WO2021065837A1 - 糸状粘着体及び糸状粘着体の製造方法 - Google Patents
糸状粘着体及び糸状粘着体の製造方法 Download PDFInfo
- Publication number
- WO2021065837A1 WO2021065837A1 PCT/JP2020/036740 JP2020036740W WO2021065837A1 WO 2021065837 A1 WO2021065837 A1 WO 2021065837A1 JP 2020036740 W JP2020036740 W JP 2020036740W WO 2021065837 A1 WO2021065837 A1 WO 2021065837A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- core material
- filamentous
- adhesive
- pressure
- adhesive layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J201/00—Adhesives based on unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/21—Paper; Textile fabrics
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/02—Yarns or threads characterised by the material or by the materials from which they are made
- D02G3/04—Blended or other yarns or threads containing components made from different materials
- D02G3/042—Blended or other yarns or threads containing components made from different materials all components being made from natural material
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/26—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre with characteristics dependent on the amount or direction of twist
- D02G3/30—Crêped or other highly-twisted yarns or threads
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/36—Cored or coated yarns or threads
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/40—Yarns in which fibres are united by adhesives; Impregnated yarns or threads
- D02G3/404—Yarns or threads coated with polymeric solutions
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/19—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with synthetic macromolecular compounds
- D06M15/21—Macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D06M15/263—Macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds of unsaturated carboxylic acids; Salts or esters thereof
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/693—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with natural or synthetic rubber, or derivatives thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2207/00—Properties characterising the ingredient of the composition
- C08L2207/20—Recycled plastic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2400/00—Presence of inorganic and organic materials
- C09J2400/20—Presence of organic materials
- C09J2400/26—Presence of textile or fabric
- C09J2400/263—Presence of textile or fabric in the substrate
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/06—Load-responsive characteristics
Definitions
- the present invention relates to a thread-like adhesive body and a method for producing a thread-like adhesive body.
- polyester resin recovered from used packaging materials such as PET (polyethylene terephthalate) bottles can be reused and used as recycled polyester.
- PET polyethylene terephthalate
- As one of the products using this recycled polyester there are recycled film and polyester filament yarn obtained by remelting and spinning, and this recycled film and filament yarn are used for industrial materials and clothing. Has been done.
- Patent Document 1 paying attention to the drawback in the decrease in heat resistance when recycled PET is used, not only recycled polyester but also thermoplastic resins other than polyester such as polyimide resin and polyetherimide resin and recycled polyester derived from polyester bottles are used.
- Patent Document 2 in recycling from waste polyester fiber to recycled fiber by remelting, mechanical strength is obtained by melt-kneading silica particles treated with a silane compound at a high temperature, alumina particles and waste polyester resin. And techniques for modifying deterioration resistance are described.
- a thread-like adhesive body which is an adhesive article having a thread-like core material. Since such an adhesive article is thread-like, it has an advantage that it can be easily applied to a complicated shape such as a curved surface, a curved surface, or an uneven surface, and can also be applied to a narrow portion. Also, unlike liquid adhesives, there is no risk of dripping or squeezing out. Since the thread-like core material is required to have strength, a filament made of resin is used.
- the present inventors have applied a pressure-sensitive adhesive layer to the peripheral surface of the core material in the longitudinal direction in a thread-like adhesive body using recycled resin as the core material. It was found that the above-mentioned problems could be solved, and the present invention was completed. That is, the present invention is as follows.
- a thread-like core material and an adhesive layer covering the peripheral surface of the core material in the longitudinal direction are provided.
- the core material contains a recycled resin and contains A filamentous pressure-sensitive adhesive having a coverage of the peripheral surface by the pressure-sensitive adhesive layer of 50% or more.
- the filamentous adhesive according to [1] or [2], wherein the core material is a multifilament yarn including two or more filaments.
- the filamentous adhesive according to any one of [1] to [3], wherein the twist coefficient K of the core material represented by the formula (A) is 0 or more and 200 or less.
- K is the twist coefficient
- T is the number of twists (unit is [times / m])
- D is fineness (unit is [dtex]).
- a method for manufacturing a thread-like adhesive body including a thread-like core material and an adhesive layer covering the peripheral surface of the core material in the longitudinal direction, wherein a coating solution is applied to the peripheral surface of the core material in the longitudinal direction.
- the coating liquid comprises a step of forming the pressure-sensitive adhesive layer by working, and the solution viscosity under the condition of a shear rate of 100 (1 / s) is 0.03 to 6 Pa ⁇ s, and the shear rate is 0.1 (1 / s).
- a method for manufacturing a thread-like adhesive body including a thread-like core material and an adhesive layer covering the peripheral surface of the core material in the longitudinal direction, wherein a coating liquid is applied to the peripheral surface of the core material in the longitudinal direction.
- a method for producing a filamentous pressure-sensitive adhesive which comprises a step of forming the pressure-sensitive adhesive layer by processing, and the tension of the core material at the time of coating is 6 mN / dtex or less.
- the present invention provides a filamentous adhesive having excellent strength and using a recycled resin as a core material.
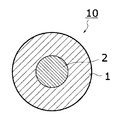
- FIG. 1 is a cross-sectional view of a thread-like adhesive body including a core material made of a single thread (monofilament) according to an embodiment of the present invention in a cross section perpendicular to the longitudinal direction.
- FIG. 2 is a cross-sectional view of a filamentous adhesive body including a core material composed of two or more filaments (multifilaments) according to an embodiment of the present invention in a cross section perpendicular to the longitudinal direction.
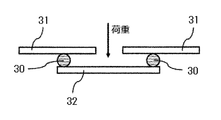
- FIG. 3 is a perspective view for explaining a method for evaluating the adhesive strength of the filamentous adhesive body of the present invention.
- FIG. 4 is a cross-sectional view of a cross section taken along the line AA of FIG. FIG.
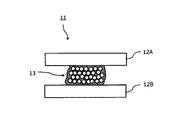
- FIG. 5 is a schematic view of a state in which adherends are bonded to each other using the filamentous adhesive according to the embodiment of the present invention.
- FIG. 6 is a schematic view of a state in which adherends are bonded to each other using the filamentous adhesive according to the embodiment of the present invention.
- the thread-like adhesive body according to the embodiment of the present invention includes a thread-like core material and an adhesive layer that covers the peripheral surface of the core material in the longitudinal direction, and the core material contains a recycled resin and the pressure-sensitive adhesive.
- the coverage of the peripheral surface by the layer is 50% or more.
- the peripheral surface of the core material means a visible surface of the entire surface of the core material from 0 ° to 360 ° around the center line in the longitudinal direction of the core material.
- the filamentous adhesive body of the present embodiment is excellent in strength by having the above-mentioned structure. This will be described in detail below.
- a filamentous adhesive having excellent strength By covering the peripheral surface of the core material in the longitudinal direction with an adhesive layer, a filamentous adhesive having excellent strength can be obtained. This is because the core material is less likely to come out on the surface of the portion covered with the adhesive layer, and the adhesive layer suppresses the movement of each filament when stress is applied, so that it can be prevented from being rubbed and broken. Therefore, it is presumed that unevenness is less likely to occur on the surface of the filamentous adhesive body and stress is concentrated on a part of the core material to prevent breakage.
- the coverage of the peripheral surface of the core material with the adhesive is preferably 100%, preferably 50% or more. 80% or more is more preferable, 90% or more is further preferable, and 95% or more is particularly preferable.
- the coverage of the peripheral surface of the core material with the adhesive is 50% or more, the core material can be prevented from breaking and a thread-like adhesive body having excellent strength can be obtained.
- the filamentous adhesive according to the embodiment of the present invention includes a filamentous core material and an adhesive layer that covers the entire circumference of the surface of the core material in the longitudinal direction, and the core material contains a recycled resin.
- the entire circumference of the core material means the entire peripheral surface of the core material, and means the entire circumference of the surface of the core material at 360 ° with the center line in the longitudinal direction of the core material as the center.
- recycled resin collects used resin products so that they can be reused, there is a concern about contamination in the recycling process, and it is difficult for consumers to gain hygienic credibility.
- the peripheral surface of the core material in the longitudinal direction is coated with the pressure-sensitive adhesive layer at a high coverage rate, the recycled resin does not come out on the surface, which is hygienic.
- the core material according to the embodiment of the present invention is preferably a multifilament yarn including two or more filaments.
- the filamentous shape means that the length in the longitudinal direction is sufficiently longer than the length in the width direction, and the short axis (hereinafter, also referred to as "cross-sectional shape") in the shape of the cross section perpendicular to the longitudinal direction passes through the center of gravity of the cross-sectional shape.
- the ratio (major axis / minor axis) of the length of the long axis (the longest axis passing through the center of gravity of the cross-sectional shape) to the length of the shortest axis) is, for example, 200 or less, preferably 100 or less.
- the shape is more preferably 50 or less, further preferably 10 or less, still more preferably 5 or less, particularly preferably 3 or less, and it is in a state where it can be bent in various directions and angles like a thread. means. Since the filamentous adhesive can be bent in various directions and angles in this way, it can be bent according to the shape of the bonding region, and therefore, it is possible to cope with the diversification of the shape of the bonding region.
- FIG. 1 is a cross-sectional view of the filamentous adhesive body 10 according to the embodiment of the present invention in a cross section perpendicular to the longitudinal direction.
- the filamentous adhesive body 10 shown in FIG. 1 includes a filamentous core material 2 and an adhesive layer 1 that covers the peripheral surface of the core material 2 in the longitudinal direction.
- FIG. 2 is a cross-sectional view of the filamentous adhesive body 20 according to the embodiment of the present invention in a cross section perpendicular to the longitudinal direction.
- the thread-like adhesive body 20 according to the present embodiment includes a core material 2 and an adhesive layer 1 that covers the peripheral surface of the core material 2 in the longitudinal direction, and the core material 2 includes a multi having two or more filaments 3. It is a filament yarn.
- the filamentous adhesive according to the embodiment of the present invention will be described in detail below.
- the core material according to the embodiment of the present invention contains a recycled resin.
- the recycled resin in the present invention is a resin obtained by recycling a resin product, and includes a resin obtained by material recycling and chemical recycling. Material recycling indicates that a resin product such as waste plastic is recycled as a raw material for the resin product after being subjected to a treatment such as crushing and melting.
- Chemical recycling is the chemical decomposition of resin products such as waste plastics by raw materials / monomerization, blast furnace reducing agents, coke oven chemical raw materials, gasification, oiling, etc. to decompose petroleum raw materials, etc. It is shown that it is obtained and reused as a raw material for resin products.
- the type of recycled resin is not particularly limited, and may be appropriately selected according to the required properties such as strength, mass, and hardness.
- Examples include materials including polymer materials such as various thermoplastic polymers, thermocurable polymers, rubbers, rayon, cupra, acetate, promix, nylon, aramid, vinylon, vinylidene, polyvinyl chloride, polyester, acrylic.
- PET polyethylene terephthalate
- PET vinyl chloride resins
- vinyl acetate resins vinyl acetate resins
- polyimide resins Various polymer materials such as polyamide resin, fluororesin, polyurethane, polypropylene, polylactic acid; various rubbers such as natural rubber and synthetic rubber such as polyurethane; foams such as foamed polyurethane and foamed poly
- the recycled resin may include a non-recycled resin, that is, a commercially available polymer or a newly synthesized polymer.
- the type of non-recycled resin is not particularly limited, and examples thereof include materials containing polymer materials such as various thermoplastic polymers, thermosetting polymers, and rubber. Thermoplastic polymers are preferable, and the same types as the above-mentioned recycled resins are used. Resin is preferable, polyester resin is preferable, and polyethylene terephthalate (PET) is more preferable.
- the content of the recycled resin in the core material is preferably 70% by mass or more, more preferably 80% by mass or more, and further preferably 95% by mass or more from the viewpoint of reducing the environmental load.
- the core material may contain fillers (inorganic fillers, organic fillers, etc.), antioxidants, antioxidants, UV absorbers, antistatic agents, lubricants, plasticizers, colorants (pigments, dyes, etc.), if necessary. Etc.) and other various additives may be blended.
- the surface of the core material may be subjected to known or conventional surface treatment such as corona discharge treatment, plasma treatment, application of an undercoating agent, and the like.
- the form of the core material is not particularly limited, and may be appropriately adjusted according to the required properties such as strength, mass, and hardness.
- the cross-sectional shape of the core material in the filamentous adhesive is typically circular, but it can take various shapes such as an ellipse and a polygon in addition to the circular shape.
- the core material in the filamentous adhesive body may be a monofilament composed of a single filament, a multifilament composed of a plurality of filaments, and is generally spun yarn, crimped, bulked, or the like. It may be a processed yarn called a textured yarn, a bulky yarn, a stretch yarn, a hollow yarn, or a yarn obtained by twisting and combining these yarns.
- the thickness of the core material is not particularly limited, and may be appropriately adjusted together with the thickness of the pressure-sensitive adhesive layer so that the thickness of the filamentous pressure-sensitive adhesive is appropriate according to the application.
- the peripheral surface of the core material in the longitudinal direction is covered with an adhesive layer.
- the end face of the core material may or may not be covered with an adhesive layer.
- the adhesive is cut during the manufacturing process or during use, the end face of the core may not be covered by the adhesive layer.
- the filamentous adhesive preferably includes a multifilament yarn as a core material.
- the adhesive strength (difficulty of peeling between articles) when a plurality of articles are bonded together by the filamentous adhesive is greatly affected by the contact area between the filamentous adhesive and the articles.
- FIG. 5 shows a schematic view of a bonded body 11 to which the article 12A and the article 12B are bonded by using a filamentous adhesive body 13 having a core material made of a multifilament thread.
- the filamentous adhesive body 13 When the articles are bonded together using the filamentous adhesive body 13 provided with the multifilament yarn as the core material, each filament constituting the core material spreads so as to be separated, and the core material is deformed so as to be crushed to cover the article 12A and a wide area. Since the article 12B and the thread-like adhesive body can come into contact with each other, high adhesive strength can be obtained.
- the filamentous adhesive body 13 having the multifilament yarn as the core material has the same thickness (fineness) of the core material, and is compared with the filamentous adhesive body having the core material made of monofilament. Demonstrates high adhesive strength.
- the number of filaments constituting the multifilament is preferably 2 or more, more preferably 10 or more, further preferably 15 or more, and 20 or more from the viewpoint of adhesive strength. Is particularly preferable.
- the thickness (fineness) of the core material is kept at the same level, each filament becomes thinner (the fineness becomes smaller) as the number of filaments constituting the core material increases. If each filament becomes too thin, the strength of the core material may be lowered and the handleability may be lowered. Therefore, the number of filaments constituting the core material is preferably 300 or less.
- the multifilament yarn may be a twisted yarn that has been twisted or a non-twisted yarn that has not been twisted. That is, the number of twists of the multifilament yarn may be more than 0 times / m or 0 times / m. Further, the multifilament yarn may be a combination of a plurality of twisted or untwisted multifilaments, twisted or untwisted.
- each filament spreads and the core material becomes thick as shown in FIG. In the direction (direction perpendicular to the longitudinal direction), it deforms so as to extend in a direction parallel to the applied force.
- the shape of the core material becomes too distorted at this time, stress is concentrated in the distorted portion, and the portion tends to be the starting point of peeling. Therefore, in order to exhibit excellent adhesive strength, it is preferable that each filament constituting the core material has a certain degree of cohesion.
- the core material may be untwisted yarn or twisted yarn, that is, the number of twists of the core material in the present embodiment may be 0 times / m or more, but each of the core materials constituting the core material In order to give the filament a certain degree of cohesion, it is preferable that the core material is twisted.
- the number of twists of the core material is preferably 30 times / m or more, more preferably 60 times / m or more, and further preferably 90 times / m or more.
- the twist of the core material is not too strong in order to sufficiently deform the core material when a plurality of articles are bonded together and to increase the amount of the adhesive adhered per unit length. .. Therefore, the number of twists of the core material is preferably 3000 times / m or less, more preferably 1500 times / m or less, further preferably 800 times / m or less, and 250 times / m or less. Is particularly preferred.
- the twist coefficient K is an index for discussing the influence of twisting (the influence on the cohesiveness of the core material, the easiness of deformation, the amount of adhesive adhered, etc.) regardless of the thickness of the core material. That is, the effect of the number of twists on the core material differs depending on the thickness of the core material, but if the twist coefficient is the same, the effect of twisting on the core material is about the same regardless of the thickness of the core material. Shown.
- the twist coefficient K of the core material is preferably 0 or more, and more preferably more than 0.
- the twist coefficient K is 200 or less, the flexibility of the core material and, by extension, the thread-like adhesive body is improved, and it becomes easy to attach the core material to a complicated shape such as a curved portion, a bent portion, an uneven portion, or a narrow portion. Therefore, the twist coefficient of the core material is preferably 200 or less, more preferably 100 or less, and even more preferably less than 50.
- K is the twist coefficient
- T is the number of twists (unit is [times / m])
- D is fineness (unit is [dtex]).
- the filament forming the core material may be a hollow yarn.
- the hollow fiber is highly flexible in the thickness direction and is easily deformed. Therefore, the core material obtained by using the hollow fiber is also highly flexible in the thickness direction and easily deformed. Therefore, when a hollow fiber is used as the filament forming the core material, the above-mentioned crushing deformation of the core material is more likely to occur.
- the core material is highly flexible, stress is likely to be dispersed due to deformation of the core material when a force is applied in the direction in which the adherends bonded together using the thread-like adhesive body are peeled off.
- the pressure-sensitive adhesive layer that covers the peripheral surface of the core material in the longitudinal direction can be formed by the pressure-sensitive adhesive.
- the type of adhesive used is not particularly limited, and for example, acrylic adhesive, rubber adhesive, vinyl alkyl ether adhesive, silicone adhesive, polyester adhesive, polyamide adhesive, urethane adhesive. , Fluorine-based adhesives, epoxy-based adhesives, etc. can be used. Of these, rubber-based adhesives and acrylic-based adhesives are preferable, and acrylic-based adhesives are particularly preferable, from the viewpoint of adhesiveness.
- As the pressure-sensitive adhesive only one type may be used alone, or two or more types may be used in combination.
- Acrylic adhesives are mainly composed of (meth) acrylic acid alkyl esters such as ethyl acrylate, butyl acrylate, 2-ethylhexyl acrylate, isooctyl acrylate, and isononyl acrylate, and if necessary, acrylonitrile, vinyl acetate, etc.
- Modification monomers such as styrene, methyl methacrylate, acrylic acid, methacrylic acid, maleic anhydride, vinylpyrrolidone, glycidyl methacrylate, dimethylaminoethyl methacrylate, hydroxyethyl acrylate, acrylamide, and ⁇ -methacryloxypropyltrimethoxysilane.
- the main agent is a polymer of the monomer.
- Rubber-based adhesives include natural rubber, styrene-isoprene-styrene block copolymer, styrene-butadiene-styrene block copolymer, styrene-ethylene / butylene-styrene block copolymer, styrene butadiene rubber, polybutadiene, polyisoprene, etc. It is mainly composed of rubber-based polymers such as polyisobutylene, butyl rubber, chloroprene rubber, and silicone rubber.
- these adhesives include tackifier resins such as rosin-based, terpene-based, styrene-based, aliphatic petroleum-based, aromatic petroleum-based, xylene-based, phenol-based, kumaron inden-based, and their hydrogen additives, and cross-linking.
- Antistatic agents, preservatives, antiaging agents, ultraviolet absorbers, antioxidants, light stabilizers and other various additives can be appropriately blended.
- the pressure-sensitive adhesive either a solvent-type pressure-sensitive adhesive or a water-dispersible type pressure-sensitive adhesive can be used.
- a water-dispersible adhesive is preferable from the viewpoints that high-speed coating is possible, it is environmentally friendly, and the influence of the solvent on the core material (swelling, dissolution) is small.
- the peripheral surface of the core material in the longitudinal direction is covered with an adhesive layer. That is, it is preferable that the adhesive is adhered to the peripheral surface of the core material.
- the peripheral surface of the core material is coated with an adhesive with a high coating ratio, it is hygienic because the recycled resin does not easily come out on the surface, and a filamentous adhesive having excellent strength can be obtained. Therefore, it is preferable that the adhesive adheres to the entire circumference of the core material. Further, it is preferable that the surface of the pressure-sensitive adhesive layer has less lumps and unevenness.
- recycled resin is used as the core material of the filamentous adhesive, it is inferior in strength to non-recycled resin and is easily broken.
- the present inventors have found that the conventional filamentous adhesive has a portion where the core material is not covered, which causes a decrease in strength and a variation in physical properties. Then, the filamentous adhesive according to the embodiment of the present invention is made into a filamentous adhesive having sufficient strength even if the core material is made of recycled resin by coating the peripheral surface of the core material with an adhesive. It became possible.
- the core material of the filamentous adhesive is a multifilament
- the adhesive permeates the inside of the multifilament and acts like a lubricating oil, and the filaments act as lubricating oils. It is presumed that breakage can be prevented because friction is alleviated. Further, it is presumed that when the filamentous adhesive is used, stress is concentrated on some filaments to prevent the filament from breaking. As a result, it is possible to prevent the core material from breaking and to obtain a thread-like adhesive body having excellent strength.
- the filamentous adhesive can be obtained, for example, by applying an adhesive (coating liquid) to the surface of the core material by dipping, dipping, coating, etc., and heating and drying as necessary.
- the adhesive can be applied using, for example, a conventional coater such as a gravure roll coater, a reverse roll coater, a kiss roll coater, a dip roll coater, a bar coater, a knife coater, or a spray coater.
- the pressure-sensitive adhesive layer adjusts the viscosity of the pressure-sensitive adhesive used as the coating liquid, the tension at the time of coating, the drying conditions, etc., and if necessary, the composition of the pressure-sensitive adhesive, the oil used for the core material, and the surface condition of the core material. By changing or adjusting the shape, it can be formed on the peripheral surface of the core material in the longitudinal direction to cover the core material. Further, the filamentous adhesive body is preferably produced by the method for producing a filamentous adhesive body described later.
- the amount of the pressure-sensitive adhesive adhered is preferably 2 mg / m or more, more preferably 5 mg / m or more, and even more preferably 8 mg / m or more.
- the amount of the pressure-sensitive adhesive adhered is preferably 200 mg / m or less, more preferably 180 mg / m or less, and even more preferably 160 mg / m or less.
- the coverage of the peripheral surface of the core material with the adhesive is preferably 100% as described above, but is 50% or more. Is preferable, 80% or more is more preferable, 90% or more is further preferable, and 95% or more is particularly preferable. When the coverage is 50% or more, the core material can be prevented from breaking and a filamentous adhesive having excellent strength can be obtained.
- the coverage of the core material can be calculated using, for example, an X-ray CT apparatus (Xradia 520 Versa, manufactured by Zeiss, tube voltage 60 kV, tube current 83 ⁇ A, pixel size 1.5 ⁇ m / pixel).
- 1601 continuous transmission images are taken with respect to 0 ° to 360 ° on the surface of the core material, centering on the center line in the longitudinal direction of the core material of the filamentous adhesive body.
- the obtained image was three-dimensionally reconstructed by image analysis software (ImageJ, AVIZO (manufactured by Thermo Fisher Scientific)), and the core material, adhesive, and air were quantified and noise removed based on the brightness to identify them. To do.
- image analysis software ImageJ, AVIZO (manufactured by Thermo Fisher Scientific)
- the core material, adhesive, and air were quantified and noise removed based on the brightness to identify them.
- the pressure-sensitive adhesive layer preferably has a uniform thickness with little lumps or unevenness on the surface. Further, in this case, the thickness of the pressure-sensitive adhesive layer is not particularly limited, and can be appropriately selected depending on the use of the filamentous pressure-sensitive adhesive. Usually, the thickness of the pressure-sensitive adhesive layer is preferably about 3 ⁇ m to 150 ⁇ m, preferably about 5 ⁇ m to 50 ⁇ m.
- the adhesive strength of the filamentous adhesive can be evaluated by, for example, the method shown below. (Evaluation method of adhesive strength) Using the thread-like adhesive body 30, a circular acrylic plate 32 having a thickness of 3 mm and a diameter of 70 mm and a rectangular polycarbonate resin plate 31 (short side 80 mm) provided with a rectangular slit (short side 30 mm, long side 40 mm) in the center. , 110 mm long side, 10 mm thick) are bonded together so that the center of the acrylic plate 32 and the center of the slit of the polycarbonate resin plate 31 coincide with each other, and are pressure-bonded at 2 kg for 10 seconds.
- the filamentous adhesive body 30 is arranged along the edge of the acrylic plate as shown in FIGS. 3 and 4.
- FIG. 3 A perspective view of the bonded state is shown in FIG. 3, and a cross-sectional view taken along the line AA of FIG. 3 is shown in FIG.
- the polycarbonate resin plate 31 is fixed, and as shown in FIG. 4, a load is applied to the center of the acrylic plate 32 through the slit in the direction in which the acrylic plate 32 and the polycarbonate resin plate 31 are separated from each other, and the acrylic plate 32 and the polycarbonate resin plate 31 are separated from each other. Measure the maximum load observed before the separation.
- the filamentous adhesive according to the embodiment of the present invention preferably has a breaking strength of 30 mN / dtex or more.
- the breaking strength is preferably 32 mN / dtex or more, more preferably 34 mN / dtex or more, and further preferably 36 mN / dtex or more. Further, from the viewpoint of ease of cutting during use, it is preferably 80 mN / dtex or less, more preferably 70 mN / dtex or less, and further preferably 60 mN / dtex or less.
- the breaking strength of the filamentous adhesive can be measured by the method described in Examples.
- the method for producing a filamentous adhesive according to an embodiment of the present invention is as follows.
- the coating liquid has a solution viscosity of 0.03 to 6 Pa ⁇ s at a shear rate of 100 (1 / s) and a shear rate of 0.1 (1 / s).
- the solution viscosity in s) is 2 to 140 Pa ⁇ s.
- the shear rate is changed to 9000 (1 / s) (A)
- the value of the solution viscosity (Pa ⁇ s) of the coating liquid when the shear rate is 100 (1 / s) is the shear rate 100 (1 / s). It is the solution viscosity (Pa ⁇ s) at 1 / s).
- the shear rate is returned to 0.01 (1 / s) (B)
- the value of the solution viscosity (Pa ⁇ s) of the coating liquid when the shear rate is 0.1 (1 / s) is the shear rate.
- the solution viscosity of the coating liquid at a shear rate of 100 (1 / s) is predicted to be close to the viscosity of the coating liquid at the time of coating. If the solution viscosity at a shear rate of 100 (1 / s) is higher than 6 Pa ⁇ s, the coating liquid does not flow, and the coating liquid is not applied to the core material, causing lumps or unevenness, and the coated surface becomes rough. There is a risk that the core material will be exposed.
- the solution viscosity of the coating liquid at a shear rate of 100 (1 / s) is preferably 0.03 Pa ⁇ s or more from the viewpoint of preventing the core material from being exposed without the coating liquid being applied to the core material.
- the coating surface becomes rough and the core material is not exposed. It is preferably 5 Pa ⁇ s or less, and even more preferably 4 Pa ⁇ s or less.
- the solution viscosity of the coating liquid at a shear rate of 0.1 (1 / s) indicates the degree of fluidity of the coating liquid from coating to drying. If the solution viscosity at a shear rate of 0.1 (1 / s) is lower than 2 Pa ⁇ s, the coating liquid may be repelled in the process from coating to drying, and the core material may be exposed.
- the solution viscosity of the coating liquid at a shear rate of 0.1 (1 / s) is 2 Pa ⁇ s or more in order to prevent the coating liquid from being repelled in the process from coating to drying and exposing the core material. It is preferable, it is more preferably 4 Pa ⁇ s or more, and further preferably 6 Pa ⁇ s or more.
- the coating liquid is preferably 140 Pa ⁇ s or less, more preferably 120 Pa ⁇ s or less, and further preferably 100 Pa ⁇ s or less.
- the solution viscosity of the coating liquid can be measured by the method described in Examples.
- the coating liquid has a solution viscosity of 0.03 to 6 Pa ⁇ s under the condition of a shear rate of 100 (1 / s). Therefore, it is preferable that the solution viscosity becomes 2 to 140 Pa ⁇ s under the condition of a shear rate of 0.1 (1 / s) in a short time.
- the method for producing a filamentous adhesive A method for manufacturing a thread-like adhesive body including a thread-like core material and an adhesive layer covering the peripheral surface of the core material in the longitudinal direction, wherein a coating liquid is applied to the peripheral surface of the core material in the longitudinal direction.
- the tension of the core material at the time of coating is 6 mN / dtex or less, including the step of forming the pressure-sensitive adhesive layer. If the tension of the core material at the time of coating is larger than 6 mN / dtex, the cross section of the core material approaches a circle and there is no gap between the filaments, and the retention of the coating liquid and the leveling property cannot be balanced and uniform. An adhesive layer with a large thickness cannot be formed.
- 0.2 mN / It is preferably dtex or more, more preferably 0.4 mN / dtex or more, and even more preferably 0.6 mN / dtex or more. Further, from the viewpoint of preventing uneven formation of the pressure-sensitive adhesive layer and preventing the core material from spreading or breaking, it is preferably 6 mN / dtex or less, more preferably 5 mN / dtex or less, and 4 mN / dtex or less. Is more preferable.
- the tension of the core material can be measured by the method described in the examples, for example, using a digital force gauge (AD-4932A).
- an adhesive layer can be uniformly formed on the peripheral surface of the core material, and a filamentous adhesive having excellent strength can be produced.
- the shape of the bonding area is not particularly limited.
- As an example of the shape of the bonding region there is a frame-like shape along the outer shape of the bonding surface (the surface of the joint body facing the other article) of one article.
- the cover glass of a display or the cover glass of a camera such as a smartphone is bonded to a frame member, the shape of such a bonding area is required.
- the type of the member to be bonded is not particularly limited, but the member is a member constituting the electronic device because the shape of the bonding region is particularly required to be narrowed and complicated in joining the parts of the electronic device. Is preferable.
- various members constituting electronic devices include, for example, cables such as electric wires and optical fibers, LED fiber lights, and optical fiber sensors such as FBG (Fiber Bragg Gratings). Examples include wire rods (linear members). When these members are attached and fixed to other members in a bent state, the shape of the bonded region also becomes a narrow bent shape according to the shape of the linear member.
- a thread-like adhesive body is first attached to one member, and then another member is attached.
- the method of sticking the filamentous adhesive to the member is not particularly limited, and a sticking machine (pasting device) may be used, or the filamentous adhesive may be attached by hand. Once the filamentous adhesive is attached to the temporary support, the filamentous adhesive is attached. It may be transferred to the member.
- a plurality of thread-like adhesive bodies may be used for bonding the members (that is, manufacturing of a bonded body), it is preferable that only one adhesive body is used from the viewpoint of reducing man-hours.
- the monomer emulsion A includes 98 parts by mass of 2-ethylhexyl acrylate, 1.25 parts by mass of acrylic acid, 0.75 parts by mass of methacrylic acid, 0.05 parts by mass of lauryl mercaptan (chain transfer agent), and ⁇ -methacryloxypropyltrimethoxy.
- the temperature is kept at 60 ° C. for another 3 hours, the system is cooled to room temperature, and the pH is adjusted to 7 by adding 10% aqueous ammonia to make an acrylic polymer emulsion (aqueous dispersion type acrylic). System polymer) was obtained.
- tension The tension of the core material was measured at the time of coating using a digital force gauge (AD-4932A). Specifically, the tension between the feeding point of the core material and the coating roll was measured by reading the stress applied to the terminal of the force gauge.
- the shear rate is changed to 9000 (1 / s) (A) over 20 seconds, the shear rate is returned to 0.01 (1 / s) (B) over 20 seconds, and the solution of the coating liquid during that period.
- the viscosity (Pa ⁇ s) was measured.
- the shear rate is changed to 9000 (1 / s) (A)
- the value of the solution viscosity (Pa ⁇ s) of the coating liquid when the shear rate is 100 (1 / s) is set to the shear rate of 100 (1 / s).
- the solution viscosity (Pa ⁇ s) was 1 / s) and is shown in Table 1.
- the value of the solution viscosity (Pa ⁇ s) of the coating liquid when the shear rate is 0.1 (1 / s) is determined by shearing.
- the solution viscosity (Pa ⁇ s) at a rate of 0.1 (1 / s) was set and shown in Table 1.
- the coverage of the core material was calculated using an X-ray CT apparatus (Xradia 520 Versa, manufactured by Zeiss, tube voltage 60 kV, tube current 83 ⁇ A, pixel size 1.5 ⁇ m / pixel). 1601 continuous transmission images were taken from 0 ° to 360 ° on the surface of the core material centering on the center line in the longitudinal direction of the core material of the filamentous adhesive body. The obtained image was three-dimensionally reconstructed by image analysis software (ImageJ, AVIZO (manufactured by Thermo Fisher Scientific)), and the core material, adhesive, and air were quantified and noise removed based on the brightness to identify them. did.
- image analysis software ImageJ, AVIZO (manufactured by Thermo Fisher Scientific)
- the breaking strength of the filamentous adhesive and the core material in Production Examples 1 to 4 was calculated by the following procedure. First, the thread-like adhesive body and the core material are cut to 150 mm. Next, the autograph is set so that the distance between the chuck portions is 100 mm and used as a sample. Then, at a speed of 50 mm / sec, the chuck interval is widened until the sample breaks. The breaking strength was calculated by setting the peak top value of stress at the time of breaking of the sample per decitex.
- a rectangular acrylic plate 32 having a thickness of 3 mm and a diameter of 70 mm and a rectangular slit (short side 30 mm, long side 40 mm) provided in the center.
- the polycarbonate resin plate 31 (short side 80 mm, long side 110 mm, thickness 10 mm) was bonded so that the center of the acrylic plate 32 and the center of the slit of the polycarbonate resin plate 31 coincided with each other, and pressure-bonded at 2 kg for 10 seconds. ..
- the filamentous adhesive was arranged so as to have a length of 22 cm along the edge of the acrylic plate. A perspective view of the bonded state is shown in FIG.
- FIG. 4 a cross-sectional view taken along the line AA of FIG. 3 is shown in FIG.
- the polycarbonate resin plate 31 is fixed, and as shown in FIG. 4, a load is applied to the center of the acrylic plate 32 through the slit in the direction in which the acrylic plate 32 and the polycarbonate resin plate 31 are separated from each other, and the acrylic plate 32 and the polycarbonate resin plate 31 are separated from each other.
- the maximum load observed until the separation was measured and used as the adhesive strength (N / 22 cm).
- Production Examples 1 to 3 provided with the pressure-sensitive adhesive layer were superior in breaking strength as compared with Production Example 4 in which the pressure-sensitive adhesive layer was not provided and only the core material was provided. Further, when the pressure-sensitive adhesive layer was formed, in Production Example 1, as a result of lowering the tension as compared with Production Example 2, a filamentous pressure-sensitive adhesive having excellent appearance, high breaking strength, and excellent strength was obtained.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Adhesive Tapes (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/765,158 US20220348806A1 (en) | 2019-09-30 | 2020-09-28 | Threadlike adhesive body and method for producing threadlike adhesive body |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019179185 | 2019-09-30 | ||
| JP2019-179185 | 2019-09-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021065837A1 true WO2021065837A1 (ja) | 2021-04-08 |
Family
ID=75269983
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/036740 Ceased WO2021065837A1 (ja) | 2019-09-30 | 2020-09-28 | 糸状粘着体及び糸状粘着体の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20220348806A1 (https=) |
| JP (1) | JP2021055252A (https=) |
| TW (1) | TWI875826B (https=) |
| WO (1) | WO2021065837A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022071241A1 (ja) * | 2020-09-30 | 2022-04-07 | 日東電工株式会社 | 糸状粘着体及び糸状粘着体の製造方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20220363960A1 (en) * | 2019-09-30 | 2022-11-17 | Nitto Denko Corporation | Threadlike adhesive body and method for producing threadlike adhesive body |
| JPWO2024101422A1 (https=) * | 2022-11-11 | 2024-05-16 | ||
| EP4692265A1 (en) * | 2023-03-31 | 2026-02-11 | Nitto Denko Corporation | Thread-shaped pressure-sensitive adhesive body |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5922979A (ja) * | 1982-07-30 | 1984-02-06 | Nippon Carbide Ind Co Ltd | 熱接着性被覆糸 |
| JPH03231980A (ja) * | 1990-02-07 | 1991-10-15 | Ishizaki Shizai Kk | 糸状接着具及びその製造方法 |
| JPH1072725A (ja) * | 1996-08-22 | 1998-03-17 | Toyobo Co Ltd | 回収ポリエステルを使用した繊維製品とその製造法 |
| JP2004308077A (ja) * | 2003-04-10 | 2004-11-04 | Teijin Fibers Ltd | 循環社会適応型ポリエステル繊維製品およびそのリサイクル方法 |
| JP2009074205A (ja) * | 2007-09-21 | 2009-04-09 | Toray Ind Inc | ポリエステル仮撚加工糸の製造方法 |
| JP2010281016A (ja) * | 2009-06-08 | 2010-12-16 | Yokohama Rubber Co Ltd:The | ゴム補強用繊維コード及びそれを用いた空気入りタイヤ |
| JP2013076186A (ja) * | 2011-09-30 | 2013-04-25 | Toray Ind Inc | ゴム補強用ポリエステル繊維コードの製造方法およびタイヤ |
| JP2018044139A (ja) * | 2016-09-16 | 2018-03-22 | 株式会社アイデア技研 | 粘着糸 |
| WO2019065886A1 (ja) * | 2017-09-29 | 2019-04-04 | 日東電工株式会社 | 粘着性物品 |
| WO2019163788A1 (ja) * | 2018-02-21 | 2019-08-29 | 日東電工株式会社 | 粘着性物品 |
| WO2020071509A1 (ja) * | 2018-10-05 | 2020-04-09 | 日東電工株式会社 | 接合体の製造方法及び接合体 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3390036A (en) * | 1964-06-04 | 1968-06-25 | Wm E Wright & Sons Co | Method of sewing using a self-basting thread |
| US3622438A (en) * | 1967-11-17 | 1971-11-23 | Sackner Prod Inc | Thermoplastic coated filamentary member |
| US5919717A (en) * | 1997-02-07 | 1999-07-06 | Wallick; Judith L. | Recycled fiber yarn and method for making same |
| WO2017209242A1 (ja) * | 2016-06-01 | 2017-12-07 | 株式会社Tkx | レジンボンドワイヤーソーとその製造方法 |
| US11339507B2 (en) * | 2017-08-18 | 2022-05-24 | Patricia M. ERMECHEO | Yarn manufactured from recycled clothing fibers and process for making same |
-
2020
- 2020-09-28 JP JP2020162687A patent/JP2021055252A/ja active Pending
- 2020-09-28 US US17/765,158 patent/US20220348806A1/en not_active Abandoned
- 2020-09-28 WO PCT/JP2020/036740 patent/WO2021065837A1/ja not_active Ceased
- 2020-09-30 TW TW109134176A patent/TWI875826B/zh active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5922979A (ja) * | 1982-07-30 | 1984-02-06 | Nippon Carbide Ind Co Ltd | 熱接着性被覆糸 |
| JPH03231980A (ja) * | 1990-02-07 | 1991-10-15 | Ishizaki Shizai Kk | 糸状接着具及びその製造方法 |
| JPH1072725A (ja) * | 1996-08-22 | 1998-03-17 | Toyobo Co Ltd | 回収ポリエステルを使用した繊維製品とその製造法 |
| JP2004308077A (ja) * | 2003-04-10 | 2004-11-04 | Teijin Fibers Ltd | 循環社会適応型ポリエステル繊維製品およびそのリサイクル方法 |
| JP2009074205A (ja) * | 2007-09-21 | 2009-04-09 | Toray Ind Inc | ポリエステル仮撚加工糸の製造方法 |
| JP2010281016A (ja) * | 2009-06-08 | 2010-12-16 | Yokohama Rubber Co Ltd:The | ゴム補強用繊維コード及びそれを用いた空気入りタイヤ |
| JP2013076186A (ja) * | 2011-09-30 | 2013-04-25 | Toray Ind Inc | ゴム補強用ポリエステル繊維コードの製造方法およびタイヤ |
| JP2018044139A (ja) * | 2016-09-16 | 2018-03-22 | 株式会社アイデア技研 | 粘着糸 |
| WO2019065886A1 (ja) * | 2017-09-29 | 2019-04-04 | 日東電工株式会社 | 粘着性物品 |
| WO2019163788A1 (ja) * | 2018-02-21 | 2019-08-29 | 日東電工株式会社 | 粘着性物品 |
| WO2020071509A1 (ja) * | 2018-10-05 | 2020-04-09 | 日東電工株式会社 | 接合体の製造方法及び接合体 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022071241A1 (ja) * | 2020-09-30 | 2022-04-07 | 日東電工株式会社 | 糸状粘着体及び糸状粘着体の製造方法 |
| JPWO2022071241A1 (https=) * | 2020-09-30 | 2022-04-07 |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI875826B (zh) | 2025-03-11 |
| US20220348806A1 (en) | 2022-11-03 |
| JP2021055252A (ja) | 2021-04-08 |
| TW202120657A (zh) | 2021-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2021065838A1 (ja) | 糸状粘着体及び糸状粘着体の製造方法 | |
| WO2021065837A1 (ja) | 糸状粘着体及び糸状粘着体の製造方法 | |
| TWI819115B (zh) | 接合體之製造方法及接合體 | |
| US12209209B2 (en) | Method of producing bonded body and bonded body | |
| WO2019065886A1 (ja) | 粘着性物品 | |
| JP2024116320A (ja) | 粘着性物品 | |
| JP2022167925A (ja) | 複合体 | |
| WO2022071241A1 (ja) | 糸状粘着体及び糸状粘着体の製造方法 | |
| KR20200060385A (ko) | 점착성 물품 | |
| WO2022209904A1 (ja) | 複合体 | |
| JP7231349B2 (ja) | 粘着性物品 | |
| CN114514619A (zh) | 间隙堵塞方法、间隙堵塞结构体、及间隙堵塞结构体的制造方法 | |
| EP4617340A1 (en) | Adhesive body | |
| EP4039761A1 (en) | Filamentous adhesive body | |
| WO2024203956A1 (ja) | 糸状粘着体 | |
| WO2023190418A1 (ja) | 糸状粘着体の貼付方法及び糸状粘着体接合体 | |
| WO2019065877A1 (ja) | 粘着性物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20871152 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20871152 Country of ref document: EP Kind code of ref document: A1 |