WO2021132138A1 - 膜・電極接合体の製造方法、及び製造装置 - Google Patents
膜・電極接合体の製造方法、及び製造装置 Download PDFInfo
- Publication number
- WO2021132138A1 WO2021132138A1 PCT/JP2020/047642 JP2020047642W WO2021132138A1 WO 2021132138 A1 WO2021132138 A1 WO 2021132138A1 JP 2020047642 W JP2020047642 W JP 2020047642W WO 2021132138 A1 WO2021132138 A1 WO 2021132138A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- catalyst layer
- membrane
- electrolyte membrane
- liquid
- gas diffusion
- Prior art date
Links
Images



Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/10—Fuel cells with solid electrolytes
- H01M8/1004—Fuel cells with solid electrolytes characterised by membrane-electrode assemblies [MEA]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/86—Inert electrodes with catalytic activity, e.g. for fuel cells
- H01M4/88—Processes of manufacture
- H01M4/8825—Methods for deposition of the catalytic active composition
- H01M4/886—Powder spraying, e.g. wet or dry powder spraying, plasma spraying
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/86—Inert electrodes with catalytic activity, e.g. for fuel cells
- H01M4/88—Processes of manufacture
- H01M4/8878—Treatment steps after deposition of the catalytic active composition or after shaping of the electrode being free-standing body
- H01M4/8882—Heat treatment, e.g. drying, baking
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/86—Inert electrodes with catalytic activity, e.g. for fuel cells
- H01M4/88—Processes of manufacture
- H01M4/8878—Treatment steps after deposition of the catalytic active composition or after shaping of the electrode being free-standing body
- H01M4/8896—Pressing, rolling, calendering
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/86—Inert electrodes with catalytic activity, e.g. for fuel cells
- H01M4/90—Selection of catalytic material
- H01M4/9075—Catalytic material supported on carriers, e.g. powder carriers
- H01M4/9083—Catalytic material supported on carriers, e.g. powder carriers on carbon or graphite
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Definitions
- the present invention is one embodiment of a member in which a polymer electrolyte membrane and a catalyst layer are bonded, that is, a membrane / catalyst assembly, which is used in an electrochemical device such as a polymer electrolyte fuel cell.
- the present invention relates to a manufacturing method of an "electrode assembly" and a manufacturing apparatus.
- a fuel cell is a kind of power generation device that extracts electrical energy by electrochemically oxidizing fuels such as hydrogen and methanol, and has been attracting attention as a clean energy supply source in recent years.
- polymer electrolyte fuel cells have a low standard operating temperature of around 100 ° C and a high energy density, so they are relatively small-scale distributed power generation facilities and power generation devices for mobile objects such as automobiles and ships. It is expected to have a wide range of applications.
- Polymer electrolyte membranes (hereinafter sometimes referred to simply as “electrolyte membranes”) are key materials for polymer electrolyte fuel cells, and in recent years, they have been further referred to as solid polymer electrolyte membrane water electrolyzers and electrochemical hydrogen pumps. The application to hydrogen infrastructure related equipment is also under consideration.
- a member in which the electrolyte membrane and the catalyst layer are bonded is used.
- a typical example of such a member is a membrane-electrode assembly (MEA) in which a gas diffusion layer with a catalyst layer is formed on the surface of an electrolyte membrane.
- MEA membrane-electrode assembly
- the following method is known as a method for manufacturing MEA.
- a sheet called a gas diffusion layer made of carbon paper or the like having gas permeability is used as a base material, and a catalyst solution is applied to the surface of this sheet.
- the solvent in the applied catalyst solution is evaporated to form a dry gas diffusion layer with a catalyst layer.
- the dried gas diffusion layer with a catalyst layer and the electrolyte membrane are thermocompression bonded using a surface press or a roll press to bond the gas diffusion layer with a catalyst layer to the polymer electrolyte membrane.
- the catalyst layer is once dried and then bonded to the electrolyte membrane.
- the solvent in the catalyst solution adheres to the electrolyte membrane, the electrolyte membrane swells, wrinkles occur, and the shape collapses. This is because it will be stored.
- the adhesion between the catalyst layer and the electrolyte membrane may be insufficient unless it is pressed at high temperature and high pressure for a long time.
- the catalyst layer may be compressed and deformed, resulting in reduced gas diffusivity and poor power generation performance.
- the electrolyte membrane will be damaged by thermal stress and the durability will be lowered, and further, the gas diffusion layer will be compressively deformed and the gas diffusibility will be lowered or damaged.
- the temperature and pressure of the press are simply lowered in order to reduce the damage to the gas diffusion layer with the catalyst layer and the electrolyte membrane, the press time needs to be extended by that amount, which greatly reduces the productivity. ..
- Patent Document 1 a method in which the catalyst solution is semi-dried and bonded to the electrolyte membrane in a state where a small amount of the solvent component remains in the catalyst layer, or as in Patent Document 2, on the surface of the dried catalyst layer.
- Patent Document 2 A method in which a solution containing a binder resin having proton conductivity is applied and bonded to an electrolyte membrane before the solution is completely dried.
- Patent Document 3 a laminate containing an electrolyte membrane and a catalyst layer is placed in a liquid. A method of crimping in a soaked state has been proposed.
- Patent No. 4240272 Japanese Unexamined Patent Publication No. 2013-69535 JP-A-2009-140652
- wrinkles are generated in the electrolyte membrane by leaving a solvent component in the catalyst layer that can soften only the bonding surface of the electrolyte membrane with the catalyst layer. It is possible to improve the adhesion between the electrolyte membrane and the catalyst layer under the relaxed thermocompression bonding conditions. However, it is difficult to control the drying so that the residual amount of the solvent is the same on the entire surface of the catalyst layer while partially removing the solvent in the catalyst solution by heating. There is a problem that the quality is not stable due to a mixture of those having a large interfacial resistance of the catalyst layer and those having wrinkles or cracks on the surface of the catalyst layer due to deformation of the electrolyte film.
- a solution of a binder resin having proton conductivity is applied to the bonding surface of the catalyst layer with the electrolyte membrane, and the solution is bonded before the solution is completely dried. Acts as an adhesive, and the adhesion between the electrolyte film and the catalyst layer can be improved even at low temperature and low pressure.
- a solution of a binder resin having proton conductivity is used for bonding the electrolyte membrane and the catalyst layer, the manufacturing cost is increased.
- the binder resin is a component similar to that of the electrolyte membrane, and the electric resistance is increased by substantially increasing the film thickness of the electrolyte membrane, and the organic solvent in the solution remains at the interface between the electrolyte membrane and the catalyst layer. By doing so, there is also a problem that the power generation performance may be deteriorated.
- the electrolyte in the electrolyte membrane and the catalyst layer is subjected to a crimping step in which the assembly including the electrolyte membrane and the assembly including the catalyst layer are pressure-bonded while being immersed in the liquid. Absorbs liquid sufficiently and is pressed in a softened state, and penetrates into the uneven parts of the bonding surface of the catalyst layer and gas diffusion layer that are the bonding partners to obtain strong bonding properties, and raises the temperature and pressure during pressing. It is possible to improve the bondability between the layers constituting the membrane-electrode assembly without doing so.
- An object of the present invention is the thermocompression bonding conditions (press pressure, press temperature, etc.) in manufacturing a member (hereinafter referred to as "membrane / electrode assembly") in which a polymer electrolyte membrane and a gas diffusion layer with a catalyst layer are bonded. It is an object of the present invention to provide a manufacturing method capable of achieving both relaxation of press time) and improvement of adhesion between a gas diffusion layer with a catalyst layer and an electrolyte membrane with high productivity.
- the method for producing a membrane / electrode assembly of the present invention has the following configuration. That is, A method for manufacturing a membrane / electrode assembly in which a gas diffusion layer with a catalyst layer is bonded to an electrolyte membrane, a liquid application step in which a liquid is applied only to the surface of the catalyst layer before bonding in an air atmosphere, and a liquid It is a method for manufacturing a membrane / electrode assembly having a thermocompression bonding step of bonding the provided gas diffusion layer with a catalyst layer and an electrolyte membrane by thermocompression bonding.
- the membrane / electrode assembly manufacturing apparatus of the present invention has the following configuration. That is, A membrane / electrode assembly manufacturing apparatus in which a gas diffusion layer with a catalyst layer is bonded to an electrolyte membrane, which is a liquid application means for applying a liquid to the surface of the catalyst layer before bonding, and a catalyst layer to which the liquid is applied. It is a membrane / electrode assembly manufacturing apparatus having a thermocompression bonding means for bonding a gas diffusion layer with a catalyst and an electrolyte membrane by thermocompression bonding.
- the liquid to be applied in the liquid application step is a liquid containing water.
- the content ratio of water in the liquid containing water is preferably 90% by mass or more and 100% by mass or less.
- the liquid to be applied in the liquid application step is pure water.
- the amount of the liquid in the thermocompression bonding step is preferably 0.1 ⁇ L or more and 5 ⁇ L or less per 1 cm 2 of the surface of the catalyst layer.
- the method for producing a membrane-electrode assembly of the present invention preferably includes bonding a gas diffusion layer with a catalyst layer to the surface of the electrolyte membrane by any of the above methods.
- the method for producing a membrane-electrode assembly of the present invention comprises a step of applying and drying a catalyst solution on one surface of an electrolyte membrane to form a first catalyst layer, and any of the above on the other surface of the electrolyte membrane. It is preferable to have a step of joining the gas diffusion layer with a catalyst layer to form a second catalyst layer by the above method.
- the method for producing a membrane-electrode assembly of the present invention further comprises a step of coating the first catalyst layer with a cover film, and the first catalyst layer is subjected to a step of forming the second catalyst layer. It is preferably carried out in a state of being covered with a cover film.
- the method for producing a membrane-electrode assembly of the present invention includes a step of applying a catalyst solution to one surface of an electrolyte membrane to form a first catalyst layer, and a gas diffusion before the first catalyst layer dries.
- the liquid applying means is a means for applying the liquid to the surface of the catalyst layer in the form of droplets.
- the liquid applying means is a spray.
- membrane-electrode assembly while achieving both relaxation of thermocompression bonding conditions (press pressure, press temperature, press time) and improvement of adhesion between a gas diffusion layer with a catalyst layer and an electrolyte membrane with high productivity.
- the body can be manufactured.
- the air existing at the interface is released by sandwiching the electrolyte membrane and the gas diffusion layer with the catalyst layer in a state where the liquid is applied to the joint surface of the gas diffusion layer with the catalyst layer with the electrolyte membrane. It is expelled and almost only liquid exists between the electrolyte membrane and the gas diffusion layer with the catalyst layer.
- the liquid evaporates and the interface is evacuated, so that the adhesion between the gas diffusion layer with the catalyst layer and the electrolyte membrane is improved. Further, since the electrolyte membrane comes into contact with the liquid and softens, the adhesion between the two is further improved.
- the electrolyte membrane is held by the pinching pressure during thermocompression bonding while it is in contact with the liquid, it is possible to prevent the occurrence of swelling.
- the liquid evaporated at the interface is discharged to the outside of the membrane-electrode assembly by passing through the pores of the gas diffusion layer with a catalyst layer having a porous structure.
- the "membrane / electrode assembly" in the present specification means, for example, gas diffusion with a catalyst layer in which a catalyst layer is formed on one side of a base material (gas diffusion layer) made of carbon paper or the like having gas permeability.
- Layer refers to a member to which a so-called gas diffusion electrode and an electrolyte membrane are bonded, and is included in the technical field of "membrane / catalyst assembly” because it focuses on the bonding surface between the electrolyte membrane and the catalyst layer. ..
- the operation of joining the gas diffusion layer with the catalyst layer to the other surface from the state where the catalyst layer is already formed on one surface of the electrolyte membrane and the gas diffusion layer with the catalyst layer on one surface of the electrolyte membrane are joined.
- the operation of forming a catalyst layer on the other surface is also included in the "production of the membrane / electrode assembly".
- a method for forming the catalyst layer on one surface or the other surface of the electrolyte membrane described above for example, a method of directly applying the catalyst layer or a method of transferring the catalyst layer using the catalyst layer transfer sheet is adopted. Can be done.
- the membrane-electrode junction manufacturing method and the electrolyte membrane used in the manufacturing equipment of the present invention have proton conductivity, and are a solid polymer fuel cell, a solid polymer electrolyte membrane type water electrolyzer, and an electrochemical hydrogen pump.
- the present invention is not particularly limited, and a known or commercially available one can be used.
- a polymer electrolyte membrane is preferable.
- a fluorine-based electrolyte membrane made of perfluorosulfonic acid or a hydrocarbon-based electrolyte membrane made of a hydrocarbon-based polymer imparting proton conductivity to a hydrocarbon-based skeleton is preferable.
- hydrocarbon-based electrolyte membranes have a higher glass transition temperature and larger shrinkage deformation during heating than fluorine-based electrolyte membranes, so it is difficult to find transfer conditions with excellent productivity by ordinary thermocompression bonding methods.
- the manufacturing method and manufacturing apparatus of the present invention can be preferably applied.
- electrolyte membrane a composite electrolyte membrane in which a polymer electrolyte and a porous base material are composited can be used.
- the composite electrolyte membrane is a composite of a polymer electrolyte and a porous base material, and is obtained, for example, by filling (impregnating) the porous base material with a polymer electrolyte.
- the porous base material include a hydrocarbon-based porous base material containing a hydrocarbon-based polymer compound as a main component, a fluorine-based porous base material containing a fluorine-based polymer compound as a main component, and the like.
- hydrocarbon-based polymer compound examples include polyethylene (PE), polypropylene (PP), polystyrene (PS), polyacrylate, polymethacrylate, polyvinyl chloride (PVC), polyvinylene sulfide (PVdC), polyester, and polycarbonate (PC).
- PE polyethylene
- PP polypropylene
- PS polystyrene
- PVC polyvinyl chloride
- PVdC polyvinylene sulfide
- polyester examples of the hydrocarbonate (PC).
- PC polycarbonate
- Polysulfone PSU
- Polyethersulfone PES
- Polyphenylene oxide PPO
- Polyarylene ether polymer Polyphenylene sulfide (PPS)
- Polyphenylene sulfide sulfone Polyparaphenylene
- PPP Polyarylene polymer
- Polyarylene ketone Polyether ketone
- PEK Polyether ketone
- polyarylene sulfide polyether phosphin oxide
- polybenzoxazole PBO
- polybenzthiazole PBT
- polybenzimidazole PBI
- PA polyimide
- PI polyimide
- polyimide PEI
- PIS polyimide sulfone
- fluoropolymer compound examples include polytetrafluoroethylene (PTFE), polyhexafluoropropylene, tetrafluoroethylene-hexafluoropropylene copolymer (FEP), ethylene-tetrafluoroethylene copolymer (ETFE), and polyfluorovinylidene.
- PVdF polychlorotrifluoroethylene
- PCTFE polychlorotrifluoroethylene
- PFA perfluoroalkoxy alkane resin
- ECTFE ethylene-chlorotrifluoroethylene copolymer
- PE, PP, PPS, PEK, PBI, PTFE, polyhexafluoropropylene, FEP, and PFA are preferable from the viewpoint of water resistance, chemical resistance, and mechanical properties, and PTFE is further preferable from the viewpoint of chemical resistance and chemical durability.
- Polyhexafluoropropylene, FEP, PFA are more preferable, and PTFE is particularly preferable because it has high mechanical strength due to molecular orientation.
- the composite electrolyte membrane a composite of a hydrocarbon-based electrolyte and a fluorine-based porous substrate is particularly preferable.
- the hydrocarbon-based electrolyte can be easily filled (impregnated) in the fluorine-based porous substrate without gaps with high efficiency.
- the composite electrolyte membrane can be produced, for example, by impregnating the porous base material with a polymer electrolyte solution and then drying the porous base material to remove the solvent contained in the polymer electrolyte solution.
- impregnation method include the following methods.
- a method of controlling the film thickness by removing excess solution while pulling up a porous base material immersed in a polymer electrolyte solution (2) A method of casting and coating a polymer electrolyte solution on a porous substrate, (3) A method in which a porous base material is adhered and impregnated on a polymer electrolyte solution cast and coated on a support base material.
- the catalyst layer used in the manufacturing method and manufacturing apparatus of the membrane-electrode assembly of the present invention is used as a catalyst layer used in a polymer electrolyte fuel cell, a solid polymer electrolyte membrane type water electrolyzer, an electrochemical hydrogen pump, and the like. As long as it works, it is not particularly limited. Generally, a porous structure composed of conductive particles such as carbon particles, catalyst particles such as platinum particles or platinum alloy particles supported on the conductive particles, and an electrolyte component such as ionomer having proton conductivity. The provided catalyst layer can be used.
- the conductive particles carbon such as oil furnace black, gas furnace black, acetylene black, thermal black, graphite, carbon nanotubes and graphene, and metal oxides such as tin oxide and titanium oxide are preferably used.
- the catalyst particles include precious metals such as platinum, iridium, ruthenium, rhodium, and palladium, alloys of manganese, iron, cobalt, nickel, copper, zinc, etc. with platinum, platinum, ternary alloys of ruthenium, and iridium oxide. Etc. are preferably used.
- the perfluorocarbon sulfonic acid polymer "Nafion” (registered trademark, manufactured by Chemers), "Aquivion” (registered trademark, manufactured by Solvay), “Flemion” (registered trademark, manufactured by Asahi Glass Co., Ltd.) ), “Aciplex” (registered trademark, manufactured by Asahi Kasei Co., Ltd.), “Fumion” F (registered trademark, manufactured by FuMA-Tech), etc., and hydrocarbon-based polymers such as polysulfone sulfonic acid and polyaryl ether ketone sulfonic acid.
- Polybenzimidazole alkyl sulfonic acid, polybenzimidazole alkyl phosphonic acid, polystyrene sulfonic acid, polyether ether ketone sulfonic acid, polyphenyl sulfonic acid and the like are preferably used.
- the catalyst solution is not particularly limited as long as these catalyst layer materials are dispersed in a solvent that evaporates by drying and is sufficient for forming the catalyst layer on the electrolyte membrane.
- a solvent water, alcohols such as methanol, ethanol, 1-propanol, 2-propanol, tert-butanol, ethylene glycol, N, N-dimethylformamide, N-methyl-2-pyrrolidone and the like are preferable. Used for.
- the gas diffusion layer used in the manufacturing method and manufacturing apparatus of the membrane-electrode assembly of the present invention is a gas diffusion used in a polymer electrolyte fuel cell, a solid polymer electrolyte membrane type water electrolyzer, an electrochemical hydrogen pump, and the like. It is not particularly limited as long as it operates as a layer. In general, a catalyst layer having a low electrical resistance, capable of collecting or supplying power and forming a catalyst layer can be used. Examples of the constituent material of the gas diffusion layer include carbonaceous substances and conductive inorganic substances.
- a calcined product from polyacrylonitrile, a calcined product from pitch, a carbon material such as graphite and expanded graphite, stainless steel and molybdenum. , Titanium and the like are exemplified.
- These forms are not particularly limited and are used in the form of fibers or particles, for example, but fibrous conductive substances (conductive fibers) such as carbon fibers are preferable from the viewpoint of fuel permeability.
- a woven fabric or a non-woven fabric structure can be used as such a woven fabric, plain weave, twill weave, satin weave, crest weave, binding weave and the like are used without particular limitation.
- the non-woven fabric is not particularly limited, such as a papermaking method, a needle punching method, a spunbonding method, a water jet punching method, and a melt blowing method. It may also be a knit. In these fabrics, especially when carbon fibers are used, a woven fabric obtained by carbonizing or graphiteizing a plain woven fabric using flame-resistant spun yarn, or a non-woven fabric processing of flame-resistant yarn by a needle punch method or a water jet punch method is then carbonized. Alternatively, a graphitized non-woven fabric, a flame-resistant yarn, a carbide yarn, or a matte non-woven fabric by a papermaking method using a graphite yarn is preferably used.
- the carbon fibers used for the gas diffusion layer include polyacrylonitrile (PAN) -based carbon fibers, phenol-based carbon fibers, pitch-based carbon fibers, rayon-based carbon fibers and the like.
- PAN polyacrylonitrile
- carbon fibers for example, carbon paper TGP series and SO series manufactured by Toray Industries, Inc., carbon cloth manufactured by E-TEK, etc. are used.
- the gas diffusion layer is treated with water repellency to prevent deterioration of gas diffusion / permeability due to retention of water, partial water repellency treatment for forming a water discharge path, hydrophilic treatment, and reduction of resistance. It is also possible to add carbon powder for this purpose, platinum plating for imparting potential corrosion resistance, and the like.
- a conductive intermediate layer containing at least an inorganic conductive substance and a hydrophobic polymer can be provided between the electrode base material and the catalyst layer.
- the electrode base material is a carbon fiber woven fabric or a non-woven fabric having a large porosity, the performance deterioration due to the catalyst solution permeating into the gas diffusion layer can be suppressed by providing the conductive intermediate layer.
- the gas diffusion layer with a catalyst layer used in the method for producing a membrane / electrode assembly and the production apparatus of the present invention is not limited as long as the catalyst layer is formed on the gas diffusion layer.
- the gas diffusion layer is directly coated with the catalyst solution and dried.
- the catalyst solution is once applied on a temporary base material different from the gas diffusion layer, dried and formed into a sheet, and then thermocompression bonded to the gas diffusion layer to remove the temporary base material. be able to.
- the liquid application step is a step of applying a liquid to the catalyst layer surface of the gas diffusion layer with a catalyst layer before bonding, that is, the bonding surface with the electrolyte membrane.
- the application of the liquid means forming a state in which the liquid is attached to the surface of the catalyst layer of the gas diffusion layer with the catalyst layer in an exposed state. It is preferable that the liquid does not substantially penetrate into the catalyst layer. If the liquid does not permeate into the catalyst layer, there is no possibility that the electrolyte component in the catalyst layer will dissolve, the strength of the catalyst layer will not decrease, and crack generation in the thermocompression bonding step can be effectively prevented.
- the liquid is applied only to the surface of the catalyst layer in the air atmosphere.
- the number of process control parameters is smaller than when the liquid is applied to both the catalyst layer and the electrolyte membrane, so that the production conditions are more stable and the liquid on the joint surface is easier to stabilize.
- the liquid in the air atmosphere it is possible to apply the liquid only to the surface of the catalyst layer, and it is possible to suppress the permeation of the liquid into the catalyst layer.
- By suppressing the permeation of the liquid into the catalyst layer it is possible to effectively suppress the decrease in strength and the occurrence of cracks in the catalyst layer.
- the liquid that has permeated inside the catalyst layer does not contribute to improving the adhesion of the interface, but rather increases the energy consumption for evaporation. Therefore, suppressing the permeation of the liquid into the catalyst layer is a manufacturing cost. It is also effective from the point of view.
- the liquid is not particularly limited as long as it is a material that evaporates by heating in the thermocompression bonding step, which is a subsequent step, and is not toxic to the electrolyte membrane and the gas diffusion layer with the catalyst layer.
- water alcohols such as methanol, ethanol, 1-propanol, 2-propanol, and tert-butanol, or a mixture thereof can be used, but it is desirable to use a liquid containing at least water. If the liquid undergoes a sudden temperature change during heat crimping, wrinkles may occur in the electrolyte membrane. However, water has a higher boiling point and specific heat than the above alcohol, and the temperature rises slowly during heat crimping.
- any liquid containing the above can suppress their damage. Further, since water has a lower permeability to the catalyst layer than alcohol, it is possible to prevent the occurrence of cracks due to the permeation of the liquid into the catalyst layer. Further, by using a liquid containing water, the present invention can be carried out at low cost, and the environmental load in manufacturing can be reduced. Even if the liquid remains in the membrane / electrode assembly joined by the manufacturing method and the manufacturing apparatus of the present invention, water does not affect the performance of the equipment using the liquid. As the liquid containing water, the content ratio of water is more preferably 50% by mass to 100% by mass, further preferably 90% by mass to 100% by mass, and even more preferably 100% by mass. That is, it is most preferable to use pure water as the liquid.
- pure water is high-purity water that does not contain impurities, and is of JIS K 0557 (1998) A4 level obtained by a commercially available pure water production device that collects water through a reverse osmosis membrane and an ion exchange resin. Refers to water or water of equivalent quality.
- the liquid may be contained in a state in which the solid content material is dissolved or dispersed as long as it has fluidity as a whole and the effect of the present invention can be obtained.
- the method of applying the liquid is not particularly limited, and a method of forming a uniform coating film on the surface of the catalyst layer using a gravure coater, a die coater, a comma coater, or the like.
- examples thereof include a method of applying the liquid, and a method of applying the liquid to the surface of the catalyst layer in the form of droplets is particularly preferable.
- the term “droplet-like” refers to a state in which innumerable droplets are attached to the surface of the catalyst layer and exist. The droplet is a mass of liquid collected by surface tension, and its size is 1 cm 2 or less on the catalyst layer.
- the applied droplets are uniform means that the total amount of the applied liquid around 1 cm 2 of the joint surface is the same at any position. Further, even a liquid such as water, which easily repels the catalyst layer and makes it difficult to form a uniform coating film, can be easily applied if it is in the form of droplets. Further, if it is in the form of droplets, the contact area with the catalyst layer is small, so that it is possible to minimize the permeation of the liquid into the catalyst layer until it is thermocompression bonded. Since the droplets are spread at the interface and combined with the surrounding droplets due to the sandwiching pressure in the thermocompression bonding step, it is possible to soften the electrolyte membrane on all surfaces of the interface.
- the liquid application step it is preferable to apply the liquid so that the amount of liquid at the start of thermocompression bonding in the thermocompression bonding step is 0.1 ⁇ L or more and 5 ⁇ L or less per 1 cm 2 of the catalyst layer surface.
- the amount of liquid in the thermocompression bonding step is within the above-mentioned preferable range, the electrolyte membrane can be sufficiently softened, the adhesion is sufficient, and the droplets do not partially bond during the pressing force in the thermocompression bonding step, and the electrolyte membrane is formed.
- the amount of liquid is more preferably 0.1 ⁇ L or more and 0.8 ⁇ L or less per 1 cm 2 of the catalyst layer surface. The amount of liquid is determined after a sample piece such as a PET film whose weight has been measured is attached to the surface of the catalyst layer of the gas diffusion layer with a catalyst layer so as to be laminated with the catalyst layer, and the liquid is applied in the liquid application step.
- the sample piece with liquid is taken out immediately before the sample piece and the electrolyte membrane come into contact with each other, the weight thereof is measured, and the volume of the liquid around 1 cm 2 is calculated from the weight difference.
- the size of the sample piece at this time can be a square with a side of 1 cm to 10 cm.
- the average diameter of the applied droplets is small, and specifically, it is preferably 300 ⁇ m or less in a state of being attached to the surface of the catalyst layer.
- the smaller the average diameter the shorter the distance between the droplets, so that the droplets can be bonded with a smaller amount of liquid during thermocompression bonding.
- the means for applying the liquid in the form of droplets is not particularly limited, and is a method of spraying the liquid droplets by spraying or inkjet, a method of dew condensation on the joint surface in a humidified atmosphere, and an ultrasonic transducer.
- a method of spraying a mist-ized liquid or the like can be used, but a method of spraying droplets by spraying is preferable in that the liquid can be efficiently applied while controlling the amount of the liquid.
- the spray for spraying droplets is not particularly limited, and a two-fluid spray nozzle or the like that atomizes and sprays a liquid by compressed air can be used.
- the means for applying the liquid in the form of droplets it is preferable to surround the liquid applying means such as a spray nozzle with a chamber in order to prevent the droplets from scattering to the surroundings. Further, although it is not necessary to reduce the pressure inside the chamber, by slightly reducing the pressure to a negative pressure with respect to the atmospheric pressure, it is possible to prevent droplets from scattering to the surroundings from the gap between the chamber and the catalyst layer. preferable.
- thermocompression bonding process The gas diffusion layer with a catalyst layer that has undergone the liquid application step is then subjected to a thermocompression bonding step of thermocompression bonding with the electrolyte membrane.
- the thermocompression bonding step is to join the gas diffusion layer with catalyst layer and the electrolyte membrane by heating and sandwiching them in a laminated state where the surface of the gas diffusion layer with catalyst layer to which the liquid is applied and the electrolyte membrane are in contact with each other. It is a process to do.
- the time from the contact between the gas diffusion layer with the catalyst layer and the electrolyte membrane until the pinching pressure acts on them is preferably 0.1 seconds or less.
- this time is within the above-mentioned preferable range, the possibility that the electrolyte membrane swells due to the adhesion of the liquid is low, and the swelling can be suppressed because the adhesion of the liquid and the fixation of the electrolyte membrane by thermocompression bonding are performed substantially at the same time.
- the heating temperature in the thermocompression bonding step is not particularly limited, but is preferably 220 ° C. or higher than the boiling point of the liquid applied to the gas diffusion layer with the catalyst layer (hereinafter referred to as “liquid boiling point”).
- the heating temperature is the maximum temperature reached at the joint surface between the electrolyte film and the catalyst layer during the thermocompression bonding step, and a thermocouple can be used for the measurement.
- the heating temperature in the thermocompression bonding step is more preferably liquid boiling point or higher and 160 ° C. or lower.
- the liquid boiling point is the boiling point when the external pressure is 1 atm.
- the evaporating liquid has a single composition, it means the boiling point of the liquid.
- it is the most single component of the mixture. It means the value of the one having a high boiling point.
- the pressure applied to the electrolyte membrane and the catalyst layer in the thermocompression bonding step can be appropriately set, but is preferably 1 MPa or more and 20 MPa or less. In the above preferable range, the electrolyte membrane and the gas diffusion layer with the catalyst layer can be sufficiently adhered to each other, but the structure of the gas diffusion layer with the catalyst layer is not destroyed because excessive pressure is not applied to the gas diffusion layer with the catalyst layer and the electrolyte membrane. , The mechanical damage to the electrolyte membrane is not increased, and there is no risk of deterioration of durability and power generation performance.
- the pressure in the thermocompression bonding step is more preferably 1 MPa to 10 MPa.
- the form of pressing in the thermocompression bonding step is not particularly limited, and the mode of linear contact in which the electrolyte membrane and the gas diffusion layer with the catalyst layer are in single linear contact like a thermal press roll, or a double belt press mechanism.
- the surface contact mode in which the electrolyte membrane and the gas diffusion layer with the catalyst layer come into contact with each other in a plane shape with a width in the transport direction can be used.
- the method for producing the membrane-electrode assembly of the present invention is preferably a roll-to-roll method. That is, it is a method in which the liquid application process and the thermocompression bonding process are continuously performed by a roll-to-roll method.
- a long roll-shaped electrolyte membrane and a long roll-shaped gas diffusion layer with a catalyst layer are continuously unwound and conveyed, and a liquid application step and heating are performed.
- This is a manufacturing method in which a membrane-electrode assembly obtained by carrying out a crimping step is wound into a roll.
- the membrane / electrode assembly manufacturing apparatus described later is an example of a manufacturing apparatus capable of carrying out a roll-to-roll manufacturing method.
- a membrane / electrode assembly manufacturing apparatus in which a gas diffusion layer with a catalyst layer is bonded to an electrolyte membrane, and a liquid application means for applying a liquid to the surface of the catalyst layer before bonding and a liquid application means.
- An apparatus for manufacturing a membrane / electrode assembly having a thermocompression bonding means for bonding a gas diffusion layer with a catalyst layer and an electrolyte membrane by thermocompression bonding.
- liquid applying means is a means for applying the liquid to the surface of the catalyst layer in the form of droplets.
- liquid applying means is a spray.
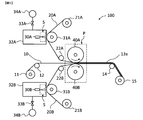
- FIG. 1 is a side view showing a schematic configuration of the membrane / electrode assembly manufacturing apparatus of the present invention.
- the membrane / electrode assembly is manufactured as follows.
- the electrolyte membrane 10 is unwound from the electrolyte membrane supply roll 11 and supplied to the thermocompression bonding portion P through the guide roll 12.
- Gas diffusion layer supply rolls 21A and 21B with a catalyst layer are installed above and below the unwound electrolyte membrane 10, respectively.
- the gas diffusion layer with a catalyst layer bonded to the upper surface of the electrolyte membrane 10 is formed by using the gas diffusion layer 20A with a catalyst layer.
- the gas diffusion layer 20A with a catalyst layer is prepared in advance on the gas diffusion layer by, for example, applying a catalyst solution, and is unwound from the gas diffusion layer supply roll 21A with a catalyst layer, and the backup roll 31A and the guide roll 22A are in this order, respectively.
- the gas diffusion layer side opposite to the catalyst layer forming surface is carried while being supported.
- the gas diffusion layer 20B with a catalyst layer for forming the gas diffusion layer with a catalyst layer formed on the lower surface of the electrolyte film 10 is unwound from the gas diffusion layer supply roll 21B with a catalyst layer, and is formed on the backup roll 31B and the guide roll 22B. In order, they are conveyed while being supported on the gas diffusion layer side. In this way, the surfaces of the gas diffusion layers 20A and 20B with the catalyst layer on which the catalyst layers are formed are supplied to the thermocompression bonding portion P so as to face the electrolyte membrane 10.
- the gas diffusion layer is breathable.
- Having air permeability means having a property of allowing gas to permeate, and examples thereof include a case where it has pores communicating in the thickness direction. By having air permeability, it is possible to effectively discharge the liquid vapor generated during thermocompression bonding.
- the membrane / electrode assembly manufacturing apparatus 100 is configured to bond a gas diffusion layer with a catalyst layer to both sides of the electrolyte membrane 10, but the catalyst layer is formed only on one side of the electrolyte membrane 10. It may be configured to join the attached gas diffusion layer.
- the gas diffusion layer with a catalyst layer By bonding the gas diffusion layer with a catalyst layer to only one side of the electrolyte membrane, a film hollowed out in a frame shape is sandwiched before the gas diffusion layer with a catalyst layer is further bonded to the other side of the electrolyte membrane. It becomes possible to add a function.
- the gas diffusion layer with a catalyst layer is bonded to only one side of the electrolyte membrane, cut to a desired size, and further bonded to a frame-shaped film material or a gas diffusion layer with a catalyst layer to form a single-wafer MEA. It becomes possible to do.
- the spray nozzle 30A is provided so as to face the gas diffusion layer 20A with the catalyst layer supported on the backup roll 31A.
- the spray nozzle 30A has a discharge port directed toward the central axis of the backup roll 31A, and is provided at a position separated from the backup roll 31A by a predetermined distance.
- One or more spray nozzles 30A are provided in the width direction of the gas diffusion layer 20A with a catalyst layer according to the width of the base material of the gas diffusion layer 20A with a catalyst layer.
- the spray nozzle 30A is supplied with water from a water supply tank (not shown), discharges the supplied water from a discharge port, and imparts droplets to the joint surface of the gas diffusion layer with a catalyst layer with the electrolyte membrane.
- the spray nozzle 30A and the space S in which the droplets fly from the discharge port of the spray nozzle 30A to the gas diffusion layer with the catalyst layer are surrounded by the nozzle chamber 32A, and the space S is depressurized in the nozzle chamber 32A.
- the pressure reducing tank 34A is connected by a pipe via a valve 33A that switches the pressure reduction.
- the pressure reducing tank 34A By making the space S negative with respect to the environmental pressure of the manufacturing apparatus by the pressure reducing tank 34A, the outside air is slightly sucked and sprayed from the gap provided between the nozzle chamber 32A and the gas diffusion layer 20A with the catalyst layer. Prevents excess droplets from the nozzle 30A from scattering around.
- the water collected in the nozzle chamber 32A is discharged from a drain (not shown) provided in the nozzle chamber 32A, returned to the water supply tank, and reused.
- liquid application means for the gas diffusion layer 20A with a catalyst layer
- liquid application means spray nozzle 30B, nozzle chamber 32B, valve 33B, pressure reducing tank 34B
- the description thereof will be omitted.
- the nozzle chambers 32A and 32B do not have to be depressurized, but it is preferable to depressurize the nozzle chambers 32A and 32B because it is possible to prevent the droplets from scattering around. In this case, if the degree of decompression is too large, the amount of outside air sucked into the nozzle chambers 32A and 32B becomes large, so that the air flow in the nozzle chambers 32A and 32B is turbulent, and the accuracy of applying droplets may decrease.
- the degree of decompression of the nozzle chambers 32A and 32B is preferably in the range of -50.0 kPa, preferably in the range of -10.0 kPa, with respect to the environmental pressure (atmospheric pressure) of the manufacturing apparatus, for example, -5.
- a range up to 0.0 kPa is more preferred.
- the electrolyte membrane 10 and the gas diffusion layers 20A and 20B with the catalyst layer in which the liquid is applied to the joint surface with the electrolyte membrane 10 are supplied to the thermocompression bonding portion P and pass between the thermal press rolls 40A and 40B.
- the radiant heat radiated from the heat press rolls 40A and 40B can prevent the liquid applied to the gas diffusion layers 20A and 20B with the catalyst layer from evaporating before the heat press.
- the thermal press rolls 40A and 40B are connected to a driving means (not shown) and can rotate while controlling the speed.
- the hot press rolls 40A and 40B rotate at a constant speed while applying heat and pressure to the electrolyte membrane 10 and the gas diffusion layers 20A and 20B with the catalyst layer, so that the electrolyte membrane 10 and the gas diffusion layers 20A and 20B with the catalyst layer are rotated.
- a gas diffusion layer with a catalyst layer is thermally pressure-bonded to both sides of the electrolyte membrane 10 while transporting the electrolyte membrane 10 in synchronization with each other to form a membrane-electrode assembly 13a.
- the heating device, the pressurizing device, and the like are not shown.
- the materials of the hot press rolls 40A and 40B are not particularly limited, but one roll is made of a metal such as stainless steel, and the other roll is made of an elastic body such as a resin or an elastomer material typified by rubber as a surface layer. It is preferable to have a coated structure.
- one of the hot press rolls 40A and 40B as a metal, it is possible to sufficiently heat the electrolyte membrane and the gas diffusion layer with the catalyst layer, and the surface layer of the other press roll is an elastic body. Therefore, the press roll is flexibly deformed with respect to the gas diffusion layers 20A and 20B with a catalyst layer, and by maintaining good line contact, it is possible to make the line pressure in the width direction of the base material uniform.
- the material of the elastic body for example, fluorine rubber, silicon rubber, EPDM (ethylene / propylene / diene rubber), neoprene, CSM (chlorosulfonated polyethylene rubber), urethane rubber, NBR (nitrile rubber) , Ebonite and the like can be used.
- the rubber hardness of the elastic body is preferably in the range of 70 to 97 ° according to the Shore A standard.
- the amount of deformation of the elastic body is appropriate, the sandwiching contact width between the gas diffusion layers 20A and 20B with the catalyst layer does not become too large, and the electrolyte film 10 and the catalyst layer are joined. On the other hand, the pinching contact width does not become too small, and the pinching time required for joining can be secured.
- heating means for the heat press rolls 40A and 40B various heaters, steam, oil and other heat media can be used, but the heating means are not particularly limited. Further, the heating temperature may be the same temperature for the upper and lower rolls, or may be different temperatures.
- the method of controlling the pinching pressure in the hot press rolls 40A and 40B is not particularly limited, and the pinching pressure may be controlled by using a pressurizing means such as a hydraulic cylinder, or the hot pressing may be performed by position control using a servomotor or the like.
- a gap may be provided between the rolls 40A and 40B at regular intervals, and the pinching pressure may be controlled by the size of the gap.
- thermocompression bonding portions P use the thermal press rolls 40A and 40B, which are wire contact mechanisms, but the present invention is not limited to this.
- a mechanism for sandwiching the electrolyte membrane 10 and the gas diffusion layers 20A and 20B with a catalyst layer by a plurality of line contacts by a plurality of rolls may be used, or a double belt press mechanism for sandwiching the pressure by surface contact may be used.
- the number of rolls installed is not particularly limited, but is preferably 2 to 10 sets.
- the gas diffusion layer with the catalyst layer is bonded to both sides of the electrolyte membrane 10 through the thermocompression bonding portion P to form a membrane / electrode assembly 13a.
- the delivery roll 14 can be connected to a driving means (not shown), and when the press rolls 40A and 40B do not sandwich the electrolyte membrane 10 and the gas diffusion layers 20A and 20B with the catalyst layer, the speed is controlled to control the electrolyte membrane. 10 can be transported.
- a heating means for heating the membrane / electrode assembly 13a in which the catalyst layer is bonded to both sides of the electrolyte membrane can be installed at the thermocompression bonding portion P.
- the heating means can be installed, for example, between the thermocompression bonding portion P and the delivery roll 14.
- hot air or a heating roll can be used as the heating means.
- the hot air temperature and the surface temperature of the heating roll for example, 120 ° C. to 250 ° C. are suitable, and 150 ° C. to 230 ° C. is preferable.
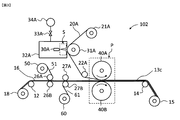
- the catalyst layer forming apparatus 101 shown in FIG. 2 first forms the first catalyst layer on one side of the electrolyte membrane.
- the formation of the first catalyst layer is carried out as follows.
- the electrolyte membrane 10' is supplied to the catalyst layer forming apparatus 101 in a state of being supported on the support.
- the material of the support of the electrolyte membrane is not particularly limited, but for example, a PET film can be used.
- the electrolyte membrane 10'with the support is unwound from the electrolyte membrane supply roll 11 and supplied to the catalyst solution coating means 72 through the guide roll 12.
- the catalyst solution coating means 72 is provided so as to face the electrolyte membrane 10'supported on the backup roll 73.
- the catalyst solution coating means 72 forms a coating film by supplying a catalyst solution from the catalyst solution tank 70 using the catalyst solution feeding pump 71 and applying the supplied catalyst solution onto the electrolyte membrane.
- the method for applying the catalyst solution in the catalyst solution application means 72 is not particularly limited. Methods such as a gravure coater, a die coater, a comma coater, a roll coater, a spray coater, and a screen printing method can be used.
- the catalyst solution is applied to the electrolyte membrane 10'to form the catalyst layer, but the catalyst layer may be transferred and formed on the electrolyte membrane 10'using a catalyst layer transfer sheet. ..
- the coating film of the catalyst solution formed on the electrolyte membrane is dried by the drying means 74, and the solvent in the catalyst solution is evaporated to form the dried first catalyst layer.
- the method for drying the catalyst solution in the drying means 74 is not particularly limited. A method of blowing a heat medium such as hot air or a heat oven method using a heat heater can be used.
- the membrane in which the first catalyst layer is formed on the electrolyte membrane and the first catalyst layer junction 16 are sent out by the delivery roll 14 and wound into a roll by the winding roll 17 with the support attached. Taken.
- the membrane / electrode assembly manufacturing apparatus 102 forms a second catalyst layer on the back surface of the surface on which the first catalyst layer of the electrolyte membrane is formed.
- the formation of the second catalyst layer is carried out as follows.
- the membrane / first catalyst layer junction 16 is unwound from the supply roll 18, passes through the guide roll 12, and the support 51 is peeled off from the interface with the electrolyte membrane via the guide rolls 26A and 26B. At this time, the peeled support 51 is wound around the support winding roll 50.
- the cover film 61 unwound from the cover film supply roll 60 is laminated on the first catalyst layer surface via the guide rolls 27A and 27B on the film / first catalyst layer joint 16 from which the support 51 has been peeled off. After that, it is supplied to the thermocompression bonding portion P.
- the cover film 61 may be laminated before the support 51 is peeled off.
- the cover film 61 is used to protect the first catalyst layer during the process of forming the second catalyst layer, and the material is particularly limited as long as it does not interfere with the function of the catalyst layer by attachment / detachment. It is not something that is done.
- sheets of natural fibers typified by paper, etc., and carbonized typified by polyethylene terephthalate (PET), polyethylene naphthalate (PEN), polyethylene (PE), polypropylene (PP), polyimide, polyphenylene sulfide, etc.
- Fluorine-based films such as hydrogen-based plastic films, perfluoroalkoxy alkanes (PFA), polytetrafluoroethylene (PTFE), and ethylene tetrafluoroethylene copolymers (ETFE), or acrylic adhesives and urethanes for these materials. It is possible to use a material to which an acrylate-based pressure-sensitive adhesive, a rubber-based pressure-sensitive adhesive, a silicone-based pressure-sensitive adhesive, or the like is applied to improve the adhesion to the adherend. If the material has improved adhesion, the electrolyte membrane can be supported while the electrolyte membrane is in contact with the liquid, so that the effect of preventing the swelling of the electrolyte membrane can be further obtained.
- PFA perfluoroalkoxy alkanes
- PTFE polytetrafluoroethylene
- ETFE ethylene tetrafluoroethylene copolymers
- the membrane / first catalyst layer assembly 16 supplied to the thermocompression bonding portion P is in a state where the first catalyst layer is covered with a cover film by the same liquid application step and thermocompression bonding step as in the first embodiment.
- the second catalyst layer is thermocompression bonded as a gas diffusion layer with a catalyst layer to form a membrane-electrode assembly 13c.
- the membrane-electrode assembly 13c that has passed through the thermocompression bonding portion P is wound into a roll by the winding roll 15.
- the cover film 61 may be wound in a state of being bonded to the membrane / electrode assembly 13c, or may be peeled off from the membrane / electrode assembly 13c with a hot press roll 40B immediately after pressing. By winding the cover film 61 in a state of being bonded to the membrane-electrode assembly 13c, it is possible to suppress wrinkles and elongation of the electrolyte membrane with a catalyst layer and protect the catalyst layer from physical damage due to external factors.
- the liquid vapor generated in the thermocompression bonding step can be effectively discharged.
- the catalyst layer can be protected with a new cover film before winding.
- the surface on which the first catalyst layer is formed on the electrolyte membrane is cut to a desired size without the gas diffusion layer, and further bonded to a frame-shaped film material or gas diffusion layer to form a single-wafer MEA. It becomes possible to do.
- the gas diffusion layer is laminated through a series of steps of applying the catalyst solution for forming the first catalyst layer to the electrolyte membrane, coating with a gas diffusion layer before drying, and drying the catalyst layer through the gas diffusion layer. You may.
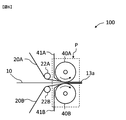
- the membrane / electrode assembly manufacturing apparatus 103 forms a gas diffusion layer with a first catalyst layer on one side of the electrolyte membrane.
- the formation of the first gas diffusion layer with a catalyst layer is carried out as follows.
- the electrolyte membrane 10' is supplied to the catalyst layer forming apparatus 103 in a state of being supported on the support.
- the electrolyte membrane 10'with a support is unwound from the electrolyte membrane supply roll 11 and supplied to the thermocompression bonding portion P.
- the electrolyte membrane 10'supplied to the thermocompression bonding portion P is thermocompression-bonded to the gas diffusion layer with the first catalyst layer by the same liquid application step and thermocompression bonding step as in the first embodiment, and the film and the first catalyst are bonded. It becomes a layered body 16'.
- the membrane / first gas diffusion layer bonded body 16'with a catalyst layer is sent out by a feeding roll 14 with a support attached, and is wound into a roll by a winding roll 17.
- the catalyst layer forming apparatus 104 forms a second catalyst layer on the back surface of the surface on which the gas diffusion layer with the first catalyst layer of the electrolyte membrane is formed.
- the formation of the second catalyst layer is carried out as follows.
- the membrane / first catalyst layer junction 16' is unwound from the supply roll 18, and the support 51 is peeled off from the interface with the electrolyte membrane via the guide rolls 26A and 26B. At this time, the peeled support 51 is wound around the support winding roll 50.
- the membrane from which the support 51 has been peeled off-The gas diffusion layer assembly 16'with the first catalyst layer has a second catalyst layer formed by the catalyst solution coating means 72 and the drying means 74 as in the third embodiment.
- -The electrode assembly is 13d.
- the membrane / electrode assembly 13d is sent out by the sending roll 14, and is wound into a roll by the winding roll 15.
- the gas diffusion layer does not exist on the surface where the second catalyst layer is formed on the electrolyte membrane, but before further joining the gas diffusion layer, it functions by sandwiching a film hollowed out in a frame shape. Can be given.
- the surface on which the second catalyst layer is formed on the electrolyte membrane is cut to a desired size without the gas diffusion layer, and further bonded to a frame-shaped film material or gas diffusion layer to form a single-wafer MEA. It becomes possible to do.
- the gas diffusion layer with a catalyst layer is a Pt-supported carbon catalyst TEC10E50E and "Nafion" (registered trademark) manufactured by Tanaka Kikinzoku Kogyo Co., Ltd. on a gas diffusion layer 28BC manufactured by SGL Co., Ltd., which is a base material.
- electrolyte membranes in Examples 2 to 6 were produced with reference to the production method described in JP-A-2018-60789.
- Example 1 One of a commercially available "Nafion” (registered trademark) membrane, product name NR211 (thickness 25 ⁇ m), which was used as an electrolyte membrane according to the method described in the first embodiment described above using the apparatus having a schematic configuration shown in FIG. The catalyst layer of the gas diffusion layer with the catalyst layer described above was bonded to the surface of.
- Nafion registered trademark
- 100% pure water was applied to the catalyst layer in the form of droplets in an amount of 0.4 ⁇ L per 1 cm 2 using a fan-shaped spray nozzle CBIMV 80055S manufactured by Ikeuchi Co., Ltd.
- thermocompression bonding step a pair of thermal press rolls having a diameter of 250 mm were used, and one of the rolls was a stainless steel roll and the other was a fluorine rubber roll having a hardness of 90 ° (shore A).
- the pressure of the hot press roll was 3.0 MPa.
- the pressure is a measured value using a prescale manufactured by FUJIFILM Corporation.
- the roll surface temperature was 160 ° C., and the heating temperature was measured with a thermocouple provided at the bonding interface and found to be 115 ° C.
- the transport speed of the electrolyte membrane and the gas diffusion layer with the catalyst layer was 4.0 m / min.
- Example 2 Using the apparatus having a schematic configuration shown in FIG. 1, according to the method described in the first embodiment described above, on one surface of a polyetherketone-based polymer electrolyte membrane made of a polymer represented by the following formula (G1). , The catalyst layer of the same gas diffusion layer with a catalyst layer as used in Example 1 described above was bonded.
- thermocompression bonding step a pair of thermal press rolls having a diameter of 250 mm were used, and one of the rolls was a stainless steel roll and the other was a fluorine rubber roll having a hardness of 90 ° (shore A).
- the pressure of the hot press roll was set to 4.8 MPa. The pressure is a measured value using a prescale manufactured by FUJIFILM Corporation.
- the temperature of the roll surface was 160 ° C., and the heating temperature was measured by a thermocouple provided at the bonding interface and found to be 115 ° C.
- the transport speed of the electrolyte membrane and the gas diffusion layer with the catalyst layer was 4.0 m / min.
- the gas diffusion layer with the catalyst layer was not damaged, and the electrolyte membrane was not swollen or wrinkled, and the quality was high.
- Example 3 Using the apparatus having a schematic configuration shown in FIG. 1, according to the method described in the first embodiment described above, on one surface of a polyarylene-based polymer electrolyte membrane made of a polymer represented by the following formula (G2), The catalyst layer of the gas diffusion layer with the catalyst layer described above was bonded.
- Example 4 Using the apparatus having a schematic configuration shown in FIG. 1, a polyether composed of a segment represented by the following formula (G3) and a segment represented by the following formula (G4) according to the method described in the first embodiment described above.
- the catalyst layer of the gas diffusion layer with the catalyst layer described above was bonded to one surface of the sulfone-based polymer electrolyte membrane.
- thermocompression bonding step (In equations (G3) and (G4), p, q and r are integers, p is 170, q is 380, and r is 4.)
- the liquid application step and the thermocompression bonding step were carried out in the same manner as in Example 2.
- the gas diffusion layer with the catalyst layer was not damaged, and the electrolyte membrane was not swollen or wrinkled, and the quality was high.
- Example 5 A membrane-electrode assembly was manufactured according to the method described in the second embodiment described above.
- a catalyst solution was applied to one surface of a polyetherketone-based polymer electrolyte membrane made of a polymer represented by the formula (G1), dried, and the first catalyst was used. A layer was formed.
- a catalyst coating solution consisting of a Pt-supported carbon catalyst TEC10E50E manufactured by Tanaka Kikinzoku Kogyo Co., Ltd. and a "Nafion" (registered trademark) solution was used. Drying at 120 ° C. for 5 minutes gave a catalyst layer having a layer thickness of 5 ⁇ m.
- the gas diffusion layer with the second catalyst layer was placed on the other surface of the polyether ketone polymer electrolyte membrane on which the first catalyst layer was formed.
- the catalyst layer of the gas diffusion layer with a catalyst layer was joined to form a second gas diffusion layer with a catalyst layer.
- a PET film "Lumirror" (registered trademark) film thickness of 75 ⁇ m manufactured by Toray Industries, Inc. was used as the cover film to be laminated on the first catalyst layer surface.
- the same method as in Example 2 was used for the liquid application step and the thermocompression bonding step.
- Example 6 A membrane-electrode assembly was manufactured according to the method described in the third embodiment described above.
- the gas diffusion layer with a catalyst layer described above is first on one surface of a polyetherketone-based polymer electrolyte membrane made of a polymer represented by the formula (G1).
- the catalyst layer was bonded.
- the same method as in Example 2 was used for the liquid application step and the thermocompression bonding step.
- Example 5 using the apparatus having the schematic configuration shown in FIG. 5, the same catalyst solution as in Example 5 was applied to and dried on the other surface of the electrolyte membrane on which the gas diffusion layer with the first catalyst layer was formed. A second catalyst layer was formed.
- the gas diffusion layer with the catalyst layer was not damaged, and the electrolyte membrane was not swollen or wrinkled, and the quality was high.
- Example 7 A membrane-electrode assembly was produced in the same manner as in Example 1 except that the following composite electrolyte membrane was used as the electrolyte membrane. As a result of visual evaluation of the obtained membrane-electrode assembly, the gas diffusion layer with the catalyst layer was not damaged, and the electrolyte membrane was not swollen or wrinkled, and the quality was high.
- ⁇ Composite electrolyte membrane> A composite electrolyte membrane obtained by impregnating a 6 ⁇ m-thick PTFE porous substrate (registered trademark of “Tetra Latex” manufactured by Donaldson) with the following fluorine-based electrolyte solution.
- Example 8 A membrane-electrode assembly was produced in the same manner as in Example 5 except that the following composite electrolyte membrane was used as the electrolyte membrane. As a result of visual evaluation of the obtained membrane-electrode assembly, the gas diffusion layer with the catalyst layer was not damaged, and the electrolyte membrane was not swollen or wrinkled, and the quality was high.
- ⁇ Composite electrolyte membrane> A composite electrolyte membrane obtained by impregnating a 6 ⁇ m-thick PTFE porous substrate (registered trademark of “Tetra Latex” manufactured by Donaldson) with the following hydrocarbon-based electrolyte solution.
- a nonionic fluorine-based surfactant (Neos (Neos (Neos)) is added to 100 parts by mass of an N-methylpyrrolidone (NMP) solution (electrolyte concentration: 13% by mass) in which a polyether ketone polymer electrolyte represented by the formula (G1) is dissolved.
- NMP N-methylpyrrolidone
- G1 polyether ketone polymer electrolyte represented by the formula (G1) is dissolved.
- Example 9 In the manufacturing apparatus of FIG. 1, a membrane-electrode assembly was manufactured in the same manner as in Example 1 except that the nozzle chambers 32A and 32B were not depressurized. As a result of visual evaluation of the obtained membrane-electrode assembly, the gas diffusion layer with the catalyst layer was not damaged, and the electrolyte membrane was not swollen or wrinkled, and the quality was high.
- Example 1 A catalyst layer is bonded to one surface of the electrolyte membrane from the same gas diffusion layer with a catalyst layer as that used in Example 1 above, except that the liquid application step is not performed. As a result of visual evaluation of the obtained membrane-electrode assembly, poor adhesion between the electrolyte membrane and the catalyst layer was observed.
- the membrane-electrode assembly of the present invention can be applied to, for example, a polymer electrolyte fuel cell, a polymer electrolyte membrane water electrolyzer, an electrochemical hydrogen pump, and the like.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Life Sciences & Earth Sciences (AREA)
- Sustainable Development (AREA)
- Sustainable Energy (AREA)
- Materials Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Fuel Cell (AREA)
- Separation Using Semi-Permeable Membranes (AREA)
Abstract
Description
電解質膜に触媒層付きガス拡散層が接合されてなる膜・電極接合体の製造方法であって、接合前の触媒層の表面のみに大気雰囲気下において液体を付与する液体付与工程と、液体が付与された触媒層付きガス拡散層と電解質膜とを熱圧着により接合する熱圧着工程と、を有する膜・電極接合体の製造方法、である。
電解質膜に触媒層付きガス拡散層が接合されてなる膜・電極接合体の製造装置であって、接合前の触媒層の表面に液体を付与する液体付与手段と、液体が付与された触媒層付きガス拡散層と電解質膜とを熱圧着により接合する熱圧着手段と、を有する膜・電極接合体の製造装置、である。
本発明の膜・電極接合体の製造方法及び製造装置に供される電解質膜は、プロトン伝導性を有し、固体高分子形燃料電池、固体高分子電解質膜型水電解装置、電気化学式水素ポンプなどに用いられる電解質膜として作動する限り特に限定されるものではなく、公知または市販のものを使用できる。このような電解質膜としては、高分子電解質膜が好ましく、例えば、パーフルオロスルホン酸からなるフッ素系電解質膜や炭化水素系骨格にプロトン伝導性を付与した炭化水素系ポリマーからなる炭化水素系電解質膜も用いることができる。
複合電解質膜は、高分子電解質と多孔質基材とを複合化したものであり、例えば、多孔質基材に高分子電解質を充填(含浸)することによって得られる。多孔質基材としては、例えば、炭化水素系高分子化合物を主成分とする炭化水素系多孔質基材、フッ素系高分子化合物を主成分とするフッ素系多孔質基材などが挙げられる。
(2)多孔質基材上に高分子電解質溶液を流延塗布する方法、
(3)支持基材上に流延塗布された高分子電解質溶液の上に多孔質基材を貼り合わせて含浸させる方法。
本発明の膜・電極接合体の製造方法及び製造装置に供される触媒層は、固体高分子形燃料電池、固体高分子電解質膜型水電解装置、電気化学式水素ポンプなどに用いられる触媒層として作動する限り特に限定されるものではない。一般的には、カーボン粒子などの導電性粒子と、導電性粒子に担持された白金粒子または白金合金粒子などの触媒粒子と、プロトン伝導性を有するイオノマーなどの電解質成分とからなる多孔質構造を有した触媒層を用いることができる。
本発明の膜・電極接合体の製造方法及び製造装置に供されるガス拡散層は、固体高分子形燃料電池、固体高分子電解質膜型水電解装置、電気化学式水素ポンプなどに用いられるガス拡散層として作動する限り特に限定されるものではない。一般的には、電気抵抗が低く、集電あるいは給電を行うことができ触媒層を形成できるものを用いることができる。ガス拡散層の構成材としては、例えば、炭素質、導電性無機物質が挙げられ、例えば、ポリアクリロニトリルからの焼成体、ピッチからの焼成体、黒鉛及び膨張黒鉛などの炭素材、ステンレススチール、モリブデン、チタンなどが例示される。これらの、形態は特に限定されず、例えば繊維状あるいは粒子状で用いられるが、燃料透過性の点から炭素繊維などの繊維状導電性物質(導電性繊維)が好ましい。導電性繊維を用いたガス拡散層としては、織布あるいは不織布いずれの構造も使用可能である。かかる織布としては、平織、斜文織、朱子織、紋織、綴織など、特に限定されること無く用いられる。また、不織布としては、抄紙法、ニードルパンチ法、スパンボンド法、ウォータージェットパンチ法、メルトブロー法によるものなど特に限定されること無く用いられる。また編物であってもよい。これらの布帛において、特に炭素繊維を用いた場合、耐炎化紡績糸を用いた平織物を炭化あるいは黒鉛化した織布、耐炎化糸をニードルパンチ法やウォータージェットパンチ法などによる不織布加工した後に炭化あるいは黒鉛化した不織布、耐炎化糸あるいは炭化糸あるいは黒鉛化糸を用いた抄紙法によるマット不織布などが好ましく用いられる。特に、薄く強度のある布帛が得られる点から不織布、やクロスを用いるのが好ましい。かかるガス拡散層に用いられる炭素繊維としては、ポリアクリロニトリル(PAN)系炭素繊維、フェノール系炭素繊維、ピッチ系炭素繊維、レーヨン系炭素繊維などがあげられる。こうした炭素繊維として、たとえば、東レ(株)製カーボンペーパーTGPシリーズ、SOシリーズ、E-TEK社製カーボンクロスなどが用いられる。
本発明の膜・電極接合体の製造方法及び製造装置に供される触媒層付きガス拡散層は、前記ガス拡散層に前記触媒層を形成したものである限り限定されるものではない。一般的には、前記ガス拡散層に前記触媒溶液を直接塗布、乾燥したものを用いることができる。または、前記触媒溶液を一度ガス拡散層とは別の仮基材上に塗布、乾燥してシート状に成形したのち、前記ガス拡散層と熱圧着し、前記仮基材を除去したものを用いることができる。
液体付与工程は、接合前の触媒層付きガス拡散層の触媒層表面、すなわち電解質膜との接合面に液体を付与する工程である。液体の付与とは、触媒層付きガス拡散層の触媒層表面に液体が露出した状態で付着している状態を形成することを意味する。液体は実質的に触媒層内部へ浸透させないことが好ましい。液体が触媒層内部へ浸透させないと、触媒層中の電解質成分が溶解するおそれがなく、触媒層の強度が低下せず、熱圧着工程におけるクラック発生を有効に防止することができる。
液体付与工程を経た触媒層付きガス拡散層は、次に電解質膜と熱圧着する熱圧着工程を行う。熱圧着工程とは、触媒層付きガス拡散層と電解質膜を、触媒層付きガス拡散層の液体が付与された面と電解質膜が接触する積層状態で、加熱、挟圧することで、それらを接合する工程である。
本発明の膜・電極接合体の製造方法は、ロール・ツー・ロール方式で行うことが好ましい。すなわち、液体付与工程、熱圧着工程を、ロール・ツー・ロール方式で連続的に行う方式である。
(1)電解質膜に触媒層付きガス拡散層が接合されてなる膜・電極接合体の製造装置であって、接合前の触媒層の表面に液体を付与する液体付与手段と、液体が付与された触媒層付きガス拡散層と電解質膜とを熱圧着により接合する熱圧着手段と、を有する膜・電極接合体の製造装置、
(2)前記液体付与手段は、触媒層の表面に液滴状に前記液体を付与する手段である、(1)に記載の膜・電極接合体の製造装置、
(3)前記液体付与手段がスプレーである、(2)に記載の膜・電極接合体の製造装置。
図1は、本発明の膜・電極接合体製造装置の概略構成を示す側面図である。
第二の実施形態においては、まず図2に示す触媒層形成装置101によって電解質膜の片面に第1の触媒層を形成する。第1の触媒層の形成は次の様に実施される。
第三の実施形態においては、まず図4に示す実施形態に係る膜・電極接合体製造装置103によって電解質膜の片面に第1の触媒層付きガス拡散層を形成する。第1の触媒層付きガス拡散層の形成は次の様に実施される。
図1に示す概略構成の装置を用いて、前述の第一の実施形態に記載の方法に従い、電解質膜として用いた市販の“ナフィオン”(登録商標)膜、品名NR211(膜厚25μm)の一方の面に、前述の触媒層付きガス拡散層の触媒層を接合した。
[実施例2]
図1に示す概略構成の装置を用いて、前述の第一の実施形態に記載の方法に従い、下記式(G1)で表されるポリマーからなるポリエーテルケトン系高分子電解質膜の一方の面に、前述の実施例1で用いたものと同じ触媒層付きガス拡散層の触媒層を接合した。

図1に示す概略構成の装置を用いて、前述の第一の実施形態に記載の方法に従い、下記式(G2)で表されるポリマーからなるポリアリーレン系高分子電解質膜の一方の面に、前述の触媒層付きガス拡散層の触媒層を接合した。

液体付与工程および熱圧着工程は、実施例2と同様に行った。
[実施例4]
図1に示す概略構成の装置を用いて、前述の第一の実施形態に記載の方法に従い、下記式(G3)で表されるセグメントと下記式(G4)で表されるセグメントからなるポリエーテルスルホン系高分子電解質膜の一方の面に、前述の触媒層付きガス拡散層の触媒層を接合した。

液体付与工程および熱圧着工程は、実施例2と同様に行った。
前述の第二の実施形態に記載の方法に従い、膜・電極接合体を製造した。
前述の第三の実施形態に記載の方法に従い、膜・電極接合体を製造した。
電解質膜として下記複合電解質膜を用いること以外は、実施例1と同様にして膜・電極接合体を製造した。得られた膜・電極接合体を目視評価した結果、触媒層付きガス拡散層の破損や、電解質膜の膨潤やシワの発生はなく、高品位であった。
厚みが6μmのPTFE多孔質基材(ドナルドソン社製の“テトラテックス”登録商標)に、下記フッ素系電解質溶液を含浸させた複合電解質膜。
20%“ナフィオン(登録商標)”n-プロパノール溶液100質量部に、エチレングリコールを80質量部添加し、減圧下でn-プロパノールを除去することにより溶媒置換し、“ナフィオン”のエチレングリコール溶液を得た。
電解質膜として下記の複合電解質膜を用いること以外は、実施例5と同様にして膜・電極接合体を製造した。得られた膜・電極接合体を目視評価した結果、触媒層付きガス拡散層の破損や、電解質膜の膨潤やシワの発生はなく、高品位であった。
厚みが6μmのPTFE多孔質基材(ドナルドソン社製の“テトラテックス”登録商標)に、下記の炭化水素系電解質溶液を含浸させた複合電解質膜。
前記式(G1)で表されるポリエーテルケトン系高分子電解質を溶解したN-メチルピロリドン(NMP)溶液(電解質濃度13質量%)の100質量部に、ノニオン性フッ素系界面活性剤(ネオス(株)製のポリオキシエチレンエーテル系界面活性剤“フタージェント”(登録商標)FTX-218)0.26質量部を溶解して調製した。
図1の製造装置において、ノズルチャンバー32Aおよび32Bを減圧しないこと以外は、実施例1と同様にして膜・電極接合体を製造した。得られた膜・電極接合体を目視評価した結果、触媒層付きガス拡散層の破損や、電解質膜の膨潤やシワの発生はなく、高品位であった。
液体付与工程を実施しない以外は、実施例2と同様にして、電解質膜の一方の面に、前述の実施例1で用いたものと同じ触媒層付きガス拡散層から触媒層を接合し、得られた膜・電極接合体を目視評価した結果、電解質膜と触媒層の密着不良が見られた。
101、104:触媒層形成装置
10、10’:電解質膜
11、18:電解質膜供給ロール
13a、13b、13c、13d:膜・電極接合体
14:送り出しロール
15、17:巻取ロール
16:膜・第1の触媒層接合体
16’:膜・第1の触媒層付きガス拡散層接合体
12、22A、22B、26A、26B、27A、27B:ガイドロール
20A、20B:触媒層付きガス拡散層
21A、21B:触媒層付きガス拡散層供給ロール
30A、30B:スプレーノズル
31A、31B、73:バックアップロール
32A、32B:ノズルチャンバー
33A、33B:バルブ
34A、34B:減圧タンク
40A、40B:熱プレスロール
41A、41B:遮熱板
50:支持体巻取ロール
51:支持体
60:カバーフィルム供給ロール
70:触媒溶液タンク
71:触媒溶液送液ポンプ
72:塗布手段
74:乾燥手段
P:熱圧着部
S:空間
Claims (15)
- 電解質膜に触媒層付きガス拡散層が接合されてなる膜・電極接合体の製造方法であって、
接合前の触媒層の表面のみに大気雰囲気下において液体を付与する液体付与工程と、
液体が付与された触媒層付きガス拡散層と電解質膜とを熱圧着により接合する熱圧着工程と、
を有する膜・電極接合体の製造方法。 - 前記液体付与工程において付与する液体が水を含む液体である請求項1に記載の膜・電極接合体の製造方法。
- 前記水を含む液体における水の含有割合が90質量%以上、100質量%以下である請求項2に記載の膜・電極接合体の製造方法。
- 前記液体付与工程において付与する液体が純水である請求項3に記載の膜・電極接合体の製造方法。
- 前記液体付与工程において、触媒層付きガス拡散層の触媒層表面に液滴状に前記液体を付与する請求項1~4のいずれかに記載の膜・電極接合体の製造方法。
- 前記液体付与工程において、前記液体をスプレーによって付与する請求項5に記載の膜・電極接合体の製造方法。
- 前記液体付与工程において、前記熱圧着工程における前記液体の量が前記触媒層の表面1cm2辺り0.1μL以上5μL以下である請求項1~6のいずれかに記載の膜・電極接合体の製造方法。
- 前記電解質膜として炭化水素系電解質膜を用いる請求項1~7のいずれかに記載の膜・電極接合体の製造方法。
- 前記電解質膜の表面に、請求項1~8のいずれかに記載の方法により触媒層付きガス拡散層を接合することを含む膜・電極接合体の製造方法。
- 電解質膜の一方の面に触媒溶液を塗布・乾燥して第1の触媒層を形成する工程と、
前記電解質膜の他方の面に、請求項1~9のいずれかに記載の方法により触媒層付きガス拡散層を接合して第2の触媒層を形成する工程と、
を有する膜・電極接合体の製造方法。 - 前記第1の触媒層をカバーフィルムで被覆する工程を更に有し、かつ前記第2の触媒層を形成する工程を、第1の触媒層がカバーフィルムで被覆された状態で行う請求項10に記載の膜・電極接合体の製造方法。
- 電解質膜の一方の面に触媒溶液を塗布して第1の触媒層を形成する工程と、
前記第1の触媒層が乾燥する前にガス拡散層で被覆する工程と、
前記ガス拡散層を通して触媒層を乾燥する工程と、
前記電解質膜の他方の面に、請求項1~10のいずれかに記載の方法により触媒層付きガス拡散層を接合して第2の触媒層を形成する工程と、
を有する膜・電極接合体の製造方法。 - 電解質膜に触媒層付きガス拡散層が接合されてなる膜・電極接合体の製造装置であって、
接合前の触媒層の表面に液体を付与する液体付与手段と、
液体が付与された触媒層付きガス拡散層と電解質膜とを熱圧着により接合する熱圧着手段と、
を有する膜・電極接合体の製造装置。 - 前記液体付与手段は、触媒層の表面に液滴状に前記液体を付与する手段である請求項13に記載の膜・電極接合体の製造装置。
- 前記液体付与手段がスプレーである、請求項14に記載の膜・電極接合体の製造装置。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/785,183 US12062824B2 (en) | 2019-12-23 | 2020-12-21 | Method and apparatus for producing membrane electrode assembly |
| CN202080085975.2A CN114788057A (zh) | 2019-12-23 | 2020-12-21 | 膜·电极接合体的制造方法、及制造装置 |
| AU2020413172A AU2020413172A1 (en) | 2019-12-23 | 2020-12-21 | Method and apparatus for producing membrane electrode assembly |
| JP2021512599A JPWO2021132138A1 (ja) | 2019-12-23 | 2020-12-21 | |
| EP20907638.9A EP4084159A1 (en) | 2019-12-23 | 2020-12-21 | Method and apparatus for producing membrane electrode assembly |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019231592 | 2019-12-23 | ||
| JP2019-231592 | 2019-12-23 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021132138A1 true WO2021132138A1 (ja) | 2021-07-01 |
Family
ID=76574753
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/047642 WO2021132138A1 (ja) | 2019-12-23 | 2020-12-21 | 膜・電極接合体の製造方法、及び製造装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US12062824B2 (ja) |
| EP (1) | EP4084159A1 (ja) |
| JP (1) | JPWO2021132138A1 (ja) |
| CN (1) | CN114788057A (ja) |
| AU (1) | AU2020413172A1 (ja) |
| WO (1) | WO2021132138A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024048586A1 (ja) * | 2022-08-30 | 2024-03-07 | Toppanホールディングス株式会社 | 水電解槽用膜電極接合体 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116936828B (zh) * | 2023-07-19 | 2024-04-30 | 浙江海盐力源环保科技股份有限公司 | 一种高效的燃料电池膜电极涂覆装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004253267A (ja) * | 2003-02-20 | 2004-09-09 | Jsr Corp | 電解膜−電極基板複合体の製造方法 |
| JP2005158518A (ja) * | 2003-11-26 | 2005-06-16 | Jsr Corp | 電解質膜と電極の接合体の製造方法 |
| JP2005222894A (ja) * | 2004-02-09 | 2005-08-18 | Aisin Seiki Co Ltd | 膜電極接合体の製造方法 |
| JP4240272B2 (ja) | 2002-05-14 | 2009-03-18 | トヨタ自動車株式会社 | 膜触媒層接合体の製造方法 |
| JP2009140652A (ja) | 2007-12-04 | 2009-06-25 | Toyota Motor Corp | 膜・電極接合体の製造方法 |
| JP2013069535A (ja) | 2011-09-22 | 2013-04-18 | Nitto Denko Corp | 高分子電解質型燃料電池用膜電極接合体の製造方法 |
| JP2018060789A (ja) | 2016-09-30 | 2018-04-12 | 東レ株式会社 | 高分子電解質組成物ならびにそれを用いた高分子電解質膜、触媒層付き電解質膜、膜電極複合体、固体高分子形燃料電池、電気化学式水素ポンプおよび水電解式水素発生装置 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6586336B2 (ja) * | 2015-09-28 | 2019-10-02 | 株式会社Screenホールディングス | 接続方法、塗工方法、接続装置および塗工装置 |
| JP6751555B2 (ja) * | 2015-09-28 | 2020-09-09 | 株式会社Screenホールディングス | 膜・触媒層接合体の製造方法および製造装置 |
| GB201914335D0 (en) * | 2019-10-04 | 2019-11-20 | Johnson Matthey Fuel Cells Ltd | Membrane electrode assembly |
-
2020
- 2020-12-21 JP JP2021512599A patent/JPWO2021132138A1/ja active Pending
- 2020-12-21 WO PCT/JP2020/047642 patent/WO2021132138A1/ja unknown
- 2020-12-21 US US17/785,183 patent/US12062824B2/en active Active
- 2020-12-21 CN CN202080085975.2A patent/CN114788057A/zh active Pending
- 2020-12-21 EP EP20907638.9A patent/EP4084159A1/en active Pending
- 2020-12-21 AU AU2020413172A patent/AU2020413172A1/en active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4240272B2 (ja) | 2002-05-14 | 2009-03-18 | トヨタ自動車株式会社 | 膜触媒層接合体の製造方法 |
| JP2004253267A (ja) * | 2003-02-20 | 2004-09-09 | Jsr Corp | 電解膜−電極基板複合体の製造方法 |
| JP2005158518A (ja) * | 2003-11-26 | 2005-06-16 | Jsr Corp | 電解質膜と電極の接合体の製造方法 |
| JP2005222894A (ja) * | 2004-02-09 | 2005-08-18 | Aisin Seiki Co Ltd | 膜電極接合体の製造方法 |
| JP2009140652A (ja) | 2007-12-04 | 2009-06-25 | Toyota Motor Corp | 膜・電極接合体の製造方法 |
| JP2013069535A (ja) | 2011-09-22 | 2013-04-18 | Nitto Denko Corp | 高分子電解質型燃料電池用膜電極接合体の製造方法 |
| JP2018060789A (ja) | 2016-09-30 | 2018-04-12 | 東レ株式会社 | 高分子電解質組成物ならびにそれを用いた高分子電解質膜、触媒層付き電解質膜、膜電極複合体、固体高分子形燃料電池、電気化学式水素ポンプおよび水電解式水素発生装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4084159A1 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024048586A1 (ja) * | 2022-08-30 | 2024-03-07 | Toppanホールディングス株式会社 | 水電解槽用膜電極接合体 |
Also Published As
| Publication number | Publication date |
|---|---|
| AU2020413172A1 (en) | 2022-08-11 |
| JPWO2021132138A1 (ja) | 2021-07-01 |
| US12062824B2 (en) | 2024-08-13 |
| EP4084159A1 (en) | 2022-11-02 |
| US20230027116A1 (en) | 2023-01-26 |
| CN114788057A (zh) | 2022-07-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5196717B2 (ja) | 触媒層転写シート、触媒層−電解質膜積層体の製造方法、電極−電解質膜接合体の製造方法、および燃料電池の製造方法 | |
| JP6529982B2 (ja) | 触媒コーティング型の膜シールアセンブリを製造する方法 | |
| KR20090116828A (ko) | 막전극 접합체의 제조 방법, 막전극 접합체, 막전극 접합체의 제조 장치, 및 연료 전지 | |
| WO2021132138A1 (ja) | 膜・電極接合体の製造方法、及び製造装置 | |
| WO2007136135A1 (ja) | 燃料電池用電極及び燃料電池用電極の製造方法、膜-電極接合体及び膜-電極接合体の製造方法、並びに固体高分子型燃料電池 | |
| JP5401751B2 (ja) | 転写シート、触媒層−電解質膜積層体、電極−電解質膜接合体及びこれらの製造方法 | |
| CA2640961A1 (en) | Method of making membrane electrode assemblies | |
| WO2021132137A1 (ja) | 膜・触媒接合体の製造方法、及び製造装置 | |
| JP5402662B2 (ja) | 膜電極接合体及び膜電極接合体の製造方法 | |
| JP2016076366A (ja) | 燃料電池膜−電極接合体の製造方法及び膜−電極接合体 | |
| JP7110961B2 (ja) | 燃料電池用膜電極ガス拡散層接合体の製造方法 | |
| KR102295995B1 (ko) | 막·촉매 접합체의 제조 방법, 및 제조 장치 | |
| JP2008166117A (ja) | 燃料電池用膜・電極接合体の製造方法 | |
| JP2010062062A (ja) | 膜電極接合体の製造方法、膜電極接合体、固体高分子型燃料電池 | |
| JP2010010036A (ja) | 膜・電極接合体の製造方法 | |
| JP2010282934A (ja) | 燃料電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2021512599 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20907638 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020907638 Country of ref document: EP Effective date: 20220725 |
|
| ENP | Entry into the national phase |
Ref document number: 2020413172 Country of ref document: AU Date of ref document: 20201221 Kind code of ref document: A |