear bodies or as a binding tape for binding the opening of a bag, etc.
- a loop-shaped fastener is provided on the back surface of a male hook-and-loop fastener tape having a male engaging element on the front surface.
- a loop surface fastener tape having a compound element attached with an adhesive, an adhesive, or the like is widely used.
- a binding tape or a binding tape having a loop surface fastener tape attached to the back surface of these male hook-and-loop fastener tapes is wrapped around a binding object or a binding object, and the ends of the tapes are overlapped with each other to form a male surface.
- binding and tightening can be easily performed.
- such a tape is widely used especially as a binding tape for agriculture, forestry and fisheries or as a binding tape.
- hook-and-loop fasteners include a male hook-and-loop fastener having a hook-shaped or mushroom-shaped male engaging element made of a thick monofilament on the surface of the woven fabric base cloth, or a surface fastener of the woven fabric base cloth.
- a loop hook-and-loop fastener having a loop-shaped engaging element made of a multifilament yarn is generally used.
- the back surface of the woven base cloth is made of polyurethane so that the male engaging element and the loop-shaped engaging element are not pulled out from the front surface of the woven base cloth when the engagement is disengaged.
- a backcoat adhesive layer (referred to as a backcoat layer) made of acrylic resin is applied. Even if the fibers constituting the woven fabric base fabric and the engaging element are biodegradable, the hook-and-loop fastener is difficult to biodegrade because the backcoat layer has almost no biodegradability. Become. Moreover, since the back surface of the woven fabric base fabric is covered with a backcoat layer having no biodegradability, biodegradability from the back surface does not occur, and the biodegradability of the woven fabric base fabric also requires a long period of time.
- Patent Document 1 mainly uses polybutylene succinate or polyethylene adipate as a surface fastener that solves the problem of biodegradability of the woven surface fastener and allows the entire surface fastener to meet the biodegradability requirement.
- Proposed hook-and-loop fasteners manufactured by injection molding, extrusion molding, or the like made of biodegradable resin. Since such a molded hook-and-loop fastener is manufactured by simultaneously molding a substrate and a male engaging element protruding from the surface thereof, it is not necessary to provide a back coat layer on the back surface, and the above-mentioned biodegradation The problem of sexuality can be solved.
- the molded hook-and-loop fastener made of polybutylene succinate or polyethylene adipate has biodegradability, so that environmental pollution can be prevented.
- the molded surface fasteners actually have a slow decomposition rate in the natural environment, and when they are discarded in the soil, for example, these resin molded surface fasteners can be used even after one year. It retains its morphology and does not necessarily meet the demands of society for rapid decomposition and prevention of environmental pollution.
- the loop surface fastener integrated with the back side of the male molded surface fastener on the front surface side cannot be manufactured by molding like the male molded surface fastener, so it must be made of woven material.
- This woven loop hook-and-loop fastener needs to be provided with a backcoat layer on its back surface to prevent the loop-shaped engaging element from being pulled out during engagement disengagement.
- an adhesive or an adhesive is required in order to join this backcoat layer to the back surface of the male molded surface fastener. Since the backcoat layer and the adhesive layer or adhesive layer for joining do not have biodegradability, biodegradable front and back engagements that can be used for binding tapes and binding tapes for agriculture, forestry and fisheries. Mold surface fasteners cannot be obtained.
- a biodegradable fiber surface fastener having no backcoat layer, adhesive layer or adhesive layer is obtained as a loop surface fastener to be joined to the back surface of the male molded surface fastener, the surface layer side.
- the male-molded hook-and-loop fastener has a slow biodecomposition rate, and after all, the front-back engagement type hook-and-loop fastener is dominated by the biodegradation rate of the male-molded hook-and-loop fastener on the front side, and it takes a long time for biodecomposition. ..
- both the male molded hook-and-loop fastener on the front side and the fiber layer having the loop on the back side are rapidly biodecomposed, and further, the male molded hook-and-loop fastener layer on the front side and the back side.
- the male-shaped molded hook-and-loop fastener on the front side does not break the male engaging element during molding or tear the substrate, and high engaging force can be obtained during use. It is intended to provide a mold hook-and-loop fastener.
- the present invention has a plurality of male engaging elements protruding from the substrate and its surface, and the substrate and the male engaging elements both contain polybutylene succinate (A), and the following conditions (1)
- the fiber layer (II) is composed of a fiber layer (II) that further satisfies the following condition (2), and the fiber layer (II) is directly bonded to the substrate of the male molded hook-and-loop fastener layer (I) by fusion.
- a plurality of male engaging elements are lined up in a row, and each male engaging element rises from the surface of the substrate, bends in the row direction from the middle, and its tip portion approaches the surface of the substrate. It has a facing shape and a height of 1.2 mm or less, or each male engaging element has a bifurcated shape that rises from the surface of the substrate and divides into front and back in the row direction in the middle, and is high. Must be 0.6 mm or less
- the surface of the fiber layer (II) where the fiber loop exists and the surface of the male molded surface where the male engaging element of the fastener layer (I) protrudes are in a front-to-back relationship.
- the fiber layer (II) is preferably a non-woven layer
- the non-woven layer is a fine fiber layer (II-1) composed of fibers having a thickness of 1.0 to 4.0 decitex and a thickness of 6. It consists of a thick fiber layer (II-2) consisting of fibers of up to 20 decitex, and the total texture of the fine fiber layer (II-1) and the thick fiber layer (II-2) is 20 to 200 g / m 2.
- the fine fiber layer (II-1) is bonded to the back surface of the substrate so as to be on the male molded surface fastener layer (I) side, and when such a fiber layer (II) is a non-woven layer.
- the fibers constituting the thick fiber layer (II-2) have crimps, and the thick fiber layer (II-2) and the fine fiber layer (II-1) are entangled to form a non-woven layer (II). ) Is integrated.
- the fiber layer (II) is a layer made of a tricot knitted fabric formed of multifilament yarn in which filaments made of polybutylene succinate are focused, and in such a case.
- the break elongation of the polybutylene succinate multifilament yarn constituting such a tricot knitted fabric is 50 to 100%.
- the fiber layer (II) is partially formed into a melt film by thermocompression bonding, and the fiber layer (II) is directly bonded to the back surface of the substrate at the portion where the melt film is formed. This is the case, and the row of male engaging elements is formed on the ridges that rise from the substrate.
- starch (B) is added to the polybutylene succinate (A) forming the male molded surface fastener layer (I), and the polybutylene succinate (A) is in a continuous phase and starch.
- polybutylene succinate (C) is mixed, and with respect to the total mass of polybutylene succinate (A), starch (B) and polyvinyl alcohol (C) constituting the male molded surface fastener layer (I). This is the case where the mass ratio of polybutylene succinate (A) is 45 to 90%.
- the modified starch is an etherified starch containing a hydroxyalkyl group
- clay may be mixed in the dispersed phase, and the dispersed phase has the mass of (B).
- the dispersed phase contains 3 to 30% of water, saturated fatty acid or a metal salt thereof is added to the dispersed phase, and fine powder of cellulose is added to the continuous phase. ..
- the present invention is a tape made of these biodegradable front and back engaging hook-and-loop fasteners, for which a row of engaging elements exists parallel to the tape length direction, for binding or for agriculture, forestry and fisheries. It is an invention of a tape for bundling.
- the male engaging element of the male molded surface fastener layer (I) forming the front side is smaller than that of a normal molded surface fastener, whereby the biodegradation rate is increased.
- the strong engaging force required for a binding tape or a binding tape can be obtained.
- starch is mixed with polybutylene succinate, which is a biodegradable resin that forms a male molded hook-and-loop fastener, and this starch further accelerates the biodegradation rate of polybutylene succinate.
- the fiber layer (II) having a fiber loop bonded to such a male molded hook-and-loop fastener layer (I) is a polybutylene sakushi which is the same biodegradable resin as the male molded hook-and-loop fastener on the surface side.
- a male mold made of polybutylene succinate so that the surface of the fiber layer made of nate and in which the fiber loop exists has a front-back relationship with the surface in which the male engaging element exists. It is directly bonded to the molded hook-and-loop fastener layer (I), whereby both the male molded hook-and-loop fastener layer (I) and the fiber layer (II) are easily biodecomposed.
- such a fiber layer (II) made of polybutylene succinate is provided on the back surface of the male molded surface fastener layer (I), and the surface on which the male engaging element is present and the fiber loop are present.
- the male molded surface can be joined to the fastener layer (I), the shape of the fiber layer (II) can be maintained, and the male mold can be used.
- the pull-out resistance from the fiber layer of the fiber loop that can be engaged with the engaging element is obtained at the same time.
- the fiber layer (II) is formed of fibers, it does not require a long period of biodegradation unlike the male molded hook-and-loop fastener layer (I). Therefore, there is a large difference in the time required for decomposition between the fiber layer (II,) and the male molded hook-and-loop fastener layer (I) that forms the surface side and whose biodegradation rate is increased by adding starch.
- the back surface of the male molded hook-and-loop fastener layer (I) is preferably used. It is covered with a fiber layer (II), but when it is discarded in nature, bacteria that decompose biodegradable resin easily pass through the fiber layer (II) and the male molded hook-and-loop fastener layer (I). Biodegradation will also proceed from the back side of the, and the time required for decomposition will be shortened.
- the molding material for the male molded surface fastener layer (I) may be a resin mixture containing polybutylene succinate (A) as a continuous phase and starch (B) as a dispersed phase, or a dispersed phase thereof. Is mixed with polyvinyl alcohol (C), or when a resin mixture in which starch (B) contains modified starch and 45% by mass or more of starch (B) is amylose-based starch is used. The decomposition rate of the resin mixture is further increased as compared with the case where polybutylene succinate alone or only starch is added to polybutylene succinate. Therefore, if the male molded surface fastener layer (I) is discarded in the natural world after use, it will be quickly decomposed and returned to the natural world, further preventing environmental pollution and environmental destruction. can.
- the melted resin is flowed in a sheet shape on the mold surface and melted in a male-mold engaging element-shaped cavity opened on the mold surface.
- a male molded surface obtained by so-called pultrusion molding, in which a male molded surface fastener having a male engaging element on the surface is manufactured by press-fitting the resin material, pulling it out from the cavity after cooling, and peeling the sheet from the mold surface. It is preferably the fastener layer (I).
- the molding resin is a mixture of polybutylene succinate and starch
- the male engaging element may break or crack in the middle when it is pulled out from the cavity.
- the male molded surface fastener layer (I) When the male molded surface fastener layer (I) is peeled off from the mold, a crack is likely to occur in the substrate. If the male engaging element is broken in the middle or a tear is generated in the substrate, the commercial value of the male molded surface fastener layer (I) is greatly reduced and the engaging force is reduced. However, by using the resin mixture containing starch and polyvinyl alcohol as described above, when the male engaging element is pulled out from the cavity to form the hook-and-loop fastener, the male engaging element is likely to break in the middle. It is possible to solve the problem and the problem that a crack is easily formed when the base sheet of the hook-and-loop fastener is peeled off from the surface of the mold.
- FIG. 1 It is a perspective view which shows typically an example of the biodegradable front-back engaging type surface fastener of this invention. It is a perspective view which shows another example of the biodegradable front-back engaging type surface fastener of this invention schematically. It is a figure which shows typically the heat fusion state of the back side of an example of the biodegradable front-back engaging type hook-and-loop fastener of this invention. It is a figure which shows typically the heat fusion state of the back side of another example of the biodegradable front-back engagement type hook-and-loop fastener of this invention. It is a side view of the vicinity of a joint portion schematically showing another example of the biodegradable front-back engaging type hook-and-loop fastener of the present invention.
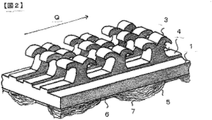
- FIG. 1 is an enlarged perspective view schematically showing a part of an example of a biodegradable front-back engaging hook-and-loop fastener of the present invention.
- a plurality (many) male engaging elements (2) stand up from the surface of the substrate (1).
- the male molded surface fastener layer (I) is formed by these substrates (1) and the male engaging element (2).
- the male engaging element (2) is bent in the bending direction (the male engaging element in the front row shown in FIG. 1 is bent in the Q direction shown in FIG. 1).
- the male engaging element (2) becomes thinner from the root toward the tip, and gradually bends from the middle, and the tip faces a direction slightly closer to the substrate (1) (hereinafter,). This shape is sometimes called a wavy shape).
- the fiber layer (5) is joined and integrated on the back surface of the male molded surface fastener layer, and the surface on which the male engaging element exists and the surface on which the fiber loop exists are back to back. It is joined like this.
- FIG. 2 is an enlarged perspective view of a part of another example of the biodegradable front-back engaging hook-and-loop fastener of the present invention, which is a schematic view showing a large number of male engaging from the surface of the substrate (1).
- the element (3) is up.
- the male molded surface fastener layer (I) is formed by these substrates (1) and the male engaging element (2).
- the plurality of male engaging elements (3) are arranged in a row, and each male engaging element (3) is in the row direction (direction Q shown in FIG. 2) in the middle of the row.
- the fiber layer (5) has the surface on which the male engaging element exists and the surface on which the fiber loop exists back to back. It is joined and integrated so as to be.
- the surface of a metal roll having a large number of corrugated or Y-shaped cavities on the surface is covered with a molten resin in a sheet shape, and at the same time, the cavity is formed. It is also obtained by press-fitting the melted resin, and after the resin has solidified, peeling the sheet of the resin from the surface of the metal roll and pulling it out from the cavity.
- the male molded hook-and-loop fastener layer (I) As a method of manufacturing the male molded hook-and-loop fastener layer (I) by pulling it out from the cavity of the mold, it is pulled out from the corrugated or Y-shaped cavity as in the present invention to form a corrugated or Y-shaped engaging element.
- a rod-shaped body extending vertically from a cavity extending vertically straight from the mold surface is pulled out, and the top of the rod-shaped body is heated and bent to manufacture a corrugated engaging element. ..
- the fastener is inferior in appearance to a metal roll having a large number of Y-shaped cavities on the surface because the male engaging elements are not aligned.
- the resin forming the male molded surface fastener layer (I) constituting the present invention contains polybutylene succinate (A) as an essential component, and preferably starch (B) is further added to this essential component. ) And polyvinyl alcohol (C) are mixed.
- polybutylene succinate A
- starch B
- polyvinyl alcohol C
- the fact that both the substrate of the male molded surface fastener layer (I) and the male engaging element contain polybutylene succinate means that polybutylene succinate alone or polybutylene succinate is contained in an amount of 40% by mass. It means that the resin mixture containing the above is preferably 45% by mass or more, more preferably 50% by mass or more, still more preferably 55% by mass or more, still more preferably 65% by mass or more.
- the resin mixture contains all the components constituting the male molded surface fastener layer (I).
- Polybutylene succinate is preferably the component having the highest content among the components of the male molded surface fastener layer (I).
- polybutylene succinate (A) is an aliphatic polyester-based resin synthesized from 1,4-butanediol and succinic acid, and is widely and generally commercially available as a biodegradable resin. Then you can use them. Of course, if the amount of the monomer other than the above raw materials is small, the copolymer may be copolymerized, and various stabilizers, pigments, dyes and the like may be added.
- biodegradable resin examples include polylactic acid, polyethylene adipate, polycaprolactone, and the like in addition to polybutylene succinate, but in terms of affinity with starch and polyvinyl alcohol, moldability, and the like.
- Polybutylene succinate is used in the present invention.
- a small amount of biodegradable resin or the like other than polybutylene succinate may be added.
- the starch (B) used as one of the suitable additive resins for the molding material of the present invention preferably contains modified starch. More preferably, the total amount of starch is modified starch.
- modified starch include at least one selected from the group consisting of etherified starch, esterified starch, cationized starch and crosslinked starch.
- starch examples include starch derived from cassava, corn, potato, sweet potato, tapioca, beans, hass, wheat, rice, oats and the like. Among them, starch derived from corn or cassava is preferable, and starch derived from high amylose corn is more preferable. Starch may be alone or a mixture of two or more. These starches are modified to obtain modified starch. Most of these starches contain amylopectin as a main component, and a small amount of starch contains amylose as a main component.
- the amount of amylose defined as one aspect of the present invention that is, 45% by mass or more of the starch (B) is amylose-based starch
- a specific starch that is, a high amylose starch is used. Must be selected.
- the etherified starch includes an alkyl etherified starch typified by methyl etherified starch, a carboxyalkyl etherified starch typified by carboxymethyl etherified starch, and a hydroxyalkyl having 2 to 6 carbon atoms.
- a preferred example is hydroxyalkyl etherified starch represented by an etherified starch having a group. Further, allyl etherified starch and the like can also be used.
- the esterified starch has a structural unit derived from a dicarboxylic acid anhydride such as an esterified starch having a structural unit derived from a carboxylic acid such as acetic acid, a maleic acid anhydride, a phthalic acid anhydride, and an octenyl succinic acid anhydride.
- a dicarboxylic acid anhydride such as an esterified starch having a structural unit derived from a carboxylic acid such as acetic acid, a maleic acid anhydride, a phthalic acid anhydride, and an octenyl succinic acid anhydride.
- esterified starch esterified starch having a structural unit derived from an inorganic acid such as nitric acid and phosphoric acid, and urea phosphate esterified starch.
- Other examples include xanthate esterified starch, acetoacetic esterified starch and the like.
- Examples of the cationized starch include a reaction product of starch and 2-diethylaminoethyl chloride, a reaction product of starch and 2,3-epoxypropyltrimethylammonium chloride, and the like.
- Examples of the crosslinked starch include formaldehyde crosslinked starch, epichlorohydrin crosslinked starch, phosphoric acid crosslinked starch, achlorine crosslinked starch and the like.
- modified starches particularly preferable one in the present invention is etherified starch having a hydroxyalkyl group having 2 to 6 carbon atoms, and among them, modified by reacting starch with propylene oxide.
- Ethereal starch containing a hydroxypropyl group is most preferred for achieving the effects of the present invention.
- the starch (B) is amylose-based starch.
- the proportion of amylose-based starch is 45% by mass or more, when the engaging element is pulled out from the cavity of the mold, the engaging element may be broken in the middle, or the substrate layer or the engaging element may be cracked. Is well prevented. More preferably, the proportion of amylose-based starch is 50% by mass or more, and even more preferably, the proportion of amylose-based starch is 55% by mass or more.
- the starch (B) is preferably a modified starch in its entirety.
- the mass ratio of the amylose-derived modified starch to the modified starch is defined as the ratio of the amylose-based starch. It is referred to in the present invention.
- unmodified starch may be contained in addition to the above.
- the ratio of amylose-based starch referred to in the present invention is modified in the total mass of the modified starch and the unmodified starch. It means the ratio of the total mass of starch-derived amylose to unmodified starch amylose.
- the total amount of amylose is 45% by mass or more. good. Even when such unmodified starch is contained, more preferably, the proportion of amylose-based starch is 50% by mass or more, and further preferably, the proportion of amylose-based starch is 55% by mass or more. Is.
- amylose-based starch in naturally occurring starches usually exceeds 90% by mass, and therefore, in the present invention as well, the proportion of amylose-based starch is usually 90% by mass or less.
- polyvinyl alcohol (C) is mixed as described above.
- the polyvinyl alcohol those having a saponification degree of 85 to 99.8 mol% are preferably used, and in particular, a completely saponified unmodified polyvinyl alcohol having a saponification degree of 99.0 to 99.8 mol% is used at the time of pultrusion. It is more preferable because it can highly prevent the engagement element from breaking and the substrate sheet from tearing.
- polybutylene succinate (A) which is a raw material for forming a male molded surface fastener
- polybutylene succinate (A) is in a continuous phase and starch (B).
- starch (B) Is preferably a dispersed phase
- polyvinyl alcohol (C) is mixed in such a mixed system of polybutylene succinate (A) and starch (B)
- the polyvinyl alcohol (C) is It is preferable that it is contained in the starch (B) layer because the problem caused by the addition of the starch (B) can be solved.
- polybutylene succinate (A) is a continuous phase and starch (B) is a dispersed phase, it is possible to highly prevent the engagement element from breaking and the substrate sheet from tearing during pultrusion.
- polybutylene succinate (A) a continuous phase and starch (B) a dispersed phase
- the proportion of starch (A) may be 45% by mass or more, preferably 50% by mass or more.
- polybutylene succinate (A) if the proportion of polybutylene succinate (A) is too high and the proportion of starch (B) is too low, the biodegradation rate will be slow, and if it is discarded in nature after use, it will take a long time to decompose. However, it will take time to return to the natural world.
- This problem can be considerably alleviated by reducing the size of the male engaging element of the molded surface fastener, but it is preferably the case where starch (B) or polyvinyl alcohol (C) is added, and polybutylene succi.
- the upper limit of the ratio of polybutylene succinate (A) to the total mass of nate (A), starch (B) and polyvinyl alcohol (C) is preferably 90% by mass.
- the proportion of polybutylene succinate (A) is 45 to 90% by mass, more preferably 55 to 85% by mass, still more preferably 60 to 85% by mass, and even more preferably 70 of the total amount. This is the case in the range of ⁇ 85% by mass.
- the content of starch (B) is preferably 10 to 90 parts by mass with respect to 100 parts by mass of polybutylene succinate (A). When it is 10 parts by mass or more, biodegradability is further promoted. When it is 90 parts by mass or less, a higher engaging force can be obtained during use.
- the mass of polyvinyl alcohol (C) in the total mass of starch (B) and polyvinyl alcohol (C) is preferably 0.5 to 75% by mass, preferably 0.5% by mass or more. Can prevent the engagement element from breaking during pultrusion, and when it is 75% by mass or less, the biodegradation rate becomes high, and when it is discarded in the natural world after use, it decomposes in a short time. However, it does not take time to return to the natural world. More preferably, it is in the range of 1 to 50% by mass.
- Clays include synthetic or natural layered silicate clays such as montmorillonite, bentonite, byderite, mica, hectorite, saponite, nontronite, saponite, vermiculite, lady kite, magadite, kenyaite, stephensite, vol. Examples thereof include conscoite, and these clays may be further modified.
- the amount added to the total amount of the constituent components of the male molded hook-and-loop fastener phase (I) of these clays is in the range of 0.1 to 5% by mass, more preferably 0.5 to 2% by mass.
- a saturated fatty acid or a metal salt thereof is added to the dispersed phase in order to prevent the engagement element from breaking and the substrate sheet from tearing during pultrusion.
- Specific saturated fatty acids to be added or metal salts thereof include fatty acids having 12 to 22 carbon atoms and metal salts thereof, and examples thereof include stearic acid, palmitic acid, lauric acid, myristic acid, linoleic acid, and behenic acid. , And sodium salts, calcium salts, potassium salts and the like of these acids.
- the amount of these saturated fatty acids or metal salts thereof added is in the range of 0.01 to 5% by mass with respect to the total amount of the resin constituting the dispersed phase.
- the amount of the saturated fatty acid or the metal salt thereof added is in the range of 0.01 to 5% by mass with respect to the total amount of the male molded hook-and-loop fastener layer (I).
- the dispersed phase of the male molded hook-and-loop fastener layer (I) contains 3 to 30% of the water content of the starch (B) with respect to the mass of the starch (B). It is preferable to prevent the occurrence. It is more preferably 5 to 20% by mass, more preferably 10 to 20% by mass, and even more preferably 11 to 18% by mass of water.
- cellulose nanopowder is added to the continuous phase or the dispersed phase in order to improve the biodegradation rate and prevent the male engaging element or the substrate from cracking or cracking.
- cellulose nanopowder having a diameter of 3 to 30 nm and a length of 0.5 to 10 ⁇ m is applied to the resin forming the male molded hook-and-loop fastener layer (I) from 0.5 to 0.5 to It is preferable to add 10% by mass. It is more preferably 1 to 10% by mass, still more preferably 2 to 8% by mass.
- the cellulose nanopowder may be unmodified or modified.
- the male molded surface fastener layer (I) constituting the present invention contains polybutylene succinate (A) as an essential component, starch (B) and polyvinyl alcohol (C) as suitable components.
- A polybutylene succinate
- B starch
- C polyvinyl alcohol
- a method of mixing at the same time when molding the male molded surface fastener, or a method of mixing these prior to molding of the male molded surface fastener There is also a method of blending the three components at the same time and pelletizing them, but preferably, (B) and (C) are melt-mixed in advance, and clay, saturated fatty acid or a metal salt or water thereof is added to pelletize.
- the pellets composed of (B) and (C) and the pellets (A) may be melt-mixed and once pelletized, and the pellets may be used for forming a hook-and-loop fastener, or they may consist of (B) and (C).
- a method may be used in which the pellets and the pellets (A) are directly subjected to molding of a male molding surface fastener and mixed at the same time as molding.
- the step (a) of mixing (B) and (C) while heating and melting, and extruding the melted mixture from the die is preferably used.
- step (a) is usually performed using an extruder.
- the extruder In the extruder, (B) and (C) are homogeneously mixed while applying shear stress to each component with a screw and heating by applying external heat to the barrel.
- a single-screw extruder or a twin-screw extruder can be used, and when a twin-screw extruder is used, either co-rotation or reverse rotation may be used.
- the screw diameter is preferably 20 to 150 mm, and the ratio L / D ratio of the extruder length (L) to the screw diameter (D) is preferably 20 to 50, respectively.
- the rotation speed of the screw is preferably 80 rpm or more, more preferably 100 rpm or more.
- the extrusion pressure is preferably 5 bar (0.5 MPa) or more, more preferably 10 bar (1.0 MPa) or more. Then, (B), (C) and other components can be introduced directly into the extruder, or even if each of these components is premixed by a mixer and introduced into the extruder. good.
- the step (a) is preferably performed in the range of 120 to 180 ° C, more preferably the temperature of 160 to 180 ° C.
- a temperature of 120 ° C. or higher coarsening of the component (C) particles can be suppressed and a dispersed state having an appropriate particle size can be obtained.
- the starch particles of the component (B) are crushed and gelled. By crushing and gelling the starch particles, physical property values such as strength of the molded product are improved.
- water may be introduced at a relatively early stage of the extruder.
- water may be introduced at 100 ° C. or lower before reaching the heating temperature, and the heating temperature is further reached. After that, water may be introduced.
- Component (B) is gelatinized (gel) by a combination of moisture, heat and shear stress. Further, by introducing water, the component (C) can be dissolved, the resin mixture composed of (B) and (C) can be softened, and the modulus and brittleness can be reduced, and as a result, the male molded surface fastener can be used. It is possible to enhance physical properties such as strength of.
- the mixture of the components (B) and (C) heated and melted in the step (a) is preferably lowered to a temperature of 85 to 120 ° C., more preferably 100 to 120 ° C., and the die is used. It is better to push the mixture to.
- the residence time in the extruder can be set according to the temperature profile and screw speed, preferably between 1 and 2.5 minutes.
- the molten mixture pushed through the extruder is extruded from the die.
- the temperature of the die is preferably 85 to 120 ° C, more preferably 90 to 110 ° C.
- the water content in the mixture extruded in step (b) is preferably in the range of 10 to 50% by mass, more preferably 20 to 40% by mass, still more preferably 22 to 40% by mass, and most preferably 25 to 35%. It is mass%. Then, the melt is extruded from a multi-hole strand nozzle.
- the strand extruded from the strand nozzle is cut with a rotary cutter to form the strand into a pellet shape.
- vibration regularly or constantly, and remove the moisture in the pellets with hot air, dehumidified air, an infrared heater or the like.
- the pellet of the resin mixture composed of the component (B) and the component (C) thus obtained is blended with the pellet of the component (A), melted, pelletized, or directly without being pelletized. , Used for molding male molded surface fasteners. At that time, water may be added to melt the mixture.
- the resin or the melt of the resin mixture is flowed in a sheet shape on the surface of a metal roll provided with a large number of male engaging element-shaped cavities on the surface, and the resin or the resin is formed in the cavity.
- a method is used in which the melt of the mixture is press-fitted, solidified and then peeled off from the metal roll surface and at the same time pulled out from the cavity to produce a sheet having a large number of male engaging elements on the surface.
- a ring-shaped mold having a thickness of 0.2 to 0.5 mm in which the corrugated engaging element shape is carved on the outer circumference.
- a metal ring not carved into such a shape, and a corrugated engaging element bent in the opposite direction to the above-mentioned corrugated engaging element shape are carved on the outer circumference with a thickness of 0.2 to 0.
- a ring-shaped mold having a thickness of 0.2 to 0.5 mm in which such a Y-shaped shape is carved on the outer circumference, such as By stacking metal rings that are not carved into a shape in order, a mold roll having a large number of rows of Y-shaped engaging element cavities is prepared on the outer peripheral surface thereof.
- a plurality of cavities bent in the circumferential direction of the roll are arranged in a row in the circumferential direction on the surface thereof, and a plurality of such rows are present in the width direction of the metal roll.
- the cavity is corrugated, the bending direction of the cavity is reversed in units of one row or in units of multiple rows.
- the cavity becomes thinner from the metal roll surface toward the tip, and gradually bends in the circumferential direction of the metal roll from the middle, and the tip faces slightly closer to the metal roll surface.
- the tip has a bifurcated shape (that is, a Y-shape) that divides in the front and back in the row direction in the middle, and even if it is divided into a bifurcated shape, the total fineness after the bifurcation increases from the base base to the tip.
- the tip portion is thin and faces in a direction slightly closer to the metal road roll surface.
- the engaging element Since the cavity is bent in this way, the engaging element is easily cut when the cooled male engaging element is pulled out from the cavity. By using the resin mixture as described above, this is achieved. It is possible to prevent such disconnection of the engaging element from occurring.
- the resin or resin mixture is extruded into a gap between the metal roll and another drum roll existing at a position facing the metal roll.
- the resin or resin mixture in the cavity is cooled and solidified, and the resulting male-molded surface fastener is stretched by a nip roller whose gap is adjusted so as to have a uniform thickness, and the cooled sheet is stretched from the mold roll surface. While peeling it off, the male engaging element is forcibly pulled out from the cavity.
- a male molded surface fastener layer (I) in which a large number of male engaging elements are arranged in a row on the surface is obtained.
- the male molded surface fastener layer (I) thus obtained satisfies any of the following (1) and (2).
- a plurality of male engaging elements are lined up in a row, and each male engaging element rises from the surface of the substrate and bends in the row direction from the middle, and the tip thereof is on the surface of the substrate (slightly).
- It has a shape facing the approaching direction, and the bending direction is reversed in units of one row or in units of multiple rows, and the height of the male engaging element is 1.2 mm or less.
- a plurality of male engaging elements are arranged in a row, and each male engaging element has a bifurcated shape that rises from the surface of the substrate and is divided into front and rear in the row direction in the middle, and is bifurcated.
- the tip portion has a shape that faces (slightly) closer to the surface of the substrate, and the height of the male engaging element is 0.6 mm or less.
- a male engaging element satisfying the above (1) and a male engaging element satisfying the above (2) may coexist.
- the lower end of the male engaging element is the lower end. It is preferable that the height of the male engaging element is 2 to 15% closer to the substrate than the lower end at the top of the male engaging element.
- the height of the male engaging element is 1.2 mm or less, preferably 0.6 to 0.95 mm in the case of the shape (1) above, and in the case of the shape (2) above. Is 0.6 mm or less, preferably 0.3 to 0.5 mm, and this height is considerably lower than the height of the male engaging element of a normal molded surface fastener or a woven surface fastener. This low height is extremely important for accelerating the biodegradation rate. However, if it is too low, the engaging force will decrease, so the above range is preferable.
- the thickness of the male engaging element becomes thinner from the base to the tip of the male engaging element. Is preferable.
- the width of the male engaging element that is, the thickness of the ring-shaped mold
- the width of the male engaging element is inevitably approximately from the base to the tip of the male engaging element. It will be the same.
- the substrate on which such a male engaging element stands up is preferably in the range of 0.1 to 0.3 mm in thickness from the viewpoint of biodegradability, flexibility and strength.
- the density of the male engaging elements existing on such a substrate is preferably in the range of 60 to 180 elements / cm 2 , and particularly preferably 90 to 150 elements / cm 2.
- such a male engaging element is in the same direction as the bending direction of the male engaging element (2) as shown in FIG. 1 (in FIG. 1). They are lined up in a row in the direction of P or Q shown), or in the middle of the male engaging element (2) as shown in FIG. Each of them has a shape extending in the direction of separation (the direction of Q shown in FIG. 2), and is arranged in a row in the same direction as the direction of separation.
- the male molded surface fastener layer (I) on the front surface side has a row of male engaging elements as a substrate, as shown in FIGS. 1 and 2. It is preferable that it is formed on the ridge (4) that rises from the ridge (4) in terms of high engaging force and biodegradability.
- a method of shifting the center of the ring-shaped mold is used.
- the height of the ridge-shaped swelling portion is preferably 2 to 30% of the height of the male engaging element.
- the fibers of the fiber layer (II) are directly bonded to the substrate of the male molded surface fastener layer (I) constituting the present invention by fusion. Further, the surface where the fiber loop of the fiber layer (II) exists and the surface where the male engaging element of the male molded surface fastener layer (I) protrudes are in a front-to-back relationship, and are preferably back-to-back. There is.
- the fibers that make up this fiber layer (II) consist of polybutylene succinate, which is substantially free of starch.
- the fiber loops can be engaged with male engaging elements existing on the surface of the male molded surface fastener, and a plurality of the fiber loops need to be present, preferably a large number.
- the fibers that make up this fiber layer (II) consist of polybutylene succinate, which is substantially free of starch.
- starch When starch is contained, the strength of the obtained fiber is lowered, and a high engaging force with the male engaging element cannot be obtained. With regard to biodegradability, a satisfactory biodegradation rate can be obtained because the fiber has a fine shape even if it does not substantially contain starch.
- substantially free of starch means that the content of starch in the fiber layer (II) is 5% by mass or less, preferably 1% by mass or less, for example, 0% by mass. be.
- the content of polybutylene succinate in the fiber is preferably 80% by mass or more, more preferably 90% by mass or more, further preferably 95% by mass or more, still more preferably 99% by mass, for example, 100% by mass. be.
- the fiber layer (II) a non-woven fabric layer or a tricot knitted fabric layer, which makes it easy to form a structure in which the fiber loops on the surface are substantially difficult to be pulled out from the surface of the fiber layer, can be mentioned as suitable layers.
- the fiber layer (II) is a woven layer like a normal hook-and-loop fastener, it is usually used as a method for preventing the fiber loop existing on the surface from being pulled out from the woven base cloth.
- a method of applying the backcoat resin can be considered, but when the backcoat resin is applied to the back surface, as described above, the heat fusion property between the male molded hook-and-loop fastener layer (I) and the fiber layer (II) Will be significantly impaired, and the backcoat resin layer will also have an adverse effect on biodegradability.
- the backcoat resin layer will also have an adverse effect on biodegradability.
- a fine fiber layer (II-1) composed of polybutylene succinate fibers having a thickness of 1.0 to 4.0 decitex and a poly having a thickness of 6 to 20 decitex are used. It consists of a thick fiber layer (II-2) made of butylene succinate fiber, and the total texture of (II-1) and (II-2) is 20 to 200 g / m 2 , and (II-1) is (I-1).
- Side is preferably bonded to the back surface of the substrate, and by having such a two-layer structure, the engagement with the male engaging element on the front surface side is excellent, and the back surface of the substrate is excellent.
- a biodegradable front-back engaging hook-and-loop fastener having excellent bonding strength with and has excellent morphological retention of the fiber layer (II) can be obtained.
- the fiber layer (II) is a non-woven fabric layer
- the basis weight ratio of the fine fiber layer (II-1) and the thick fiber layer (II-2) constituting the non-woven fabric layer is 80:20 to 20:
- the range of 80 is preferable, and the range of 30:70 to 70:30 is more preferable.
- the polybutylene succinate fibers constituting the thick fiber layer (II-2) have crimps such as mechanical crimps and three-dimensional crimps, and the thick fiber layer (II-2) and the fine fiber layer (II-2). It is preferable that II-1) is integrated as a fiber layer (II) by entanglement by water flow entanglement or needle punching from the viewpoint of engagement with the male engaging element. Further, the fibers constituting the thick fiber layer (II-2) and the fine fiber layer (II-1) may be long fibers or short fibers, but they may be crimped, entangled, and eventually crispy. Considering the engagement with the male engaging element, a short fiber having a fiber length of 20 to 100 mm is preferable, and a short fiber having a fiber length of 25 to 70 mm is more preferable.
- a tricot knitted fabric layer as the fiber layer (II) because a material having excellent engaging force retention after repeated engaging force and engagement peeling can be obtained.
- a preferable example of the tricot knitted fabric is one in which a loop pile layer made of multifilament yarn is formed on one side, and further, the loop pile layer is brushed with a needle cloth or the like to form a loop pile layer.
- a tricot knitted fabric in which the multifilament yarns are separated to increase the engaging force is also suitable.
- the yarn constituting such a tricot knitted fabric is a multifilament yarn made of polybutylene succinate.
- a multifilament yarn having a total thickness of 50 to 250 decitex, in which 8 to 20 filaments of 4 to 20 decitex are focused, retains the engaging force after repeated engaging force and engagement peeling. It is preferable in that.
- the basis weight of the tricot knitted fabric is preferably 50 to 500 g / m 2.
- a knitted fabric having a tensile strength vertical / horizontal ratio of 0.5 to 2.0 is preferable, and a knitted fabric having a tensile strength of 1.1 to 1.6 is more preferable.
- the vertical and horizontal directions referred to here are the directions in which the loops are continuously knitted.
- polybutylene succinate has an extremely slow crystallization rate, so that sufficient crystal growth cannot be obtained by ordinary melt spinning, and only multifilament yarn having an extremely high elongation at break of 120 to 170% can be obtained. ..
- multifilament yarn having a large breaking elongation is used in the knitting process, troubles are likely to occur during the process due to the large elongation of the multifilament yarn, and the obtained tricot knitted fabric also facilitates fiber loops due to engagement. It has a problem that it is difficult to obtain a stable engagement because it is stretched.
- Tricot knitted fabric with is not available.
- polybutylene succinate multifilament yarn having a low elongation at break is preferable.
- the spinning speed is slower than that of ordinary polybutylene succinate multifilament yarn, the draw ratio is increased, heat treatment is sufficiently performed, or a crystallization accelerator is added to the resin for crystallization.
- a polybutylene succinate multifilament yarn having a breaking elongation of 50 to 100%, particularly 55 to 85% is preferable.
- Such a fiber layer (II) is bonded and integrated with the male molded surface fastener layer (I), preferably by thermocompression bonding to the back surface thereof.
- the fiber layer (II) is partially formed into a melt film by thermocompression bonding, and the fiber layer (II) is directly bonded to the back surface of the substrate layer at the place where the melt film is formed.
- the fiber layer (II) referred to here is partially thermocompression-bonded to form a melt film, 10 to 40% of the surface area of the fiber layer (II) is heat-sealed, and the fibers in that portion are heat-sealed.
- both the portion fused and the portion not fused in any of the circles are formed. Is preferable, and more preferably, both are present in any of the circles having a diameter of 15 mm.
- the end of the fiber layer (II) is at the end of the male molded surface fastener layer (I), the surface where the male engaging element (2) is present is the surface side, and the fiber.
- the surface on which the loop (8) is present is overlapped so as to be on the back surface side, and the overlapped portion (6) is thermocompression bonded so that the male engaging element (2) is on the front surface and the male engaging element (2) is engaged.
- the fiber loop (8) exists on the back side of the place away from the place where the element exists (that is, the place where the male engaging element exists and the place where the fiber loop exists are back to back. Instead, they may be joined together (each extending in a direction away from the overlapped location).
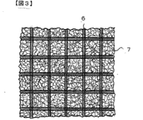
- thermocompression bonding portion (6) Is present on the surface of the fiber layer (II) like a mesh, or as shown in FIG. 4, the non-thermocompression bonding portion (7) remains as a circle and is surrounded by the thermocompression bonding portion (6).
- the shape may be such that the thermocompression bonding portion is present on the surface of the fiber layer (II) in a discontinuous state.
- both ends and intermediate portions of most of the fibers constituting the engaging element surface side are fixed by thermocompression bonding.
- the non-fixed portion forms a fiber loop, and it is particularly preferable in terms of engaging force that the non-thermocompression bonding portion is raised on the surface of (II).
- the fiber layer (II) is a tricot knitted fabric, the fiber loops are sufficiently fixed by the knitted fabric structure, so that it is less necessary to fix the fiber loops by thermocompression bonding.
- the male molded surface fastener layer (I) and the fiber layer (II) are thermocompression-bonded and integrated in the portion formed by thermocompression bonding to form a melt film.
- the fiber layer (II) is integrated on the entire back surface of the male molded surface fastener layer (I), and the fiber layer (II) is integrated only at the required portion such as the end portion. It may have been done.
- the fiber layer (II) is integrated with the fiber layer (II), as shown in FIG.
- the male molded surface fastener layer (I) and the tape-like material made of fiber layer (II) are overlapped so that only the joint portion (6) at each end overlaps, and the male molded surface fastener layer (I) is male.
- the surface on which the mold engaging element (2) is present is the front surface side
- the surface on which the fiber loop (8) of the fiber layer (II) is present is the back surface side
- the male engaging element (2) The male molded hook-and-loop fastener layer (I) and the fiber layer (II) are formed so that the surface on which is present and the surface on which the fiber loop (8) is present extend in directions away from the joint (6), respectively.
- the male molded surface fastener layer ( The end of the surface where the male engaging element (2) of I) is present and the end of the surface where the fiber loop (8) of the fiber layer (II) is present are overlapped and overlapped (the overlapped portion ( The surface on which the male engaging element other than 6) exists and the surface on which the fiber loop exists are placed so as to extend away from the overlapped portion (6), and are overlapped in that state.
- the end of the opposite surface (back surface) of the male molded surface fastener layer (I) where the male engaging element exists which is the opposite of the case where the portion (6) is heat-bonded and joined.
- the end of the surface (back surface) opposite to the surface where the fiber loop of the fiber layer (II) exists is overlapped, and the surface and fiber where the male engaging element other than the overlapped part exists.
- the surfaces on which the loops are present are placed so as to extend away from the overlapped portion, and the overlapped portions are hot-bonded and joined in that state. It may be the case of. From the viewpoint of productivity, in the former case described above, the overlapped portion is fixed by engaging the male engaging element (2) and the fiber loop (8) at the overlapped portion (6). It is preferable because the bonding state is stable and the bonding can be performed reliably because the bonding can be performed in the state of being joined.
- FIG. 5 shows the state after joining in the former case.
- the present invention there is a base layer or a fiber loop of the fiber layer (II) in which the male engaging element does not exist extending from the portion where the male engaging element of the male molded surface fastener exists.
- the surface on which the male engaging element is present is the front side
- the surface on which the fiber loop is present is the back surface side
- the male engaging element is engaged.
- the fibers may be joined so that the fiber loops are present at a location away from the back surface of the location where the elements are present.
- the male molded surface fastener layer (I) is in the male mold. Whether it utilizes a substrate layer in which no element is present, or only the fiber layer (II) utilizes a substrate layer in which no fiber loops are present, or both. It may be the case that the substrate layer in which the engaging element does not exist is used.
- the tape-like material that connects the ends as described above and the tape-like material that is joined using the base layer that does not have an engaging element extending from the portion where the engaging element exists are also male on the surface side.
- the male engaging element of the male molded surface fastener layer (I) existing at the end and the fiber existing at the other end. It engages the fiber loops of layer (II) and can be used as a binding tape that holds the bundled state.
- the fiber layer (II) needs to have strength against pulling or the like by itself.
- a woven or knitted fabric having a fiber loop on the surface is preferable as the fiber layer (II).
- the surface on which the male engaging element exists and the surface on which the fiber loop exists need to exist back to back with the substrate sandwiched between them as shown in FIGS. 1 and 2. However, they may exist at different positions as shown in FIG.
- the surface on which the male engaging element is present and the surface on which the fiber loop is present, as shown in FIGS. 1 and 2 are joined. This is a case where the substrate is sandwiched between them and exists in a back-to-back state.
- the biodegradable front-back engaging surface fastener is the male-type engaging surface fastener of the male molded surface fastener layer (I) in the various biodegradable front-back engaging surface fasteners described above.
- the surface (Is) opposite to the surface on which the element protrudes and the surface (IIs) of the fiber layer (II) opposite to the surface having the fiber loop are directly joined by fusion, and the surface (IIs)
- the area of Is) is preferably 60% or more, more preferably 80% or more, still more preferably 90% or more, still more preferably 100% directly covered by the surface (IIs). Further, preferably 60% or more, more preferably 80% or more, still more preferably 90% or more, and even more preferably 100% of the area of the surface (IIs) may be directly covered by the surface (Is).
- the biodegradable front-back engaging hook-and-loop fastener of the present invention thus obtained decomposes quickly in the natural environment when it is discarded after use, so that it does not cause environmental damage. Therefore, it is suitable as a binding or binding tape used in fields of application such as agriculture, forestry and fisheries and civil engineering and construction, which are discarded in the natural environment after use.
- the row direction of the male engaging element is the length direction, and both the male engaging element and the fiber loop.
- a tape having a width of 5 mm to 50 mm, a length of 50 to 500 mm, and a length / width ratio of 8 to 100, and this tape-like material is used for binding or binding for agriculture, forestry and fisheries.
- Used as a tape can be used as a binding tape for binding the opening of a fruit bag, as a binding tape for harvested crops and bouquets, as a tape for fixing seedlings, and as a tape for temporary fixing used in agriculture and forestry.
- the engaging force was obtained by preparing two obtained hook-and-loop fasteners according to the method of JIS L3416, and superimposing the front side of one hook-and-loop fastener and the back side of the other hook-and-loop fastener. Both sheer and peel were measured.
- the biodegradability is buried in the soil at 40 ° C, and the biodegradable front and back engaging hook-and-loop fasteners are disassembled, the male engaging element and the substrate sheet lose their strength, and they easily fall apart and the shape of the hook-and-loop fastener disappears. The time required to do this was measured.
- the fiber layer (II) on the back surface side is usually biodegraded more rapidly than the male molded surface fastener layer (I) on the front surface side and becomes disjointed, but the male molded surface fastener layer (I) is the fiber layer (II). ), If it is biodegraded more rapidly, it is noted.
- Example 1 [Preparation of molding resin] 50 parts by mass of Bio-PBS manufactured by Mitsubishi Chemical Co., Ltd. as polybutylene succinate, 43 parts by mass of hydroxypropyl ether-modified corn-derived starch having an amylose content of 80% by mass as starch, and Elvano 71-30 manufactured by DuPont Chemical Co., Ltd. as polyvinyl alcohol. 1 part by mass of (fully saponified polyvinyl alcohol having a saponification degree of 99.3%) and 0.95 parts by mass of natural montmorillonite modified with dimethyldi (hydrogenated tallow) quaternary ammonium chloride as clay (2.
- starch, polyvinyl alcohol, clay, stearic acid, and water are pelletized in advance using only these raw materials, and these pellets are blended with polybutylene succinate pellets containing cellulose nanopowder.
- the method of forming a hook-and-loop fastener by melting the mixture was used. That is, a method of sequentially performing the above-mentioned steps (a), (b) and (c) is used, and in that case, the conditions within the above-mentioned range are used as suitable conditions, and further, at that time.
- Clay and stearic acid were also mixed and pelleted, and a method was used in which the pellets of polybutylene succinate and the male molded hook-and-loop fastener were blended during molding. Further, water was added at the time of molding the surface fastener to make the amount of water in the obtained male molded surface fastener 6 parts by mass (14.0% by mass with respect to starch).
- a ring-shaped mold with a thickness of 0.2 mm and a diameter of 211.9 mm, in which the shape of a corrugated engaging element is carved on the outer circumference, and the outer peripheral surface without such a shape is flat.
- a metal ring with a thickness of 0.3 mm and a diameter of 212 mm, and a corrugated engaging element shape facing in the opposite direction to the above corrugated engaging element shape carved on the outer circumference.
- polybutylene succinate was in the continuous phase and starch was in the dispersed phase.
- a plurality of male engaging elements are lined up in a row, and each male engaging element rises from the surface of the substrate and bends in the row direction from the middle, and the tip portion thereof is It had a shape facing slightly closer to the surface of the substrate, had a height of 0.8 mm, and had an engaging element density of 136 elements / cm 2 .
- a row of male engaging elements was formed on a ridge having a height of 0.05 mm rising from the substrate.
- Non-woven fabric It consists of a fiber web of 20 g / m2 with a mesh size of 51 mm long mechanical crimp-imparting fiber (tensile strength 3.2 g / dtex) having a thickness of 2.0 decitex made of polybutylene succinate and polybutylene succinate.
- a fiber web with a mesh size of 100 g / m 2 made of mechanical crimp-imparting fiber (tensile strength 3.5 g / dtex) having a thickness of 10 decitex and a length of 51 mm is superposed, and both webs are entangled with water to form a non-woven fabric. did.
- the non-woven fabric is laminated on the back surface of the male-molded hook-and-loop fastener so that the surface made of 2.0 decitex fibers is in contact with the male-molded hook-and-loop fastener, and a heating roll having lattice-like protrusions on the surface (
- the non-woven fabric is inserted between the cooling roll (surface temperature: 100 ° C.) and the cooling roll (surface temperature: 20 ° C.) so as to be on the heating roll side, and heat-bonded to form a non-woven fabric layer on the back surface of the male molded hook-and-loop fastener layer (I). (II) was directly joined and integrated.
- the size of the lattice of the back surface non-woven fabric layer (II) is a square with a side of 8 mm, and 18% of the surface area of the non-woven fabric layer (II) is formed into a melt film by thermocompression bonding, and the place where the melt film is formed.
- the non-woven fabric layer (II) is directly bonded to the back surface of the base layer, and on the surface of the non-woven fabric layer (II) opposite to the surface bonded to the male molded surface fastener layer (I). , There were many fiber loops that could be engaged with the male engaging element, and the portion was raised more than the thermocompression-bonded portion.
- This biodegradable front-back engaging hook-and-loop fastener is cut into a tape shape having a width of 6 mm and a length of 80 mm so that the rows of engaging elements are parallel to the tape length direction in the length direction, and the tape-like material is cut.
- Example 2 In Example 1, as a raw material for a male molded surface fastener, 70 parts by mass of polybutylene succinate, 25.8 parts by mass of modified starch, 0.6 parts by mass of polyvinyl alcohol, and 3.6 parts by mass of water ( It was changed to 14.0% by mass with respect to starch), and the addition ratios of clay and stearic acid were changed to 0.57 parts by mass and 0.052 parts by mass (2.2% by mass and 0.2% by mass with respect to starch, respectively). %) Addition, and other than that, a male molded surface fastener having a corrugated engaging element was produced by the same method as in Example 1 above. As for the moldability at the time of molding, there was no problem as in the case of Example 1. Then, a non-woven fabric produced by the same method as in Example 1 above was superposed on the back surface of the male molded surface fastener, and joined and integrated.
- Example 1 As a raw material for a male molded surface fastener, 19 parts by mass of polybutylene succinate, 68 parts by mass of modified starch, 2.5 parts by mass of polyvinyl alcohol, and 8 parts by mass of water (relative to starch). 11.8% by mass), and the addition ratios of clay and stearic acid were 1.84 parts by mass and 0.27 parts by mass (2.7% by mass and 0.4% by mass, respectively, relative to the modified starch).
- a male molded surface fastener having a corrugated engaging element was manufactured by the same method as in Example 1 above. In this male molded surface fastener, polybutylene succinate is in the dispersed phase and starch is in the continuous phase.
- the hook-shaped engaging element In the molded surface fastener, the hook-shaped engaging element is often broken, and the surface fastener from the mold surface. It was difficult to peel off the surface fastener, and the base sheet of the hook-and-loop fastener was torn in some places.
- the shear was 3.4 N / cm 2 and the peel was 0.51 N / cm, which was higher than that of Example 1. It was much lower and had a problem in terms of practicality as a hook-and-loop fastener.
- the male molded surface fastener layer (I) could not maintain the surface fastener shape in 6 weeks. It was found that they were decomposed into pieces, and the biodegradability rate was too high.
- most of the non-woven fabric layer (II) on the back side still maintained the non-woven fabric shape at 6 weeks.
- Example 3 In Example 1 above, only polybutylene succinate was used as a raw material for the male molded hook-and-loop fastener, and modified starch, polyvinyl alcohol, water, clay, stearic acid, and cellulose nanofine powder were not used. A male molded hook-and-loop fastener was manufactured in the same shape, and a non-woven fabric was joined and integrated on the back surface in the same manner as in Example 1.
- Example 4 the raw material is the same as that of the first embodiment, and the shape of the cavity is changed so that each male engaging element rises from the surface of the substrate and is divided into front and rear in the row direction in the middle of the Y-shaped bifurcation.
- a male molded surface fastener having a shape, the tip of which has a shape close to the surface of the substrate, a height of 0.45 mm, and a density of male engaging elements of 147 pieces / cm 2 was manufactured. Then, a non-woven fabric produced by the same method as in Example 1 above was superposed on the back surface of the male molded surface fastener, and joined and integrated.
- the shear was 16.6 N / cm 2 and the peel was 2.70 N / cm, which was the same as that of Example 1. In addition, it had an excellent engaging force as a hook-and-loop fastener.
- the male molded surface fastener layer (I) on the front surface and the non-woven fabric layer on the back surface side (I) were found in 22 weeks. It was found that both II) were disassembled into pieces to the extent that the shape of the hook-and-loop fastener could not be maintained.
- Comparative Example 2 In the first embodiment, the height is increased by the same method as in the first embodiment except that the male engaging element is changed to a ring-shaped mold having a cavity such that the height is 2.0 mm and the width is 0.3 mm.
- a male molded surface fastener having a 1.8 mm corrugated engaging element at an engaging element density of 70 pieces / cm 2 was manufactured. Then, a non-woven fabric produced by the same method as in Example 1 above was superposed on the back surface of the male molded surface fastener, and joined and integrated.
- the shear was 17.8 N / cm 2 and the peel was 1.81 N / cm, which was the same as that of Example 1. In addition, it had an excellent engaging force as a hook-and-loop fastener.
- the male molded surface fastener layer (I) on the surface was biodegraded by 50. It turned out to take weeks, and this comparative example did not biodegrade rapidly. The cause is that the tall and thick male engaging elements are densely packed.
- Comparative Example 3 In the third embodiment, the same method as in the third embodiment except that the male engaging element is changed to a ring-shaped mold having a Y-shaped cavity such that the height is 1.0 mm and the width is 0.3 mm. To produce a male molded surface fastener having a corrugated engaging element having a height of 1.0 mm at an engaging element density of 150 pieces / cm 2. Then, a non-woven fabric produced by the same method as in Example 1 above was superposed on the back surface of the male molded surface fastener, and joined and integrated.
- the shear was 18.2 N / cm 2 and the peel was 3.05 N / cm, which was the same as that of Example 1.
- the biodegradability of the obtained biodegradable front-back engaging hook-and-loop fastener is that it takes 48 weeks for the male molded surface fastener layer (I) on the surface to be biodegraded, and the biodegradability is slow. It turned out to be. This is because the male engaging elements are tall, thick and dense, and spread in a Y shape so as to cover the surface of the male molded surface fastener.
- Example 5 the height is increased by the same method as in the first embodiment except that the male engaging element is changed to a ring-shaped mold having a cavity such that the height is 1.09 mm and the width is 0.25 mm.
- a male molded surface fastener having a corrugated engaging element having a diameter of 1.06 mm at an engaging element density of 110 pieces / cm 2 was manufactured.
- a non-woven fabric produced by the same method as in Example 1 above was superposed on the back surface of the male molded surface fastener, and joined and integrated.
- the shear was 20.3 N / cm 2 and the peel was 2.11 N / cm, which was the same as that of Example 1.
- the biodegradability of the obtained biodegradable front-back engaging hook-and-loop fastener was such that the male molded surface fastener layer (I) on the front surface was biodegraded at 26 weeks and separated into pieces, and the non-woven fabric layer (II) on the back surface was separated. ) was completely biodegraded and did not have a non-woven fabric shape by then. From this, although the product of this example was slightly inferior to that of Example 1, it rapidly biodegraded.
- Example 6 In the third embodiment, the same method as in the third embodiment except that the male engaging element is changed to a ring-shaped mold having a Y-shaped cavity such that the height is 0.42 mm and the width is 0.15 mm.
- a non-woven fabric produced by the same method as in Example 1 above was superposed on the back surface of the male molded surface fastener, and joined and integrated.
- the shear was 17.7 N / cm 2 and the peel was 2.77 N / cm, which was the same as that of Example 1.
- the biodegradability of the obtained biodegradable front-back engaging hook-and-loop fastener is such that in 26 weeks, both the male molded surface fastener layer (I) on the front surface and the non-woven fabric layer (II) on the back surface are biodegraded and fall apart. It turned out to be a thing. From this, it was found that the one of this example has appropriate biodegradability.
- Example 7 In Example 1, a multifilament yarn having a breaking elongation of 75% in which 12 8.8 decitex filaments made of polybutylene succinate are focused as a fiber layer to be joined to the back surface side of a male molded hook-and-loop fastener.
- the surface of the tricot knitted fabric consisting of Kuraray Saijo Ltd. was napped not rise fibers loop surface, except for one side using a tricot knit fabric having a basis weight of 150 g / m 2 covered with fiber loops as in example 1
- a biodegradable front-back engaging hook-and-loop fastener was manufactured.
- the shear was 16.7 N / cm 2 and the peel was 1.68 N / cm. It was found to have excellent engaging force. Further, when the engagement peeling was repeated 30 times, the shear was 16.1 N / cm 2 and the peel was 1.49 N / cm, which also has excellent engagement force retention than that of Example 1. It turned out. When the engagement and peeling were repeated 50 times, there were not so many fiber loops pulled out from the tricot knitted fabric, and there was no apparent problem that the surface of the tricot knitted fabric was randomly raised by it. rice field.
- the male molded surface fastener layer (I) was formed to such an extent that the surface fastener shape could not be maintained in 25 weeks.
- the tricot knitted fabric layer (II) were found to be decomposed into pieces.
- this biodegradable front-back engaging hook-and-loop fastener was cut into a tape shape in the same manner as in Example 1 and used as a binding tape for a bag of grapes. It was speculated that the forgotten tape was hardly found the following year and was biodegraded and returned to nature.
- Example 8 the biodegradable front-back engaging hook-and-loop fastener is used in the same manner as in Example 3 except that the same tricot knitted fabric as in Example 7 is used as the fiber layer in contact with the back surface side of the male molded surface fastener. Manufactured.
- the shear was 19.8 N / cm 2 and the peel was 2.00 N / cm. It was found to have excellent engaging force. Further, when the engagement peeling was repeated 30 times, the shear was 19.1 N / cm 2 and the peel was 1.79 N / cm, which also has excellent engagement force retention than that of Example 3. It turned out. When the engagement and peeling were repeated 50 times, there were not so many fiber loops pulled out from the tricot knitted fabric, and there was no apparent problem that the surface of the tricot knitted fabric was randomly raised by it. rice field.
- this biodegradable front-back engaging hook-and-loop fastener was cut into a tape shape in the same manner as in Example 3 and used as a binding tape for a bag of grapes. It was speculated that the forgotten tape was hardly found the following year and was biodegraded and returned to nature.
- Base 2 Wave-shaped male engaging element 3: Y-shaped male engaging element 4: Ridge-like ridge 5: Fiber layer 6: Location where the fiber layer is formed into a molten film (joint portion) 7: Where the fiber layer is not made into a melt film 8: Fiber loop
Landscapes
- Slide Fasteners, Snap Fasteners, And Hook Fasteners (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021574087A JP7709389B2 (ja) | 2020-01-29 | 2021-01-28 | 生分解性に優れた表裏係合型面ファスナー |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-012189 | 2020-01-29 | ||
| JP2020012189 | 2020-01-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021153642A1 true WO2021153642A1 (ja) | 2021-08-05 |
Family
ID=77079908
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/002937 Ceased WO2021153642A1 (ja) | 2020-01-29 | 2021-01-28 | 生分解性に優れた表裏係合型面ファスナー |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7709389B2 (https=) |
| WO (1) | WO2021153642A1 (https=) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20230112098A1 (en) * | 2020-02-27 | 2023-04-13 | Kuraray Fastening Co., Ltd. | Water-soluble male molded hook-and-loop fastener and method for producing same |
| JP2023521231A (ja) * | 2020-04-15 | 2023-05-23 | スリーエム イノベイティブ プロパティズ カンパニー | 堆肥化可能な組成物、物品、及び堆肥化可能な物品を製造する方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0638811A (ja) * | 1992-07-22 | 1994-02-15 | Yoshida Kogyo Kk <Ykk> | 裏面に裏部材を有する係合部材の製造方法及びその装置 |
| JPH09262110A (ja) * | 1996-03-29 | 1997-10-07 | Unitika Ltd | 生分解性面ファスナ用不織布およびその製造方法 |
| JPH11124494A (ja) * | 1997-10-23 | 1999-05-11 | Ykk Corp | 生分解性樹脂成形品 |
| JPH11181261A (ja) * | 1997-12-25 | 1999-07-06 | Ykk Corp | 生分解性樹脂成形品 |
| JP2005111140A (ja) * | 2003-10-10 | 2005-04-28 | Unitica Fibers Ltd | 面ファスナー用雌材 |
| JP2006527634A (ja) * | 2003-06-18 | 2006-12-07 | スリーエム イノベイティブ プロパティズ カンパニー | 一体発泡微細構造物品 |
| JP2011026538A (ja) * | 2008-12-26 | 2011-02-10 | Mitsubishi Chemicals Corp | 樹脂組成物、フィルム、袋製品、および、樹脂組成物の製造方法 |
| JP2015048445A (ja) * | 2013-09-03 | 2015-03-16 | 三菱化学株式会社 | 脂肪族ポリエステル樹脂組成物 |
| JP2017113391A (ja) * | 2015-12-25 | 2017-06-29 | スリーエム イノベイティブ プロパティズ カンパニー | 短繊維不織布、面ファスナー用ループ部材及び衛生用品 |
-
2021
- 2021-01-28 JP JP2021574087A patent/JP7709389B2/ja active Active
- 2021-01-28 WO PCT/JP2021/002937 patent/WO2021153642A1/ja not_active Ceased
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0638811A (ja) * | 1992-07-22 | 1994-02-15 | Yoshida Kogyo Kk <Ykk> | 裏面に裏部材を有する係合部材の製造方法及びその装置 |
| JPH09262110A (ja) * | 1996-03-29 | 1997-10-07 | Unitika Ltd | 生分解性面ファスナ用不織布およびその製造方法 |
| JPH11124494A (ja) * | 1997-10-23 | 1999-05-11 | Ykk Corp | 生分解性樹脂成形品 |
| JPH11181261A (ja) * | 1997-12-25 | 1999-07-06 | Ykk Corp | 生分解性樹脂成形品 |
| JP2006527634A (ja) * | 2003-06-18 | 2006-12-07 | スリーエム イノベイティブ プロパティズ カンパニー | 一体発泡微細構造物品 |
| JP2005111140A (ja) * | 2003-10-10 | 2005-04-28 | Unitica Fibers Ltd | 面ファスナー用雌材 |
| JP2011026538A (ja) * | 2008-12-26 | 2011-02-10 | Mitsubishi Chemicals Corp | 樹脂組成物、フィルム、袋製品、および、樹脂組成物の製造方法 |
| JP2015048445A (ja) * | 2013-09-03 | 2015-03-16 | 三菱化学株式会社 | 脂肪族ポリエステル樹脂組成物 |
| JP2017113391A (ja) * | 2015-12-25 | 2017-06-29 | スリーエム イノベイティブ プロパティズ カンパニー | 短繊維不織布、面ファスナー用ループ部材及び衛生用品 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20230112098A1 (en) * | 2020-02-27 | 2023-04-13 | Kuraray Fastening Co., Ltd. | Water-soluble male molded hook-and-loop fastener and method for producing same |
| US12144402B2 (en) * | 2020-02-27 | 2024-11-19 | Kuraray Fastening Co., Ltd. | Water-soluble male molded hook-and-loop fastener and method for producing same |
| JP2023521231A (ja) * | 2020-04-15 | 2023-05-23 | スリーエム イノベイティブ プロパティズ カンパニー | 堆肥化可能な組成物、物品、及び堆肥化可能な物品を製造する方法 |
| JP7386357B2 (ja) | 2020-04-15 | 2023-11-24 | スリーエム イノベイティブ プロパティズ カンパニー | 堆肥化可能な組成物、物品、及び堆肥化可能な物品を製造する方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7709389B2 (ja) | 2025-07-16 |
| JPWO2021153642A1 (https=) | 2021-08-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7461339B2 (ja) | 成形性に優れた生分解性フック型成形面ファスナー | |
| CN1083020C (zh) | 可生物降解的纤维和非织造布 | |
| CN101283034B (zh) | 包含淀粉的水稳定组合物和制品及其制造方法 | |
| TWI334386B (en) | Loop fabric | |
| WO2021153642A1 (ja) | 生分解性に優れた表裏係合型面ファスナー | |
| JPWO1996025538A1 (ja) | 生分解性繊維及び不織布 | |
| JP7745639B2 (ja) | 生分解性不織布及びその用途 | |
| JP3355026B2 (ja) | 熱融着性ポリ乳酸繊維 | |
| JP5355225B2 (ja) | ポリ乳酸系長繊維不織布およびその製造方法 | |
| CA2825025C (en) | Straps produced from renewable raw materials | |
| JP4219207B2 (ja) | 生分解性複合体 | |
| JP2013503063A (ja) | 平面状構造物 | |
| JP5361420B2 (ja) | ポリ乳酸系長繊維不織布およびその製造方法 | |
| WO2021172566A1 (ja) | 水溶性の雄型成形面ファスナーおよびその製造方法 | |
| JP2011084837A (ja) | スパンボンド不織布およびその製造方法 | |
| JP2006333936A (ja) | 生分解性カイロ包材用不織布 | |
| JP3650223B2 (ja) | 熱成形用不織布 | |
| JP6054885B2 (ja) | 再生可能原料の溶接方法 | |
| KR20070028376A (ko) | 스펀 본드 부직포 | |
| KR102479768B1 (ko) | 바이오매스 기반 친환경 롤백 및 이의 제조 방법 | |
| JPH0995851A (ja) | ポリ乳酸系長繊維不織布およびその製造方法 | |
| JPH11277640A (ja) | 梱包用バンド | |
| JP6782507B1 (ja) | 生分解性積層マスク | |
| JPH11269753A (ja) | 育苗ポット用生分解性不織布 | |
| CN118756372A (zh) | 一种可全自然环境生物降解的皮芯结构纤维材料及其制备方法和应用 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21747409 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021574087 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21747409 Country of ref document: EP Kind code of ref document: A1 |