WO2022071241A1 - 糸状粘着体及び糸状粘着体の製造方法 - Google Patents
糸状粘着体及び糸状粘着体の製造方法 Download PDFInfo
- Publication number
- WO2022071241A1 WO2022071241A1 PCT/JP2021/035436 JP2021035436W WO2022071241A1 WO 2022071241 A1 WO2022071241 A1 WO 2022071241A1 JP 2021035436 W JP2021035436 W JP 2021035436W WO 2022071241 A1 WO2022071241 A1 WO 2022071241A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- adhesive
- core material
- filamentous
- filamentous adhesive
- coating liquid
- Prior art date
Links
- 239000000853 adhesive Substances 0.000 title claims abstract description 178
- 230000001070 adhesive effect Effects 0.000 title claims abstract description 175
- 238000004519 manufacturing process Methods 0.000 title claims description 22
- 239000011162 core material Substances 0.000 claims description 138
- 238000000576 coating method Methods 0.000 claims description 52
- 239000011248 coating agent Substances 0.000 claims description 48
- 239000007788 liquid Substances 0.000 claims description 35
- 238000000034 method Methods 0.000 claims description 12
- 239000000835 fiber Substances 0.000 claims description 8
- 239000011800 void material Substances 0.000 claims description 8
- 238000005520 cutting process Methods 0.000 claims description 5
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 31
- 239000002390 adhesive tape Substances 0.000 description 21
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 13
- 239000010410 layer Substances 0.000 description 11
- -1 polyethylene Polymers 0.000 description 11
- 239000000463 material Substances 0.000 description 9
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 8
- 230000000052 comparative effect Effects 0.000 description 8
- 229920001971 elastomer Polymers 0.000 description 7
- 239000006260 foam Substances 0.000 description 7
- 239000005060 rubber Substances 0.000 description 7
- 238000006243 chemical reaction Methods 0.000 description 6
- 239000000839 emulsion Substances 0.000 description 6
- 229920005989 resin Polymers 0.000 description 6
- 239000011347 resin Substances 0.000 description 6
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 4
- 238000007598 dipping method Methods 0.000 description 4
- 239000012510 hollow fiber Substances 0.000 description 4
- 239000000178 monomer Substances 0.000 description 4
- 229910052757 nitrogen Inorganic materials 0.000 description 4
- 229920000058 polyacrylate Polymers 0.000 description 4
- 229920000642 polymer Polymers 0.000 description 4
- 229920002635 polyurethane Polymers 0.000 description 4
- 239000004814 polyurethane Substances 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 239000007787 solid Substances 0.000 description 4
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 3
- GOXQRTZXKQZDDN-UHFFFAOYSA-N 2-Ethylhexyl acrylate Chemical compound CCCCC(CC)COC(=O)C=C GOXQRTZXKQZDDN-UHFFFAOYSA-N 0.000 description 3
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 3
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 239000003963 antioxidant agent Substances 0.000 description 3
- 230000005540 biological transmission Effects 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 239000003292 glue Substances 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- OMIGHNLMNHATMP-UHFFFAOYSA-N 2-hydroxyethyl prop-2-enoate Chemical compound OCCOC(=O)C=C OMIGHNLMNHATMP-UHFFFAOYSA-N 0.000 description 2
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 2
- 244000043261 Hevea brasiliensis Species 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 2
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 2
- 239000006096 absorbing agent Substances 0.000 description 2
- 239000002216 antistatic agent Substances 0.000 description 2
- CQEYYJKEWSMYFG-UHFFFAOYSA-N butyl acrylate Chemical compound CCCCOC(=O)C=C CQEYYJKEWSMYFG-UHFFFAOYSA-N 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 239000003431 cross linking reagent Substances 0.000 description 2
- 239000000975 dye Substances 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 238000005187 foaming Methods 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 239000002075 main ingredient Substances 0.000 description 2
- 229920003052 natural elastomer Polymers 0.000 description 2
- 229920001194 natural rubber Polymers 0.000 description 2
- 239000003208 petroleum Substances 0.000 description 2
- 239000000049 pigment Substances 0.000 description 2
- 239000004014 plasticizer Substances 0.000 description 2
- 229920001084 poly(chloroprene) Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920001225 polyester resin Polymers 0.000 description 2
- 239000004645 polyester resin Substances 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 239000002861 polymer material Substances 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 238000004080 punching Methods 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 2
- YBYIRNPNPLQARY-UHFFFAOYSA-N 1H-indene Chemical compound C1=CC=C2CC=CC2=C1 YBYIRNPNPLQARY-UHFFFAOYSA-N 0.000 description 1
- OZAIFHULBGXAKX-UHFFFAOYSA-N 2,2'-azo-bis-isobutyronitrile Substances N#CC(C)(C)N=NC(C)(C)C#N OZAIFHULBGXAKX-UHFFFAOYSA-N 0.000 description 1
- JKNCOURZONDCGV-UHFFFAOYSA-N 2-(dimethylamino)ethyl 2-methylprop-2-enoate Chemical compound CN(C)CCOC(=O)C(C)=C JKNCOURZONDCGV-UHFFFAOYSA-N 0.000 description 1
- NMZSJIQGMAGSSO-UHFFFAOYSA-N 3-[[1-amino-2-[[1-amino-1-(2-carboxyethylimino)-2-methylpropan-2-yl]diazenyl]-2-methylpropylidene]amino]propanoic acid Chemical compound OC(=O)CCNC(=N)C(C)(C)N=NC(C)(C)C(=N)NCCC(O)=O NMZSJIQGMAGSSO-UHFFFAOYSA-N 0.000 description 1
- XDLMVUHYZWKMMD-UHFFFAOYSA-N 3-trimethoxysilylpropyl 2-methylprop-2-enoate Chemical compound CO[Si](OC)(OC)CCCOC(=O)C(C)=C XDLMVUHYZWKMMD-UHFFFAOYSA-N 0.000 description 1
- DXPPIEDUBFUSEZ-UHFFFAOYSA-N 6-methylheptyl prop-2-enoate Chemical compound CC(C)CCCCCOC(=O)C=C DXPPIEDUBFUSEZ-UHFFFAOYSA-N 0.000 description 1
- CUXGDKOCSSIRKK-UHFFFAOYSA-N 7-methyloctyl prop-2-enoate Chemical compound CC(C)CCCCCCOC(=O)C=C CUXGDKOCSSIRKK-UHFFFAOYSA-N 0.000 description 1
- QTBSBXVTEAMEQO-UHFFFAOYSA-M Acetate Chemical compound CC([O-])=O QTBSBXVTEAMEQO-UHFFFAOYSA-M 0.000 description 1
- HRPVXLWXLXDGHG-UHFFFAOYSA-N Acrylamide Chemical compound NC(=O)C=C HRPVXLWXLXDGHG-UHFFFAOYSA-N 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- VHUUQVKOLVNVRT-UHFFFAOYSA-N Ammonium hydroxide Chemical compound [NH4+].[OH-] VHUUQVKOLVNVRT-UHFFFAOYSA-N 0.000 description 1
- 241000040709 Boraras Species 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- JIGUQPWFLRLWPJ-UHFFFAOYSA-N Ethyl acrylate Chemical compound CCOC(=O)C=C JIGUQPWFLRLWPJ-UHFFFAOYSA-N 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- PXGOKWXKJXAPGV-UHFFFAOYSA-N Fluorine Chemical compound FF PXGOKWXKJXAPGV-UHFFFAOYSA-N 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 1
- WHNWPMSKXPGLAX-UHFFFAOYSA-N N-Vinyl-2-pyrrolidone Chemical compound C=CN1CCCC1=O WHNWPMSKXPGLAX-UHFFFAOYSA-N 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000005062 Polybutadiene Substances 0.000 description 1
- 229920003071 Polyclar® Polymers 0.000 description 1
- 229920002367 Polyisobutene Polymers 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 229920002978 Vinylon Polymers 0.000 description 1
- 239000003522 acrylic cement Substances 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 239000003570 air Substances 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- QGZKDVFQNNGYKY-UHFFFAOYSA-N ammonia Natural products N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 1
- 230000003712 anti-aging effect Effects 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 229920005549 butyl rubber Polymers 0.000 description 1
- 239000012986 chain transfer agent Substances 0.000 description 1
- 238000003851 corona treatment Methods 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- WNAHIZMDSQCWRP-UHFFFAOYSA-N dodecane-1-thiol Chemical compound CCCCCCCCCCCCS WNAHIZMDSQCWRP-UHFFFAOYSA-N 0.000 description 1
- 238000007720 emulsion polymerization reaction Methods 0.000 description 1
- 229920006332 epoxy adhesive Polymers 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- HQQADJVZYDDRJT-UHFFFAOYSA-N ethene;prop-1-ene Chemical group C=C.CC=C HQQADJVZYDDRJT-UHFFFAOYSA-N 0.000 description 1
- 125000005670 ethenylalkyl group Chemical group 0.000 description 1
- 125000002573 ethenylidene group Chemical group [*]=C=C([H])[H] 0.000 description 1
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- VOZRXNHHFUQHIL-UHFFFAOYSA-N glycidyl methacrylate Chemical compound CC(=C)C(=O)OCC1CO1 VOZRXNHHFUQHIL-UHFFFAOYSA-N 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- 239000003999 initiator Substances 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000004611 light stabiliser Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- QJGQUHMNIGDVPM-UHFFFAOYSA-N nitrogen group Chemical group [N] QJGQUHMNIGDVPM-UHFFFAOYSA-N 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 239000012766 organic filler Substances 0.000 description 1
- PNJWIWWMYCMZRO-UHFFFAOYSA-N pent‐4‐en‐2‐one Natural products CC(=O)CC=C PNJWIWWMYCMZRO-UHFFFAOYSA-N 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 238000009832 plasma treatment Methods 0.000 description 1
- 229920000747 poly(lactic acid) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 229920005668 polycarbonate resin Polymers 0.000 description 1
- 239000004431 polycarbonate resin Substances 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000009719 polyimide resin Substances 0.000 description 1
- 229920001195 polyisoprene Polymers 0.000 description 1
- 239000004626 polylactic acid Substances 0.000 description 1
- 239000003505 polymerization initiator Substances 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229920000346 polystyrene-polyisoprene block-polystyrene Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000003755 preservative agent Substances 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 229910000077 silane Inorganic materials 0.000 description 1
- 239000013464 silicone adhesive Substances 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 239000004945 silicone rubber Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 229920006132 styrene block copolymer Polymers 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 229920000468 styrene butadiene styrene block copolymer Polymers 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 239000005061 synthetic rubber Substances 0.000 description 1
- 150000003505 terpenes Chemical class 0.000 description 1
- 235000007586 terpenes Nutrition 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000004634 thermosetting polymer Substances 0.000 description 1
- 239000002562 thickening agent Substances 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
- B05D5/10—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain an adhesive surface
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/21—Paper; Textile fabrics
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/28—Processes for applying liquids or other fluent materials performed by transfer from the surfaces of elements carrying the liquid or other fluent material, e.g. brushes, pads, rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/20—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to wires
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J9/00—Adhesives characterised by their physical nature or the effects produced, e.g. glue sticks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/18—Processes for applying liquids or other fluent materials performed by dipping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2201/00—Polymeric substrate or laminate
- B05D2201/02—Polymeric substrate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2256/00—Wires or fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/02—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to macromolecular substances, e.g. rubber
- B05D7/04—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to macromolecular substances, e.g. rubber to surfaces of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/16—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the structure of the carrier layer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/312—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier parameters being the characterizing feature
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/50—Additional features of adhesives in the form of films or foils characterized by process specific features
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2400/00—Presence of inorganic and organic materials
- C09J2400/20—Presence of organic materials
- C09J2400/26—Presence of textile or fabric
- C09J2400/263—Presence of textile or fabric in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2433/00—Presence of (meth)acrylic polymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2467/00—Presence of polyester
- C09J2467/006—Presence of polyester in the substrate
Definitions
- the present invention relates to a thread-like adhesive body and a method for manufacturing a thread-like adhesive body.
- an adhesive such as double-sided adhesive tape may be used.
- the double-sided adhesive tape usually has a certain width, and is not suitable when the shape of the article to be bonded is complicated or when the width of the adhesive region is narrow.
- double-sided adhesive tape cut to a narrow width and double-sided adhesive tape cut to a desired shape by punching are used.
- the double-sided adhesive tape cut to a narrow width has problems such as low reworkability due to insufficient strength of the base material, unsuitability for sticking to curved articles, and easy twisting of the front and back. Further, although the double-sided adhesive tape cut into a desired shape by punching does not have such a problem, there are problems such as man-hours for processing and many parts discarded by processing, which are costly.
- a filamentous adhesive is used to solve the above problems.
- the filamentous adhesive has high reworkability and can be deformed into various shapes, and since there is no concept of front and back, there is no problem of deterioration in handleability due to twisting.
- the filamentous adhesive is easy to process and is advantageous in terms of cost.
- Patent Document 1 discloses a thread-like adhesive body characterized in that a pressure-sensitive adhesive is attached to a thread-like core material.
- the conventional filamentous adhesive as disclosed in Patent Document 1 has a problem of low impact resistance.
- the present invention has been made in view of the above-mentioned conventional circumstances, and it is an object to be solved to provide a filamentous adhesive having high impact resistance.
- the present invention relates to the following ⁇ 1> to ⁇ 7>.
- a filamentous pressure-sensitive adhesive having a core material having a plurality of filaments and an adhesive.
- the adhesive covers the core material and impregnates the core material.
- the filamentous adhesive is a filamentous adhesive containing 1 to 55% by volume of voids.
- the filamentous adhesive according to ⁇ 1> which satisfies the following formula (1). a / b ⁇ 2 (1)
- a means the length of the straight line having the longest total length that can be arranged in the void
- b is the width in the cross section obtained by cutting the filamentous adhesive body perpendicular to the longitudinal direction. Means the length of the widest part.
- ⁇ 3> The thread-like adhesive body according to ⁇ 1> or ⁇ 2>, wherein the number of twists of the core material is 1 to 500 times / m.
- a coating step of applying a coating liquid containing the adhesive to the core material is included. Does not include fiber opening process, A method for manufacturing a filamentous adhesive body.
- ⁇ 5> In the coating process, a roller is used. The method for producing a filamentous adhesive body according to ⁇ 4>, wherein the rotation speed of the roller is 0.3 to 5.0 times the feeding speed of the core material.
- ⁇ 6> The method for producing a filamentous adhesive according to ⁇ 4> or ⁇ 5>, wherein in the coating step, a tension of 6.0 mN / dtex or less is applied to the core material.
- the viscosity of the coating liquid under the condition of a shear rate of 100 (1 / s) is 0.03 to 6 Pa ⁇ s, and the viscosity of the coating liquid under the condition of a shear rate of 0.1 (1 / s).
- the filamentous adhesive of the present invention has high impact resistance and excellent reworkability.
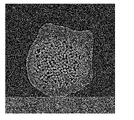
- FIG. 1 is a cross-sectional photograph of the filamentous adhesive body obtained in Example 2.
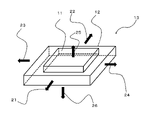
- FIG. 2 is a schematic view of the joined body used for evaluating the impact resistance in the examples.
- the filamentous adhesive of the present invention has a core material having a plurality of filaments and an adhesive.
- the thread shape means that the length in the longitudinal direction is sufficiently longer than the length in the width direction, and the ratio of the length of the major axis to the length of the minor axis in the cross-sectional shape (major axis / minor axis) is For example, it is 200 or less, and means a shape that can be bent in various directions and angles like a thread.
- the cross-sectional shape means the shape of the cross-section obtained by cutting the object perpendicularly to the longitudinal direction.
- the short axis means the shortest axis passing through the center of gravity of the cross-sectional shape.
- the long axis means the longest axis passing through the center of gravity of the cross-sectional shape.
- the major axis / minor axis is preferably 100 or less, more preferably 50 or less, still more preferably 10 or less, particularly preferably 5 or less, and most preferably 3 or less.
- the filamentous adhesive of the present invention can be bent in various directions and at various angles, it can be bent according to the shape of the bonding region, and the shape of the bonding region can be diversified.
- the filamentous adhesive of the present invention has a core material.
- the core material is preferably thread-like.
- the core material is a multifilament yarn that has a plurality of filaments and is made by combining or twisting a plurality of filaments.
- the core material is a multifilament yarn, sufficient strength and stable physical properties can be obtained. As a result, it is possible to obtain a thread-like adhesive body having low quality variation, excellent strength, and excellent adhesive strength.
- the number of filaments in the core material is preferably 2 or more, more preferably 20 or more, and particularly preferably 40 or more.
- the number of filaments is preferably 2000 or less, more preferably 1500 or less, and particularly preferably 1000 or less. ..
- the type of resin used for the filament is not particularly limited, and may be appropriately selected according to the required properties such as strength, mass, and hardness.
- a material containing a polymer material such as a thermoplastic polymer, a thermosetting polymer, and rubber can be mentioned.
- polyester resin is preferable, and polyethylene terephthalate is more preferable.
- the content of the filament in the core material is preferably 10 to 100% by mass, more preferably 50 to 100% by mass, and particularly preferably 80 to 100% by mass from the viewpoint of suppressing impregnation of the adhesive into the core material. preferable.
- the core material may contain fillers (inorganic fillers, organic fillers, etc.), antioxidants, antioxidants, UV absorbers, antistatic agents, lubricants, plasticizers, colorants (pigments, dyes, etc.), if necessary. Etc.) and various additives may be blended.
- the surface of the core material may be subjected to known or conventional surface treatment such as corona discharge treatment, plasma treatment, application of an undercoat agent, and the like.
- the form of the core material is not particularly limited, and may be appropriately adjusted according to the required properties such as strength, mass, and hardness.
- the cross-sectional shape of the core material is typically circular, but it can take various shapes such as an ellipse and a polygon in addition to the circular shape.
- the core material may have a plurality of filaments, and may be a yarn obtained by twisting and combining the filament with a spun yarn, a processed yarn, a hollow fiber, or the like.
- the processed yarn include processed yarns generally referred to as textured yarns, bulky yarns, and stretch yarns that have been subjected to crimping processing, bulky processing, or the like.
- the thickness of the core material is not particularly limited, and may be appropriately adjusted so that the thickness of the thread-like adhesive is appropriate according to the application.
- the number of twists of the core material is preferably 1 time / m or more.
- the number of twists of the core material is more preferably 20 times / m or more, and further preferably 50 times / m or more.
- the twist of the core material should not be too strong in order to sufficiently deform the core material when laminating multiple articles and to increase the amount of adhesive adhered per unit length. Is preferable. Therefore, the number of twists of the core material is preferably 500 times / m or less, more preferably 300 times / m or less, and even more preferably 100 times / m or less.
- the twist coefficient K is an index for discussing the influence of twisting (the influence on the cohesiveness of the core material, the easiness of deformation, the amount of adhesive adhered, etc.) regardless of the thickness of the core material. That is, the influence of the number of twists on the core material differs depending on the thickness of the core material, but if the twist coefficient K is the same, the influence of the twist on the core material is the same regardless of the thickness of the core material. Is shown.
- the twist coefficient K is preferably 0 or more, and more preferably more than 0.
- the twist coefficient K is 200 or less, the flexibility of the core material and, by extension, the thread-like adhesive body is improved, and it becomes easy to attach the core material to a complicated shape such as a curved portion, a bent portion, an uneven portion, or a narrow portion. Therefore, the twist coefficient K is preferably 200 or less, more preferably 100 or less, and even more preferably less than 50.
- K means the twist coefficient
- T means the number of twists (times / m)
- D means the fineness (dtex).
- the content of the core material in the filamentous adhesive is preferably 10% by mass or more, more preferably 20% by mass or more, and particularly preferably 30% by mass or more, from the viewpoint of suppressing a decrease in strength of the filamentous adhesive.
- the content of the core material in the filamentous adhesive is preferably 90% by mass or less, more preferably 80% by mass or less, and particularly preferably 70% by mass or less, from the viewpoint of suppressing the core material from appearing on the surface.
- the filamentous adhesive of the present invention has an adhesive.
- the adhesive covers the core material and impregnates the core material.
- the adhesive preferably covers the entire circumference of the surface of the core material in the longitudinal direction.
- the entire circumference of the surface of the core material means the entire peripheral surface of the core material, and means the entire circumference of the surface of the core material at 360 ° with the center line in the longitudinal direction of the core material as the center.
- the end face of the core material may or may not be covered with an adhesive.
- the end face of the core material may not be covered with the adhesive.
- a filamentous adhesive having excellent strength can be obtained. It is presumed that this is because the core material does not come out on the surface, so that stress is concentrated on a part of the core material and it is prevented from breaking.
- the coverage of the core material with the pressure-sensitive adhesive is preferably 50 area% or more, more preferably 80 area% or more, still more preferably 90 area% or more. , 95 area% or more is particularly preferable.
- the coverage of the core material is 50 area% or more, it is possible to prevent the core material from breaking and to obtain a thread-like adhesive body having excellent strength.
- the coverage of the core material can be calculated using, for example, an X-ray CT device (Xradia 520 Versa, manufactured by Zeiss, tube voltage 60 kV, tube current 83 ⁇ A, pixel size 1.5 ⁇ m / pixel). Specifically, 1601 continuous transmission images are taken for the entire circumference of the filamentous adhesive body from 0 ° to 360 °. The obtained image was three-dimensionally reconstructed by image analysis software [ImageJ, AVIZO (manufactured by Thermo Fisher Scientific)], and the core material, adhesive, and air were quantified and noise-removed based on the brightness to identify them. do.
- image analysis software image analysis software
- the brightness of the air and the adhesive is confirmed and the first threshold value is set at the intermediate value, and further, the brightness of the adhesive and the core material is confirmed at the intermediate value and the second threshold is set. This is done by setting a threshold.
- the interface 1 excludes the interface between the core material and the voids of the filamentous adhesive of the present invention.
- the interface 1 excludes the interface between the core material and the void inside the filament.
- the interface 2 is intended to be an interface between the pressure-sensitive adhesive and air.
- the interface 2 excludes the interface between the pressure-sensitive adhesive and the voids of the filamentous pressure-sensitive adhesive of the present invention.
- the interface 2 excludes the interface between the adhesive and the void inside the filament.
- the adhesive is impregnated in the core material
- the adhesive is present in between a plurality of filaments in the core material.
- the adhesiveness between the adhesive and the core material is maintained, both of them are difficult to peel off, and the strength of the filamentous adhesive body is improved.
- the type of adhesive is not particularly limited, and for example, acrylic adhesive, rubber adhesive, vinyl alkyl ether adhesive, silicone adhesive, polyester adhesive, polyamide adhesive, urethane adhesive, fluorine.
- a system adhesive, an epoxy adhesive, or the like can be used.
- acrylic adhesives and rubber adhesives are preferable, and acrylic adhesives are more preferable, from the viewpoint of adhesiveness.
- acrylic adhesives and rubber adhesives are preferable, and acrylic adhesives are more preferable, from the viewpoint of adhesiveness.
- the pressure-sensitive adhesive only one type may be used alone, or two or more types may be used in combination.
- the acrylic pressure-sensitive adhesive contains (meth) acrylic acid alkyl esters such as ethyl acrylate, butyl acrylate, 2-ethylhexyl acrylate, isooctyl acrylate, and isononyl acrylate as main components, and acrylonitrile and acetic acid as necessary.
- the main ingredient is a polymer containing modifying monomers such as vinyl, styrene, methyl methacrylate, acrylic acid, maleic anhydride, vinylpyrrolidone, glycidyl methacrylate, dimethylaminoethyl methacrylate, hydroxyethyl acrylate, and acrylamide. be.
- Rubber-based adhesives include natural rubber, styrene-isoprene-styrene block copolymer, styrene-butadiene-styrene block copolymer, styrene-ethylene-butylene-styrene block copolymer, styrene butadiene rubber, polybutadiene, polyisoprene, etc.
- the main ingredient is a rubber-based polymer such as polyisobutylene, butyl rubber, chloroprene rubber, and silicone rubber.
- the pressure-sensitive adhesives include rosin-based, terpene-based, styrene-based, aliphatic petroleum-based, aromatic petroleum-based, xylene-based, phenol-based, kumaron inden-based, tackifier resins such as hydrogen additives thereof, and cross-linking agents.
- Thickness modifiers thickeners, etc.
- leveling agents release adjusters, plasticizers, softeners, fillers, colorants (pigments, dyes, etc.)
- surfactants antistatic agents, preservatives, antiaging agents
- the pressure-sensitive adhesive either a solvent-type pressure-sensitive adhesive or a water-dispersible type pressure-sensitive adhesive can be used.
- a water-dispersible adhesive is preferable from the viewpoints that high-speed coating is possible, it is environmentally friendly, and the influence of the solvent on the core material (swelling, dissolution) is small.
- the amount of the adhesive adhered is preferably 2 mg / m or more, more preferably 5 mg / m or more, and even more preferably 8 mg / m or more.
- the amount of the pressure-sensitive adhesive adhered is preferably 200 mg / m or less, more preferably 180 mg / m or less, and even more preferably 160 mg / m or less.
- the content of the pressure-sensitive adhesive in the filamentous adhesive is preferably 10% by mass or more, more preferably 20% by mass or more, and particularly preferably 30% by mass or more from the viewpoint of increasing the coverage of the core material.
- the content of the pressure-sensitive adhesive in the filamentous adhesive is preferably 90% by mass or less, more preferably 80% by mass or less, and particularly preferably 70% by mass or less, from the viewpoint of suppressing a decrease in strength of the filamentous adhesive.
- the filamentous adhesive of the present invention contains 1 to 55% by volume of voids.
- the void means a gap existing between a plurality of filaments in the core material.
- the voids do not include the voids inside the filament.
- the porosity in the filamentous adhesive of the present invention (hereinafter, may be referred to as "porosity of the filamentous adhesive”) is 1% by volume or more, that is, the adhesive is all filaments in the core material. It is not impregnated without gaps, but there are voids between some filaments. As described above, when the porosity of the thread-like adhesive is 1% by volume or more, the thread-like adhesive is deformed and stress can be released when an impact is applied to the thread-like adhesive, so that the impact resistance of the thread-like adhesive can be released. Sex improves.
- the porosity of the filamentous adhesive is preferably larger than 1% by volume, more preferably 3% by volume or more, and particularly preferably 5% by volume or more.
- the porosity of the filamentous adhesive is 55% by volume or less, the amount of the adhesive impregnated into the core material does not become too small, the adhesion between the adhesive and the core material is maintained, and both are prevented from peeling off.
- the porosity of the filamentous adhesive is preferably 50% by volume or less, more preferably 47% by volume or less, further preferably 45% by volume or less, particularly preferably 30% by volume or less, and most preferably 20% by volume or less.
- the porosity of the filamentous adhesive can be measured by the method described in Examples.
- the filamentous adhesive of the present invention preferably satisfies the following formula (1).
- a / b ⁇ 2 (1)
- a means the length of the straight line having the longest total length that can be arranged in the void
- b is the width in the cross section obtained by cutting the filamentous adhesive body perpendicular to the longitudinal direction. Means the length of the widest part.
- the bias of the voids in the filamentous adhesive body can be reduced, so that the impact resistance of the filamentous adhesive body is improved. Further, when the above formula (1) is satisfied, the filaments rub against each other more at the time of impact, and the impact energy is converted into heat energy, so that the impact resistance of the filamentous adhesive body is improved.
- the value of a / b is preferably 2 or more, more preferably 3 or more, and particularly preferably 5 or more.
- the values of a / b can be measured by the method described in Examples.
- the values of a / b are the values in the thread-like adhesive body having a length of 2.7 mm.
- the thickness of the filamentous adhesive is preferably 50 to 2000 ⁇ m, more preferably 100 to 1000 ⁇ m from the viewpoint of strength and handleability.
- the method for producing a filamentous adhesive according to the present invention includes a coating step of applying a coating liquid containing an adhesive to a core material.
- the coating liquid may be applied to the core material by dipping, dipping, coating or the like, and may be heated and dried as necessary.
- the heat drying may be carried out under the conditions of, for example, 80 to 90 ° C., preferably 100 to 110 ° C. for, for example, 3 to 4 minutes, preferably 5 to 6 minutes.
- the coating liquid can be applied using a conventional coater such as a gravure roll coater, a reverse roll coater, a kiss roll coater, a dip roll coater, a bar coater, a knife coater, or a spray coater.
- a conventional coater such as a gravure roll coater, a reverse roll coater, a kiss roll coater, a dip roll coater, a bar coater, a knife coater, or a spray coater.
- the manufacturing method of the present invention does not include a fiber opening step. Since the fiber opening step is not included, the porosity of the filamentous adhesive of the present invention can be within the above range.
- a roller is used in the coating process and the rotation speed of the roller is 0.3 to 5.0 times the feeding speed of the core material.
- the rotation speed of the roller is within the above range, it is possible to suppress the opening of the core material and facilitate the porosity of the filamentous adhesive body of the present invention within the above range.
- the rotation speed of the roller is more preferably 0.4 to 4.0 times, more preferably 0.5 to 3.0 times, and 0.8 to 1.5 times the feeding speed of the core material. Is particularly preferable.
- a tension of 6.0 mN / dtex or less it is preferable to apply a tension of 6.0 mN / dtex or less to the core material.
- a tension of 6.0 mN / dtex or less it is possible to suppress the core material from opening and make it easier for the porosity of the filamentous adhesive body of the present invention to be within the above-mentioned range.
- the tension applied to the core material is preferably 0.2 to 6.0 mN / dtex, more preferably 0.4 to 5.0 mN / dtex.
- viscosity ⁇ the viscosity of the coating liquid under the condition of a shear rate of 100 (1 / s) (hereinafter, may be referred to as “viscosity ⁇ ”) is such that the core material is exposed without the coating liquid being applied to the core material. From the viewpoint of preventing the above, 0.03 Pa ⁇ s or more is preferable, 0.05 Pa ⁇ s or more is more preferable, and 0.07 Pa ⁇ s or more is further preferable.
- Viscosity ⁇ is from the viewpoint of preventing the coated surface from becoming rough and exposing the core material, such as the coating liquid not flowing and the core material not being coated with the coating liquid, resulting in lumps or unevenness. , 6 Pa ⁇ s or less is preferable, 5 Pa ⁇ s or less is more preferable, and 4 Pa ⁇ s or less is further preferable.
- the viscosity ⁇ is expected to be close to the viscosity of the coating liquid at the time of coating.
- viscosity ⁇ The viscosity of the coating liquid under the condition of a shear rate of 0.1 (1 / s) (hereinafter, may be referred to as "viscosity ⁇ ") is such that the coating liquid is repelled in the process from coating to drying, and the core. From the viewpoint of preventing the material from being exposed, 2 Pa ⁇ s or more is preferable, 4 Pa ⁇ s or more is more preferable, and 6 Pa ⁇ s or more is further preferable.
- the viscosity ⁇ is preferably 140 Pa ⁇ s or less, more preferably 120 Pa ⁇ s or less, still more preferably 100 Pa ⁇ s or less, from the viewpoint of leveling property.
- the viscosity ⁇ indicates the degree of fluidity of the coating liquid from coating to drying.
- Viscosity ⁇ and viscosity ⁇ can be measured by the method described in Examples.
- Example 1> (Preparation of coating liquid 1) 40 parts by mass of ion-exchanged water was placed in a reaction vessel equipped with a cooling tube, a nitrogen introduction tube, a thermometer and a stirrer, and nitrogen was replaced by stirring at 60 ° C. for 1 hour or more while introducing nitrogen gas. To this reaction vessel, 0.1 part by mass of 2,2'-azobis [N- (2-carboxyethyl) -2-methylpropionamidine] n hydrate (polymerization initiator) was added. While keeping the system at 60 ° C., the following monomer emulsion A was gradually added dropwise over 4 hours to allow the emulsion polymerization reaction to proceed.
- the monomer emulsion A includes 98 parts by mass of 2-ethylhexyl acrylate, 1.25 parts by mass of acrylic acid, 0.75 parts by mass of methacrylic acid, 0.05 parts by mass of lauryl mercaptan (chain transfer agent), and ⁇ -methacryloxypropyltrimethoxy.
- the mixture was kept at 60 ° C. for another 3 hours, the system was cooled to room temperature, and then the pH was adjusted to 7 by adding 10% aqueous ammonia to make an acrylic polymer emulsion (water-dispersed acrylic). System polymer) was obtained.
- a tackifier resin emulsion (manufactured by Arakawa Chemical Industry Co., Ltd., trade name "E-865NT”) was added in an amount of 24 parts by mass based on the solid content per 100 parts by mass of the acrylic polymer contained in the acrylic polymer emulsion. Further, ion-exchanged water was added to adjust the solid content concentration to 50% by mass to obtain a coating liquid 1.
- a multifilament yarn in which a polyester fiber having a fineness of 165 dtex and a number of filaments of 48 was twisted 200 times per meter was prepared.
- the viscosities of the coating liquid 1 were as shown in Table 1, and the core material was coated by dipping using a coating roller rotating at the same speed as the feeding speed. At that time, the tension shown in Table 1 was applied to the core material. Then, it was dried at 100 degreeC for 4 minutes to obtain a filamentous adhesive having a diameter (width in the lateral direction) of 160 ⁇ m and a porosity of 10%.
- Example 2 Thread-like adhesive with a diameter (width in the lateral direction) of 450 ⁇ m and a porosity of 15% in the same manner as in Example 1 except that the conditions of the core material used and the tension applied to the core material are as shown in Table 1. I got a body.
- Example 3 Thread-like adhesive with a diameter (width in the lateral direction) of 200 ⁇ m and a porosity of 5% in the same manner as in Example 1 except that the conditions of the core material used and the tension applied to the core material are as shown in Table 1. I got a body.
- Example 4 Thread-like adhesive with a diameter (width in the lateral direction) of 450 ⁇ m and a porosity of 14%, as in Example 1, except that the conditions of the core material used and the tension applied to the core material are as shown in Table 1. I got a body.
- Example 5 Thread-like adhesive with a diameter (width in the lateral direction) of 450 ⁇ m and a porosity of 14%, as in Example 1, except that the conditions of the core material used and the tension applied to the core material are as shown in Table 1. I got a body.
- Example 6 Thread-like adhesive with a diameter (width in the lateral direction) of 450 ⁇ m and a porosity of 19% in the same manner as in Example 1 except that the conditions of the core material used and the tension applied to the core material are as shown in Table 1. I got a body.
- Example 7 Thread-like adhesive with a diameter (width in the lateral direction) of 450 ⁇ m and a porosity of 5% in the same manner as in Example 1 except that the conditions of the core material used and the tension applied to the core material are as shown in Table 1. I got a body.
- Example 8 A core material with the conditions shown in Table 1 was prepared. This core material is placed on a separator having a glue thickness of 40 ⁇ m, and the coating liquid 1 is dried at 100 ° C. for 4 minutes, and the obtained adhesive is transferred around the core material and wound to obtain a diameter (in the short direction). A filamentous adhesive having a width of 450 ⁇ m and a porosity of 19% was obtained.
- Example 9 A core material with the conditions shown in Table 1 was prepared. This core material is placed on a separator having a glue thickness of 20 ⁇ m, and the coating liquid 1 is dried at 100 ° C. for 4 minutes, and the obtained adhesive is transferred around the core material and wound to obtain a diameter (in the short direction). A filamentous adhesive having a width of 450 ⁇ m and a porosity of 47% was obtained.
- ⁇ Comparative Example 1> A core material having the conditions shown in Table 1 was prepared. The solid content concentration and viscosity of the coating liquid 1 were as shown in Table 1, and the core material was coated by dipping while opening the fibers. At that time, the tension shown in Table 1 was applied to the core material. Then, it was dried for 5 minutes to obtain a filamentous adhesive having a diameter (width in the lateral direction) of 200 ⁇ m.
- ⁇ Comparative Example 2> A core material having the conditions shown in Table 1 was prepared. This core material is placed on a separator having a glue thickness of 10 ⁇ m, and the coating liquid 1 is dried at 100 ° C. for 4 minutes, and the obtained adhesive is transferred around the core material and wound to obtain a diameter (in the short direction). A filamentous adhesive having a width of 450 ⁇ m was obtained.
- ⁇ Comparative Example 3> (Preparation of coating liquid 2) In a reaction vessel equipped with a cooling tube, a nitrogen introduction tube, a thermometer, a dropping funnel, and a stirrer, using 69 parts by mass of toluene and 163 parts by mass of ethyl acetate as a solvent, 80 parts by mass of butyl acrylate and 20 parts by mass of 2-ethylhexyl acrylate. Add 3 parts by mass of acrylic acid, 5 parts by mass of vinyl acetate, 0.1 part by mass of 2-hydroxyethyl acrylate, and 0.2 parts by mass of 2,2-azobisisobutyronitrile as an initiator, and add 60 ° C. in a nitrogen stream. The polymerization was carried out for 6 hours in the above to obtain a solution of the acrylic polymer.
- the coating liquid 2 was applied to a silicone-treated release paper (release liner A) having a thickness of 135 ⁇ m using an applicator and dried at 110 ° C. for 3 minutes to obtain a pressure-sensitive adhesive layer having a thickness of 50 ⁇ m.
- a black polyethylene foam base material manufactured by Sekisui Chemical Co., Ltd., trade name "Borara XL-HN # 03001W Shorikuro", thickness: 0.10 mm, foaming ratio: 2.9 cc / g
- They were bonded so as to be in contact with the pressure-sensitive adhesive layer to obtain a single-sided pressure-sensitive adhesive tape T having a layer structure of a peeling liner A / a pressure-sensitive adhesive layer / a foam base material.
- the coating liquid 2 was applied onto the peeling liner B using an applicator and dried at 110 ° C. for 3 minutes to obtain a pressure-sensitive adhesive layer having a thickness of 50 ⁇ m.
- the single-sided adhesive tape T is attached onto the pressure-sensitive adhesive layer so as to be in contact with the foam base material, and then the peeling liner B is peeled off to peel off the peeling liner A / pressure-sensitive adhesive layer / foam base material / pressure-sensitive adhesive layer.
- a foamed double-sided adhesive tape having the above layer structure was obtained.
- Viscosity of coating liquid The viscosity of the coating liquid was measured when the shear rate was changed from high speed (viscosity decrease) to low speed (viscosity recovery).
- the shear rate is changed to 9000 (1 / s) (A)
- the value of the solution viscosity (Pa ⁇ s) of the coating liquid when the shear rate is 100 (1 / s) is set to the shear rate 100 (1 / s).
- the solution viscosity (Pa ⁇ s) was 1 / s).
- the shear rate is returned to 0.01 (1 / s) (B)
- the value of the solution viscosity (Pa ⁇ s) of the coating liquid when the shear rate is 0.1 (1 / s) is used.
- the solution viscosity (Pa ⁇ s) was set to a shear rate of 0.1 (1 / s).
- the tension of the core material was measured using a digital force gauge (AD-4932A) at the time of coating. Specifically, the tension between the feeding point of the core material and the coating roll was measured by reading the stress applied to the terminal of the force gauge.
- the void ratio of the filamentous adhesive was calculated using an X-ray CT device (Xradia 520 Versa, manufactured by Zeiss, tube voltage 60 kV, tube current 83 ⁇ A, pixel size 1.5 ⁇ m / pixel).
- Example 2 Further, a cross-sectional photograph of the filamentous adhesive body of Example 2 was obtained by an X-ray CT device. The cross-sectional photograph is shown in FIG.
- the porosity of the entire foamed double-sided adhesive tape was calculated with the pressure-sensitive adhesive layer thickness being 50 ⁇ m (total thickness of the pressure-sensitive adhesive layer: 100 ⁇ m) and the foam substrate thickness being 100 ⁇ m. The results are shown in Table 1.
- the sample 2 cm was set in the X-ray CT device, the length in the fiber direction (longitudinal direction) was 2.7 mm, and the value of a / b was calculated.
- First member Square acrylic plate with a side of 70 mm and a thickness of 3 mm
- Second member Short side 80 mm, long side 110 mm, thickness with a rectangular slit (short side 30 mm, long side 40 mm) in the center. 10 mm rectangular polycarbonate resin plate
- a thread-like adhesive or a foamed double-sided adhesive tape was attached to the first member on four sides so as to form a rectangle of 50 ⁇ 60 mm. Then, the first member and the second member are bonded together so that the center of the first member and the center of the slit of the second member coincide with each other, and are pressure-bonded at 0.3 MPa for 20 seconds to form a bonded body.
- a schematic diagram of the joined body is shown in FIG.
- a square acrylic plate (1 side: 70 mm, thickness: 3 mm) and a 5 cm thread-like adhesive or foamed double-sided adhesive tape were prepared.
- the thread-like adhesive or the foamed double-sided adhesive tape was attached to the acrylic plate so that the 1 cm thread-like adhesive or the foamed double-sided adhesive tape protruded from the acrylic plate.
- ⁇ The filamentous adhesive or the foamed double-sided adhesive tape could be pulled out without damaging the core material or the base material.
- X The core material or the base material was destroyed when the thread-like adhesive or the foamed double-sided adhesive tape was pulled out, or the thread-like adhesive or the foamed double-sided adhesive tape could not be pulled out.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Wood Science & Technology (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Adhesive Tapes (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
本発明の課題は、耐衝撃性が高い糸状粘着体を提供することである。本発明は、複数のフィラメントを有する芯材及び粘着剤を有する糸状粘着体であって、前記粘着剤は前記芯材を被覆し、かつ前記芯材に含浸しており、前記糸状粘着体は空隙を1~55体積%含有する、糸状粘着体に関する。
Description
本発明は、糸状粘着体及び糸状粘着体の製造方法に関する。
2種以上の物品を貼り合わせる際に、両面粘着テープ等の粘着体が用いられることがある。しかしながら、両面粘着テープは通常ある程度の幅を有しており、貼り合わせる物品の形状が複雑な場合や、接着領域の幅が細い場合には適さない。
そこで、幅を細くカットした両面粘着テープや、打ち抜き加工により所望の形状にカットした両面粘着テープが用いられている。
しかしながら、幅を細くカットした両面粘着テープは、基材強度が不十分なためリワーク性が低い、曲線状の物品への貼り付けに適さない、表裏がねじれてしまいやすい等の問題がある。また、打ち抜き加工により所望の形状にカットした両面粘着テープにおいてはこのような問題はないものの、加工に工数がかかる、加工により廃棄される部分が多くコストがかかる等の問題がある。
上記のような問題を解決するために、糸状粘着体が用いられている。糸状粘着体は、リワーク性が高く、多様な形状に変形可能であり、表裏という概念がないのでねじれによる取り扱い性の悪化の問題がない。また、糸状粘着体は、加工が容易であり、コストの面でも有利である。
糸状粘着体としては、例えば、特許文献1では、糸状の芯材に粘着剤を付着させたことを特徴とする糸状粘着体が開示されている。
しかしながら、本発明者らの検討によると、特許文献1に開示されているような従来の糸状粘着体は、耐衝撃性が低いという問題があった。
本発明は、上記従来の実情に鑑みてなされたものであって、耐衝撃性が高い糸状粘着体を提供することを解決すべき課題としている。
本発明者らは、上記課題を解決するために鋭意検討を重ねた結果、糸状粘着体に空隙を持たせることで上記課題を解決できることを見出し、本発明を完成するに至った。
すなわち、本発明は下記<1>~<7>に関するものである。
<1>複数のフィラメントを有する芯材及び粘着剤を有する糸状粘着体であって、
前記粘着剤は前記芯材を被覆し、かつ前記芯材に含浸しており、
前記糸状粘着体は空隙を1~55体積%含有する、糸状粘着体。
<2>下記式(1)を満たす、<1>に記載の糸状粘着体。
a/b≧2 (1)
式(1)中、aは空隙の中に配置可能な、全長が最も長い直線の長さを意味し、bは糸状粘着体を長手方向に対して垂直に切断して得られる断面において、幅が最も広くなっている部分の長さを意味する。
<3>前記芯材の撚り数が1~500回/mである、<1>又は<2>に記載の糸状粘着体。
<4>複数のフィラメントを有する芯材及び粘着剤を有する糸状粘着体の製造方法であって、
前記芯材に前記粘着剤を含有する塗工液を塗工する塗工工程を含み、
開繊工程を含まない、
糸状粘着体の製造方法。
<5>前記塗工工程において、ローラーを用い、
前記ローラーの回転速度が、前記芯材の繰り出し速度の0.3~5.0倍である、<4>に記載の糸状粘着体の製造方法。
<6>前記塗工工程において、前記芯材に6.0mN/dtex以下のテンションをかける、<4>又は<5>に記載の糸状粘着体の製造方法。
<7>前記塗工液の剪断速度100(1/s)の条件における粘度が0.03~6Pa・sであり、前記塗工液の剪断速度0.1(1/s)の条件における粘度が2~140Pa・sである、<4>~<6>のいずれか1つに記載の糸状粘着体の製造方法。
<1>複数のフィラメントを有する芯材及び粘着剤を有する糸状粘着体であって、
前記粘着剤は前記芯材を被覆し、かつ前記芯材に含浸しており、
前記糸状粘着体は空隙を1~55体積%含有する、糸状粘着体。
<2>下記式(1)を満たす、<1>に記載の糸状粘着体。
a/b≧2 (1)
式(1)中、aは空隙の中に配置可能な、全長が最も長い直線の長さを意味し、bは糸状粘着体を長手方向に対して垂直に切断して得られる断面において、幅が最も広くなっている部分の長さを意味する。
<3>前記芯材の撚り数が1~500回/mである、<1>又は<2>に記載の糸状粘着体。
<4>複数のフィラメントを有する芯材及び粘着剤を有する糸状粘着体の製造方法であって、
前記芯材に前記粘着剤を含有する塗工液を塗工する塗工工程を含み、
開繊工程を含まない、
糸状粘着体の製造方法。
<5>前記塗工工程において、ローラーを用い、
前記ローラーの回転速度が、前記芯材の繰り出し速度の0.3~5.0倍である、<4>に記載の糸状粘着体の製造方法。
<6>前記塗工工程において、前記芯材に6.0mN/dtex以下のテンションをかける、<4>又は<5>に記載の糸状粘着体の製造方法。
<7>前記塗工液の剪断速度100(1/s)の条件における粘度が0.03~6Pa・sであり、前記塗工液の剪断速度0.1(1/s)の条件における粘度が2~140Pa・sである、<4>~<6>のいずれか1つに記載の糸状粘着体の製造方法。
本発明の糸状粘着体は、耐衝撃性が高く、またリワーク性にも優れる。
以下、本発明の実施形態をさらに詳しく説明するが、本発明は下記実施形態に何ら制限されるものではない。
[糸状粘着体]
本発明の糸状粘着体は、複数のフィラメントを有する芯材及び粘着剤を有する。
本発明の糸状粘着体は、複数のフィラメントを有する芯材及び粘着剤を有する。
ここで、糸状とは、長手方向の長さが幅方向の長さに対して十分に長く、断面形状における短軸の長さに対する長軸の長さの割合(長軸/短軸)が、例えば200以下であり、また、糸のように多様な方向、多様な角度に曲げられうる状態の形状を意味する。
なお、断面形状は、対象物を長手方向に対して垂直に切断して得られる断面の形状を意味する。短軸は、断面形状の重心を通る軸のうち最短のものを意味する。長軸は、断面形状の重心を通る軸のうち最長のものを意味する。長軸/短軸は、好ましくは100以下、より好ましくは50以下、さらに好ましくは10以下、特に好ましくは5以下、最も好ましくは3以下である。
本発明の糸状粘着体は、多様な方向、多様な角度に屈曲可能であるため、貼合領域の形状にあわせて屈曲させることが可能であり、貼合領域の形状の多様化に対応できる。
<芯材>
本発明の糸状粘着体は、芯材を有する。芯材は、糸状であることが好ましい。
本発明の糸状粘着体は、芯材を有する。芯材は、糸状であることが好ましい。
芯材は、複数のフィラメントを有し、複数のフィラメントを合糸又は撚糸したマルチフィラメント糸である。芯材がマルチフィラメント糸であると、十分な強度と安定した物性を得ることができる。その結果、品質のばらつきが低く、強度に優れ、かつ粘着力にも優れた糸状粘着体を得ることができる。
芯材中のフィラメントの本数は、粘着力の観点から、2本以上が好ましく、20本以上がより好ましく、40本以上が特に好ましい。
一方、芯材の太さ(繊度)を同程度に保った場合、フィラメントの本数が多くなると、各フィラメントは細くなる(繊度が小さくなる)。各フィラメントが細くなりすぎると、芯材の強度の低下やハンドリング性の低下を招く恐れがある為、フィラメントの本数は、2000本以下が好ましく、1500本以下がより好ましく、1000本以下が特に好ましい。
フィラメントに用いる樹脂の種類に特に限定はなく、要求される強度、質量、硬さ等の性質に応じて適宜選択すればよい。例えば、熱可塑性ポリマー、熱硬化性ポリマー、ゴム等の高分子材料を含む材料が挙げられる。
具体的には、レーヨン、キュプラ、アセテート、プロミックス、ナイロン、アラミド、ビニロン、ビニリデン、ポリ塩化ビニル、アクリル、ポリオレフィン(ポリエチレン、ポリプロピレン、エチレン・プロピレン共重合体、エチレン・酢酸ビニル共重合体等)、ポリエステル樹脂(ポリエチレンテレフタレート等)、塩化ビニル樹脂、酢酸ビニル樹脂、ポリイミド樹脂、ポリアミド樹脂、フッ素樹脂、ポリウレタン、ポリクラール、ポリ乳酸等の高分子材料;合成ゴム(天然ゴム、ポリウレタン等)等のゴム;発泡ポリウレタン、発泡ポリクロロプレンゴム等の発泡体等が使用できる。これらの中でも、好ましくはポリエステル樹脂であり、より好ましくはポリエチレンテレフタレートである。
芯材中のフィラメントの含有量は、粘着剤が芯材中に含浸するのを抑制する観点から、10~100質量%が好ましく、50~100質量%がより好ましく、80~100質量%が特に好ましい。
芯材には、必要に応じて、充填剤(無機充填剤、有機充填剤等)、老化防止剤、酸化防止剤、紫外線吸収剤、帯電防止剤、滑剤、可塑剤、着色剤(顔料、染料等)等の各種添加剤が配合されていてもよい。芯材の表面には、例えば、コロナ放電処理、プラズマ処理、下塗り剤の塗布等の、公知または慣用の表面処理が施されていてもよい。
芯材の形態は特に限定されず、要求される強度、質量、硬さ等の性質に応じて適宜調整すればよい。
芯材の断面形状は、典型的には円形だが、円形の他にも、楕円形、多角形等、種々の形状をとりうる。
芯材の断面形状は、典型的には円形だが、円形の他にも、楕円形、多角形等、種々の形状をとりうる。
芯材は、複数のフィラメントを有していればよく、フィラメントと、スパンヤーン、加工糸、中空糸等とを撚り合わせる等して組み合わせた糸であってもよい。加工糸としては、例えば、捲縮加工や嵩高加工等を施した一般的にテクスチャードヤーン、バルキーヤーン、ストレッチヤーンと称される加工糸を挙げることができる。
芯材の太さは特に限定されず、用途に応じて糸状粘着体の太さが適切になるように、適宜調整すればよい。
また、芯材の撚り数は、1回/m以上が好ましい。撚り数が1回/m以上であれば、後述の空隙を形成させることが容易となり、糸状粘着体の耐衝撃性が向上する。芯材の撚り数は、20回/m以上がより好ましく、50回/m以上がさらに好ましい。
一方、複数の物品を貼り合せる際に芯材が十分に変形するようにするために、また、単位長さあたりの粘着剤の付着量を多くするために、芯材の撚りは強すぎないことが好ましい。よって、芯材の撚り数は、500回/m以下が好ましく、300回/m以下がより好ましく、100回/m以下がさらに好ましい。
また、芯材に撚りがかけられている場合、上記と同様の観点より下記式(A)で表される撚り係数Kも制御することが好ましい。撚り係数Kは芯材の太さによらず撚りによる影響(芯材のまとまり、変形しやすさ、粘着剤の付着量等への影響)を議論するための指標である。すなわち、撚り数が芯材に与える影響は芯材の太さによって異なるが、撚り係数Kが同じであれば、芯材の太さによらず撚りによる芯材への影響が同程度であることを示す。
撚り係数Kは、0以上が好ましく、0超がより好ましい。一方、撚り係数Kが200以下であると芯材、ひいては糸状粘着体の柔軟性が向上し、曲線部、屈曲部、凹凸部等の複雑な形状や狭い部分への貼付が容易となる。したがって、撚り係数Kは、200以下が好ましく、100以下がより好ましく、50未満がさらに好ましい。

式(A)において、Kは撚り係数、Tは撚り数(回/m)、Dは繊度(dtex)を意味する。
糸状粘着体中の芯材の含有量は、糸状粘着体の強度低下を抑制する観点から、10質量%以上が好ましく、20質量%以上がより好ましく、30質量%以上が特に好ましい。また、糸状粘着体中の芯材の含有量は、芯材が表面に出ることを抑制する観点から、90質量%以下が好ましく、80質量%以下がより好ましく、70質量%以下が特に好ましい。
<粘着剤>
本発明の糸状粘着体は、粘着剤を有する。粘着剤は芯材を被覆し、かつ芯材に含浸している。
本発明の糸状粘着体は、粘着剤を有する。粘着剤は芯材を被覆し、かつ芯材に含浸している。
粘着剤は、芯材の長手方向の表面の全周を被覆していることが好ましい。芯材の表面の全周とは、芯材の周面の全体をいい、芯材の長手方向の中心線を中心として、芯材の表面の360°の一周全てを意味する。
ただし、芯材の端面は粘着剤によって被覆されていてもいなくともよい。例えば、糸状粘着体が製造時や使用時に切断されるような場合には、芯材の端面は粘着剤によって被覆されないことがありうる。
芯材の長手方向の表面の全周を粘着剤で被覆することにより、強度に優れた糸状粘着体が得られる。これは、芯材が表面に出ないため、芯材の一部に応力が集中して破断することが防がれるためと推察される。
粘着剤による芯材の被覆率(芯材の表面の単位面積当たりの粘着剤の面積(%))は、50面積%以上が好ましく、80面積%以上がより好ましく、90面積%以上がさらに好ましく、95面積%以上が特に好ましい。芯材の被覆率が50面積%以上であれば、芯材の破断を防ぎ、強度に優れた糸状粘着体とすることができる。
芯材の被覆率は、例えば、X線CT装置(Xradia 520 Versa,Zeiss製,管電圧60kV,管電流83μA,ピクセルサイズ1.5μm/pixel)を用いて算出することができる。具体的には、糸状粘着体の全周0°~360°に対する連続透過像1601枚を撮影する。得られた画像を画像解析ソフト〔ImageJ,AVIZO(Thermo Fisher Scientific製)〕により3次元再構成したデータについて、芯材、粘着剤及び空気を、輝度を基に3値化及びノイズ除去を行い識別する。なお、この識別は、空気と粘着剤の輝度をそれぞれ確認してその中間値で第一の閾値を設定し、さらに、粘着剤と芯材の輝度をそれぞれ確認してその中間値で第二の閾値を設定することで行う。3値化により得られた画像を用いて、芯材-空気界面(界面1)の面積、芯材-粘着剤界面(界面2)の面積を算出し、下記式によって被覆率を求める。
被覆率(%)={界面2の面積/(界面1の面積+界面2の面積)}×100
被覆率(%)={界面2の面積/(界面1の面積+界面2の面積)}×100
なお、上記界面1は、芯材と本発明の糸状粘着体が有する空隙との界面を除く。また、フィラメントが中空糸である場合、上記界面1は、芯材とフィラメント内部の空隙との界面を除く。
さらに、上記界面2は、粘着剤と空気との界面を意図している。上記界面2は、粘着剤と本発明の糸状粘着体が有する空隙との界面を除く。また、フィラメントが中空糸である場合、上記界面2は、粘着剤とフィラメント内部の空隙との界面を除く。
さらに、上記界面2は、粘着剤と空気との界面を意図している。上記界面2は、粘着剤と本発明の糸状粘着体が有する空隙との界面を除く。また、フィラメントが中空糸である場合、上記界面2は、粘着剤とフィラメント内部の空隙との界面を除く。
ここで、「粘着剤が芯材に含浸している」とは、粘着剤が芯材中の複数のフィラメント間に入り込んで存在していることを意味する。粘着剤が芯材に含浸していると、粘着剤と芯材の密着性が保たれ両者が剥がれにくくなり、糸状粘着体の強度が向上する。
粘着剤の種類は特に限定されず、例えば、アクリル系粘着剤、ゴム系粘着剤、ビニルアルキルエーテル系粘着剤、シリコーン系粘着剤、ポリエステル系粘着剤、ポリアミド系粘着剤、ウレタン系粘着剤、フッ素系粘着剤、エポキシ系粘着剤等を使用することができる。
これらの中でも、粘着性の点から、アクリル系粘着剤、ゴム系粘着剤が好ましく、アクリル系粘着剤がより好ましい。なお、粘着剤は、1種のみを単独で用いてもよく、2種以上を組み合わせて用いてもよい。
アクリル系粘着剤は、アクリル酸エチル、アクリル酸ブチル、アクリル酸2-エチルヘキシル、アクリル酸イソオクチル、アクリル酸イソノニル等の(メタ)アクリル酸アルキルエステルを主成分とし、これらに必要に応じてアクリロニトリル、酢酸ビニル、スチレン、メタクリル酸メチル、アクリル酸、無水マレイン酸、ビニルピロリドン、グリシジルメタクリレート、ジメチルアミノエチルメタクリレート、ヒドロキシエチルアクリレート、アクリルアミド等の改質用単量体を加えた重合体を主剤としたものである。
ゴム系粘着剤は、天然ゴム、スチレン-イソプレン-スチレンブロック共重合体、スチレン-ブタジエン-スチレンブロック共重合体、スチレン-エチレン・ブチレン-スチレンブロック共重合体、スチレンブタジエンゴム、ポリブタジエン、ポリイソプレン、ポリイソブチレン、ブチルゴム、クロロプレンゴム、シリコーンゴム等のゴム系ポリマーを主剤としたものである。
また、粘着剤は、ロジン系、テルペン系、スチレン系、脂肪族石油系、芳香族石油系、キシレン系、フェノール系、クマロンインデン系、それらの水素添加物等の粘着付与樹脂や、架橋剤、粘度調整剤(増粘剤等)、レベリング剤、剥離調整剤、可塑剤、軟化剤、充填剤、着色剤(顔料、染料等)、界面活性剤、帯電防止剤、防腐剤、老化防止剤、紫外線吸収剤、酸化防止剤、光安定剤等の各種の添加剤を適宜含有できる。
なお、粘着剤としては、溶剤型の粘着剤と水分散型の粘着剤のいずれのタイプも使用することができる。高速塗工が可能であり、環境にやさしく、溶剤による芯材への影響(膨潤、溶解)が少ない面からは、水分散型の粘着剤が好ましい。
粘着剤の付着量(単位長さ当たりの粘着剤の質量)は、具体的には、2mg/m以上が好ましく、5mg/m以上がより好ましく、8mg/m以上がさらに好ましい。一方、粘着剤の付着量が過剰であると、製造工程において芯材に粘着剤を複数回塗布する必要があったり、塗布した粘着剤の乾燥に時間がかかったりするため、製造効率が低い。したがって、粘着剤の付着量は200mg/m以下が好ましく、180mg/m以下がより好ましく、160mg/m以下がさらに好ましい。
糸状粘着体中の粘着剤の含有量は、芯材の被覆率を上げる観点から、10質量%以上が好ましく、20質量%以上がより好ましく、30質量%以上が特に好ましい。また、糸状粘着体中の粘着剤の含有量は、糸状粘着体の強度低下を抑制する観点から、90質量%以下が好ましく、80質量%以下がより好ましく、70質量%以下が特に好ましい。
<糸状粘着体の特徴>
本発明の糸状粘着体は、空隙を1~55体積%含有する。
ここで、上記空隙とは、芯材中の複数のフィラメント間に存在するすき間のことを意味する。また、フィラメントが中空糸である場合、上記空隙は、フィラメント内部の空隙を含まないものとする。
本発明の糸状粘着体は、空隙を1~55体積%含有する。
ここで、上記空隙とは、芯材中の複数のフィラメント間に存在するすき間のことを意味する。また、フィラメントが中空糸である場合、上記空隙は、フィラメント内部の空隙を含まないものとする。
本発明の糸状粘着体中の空隙の含有率(以下、「糸状粘着体の空隙率」と称することがある。)は1体積%以上であり、すなわち、粘着剤は芯材中の全てのフィラメント間にすき間なく含浸しているのではなく、一部のフィラメント間には空隙が存在する状態となっている。このように、糸状粘着体の空隙率が1体積%以上であると、糸状粘着体に衝撃が加わったときに、糸状粘着体が変形し応力を逃がすことができるので、糸状粘着体の耐衝撃性が向上する。糸状粘着体の空隙率は、1体積%より大きいことが好ましく、3体積%以上がより好ましく、5体積%以上が特に好ましい。
また、糸状粘着体の空隙率が55体積%以下であると、芯材へ含浸する粘着剤の量が少なくなりすぎず、粘着剤と芯材の密着性が保たれ、両者が剥がれることを防止できる。糸状粘着体の空隙率は、50体積%以下が好ましく、47体積%以下がより好ましく、45体積%以下がさらに好ましく、30体積%以下が特に好ましく、20体積%以下が最も好ましい。
なお、糸状粘着体の空隙率は実施例に記載の方法により測定することができる。
なお、糸状粘着体の空隙率は実施例に記載の方法により測定することができる。
本発明の糸状粘着体は、下記式(1)を満たすことが好ましい。
a/b≧2 (1)
式(1)中、aは空隙の中に配置可能な、全長が最も長い直線の長さを意味し、bは糸状粘着体を長手方向に対して垂直に切断して得られる断面において、幅が最も広くなっている部分の長さを意味する。
a/b≧2 (1)
式(1)中、aは空隙の中に配置可能な、全長が最も長い直線の長さを意味し、bは糸状粘着体を長手方向に対して垂直に切断して得られる断面において、幅が最も広くなっている部分の長さを意味する。
上記式(1)が満たされると、糸状粘着体中の空隙の偏りを少なくすることができるので、糸状粘着体の耐衝撃性が向上する。また、上記式(1)が満たされると、衝撃時にフィラメント同士の擦れが多くなり、衝撃エネルギーが熱エネルギーへと変換されるため、糸状粘着体の耐衝撃性が向上する。a/bの値は、2以上が好ましく、3以上がより好ましく、5以上が特に好ましい。
なお、a/bの値は、実施例に記載の方法により測定することができる。a/bの値は、長さ2.7mmの糸状粘着体における値である。
なお、a/bの値は、実施例に記載の方法により測定することができる。a/bの値は、長さ2.7mmの糸状粘着体における値である。
また、糸状粘着体の厚みは、強度及び取り扱い性の観点から、50~2000μmが好ましく、100~1000μmがより好ましい。
[糸状粘着体の製造方法]
本発明の糸状粘着体の製造方法(以下、「本発明の製造方法」と称することがある。)は、芯材に粘着剤を含有する塗工液を塗工する塗工工程を含む。
本発明の糸状粘着体の製造方法(以下、「本発明の製造方法」と称することがある。)は、芯材に粘着剤を含有する塗工液を塗工する塗工工程を含む。
塗工液は、例えば、芯材にディッピング、浸漬、塗布等により塗工され、必要に応じて加熱乾燥すればよい。
加熱乾燥は、例えば80~90℃、好ましくは100~110℃の条件下で、例えば3~4分間、好ましくは5~6分間行えばよい。
加熱乾燥は、例えば80~90℃、好ましくは100~110℃の条件下で、例えば3~4分間、好ましくは5~6分間行えばよい。
塗工液の塗布は、例えば、グラビアロールコーター、リバースロールコーター、キスロールコーター、ディップロールコーター、バーコーター、ナイフコーター、スプレーコーター等の慣用のコーターを用いて行うことができる。
本発明の製造方法では、開繊工程を含まない。開繊工程が含まれないことによって、本発明の糸状粘着体の空隙率を上述した範囲にすることができる。
また、本発明の製造方法では、塗工工程において、ローラーを用い、ローラーの回転速度が、芯材の繰り出し速度の0.3~5.0倍であることが好ましい。ローラーの回転速度が上記範囲内であることによって、芯材が開繊することを抑制し、本発明の糸状粘着体の空隙率を上述した範囲にしやすくすることができる。
ローラーの回転速度は、芯材の繰り出し速度の0.4~4.0倍であることがより好ましく、0.5~3.0倍であることがさらに好ましく、0.8~1.5倍であることが特に好ましい。
また、塗工工程において、芯材に6.0mN/dtex以下のテンションをかけることが好ましい。芯材に6.0mN/dtex以下のテンションをかけることによって、芯材が開繊することを抑制し、本発明の糸状粘着体の空隙率を上述した範囲にしやすくすることができる。
芯材にかけるテンションは、0.2~6.0mN/dtexが好ましく、0.4~5.0mN/dtexがより好ましい。
また、塗工液の剪断速度100(1/s)の条件における粘度(以下、「粘度α」と称することがある。)は、芯材に塗工液が塗布されずに芯材が露出するのを防止する観点から、0.03Pa・s以上が好ましく、0.05Pa・s以上がより好ましく、0.07Pa・s以上がさらに好ましい。
粘度αは、塗工液が流動せず、芯材に塗工液が塗布されずにダマが生じたりムラができたりする等、塗工面が荒れて芯材が露出するのを防止する観点から、6Pa・s以下が好ましく、5Pa・s以下がより好ましく、4Pa・s以下がさらに好ましい。
なお、粘度αは、塗工時の塗工液の粘度に近いと予測される。
なお、粘度αは、塗工時の塗工液の粘度に近いと予測される。
塗工液の剪断速度0.1(1/s)の条件における粘度(以下、「粘度β」と称することがある。)は、塗工から乾燥までの工程で塗工液がはじかれ、芯材が露出するのを防止する観点から、2Pa・s以上が好ましく、4Pa・s以上がより好ましく、6Pa・s以上がさらに好ましい。
粘度βは、レベリング性の観点から、140Pa・s以下が好ましく、120Pa・s以下がより好ましく、100Pa・s以下がさらに好ましい。
なお、粘度βは、塗工から乾燥までの塗工液の流動性の程度を示す。
なお、粘度βは、塗工から乾燥までの塗工液の流動性の程度を示す。
粘度α及び粘度βは実施例に記載の方法により測定することができる。
以下、実施例等を挙げて本発明をより具体的に説明するが、本発明は以下の実施例に何ら限定されるものではない。
<実施例1>
(塗工液1の調製)
冷却管、窒素導入管、温度計及び攪拌機を備えた反応容器に、イオン交換水40質量部を入れ、窒素ガスを導入しながら60℃で1時間以上攪拌して窒素置換を行った。この反応容器に、2,2’-アゾビス[N-(2-カルボキシエチル)-2-メチルプロピオンアミジン]n水和物(重合開始剤)0.1質量部を加えた。系を60℃に保ちつつ、ここに下記のモノマーエマルションAを4時間かけて徐々に滴下して乳化重合反応を進行させた。
(塗工液1の調製)
冷却管、窒素導入管、温度計及び攪拌機を備えた反応容器に、イオン交換水40質量部を入れ、窒素ガスを導入しながら60℃で1時間以上攪拌して窒素置換を行った。この反応容器に、2,2’-アゾビス[N-(2-カルボキシエチル)-2-メチルプロピオンアミジン]n水和物(重合開始剤)0.1質量部を加えた。系を60℃に保ちつつ、ここに下記のモノマーエマルションAを4時間かけて徐々に滴下して乳化重合反応を進行させた。
モノマーエマルションAとしては、2-エチルヘキシルアクリレート98質量部、アクリル酸1.25質量部、メタクリル酸0.75質量部、ラウリルメルカプタン(連鎖移動剤)0.05質量部、γ-メタクリロキシプロピルトリメトキシシラン(信越化学工業株式会社製、商品名「KBM-503」)0.02質量部及びポリオキシエチレンラウリル硫酸ナトリウム(乳化剤)2質量部を、イオン交換水30質量部に加えて乳化したものを使用した。
モノマーエマルションAの滴下終了後、さらに3時間60℃に保持し、系を室温まで冷却した後、10%アンモニア水の添加によりpHを7に調整して、アクリル系重合体エマルション(水分散型アクリル系重合体)を得た。
上記アクリル系重合体エマルションに含まれるアクリル系重合体100質量部当たり、固形分基準で24質量部の粘着付与樹脂エマルション(荒川化学工業株式会社製、商品名「E-865NT」)を加えた。さらに、イオン交換水を加えて固形分濃度を50質量%に調整して、塗工液1を得た。
(糸状粘着体の製造)
芯材として、繊度:165dtex、フィラメント数:48本のポリエステル繊維1本に、1m当たり200回の撚りをかけたマルチフィラメント糸を用意した。
芯材として、繊度:165dtex、フィラメント数:48本のポリエステル繊維1本に、1m当たり200回の撚りをかけたマルチフィラメント糸を用意した。
塗工液1の粘度を表1に記載のものとし、上記芯材に、繰り出し速度と同じ速度で回転している塗工ローラーを用いてディッピングを行って塗工した。その際、上記芯材に表1に記載のテンションをかけた。その後、100℃で4分間乾燥して、直径(短手方向の幅)が160μm、空隙率が10%の糸状粘着体を得た。
<実施例2>
用いた芯材の条件、芯材にかけたテンションを表1に記載のとおりとした以外は、実施例1と同様にして直径(短手方向の幅)が450μm、空隙率が15%の糸状粘着体を得た。
用いた芯材の条件、芯材にかけたテンションを表1に記載のとおりとした以外は、実施例1と同様にして直径(短手方向の幅)が450μm、空隙率が15%の糸状粘着体を得た。
<実施例3>
用いた芯材の条件、芯材にかけたテンションを表1に記載のとおりとした以外は、実施例1と同様にして直径(短手方向の幅)が200μm、空隙率が5%の糸状粘着体を得た。
用いた芯材の条件、芯材にかけたテンションを表1に記載のとおりとした以外は、実施例1と同様にして直径(短手方向の幅)が200μm、空隙率が5%の糸状粘着体を得た。
<実施例4>
用いた芯材の条件、芯材にかけたテンションを表1に記載のとおりとした以外は、実施例1と同様にして直径(短手方向の幅)が450μm、空隙率が14%の糸状粘着体を得た。
用いた芯材の条件、芯材にかけたテンションを表1に記載のとおりとした以外は、実施例1と同様にして直径(短手方向の幅)が450μm、空隙率が14%の糸状粘着体を得た。
<実施例5>
用いた芯材の条件、芯材にかけたテンションを表1に記載のとおりとした以外は、実施例1と同様にして直径(短手方向の幅)が450μm、空隙率が14%の糸状粘着体を得た。
用いた芯材の条件、芯材にかけたテンションを表1に記載のとおりとした以外は、実施例1と同様にして直径(短手方向の幅)が450μm、空隙率が14%の糸状粘着体を得た。
<実施例6>
用いた芯材の条件、芯材にかけたテンションを表1に記載のとおりとした以外は、実施例1と同様にして直径(短手方向の幅)が450μm、空隙率が19%の糸状粘着体を得た。
用いた芯材の条件、芯材にかけたテンションを表1に記載のとおりとした以外は、実施例1と同様にして直径(短手方向の幅)が450μm、空隙率が19%の糸状粘着体を得た。
<実施例7>
用いた芯材の条件、芯材にかけたテンションを表1に記載のとおりとした以外は、実施例1と同様にして直径(短手方向の幅)が450μm、空隙率が5%の糸状粘着体を得た。
用いた芯材の条件、芯材にかけたテンションを表1に記載のとおりとした以外は、実施例1と同様にして直径(短手方向の幅)が450μm、空隙率が5%の糸状粘着体を得た。
<実施例8>
表1に記載の条件の芯材を用意した。
この芯材を糊厚40μmのセパレーターの上に置き、塗工液1を100℃で4分間乾燥して得られた粘着剤を芯材の周りに転写しながら巻くことで、直径(短手方向の幅)が450μm、空隙率が19%の糸状粘着体を得た。
表1に記載の条件の芯材を用意した。
この芯材を糊厚40μmのセパレーターの上に置き、塗工液1を100℃で4分間乾燥して得られた粘着剤を芯材の周りに転写しながら巻くことで、直径(短手方向の幅)が450μm、空隙率が19%の糸状粘着体を得た。
<実施例9>
表1に記載の条件の芯材を用意した。
この芯材を糊厚20μmのセパレーターの上に置き、塗工液1を100℃で4分間乾燥して得られた粘着剤を芯材の周りに転写しながら巻くことで、直径(短手方向の幅)が450μm、空隙率が47%の糸状粘着体を得た。
表1に記載の条件の芯材を用意した。
この芯材を糊厚20μmのセパレーターの上に置き、塗工液1を100℃で4分間乾燥して得られた粘着剤を芯材の周りに転写しながら巻くことで、直径(短手方向の幅)が450μm、空隙率が47%の糸状粘着体を得た。
<比較例1>
表1に記載の条件の芯材を用意した。
塗工液1の固形分濃度及び粘度を表1に記載のものとし、上記芯材に、開繊しながらディッピングを行って塗工した。その際、上記芯材に表1に記載のテンションをかけた。その後、5分間乾燥して、直径(短手方向の幅)が200μmの糸状粘着体を得た。
表1に記載の条件の芯材を用意した。
塗工液1の固形分濃度及び粘度を表1に記載のものとし、上記芯材に、開繊しながらディッピングを行って塗工した。その際、上記芯材に表1に記載のテンションをかけた。その後、5分間乾燥して、直径(短手方向の幅)が200μmの糸状粘着体を得た。
<比較例2>
表1に記載の条件の芯材を用意した。
この芯材を糊厚10μmのセパレーターの上に置き、塗工液1を100℃で4分間乾燥して得られた粘着剤を芯材の周りに転写しながら巻くことで、直径(短手方向の幅)が450μmの糸状粘着体を得た。
表1に記載の条件の芯材を用意した。
この芯材を糊厚10μmのセパレーターの上に置き、塗工液1を100℃で4分間乾燥して得られた粘着剤を芯材の周りに転写しながら巻くことで、直径(短手方向の幅)が450μmの糸状粘着体を得た。
<比較例3>
(塗工液2の調製)
冷却管、窒素導入管、温度計、滴下ロート、攪拌装置を備えた反応容器に、トルエン69質量部、酢酸エチル163質量部を溶媒として、ブチルアクリレート80質量部、2-エチルヘキシルアクリレート20質量部、アクリル酸3質量部、酢酸ビニル5質量部、2-ヒドロキシエチルアクリレート0.1質量部、開始剤として2,2-アゾビスイソブチロニトリル0.2質量部を入れ、窒素気流中で60℃にて6時間重合を行い、アクリル系重合体の溶液を得た。
(塗工液2の調製)
冷却管、窒素導入管、温度計、滴下ロート、攪拌装置を備えた反応容器に、トルエン69質量部、酢酸エチル163質量部を溶媒として、ブチルアクリレート80質量部、2-エチルヘキシルアクリレート20質量部、アクリル酸3質量部、酢酸ビニル5質量部、2-ヒドロキシエチルアクリレート0.1質量部、開始剤として2,2-アゾビスイソブチロニトリル0.2質量部を入れ、窒素気流中で60℃にて6時間重合を行い、アクリル系重合体の溶液を得た。
この溶液に、溶液中のポリマー成分100質量部に対し、重合ロジンエステル樹脂を30質量部、イソシアネート系架橋剤(日本ポリウレタン工業株式会社製、商品名「コロネートL」)を1.5質量部(固形分換算)配合し、塗工液2を得た。
(粘着テープの製造)
塗工液2を、アプリケーターを用いて、厚さ135μmのシリコーン処理したはく離紙(はく離ライナーA)上に塗布し、110℃で3分間乾燥して、厚さ50μmの粘着剤層を得た。
塗工液2を、アプリケーターを用いて、厚さ135μmのシリコーン処理したはく離紙(はく離ライナーA)上に塗布し、110℃で3分間乾燥して、厚さ50μmの粘着剤層を得た。
この粘着剤層上に、黒色ポリエチレン発泡体基材(積水化学工業株式会社製、商品名「ボラーラXL-HN#03001Wショリクロ」、厚さ:0.10mm、発泡倍率:2.9cc/g)を粘着剤層と接するように貼り合わせ、はく離ライナーA/粘着剤層/発泡体基材の層構成を有する片面粘着テープTを得た。
次に、塗工液2を、アプリケーターを用いてはく離ライナーB上に塗布し、110℃で3分間乾燥して、厚さ50μmの粘着剤層を得た。
この粘着剤層上に、上記片面粘着テープTを、発泡体基材と接するように貼り合わせてから、はく離ライナーBを剥がして、はく離ライナーA/粘着剤層/発泡体基材/粘着剤層の層構成を有する発泡両面粘着テープを得た。
(塗工液の粘度)
塗工液の粘度は、剪断速度を高速(粘度低下)から低速(粘度回復)に変化させたときの粘度を測定した。
塗工液の粘度は、剪断速度を高速(粘度低下)から低速(粘度回復)に変化させたときの粘度を測定した。
具体的には、1gの試料(塗工液)を測定プレート(MP35 Steel、18/8、センサーは、Rotor C35/1、Cone with D=35mm、1°Titan、プレート間のギャップは0.225mm)に仕込み、粘度・粘弾性測定装置(レオメーター 商品名「RS-600」、HAAKE社製)を使用して、まず、23℃の条件下で0.01(1/s)の剪断速度で10秒間、塗工液の溶液粘度(Pa・s)を測定した。その後、20秒かけて剪断速度を9000(1/s)(A)へ変更した後、20秒かけて剪断速度0.01(1/s)(B)へ戻し、その間の塗工液の溶液粘度(Pa・s)を測定した。
上記剪断速度を9000(1/s)(A)に変更する際の、剪断速度が100(1/s)の時の塗工液の溶液粘度(Pa・s)の値を、剪断速度100(1/s)の溶液粘度(Pa・s)とした。また、上記剪断速度を0.01(1/s)(B)へ戻す際の、剪断速度が0.1(1/s)の時の塗工液の溶液粘度(Pa・s)の値を、剪断速度0.1(1/s)の溶液粘度(Pa・s)とした。
(芯材のテンション)
芯材のテンションは、塗工時にデジタルフォースゲージ(AD-4932A)を用いて測定した。具体的には、芯材の繰り出し箇所から塗工ロールまでの間のテンションを、フォースゲージの端子にかかる応力を読み取ることにより測定した。
芯材のテンションは、塗工時にデジタルフォースゲージ(AD-4932A)を用いて測定した。具体的には、芯材の繰り出し箇所から塗工ロールまでの間のテンションを、フォースゲージの端子にかかる応力を読み取ることにより測定した。
(空隙率:実施例1~9、比較例1及び2)
糸状粘着体の空隙率は、X線CT装置(Xradia 520 Versa,Zeiss製,管電圧60kV,管電流83μA,ピクセルサイズ1.5μm/pixel)用いて算出した。
糸状粘着体の空隙率は、X線CT装置(Xradia 520 Versa,Zeiss製,管電圧60kV,管電流83μA,ピクセルサイズ1.5μm/pixel)用いて算出した。
具体的には、糸状粘着体の全周0°~360°に対する連続透過像1601枚を撮影した。得られた画像を画像解析ソフト〔ImageJ,AVIZO(Thermo Fisher Scientific製)〕により3次元再構成したデータについて、芯材、粘着剤及び糸状粘着体内部に含まれる空気を、輝度を基に3値化及びノイズ除去を行い識別した。なお、この識別は、空気と粘着剤の輝度をそれぞれ確認してその中間値で第一の閾値を設定し、さらに、粘着剤と芯材の輝度をそれぞれ確認してその中間値で第二の閾値を設定することで行った。3値化により得られた画像を用いて、芯材、空気、粘着剤の体積比を算出し、糸状粘着体の空隙率を得た。結果を表1に示す。
なお、空隙率を算出する際には、サンプル2cmをX線CT装置にセットして、繊維方向(長手方向)長さ2.7mmを切り出して、空隙率を算出した。
また、実施例1~9においては、X線CT装置にて、粘着剤が芯材を被覆していること及び粘着剤が芯材に含浸していることが確認された。
また、X線CT装置によって、実施例2の糸状粘着体の断面写真図を得た。当該断面写真図を図1に示す。
(空隙率:比較例3)
下記式に基づき、発泡体基材の空隙率を算出した。
発泡倍率=1/(1-空隙率)
下記式に基づき、発泡体基材の空隙率を算出した。
発泡倍率=1/(1-空隙率)
粘着剤層厚みを50μm(粘着剤層の合計厚み:100μm)、発泡体基材厚み100μmとして、発泡両面粘着テープ全体での空隙率を算出した。結果を表1に示す。
(a/bの値)
a:空隙の中に配置可能な、全長が最も長い直線の長さ、b:糸状粘着体を長手方向に対して垂直に切断して得られる断面において、幅が最も広くなっている部分の長さを、上述のX線CT装置及びによって測定した。
a:空隙の中に配置可能な、全長が最も長い直線の長さ、b:糸状粘着体を長手方向に対して垂直に切断して得られる断面において、幅が最も広くなっている部分の長さを、上述のX線CT装置及びによって測定した。
具体的には、糸状粘着体の全周0°~360°に対する連続透過像1601枚を撮影した。得られた画像を画像解析ソフト〔ImageJ,AVIZO(Thermo Fisher Scientific製)〕により3次元再構成したデータについて、芯材、粘着剤及び糸状粘着体内部に含まれる空気を、輝度を基に3値化及びノイズ除去を行い識別した。なお、この識別は、空気と粘着剤の輝度をそれぞれ確認してその中間値で第一の閾値を設定し、さらに、粘着剤と芯材の輝度をそれぞれ確認してその中間値で第二の閾値を設定することで行った。3値化により得られた画像を用いて、a/bの値を算出した。結果を表1に示す。
なお、a/bの値を算出する際には、サンプル2cmをX線CT装置にセットして、繊維方向(長手方向)長さ2.7mmを切り出して、a/bの値を算出した。
(耐衝撃性の評価)
糸状粘着体又は発泡両面粘着テープの耐衝撃性は以下の方法で評価した。
まず、以下に示すような第1の部材及び第2の部材を用意した。
第1の部材:1辺70mm、厚さ3mmの正方形のアクリル板
第2の部材:中央部に長方形のスリット(短辺30mm、長辺40mm)を設けた短辺80mm、長辺110mm、厚さ10mmの長方形のポリカーボネート樹脂板
糸状粘着体又は発泡両面粘着テープの耐衝撃性は以下の方法で評価した。
まず、以下に示すような第1の部材及び第2の部材を用意した。
第1の部材:1辺70mm、厚さ3mmの正方形のアクリル板
第2の部材:中央部に長方形のスリット(短辺30mm、長辺40mm)を設けた短辺80mm、長辺110mm、厚さ10mmの長方形のポリカーボネート樹脂板
次に、糸状粘着体又は発泡両面粘着テープを第1の部材に50×60mmの長方形になるように4辺で貼付した。そして、第1の部材と第2の部材とを、第1の部材の中心と第2の部材のスリットの中心とが一致するようにして貼り合わせ、0.3MPaで20秒間圧着して接合体を得た。接合体の概略図を図2に示す。
そして、図2の矢印21~26の各方向に向けて、矢印21~26の順に接合体を高さ5cmから鉄板に落とした。それを1セットとし、3セット(計18回落下)終了した時点で両部材が剥がれていなければ、高さを上げていった。高さ5cmから始めて、15cm、30cm、60cm、90cmの順に高さを上げて同様の操作を行った。両部材が剥がれた時点での落下回数を表1に記載する。
(リワーク性の評価)
正方形のアクリル板(1辺:70mm、厚さ:3mm)、及び5cmの糸状粘着体又は発泡両面粘着テープを用意した。1cmの糸状粘着体又は発泡両面粘着テープがアクリル板からはみ出すようにして、アクリル板に糸状粘着体又は発泡両面粘着テープを貼りつけた。
正方形のアクリル板(1辺:70mm、厚さ:3mm)、及び5cmの糸状粘着体又は発泡両面粘着テープを用意した。1cmの糸状粘着体又は発泡両面粘着テープがアクリル板からはみ出すようにして、アクリル板に糸状粘着体又は発泡両面粘着テープを貼りつけた。
その後、糸状粘着体又は発泡両面粘着テープの上に同形状のアクリル板を設置し、0.3MPaで20秒間圧着して接合体を得た。はみ出ている糸状粘着体又は発泡両面粘着テープを、糸状粘着体又は発泡両面粘着テープの長手方向に垂直な方向に引っ張り、以下の評価基準で評価した。結果を表1に示す。
〇:芯材又は基材が破壊することなく糸状粘着体又は発泡両面粘着テープを引き抜くことができた。
×:糸状粘着体又は発泡両面粘着テープを引き抜いている際に芯材又は基材が破壊された、又は糸状粘着体又は発泡両面粘着テープを引き抜くことができなかった。
×:糸状粘着体又は発泡両面粘着テープを引き抜いている際に芯材又は基材が破壊された、又は糸状粘着体又は発泡両面粘着テープを引き抜くことができなかった。

表1から、直径が近い実施例1、3及び比較例1を比較すると、実施例1の糸状粘着体のほうが耐衝撃性が高いことが分かった。
同様に、直径が同じである実施例2、4~9及び比較例2を比較すると、実施例2、4~9の糸状粘着体のほうが耐衝撃性が高いことが分かった。
また、比較例3は耐衝撃性が低く、またリワーク性にも劣ることが分かった。
同様に、直径が同じである実施例2、4~9及び比較例2を比較すると、実施例2、4~9の糸状粘着体のほうが耐衝撃性が高いことが分かった。
また、比較例3は耐衝撃性が低く、またリワーク性にも劣ることが分かった。
本発明を詳細にまた特定の実施態様を参照して説明したが、本発明の精神と範囲を逸脱することなく様々な変更や修正を加えることができることは当業者にとって明らかである。本出願は2020年9月30日出願の日本特許出願(特願2020-165590)に基づくものであり、その内容はここに参照として取り込まれる。
11 第1の部材
12 第2の部材
13 接合体
21 矢印
22 矢印
23 矢印
24 矢印
25 矢印
26 矢印
12 第2の部材
13 接合体
21 矢印
22 矢印
23 矢印
24 矢印
25 矢印
26 矢印
Claims (7)
- 複数のフィラメントを有する芯材及び粘着剤を有する糸状粘着体であって、
前記粘着剤は前記芯材を被覆し、かつ前記芯材に含浸しており、
前記糸状粘着体は空隙を1~55体積%含有する、糸状粘着体。 - 下記式(1)を満たす、請求項1に記載の糸状粘着体。
a/b≧2 (1)
式(1)中、aは空隙の中に配置可能な、全長が最も長い直線の長さを意味し、bは糸状粘着体を長手方向に対して垂直に切断して得られる断面において、幅が最も広くなっている部分の長さを意味する。 - 前記芯材の撚り数が1~500回/mである、請求項1又は2に記載の糸状粘着体。
- 複数のフィラメントを有する芯材及び粘着剤を有する糸状粘着体の製造方法であって、
前記芯材に前記粘着剤を含有する塗工液を塗工する塗工工程を含み、
開繊工程を含まない、
糸状粘着体の製造方法。 - 前記塗工工程において、ローラーを用い、
前記ローラーの回転速度が、前記芯材の繰り出し速度の0.3~5.0倍である、請求項4に記載の糸状粘着体の製造方法。 - 前記塗工工程において、前記芯材に6.0mN/dtex以下のテンションをかける、請求項4又は5に記載の糸状粘着体の製造方法。
- 前記塗工液の剪断速度100(1/s)の条件における粘度が0.03~6Pa・sであり、前記塗工液の剪断速度0.1(1/s)の条件における粘度が2~140Pa・sである、請求項4~6のいずれか1項に記載の糸状粘着体の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202180066407.2A CN116209731A (zh) | 2020-09-30 | 2021-09-27 | 丝状粘合体及丝状粘合体的制造方法 |
| EP21875543.7A EP4223851A1 (en) | 2020-09-30 | 2021-09-27 | Filamentous adhesive body and method for producing filamentous adhesive body |
| KR1020237010698A KR20230074736A (ko) | 2020-09-30 | 2021-09-27 | 사상 점착체 및 사상 점착체의 제조 방법 |
| JP2022553966A JPWO2022071241A1 (ja) | 2020-09-30 | 2021-09-27 | |
| US18/246,999 US20230399545A1 (en) | 2020-09-30 | 2021-09-27 | Threadlike adhesive body and method for producing threadlike adhesive body |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020165590 | 2020-09-30 | ||
| JP2020-165590 | 2020-09-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022071241A1 true WO2022071241A1 (ja) | 2022-04-07 |
Family
ID=80951664
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/035436 WO2022071241A1 (ja) | 2020-09-30 | 2021-09-27 | 糸状粘着体及び糸状粘着体の製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20230399545A1 (ja) |
| EP (1) | EP4223851A1 (ja) |
| JP (1) | JPWO2022071241A1 (ja) |
| KR (1) | KR20230074736A (ja) |
| CN (1) | CN116209731A (ja) |
| TW (1) | TW202229496A (ja) |
| WO (1) | WO2022071241A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024101422A1 (ja) * | 2022-11-11 | 2024-05-16 | 日東電工株式会社 | 糸状粘着体 |
| WO2024101425A1 (ja) * | 2022-11-11 | 2024-05-16 | 日東電工株式会社 | 糸状粘着体 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04322762A (ja) * | 1991-04-22 | 1992-11-12 | Toyoda Gosei Co Ltd | 接着剤塗布装置 |
| JP2009262070A (ja) * | 2008-04-25 | 2009-11-12 | Panasonic Corp | 被膜形成装置、被膜形成方法、電池用極板、並びに非水電解液二次電池 |
| JP2010281016A (ja) * | 2009-06-08 | 2010-12-16 | Yokohama Rubber Co Ltd:The | ゴム補強用繊維コード及びそれを用いた空気入りタイヤ |
| JP2013076186A (ja) * | 2011-09-30 | 2013-04-25 | Toray Ind Inc | ゴム補強用ポリエステル繊維コードの製造方法およびタイヤ |
| WO2020071508A1 (ja) * | 2018-10-05 | 2020-04-09 | 日東電工株式会社 | 粘着性物品 |
| JP2020165590A (ja) | 2019-03-29 | 2020-10-08 | 株式会社エヌ・ティ・ティ・データ | 環境制御装置及びプログラム |
| WO2021065837A1 (ja) * | 2019-09-30 | 2021-04-08 | 日東電工株式会社 | 糸状粘着体及び糸状粘着体の製造方法 |
| JP2021161404A (ja) * | 2020-03-31 | 2021-10-11 | 日東電工株式会社 | 糸状粘着剤貼付装置及び糸状粘着剤貼付方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03231980A (ja) | 1990-02-07 | 1991-10-15 | Ishizaki Shizai Kk | 糸状接着具及びその製造方法 |
-
2021
- 2021-09-27 CN CN202180066407.2A patent/CN116209731A/zh active Pending
- 2021-09-27 WO PCT/JP2021/035436 patent/WO2022071241A1/ja unknown
- 2021-09-27 US US18/246,999 patent/US20230399545A1/en active Pending
- 2021-09-27 KR KR1020237010698A patent/KR20230074736A/ko unknown
- 2021-09-27 EP EP21875543.7A patent/EP4223851A1/en active Pending
- 2021-09-27 JP JP2022553966A patent/JPWO2022071241A1/ja active Pending
- 2021-09-30 TW TW110136412A patent/TW202229496A/zh unknown
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04322762A (ja) * | 1991-04-22 | 1992-11-12 | Toyoda Gosei Co Ltd | 接着剤塗布装置 |
| JP2009262070A (ja) * | 2008-04-25 | 2009-11-12 | Panasonic Corp | 被膜形成装置、被膜形成方法、電池用極板、並びに非水電解液二次電池 |
| JP2010281016A (ja) * | 2009-06-08 | 2010-12-16 | Yokohama Rubber Co Ltd:The | ゴム補強用繊維コード及びそれを用いた空気入りタイヤ |
| JP2013076186A (ja) * | 2011-09-30 | 2013-04-25 | Toray Ind Inc | ゴム補強用ポリエステル繊維コードの製造方法およびタイヤ |
| WO2020071508A1 (ja) * | 2018-10-05 | 2020-04-09 | 日東電工株式会社 | 粘着性物品 |
| JP2020165590A (ja) | 2019-03-29 | 2020-10-08 | 株式会社エヌ・ティ・ティ・データ | 環境制御装置及びプログラム |
| WO2021065837A1 (ja) * | 2019-09-30 | 2021-04-08 | 日東電工株式会社 | 糸状粘着体及び糸状粘着体の製造方法 |
| JP2021161404A (ja) * | 2020-03-31 | 2021-10-11 | 日東電工株式会社 | 糸状粘着剤貼付装置及び糸状粘着剤貼付方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024101422A1 (ja) * | 2022-11-11 | 2024-05-16 | 日東電工株式会社 | 糸状粘着体 |
| WO2024101425A1 (ja) * | 2022-11-11 | 2024-05-16 | 日東電工株式会社 | 糸状粘着体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2022071241A1 (ja) | 2022-04-07 |
| TW202229496A (zh) | 2022-08-01 |
| US20230399545A1 (en) | 2023-12-14 |
| KR20230074736A (ko) | 2023-05-31 |
| EP4223851A1 (en) | 2023-08-09 |
| CN116209731A (zh) | 2023-06-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2022071241A1 (ja) | 糸状粘着体及び糸状粘着体の製造方法 | |
| JP7287792B2 (ja) | 粘着性物品 | |
| JP2022167925A (ja) | 複合体 | |
| WO2021065838A1 (ja) | 糸状粘着体及び糸状粘着体の製造方法 | |
| JP7264610B2 (ja) | 粘着性物品 | |
| EP3862404A1 (en) | Method for producing bonded object, and bonded object | |
| WO2021065837A1 (ja) | 糸状粘着体及び糸状粘着体の製造方法 | |
| JP7231349B2 (ja) | 粘着性物品 | |
| WO2023190418A1 (ja) | 糸状粘着体の貼付方法及び糸状粘着体接合体 | |
| WO2023190420A1 (ja) | 糸状粘着体の貼付方法及び糸状粘着体接合体 | |
| WO2021200756A1 (ja) | セパレーター付き粘着体 | |
| EP4036183A1 (en) | Method for bonding thread-like adhesive body, and thread-like adhesive body with provisional support | |
| US20240186032A1 (en) | Composite | |
| WO2021065834A1 (ja) | 糸状粘着体 | |
| JP7264609B2 (ja) | 粘着性物品 | |
| TW202027972A (zh) | 接合體之製造方法及接合體 | |
| WO2024101425A1 (ja) | 糸状粘着体 | |
| WO2024101422A1 (ja) | 糸状粘着体 | |
| WO2019065875A1 (ja) | 粘着性物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21875543 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022553966 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2021875543 Country of ref document: EP Effective date: 20230502 |