WO2021132220A1 - コンデンサ素子および電解コンデンサ、ならびにこれらの製造方法 - Google Patents
コンデンサ素子および電解コンデンサ、ならびにこれらの製造方法 Download PDFInfo
- Publication number
- WO2021132220A1 WO2021132220A1 PCT/JP2020/047883 JP2020047883W WO2021132220A1 WO 2021132220 A1 WO2021132220 A1 WO 2021132220A1 JP 2020047883 W JP2020047883 W JP 2020047883W WO 2021132220 A1 WO2021132220 A1 WO 2021132220A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- thin
- anode
- region
- base material
- capacitor element
- Prior art date
Links
- 239000003990 capacitor Substances 0.000 title claims abstract description 136
- 238000000034 method Methods 0.000 title claims description 40
- 238000004519 manufacturing process Methods 0.000 title claims description 21
- 229910052751 metal Inorganic materials 0.000 claims abstract description 101
- 239000002184 metal Substances 0.000 claims abstract description 101
- 239000000463 material Substances 0.000 claims abstract description 63
- 238000003466 welding Methods 0.000 claims description 34
- 238000010030 laminating Methods 0.000 claims description 19
- 238000005304 joining Methods 0.000 claims description 10
- 238000005219 brazing Methods 0.000 claims description 4
- 239000007769 metal material Substances 0.000 claims description 4
- 238000010894 electron beam technology Methods 0.000 claims description 3
- 238000003825 pressing Methods 0.000 claims description 3
- 230000006835 compression Effects 0.000 claims description 2
- 238000007906 compression Methods 0.000 claims description 2
- 230000003247 decreasing effect Effects 0.000 abstract 1
- 239000007784 solid electrolyte Substances 0.000 description 22
- 239000000758 substrate Substances 0.000 description 17
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 12
- 229910052760 oxygen Inorganic materials 0.000 description 12
- 239000001301 oxygen Substances 0.000 description 12
- 239000011800 void material Substances 0.000 description 12
- 229920005989 resin Polymers 0.000 description 11
- 239000011347 resin Substances 0.000 description 11
- 238000000605 extraction Methods 0.000 description 9
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 7
- 239000011888 foil Substances 0.000 description 7
- 239000000178 monomer Substances 0.000 description 7
- 229910052799 carbon Inorganic materials 0.000 description 6
- 229920001940 conductive polymer Polymers 0.000 description 6
- 150000002739 metals Chemical class 0.000 description 6
- 229920000123 polythiophene Polymers 0.000 description 6
- 238000007789 sealing Methods 0.000 description 6
- 239000000126 substance Substances 0.000 description 6
- LSNNMFCWUKXFEE-UHFFFAOYSA-M Bisulfite Chemical compound OS([O-])=O LSNNMFCWUKXFEE-UHFFFAOYSA-M 0.000 description 5
- 150000001450 anions Chemical class 0.000 description 5
- 238000006243 chemical reaction Methods 0.000 description 5
- 229920006351 engineering plastic Polymers 0.000 description 5
- 238000002844 melting Methods 0.000 description 5
- 230000008018 melting Effects 0.000 description 5
- 239000002994 raw material Substances 0.000 description 5
- 239000000243 solution Substances 0.000 description 5
- 230000000903 blocking effect Effects 0.000 description 4
- 229920000767 polyaniline Polymers 0.000 description 4
- 229920000414 polyfuran Polymers 0.000 description 4
- 229920000128 polypyrrole Polymers 0.000 description 4
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 239000002019 doping agent Substances 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000000866 electrolytic etching Methods 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 238000006116 polymerization reaction Methods 0.000 description 3
- 238000007788 roughening Methods 0.000 description 3
- 238000001878 scanning electron micrograph Methods 0.000 description 3
- 229910052709 silver Inorganic materials 0.000 description 3
- 239000004332 silver Substances 0.000 description 3
- PAYRUJLWNCNPSJ-UHFFFAOYSA-N Aniline Chemical compound NC1=CC=CC=C1 PAYRUJLWNCNPSJ-UHFFFAOYSA-N 0.000 description 2
- KAESVJOAVNADME-UHFFFAOYSA-N Pyrrole Chemical compound C=1C=CNC=1 KAESVJOAVNADME-UHFFFAOYSA-N 0.000 description 2
- YTPLMLYBLZKORZ-UHFFFAOYSA-N Thiophene Chemical compound C=1C=CSC=1 YTPLMLYBLZKORZ-UHFFFAOYSA-N 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000005868 electrolysis reaction Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 229910052758 niobium Inorganic materials 0.000 description 2
- 239000010955 niobium Substances 0.000 description 2
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 229920000172 poly(styrenesulfonic acid) Polymers 0.000 description 2
- -1 polyphenylene Polymers 0.000 description 2
- 229940005642 polystyrene sulfonic acid Drugs 0.000 description 2
- 239000011148 porous material Substances 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 229910052715 tantalum Inorganic materials 0.000 description 2
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- DZSVIVLGBJKQAP-UHFFFAOYSA-N 1-(2-methyl-5-propan-2-ylcyclohex-2-en-1-yl)propan-1-one Chemical compound CCC(=O)C1CC(C(C)C)CC=C1C DZSVIVLGBJKQAP-UHFFFAOYSA-N 0.000 description 1
- FLDCSPABIQBYKP-UHFFFAOYSA-N 5-chloro-1,2-dimethylbenzimidazole Chemical compound ClC1=CC=C2N(C)C(C)=NC2=C1 FLDCSPABIQBYKP-UHFFFAOYSA-N 0.000 description 1
- 229920003026 Acene Polymers 0.000 description 1
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 239000001741 Ammonium adipate Substances 0.000 description 1
- 239000004640 Melamine resin Substances 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 229920001609 Poly(3,4-ethylenedioxythiophene) Polymers 0.000 description 1
- 239000004962 Polyamide-imide Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 229920000265 Polyparaphenylene Polymers 0.000 description 1
- 229920002125 Sokalan® Polymers 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- 229920000180 alkyd Polymers 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- HSFWRNGVRCDJHI-UHFFFAOYSA-N alpha-acetylene Natural products C#C HSFWRNGVRCDJHI-UHFFFAOYSA-N 0.000 description 1
- 235000019293 ammonium adipate Nutrition 0.000 description 1
- 238000007743 anodising Methods 0.000 description 1
- 239000003575 carbonaceous material Substances 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 125000005678 ethenylene group Chemical group [H]C([*:1])=C([H])[*:2] 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 229910000765 intermetallic Inorganic materials 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 229920002521 macromolecule Polymers 0.000 description 1
- 150000002697 manganese compounds Chemical class 0.000 description 1
- 239000002923 metal particle Substances 0.000 description 1
- PSZYNBSKGUBXEH-UHFFFAOYSA-N naphthalene-1-sulfonic acid Chemical compound C1=CC=C2C(S(=O)(=O)O)=CC=CC2=C1 PSZYNBSKGUBXEH-UHFFFAOYSA-N 0.000 description 1
- 229910052755 nonmetal Inorganic materials 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 238000009832 plasma treatment Methods 0.000 description 1
- 229920000553 poly(phenylenevinylene) Polymers 0.000 description 1
- 229920001197 polyacetylene Polymers 0.000 description 1
- 239000004584 polyacrylic acid Substances 0.000 description 1
- 229920002312 polyamide-imide Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 229920001195 polyisoprene Polymers 0.000 description 1
- 230000000379 polymerizing effect Effects 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 229930192474 thiophene Natural products 0.000 description 1
- JOXIMZWYDAKGHI-UHFFFAOYSA-N toluene-4-sulfonic acid Chemical compound CC1=CC=C(S(O)(=O)=O)C=C1 JOXIMZWYDAKGHI-UHFFFAOYSA-N 0.000 description 1
- 229920006305 unsaturated polyester Polymers 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
Images







Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/26—Structural combinations of electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices with each other
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/0029—Processes of manufacture
- H01G9/0032—Processes of manufacture formation of the dielectric layer
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/004—Details
- H01G9/008—Terminals
- H01G9/012—Terminals specially adapted for solid capacitors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/004—Details
- H01G9/04—Electrodes or formation of dielectric layers thereon
- H01G9/048—Electrodes or formation of dielectric layers thereon characterised by their structure
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/004—Details
- H01G9/04—Electrodes or formation of dielectric layers thereon
- H01G9/048—Electrodes or formation of dielectric layers thereon characterised by their structure
- H01G9/052—Sintered electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/15—Solid electrolytic capacitors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/004—Details
- H01G9/04—Electrodes or formation of dielectric layers thereon
- H01G9/048—Electrodes or formation of dielectric layers thereon characterised by their structure
- H01G2009/05—Electrodes or formation of dielectric layers thereon characterised by their structure consisting of tantalum, niobium, or sintered material; Combinations of such electrodes with solid semiconductive electrolytes, e.g. manganese dioxide
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/004—Details
- H01G9/04—Electrodes or formation of dielectric layers thereon
- H01G9/042—Electrodes or formation of dielectric layers thereon characterised by the material
- H01G9/0425—Electrodes or formation of dielectric layers thereon characterised by the material specially adapted for cathode
Definitions
- the present invention relates to a capacitor element and an electrolytic capacitor, and a method for manufacturing these.
- Electrolytic capacitors are installed in various electronic devices because they have a small equivalent series resistance (ESR) and excellent frequency characteristics.
- the capacitor element used in the electrolytic capacitor includes a foil containing a valve acting metal such as titanium, tantalum, aluminum, and niobium as an anode.
- the anode body is usually divided into an anode portion and a cathode forming portion.
- a cathode layer including a solid electrolyte layer and a cathode extraction layer is formed on the surface of the anode body in the cathode forming portion.
- Patent Document 1 proposes a plurality of capacitor elements and arrange them in an electrolytic capacitor.
- the anode portions of each capacitor element are joined by welding, for example (Patent Document 1).
- the ESR of an electrolytic capacitor equipped with laminated capacitor elements tends to increase.
- the first aspect of the present invention includes an anode having a porous region on its surface, a dielectric layer covering at least a part of the anode body, and a cathode layer covering at least a part of the dielectric layer.
- the anode body has an anode portion and a cathode forming portion adjacent to the anode portion and on which the cathode layer is formed, and the cathode is provided in at least a part of the porous region of the anode portion.
- a thin-walled region thinner than the porous region in the forming portion is formed, and a metal base material is laminated on at least a part of the thin-walled region, and the metal base material is the porous region in the cathode forming portion. It relates to the anode element, which is more precise than the quality domain.
- the second aspect of the present invention relates to an electrolytic capacitor including a plurality of the above-mentioned capacitor elements laminated.
- the third aspect of the present invention includes a preparatory step of preparing an anode having a porous region on the surface, a dielectric layer forming step of forming a dielectric layer covering at least a part of the anode, and the porous.
- the present invention relates to a method for manufacturing a condenser element, which comprises a cathode forming step of forming a cathode layer in a portion other than the thin-walled region, and the laminated metal base material is denser than the porous region in the cathode forming portion. ..
- a fourth aspect of the present invention comprises a step of preparing a capacitor element manufactured by the above method and a joining step of laminating a plurality of the capacitor elements and welding the thin regions together with the metal substrate.
- the present invention relates to a method for manufacturing an electrolytic capacitor.
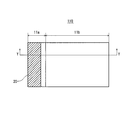
- FIG. 1A is a top view schematically showing a capacitor element according to an embodiment of the present invention.
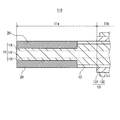
- FIG. 1B is a cross-sectional view schematically showing a capacitor element cut along the line XX of FIG. 1A.
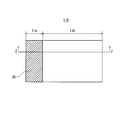
- FIG. 2 is a top view schematically showing a capacitor element according to another embodiment of the present invention.
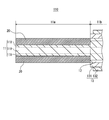
- FIG. 3A is a top view schematically showing a capacitor element according to still another embodiment of the present invention.
- FIG. 3B is a cross-sectional view schematically showing a main part of the capacitor element cut along the YY line of FIG. 3A.
- FIG. 4A is a top view schematically showing a capacitor element according to still another embodiment of the present invention.
- FIG. 4B is a cross-sectional view schematically showing a main part of the capacitor element cut along the line ZZ of FIG. 4A.
- FIG. 5 is a cross-sectional view schematically showing an electrolytic capacitor according to an embodiment of the present invention.
- FIG. 6 is a flowchart showing a method for manufacturing a capacitor element according to an embodiment of the present invention.
- FIG. 7 is a flowchart showing a method for manufacturing a capacitor element according to another embodiment of the present invention.
- FIG. 8 is a flowchart showing a method for manufacturing an electrolytic capacitor according to an embodiment of the present invention.
- Capacitor element In order to increase the capacitance, a porous region is usually formed on the surface of the anode body.
- a larger void may be formed in the porous region. Therefore, the electric resistance in the anode portion becomes large, and the ESR tends to increase. Further, the strength of the capacitor element in the welded portion may decrease.
- oxygen that has entered from the anode portion easily reaches the cathode forming portion through the void, and the deterioration of the solid electrolyte layer progresses.
- the porous region in the anode portion is thinned to form a thin-walled region, and a dense metal base material is laminated on a part thereof.
- a cathode layer (for example, a solid electrolyte layer and a cathode extraction layer) is formed in the cathode forming portion of the anode body. Therefore, the thickness of the cathode forming portion of the capacitor element is larger than that of the anode portion.
- the anode body is bent in the vicinity of the boundary between the anode portion and the cathode layer. Therefore, the anode body is easily damaged at the bent portion. If a thin region is provided in the anode portion, the degree of this bending is further increased.
- the metal base material is laminated on at least a part of the thin-walled region, a plurality of capacitor elements can be laminated and joined without increasing the degree of bending.
- the thickness of the porous region may be 95% or more of the thickness of the entire anode body. From the viewpoint of strength, the thickness of the porous region in the cathode forming portion is preferably 98% or less of the thickness of the entire anode body.
- the thin-walled region may be formed in a part of the anode part. From the viewpoint of oxygen blocking, the thin-walled region is preferably formed in a band shape in the direction along the boundary between the anode portion and the cathode forming portion. It is more preferable that the thin-walled region is formed in a band shape in the vicinity of the boundary between the anode portion and the cathode forming portion. This is because the thin-walled region makes it easier to prevent the solid electrolyte from penetrating into the anode side in the step of forming the solid electrolyte layer.
- the thin-walled region may be formed over the entire anode portion.
- the thin-walled region may be formed by removing a part of the porous region, or may be formed by compressing a part of the porous region. Above all, it is preferable that a thin-walled region is formed by compressing the porous region. By compressing the porous region, a compression layer having a smaller porosity is formed in the thin-walled region, so that the effect of suppressing electrical resistance and the effect of suppressing oxygen transfer are further enhanced.
- a metal base material is laminated on at least a part of the thin-walled area.
- the portion where the metal base material is laminated is suitable as a welded portion.
- the metal base material is preferably laminated in a band shape in the direction along the boundary between the anode portion and the cathode forming portion. From the viewpoint of strength, it is preferable that the metal base material is laminated over the entire thin-walled region.
- the capacitor element according to the present embodiment includes an island-shaped thin-walled region in the planned welding portion of the anode portion.
- the area of the thin-walled region is, for example, 3% or more and less than 10% of the area of the anode portion.
- the metal substrate is laminated over the entire thin area. As a result, the increase in electrical resistance due to welding is suppressed. Furthermore, the movement of oxygen is likely to be suppressed.
- FIG. 1A is a top view schematically showing a capacitor element according to this embodiment.
- FIG. 1B is a cross-sectional view schematically showing a capacitor element cut along the line XX of FIG. 1A.
- the capacitor element 110 is, for example, in the form of a sheet.
- the capacitor element 110 includes an anode body 11, a dielectric layer 12 that covers at least a part of the anode body 11, and a cathode layer 13 that covers at least a part of the dielectric layer.
- the cathode layer 13 includes a solid electrolyte layer 131 and a cathode extraction layer 132 that covers at least a part of the solid electrolyte layer 131.
- the anode body 11 includes an anode portion 11a and a cathode forming portion 11b. Porous regions 11X are arranged on both main surface sides of the anode body 11. A core region 11Y is interposed between the two porous regions 11X. The thickness of the core region 11Y may be even smaller.
- Two island-shaped thin-walled regions are formed in a part of the anode portion 11a.
- the thickness of the porous region 11X in the thin-walled region is thinner than that of the porous region 11X in the cathode forming portion 11b.
- the metal base material 20 is laminated on the entire thin-walled region. In the thin region, a plurality of capacitor elements 110 are welded.
- the capacitor element according to the present embodiment is arranged at the end of the anode portion and includes a thin-walled region formed in a band shape in the direction along the boundary between the anode portion and the cathode forming portion.
- the area of the thin-walled region is, for example, 10% or more and less than 50% of the area of the anode portion.
- the metal substrate is laminated over the entire thin area. As a result, the increase in electrical resistance due to welding is suppressed. Furthermore, the movement of oxygen is likely to be suppressed. In addition, the strength of the capacitor element is increased.
- FIG. 2 is a top view schematically showing a capacitor element according to the present embodiment.
- the present embodiment has the same configuration as that of the first embodiment except that a strip-shaped thin-walled region is formed at the end of the anode portion 11a.
- the metal base material 20 is laminated over the entire thin-walled region.
- the capacitor element according to this embodiment has a cross section similar to that in FIG. 1B.
- the capacitor element according to the present embodiment is arranged at the end of the anode portion and includes a thin-walled region formed in a band shape in the direction along the boundary between the anode portion and the cathode forming portion.
- the thin-walled region in the present embodiment is wider than the thin-walled region in the second embodiment. Therefore, when a plurality of capacitor elements are laminated, the capacitor elements are bent at a portion including a thin-walled region.
- the area of the thin-walled region is, for example, 50% or more and less than 80% of the area of the anode portion.
- the metal substrate is laminated over the entire thin area. As a result, the increase in electrical resistance due to welding is suppressed. Furthermore, the movement of oxygen is likely to be suppressed. In addition, the strength of the capacitor element is further increased.
- FIG. 3A is a top view schematically showing the capacitor element according to the present embodiment.
- FIG. 3B is a cross-sectional view schematically showing a capacitor element cut along the YY line of FIG. 3A.
- This embodiment has the same configuration as that of the first embodiment except that a strip-shaped thin-walled region is formed in a part including the end portion of the anode portion 11a.
- the metal base material 20 is laminated over the entire thin-walled region.
- the capacitor element according to the present embodiment includes a thin-walled region in the entire anode portion.
- the thin-walled region is formed over the entire anode portion.
- the metal substrate is laminated over the entire thin area.
- FIG. 4A is a top view schematically showing the capacitor element according to the present embodiment.
- FIG. 4B is a cross-sectional view schematically showing a capacitor element cut along the line ZZ of FIG. 4A.
- This embodiment has the same configuration as that of the first embodiment except that a thin-walled region is formed on the entire anode portion 11a.
- the metal base material 20 is laminated over the entire thin-walled region.
- the thin-walled region is formed in at least a part of the anode portion.
- the porous region in the thin-walled region is thinner than the porous region in the cathode forming portion. Therefore, it is difficult for oxygen that has entered from the anode portion to reach the cathode forming portion beyond the thin-walled region.
- the thin-walled region also has a role of preventing the solid electrolyte from permeating to the anode side through the porous region of the cathode forming portion in the step of forming the solid electrolyte layer.
- the thickness of the porous region in the thin region is not particularly limited.
- the thickness of the porous region in the thin-walled region is preferably 50% or less, preferably 40% or less, and preferably 30% or less of the thickness of the porous region in the cathode forming portion. There may be no porous region in the thin region.
- the thickness of the porous region in the thin-walled region is arbitrary in the cross section of the capacitor element from one main surface of the anode in the thin-walled region to the boundary between the porous region and the core region formed on the main surface side. It is the average value of the distances of three points.
- the thickness of the porous region in the cathode forming portion is also any three points from one main surface of the anode body in the cathode forming portion to the boundary between the porous region and the core region formed on the main surface side. Is the average value of the distances.
- the thin-walled region is formed by, for example, compressing the porous region of the anode body.
- the thin-walled region has a compressed layer in which the porous region is compressed.
- the thin-walled region may be formed by removing at least a part of the porous region by cutting, laser processing, or the like.
- the thin-walled region may be formed by removing the entire porous region and exposing the core region.
- the thin-walled region is preferably formed by compressing the porous region of the anode body. This is because the process is simple and further improvement in oxygen blocking property can be expected.
- the metal substrate is laminated on at least a part of the thin area.
- the metal substrate is denser than the porous region in the cathode forming portion.
- the fact that the metal base material is dense is synonymous with the fact that the apparent density of the metal base material is higher than the apparent density of the porous region in the cathode forming portion.
- the apparent density is calculated by dividing the actual mass by the apparent volume including the void portion.
- the porosity of the metal base material is synonymous with the porosity of the metal base material being smaller than the porosity of the porous region in the cathode forming portion.
- the porosity of the metal substrate may be, for example, 90% or less, 80% or less, or 60% or less of the porosity of the porous region in the cathode forming portion.
- the metal base material does not have to have holes inside.
- the porosity of the metal substrate is not particularly limited.
- the porosity of the metal substrate may be, for example, 0% or more and 55% or less.
- Porosity can be calculated from an SEM image of a cross section of a capacitor element cut in the thickness direction.
- the porous region in the cathode forming portion of the SEM image is binarized between the void portion and the other portion, and the area ratio of the void portion in the porous region is calculated.
- the area ratio of the obtained void portion is defined as the porosity of the porous region in the cathode forming portion.
- the area ratio of the void portion in the metal base material is calculated from the SEM image, and the area ratio of the obtained void portion is defined as the porosity of the metal base material.
- the metal base material is a plate-shaped or foil-shaped member containing a metal material.
- the thickness of the metal base material is not particularly limited.
- the total thickness of the metal base material and the anode body in the thin-walled region may be smaller, larger, or the same as the thickness of the anode body in the cathode forming portion.
- the total thickness is preferably equal to or larger than the thickness of the anode body in the cathode forming portion in that a plurality of capacitor elements are easily welded.
- the total thickness is preferably about 100% or more and 120% or less of the thickness of the anode body in the cathode forming portion.
- the metal material constituting the metal base material is not particularly limited.
- the metal base material preferably contains the same metal material as the anode or the valve acting metal. In this case, the electrical resistance between the anode and the metal base material, the ease of welding, and the like are about the same, so that the connection reliability is not impaired.
- the surface of the laminated metal base material facing the thin region (hereinafter, may be referred to as a facing surface) is roughened. This is because the adhesion with the porous region is enhanced.
- the roughness of the facing surface is not particularly limited.
- the arithmetic mean roughness Ra of the facing surfaces may be, for example, 20 nm or more.
- the arithmetic mean roughness Ra is measured according to JIS B 0601: 2013.
- the metal substrate may have a porous region on its surface.
- the surface of the metal base material opposite to the facing surface may be roughened.
- the roughening method is not particularly limited.
- the facing surface may be etched or roughened by a conventionally known surface treatment such as plasma treatment or blast treatment.
- the anode body includes a foil (metal foil) containing a valve acting metal.
- the valve acting metal include titanium, tantalum, aluminum and niobium.
- the anode contains one or more of the above valvular metals.
- the anode body may contain the above-mentioned valve acting metal in the form of an alloy or an intermetallic compound.
- the thickness of the anode body is not particularly limited. The thickness of the anode body other than the thin-walled region may be, for example, 15 ⁇ m or more and 300 ⁇ m or less, and 80 ⁇ m or more and 250 ⁇ m or less.
- the anode body includes a porous region formed on the main surface side thereof.
- the entire anode may be porous.
- the anode body includes a porous region arranged on both main surface sides and a core region having a lower porosity, which is interposed between the porous regions.
- the porous region is a region having a large number of fine pores.
- the core region is, for example, a region that has not been electrolytically etched.
- the porous region and the core region can be distinguished from the cross section of the capacitor element.
- the porosity of the porous region is not particularly limited.
- the porosity of the porous region may be, for example, 35% or more and 65% or less.
- the thickness of the porous region is not particularly limited. As described above, from the viewpoint of capacitance and strength, the thickness of the porous region in the cathode forming portion is preferably 95% or more and 98% or less of the thickness of the entire anode body.
- the dielectric layer is formed on at least a portion of the surface of the anode.
- the dielectric layer is formed by, for example, anodizing the surface of the anode body by chemical conversion treatment or the like. Therefore, the dielectric layer may contain oxides of the valvening metal.
- the dielectric layer may contain Al 2 O 3.
- the dielectric layer is not limited to this, and may be any one that functions as a dielectric.
- the cathode layer includes a solid electrolyte layer that covers at least a part of the dielectric layer, and a cathode extraction layer that covers at least a part of the solid electrolyte layer.
- the solid electrolyte layer may be formed so as to cover at least a part of the dielectric layer, and may be formed so as to cover the entire surface of the dielectric layer.
- the solid electrolyte layer contains, for example, a manganese compound and a conductive polymer.
- the conductive polymer include polypyrrole, polythiophene, polyfuran, polyaniline, polyacetylene, polyphenylene, polyphenylene vinylene, polyacene, polythiophene vinylene and the like. These may be used alone, in combination of two or more, or in a copolymer of two or more monomers.
- polypyrrole, polythiophene, polyfuran, polyaniline, etc. mean macromolecules having polypyrrole, polythiophene, polyfuran, polyaniline, etc. as the basic skeleton, respectively. Therefore, polypyrrole, polythiophene, polyfuran, polyaniline and the like may also contain their respective derivatives.
- polythiophene includes poly (3,4-ethylenedioxythiophene) and the like.
- the conductive polymer may be contained in the solid electrolyte layer together with the dopant.
- the dopant may be a monomolecular anion or a polymer anion.
- the monomolecular anion include paratoluenesulfonic acid and naphthalenesulfonic acid.
- Specific examples of the high molecular weight anion include polyvinyl sulfonic acid, polystyrene sulfonic acid, polyallyl sulfonic acid, polyacrylic sulfonic acid, polymethacrylic sulfonic acid, poly (2-acrylamide-2-methylpropanesulfonic acid), and polyisoprene sulfonic acid. , Polyacrylic acid and the like.
- These may be used alone or in combination of two or more. Further, these may be polymers of a single monomer or may be a copolymer of two or more kinds of monomers. Of these, a polymer anion derived from polystyrene sulfonic acid is preferable.
- the cathode extraction layer may be formed so as to cover at least a part of the solid electrolyte layer, and may be formed so as to cover the entire surface of the solid electrolyte layer.
- the cathode extraction layer has, for example, a carbon layer and a metal (for example, silver) paste layer formed on the surface of the carbon layer.
- the carbon layer is composed of a carbon paste containing a conductive carbon material such as graphite.
- the metal paste layer is composed of, for example, a composition containing silver particles and a resin.
- the structure of the cathode extraction layer is not limited to this, and may be any structure having a current collecting function.
- the electrolytic capacitor according to this embodiment includes the above-mentioned capacitor element.
- the electrolytic capacitor may include a plurality of capacitor elements.
- a plurality of capacitor elements are laminated.
- the number of laminated capacitor elements is not particularly limited, and is, for example, 2 or more and 20 or less.
- At least one of the plurality of capacitor elements may be the capacitor element according to the present embodiment. Others may be conventionally known capacitor elements. Preferably, all of the plurality of capacitor elements arranged in the electrolytic capacitor are the capacitor elements according to the present embodiment.
- the anode parts of the laminated capacitor elements are joined by welding and electrically connected. According to the present embodiment, since the laminated capacitor element is welded at the portion where the metal base material is laminated, the occupancy ratio of the void formed by welding becomes small, or the void itself becomes small. Therefore, the increase in electrical resistance at the anode portion is suppressed.
- the plurality of anode portions may be welded after being crimped by, for example, bent anode lead terminals.
- the anode lead terminal is joined to the anode part of at least one capacitor element.
- the portion of the anode portion on which the metal base material is laminated may be welded to the anode lead terminal.
- the cathode layers of the laminated capacitor elements are also electrically connected to each other.
- a cathode lead terminal is bonded to the cathode layer of at least one capacitor element.
- the cathode lead terminals are joined via a conductive adhesive or solder, or by resistance welding or laser welding.
- the conductive adhesive is, for example, a mixture of a curable resin and carbon particles or metal particles.
- the material of the lead terminal is not particularly limited as long as it is electrochemically and chemically stable and has conductivity, and may be metal or non-metal.
- the shape is also not particularly limited.
- the thickness of the lead terminal (distance between the main surfaces of the lead terminal) is preferably 25 ⁇ m or more and 200 ⁇ m or less, and more preferably 25 ⁇ m or more and 100 ⁇ m or less from the viewpoint of reducing the height.
- the capacitor element may be sealed with a sealing resin so that at least a part of the anode lead terminal and the cathode lead terminal is exposed.
- sealing resin examples include cured products of curable resins and engineering plastics.
- thermosetting resin examples include epoxy resin, phenol resin, silicone resin, melamine resin, urea resin, alkyd resin, polyurethane, and unsaturated polyester.
- Engineering plastics include general purpose engineering plastics and super engineering plastics. Examples of engineering plastics include polyimide and polyamide-imide.
- FIG. 5 is a cross-sectional view schematically showing the electrolytic capacitor according to the present embodiment.
- the electrolytic capacitor 100 includes one or more capacitor elements 110, an anode lead terminal 120A bonded to the anode portion 11a, a cathode lead terminal 120B bonded to the cathode layer 13, and a sealing resin 130 that seals the capacitor element 110. And.
- the capacitor element according to this embodiment can be manufactured by the following method.
- the present embodiment includes a method for manufacturing a capacitor element.
- the method for manufacturing a capacitor element according to the present embodiment includes a preparatory step of preparing an anode having a porous region on the surface, a dielectric layer forming step of forming a dielectric layer covering at least a part of the anode, and porous. Except for the thin-walled region forming step of forming a thin-walled region on the anode by compressing or removing a part of the quality region, the laminating step of laminating a metal base material on at least a part of the thin-walled region, and the thin-walled region of the anode body.
- a cathode forming step of forming a cathode layer is provided in the portion of.
- the laminated metal substrate is denser than the porous region in the cathode forming portion.
- FIG. 6 is a flowchart showing a method of manufacturing a capacitor element according to the present embodiment.
- FIG. 7 is a flowchart showing another method for manufacturing a capacitor element according to the present embodiment.
- Preparation step (S11) As a raw material for the anode body, for example, a metal foil containing a valve acting metal is used. Roughen at least one main surface of the metal leaf. By roughening, a porous region having a large number of fine pores is formed at least on the main surface side of the metal foil.
- Electrolytic etching is performed, for example, by electrolytic etching a metal foil.
- Electrolytic etching can be performed by, for example, a DC electrolysis method or an AC electrolysis method.
- the etching conditions are not particularly limited, and are appropriately set according to the depth of the porous region, the type of valve acting metal, and the like.
- Dielectric layer forming step (S12) A dielectric layer is formed on the surface of the anode body.
- the method for forming the dielectric layer is not particularly limited.
- the dielectric layer can be formed, for example, by chemical conversion treatment of the anode body.
- the chemical conversion treatment for example, the anode is immersed in a chemical conversion solution such as an ammonium adipate solution and heat-treated.
- the anode body may be immersed in a chemical conversion solution and a voltage may be applied.
- the porous region can be compressed by pressing the anode forming portion.
- the removal of the porous region can be performed by cutting the porous region of the anode forming portion.
- a metal substrate is laminated on at least a part of the thin area. After laminating, the laminated portion of the metal base material and the anode body may be pressed to bring the metal base material and the anode body into close contact with each other.
- a metal foil having a porosity similar to that of the anode can be used as the metal base material.
- the pressing after laminating compresses the porous region of the metal base material, and the metal base material is densified.
- the metal substrate to be laminated may be etched in the same manner as the anode body. The surface of the metal substrate to be laminated may be roughened.
- the laminating step (4) is performed following the thin-walled region forming step (3) or in parallel with the thin-walled region forming step (3). Above all, it is preferable that the thin-walled region forming step (3) and the laminating step (4) are performed in parallel (see FIG. 7).
- a metal base material is arranged so as to cover a part of the porous region, and the laminated portion of the metal base material and the anode body is pressed. As a result, the porous region is compressed to form a thin-walled region, and the metal base material is laminated on the thin-walled region. At the same time, the metal substrate and the anode are crimped. According to this method, the man-hours can be reduced, and further, it becomes easy to arrange the metal base material in the thin-walled region.
- a solid electrolyte layer is formed on the surface of the dielectric layer.
- the solid electrolyte layer can be formed by chemically and / or electrolytically polymerizing the raw material monomer or oligomer in the presence of the anode.
- the solid electrolyte layer may be formed by applying a solution in which the conductive polymer is dissolved or a dispersion liquid in which the conductive polymer is dispersed to the dielectric layer.
- the raw material monomer or oligomer is a monomer or oligomer that is a raw material for the conductive polymer.
- a monomer or oligomer that is a raw material for the conductive polymer.
- pyrrole, aniline, thiophene, derivatives thereof and the like for example, pyrrole, aniline, thiophene, derivatives thereof and the like.
- the polymerization solution used for chemical polymerization and / or electrolytic polymerization may contain the above-mentioned dopant in addition to the raw material monomer or oligomer.
- a carbon paste and a silver paste are sequentially applied to the surface of the solid electrolyte layer to form a cathode extraction layer.
- a cathode layer is formed and a capacitor element is obtained.
- the thin-walled region forming step (3) and the laminating step (4) may be performed before the dielectric layer forming step (2) or after the cathode forming step (5).
- the thin-walled region forming step (3) and the laminating step (4) are carried out before the dielectric layer forming step (2). Since the anode body is reinforced by the metal base material, damage to the anode body during transportation can be easily suppressed.
- the thin-walled region forming step (3) and the laminating step (4) are preferably performed after the cathode forming step (5) in that the influence on the subsequent steps is reduced.
- the electrolytic capacitor according to this embodiment can be manufactured by the following method.
- the present embodiment includes a method for manufacturing an electrolytic capacitor.
- the method for manufacturing an electrolytic capacitor according to the present embodiment includes a step of preparing a capacitor element manufactured by the above method and a joining step of laminating a plurality of capacitor elements and welding the anode portions to each other.
- FIG. 8 is a flowchart showing a method for manufacturing an electrolytic capacitor according to the present embodiment.
- At least one of the plurality of capacitor elements may be the capacitor element according to the present embodiment. Others may be conventionally known capacitor elements. Preferably, two or more of the plurality of capacitor elements arranged in the electrolytic capacitor are the capacitor elements according to the present embodiment. In this case, the thin-walled regions are welded together with the metal base material.
- the welding method is not particularly limited, and any method can obtain the effect of the present embodiment.
- Examples of the welding method include laser welding, resistance welding, arc welding, gas welding, electron beam welding and brazing.
- Laser welding is a method of irradiating laser light to melt and join metals.
- Resistance welding is a method of melting and joining metals using Joule heat generated by energization.
- Arc welding is a method of melting and joining metals by utilizing the phenomenon of electric discharge in air.
- Gas welding is a method of melting and joining metals using flammable gas.
- Electron beam welding is a method of melting and joining metals by colliding electrons emitted in a vacuum.
- Brazing is a method of joining by interposing a brazing material having a melting point lower than that of the base material (in this case, a metal base material or an anode).
- (Iii) Lead terminal connection step (S3) The anode lead terminal is electrically connected to the anode portion, and the cathode lead terminal is electrically connected to the cathode layer.
- the electrical connection between the anode portion and the anode lead terminal is performed, for example, by welding these by the above method.
- the electrical connection between the cathode layer and the cathode lead terminal is performed, for example, by adhering the cathode layer and the cathode lead terminal via a conductive adhesive.
- Sealing step (S4) A part of the capacitor element and the lead terminal may be sealed with a sealing resin. Sealing is performed using molding techniques such as injection molding, insert molding, and compression molding. For example, using a predetermined mold, a composition containing a curable resin or a thermoplastic resin is filled so as to cover one end of a capacitor element and a lead terminal, and then heating or the like is performed.
- the ESR of the electrolytic capacitor according to the above aspect of the present invention is reduced. Therefore, it can be used for electrolytic capacitors for various purposes that require low ESR.
- Electrolytic capacitor 110 Capacitor element 11: Anode body 11X: Porous region 11Y: Core region 11a: Anode portion 11b: Cathode forming portion 12: Dielectric layer 13: Cathode layer 131: Solid electrolyte layer 132: Cathode extraction layer 20 : Metal substrate 120A: Anode lead terminal 120B: Cathode lead terminal 130: Encapsulating resin
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Manufacturing & Machinery (AREA)
- Fixed Capacitors And Capacitor Manufacturing Machines (AREA)
Abstract
表面に多孔質領域を有する陽極体と、前記陽極体の少なくとも一部を覆う誘電体層と、前記誘電体層の少なくとも一部を覆う陰極層と、を備え、前記陽極体は、陽極部と、前記陽極部に隣接するとともに前記陰極層が形成される陰極形成部と、を有し、前記陽極部の前記多孔質領域の少なくとも一部には、前記陰極形成部における前記多孔質領域よりも薄い薄肉領域が形成されており、前記薄肉領域の少なくとも一部には、金属基材が積層されており、前記金属基材は、前記陰極形成部における前記多孔質領域よりも緻密である、コンデンサ素子を用いることでESRが低減された電解コンデンサを実現する。
Description
本発明は、コンデンサ素子および電解コンデンサ、ならびにこれらの製造方法に関する。
電解コンデンサは、等価直列抵抗(ESR)が小さく、周波数特性が優れているため、様々な電子機器に搭載されている。電解コンデンサに用いられるコンデンサ素子は、チタン、タンタル、アルミニウム、ニオブ等の弁作用金属を含む箔を陽極体として含む。陽極体は、通常、陽極部および陰極形成部に区分けされている。陰極形成部における陽極体の表面には、固体電解質層および陰極引出層を含む陰極層が形成されている。
電子機器の高機能化に伴い、高容量の電解コンデンサが求められている。そこで、コンデンサ素子を複数枚積層し、電解コンデンサに配置することが提案されている。各コンデンサ素子の陽極部同士は、例えば溶接により接合される(特許文献1)。
積層されたコンデンサ素子を備える電解コンデンサは、ESRが増大し易い。
本発明の第一の局面は、表面に多孔質領域を有する陽極体と、前記陽極体の少なくとも一部を覆う誘電体層と、前記誘電体層の少なくとも一部を覆う陰極層と、を備え、前記陽極体は、陽極部と、前記陽極部に隣接するとともに前記陰極層が形成される陰極形成部と、を有し、前記陽極部の前記多孔質領域の少なくとも一部には、前記陰極形成部における前記多孔質領域よりも薄い薄肉領域が形成されており、前記薄肉領域の少なくとも一部には、金属基材が積層されており、前記金属基材は、前記陰極形成部における前記多孔質領域よりも緻密である、コンデンサ素子に関する。
本発明の第二の局面は、積層された複数の上記コンデンサ素子を備える、電解コンデンサに関する。
本発明の第三の局面は、表面に多孔質領域を有する陽極体を準備する準備工程と、前記陽極体の少なくとも一部を覆う誘電体層を形成する誘電体層形成工程と、前記多孔質領域の一部を圧縮または除去して、前記陽極体に薄肉領域を形成する薄肉領域形成工程と、前記薄肉領域の少なくとも一部に、金属基材を積層する積層工程と、前記陽極体の前記薄肉領域以外の部分に、陰極層を形成する陰極形成工程と、を備え、積層された前記金属基材は、前記陰極形成部における前記多孔質領域よりも緻密である、コンデンサ素子の製造方法に関する。
本発明の第四の局面は、上記の方法により製造されたコンデンサ素子を準備する工程と、複数の前記コンデンサ素子を積層し、前記薄肉領域同士を前記金属基材とともに溶接する接合工程と、を備える、電解コンデンサの製造方法に関する。
ESRが低減された電解コンデンサを実現できる。
[コンデンサ素子]
静電容量を高めるために、陽極体の表面には通常、多孔質領域が形成されている。積層された複数のコンデンサ素子の陽極部同士を溶接すると、多孔質領域にさらに大きな空隙(ボイド)が形成される場合がある。そのため、陽極部における電気抵抗が大きくなって、ESRが増大し易い。さらに、溶接部におけるコンデンサ素子の強度が低下する場合もある。加えて、陽極部から侵入した酸素がボイドを通って陰極形成部に到達し易くなって、固体電解質層の劣化が進行する。
静電容量を高めるために、陽極体の表面には通常、多孔質領域が形成されている。積層された複数のコンデンサ素子の陽極部同士を溶接すると、多孔質領域にさらに大きな空隙(ボイド)が形成される場合がある。そのため、陽極部における電気抵抗が大きくなって、ESRが増大し易い。さらに、溶接部におけるコンデンサ素子の強度が低下する場合もある。加えて、陽極部から侵入した酸素がボイドを通って陰極形成部に到達し易くなって、固体電解質層の劣化が進行する。
そこで、本実施形態に係るコンデンサ素子では、陽極部における多孔質領域を薄くして薄肉領域を形成するとともに、その一部に緻密な金属基材を積層する。この積層部分においてコンデンサ素子同士を溶接することにより、溶接部におけるボイドの占有割合が小さくなるか、あるいはボイドそのものが小さくなる。よって、電気抵抗の増大が抑制されるとともに、酸素の移動も抑制される。さらに、金属基材によって薄肉領域が補強されるため、コンデンサ素子の強度が高まる。
陽極体の陰極形成部には、陰極層(例えば、固体電解質層および陰極引出層)が形成される。そのため、コンデンサ素子の陰極形成部における厚みは、陽極部よりも大きい。複数のコンデンサ素子を積層し陽極部同士を接合する場合、陽極体は陽極部と陰極層との境界近傍において屈曲される。そのため、陽極体は屈曲部において損傷し易くなる。陽極部に薄肉領域を設けると、この屈曲の程度はさらに大きくなる。本実施形態では、薄肉領域の少なくとも一部に金属基材が積層されるため、屈曲の程度を大きくすることなく、複数のコンデンサ素子を積層し、接合することができる。
多孔質領域が厚いほどコンデンサ素子の強度は低下する。しかし、本実施形態では、金属基材によって薄肉領域が補強されるため、多孔質領域を厚くすることができる。つまり、陰極形成部における多孔質領域を厚くすることができる。よって、静電容量の増大が期待される。陰極形成部において、多孔質領域の厚みは、陽極体全体の厚みの95%以上であってもよい。強度の観点から、陰極形成部における多孔質領域の厚みは、陽極体全体の厚みの98%以下であることが好ましい。
薄肉領域は、陽極部の一部に形成されていればよい。酸素遮断の観点から、薄肉領域は、陽極部と陰極形成部との境界に沿う方向に帯状に形成されていることが好ましい。薄肉領域は、陽極部と陰極形成部との境界近傍に帯状に形成されていることがより好ましい。薄肉領域により、固体電解質層の形成工程において、固体電解質が陽極側に浸透することが抑制され易くなるためである。薄肉領域は、陽極部の全体に形成されていてもよい。
薄肉領域は、多孔質領域の一部を除去することにより形成されてもよいし、多孔質領域の一部を圧縮することにより形成されてもよい。なかでも、多孔質領域を圧縮することにより、薄肉領域が形成されることが好ましい。多孔質領域の圧縮により、薄肉領域に多孔度のより小さな圧縮層が形成されるため、電気抵抗の抑制効果および酸素移動の抑制効果がより高まる。
薄肉領域の少なくとも一部には、金属基材が積層されている。金属基材が積層されている部分は、溶接部として適している。酸素遮断の観点から、金属基材は、陽極部と陰極形成部との境界に沿う方向に帯状に積層されていることが好ましい。強度の観点から、金属基材は、薄肉領域の全体に積層されていることが好ましい。
以下、本実施形態に係るコンデンサ素子について、図面を参照しながら具体的に説明する。ただし、本実施形態はこれに限定されるものではない。
[第1実施形態]
本実施形態に係るコンデンサ素子は、陽極部の溶接予定部に島状の薄肉領域を備える。薄肉領域の面積は、例えば、陽極部の面積の3%以上10%未満である。金属基材は、薄肉領域の全体に積層されている。これにより、溶接による電気抵抗の増大が抑制される。さらに、酸素の移動も抑制され易くなる。
本実施形態に係るコンデンサ素子は、陽極部の溶接予定部に島状の薄肉領域を備える。薄肉領域の面積は、例えば、陽極部の面積の3%以上10%未満である。金属基材は、薄肉領域の全体に積層されている。これにより、溶接による電気抵抗の増大が抑制される。さらに、酸素の移動も抑制され易くなる。
図1Aは、本実施形態に係るコンデンサ素子を模式的に示す上面図である。図1Bは、図1AのX-X線において切断されたコンデンサ素子を模式的に示す断面図である。
コンデンサ素子110は、例えばシート状である。コンデンサ素子110は、陽極体11と、陽極体11の少なくとも一部を覆う誘電体層12と、誘電体層の少なくとも一部を覆う陰極層13とを備える。陰極層13は、固体電解質層131と、固体電解質層131の少なくとも一部を覆う陰極引出層132と、を備える。
陽極体11は、陽極部11aと陰極形成部11bとを備える。陽極体11の両方の主面側には多孔質領域11Xが配置されている。2つの多孔質領域11Xの間には、芯領域11Yが介在している。芯領域11Yの厚みは、さらに小さい場合もある。
陽極部11aの一部には、島状の薄肉領域が2つ形成されている。薄肉領域における多孔質領域11Xの厚みは、陰極形成部11bにおける多孔質領域11Xよりも薄い。薄肉領域の全体には、金属基材20が積層されている。薄肉領域において、複数のコンデンサ素子110が溶接される。
[第2実施形態]
本実施形態に係るコンデンサ素子は、陽極部の端部に配置されるとともに、陽極部と陰極形成部との境界に沿う方向に帯状に形成されている薄肉領域を備える。薄肉領域の面積は、例えば、陽極部の面積の10%以上50%未満である。金属基材は、薄肉領域の全体に積層されている。これにより、溶接による電気抵抗の増大が抑制される。さらに、酸素の移動も抑制され易くなる。加えて、コンデンサ素子の強度が高まる。
本実施形態に係るコンデンサ素子は、陽極部の端部に配置されるとともに、陽極部と陰極形成部との境界に沿う方向に帯状に形成されている薄肉領域を備える。薄肉領域の面積は、例えば、陽極部の面積の10%以上50%未満である。金属基材は、薄肉領域の全体に積層されている。これにより、溶接による電気抵抗の増大が抑制される。さらに、酸素の移動も抑制され易くなる。加えて、コンデンサ素子の強度が高まる。
図2は、本実施形態に係るコンデンサ素子を模式的に示す上面図である。
本実施形態は、陽極部11aの端部に帯状の薄肉領域が形成されていること以外、第1実施形態と同様の構成を備える。薄肉領域の全体に、金属基材20が積層されている。本実施形態に係るコンデンサ素子は、図1Bと同様の断面を有する。
本実施形態は、陽極部11aの端部に帯状の薄肉領域が形成されていること以外、第1実施形態と同様の構成を備える。薄肉領域の全体に、金属基材20が積層されている。本実施形態に係るコンデンサ素子は、図1Bと同様の断面を有する。
[第3実施形態]
本実施形態に係るコンデンサ素子は、陽極部の端部に配置されるとともに、陽極部と陰極形成部との境界に沿う方向に帯状に形成されている薄肉領域を備える。本実施形態における薄肉領域は、第2実施形態における薄肉領域よりも広い。そのため、複数のコンデンサ素子が積層される場合、コンデンサ素子は薄肉領域を含む部分で屈曲される。薄肉領域の面積は、例えば、陽極部の面積の50%以上80%未満である。金属基材は、薄肉領域の全体に積層されている。これにより、溶接による電気抵抗の増大が抑制される。さらに、酸素の移動も抑制され易くなる。加えて、コンデンサ素子の強度がより高まる。
本実施形態に係るコンデンサ素子は、陽極部の端部に配置されるとともに、陽極部と陰極形成部との境界に沿う方向に帯状に形成されている薄肉領域を備える。本実施形態における薄肉領域は、第2実施形態における薄肉領域よりも広い。そのため、複数のコンデンサ素子が積層される場合、コンデンサ素子は薄肉領域を含む部分で屈曲される。薄肉領域の面積は、例えば、陽極部の面積の50%以上80%未満である。金属基材は、薄肉領域の全体に積層されている。これにより、溶接による電気抵抗の増大が抑制される。さらに、酸素の移動も抑制され易くなる。加えて、コンデンサ素子の強度がより高まる。
図3Aは、本実施形態に係るコンデンサ素子を模式的に示す上面図である。図3Bは、図3AのY-Y線において切断されたコンデンサ素子を模式的に示す断面図である。
本実施形態は、陽極部11aの端部を含む一部に帯状の薄肉領域が形成されていること以外、第1実施形態と同様の構成を備える。薄肉領域の全体に、金属基材20が積層されている。
[第4実施形態]
本実施形態に係るコンデンサ素子は、陽極部全体に薄肉領域を備える。薄肉領域は、陽極部の全体に形成されている。金属基材は、薄肉領域の全体に積層されている。これにより、溶接による電気抵抗の増大が抑制される。また、酸素の移動はさらに抑制される。加えて、コンデンサ素子の強度が高まるとともに、固体電解質の陽極側への浸透も抑制され易くなる。
本実施形態に係るコンデンサ素子は、陽極部全体に薄肉領域を備える。薄肉領域は、陽極部の全体に形成されている。金属基材は、薄肉領域の全体に積層されている。これにより、溶接による電気抵抗の増大が抑制される。また、酸素の移動はさらに抑制される。加えて、コンデンサ素子の強度が高まるとともに、固体電解質の陽極側への浸透も抑制され易くなる。
図4Aは、本実施形態に係るコンデンサ素子を模式的に示す上面図である。図4Bは、図4AのZ-Z線において切断されたコンデンサ素子を模式的に示す断面図である。
本実施形態は、陽極部11a全体に薄肉領域が形成されていること以外、第1実施形態と同様の構成を備える。薄肉領域の全体に、金属基材20が積層されている。
(薄肉領域)
薄肉領域は、陽極部の少なくとも一部に形成されている。薄肉領域における多孔質領域は、陰極形成部における多孔質領域よりも薄い。そのため、陽極部から侵入した酸素は、薄肉領域を越えて陰極形成部にまで到達し難い。薄肉領域は、さらに、固体電解質層の形成工程において、陰極形成部の多孔質領域を介して固体電解質が陽極側に浸透するのを防ぐ役割も有している。
薄肉領域は、陽極部の少なくとも一部に形成されている。薄肉領域における多孔質領域は、陰極形成部における多孔質領域よりも薄い。そのため、陽極部から侵入した酸素は、薄肉領域を越えて陰極形成部にまで到達し難い。薄肉領域は、さらに、固体電解質層の形成工程において、陰極形成部の多孔質領域を介して固体電解質が陽極側に浸透するのを防ぐ役割も有している。
薄肉領域における多孔質領域の厚みは特に限定されない。薄肉領域における多孔質領域の厚みは、陰極形成部における多孔質領域の厚みの50%以下であることが好ましく、40%以下であることが好ましく、30%以下であることが好ましい。薄肉領域において多孔質領域がなくてもよい。
薄肉領域における多孔質領域の厚みは、コンデンサ素子の断面において、薄肉領域における陽極体の一方の主面から、当該主面側に形成されている多孔質領域と芯領域との境界までの任意の3点の距離の平均値である。陰極形成部における多孔質領域の厚みも同様に、陰極形成部における陽極体の一方の主面から、当該主面側に形成されている多孔質領域と芯領域との境界までの任意の3点の距離の平均値である。
薄肉領域は、例えば、陽極体の多孔質領域を圧縮することにより形成される。この場合、薄肉領域は、多孔質領域を圧縮した圧縮層を有する。薄肉領域は、切削加工またはレーザ加工等によって、多孔質領域の少なくとも一部を除去することにより形成されてもよい。薄肉領域は、多孔質領域の全部を除去し、芯領域を露出させることにより形成されてもよい。なかでも、薄肉領域は、陽極体の多孔質領域を圧縮することにより形成されることが好ましい。工程がシンプルであり、酸素遮断性のさらなる向上も期待できるためである。
(金属基材)
金属基材は、薄肉領域の少なくとも一部に積層されている。金属基材は、陰極形成部における多孔質領域よりも緻密である。多孔質領域に替えて、緻密な金属基材を配置することにより、溶接による陽極部の電気抵抗の増大が抑制されるとともに、酸素遮断性が向上する。さらに、薄肉領域を形成することによるコンデンサ素子の強度低下を避けることができる。
金属基材は、薄肉領域の少なくとも一部に積層されている。金属基材は、陰極形成部における多孔質領域よりも緻密である。多孔質領域に替えて、緻密な金属基材を配置することにより、溶接による陽極部の電気抵抗の増大が抑制されるとともに、酸素遮断性が向上する。さらに、薄肉領域を形成することによるコンデンサ素子の強度低下を避けることができる。
金属基材が緻密であるとは、金属基材の見かけの密度が、陰極形成部における多孔質領域の見かけの密度よりも大きいことと同義である。見かけの密度とは、実際の質量を、その空隙部分を含めた見かけの体積で除することにより算出される。
金属基材が緻密であるとは、また、金属基材の多孔度が、陰極形成部における多孔質領域の多孔度よりも小さいことと同義である。金属基材の多孔度は、例えば、陰極形成部における多孔質領域の多孔度の90%以下であり、80%以下であってよく、60%以下であってよい。金属基材は、その内部に孔を有していなくてもよい。金属基材の多孔度は特に限定されない。金属基材の多孔度は、例えば、0%以上55%以下であってよい。
多孔度は、コンデンサ素子を厚み方向に切断した断面のSEM画像から算出できる。上記SEM画像の陰極形成部における多孔質領域を空隙部とその他の部分で2値化して、上記多孔質領域における空隙部分の面積割合を算出する。得られた空隙部分の面積割合を、陰極形成部における多孔質領域の多孔度とする。同様に、SEM画像から、金属基材における空隙部分の面積割合を算出し、得られた空隙部分の面積割合を、金属基材の多孔度とする。
金属基材は、金属材料を含む板状あるいは箔状の部材である。金属基材の厚みは特に限定されない。金属基材と薄肉領域における陽極体との合計の厚みは、陰極形成部における陽極体の厚みより小さくてもよいし、大きくてもよいし、同じであってもよい。なかでも、複数のコンデンサ素子が溶接され易くなる点で、上記合計の厚みは、陰極形成部における陽極体の厚み以上であることが好ましい。上記合計の厚みは、陰極形成部における陽極体の厚みの100%以上120%以下程度であることが好ましい。
金属基材を構成する金属材料は特に限定されない。金属基材は、陽極体と同じ金属材料あるいは弁作用金属を含むことが好ましい。この場合、陽極体と金属基材との間の電気抵抗や溶接のし易さ等が同程度になるため、接続信頼性を損ない難い。
積層される金属基材の薄肉領域に対向する表面(以下、対向面と称す場合がある。)は、粗面化されていることが好ましい。多孔質領域との密着性が高まるためである。対向面の粗度は特に限定されない。対向面の算術平均粗さRaは、例えば、20nm以上であればよい。算術平均粗さRaは、JIS B 0601:2013に準じて測定される。金属基材は、陽極体と同様に、表面に多孔質領域を有していてもよい。金属基材の対向面とは反対側の面も同様に、粗面化されていてもよい。これにより、複数のコンデンサ素子を積層する場合、隣接する陽極部との密着性が高まり易い。
粗面化の方法は特に限定されない。対向面は、エッチングされてもよいし、プラズマ処理、ブラスト処理等の従来公知の表面処理により粗面化されてよい。
(陽極体)
陽極体は、弁作用金属を含む箔(金属箔)を含む。弁作用金属としては、チタン、タンタル、アルミニウムおよびニオブ等が挙げられる。陽極体は、1種または2種以上の上記弁作用金属を含んでいる。陽極体は、合金または金属間化合物の形態で、上記弁作用金属を含んでいてもよい。陽極体の厚みは特に限定されない。薄肉領域以外における陽極体の厚みは、例えば、15μm以上300μm以下であり、80μm以上250μm以下であってよい。
陽極体は、弁作用金属を含む箔(金属箔)を含む。弁作用金属としては、チタン、タンタル、アルミニウムおよびニオブ等が挙げられる。陽極体は、1種または2種以上の上記弁作用金属を含んでいる。陽極体は、合金または金属間化合物の形態で、上記弁作用金属を含んでいてもよい。陽極体の厚みは特に限定されない。薄肉領域以外における陽極体の厚みは、例えば、15μm以上300μm以下であり、80μm以上250μm以下であってよい。
陽極体の主面は、電解エッチング等により粗面化処理されている。そのため、陽極体は、その主面側に形成された多孔質領域を備える。陽極体全体が多孔質であってもよい。ただし、強度の観点から、陽極体は、両方の主面側に配置された多孔質領域と、これら多孔質領域の間に介在し、多孔度がより低い芯領域とを備えることが好ましい。多孔質領域は、多数の微細な孔を有する領域である。芯領域は、例えば、電解エッチングされていない領域である。多孔質領域と芯領域とは、コンデンサ素子の断面から区別できる。
多孔質領域の多孔度は特に限定されない。多孔質領域の多孔度は、例えば、35%以上65%以下であってよい。
多孔質領域の厚みは特に限定されない。上記の通り、静電容量および強度の観点から、陰極形成部における多孔質領域の厚みは、陽極体全体の厚みの95%以上98%以下であることが好ましい。
(誘電体層)
誘電体層は、陽極体の表面の少なくとも一部に形成される。誘電体層は、例えば、陽極体の表面を化成処理等により陽極酸化することで形成される。そのため、誘電体層は、弁作用金属の酸化物を含み得る。例えば、弁作用金属としてアルミニウムを用いた場合、誘電体層はAl2O3を含み得る。なお、誘電体層はこれに限らず、誘電体として機能するものであればよい。
誘電体層は、陽極体の表面の少なくとも一部に形成される。誘電体層は、例えば、陽極体の表面を化成処理等により陽極酸化することで形成される。そのため、誘電体層は、弁作用金属の酸化物を含み得る。例えば、弁作用金属としてアルミニウムを用いた場合、誘電体層はAl2O3を含み得る。なお、誘電体層はこれに限らず、誘電体として機能するものであればよい。
(陰極層)
陰極層は、誘電体層の少なくとも一部を覆う固体電解質層と、固体電解質層の少なくとも一部を覆う陰極引出層と、を備える。
陰極層は、誘電体層の少なくとも一部を覆う固体電解質層と、固体電解質層の少なくとも一部を覆う陰極引出層と、を備える。
固体電解質層は、誘電体層の少なくとも一部を覆うように形成されていればよく、誘電体層の表面全体を覆うように形成されていてもよい。
固体電解質層は、例えば、マンガン化合物や導電性高分子を含む。導電性高分子としては、ポリピロール、ポリチオフェン、ポリフラン、ポリアニリン、ポリアセチレン、ポリフェニレン、ポリフェニレンビニレン、ポリアセン、ポリチオフェンビニレン等が挙げられる。これらは単独で用いてもよく、2種以上を組み合わせて用いてもよく、2種以上のモノマーの共重合体でもよい。
なお、本明細書では、ポリピロール、ポリチオフェン、ポリフラン、ポリアニリン等は、それぞれ、ポリピロール、ポリチオフェン、ポリフラン、ポリアニリン等を基本骨格とする高分子を意味する。したがって、ポリピロール、ポリチオフェン、ポリフラン、ポリアニリン等には、それぞれの誘導体も含まれ得る。例えば、ポリチオフェンには、ポリ(3,4-エチレンジオキシチオフェン)等が含まれる。
導電性高分子は、ドーパントとともに固体電解質層に含まれていてよい。ドーパントは、単分子アニオンであってもよいし、高分子アニオンであってよい。単分子アニオンの具体例としては、パラトルエンスルホン酸、ナフタレンスルホン酸等が挙げられる。高分子アニオンの具体例としては、ポリビニルスルホン酸、ポリスチレンスルホン酸、ポリアリルスルホン酸、ポリアクリルスルホン酸、ポリメタクリルスルホン酸、ポリ(2-アクリルアミド-2-メチルプロパンスルホン酸)、ポリイソプレンスルホン酸、ポリアクリル酸等が挙げられる。これらは単独で用いてもよく、2種以上を組み合わせて用いてもよい。また、これらは単独モノマーの重合体であってもよく、2種以上のモノマーの共重合体であってもよい。なかでも、ポリスチレンスルホン酸由来の高分子アニオンが好ましい。
陰極引出層は、固体電解質層の少なくとも一部を覆うように形成されていればよく、固体電解質層の表面全体を覆うように形成されていてもよい。
陰極引出層は、例えば、カーボン層と、カーボン層の表面に形成された金属(例えば、銀)ペースト層と、を有している。カーボン層は、黒鉛等の導電性炭素材料を含むカーボンペーストにより構成される。金属ペースト層は、例えば、銀粒子と樹脂とを含む組成物により構成される。なお、陰極引出層の構成は、これに限られず、集電機能を有する構成であればよい。
[電解コンデンサ]
本実施形態に係る電解コンデンサは、上記のコンデンサ素子を備える。
電解コンデンサは、複数のコンデンサ素子を備えてもよい。複数のコンデンサ素子は、積層される。コンデンサ素子の積層数は特に限定されず、例えば、2以上20以下である。
本実施形態に係る電解コンデンサは、上記のコンデンサ素子を備える。
電解コンデンサは、複数のコンデンサ素子を備えてもよい。複数のコンデンサ素子は、積層される。コンデンサ素子の積層数は特に限定されず、例えば、2以上20以下である。
複数のコンデンサ素子のうち、少なくとも1つが本実施形態に係るコンデンサ素子であればよい。その他は、従来公知のコンデンサ素子であってよい。好ましくは、電解コンデンサに配置される複数のコンデンサ素子のすべてが本実施形態に係るコンデンサ素子である。
積層されたコンデンサ素子の陽極部同士は、溶接により接合されて電気的に接続している。本実施形態によれば、積層されたコンデンサ素子を金属基材が積層された部分で溶接するため、溶接によって形成されるボイドの占有割合が小さくなるか、あるいはボイドそのものが小さくなる。よって、陽極部における電気抵抗の増大が抑制される。複数の陽極部は、例えば、曲げ加工された陽極リード端子によりかしめられた後、溶接されてもよい。
少なくとも1つのコンデンサ素子の陽極部に、陽極リード端子が接合される。この場合にも、陽極部の金属基材が積層された部分と、陽極リード端子とを溶接してもよい。
積層されたコンデンサ素子の陰極層同士もまた、電気的に接続している。少なくとも1つのコンデンサ素子の陰極層に、陰極リード端子が接合される。陰極リード端子は、導電性接着剤やはんだを介して、あるいは、抵抗溶接やレーザ溶接により接合される。導電性接着剤は、例えば硬化性樹脂と炭素粒子や金属粒子との混合物である。
(リード端子)
リード端子の材質は、電気化学的および化学的に安定であり、導電性を有するものであれば特に限定されず、金属であっても非金属であってもよい。その形状も特に限定されない。リード端子の厚み(リード端子の主面間の距離)は、低背化の観点から、25μm以上200μm以下が好ましく、25μm以上100μm以下がより好ましい。
リード端子の材質は、電気化学的および化学的に安定であり、導電性を有するものであれば特に限定されず、金属であっても非金属であってもよい。その形状も特に限定されない。リード端子の厚み(リード端子の主面間の距離)は、低背化の観点から、25μm以上200μm以下が好ましく、25μm以上100μm以下がより好ましい。
(封止樹脂)
コンデンサ素子は、陽極リード端子および陰極リード端子の少なくとも一部が露出するように、封止樹脂により封止されてもよい。
コンデンサ素子は、陽極リード端子および陰極リード端子の少なくとも一部が露出するように、封止樹脂により封止されてもよい。
封止樹脂としては、例えば、硬化性樹脂の硬化物、エンジニアリングプラスチックが挙げられる。熱硬化性樹脂としては、例えば、エポキシ樹脂、フェノール樹脂、シリコーン樹脂、メラミン樹脂、尿素樹脂、アルキド樹脂、ポリウレタン、不飽和ポリエステルが挙げられる。エンジニアリングプラスチックには、汎用エンジニアリングプラスチックおよびスーパーエンジニアリングプラスチックが含まれる。エンジニアリングプラスチックとしては、例えば、ポリイミド、ポリアミドイミドが挙げられる。
図5は、本実施形態に係る電解コンデンサを模式的に示す断面図である。電解コンデンサ100は、1以上のコンデンサ素子110と、陽極部11aに接合された陽極リード端子120Aと、陰極層13に接合された陰極リード端子120Bと、コンデンサ素子110を封止する封止樹脂130と、を備える。
[コンデンサ素子の製造方法]
本実施形態にかかるコンデンサ素子は、以下の方法により製造することができる。本実施形態は、コンデンサ素子の製造方法を包含する。
本実施形態にかかるコンデンサ素子は、以下の方法により製造することができる。本実施形態は、コンデンサ素子の製造方法を包含する。
本実施形態に係るコンデンサ素子の製造方法は、表面に多孔質領域を有する陽極体を準備する準備工程と、陽極体の少なくとも一部を覆う誘電体層を形成する誘電体層形成工程と、多孔質領域の一部を圧縮または除去して、陽極体に薄肉領域を形成する薄肉領域形成工程と、薄肉領域の少なくとも一部に、金属基材を積層する積層工程と、陽極体の薄肉領域以外の部分に、陰極層を形成する陰極形成工程と、を備える。積層された金属基材は、陰極形成部における多孔質領域よりも緻密である。
図6は、本実施形態に係るコンデンサ素子の製造方法を示すフローチャートである。図7は、他の本実施形態に係るコンデンサ素子の製造方法を示すフローチャートである。
(1)準備工程(S11)
陽極体の原料として、例えば、弁作用金属を含む金属箔が用いられる。
金属箔の少なくとも一方の主面を粗面化する。粗面化により、金属箔の少なくとも主面側に、多数の微細な孔を有する多孔質領域が形成される。
陽極体の原料として、例えば、弁作用金属を含む金属箔が用いられる。
金属箔の少なくとも一方の主面を粗面化する。粗面化により、金属箔の少なくとも主面側に、多数の微細な孔を有する多孔質領域が形成される。
粗面化は、例えば金属箔を電解エッチングすることにより行われる。電解エッチングは、例えば直流電解法や交流電解法により行うことができる。エッチング条件は特に限定されず、多孔質領域の深さ、弁作用金属の種類等に応じて適宜設定される。
(2)誘電体層形成工程(S12)
陽極体の表面に誘電体層を形成する。誘電体層の形成方法は特に限定されない。誘電体層は、例えば、陽極体を化成処理することにより形成することができる。化成処理では、例えば、陽極体をアジピン酸アンモニウム溶液等の化成液に浸漬し、熱処理する。陽極体を化成液に浸漬し、電圧を印加してもよい。
陽極体の表面に誘電体層を形成する。誘電体層の形成方法は特に限定されない。誘電体層は、例えば、陽極体を化成処理することにより形成することができる。化成処理では、例えば、陽極体をアジピン酸アンモニウム溶液等の化成液に浸漬し、熱処理する。陽極体を化成液に浸漬し、電圧を印加してもよい。
(3)薄肉領域形成工程(S13)
陽極体の多孔質領域を部分的に圧縮または除去し、陽極体の一部に厚みの小さい薄肉領域を形成する。陽極体の圧縮または除去されない残部には、陰極層の形成が予定される陰極形成部が含まれる。
陽極体の多孔質領域を部分的に圧縮または除去し、陽極体の一部に厚みの小さい薄肉領域を形成する。陽極体の圧縮または除去されない残部には、陰極層の形成が予定される陰極形成部が含まれる。
多孔質領域の圧縮は、陽極形成部のプレス加工により行うことができる。多孔質領域の除去は、陽極形成部の多孔質領域を切削することにより行うことができる。
(4)積層工程(S14)
薄肉領域の少なくとも一部に金属基材を積層する。積層後、金属基材と陽極体との積層部分を押圧して、金属基材と陽極体とを密着させてもよい。この場合、金属基材として、陽極体と同程度の多孔度を有する金属箔を用いることもできる。積層後の押圧によって金属基材の多孔質領域が圧縮されて、金属基材は緻密化される。積層される金属基材は、陽極体と同様にエッチングされていてもよい。積層される金属基材の表面は、粗面化されていてもよい。
薄肉領域の少なくとも一部に金属基材を積層する。積層後、金属基材と陽極体との積層部分を押圧して、金属基材と陽極体とを密着させてもよい。この場合、金属基材として、陽極体と同程度の多孔度を有する金属箔を用いることもできる。積層後の押圧によって金属基材の多孔質領域が圧縮されて、金属基材は緻密化される。積層される金属基材は、陽極体と同様にエッチングされていてもよい。積層される金属基材の表面は、粗面化されていてもよい。
強度確保の観点から、積層工程(4)は、薄肉領域形成工程(3)に続いて、あるいは薄肉領域形成工程(3)と並行して行われることが好ましい。なかでも、薄肉領域形成工程(3)と積層工程(4)とは並行して行われることが好ましい(図7参照)。
具体的には、多孔質領域の一部を覆うように金属基材を配置して、金属基材と陽極体との積層部分を押圧する。これにより、多孔質領域が圧縮されて薄肉領域が形成されるとともに、薄肉領域に金属基材が積層される。同時に、金属基材と陽極体とが圧着される。この方法によれば、工数を減少することができ、さらに、薄肉領域に金属基材を配置することが容易となる。
(5)陰極層の形成工程(S15)
誘電体層の表面に固体電解質層を形成する。
固体電解質層は、陽極体の存在下で、原料モノマーもしくはオリゴマーを化学重合および/または電解重合することにより形成することができる。固体電解質層は、導電性高分子が溶解した溶液、または、導電性高分子が分散した分散液を誘電体層に塗布することにより形成してもよい。
誘電体層の表面に固体電解質層を形成する。
固体電解質層は、陽極体の存在下で、原料モノマーもしくはオリゴマーを化学重合および/または電解重合することにより形成することができる。固体電解質層は、導電性高分子が溶解した溶液、または、導電性高分子が分散した分散液を誘電体層に塗布することにより形成してもよい。
原料モノマーもしくはオリゴマーは、上記導電性高分子の原料となるモノマーもしくはオリゴマーである。例えば、ピロール、アニリン、チオフェン、これらの誘導体等である。化学重合および/または電解重合に用いられる重合液には、原料モノマーもしくはオリゴマーに加えて、上記のドーパントが含まれてよい。
次いで、固体電解質層の表面に、例えばカーボンペーストおよび銀ペーストを順次、塗布することにより、陰極引出層を形成する。これにより、陰極層が形成されて、コンデンサ素子が得られる。
なお、薄肉領域形成工程(3)および積層工程(4)は、誘電体層形成工程(2)の前に行われてもよいし、陰極形成工程(5)の後に行われてもよい。一連の工程がロールtoロールで行われる場合、薄肉領域形成工程(3)および積層工程(4)は、誘電体層形成工程(2)の前に行われることが好ましい。金属基材によって陽極体が補強されるため、搬送中の陽極体の損傷が抑制され易くなる。一方、後工程への影響が小さくなる点で、薄肉領域形成工程(3)および積層工程(4)は、陰極形成工程(5)の後に行われることが好ましい。
[電解コンデンサの製造方法]
本実施形態にかかる電解コンデンサは、以下の方法により製造することができる。本実施形態は、電解コンデンサの製造方法を包含する。
本実施形態にかかる電解コンデンサは、以下の方法により製造することができる。本実施形態は、電解コンデンサの製造方法を包含する。
本実施形態にかかる電解コンデンサの製造方法は、上記の方法により製造されたコンデンサ素子を準備する工程と、複数のコンデンサ素子を積層し、陽極部同士を溶接する接合工程と、を備える。図8は、本実施形態に係る電解コンデンサの製造方法を示すフローチャートである。
(i)コンデンサ素子の準備工程(S1)
上記の(1)から(5)の方法により、少なくとも1つのコンデンサ素子を作製する。
上記の(1)から(5)の方法により、少なくとも1つのコンデンサ素子を作製する。
(ii)接合工程(S2)
複数のコンデンサ素子を積層し、陽極部同士を接合する。
複数のコンデンサ素子を積層し、陽極部同士を接合する。
複数のコンデンサ素子のうち、少なくとも1つが本実施形態に係るコンデンサ素子であればよい。その他は、従来公知のコンデンサ素子であってよい。好ましくは、電解コンデンサに配置される複数のコンデンサ素子の2以上が本実施形態に係るコンデンサ素子である。この場合、薄肉領域同士を金属基材とともに溶接する。
溶接の方法は特に限定されず、いずれの方法であっても、本実施形態による効果を得ることができる。溶接方法としては、例えば、レーザ溶接、抵抗溶接、アーク溶接、ガス溶接、電子ビーム溶接およびロウ付けが挙げられる。レーザ溶接は、レーザ光を照射して金属を溶融し、接合する方法である。抵抗溶接は、通電により発生するジュール熱を利用して金属を溶融し、接合する方法である。アーク溶接は、空気中の放電現象を利用して金属を溶融し、接合する方法である。ガス溶接は、可燃性ガスを用いて金属を溶融し、接合する方法である。電子ビーム溶接は、真空中で放出された電子を衝突させることにより金属を溶融し、接合する方法である。ロウ付けは、母材(この場合、金属基材または陽極体)よりも融点の低いロウ材を介在させて、接合する方法である。
(iii)リード端子接続工程(S3)
陽極部に陽極リード端子を電気的に接続し、陰極層に陰極リード端子を電気的に接続する。陽極部と陽極リード端子との電気的な接続は、例えば、これらを上記の方法により溶接することにより行われる。陰極層と陰極リード端子との電気的な接続は、例えば、陰極層と陰極リード端子とを、導電性接着剤を介して接着させることにより行われる。
陽極部に陽極リード端子を電気的に接続し、陰極層に陰極リード端子を電気的に接続する。陽極部と陽極リード端子との電気的な接続は、例えば、これらを上記の方法により溶接することにより行われる。陰極層と陰極リード端子との電気的な接続は、例えば、陰極層と陰極リード端子とを、導電性接着剤を介して接着させることにより行われる。
(iv)封止工程(S4)
コンデンサ素子およびリード端子の一部を封止樹脂により封止してもよい。封止は、射出成形、インサート成形、圧縮成形等の成形技術を用いて行われる。例えば、所定の金型を用いて、硬化性樹脂または熱可塑性樹脂を含む組成物をコンデンサ素子およびリード端子の一端部を覆うように充填した後、加熱等を行う。
コンデンサ素子およびリード端子の一部を封止樹脂により封止してもよい。封止は、射出成形、インサート成形、圧縮成形等の成形技術を用いて行われる。例えば、所定の金型を用いて、硬化性樹脂または熱可塑性樹脂を含む組成物をコンデンサ素子およびリード端子の一端部を覆うように充填した後、加熱等を行う。
本発明の上記局面に係る電解コンデンサは、ESRが低減される。よって、低いESRが求められる様々な用途の電解コンデンサに利用できる。
100:電解コンデンサ
110:コンデンサ素子
11:陽極体
11X:多孔質領域
11Y:芯領域
11a:陽極部
11b:陰極形成部
12:誘電体層
13:陰極層
131:固体電解質層
132:陰極引出層
20:金属基材
120A:陽極リード端子
120B:陰極リード端子
130:封止樹脂
110:コンデンサ素子
11:陽極体
11X:多孔質領域
11Y:芯領域
11a:陽極部
11b:陰極形成部
12:誘電体層
13:陰極層
131:固体電解質層
132:陰極引出層
20:金属基材
120A:陽極リード端子
120B:陰極リード端子
130:封止樹脂
Claims (11)
- 表面に多孔質領域を有する陽極体と、前記陽極体の少なくとも一部を覆う誘電体層と、前記誘電体層の少なくとも一部を覆う陰極層と、を備え、
前記陽極体は、陽極部と、前記陽極部に隣接するとともに前記陰極層が形成される陰極形成部と、を有し、
前記陽極部の前記多孔質領域の少なくとも一部には、前記陰極形成部における前記多孔質領域よりも薄い薄肉領域が形成されており、
前記薄肉領域の少なくとも一部には、金属基材が積層されており、
前記金属基材は、前記陰極形成部における前記多孔質領域よりも緻密である、コンデンサ素子。 - 前記金属基材の前記薄肉領域に対向する表面は、粗面化されている、請求項1に記載のコンデンサ素子。
- 前記金属基材は、前記陽極体と同じ金属材料を含む、請求項1または2に記載のコンデンサ素子。
- 前記陰極形成部において、前記多孔質領域の厚みは、前記陽極体の厚みの95%以上である、請求項1~3のいずれか一項に記載のコンデンサ素子。
- 前記薄肉領域は、前記多孔質領域が圧縮された圧縮層を有する、請求項1~4のいずれか一項に記載のコンデンサ素子。
- 積層された複数の請求項1~5のいずれか一項に記載のコンデンサ素子を備える、電解コンデンサ。
- 表面に多孔質領域を有する陽極体を準備する準備工程と、
前記陽極体の少なくとも一部を覆う誘電体層を形成する誘電体層形成工程と、
前記多孔質領域の一部を圧縮または除去して、前記陽極体に薄肉領域を形成する薄肉領域形成工程と、
前記薄肉領域の少なくとも一部に、金属基材を積層する積層工程と、
前記陽極体の前記薄肉領域以外の部分に、陰極層を形成する陰極形成工程と、を備え、
積層された前記金属基材は、前記陰極形成部における前記多孔質領域よりも緻密である、コンデンサ素子の製造方法。 - 前記薄肉領域形成工程と前記積層工程とは並行して行われ、
前記多孔質領域の一部を覆うように前記金属基材を配置して、前記金属基材と前記陽極体との積層部分を押圧することにより、前記多孔質領域を圧縮して前記薄肉領域を形成しながら、前記薄肉領域に前記金属基材を積層する、請求項7に記載のコンデンサ素子の製造方法。 - 前記積層工程の後、前記陰極形成工程が行われる、請求項7または8に記載のコンデンサ素子の製造方法。
- 請求項7~9のいずれか一項に記載の方法により製造されたコンデンサ素子を準備する工程と、
複数の前記コンデンサ素子を積層し、前記薄肉領域同士を前記金属基材とともに溶接する接合工程と、を備える、電解コンデンサの製造方法。 - 前記接合工程は、レーザ溶接、抵抗溶接、アーク溶接、ガス溶接、電子ビーム溶接およびロウ付けよりなる群から選択される方法により行われる、請求項10に記載の電解コンデンサの製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/756,766 US20230005671A1 (en) | 2019-12-25 | 2020-12-22 | Capacitor element, electrolytic capacitor, and methods for manufacturing same |
| JP2021567479A JPWO2021132220A1 (ja) | 2019-12-25 | 2020-12-22 | |
| CN202080087524.2A CN114868216A (zh) | 2019-12-25 | 2020-12-22 | 电容器元件及电解电容器、以及它们的制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-235136 | 2019-12-25 | ||
| JP2019235136 | 2019-12-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021132220A1 true WO2021132220A1 (ja) | 2021-07-01 |
Family
ID=76574685
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/047883 WO2021132220A1 (ja) | 2019-12-25 | 2020-12-22 | コンデンサ素子および電解コンデンサ、ならびにこれらの製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20230005671A1 (ja) |
| JP (1) | JPWO2021132220A1 (ja) |
| CN (1) | CN114868216A (ja) |
| WO (1) | WO2021132220A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023190050A1 (ja) * | 2022-03-29 | 2023-10-05 | 株式会社村田製作所 | 固体電解コンデンサ |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007069670A1 (ja) * | 2005-12-15 | 2007-06-21 | Showa Denko K. K. | コンデンサチップ及びその製造方法 |
| WO2013046869A1 (ja) * | 2011-09-26 | 2013-04-04 | 株式会社村田製作所 | 固体電解コンデンサおよびその製造方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006137482A1 (ja) * | 2005-06-23 | 2006-12-28 | Showa Denko K. K. | 固体電解コンデンサ及びその製造方法 |
| US8213158B2 (en) * | 2007-09-28 | 2012-07-03 | Sanyo Electric Co., Ltd. | Solid electrolytic capacitor and its production method |
| JP2013131627A (ja) * | 2011-12-21 | 2013-07-04 | Nec Tokin Corp | 固体電解コンデンサ及びその製造方法 |
| JP6641915B2 (ja) * | 2015-11-18 | 2020-02-05 | 株式会社村田製作所 | 固体電解コンデンサ |
| WO2019065870A1 (ja) * | 2017-09-28 | 2019-04-04 | パナソニックIpマネジメント株式会社 | 電解コンデンサおよびその製造方法 |
| US11862406B2 (en) * | 2019-01-24 | 2024-01-02 | Panasonic Intellectual Property Management Co., Ltd. | Solid electrolytic capacitor and method for manufacturing same |
-
2020
- 2020-12-22 US US17/756,766 patent/US20230005671A1/en active Pending
- 2020-12-22 JP JP2021567479A patent/JPWO2021132220A1/ja active Pending
- 2020-12-22 CN CN202080087524.2A patent/CN114868216A/zh active Pending
- 2020-12-22 WO PCT/JP2020/047883 patent/WO2021132220A1/ja active Application Filing
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007069670A1 (ja) * | 2005-12-15 | 2007-06-21 | Showa Denko K. K. | コンデンサチップ及びその製造方法 |
| WO2013046869A1 (ja) * | 2011-09-26 | 2013-04-04 | 株式会社村田製作所 | 固体電解コンデンサおよびその製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023190050A1 (ja) * | 2022-03-29 | 2023-10-05 | 株式会社村田製作所 | 固体電解コンデンサ |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2021132220A1 (ja) | 2021-07-01 |
| US20230005671A1 (en) | 2023-01-05 |
| CN114868216A (zh) | 2022-08-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7300616B2 (ja) | 電解コンデンサおよびその製造方法 | |
| US6473293B2 (en) | Capacitor unit, method for producing the same, and solid electrolytic capacitor | |
| JP7489624B2 (ja) | 電解コンデンサおよびその製造方法 | |
| JP6865352B2 (ja) | 固体電解コンデンサ及び固体電解コンデンサの製造方法 | |
| JP2003133183A (ja) | 固体電解コンデンサおよびその製造方法 | |
| CN115885358A (zh) | 固体电解电容器元件及固体电解电容器 | |
| WO2021132220A1 (ja) | コンデンサ素子および電解コンデンサ、ならびにこれらの製造方法 | |
| CN114600208A (zh) | 电解电容器 | |
| JP7029666B2 (ja) | 固体電解コンデンサ | |
| CN111755253A (zh) | 固体电解电容器及固体电解电容器的制造方法 | |
| JP2007180328A (ja) | 積層型固体電解コンデンサおよびコンデンサモジュール | |
| US20230223203A1 (en) | Solid electrolytic capacitor element, and solid electrolytic capacitor and method for manufacturing same | |
| JP7576746B2 (ja) | 電解コンデンサおよびその製造方法 | |
| JP5754179B2 (ja) | 固体電解コンデンサの製造方法 | |
| JP3826153B1 (ja) | 積層型固体電解コンデンサおよび当該積層型固体電解コンデンサにおける陰極引き出し層の形成方法 | |
| US20220122779A1 (en) | Electrolytic capacitor and method for producing same | |
| JP2022039775A (ja) | 固体電解コンデンサ素子および固体電解コンデンサ | |
| JP2024160026A (ja) | 固体電解コンデンサおよびその製造方法 | |
| CN114981905A (zh) | 电解电容器 | |
| JP2008205072A (ja) | 固体電解コンデンサ及びその製造方法 | |
| CN111048316A (zh) | 固体电解电容器及其制造方法 | |
| CN115769322A (zh) | 固体电解电容器元件和固体电解电容器及其制造方法 | |
| JP2002050542A (ja) | チップ型積層コンデンサ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20904426 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021567479 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20904426 Country of ref document: EP Kind code of ref document: A1 |