WO2021090642A1 - 熱延鋼板およびその製造方法 - Google Patents
熱延鋼板およびその製造方法 Download PDFInfo
- Publication number
- WO2021090642A1 WO2021090642A1 PCT/JP2020/038468 JP2020038468W WO2021090642A1 WO 2021090642 A1 WO2021090642 A1 WO 2021090642A1 JP 2020038468 W JP2020038468 W JP 2020038468W WO 2021090642 A1 WO2021090642 A1 WO 2021090642A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- hot
- less
- steel sheet
- rolled steel
- rolling
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 116
- 239000010959 steel Substances 0.000 title claims abstract description 116
- 238000004519 manufacturing process Methods 0.000 title claims description 22
- 229910001563 bainite Inorganic materials 0.000 claims abstract description 45
- 239000000203 mixture Substances 0.000 claims abstract description 24
- 229910000859 α-Fe Inorganic materials 0.000 claims abstract description 23
- 239000000126 substance Substances 0.000 claims abstract description 19
- 229910052751 metal Inorganic materials 0.000 claims abstract description 17
- 239000002184 metal Substances 0.000 claims abstract description 17
- 238000005096 rolling process Methods 0.000 claims description 80
- 229910001566 austenite Inorganic materials 0.000 claims description 59
- 238000001816 cooling Methods 0.000 claims description 38
- 230000009467 reduction Effects 0.000 claims description 32
- 238000000034 method Methods 0.000 claims description 22
- 239000002245 particle Substances 0.000 claims description 20
- 238000010438 heat treatment Methods 0.000 claims description 15
- 238000005098 hot rolling Methods 0.000 claims description 15
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 8
- 238000004804 winding Methods 0.000 claims description 7
- 239000012535 impurity Substances 0.000 claims description 5
- 229910052726 zirconium Inorganic materials 0.000 claims description 5
- 229910052742 iron Inorganic materials 0.000 claims description 2
- 239000013078 crystal Substances 0.000 abstract description 23
- 229910000734 martensite Inorganic materials 0.000 description 36
- 230000000694 effects Effects 0.000 description 23
- 230000000717 retained effect Effects 0.000 description 19
- 230000009471 action Effects 0.000 description 16
- 238000004080 punching Methods 0.000 description 15
- 229910001567 cementite Inorganic materials 0.000 description 13
- KSOKAHYVTMZFBJ-UHFFFAOYSA-N iron;methane Chemical compound C.[Fe].[Fe].[Fe] KSOKAHYVTMZFBJ-UHFFFAOYSA-N 0.000 description 13
- 238000007747 plating Methods 0.000 description 12
- 238000001887 electron backscatter diffraction Methods 0.000 description 11
- 229910001562 pearlite Inorganic materials 0.000 description 11
- 238000012360 testing method Methods 0.000 description 9
- 238000005259 measurement Methods 0.000 description 8
- 230000015572 biosynthetic process Effects 0.000 description 7
- 239000010410 layer Substances 0.000 description 7
- 229910001568 polygonal ferrite Inorganic materials 0.000 description 7
- 229910052761 rare earth metal Inorganic materials 0.000 description 7
- 238000004458 analytical method Methods 0.000 description 6
- 229920006395 saturated elastomer Polymers 0.000 description 6
- 239000011575 calcium Substances 0.000 description 5
- 239000011777 magnesium Substances 0.000 description 5
- 239000006104 solid solution Substances 0.000 description 5
- 150000001247 metal acetylides Chemical class 0.000 description 4
- 238000005728 strengthening Methods 0.000 description 4
- 238000009863 impact test Methods 0.000 description 3
- 230000006872 improvement Effects 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 150000004767 nitrides Chemical class 0.000 description 3
- 238000005498 polishing Methods 0.000 description 3
- 239000002244 precipitate Substances 0.000 description 3
- 238000001556 precipitation Methods 0.000 description 3
- 239000002344 surface layer Substances 0.000 description 3
- 239000013585 weight reducing agent Substances 0.000 description 3
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- 230000002411 adverse Effects 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000011109 contamination Methods 0.000 description 2
- 238000009749 continuous casting Methods 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000010894 electron beam technology Methods 0.000 description 2
- 238000009713 electroplating Methods 0.000 description 2
- 238000005530 etching Methods 0.000 description 2
- 238000005246 galvanizing Methods 0.000 description 2
- 238000002354 inductively-coupled plasma atomic emission spectroscopy Methods 0.000 description 2
- 229910052747 lanthanoid Inorganic materials 0.000 description 2
- 150000002602 lanthanoids Chemical class 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 238000005070 sampling Methods 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 238000003892 spreading Methods 0.000 description 2
- 238000009864 tensile test Methods 0.000 description 2
- 238000010998 test method Methods 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 229910018134 Al-Mg Inorganic materials 0.000 description 1
- 229910021365 Al-Mg-Si alloy Inorganic materials 0.000 description 1
- 229910018467 Al—Mg Inorganic materials 0.000 description 1
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- 229910001122 Mischmetal Inorganic materials 0.000 description 1
- 229910000990 Ni alloy Inorganic materials 0.000 description 1
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 238000007545 Vickers hardness test Methods 0.000 description 1
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 1
- 229910007570 Zn-Al Inorganic materials 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 239000012670 alkaline solution Substances 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 239000008119 colloidal silica Substances 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 238000000386 microscopy Methods 0.000 description 1
- 239000003595 mist Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 230000003954 pattern orientation Effects 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- OXNIZHLAWKMVMX-UHFFFAOYSA-N picric acid Chemical compound OC1=C([N+]([O-])=O)C=C([N+]([O-])=O)C=C1[N+]([O-])=O OXNIZHLAWKMVMX-UHFFFAOYSA-N 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000001953 recrystallisation Methods 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 229910052706 scandium Inorganic materials 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 238000004611 spectroscopical analysis Methods 0.000 description 1
- 239000012798 spherical particle Substances 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 239000002436 steel type Substances 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B3/00—Rolling materials of special alloys so far as the composition of the alloy requires or permits special rolling methods or sequences ; Rolling of aluminium, copper, zinc or other non-ferrous metals
- B21B3/02—Rolling special iron alloys, e.g. stainless steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/74—Temperature control, e.g. by cooling or heating the rolls or the product
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/19—Hardening; Quenching with or without subsequent tempering by interrupted quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/001—Heat treatment of ferrous alloys containing Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/002—Heat treatment of ferrous alloys containing Cr
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/007—Heat treatment of ferrous alloys containing Co
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/021—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips involving a particular fabrication or treatment of ingot or slab
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/52—Ferrous alloys, e.g. steel alloys containing chromium with nickel with cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/02—Hardening articles or materials formed by forging or rolling, with no further heating beyond that required for the formation
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
Definitions
- the present invention relates to a hot-rolled steel sheet and a method for producing the same. Specifically, the present invention relates to a hot-rolled steel sheet having high strength and excellent ductility, perforation property and toughness, and a method for producing the same.
- the present application claims priority based on Japanese Patent Application No. 2019-201427 filed in Japan on November 6, 2019, the contents of which are incorporated herein by reference.
- a steel sheet having both high strength and excellent moldability is strongly desired.
- the moldability a steel sheet having excellent ductility and hole expanding property is particularly desired.
- the steel plate applied to the automobile body is also required to have excellent toughness in order to sufficiently absorb the impact at the time of a collision.
- the bainite fraction is 80% or more, and the average particle size r (nm) of the precipitate is expressed by the formula (r ⁇ 207 ⁇ (27.4 ⁇ (V) + 23.5 ⁇ (Nb) + 31). .4 ⁇ (Ti) + 17.6 ⁇ (Mo) + 25.5 ⁇ (Zr) + 23.5 ⁇ (W)) is satisfied, and the average particle size r and the precipitate fraction f are given by the formula (r / f ⁇ 12000). ), A high-strength hot-rolled steel sheet having excellent fatigue characteristics and stretch flangeability is disclosed.
- the steel structure at a depth of 1/4 of the thickness from the surface of the steel sheet is, in area%, bainite: 60% or more, polygonal ferrite: 5% or more and less than 30%, retained austenite: less than 3%.
- V ⁇ s> 1.5V ⁇ q where V ⁇ s is the area ratio (%) of polygonal ferrite at a depth of 100 ⁇ m from the surface of the steel sheet, and V ⁇ q is the polygonal at a depth of 1/4 of the plate thickness from the surface of the steel sheet.
- a hot-rolled steel sheet characterized by satisfying (the area ratio of ferrite) is disclosed.
- Patent Documents 1 and 2 toughness is not considered.
- the present inventors have found that it is necessary not only to improve ductility and hole-expandability but also to secure toughness in order to achieve both weight reduction of the vehicle body and collision characteristics.
- the present invention has been made in view of the above problems, and an object of the present invention is to provide a hot-rolled steel sheet having high strength and excellent ductility, hole-expanding property and toughness, and a method for producing the same.
- the steel plate applied to the automobile body may be required to have excellent punching characteristics in addition to the above-mentioned characteristics. Therefore, it is an object of the present invention to preferably provide a hot-rolled steel sheet having excellent punching characteristics in addition to the above-mentioned characteristics and a method for producing the same.
- the gist of the present invention made based on the above findings is as follows.
- (1) The hot-rolled steel sheet according to one aspect of the present invention has a chemical composition of mass%. C: 0.030 to 0.200%, Si: 0.05-2.50%, Mn: 1.00 to 4.00%, sol.
- the metal structure is% of the area, Bainite: 80.0% or more, Ferrite: 10.0% or less, Remaining tissue: 10.0% or less, In said bainite, ⁇ 110> direction as an axis, the sum of the density of the grain
- the hot-rolled steel sheet according to (1) above has a chemical composition of mass%. Nb: 0.005 to 0.200%, B: 0.001 to 0.010%, V: 0.005 to 1.00%, Mo: 0.005 to 1.00%, Cu: 0.005 to 1.00%, W: 0.005 to 1.00%, Cr: 0.005 to 1.00%, Ni: 0.005 to 1.00%, Co: 0.005 to 1.00%, Ca: 0.0005-0.010%, Mg: 0.0005-0.010%, REM: 0.0005 to 0.010%, and Zr: 0.0005 to 0.010% It may contain one or more of the group consisting of. (3) The hot-rolled steel sheet according to (1) or (2) above has the above-mentioned metal structure.
- the average particle size of the old austenite grains is 10 to 30 ⁇ m.
- the ratio l d / S d of the major axis l d and the minor axis S d of the old austenite grains may be 2.0 or less.
- the method for producing a hot-rolled steel sheet according to another aspect of the present invention is A heating step of holding the slab having the chemical composition described in (1) above at a heating temperature of 1200 ° C. or higher for 1.0 hour or longer, A hot rolling process in which rough rolling is performed so that the rough rolling completion temperature is 1000 ° C. or higher and the total rolling reduction ratio exceeds 65%, and finish rolling is performed so that the finish rolling completion temperature is 860 to 980 ° C.
- the method for manufacturing a hot-rolled steel sheet according to (4) above is as follows.
- the total rolling reduction in the rough rolling is 70% or more.
- the finish rolling may be performed so that the rolling reduction of all three steps after the finish rolling is less than 25%.
- the hot-rolled steel sheet according to this embodiment has a mass% of C: 0.030 to 0.200%, Si: 0.05 to 2.50%, Mn: 1.00 to 4.00%, sol. .. Al: 0.001 to 2.000%, Ti: 0.030 to 0.200%, P: 0.020% or less, S: 0.020% or less, N: 0.010% or less, and the balance: Contains Fe and impurities.
- C 0.030 to 0.200%
- Si 0.05 to 2.50%
- Mn 1.00 to 4.00%
- sol. .. Al 0.001 to 2.000%
- Ti 0.030 to 0.200%
- P 0.020% or less
- S 0.020% or less
- N 0.010% or less
- C 0.030 to 0.200%
- C is an element that promotes the formation of bainite by improving the strength of the hot-rolled steel sheet and improving the hardenability.
- the C content is set to 0.030% or more.
- the C content is 0.040% or more.
- the C content is set to 0.200% or less.
- the C content is preferably 0.180% or less.
- Si 0.05-2.50%
- Si is an element that contributes to solid solution strengthening and is an element that contributes to improving the strength of hot-rolled steel sheets. Further, Si has an action of making the steel sound by deoxidation (suppressing the occurrence of defects such as blow holes in the steel). If the Si content is less than 0.05%, the effect of the above action cannot be obtained. Therefore, the Si content is set to 0.05% or more.
- the Si content is preferably 0.50% or more, more preferably 1.00% or more.
- Si is an element that promotes the formation of a mixture (MA) of hard martensite (hereinafter, when simply referred to as martensite, it means fresh martensite) and retained austenite. When the Si content exceeds 2.50%, MA is generated and the hole expanding property of the hot-rolled steel sheet is lowered. Therefore, the Si content is 2.50% or less.
- the Si content is preferably 2.30% or less, more preferably 2.00% or less.
- Mn 1.00 to 4.00% Mn dissolves in the steel and contributes to the increase in the strength of the hot-rolled steel sheet, and promotes the formation of bainite by improving the hardenability, thereby improving the hole-expanding property of the hot-rolled steel sheet.
- the Mn content is set to 1.00% or more.
- the Mn content is 1.30% or more.
- the Mn content is set to 4.00% or less.
- the Mn content is 3.50% or less.
- sol. Al 0.001 to 2.000% Like Si, Al has an action of deoxidizing the steel to make the steel sound. sol. If the Al content is less than 0.001%, the effect of the above action cannot be obtained. Therefore, sol. The Al content is 0.001% or more. sol. The Al content is preferably 0.010% or more. On the other hand, sol. If the Al content exceeds 2.000%, an increase in oxide-based inclusions is caused, and the hole expanding property of the hot-rolled steel sheet is lowered. Therefore, sol. The Al content is 2.000% or less. sol. The Al content is preferably 1.500% or less, more preferably 1.300% or less. In this embodiment, sol. Al means acid-soluble Al, and indicates solid solution Al existing in steel in a solid solution state.
- Ti 0.030 to 0.200% Ti is precipitated as carbide or nitride in steel, and has an action of finening the metal structure by a pinning effect and improving the strength of the hot-rolled steel sheet. If the Ti content is less than 0.030%, the effect of the above action cannot be obtained. Therefore, the Ti content is set to 0.030% or more.
- the Ti content is preferably 0.050% or more, more preferably 0.080% or more.
- the Ti content is set to 0.200% or less.
- the Ti content is preferably 0.170% or less, more preferably 0.150% or less.
- P 0.020% or less
- P is an element that dissolves in steel and contributes to increasing the strength of hot-rolled steel sheet.
- P is also an element that segregates at the grain boundaries, particularly the former austenite grain boundaries, and promotes the grain boundary fracture due to the grain boundary segregation, thereby causing a decrease in the workability of the hot-rolled steel sheet.
- the P content is preferably as low as possible, but a P content of up to 0.020% is acceptable. Therefore, the P content is set to 0.020% or less. Preferably, the P content is 0.015% or less.
- the P content is preferably 0%, but if it is reduced to less than 0.0001%, the production cost increases, so the P content may be 0.0001% or more.
- S 0.020% or less
- S is an element that adversely affects weldability and manufacturability during casting and hot rolling.
- S combines with Mn to form coarse MnS. This MnS deteriorates the bendability and hole widening property of the hot-rolled steel sheet, and promotes the occurrence of delayed fracture.
- the S content is preferably as low as possible, but the content of S up to 0.020% is acceptable. Therefore, the S content is set to 0.020% or less.
- the S content is 0.015% or less.
- the S content is preferably 0%, but if it is reduced to less than 0.0001%, the manufacturing cost increases and it is economically disadvantageous. Therefore, the S content may be 0.0001% or more.
- N 0.010% or less
- N is an element that forms a coarse nitride in steel. This nitride deteriorates the bendability and hole expansion property of the hot-rolled steel sheet. Therefore, the N content is set to 0.010% or less. Preferably, the N content is 0.008% or less. Since reducing the N content to less than 0.0001% causes a significant increase in manufacturing cost, the N content may be 0.0001% or more.
- the rest of the chemical composition of the hot-rolled steel sheet according to this embodiment consists of Fe and impurities.
- the impurities mean those mixed from ore as a raw material, scrap, manufacturing environment, etc., and / or those permitted within a range that does not adversely affect the hot-rolled steel sheet according to the present embodiment. To do.
- the hot-rolled steel sheet according to this embodiment may contain the following elements as optional elements in addition to a part of Fe.
- the lower limit of the content when the following optional elements are not contained is 0%.
- each arbitrary element will be described in detail.
- Nb 0 to 0.200%
- Nb is an element that forms carbides during hot rolling and contributes to improving the strength of hot-rolled steel sheets by precipitation strengthening.
- the Nb content is preferably 0.005% or more.
- the Nb content is set to 0.200% or less.
- B 0 to 0.010%
- B is an element that segregates at the grain boundaries of the former austenite, suppresses the formation and growth of ferrite, and contributes to the improvement of the strength and hole expansion property of the hot-rolled steel sheet.
- the B content is preferably 0.001% or more.
- the B content is set to 0.010% or less.
- V 0 to 1.00%
- V is an element that forms a carbonitride during hot rolling and contributes to the improvement of the strength of the hot-rolled steel sheet by precipitation strengthening.
- the V content is preferably 0.005% or more.
- the V content is set to 1.00% or less.
- Mo 0 to 1.00%
- Mo is an element that promotes the formation of bainite by improving the hardenability of steel and contributes to the improvement of the strength and hole expansion of hot-rolled steel sheets.
- the Mo content is preferably 0.005% or more.
- the Mo content is set to 1.00% or less.
- Cu 0 to 1.00%
- Cu is an element that is effective in ensuring the strength of the hot-rolled steel sheet in a stable manner. Therefore, Cu may be contained. However, even if it is contained in an amount exceeding 1.00%, the effect of the above action is likely to be saturated and may be economically disadvantageous. Therefore, the Cu content is set to 1.00% or less.
- the Cu content is preferably 0.80% or less, more preferably 0.50% or less.
- the Cu content is preferably 0.005% or more in order to obtain the effect of the above action more reliably.
- W 0 to 1.00% W is an element that is effective in improving the strength of hot-rolled steel sheets by solid or precipitation. However, even if it is contained in an amount exceeding 1.00%, the effect of the above action is likely to be saturated and may be economically disadvantageous. Therefore, the W content is set to 1.00% or less. It is preferably 0.80% or less, more preferably 0.50% or less. The W content is preferably 0.005% or more in order to obtain the effect of the above action more reliably.
- Cr 0 to 1.00% Cr is an element that is effective in improving the hardenability and the strength of the hot-rolled steel sheet. However, even if it is contained in an amount exceeding 1.00%, the effect of the above action is likely to be saturated and may be economically disadvantageous. Therefore, the Cr content is set to 1.00% or less. It is preferably 0.80% or less, more preferably 0.50% or less. The Cr content is preferably 0.005% or more in order to obtain the effect of the above action more reliably.
- Ni 0 to 1.00%
- Ni is an element that is effective in improving the hardenability and the strength of hot-rolled steel sheets. However, if it is contained in excess of 1.00%, the hardenability is excessively increased and the martensite structure fraction is increased, which may deteriorate the hole expanding property of the hot-rolled steel sheet. Therefore, the Ni content is set to 1.00% or less. It is preferably 0.80% or less, more preferably 0.50% or less. The Ni content is preferably 0.005% or more in order to obtain the effect of the above action more reliably.
- Co 0 to 1.00%
- Co is an element that is effective in improving the strength of hot-rolled steel sheets by strengthening the solid solution. However, even if it is contained in an amount exceeding 1.00%, the effect of the above action is likely to be saturated and may be economically disadvantageous. Therefore, the Co content is set to 1.00% or less. It is preferably 0.80% or less, more preferably 0.50% or less. The Co content is preferably 0.005% or more in order to obtain the effect of the above action more reliably.
- Ca 0 to 0.010% Mg: 0 to 0.010% REM: 0 to 0.010% Zr: 0 to 0.010%
- Ca (calcium), Mg (magnesium), REM (rare earth element), and Zr (zirconium) are all elements that contribute to inclusion control, especially fine dispersion of inclusions, and enhance the toughness of hot-rolled steel sheets. Is. Therefore, these elements may be contained. However, if each of the elements is contained in an amount of more than 0.010%, deterioration of the surface texture may become apparent. Therefore, the content of each of these elements is 0.010% or less. The content of each of these elements is preferably 0.005% or less, more preferably 0.003% or less, respectively. In order to obtain the effect of the above action more reliably, it is preferable that each element is 0.0005% or more.
- REM refers to a total of 17 elements composed of Sc, Y and lanthanoid, and the content of REM refers to the total content of these elements.
- lanthanoids they are industrially added in the form of misch metal.
- the chemical composition of the hot-rolled steel sheet may be measured by a general analysis method.
- ICP-AES Inductively Coupled Plasma-Atomic Emission Spectrometry
- OES emission spectroscopic analysis
- C and S may be measured by using the combustion-infrared absorption method
- N may be measured by using the inert gas melting-thermal conductivity method.
- the hot-rolled steel plate according to the present embodiment has a metal structure having an area% of bainite: 80.0% or more, ferrite: 10.0% or less, and a residual structure of 10.0% or less. ⁇ 110> direction as an axis, the sum of 0.35 to 0 of the density of the grain boundaries of the length L 68 length L 7 and misorientation of the grain boundary misorientation is 7 ° is 68 °. It is 60 ⁇ m / ⁇ m 2 .
- an average particle diameter of the prior austenite grain is 10 ⁇ 30 [mu] m
- the ratio of the major axis l d and the short axis S d of the prior austenite grain l d / S d may be 2.0 or less.
- the metal structure is defined as a cross section parallel to the rolling direction, a depth of 1/4 of the plate thickness from the surface, and a metal structure at the center position in the plate width direction. The reason is that the metallographic structure at this position represents a typical metallographic structure of the steel sheet.
- Bainite 80.0% or more Bainite means a structure having a lath-shaped bainite ferrite and a structure having Fe-based carbides between and / or inside the bainite ferrite. Unlike polygonal ferrite, bainitic ferrite has a lath-like shape and has a relatively high dislocation density inside, so it can be easily distinguished from other structures using SEM or TEM.
- the area ratio of bainite is set to 80.0% or more. It is preferably 85.0% or more, and more preferably 90.0% or more.
- Ferrite 10.0% or less Ferrite is polygonal ferrite, and bainitic ferrite is not included in ferrite. If the area ratio of ferrite exceeds 10.0%, the desired tensile strength cannot be obtained. Therefore, the area ratio of ferrite is set to 10.0% or less. It is preferably 5.0% or less. From the viewpoint of ensuring ductility, the area ratio of ferrite may be 1.0% or more.
- Residual tissue (cementite, pearlite, martensite, tempered martensite and retained austenite): 10.0% or less in total Cementite, pearlite, martensite, tempered martensite and retained austenite are all origins of voids during deformation. It is a structure that deteriorates the hole expandability of hot-rolled steel sheets. If the total area ratio of these residual tissues exceeds 10.0%, the desired ductility and perforation property cannot be obtained. Therefore, the area ratio of the residual tissue (cementite, pearlite, martensite, tempered martensite and retained austenite) shall be 10.0% or less. It is preferably 5.0% or less.
- the area ratio of the remaining structure is 5. It is preferably 0.0% or less. More preferably, it is 3.0% or less.
- a test piece is taken from the hot-rolled steel sheet so that the metal structure can be observed from the surface at a depth of 1/4 of the plate thickness and at the center position in the plate width direction with a cross section parallel to the rolling direction.
- the diamond powder having a particle size of 1 to 6 ⁇ m is mirrored using a diluted solution such as alcohol or a liquid dispersed in pure water. Finish.
- polishing is performed with colloidal silica containing no alkaline solution at room temperature to remove the strain introduced into the surface layer of the sample.
- the length is 50 ⁇ m
- the depth from the surface to 1/8 of the plate thickness to the surface to the plate thickness is 3 so that the 1/4 depth position from the surface is the center.
- the / 8 depth region is measured by electron backscatter diffraction at a measurement interval of 0.1 ⁇ m to obtain crystal orientation information.
- an EBSD analyzer composed of a thermal field emission scanning electron microscope (JSM-7001F manufactured by JEOL) and an EBSD detector (DVC5 type detector manufactured by TSL) is used.
- the degree of vacuum in the EBSD analyzer is 9.6 ⁇ 10-5 Pa or less
- the acceleration voltage is 15 kv
- the irradiation current level is 13
- the electron beam irradiation level is 62.
- the obtained crystal orientation information is used to calculate the area ratio of retained austenite using the "Phase Map" function installed in the software "OIM Analysis (registered trademark)" attached to the EBSD analyzer. Those having a crystal structure of fcc are judged to be retained austenite.
- the maximum value of "Grain Average IQ" in the ferrite region is set to I ⁇ under the condition that the 5 ° grain boundary is defined as the grain boundary.
- the region above I ⁇ / 2 is extracted as bainite, and the region below I ⁇ / 2 is extracted as “residual tissue other than retained austenite (cementite, pearlite, martensite and tempered martensite)”.
- the area ratio of the extracted bainite is obtained.
- the area ratio of the extracted "residual tissue other than retained austenite (cementite, pearlite, martensite and tempered martensite)" is calculated, and the area ratio of the above retained austenite is added to obtain the residual structure (cementite, pearlite). , Martensite, tempered martensite and retained austenite).
- cementite, pearlite, martensite and tempered martensite can be distinguished by the following method. First, in order to observe the same region as the EBSD measurement region by SEM, a Vickers indentation is imprinted in the vicinity of the observation position. After that, the contamination on the surface layer is removed by polishing, leaving the structure of the observation surface, and nightal etching is performed. Next, the same field of view as the EBSD observation surface is observed by SEM at a magnification of 3000 times.
- the region having a substructure in the grain and where cementite is precipitated with a plurality of variants is determined to be tempered martensite.
- the region where cementite is deposited in a lamellar manner is judged to be pearlite.
- Spherical particles with high brightness and particle size (diameter equivalent to a circle) of 2 ⁇ m or less are judged to be cementite.
- the region where the brightness is high and the substructure is not exposed by etching is judged as "martensite and retained austenite”.
- the area ratio of martensite can be obtained by subtracting the area ratio of retained austenite obtained by the above-mentioned EBSD from the area ratio of the obtained "martensite and retained austenite".
- a method such as buffing using alumina particles having a particle size of 0.1 ⁇ m or less or Ar ion sputtering may be used.
- In bainite as an axis of ⁇ 110> direction, the sum of the density of the grain boundaries of the length L 68 length L 7 and misorientation of the grain boundary misorientation is 7 ° is 68 °: 0. 35-0.60 ⁇ m / ⁇ m 2
- the total density of L 7 and L 68 is set to 0.35 ⁇ m / ⁇ m 2 or more. Preferably, it is 0.40 ⁇ m / ⁇ m 2 or more.
- the total density of L 7 and L 68 exceeds 0.60 ⁇ m / ⁇ m 2 , the ductility of bainite is lowered, and excellent ductility and hole expansion property cannot be obtained in the hot-rolled steel sheet. Therefore, the total density of L 7 and L 68 is set to 0.60 ⁇ m / ⁇ m 2 or less. Preferably, it is 0.55 ⁇ m / ⁇ m 2 or less.
- the grain boundary having a crystal orientation difference of X ° with respect to the ⁇ 110> direction means that when two adjacent crystal grains A and crystal grains B are specified at a certain grain boundary, one crystal grain B is defined as ⁇ . 110> refers to a grain boundary having a crystal boundary in which the crystal orientations of the crystal grains A and the crystal grains B are the same when rotated by X ° about the axis. However, considering the measurement accuracy of the crystal orientation, an orientation difference of ⁇ 4 ° is allowed from the matching orientation relation.
- EBSP-OIM Electro Back Scatter Diffraction Pattern-Orientation Image Microscopy
- a highly inclined sample is irradiated with an electron beam in a scanning electron microscope (SEM)
- the Kikuchi pattern formed by backscattering is photographed with a high-sensitivity camera, and the photographed photograph is image-processed by a computer.
- the EBSP-OIM method is performed using a device that combines a scanning electron microscope and an EBSP analyzer and an OIM Analysis (registered trademark) manufactured by AMETEK.
- the analyzable area of the EBSP-OIM method is an area that can be observed by SEM. Although it depends on the resolution of the SEM, according to the EBSP-OIM method, analysis can be performed with a minimum resolution of 20 nm.
- L 7 is obtained by performing analysis in at least 5 visual fields in the region and calculating the average value of the lengths of grain boundaries having a crystal orientation difference of 7 ° around the ⁇ 110> direction in bainite.
- L 68 is obtained by calculating the average value of the lengths of the grain boundaries having a crystal orientation difference of 68 ° about the ⁇ 110> direction in bainite. As described above, a directional difference of ⁇ 4 ° is allowed.
- the length L 7 of the grain boundary having a crystal orientation difference of 7 ° and the crystal orientation difference of 68 in the bainite with the ⁇ 110> direction as the axis By dividing the obtained L 7 and L 68 by the measurement area, the length L 7 of the grain boundary having a crystal orientation difference of 7 ° and the crystal orientation difference of 68 in the bainite with the ⁇ 110> direction as the axis. Obtain the sum of the densities of grain boundary length L 68, which is °. In order to extract only bainite and measure the density of the length of a specific grain boundary, the region having more than I ⁇ / 2 may be extracted as bainite, as in the case of obtaining the area ratio of bainite.
- Average particle size of old austenite grains 10-30 ⁇ m
- the ratio of the major axis l d to the minor axis S d of the old austenite grains l d / S d 2.0 or less
- the average particle size of the old austenite grains is 10 to 30 ⁇ m.
- the ratio l d / S d of the major axis l d and the minor axis S d of the old austenite grains may be 2.0 or less.
- the following describes the measuring method of the ratio l d / S d of the long axis l d and the short axis S d of the average particle diameter and the former austenite grains prior austenite grains.
- a test piece is taken from the hot-rolled steel sheet so that the metal structure can be observed from the surface at a depth of 1/4 of the plate thickness and at the center position in the plate width direction with a cross section parallel to the rolling direction.
- Former austenite grain boundaries are revealed by corroding the observation surface with a saturated aqueous solution of picric acid.
- a magnified photograph of a cross section parallel to the rolling direction that has been corroded, at a depth of 1/4 of the plate thickness from the surface and at the center position in the plate width direction is taken with a scanning electron microscope (SEM) at a magnification of 1000 times and 5 fields or more. ..
- SEM scanning electron microscope
- the circle-equivalent diameter (diameter) of at least 20 old austenite grains having a circle-equivalent diameter (diameter) of 2 ⁇ m or more, which are included in each SEM photograph, is obtained by image processing, and the average value of these is calculated to obtain the old value.
- the average value of the major and minor axes obtained by measuring for each prior austenite grains obtaining a long axis l d and the short axis S d of prior austenite grains.
- the ratio l d / S d of the major axis l d and the minor axis S d of the old austenite grains is obtained.
- Tensile strength 780 MPa or more
- the hot-rolled steel sheet according to the present embodiment has a tensile (maximum) strength of 780 MPa or more. If the tensile strength is less than 780 MPa, the applicable parts are limited, and the contribution of weight reduction of the vehicle body is small.
- the tensile strength is preferably 980 MPa or more.
- the upper limit is not particularly limited, but may be 1800 MPa from the viewpoint of suppressing mold wear.
- Total elongation 14.0% or more
- the hot-rolled steel sheet according to the present embodiment may have a total elongation of 14.0% or more.
- the upper limit of the total elongation is not particularly limited, but may be 30.0% or less or 25.0% or less.
- Tensile strength and total elongation are measured in accordance with JIS Z 2241: 2011 using JIS Z 2241: 2011 No. 5 test piece.
- the sampling position of the tensile test piece may be the center position in the plate width direction, and the direction perpendicular to the rolling direction may be the longitudinal direction.
- the crosshead speed is 3 mm / min.
- Hole expansion rate 50% or more
- the hot-rolled steel sheet according to the present embodiment may have a hole expansion rate of 50% or more.
- the upper limit of the hole expansion rate is not particularly limited, but may be 90% or less or 85% or less.
- the hole expansion rate is obtained by performing a hole expansion test in accordance with JIS Z 2256: 2010.
- the hot-rolled steel sheet according to the present embodiment may have an impact value at ⁇ 40 ° C. of 60 J / cm 2 or more. It is not necessary to particularly limit the upper limit of the impact value at -40 °C but, 180 J / cm 2 or less, or 175J / cm 2 may be less.
- a sub-sized Charpy impact test piece is taken from an arbitrary position on the hot-rolled steel sheet, and the impact value at ⁇ 40 ° C. is determined according to the test method described in JIS Z 2242: 2005.
- the thickness of the hot-rolled steel sheet according to the present embodiment is not particularly limited, but may be 0.6 to 8.0 mm. If the thickness of the steel sheet is less than 0.6 mm, it may be difficult to secure the rolling completion temperature and the rolling load may become excessive, making hot rolling difficult. Therefore, the thickness of the steel plate according to this embodiment may be 0.6 mm or more. It is preferably 1.2 mm or more, or 1.4 mm or more. On the other hand, if the plate thickness exceeds 8.0 mm, it becomes difficult to miniaturize the metal structure, particularly the old austenite grains, and it may be difficult to secure the above-mentioned metal structure in terms of the structure fraction. Therefore, the plate thickness may be 8.0 mm or less. It is preferably 6.0 mm or less.
- the hot-rolled steel sheet according to the present embodiment having the above-mentioned chemical composition and metal structure may be provided with a plating layer on the surface for the purpose of improving corrosion resistance or the like to be a surface-treated steel sheet.
- the plating layer may be an electroplating layer or a hot-dip plating layer.
- the electroplating layer include electrogalvanization and electroZn—Ni alloy plating.
- the hot-dip plating layer include hot-dip galvanizing, alloyed hot-dip galvanizing, hot-dip aluminum plating, hot-dip Zn-Al alloy plating, hot-dip Zn-Al-Mg alloy plating, hot-dip Zn-Al-Mg-Si alloy plating, and the like.
- the amount of plating adhered is not particularly limited and may be the same as the conventional one. Further, it is also possible to further enhance the corrosion resistance by subjecting an appropriate chemical conversion treatment (for example, application and drying of a silicate-based chromium-free chemical conversion treatment liquid) after plating.
- an appropriate chemical conversion treatment for example, application and drying of a silicate-based chromium-free chemical conversion treatment liquid
- a preferred method for producing a hot-rolled steel sheet according to the present embodiment includes the following steps.
- the temperature of the slab and the temperature of the steel plate in this embodiment refer to the surface temperature of the slab and the surface temperature of the steel plate.
- the mixture After cooling to a temperature range of 570 to 620 ° C at an average cooling rate of 20 ° C./s or higher and winding, the mixture is held in a temperature range of 500 to 580 ° C. for 2.0 to 12.0 hours, and then cooled to room temperature. Cooling process.
- the finish rolling may be performed so that the total reduction rate in the rough rolling is 70% or more and the reduction rate in each of the three subsequent stages of the finish rolling is less than 25%.
- Heating step the slab having the above-mentioned chemical composition is heated to a heating temperature of 1200 ° C. or higher and held for 1.0 hour. Since the coarse precipitates present at the slab stage cause cracks during rolling and deterioration of material properties, it is preferable to heat the steel material before hot rolling to dissolve the coarse carbides as a solid solution. Therefore, the heating temperature is set to 1200 ° C. or higher, and the holding time is set to 1.0 hour or higher. The preferred heating temperature is 1230 ° C. or higher, and the preferred holding time is 3.0 hours or higher.
- the heating temperature is set to 1400 ° C. or less, and the holding time is 20. It may be 0 hours or less.
- the slab to be heated is preferably produced by continuous casting from the viewpoint of manufacturing cost, but may be produced by another casting method (for example, ingot forming method).
- Hot rolling step When rough rolling is performed at a temperature lower than 1000 ° C., the old austenite grains are not sufficiently recrystallized, so that the texture develops and the desired hole-expanding property cannot be obtained. Therefore, rough rolling is performed so that the rough rolling completion temperature is 1000 ° C. or higher. Preferably, it is 1050 ° C. or higher. On the other hand, when rough rolling is performed at a temperature exceeding 1300 ° C., the amount of scale generated increases and the yield may decrease. Therefore, the rough rolling completion temperature may be 1300 ° C. or lower.
- the total reduction rate in rough rolling is set to more than 65%.
- the total rolling reduction in rough rolling is preferably 68% or more, more preferably 70% or more, and even more preferably 80% or more.
- the upper limit of the total rolling reduction in rough rolling is not particularly limited, but may be 90% or less.
- the average particle size and aspect ratio of the former austenite grains described above can be realized. Can be done.
- the finish rolling completion temperature is set to 860 ° C. or higher.
- the temperature is 900 ° C. or higher.
- the finish rolling completion temperature is set to 980 ° C. or lower. It is preferably 950 ° C. or lower.
- the total reduction ratio in the rough rolling and the three steps after the finish rolling are performed.
- the rolling reduction rate may be strictly controlled. Specifically, as described above, the total rolling reduction in the rough rolling may be 70% or more, and the rolling reduction in the three subsequent stages of the finish rolling may be less than 25%.
- the rolling reduction of three steps after the finish rolling that is, the rolling reduction of at least one of the final pass of the finish rolling, the second pass from the final pass, and the third pass from the final pass is 25% or more
- the rolling is performed.
- the old austenite grains become flat, and the old austenite grains having a large aspect ratio, which is the starting point of cracking during punching, are formed. Therefore, the reduction rate of the third stage after the finish rolling (the final pass of the finish rolling, the reduction rate of the second pass from the final pass, and the reduction rate of the third pass from the final pass) may be less than 25%. Preferably, both are 20% or less.
- the rolling reduction ratio can be expressed as (1-h / h 0 ) ⁇ 100 (%) when the plate thickness after rolling in one pass is h and the plate thickness before rolling is h 0.
- Cooling step After the hot rolling step, the product is cooled to a temperature range of 570 to 620 ° C. at an average cooling rate of 20 ° C./s or higher.
- the average cooling rate is a value obtained by dividing the temperature difference between the start point and the end point of the set range by the elapsed time from the start point to the end point.
- the average cooling rate is set to 20 ° C./s or more. It is preferably 30 ° C./s or higher, and more preferably 50 ° C./s or higher. From the viewpoint of suppressing the increase in cooling equipment, the average cooling rate may be 200 ° C./s or less.
- cooling having an average cooling rate of 20 ° C./s or more is performed up to a temperature range of 570 to 620 ° C. If the cooling shutdown temperature exceeds 620 ° C., a desired amount of bainite cannot be obtained. Therefore, the cooling shutdown temperature is set to 620 ° C. or lower.
- the cooling shutdown temperature may be any temperature as long as it can be maintained in the temperature range of 620 ° C. or lower and 500 to 580 ° C., but in order to maintain the cooling shutdown temperature in the temperature range of 500 to 580 ° C. for 2.0 hours or more, the cooling shutdown temperature is The temperature is preferably 550 ° C. or higher. Further, in order to preferably control the total density of L 7 and L 68 and obtain excellent toughness, the cooling shutdown temperature is preferably 570 ° C. or higher.
- the cooling shutdown temperature is lower than 500 ° C. and the desired amount of bainite cannot be obtained even if the heating is performed again and then held in the temperature range of 500 to 580 ° C., it is not desirable to heat the bainite after the cooling is stopped. ..
- the holding temperature is set to a temperature range of 500 to 580 ° C., and the holding time is set to 2.0 to 12.0 hours.
- the lower limit of the holding temperature is preferably 530 ° C.
- the upper limit of the holding temperature is preferably 560 ° C.
- the lower limit of the holding time is preferably 4.0 hours, more preferably 6.0 hours.
- the upper limit of the holding time is preferably 10.0 hours, more preferably 8.0 hours.
- the temperature of the steel sheet may be changed or kept constant in the temperature range of 500 to 580 ° C. Further, even if the cooling shutdown temperature of cooling having an average cooling rate of 20 ° C./s or more is less than 580 ° C., it is sufficient that a holding time of 2.0 to 12.0 hours can be secured in a temperature range of 500 to 580 ° C. ..
- room temperature After performing the above-mentioned holding in the temperature range of 500 to 580 ° C., cool to room temperature. Any method may be used for cooling to room temperature, and in addition to air cooling, cooling may be performed by an appropriate method such as mist cooling or rapid cooling using a water cooling tank.
- the room temperature referred to here is a temperature range of 20 to 30 ° C.
- the conditions in the examples are one condition example adopted for confirming the feasibility and effect of the present invention.
- the present invention is not limited to this one-condition example.
- the present invention can adopt various conditions as long as the gist of the present invention is not deviated and the object of the present invention is achieved.
- TS tensile strength
- El total elongation
- Hole expansion rate ( ⁇ ) The hole expansion rate ( ⁇ ) was evaluated by performing a hole expansion test in accordance with JIS Z 2256: 2010. When the hole expanding rate ( ⁇ ) was 50% or more, it was judged to be acceptable as having excellent hole expanding property, and when it was less than 50%, it was determined to be rejected as being poor in hole expanding property.
- Impact value (vE- 40 ) The toughness was evaluated by performing a Charpy impact test at ⁇ 40 ° C. and determining the impact value. The toughness was evaluated by collecting a sub-sized Charpy impact test piece from an arbitrary position on the hot-rolled steel sheet and determining the impact value at ⁇ 40 ° C. according to the test method described in JIS Z 2242: 2005. When the impact value (vE- 40 ) was 60 J / cm 2 or more, it was judged to be excellent in toughness, and when it was less than 60 J / cm 2 , it was judged to be inferior in toughness.
- Punching characteristics were evaluated by conducting a punching test and observing the properties of the punched end face.
- a punched hole was prepared with a hole diameter of 10 mm, a clearance of 12.5%, and a punching speed of 80 mm / s.
- a cross section perpendicular to the rolling direction of the punched hole was embedded in the resin, and the punched end face was photographed with a scanning electron microscope.
- "E (Excellent)" was described in Tables 5 to 7 as the punching characteristics were particularly good.
- the examples of the present invention have high strength and excellent ductility, perforation and toughness. Further, the example of the present invention in which the average particle size of the former austenite grains is 10 to 30 ⁇ m and the ratio l d / S d of the major axis l d to the minor axis S d of the former austenite grains is 2.0 or less is punched. It can be seen that the characteristics are particularly good. On the other hand, it can be seen that the comparative example is inferior in any one or more of strength, ductility, perforation property and toughness.
- the present invention it is possible to provide a hot-rolled steel sheet having high strength and excellent ductility, hole-expanding property and toughness, and a method for producing the same. According to the above-mentioned preferred embodiment according to the present invention, it is possible to provide a hot-rolled steel sheet having excellent punching characteristics in addition to the above-mentioned characteristics and a method for producing the same.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
Description
本願は、2019年11月6日に、日本に出願された特願2019-201427号に基づき優先権を主張し、その内容をここに援用する。
(1)本発明の一態様に係る熱延鋼板は、化学組成が、質量%で、
C:0.030~0.200%、
Si:0.05~2.50%、
Mn:1.00~4.00%、
sol.Al:0.001~2.000%、
Ti:0.030~0.200%、
P:0.020%以下、
S:0.020%以下、
N:0.010%以下、
Nb:0~0.200%、
B:0~0.010%、
V:0~1.00%、
Mo:0~1.00%、
Cu:0~1.00%、
W:0~1.00%、
Cr:0~1.00%、
Ni:0~1.00%、
Co:0~1.00%、
Ca:0~0.010%、
Mg:0~0.010%、
REM:0~0.010%、および
Zr:0~0.010%
を含み、残部が鉄および不純物からなり、
金属組織が、面積%で、
ベイナイト:80.0%以上、
フェライト:10.0%以下、
残部組織:10.0%以下であり、
前記ベイナイト内の、<110>方向を軸として、結晶方位差が7°である粒界の長さL7および結晶方位差が68°である粒界の長さL68の密度の合計が0.35~0.60μm/μm2であり、
引張強さが780MPa以上である。
(2)上記(1)に記載の熱延鋼板は、前記化学組成が、質量%で、
Nb:0.005~0.200%、
B:0.001~0.010%、
V:0.005~1.00%、
Mo:0.005~1.00%、
Cu:0.005~1.00%、
W:0.005~1.00%、
Cr:0.005~1.00%、
Ni:0.005~1.00%、
Co:0.005~1.00%、
Ca:0.0005~0.010%、
Mg:0.0005~0.010%、
REM:0.0005~0.010%、および
Zr:0.0005~0.010%
からなる群のうち1種または2種以上を含有してもよい。
(3)上記(1)または(2)に記載の熱延鋼板は、前記金属組織において、
旧オーステナイト粒の平均粒径が10~30μmであり、
前記旧オーステナイト粒の長軸ldと短軸Sdとの比ld/Sdが2.0以下であってもよい。
(4)本発明の別の態様に係る熱延鋼板の製造方法は、
上記(1)に記載の化学組成を有するスラブを、1200℃以上の加熱温度で1.0時間以上保持する加熱工程と、
粗圧延完了温度が1000℃以上であり、且つ総圧下率が65%超となるように粗圧延を施し、仕上げ圧延完了温度が860~980℃となるように仕上げ圧延を施す熱間圧延工程と、
平均冷却速度20℃/s以上で570~620℃の温度域まで冷却して巻き取った後、500~580℃の温度域で2.0~12.0時間保持し、その後、室温まで冷却する冷却工程とを備える。
(5)上記(4)に記載の熱延鋼板の製造方法は、
前記熱間圧延工程において、
前記粗圧延における前記総圧下率を70%以上とし、
前記仕上げ圧延の後段3段の圧下率がいずれも25%未満となるように前記仕上げ圧延を施してもよい。
本実施形態に係る熱延鋼板は、質量%で、C:0.030~0.200%、Si:0.05~2.50%、Mn:1.00~4.00%、sol.Al:0.001~2.000%、Ti:0.030~0.200%、P:0.020%以下、S:0.020%以下、N:0.010%以下、並びに、残部:Feおよび不純物を含む。以下に各元素について詳細に説明する。
Cは、熱延鋼板の強度を向上させるとともに、焼入れ性を向上させることによってベイナイトの生成を促進する元素である。この効果を得るために、C含有量は0.030%以上とする。好ましくは、C含有量は0.040%以上である。
一方、C含有量が0.200%を超えると、ベイナイトの生成を制御することが困難となり、マルテンサイトが多量に生成し、熱延鋼板の延性および穴広げ性の両方、またはいずれか一方が低下する。したがって、C含有量は0.200%以下とする。C含有量は、0.180%以下が好ましい。
Siは、固溶強化に寄与する元素であり、熱延鋼板の強度向上に寄与する元素である。また、Siは、脱酸により鋼を健全化する(鋼にブローホールなどの欠陥が生じることを抑制する)作用を有する。Si含有量が0.05%未満では、上記作用による効果を得ることができない。したがって、Si含有量は0.05%以上とする。Si含有量は、好ましくは0.50%以上であり、より好ましくは1.00%以上である。
一方、Siは硬質なマルテンサイト(以下、単にマルテンサイトと記載する場合は、フレッシュマルテンサイトのことを示す)及び残留オーステナイトの混合物(MA)の生成を促進する元素である。Si含有量が2.50%超では、MAが生成し、熱延鋼板の穴広げ性が低下する。したがって、Si含有量は2.50%以下とする。Si含有量は、好ましくは2.30%以下であり、より好ましくは2.00%以下である。
Mnは、鋼中に固溶して熱延鋼板の強度増加に寄与するとともに、焼入れ性向上によってベイナイトの生成を促進し、熱延鋼板の穴広げ性を向上させる。このような効果を得るために、Mn含有量は1.00%以上とする。好ましくは、Mn含有量は1.30%以上である。
一方、Mn含有量が4.00%を超えると、ベイナイトの生成制御が困難となり、所望量のベイナイトを得ることができなくなり、熱延鋼板の延性および穴広げ性の両方、またはいずれか一方が低下する。そのため、Mn含有量は4.00%以下とする。好ましくは、Mn含有量は3.50%以下である。
Alは、Siと同様に、鋼を脱酸して鋼を健全化する作用を有する。sol.Al含有量が0.001%未満では上記作用による効果を得ることができない。したがって、sol.Al含有量は、0.001%以上とする。sol.Al含有量は、好ましくは0.010%以上である。
一方、sol.Al含有量が2.000%超では、酸化物系介在物の増加を引き起こし、熱延鋼板の穴広げ性が低下する。そのため、sol.Al含有量は2.000%以下とする。sol.Al含有量は、好ましくは1.500%以下であり、より好ましくは1.300%以下である。
なお、本実施形態においてsol.Alとは、酸可溶性Alを意味し、固溶状態で鋼中に存在する固溶Alのことを示す。
Tiは、鋼中に炭化物または窒化物として析出し、ピン止め効果によって金属組織を微細化して、熱延鋼板の強度を向上する作用を有する。Ti含有量が0.030%未満では上記作用による効果を得ることができないため、Ti含有量は0.030%以上とする。Ti含有量は、好ましくは、0.050%以上であり、より好ましくは0.080%以上である。
一方、Ti含有量を0.200%超とすると、旧オーステナイト粒が再結晶しにくくなり、圧延集合組織が発達することで、熱延鋼板の穴広げ性が低下する。したがって、Ti含有量は0.200%以下とする。Ti含有量は、好ましくは0.170%以下であり、より好ましくは0.150%以下である。
Pは、鋼中に固溶して熱延鋼板の強度増加に寄与する元素である。しかし、Pは、粒界、特に旧オーステナイト粒界に偏析し、粒界偏析による粒界破壊を助長することで、熱延鋼板の加工性の低下を引き起こす元素でもある。P含有量は極力低くすることが好ましいが、0.020%までのPの含有は許容できる。そのため、P含有量は0.020%以下とする。好ましくは、P含有量は0.015%以下である。
P含有量は0%とすることが好ましいが、0.0001%未満に低減すると製造コストが上昇するため、P含有量は0.0001%以上としてもよい。
Sは、溶接性、ならびに鋳造時および熱間圧延時の製造性に悪影響を及ぼす元素である。SはMnと結びついて粗大なMnSを形成する。このMnSは、熱延鋼板の曲げ性および穴広げ性を劣化させたり、遅れ破壊の発生を助長する。S含有量は、極力低くすることが好ましいが、0.020%までのSの含有は許容できる。そのため、S含有量は0.020%以下とする。好ましくは、S含有量は0.015%以下である。
S含有量は0%とすることが好ましいが、0.0001%未満に低減すると、製造コストが上昇して経済的に不利であることから、S含有量は0.0001%以上としてもよい。
Nは鋼中に粗大な窒化物を形成する元素である。この窒化物は、熱延鋼板の曲げ性および穴広げ性を劣化させる。そのため、N含有量は0.010%以下とする。好ましくは、N含有量は0.008%以下である。
N含有量を0.0001%未満に低減すると製造コストの大幅な増加を引き起こすため、N含有量は0.0001%以上としてもよい。
Nbは、熱間圧延時に炭化物を形成して、析出強化により熱延鋼板の強度向上に寄与する元素である。この効果を確実に得るために、Nb含有量は0.005%以上とすることが好ましい。
一方、Nb含有量が0.200%を超えると、旧オーステナイト粒の再結晶温度が高くなりすぎて、集合組織が発達してしまい、熱延鋼板の穴広げ性が低下する場合がある。そのため、Nb含有量は0.200%以下とする。
Bは、旧オーステナイト粒界に偏析し、フェライトの生成および成長を抑制し、熱延鋼板の強度および穴広げ性向上に寄与する元素である。これらの効果を得るために、B含有量は0.001%以上とすることが好ましい。
一方、0.010%を超えてBを含有させても上記効果が飽和する。そのため、B含有量は0.010%以下とする。
Vは、熱間圧延時に炭窒化物を形成して、析出強化により熱延鋼板の強度向上に寄与する元素である。この効果を確実に得るために、V含有量は0.005%以上とすることが好ましい。
一方、V含有量が1.00%を超えると、スラブ中に粗大な炭化物を生成し、加熱工程での割れ発生の要因となる。そのため、V含有量は1.00%以下とする。
Moは、鋼の焼入れ性を向上することでベイナイトの形成を促進し、熱延鋼板の強度および穴広げの向上に寄与する元素である。この効果を確実に得るために、Mo含有量は0.005%以上とすることが好ましい。
一方、Mo含有量が1.00%を超えると、マルテンサイトが生成しやすくなり、熱延鋼板の伸びおよび穴広げ性の両方、またはいずれか一方が低下する場合がある。そのため、Mo含有量は1.00%以下とする。
Cuは、熱延鋼板の強度を安定して確保するために効果のある元素である。したがって、Cuを含有させてもよい。しかし、1.00%を超えて含有させても、上記作用による効果は飽和し易く経済的に不利となる場合がある。したがって、Cu含有量は、1.00%以下とする。Cu含有量は、好ましくは0.80%以下、より好ましくは0.50%以下である。なお、上記作用による効果をより確実に得るには、Cu含有量は0.005%以上であることが好ましい。
Wは、固体、あるいは析出により、熱延鋼板の強度向上に効果のある元素である。しかし、1.00%を超えて含有させても、上記作用による効果は飽和し易く経済的に不利となる場合がある。したがって、W含有量は1.00%以下とする。好ましくは0.80%以下、より好ましくは0.50%以下である。なお、上記作用による効果をより確実に得るには、W含有量は0.005%以上であることが好ましい。
Crは、焼き入れ性を向上させると共に、熱延鋼板の強度向上に効果的な元素である。しかし、1.00%を超えて含有させても、上記作用による効果は飽和し易く経済的に不利となる場合がある。したがって、Cr含有量は1.00%以下とする。好ましくは0.80%以下、より好ましくは0.50%以下である。なお、上記作用による効果をより確実に得るには、Cr含有量は0.005%以上であることが好ましい。
Niは、焼き入れ性を向上させると共に、熱延鋼板の強度向上に効果的な元素である。しかし、1.00%を超えて含有させると、過度に焼入れ性が高まり、マルテンサイトの組織分率が高まることで、熱延鋼板の穴広げ性を劣化させる場合がある。したがって、Ni含有量は1.00%以下とする。好ましくは0.80%以下、より好ましくは0.50%以下である。なお、上記作用による効果をより確実に得るには、Ni含有量は0.005%以上であることが好ましい。
Coは、固溶強化により、熱延鋼板の強度向上に効果的な元素である。しかし、1.00%を超えて含有させても、上記作用による効果は飽和し易く経済的に不利となる場合がある。したがって、Co含有量は、1.00%以下とする。好ましくは0.80%以下、より好ましくは0.50%以下である。なお、上記作用による効果をより確実に得るには、Co含有量は0.005%以上であることが好ましい。
Mg:0~0.010%
REM:0~0.010%
Zr:0~0.010%
Ca(カルシウム)、Mg(マグネシウム)、REM(希土類元素)、Zr(ジルコニウム)は、いずれも介在物制御、特に介在物の微細分散化に寄与し、熱延鋼板の靭性を高める作用を有する元素である。したがって、これらの元素を含有させてもよい。しかし、いずれの元素についても、それぞれ0.010%を超えて含有させると、表面性状の劣化が顕在化する場合がある。したがって、これらの元素の含有量は、それぞれ0.010%以下とする。これらの元素の含有量は、それぞれ、好ましくは0.005%以下、より好ましくは0.003%以下である。なお、上記作用による効果をより確実に得るには、いずれの元素についても、それぞれ0.0005%以上であることが好ましい。
次に、本実施形態に係る熱延鋼板の金属組織について説明する。
本実施形態に係る熱延鋼板は、金属組織が、面積%で、ベイナイト:80.0%以上、フェライト:10.0%以下、残部組織:10.0%以下であり、前記ベイナイト内の、<110>方向を軸として、結晶方位差が7°である粒界の長さL7および結晶方位差が68°である粒界の長さL68の密度の合計が0.35~0.60μm/μm2である。
ベイナイトとは、ラス状のベイニティックフェライトと、ベイニティックフェライトの間および/または内部にFe系炭化物を有する組織とを意味する。ベイニティックフェライトは、ポリゴナルフェライトとは異なり、形状がラス状でかつ内部に比較的高い転位密度を有しているため、SEMやTEMを用いて他の組織と容易に区別できる。
フェライトとは、ポリゴナルフェライトのことであり、ベイニティックフェライトはフェライトに含まれない。フェライトの面積率が10.0%超であると、所望の引張強さを得ることができない。そのため、フェライトの面積率は10.0%以下とする。好ましくは5.0%以下である。延性の確保の観点から、フェライトの面積率は1.0%以上としても良い。
セメンタイト、パーライト、マルテンサイト、焼き戻しマルテンサイトおよび残留オーステナイトはいずれも変形時にボイドの起点となり、熱延鋼板の穴広げ性を劣化させる組織である。これらの残部組織の面積率が合計で10.0%超であると、所望の延性および穴広げ性を得ることができない。そのため、残部組織(セメンタイト、パーライト、マルテンサイト、焼き戻しマルテンサイトおよび残留オーステナイト)の面積率は、10.0%以下とする。好ましくは5.0%以下である。
また、残部組織の内、マルテンサイトおよび焼き戻しマルテンサイトの面積率の合計が小さい程、安定的に優れた穴広げ性が得られるため、マルテンサイトおよび焼き戻しマルテンサイトの面積率の合計は5.0%以下であることが好ましい。より好ましくは3.0%以下である。
熱延鋼板から、圧延方向に平行な断面で、表面から板厚の1/4深さ且つ板幅方向中央位置における金属組織が観察できるように試験片を採取する。
上記試験片の断面を#600から#1500の炭化珪素ペーパーを使用して研磨した後、粒度1~6μmのダイヤモンドパウダーをアルコール等の希釈液や純水に分散させた液体を使用して鏡面に仕上げる。次に、室温においてアルカリ性溶液を含まないコロイダルシリカを用いて研磨し、サンプルの表層に導入されたひずみを除去する。サンプル断面の長手方向の任意の位置において、表面から板厚の1/4深さ位置が中心となるように、長さ50μm、表面から板厚の1/8深さ~表面から板厚の3/8深さの領域を、0.1μmの測定間隔で電子後方散乱回折法により測定して結晶方位情報を得る。
ベイナイト内の、<110>方向を軸として、結晶方位差が7°である粒界の長さL7および結晶方位差が68°である粒界の長さL68の密度の合計を0.35~0.60μm/μm2とすることで、熱延鋼板の延性、穴広げ性および靭性を向上することができる。
旧オーステナイト粒の長軸ldと短軸Sdとの比ld/Sd:2.0以下
本実施形態に係る熱延鋼板では、旧オーステナイト粒の平均粒径が10~30μmであり、旧オーステナイト粒の長軸ldと短軸Sdとの比ld/Sdが2.0以下であってもよい。旧オーステナイト粒の平均粒径とld/Sdとを上記範囲内に制御することで、熱延鋼板の打ち抜き特性を向上することができる。
熱延鋼板から、圧延方向に平行な断面で、表面から板厚の1/4深さ且つ板幅方向中央位置における金属組織が観察できるように試験片を採取する。観察面をピクリン酸飽和水溶液で腐食することにより、旧オーステナイト粒界を現出させる。腐食処理した圧延方向に平行な断面の、表面から板厚の1/4深さ且つ板幅方向中央位置の拡大写真を、走査型電子顕微鏡(SEM)で倍率1000倍で、5視野以上撮影する。各SEM写真に含まれる、少なくとも20個の、円相当径(直径)が2μm以上である旧オーステナイト粒の円相当径(直径)を画像処理により求め、これらの平均値を算出することにより、旧オーステナイト粒の平均粒径を得る。円相当径が2μm未満の旧オーステナイト粒が含まれる場合、これを除外して上述の測定を実施する。
本実施形態に係る熱延鋼板は、引張(最大)強さが780MPa以上である。引張強さが780MPa未満であると、適用部品が限定され、車体軽量化の寄与が小さい。引張強さは980MPa以上であることが好ましい。上限は特に限定する必要は無いが、金型摩耗抑制の観点から、1800MPaとしてもよい。
本実施形態に係る熱延鋼板は、全伸びが14.0%以上であってもよい。全伸びの上限は特に限定する必要は無いが、30.0%以下または25.0%以下としてもよい。
本実施形態に係る熱延鋼板は、穴広げ率が50%以上であってもよい。穴広げ率の上限は特に限定する必要は無いが、90%以下または85%以下としてもよい。
穴広げ率は、JIS Z 2256:2010に準拠して穴広げ試験を行うことで得る。
本実施形態に係る熱延鋼板は、-40℃での衝撃値が60J/cm2以上であってもよい。-40℃での衝撃値の上限は特に限定する必要は無いが、180J/cm2以下または175J/cm2以下としてもよい。
熱延鋼板の任意の位置からサブサイズのシャルピー衝撃試験片を採取し、JIS Z 2242:2005に記載の試験方法に従って-40℃における衝撃値を求める。
本実施形態に係る熱延鋼板の板厚は特に限定されないが、0.6~8.0mmとしてもよい。鋼板の板厚が0.6mm未満では、圧延完了温度の確保が困難になるとともに圧延荷重が過大となって、熱間圧延が困難となる場合がある。したがって、本実施形態に係る鋼板の板厚は0.6mm以上としてもよい。好ましくは1.2mm以上、または1.4mm以上である。一方、板厚が8.0mm超では、金属組織、特に旧オーステナイト粒の微細化が困難となり、組織分率の点で、上述した金属組織を確保することが困難となる場合がある。したがって、板厚は8.0mm以下としてもよい。好ましくは6.0mm以下である。
上述した化学組成および金属組織を有する本実施形態に係る熱延鋼板は、表面に耐食性の向上等を目的としてめっき層を備えさせて表面処理鋼板としてもよい。めっき層は電気めっき層であってもよく溶融めっき層であってもよい。電気めっき層としては、電気亜鉛めっき、電気Zn-Ni合金めっき等が例示される。溶融めっき層としては、溶融亜鉛めっき、合金化溶融亜鉛めっき、溶融アルミニウムめっき、溶融Zn-Al合金めっき、溶融Zn-Al-Mg合金めっき、溶融Zn-Al-Mg-Si合金めっき等が例示される。めっき付着量は特に制限されず、従来と同様としてよい。また、めっき後に適当な化成処理(例えば、シリケート系のクロムフリー化成処理液の塗布と乾燥)を施して、耐食性をさらに高めることも可能である。
本実施形態に係る熱延鋼板の好ましい製造方法は、以下の工程を備える。なお、本実施形態におけるスラブの温度および鋼板の温度は、スラブの表面温度および鋼板の表面温度のことをいう。
粗圧延完了温度が1000℃以上であり、且つ総圧下率が65%超となるように粗圧延を施し、仕上げ圧延完了温度が860~980℃となるように仕上げ圧延を施す熱間圧延工程、
平均冷却速度20℃/s以上で570~620℃の温度域まで冷却して巻き取った後、500~580℃の温度域で2.0~12.0時間保持し、その後、室温まで冷却する冷却工程。
上記熱間圧延工程において、前記粗圧延における前記総圧下率を70%以上とし、仕上げ圧延の後段3段の圧下率がいずれも25%未満となるように前記仕上げ圧延を施してもよい。
以下、各工程について詳細に説明する。
加熱工程では、上述の化学組成を有するスラブを1200℃以上の加熱温度に加熱し、1.0時間保持する。スラブ段階で存在する粗大な析出物は、圧延中の割れや材料特性の低下を引き起こすため、熱間圧延前の鋼素材を加熱して、粗大な炭化物を固溶することが好ましい。そのため、加熱温度は1200℃以上とし、保持時間は1.0時間以上とする。好ましい加熱温度は1230℃以上であり、好ましい保持時間は3.0時間以上である。
なお、加熱するスラブは、製造コストの観点から連続鋳造によって生産することが好ましいが、その他の鋳造方法(例えば造塊法)で生産しても構わない。
1000℃未満で粗圧延を行うと、旧オーステナイト粒が十分に再結晶しないため、集合組織が発達し、所望の穴広げ性を得ることができない。そのため、粗圧延完了温度が1000℃以上となるように粗圧延を行う。好ましくは、1050℃以上である。一方、粗圧延を1300℃超で行うと、スケール発生量が多くなることで歩留まりが低下する場合がある。そのため、粗圧延完了温度は1300℃以下でもよい。
なお、粗圧延における総圧下率は、スラブ厚さ:tsと、粗圧延終了時の板厚trとを用いて、(1-tr/ts)×100(%)で表される。
熱間圧延工程の後は、平均冷却速度20℃/s以上で570~620℃の温度域まで冷却する。なお、本実施形態において、平均冷却速度とは、設定する範囲の始点と終点との温度差を、始点から終点までの経過時間で除した値とする。
引張強さ(TS)および全伸び(El)
得られた熱延鋼板の機械的性質のうち引張強さ(TS)および全伸び(El)は、JIS Z 2241:2011の5号試験片を用いて、JIS Z 2241:2011に準拠して測定した。引張試験片の採取位置は、板幅方向中央位置とし、圧延方向に垂直な方向を長手方向とした。クロスヘッド速度は、3mm/minとした。
穴広げ率(λ)は、JIS Z 2256:2010に準拠して穴広げ試験を行うことで評価した。
穴広げ率(λ)が50%以上の場合を穴広げ性に優れるとして合格と判定し、50%未満の場合を穴広げ性に劣るとして不合格と判定した。
靭性は、-40℃でのシャルピー衝撃試験を行って衝撃値を求めることで評価した。熱延鋼板の任意の位置からサブサイズのシャルピー衝撃試験片を採取し、JIS Z 2242:2005に記載の試験方法に従って-40℃における衝撃値を求めることで、靭性を評価した。
衝撃値(vE-40)が60J/cm2以上の場合を靭性に優れるとして合格と判定し、60J/cm2未満の場合を靭性に劣るとして不合格と判定した。
打ち抜き特性は、打ち抜き試験を行って打ち抜き端面性状を観察することで評価した。まず、穴直径10mm、クリアランス12.5%、打ち抜き速度80mm/sで打ち抜き穴を作製した。次に打ち抜き穴の圧延方向に直角な断面を樹脂に埋め込み、走査型電子顕微鏡で打ち抜き端面を撮影した。得られた観察写真を観察し、端面荒れが観察されなかった場合、打ち抜き特性が特に良好であるとして表5~7中に「E(Excellent)」と記載した。また、100μm未満の小さなかけおちが観察された場合、打ち抜き特性が良好であるとして表5~7中に「G(Good)」と記載し、100μm以上の大きなかけおちが観察された場合、打ち抜き特性に劣るとして表5~7中に「B(Bad)」と記載した。
一方、比較例は、強度、延性、穴広げ性および靭性のうちいずれか1つ以上が劣ることが分かる。






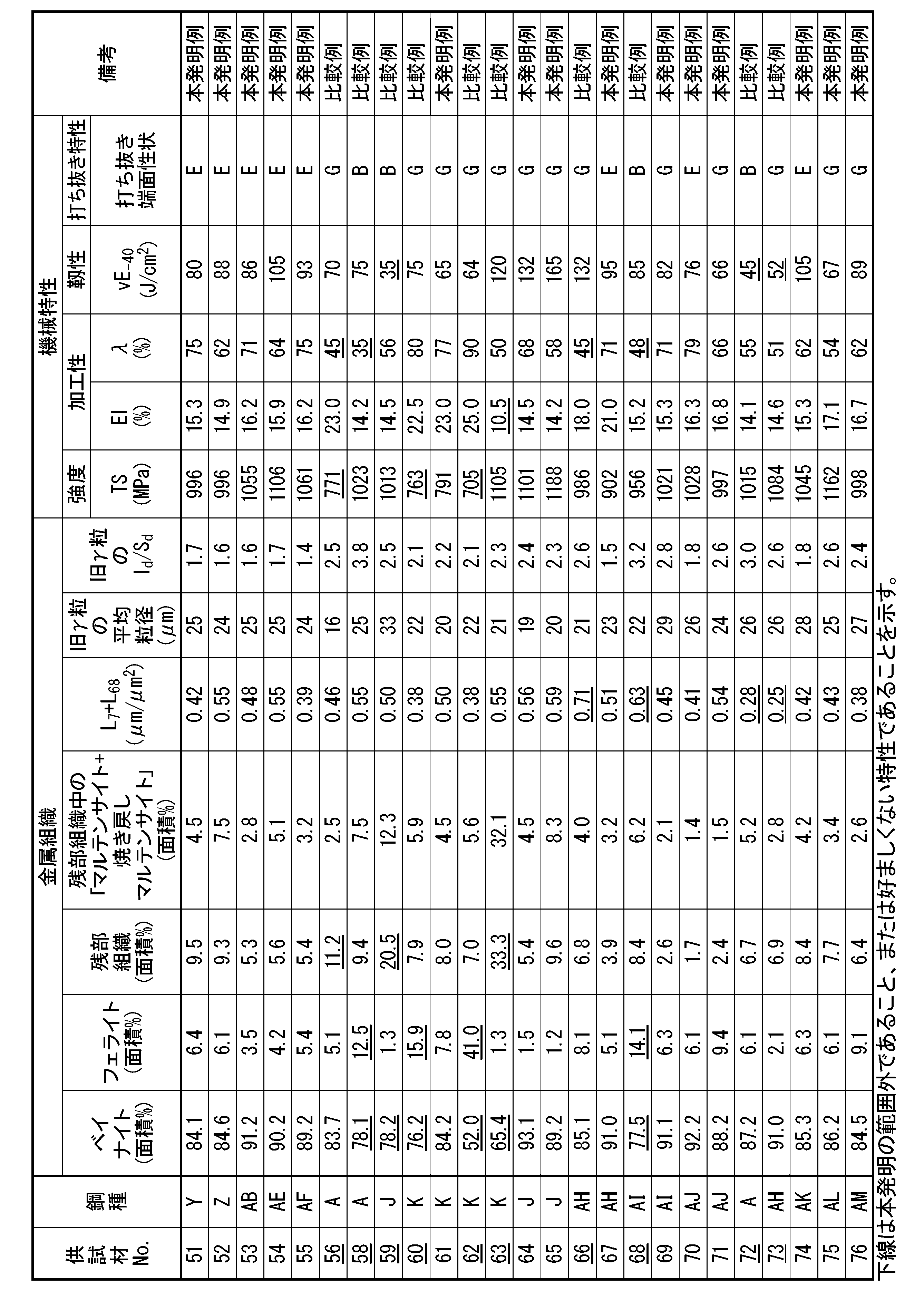
Claims (5)
- 化学組成が、質量%で、
C:0.030~0.200%、
Si:0.05~2.50%、
Mn:1.00~4.00%、
sol.Al:0.001~2.000%、
Ti:0.030~0.200%、
P:0.020%以下、
S:0.020%以下、
N:0.010%以下、
Nb:0~0.200%、
B:0~0.010%、
V:0~1.00%、
Mo:0~1.00%、
Cu:0~1.00%、
W:0~1.00%、
Cr:0~1.00%、
Ni:0~1.00%、
Co:0~1.00%、
Ca:0~0.010%、
Mg:0~0.010%、
REM:0~0.010%、および
Zr:0~0.010%
を含み、残部が鉄および不純物からなり、
金属組織が、面積%で、
ベイナイト:80.0%以上、
フェライト:10.0%以下、
残部組織:10.0%以下であり、
前記ベイナイト内の、<110>方向を軸として、結晶方位差が7°である粒界の長さL7および結晶方位差が68°である粒界の長さL68の密度の合計が0.35~0.60μm/μm2であり、
引張強さが780MPa以上である
ことを特徴とする熱延鋼板。 - 前記化学組成が、質量%で、
Nb:0.005~0.200%、
B:0.001~0.010%、
V:0.005~1.00%、
Mo:0.005~1.00%、
Cu:0.005~1.00%、
W:0.005~1.00%、
Cr:0.005~1.00%、
Ni:0.005~1.00%、
Co:0.005~1.00%、
Ca:0.0005~0.010%、
Mg:0.0005~0.010%、
REM:0.0005~0.010%、および
Zr:0.0005~0.010%
からなる群のうち1種または2種以上を含有することを特徴とする請求項1に記載の熱延鋼板。 - 前記金属組織において、
旧オーステナイト粒の平均粒径が10~30μmであり、
前記旧オーステナイト粒の長軸ldと短軸Sdとの比ld/Sdが2.0以下である
ことを特徴とする請求項1または2に記載の熱延鋼板。 - 請求項1に記載の熱延鋼板の製造方法であって、
請求項1に記載の化学組成を有するスラブを、1200℃以上の加熱温度で1.0時間以上保持する加熱工程と、
粗圧延完了温度が1000℃以上であり、且つ総圧下率が65%超となるように粗圧延を施し、仕上げ圧延完了温度が860~980℃となるように仕上げ圧延を施す熱間圧延工程と、
平均冷却速度20℃/s以上で570~620℃の温度域まで冷却して巻き取った後、500~580℃の温度域で2.0~12.0時間保持し、その後、室温まで冷却する冷却工程と
を備えることを特徴とする熱延鋼板の製造方法。 - 前記熱間圧延工程において、
前記粗圧延における前記総圧下率を70%以上とし、
前記仕上げ圧延の後段3段の圧下率がいずれも25%未満となるように前記仕上げ圧延を施すことを特徴とする請求項4に記載の熱延鋼板の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/765,697 US20220259692A1 (en) | 2019-11-06 | 2020-10-12 | Hot-rolled steel sheet and method of manufacturing same |
| EP20884487.8A EP4056723A4 (en) | 2019-11-06 | 2020-10-12 | HOT-ROLLED STEEL SHEET AND CORRESPONDING PRODUCTION METHOD |
| CN202080074990.7A CN114630917B (zh) | 2019-11-06 | 2020-10-12 | 热轧钢板及其制造方法 |
| MX2022004885A MX2022004885A (es) | 2019-11-06 | 2020-10-12 | Lamina de acero laminada en caliente y metodo de fabricacion de la misma. |
| JP2021554855A JP7243854B2 (ja) | 2019-11-06 | 2020-10-12 | 熱延鋼板およびその製造方法 |
| KR1020227013559A KR20220068250A (ko) | 2019-11-06 | 2020-10-12 | 열연 강판 및 그 제조 방법 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-201427 | 2019-11-06 | ||
| JP2019201427 | 2019-11-06 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021090642A1 true WO2021090642A1 (ja) | 2021-05-14 |
Family
ID=75849923
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/038468 WO2021090642A1 (ja) | 2019-11-06 | 2020-10-12 | 熱延鋼板およびその製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20220259692A1 (ja) |
| EP (1) | EP4056723A4 (ja) |
| JP (1) | JP7243854B2 (ja) |
| KR (1) | KR20220068250A (ja) |
| CN (1) | CN114630917B (ja) |
| MX (1) | MX2022004885A (ja) |
| WO (1) | WO2021090642A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022091489A1 (ja) * | 2020-10-28 | 2022-05-05 | 日本製鉄株式会社 | 熱間圧延鋼板 |
| WO2022244706A1 (ja) * | 2021-05-17 | 2022-11-24 | Jfeスチール株式会社 | 高強度熱延鋼板及び高強度熱延鋼板の製造方法 |
| WO2022244707A1 (ja) * | 2021-05-17 | 2022-11-24 | Jfeスチール株式会社 | 高強度熱延鋼板及び高強度熱延鋼板の製造方法 |
| WO2023095866A1 (ja) * | 2021-11-26 | 2023-06-01 | 日本製鉄株式会社 | 熱延鋼板 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115558863B (zh) * | 2022-10-19 | 2023-04-07 | 鞍钢集团北京研究院有限公司 | 一种屈服强度≥750MPa的低屈强比海工钢及其生产工艺 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009084637A (ja) | 2007-09-28 | 2009-04-23 | Kobe Steel Ltd | 疲労特性及び伸びフランジ性に優れた高強度熱延鋼板 |
| JP2012062558A (ja) * | 2010-09-17 | 2012-03-29 | Jfe Steel Corp | 曲げ加工性に優れた高強度熱延鋼板およびその製造方法 |
| WO2015129199A1 (ja) * | 2014-02-27 | 2015-09-03 | Jfeスチール株式会社 | 高強度熱延鋼板およびその製造方法 |
| JP2016050335A (ja) | 2014-08-29 | 2016-04-11 | 新日鐵住金株式会社 | 熱延鋼板 |
| JP2018009243A (ja) * | 2016-06-30 | 2018-01-18 | 新日鐵住金株式会社 | 脆性き裂伝播停止特性に優れた鋼板およびその製造方法 |
| WO2018026016A1 (ja) * | 2016-08-05 | 2018-02-08 | 新日鐵住金株式会社 | 鋼板及びめっき鋼板 |
| JP2019201427A (ja) | 2019-08-28 | 2019-11-21 | キヤノン株式会社 | 通信装置、探索方法、及びプログラム |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013117953A1 (en) * | 2012-02-10 | 2013-08-15 | Ascometal | Process for making a steel part, and steel part so obtained |
| TWI463018B (zh) * | 2012-04-06 | 2014-12-01 | Nippon Steel & Sumitomo Metal Corp | 具優異裂縫阻滯性之高強度厚鋼板 |
| KR102090884B1 (ko) * | 2015-07-27 | 2020-03-18 | 제이에프이 스틸 가부시키가이샤 | 고강도 열연 강판 및 그 제조 방법 |
-
2020
- 2020-10-12 WO PCT/JP2020/038468 patent/WO2021090642A1/ja unknown
- 2020-10-12 CN CN202080074990.7A patent/CN114630917B/zh active Active
- 2020-10-12 KR KR1020227013559A patent/KR20220068250A/ko not_active Application Discontinuation
- 2020-10-12 MX MX2022004885A patent/MX2022004885A/es unknown
- 2020-10-12 EP EP20884487.8A patent/EP4056723A4/en active Pending
- 2020-10-12 US US17/765,697 patent/US20220259692A1/en active Pending
- 2020-10-12 JP JP2021554855A patent/JP7243854B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009084637A (ja) | 2007-09-28 | 2009-04-23 | Kobe Steel Ltd | 疲労特性及び伸びフランジ性に優れた高強度熱延鋼板 |
| JP2012062558A (ja) * | 2010-09-17 | 2012-03-29 | Jfe Steel Corp | 曲げ加工性に優れた高強度熱延鋼板およびその製造方法 |
| WO2015129199A1 (ja) * | 2014-02-27 | 2015-09-03 | Jfeスチール株式会社 | 高強度熱延鋼板およびその製造方法 |
| JP2016050335A (ja) | 2014-08-29 | 2016-04-11 | 新日鐵住金株式会社 | 熱延鋼板 |
| JP2018009243A (ja) * | 2016-06-30 | 2018-01-18 | 新日鐵住金株式会社 | 脆性き裂伝播停止特性に優れた鋼板およびその製造方法 |
| WO2018026016A1 (ja) * | 2016-08-05 | 2018-02-08 | 新日鐵住金株式会社 | 鋼板及びめっき鋼板 |
| JP2019201427A (ja) | 2019-08-28 | 2019-11-21 | キヤノン株式会社 | 通信装置、探索方法、及びプログラム |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022091489A1 (ja) * | 2020-10-28 | 2022-05-05 | 日本製鉄株式会社 | 熱間圧延鋼板 |
| JP7440804B2 (ja) | 2020-10-28 | 2024-02-29 | 日本製鉄株式会社 | 熱間圧延鋼板 |
| WO2022244706A1 (ja) * | 2021-05-17 | 2022-11-24 | Jfeスチール株式会社 | 高強度熱延鋼板及び高強度熱延鋼板の製造方法 |
| WO2022244707A1 (ja) * | 2021-05-17 | 2022-11-24 | Jfeスチール株式会社 | 高強度熱延鋼板及び高強度熱延鋼板の製造方法 |
| JP7239071B1 (ja) * | 2021-05-17 | 2023-03-14 | Jfeスチール株式会社 | 高強度熱延鋼板及び高強度熱延鋼板の製造方法 |
| JP7239072B1 (ja) * | 2021-05-17 | 2023-03-14 | Jfeスチール株式会社 | 高強度熱延鋼板及び高強度熱延鋼板の製造方法 |
| WO2023095866A1 (ja) * | 2021-11-26 | 2023-06-01 | 日本製鉄株式会社 | 熱延鋼板 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114630917A (zh) | 2022-06-14 |
| MX2022004885A (es) | 2022-05-16 |
| CN114630917B (zh) | 2023-10-24 |
| US20220259692A1 (en) | 2022-08-18 |
| EP4056723A4 (en) | 2023-10-18 |
| JP7243854B2 (ja) | 2023-03-22 |
| JPWO2021090642A1 (ja) | 2021-05-14 |
| KR20220068250A (ko) | 2022-05-25 |
| EP4056723A1 (en) | 2022-09-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7243854B2 (ja) | 熱延鋼板およびその製造方法 | |
| JP6241274B2 (ja) | 熱延鋼板の製造方法 | |
| JP6784344B1 (ja) | 熱延鋼板 | |
| WO2022044493A1 (ja) | 熱延鋼板 | |
| WO2023063010A1 (ja) | 熱間圧延鋼板 | |
| CN116323989A (zh) | 热轧钢板 | |
| KR20230086780A (ko) | 강판 및 그 제조 방법 | |
| JPWO2020080554A1 (ja) | 熱延鋼板 | |
| WO2022210396A1 (ja) | 鋼板、鋼板の製造方法、および中間鋼板の製造方法 | |
| CN115244203B (zh) | 热轧钢板 | |
| JP7348573B2 (ja) | 熱延鋼板 | |
| WO2022044495A1 (ja) | 熱延鋼板 | |
| JP7260825B2 (ja) | 熱延鋼板 | |
| KR20220062603A (ko) | 열연 강판 | |
| JP7440804B2 (ja) | 熱間圧延鋼板 | |
| JP7260824B2 (ja) | 熱延鋼板 | |
| WO2022044492A1 (ja) | 熱延鋼板 | |
| WO2022044494A1 (ja) | 熱延鋼板 | |
| WO2023063347A1 (ja) | 熱間圧延鋼板 | |
| WO2023063014A1 (ja) | 熱間圧延鋼板 | |
| WO2023095870A1 (ja) | 亜鉛めっき鋼板 | |
| WO2023095866A1 (ja) | 熱延鋼板 | |
| WO2023281808A1 (ja) | 熱延鋼板 | |
| WO2023063350A1 (ja) | 熱間圧延鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20884487 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021554855 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20227013559 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020884487 Country of ref document: EP Effective date: 20220607 |