WO2021065838A1 - 糸状粘着体及び糸状粘着体の製造方法 - Google Patents
糸状粘着体及び糸状粘着体の製造方法 Download PDFInfo
- Publication number
- WO2021065838A1 WO2021065838A1 PCT/JP2020/036742 JP2020036742W WO2021065838A1 WO 2021065838 A1 WO2021065838 A1 WO 2021065838A1 JP 2020036742 W JP2020036742 W JP 2020036742W WO 2021065838 A1 WO2021065838 A1 WO 2021065838A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- core material
- adhesive
- filamentous
- adhesive layer
- filament
- Prior art date
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
- C09J133/04—Homopolymers or copolymers of esters
- C09J133/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, the oxygen atom being present only as part of the carboxyl radical
- C09J133/08—Homopolymers or copolymers of acrylic acid esters
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F220/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical or a salt, anhydride ester, amide, imide or nitrile thereof
- C08F220/02—Monocarboxylic acids having less than ten carbon atoms; Derivatives thereof
- C08F220/10—Esters
- C08F220/12—Esters of monohydric alcohols or phenols
- C08F220/16—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms
- C08F220/18—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms with acrylic or methacrylic acids
- C08F220/1808—C8-(meth)acrylate, e.g. isooctyl (meth)acrylate or 2-ethylhexyl (meth)acrylate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J201/00—Adhesives based on unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J5/00—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/02—Yarns or threads characterised by the material or by the materials from which they are made
- D02G3/04—Blended or other yarns or threads containing components made from different materials
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/19—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with synthetic macromolecular compounds
- D06M15/21—Macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D06M15/263—Macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds of unsaturated carboxylic acids; Salts or esters thereof
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2400/00—Presence of inorganic and organic materials
- C09J2400/20—Presence of organic materials
- C09J2400/26—Presence of textile or fabric
- C09J2400/263—Presence of textile or fabric in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2467/00—Presence of polyester
Definitions
- the present invention relates to a thread-like adhesive body and a method for producing a thread-like adhesive body.
- polyester resin recovered from used packaging materials such as PET (polyethylene terephthalate) bottles can be reused and used as recycled polyester.
- PET polyethylene terephthalate
- As one of the products using this recycled polyester there are recycled film and polyester filament yarn obtained by remelting and spinning, and this recycled film and filament yarn are used for industrial materials and clothing. Has been done.
- Patent Document 1 recycled polyester is depolymerized to obtain a low molecular weight substance, and by repolymerizing this low molecular weight substance, the coloring and performance variation of the recycled polyester are reduced to obtain a composite fiber with virgin polyester. Is being considered.
- Patent Document 2 describes a recycled polyester-containing polyester multifilament in which the core component is recycled polyester B and the sheath component is raw material polyester A.
- a thread-like adhesive body which is an adhesive article having a thread-like core material. Since such an adhesive article is thread-like, it has an advantage that it can be easily applied to a complicated shape such as a curved surface, a curved surface, or an uneven surface, and can also be applied to a narrow portion. Also, unlike liquid adhesives, there is no risk of dripping or squeezing out. Since the thread-like core material is required to have strength, a filament made of resin is used.
- the present inventors have made the core material a filament containing a recycled resin and a filament not containing a recycled resin in a filamentous adhesive body using a recycled resin as a core material.
- the present invention has been completed by finding that the above-mentioned problems can be solved by forming a multifilament yarn provided with two or more filaments obtained by combining or twisting the above. That is, the present invention is as follows.
- a thread-like core material and an adhesive layer covering the surface of the core material in the longitudinal direction are provided.
- the core material is a filamentous adhesive body which is a multifilament yarn comprising two or more filaments obtained by combining or twisting a filament containing a recycled resin and a filament not containing a recycled resin.
- the filamentous adhesive according to any one of [1] to [3], wherein the twist coefficient K of the core material represented by the formula (A) is 0 or more and 200 or less.
- K is the twist coefficient
- T is the number of twists (unit is [times / m])
- D is fineness (unit is [dtex]).
- a method for producing a filamentous adhesive body comprising a filamentous core material and an adhesive layer covering the surface of the core material in the longitudinal direction, wherein the core material does not contain a filament containing a recycled resin and a recycled resin.
- the coating liquid has a solution viscosity of 0.03 to 6 Pa ⁇ s under the condition of a shear rate of 100 (1 / s) and a solution viscosity of 2 to 140 Pa ⁇ s under the condition of a shear rate of 0.1 (1 / s).
- a method for producing a filamentous adhesive which is s.
- a method for producing a thread-like adhesive body including a thread-like core material and an adhesive layer covering the surface of the core material in the longitudinal direction, wherein the core material does not contain a filament containing a recycled resin and a recycled resin. It is a multifilament yarn including two or more filaments obtained by combining or twisting filaments, and includes a step of applying a coating liquid to the surface of the core material in the longitudinal direction to form the pressure-sensitive adhesive layer.
- a method for producing a filamentous adhesive having a core material tension of 6 mN / dtex or less at the time of coating.
- the present invention provides a thread-like adhesive body using a recycled resin having excellent strength as a core material.
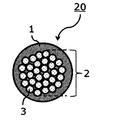
- FIG. 1 is a cross-sectional view of a filamentous adhesive body including a core material composed of two or more filaments (multifilaments) according to an embodiment of the present invention in a cross section perpendicular to the longitudinal direction.
- FIG. 2 is a perspective view for explaining a method for evaluating the adhesive strength of the filamentous adhesive body of the present invention.
- FIG. 3 is a cross-sectional view of a cross section taken along the line AA of FIG.
- FIG. 4 is a schematic view of a state in which adherends are bonded to each other using the filamentous adhesive according to the embodiment of the present invention.
- FIG. 5 is a schematic view of a state in which adherends are bonded to each other using the filamentous adhesive according to the embodiment of the present invention.
- the thread-like adhesive body according to the embodiment of the present invention includes a thread-like core material and an adhesive layer that covers the surface of the core material in the longitudinal direction, and the core material contains a filament containing a recycled resin and a recycled resin. It is a multifilament yarn comprising two or more filaments obtained by combining or twisting a filament that does not contain the filament.
- the filamentous adhesive body of the present embodiment is excellent in strength by having the above-mentioned structure. This will be described in detail below.
- the pressure-sensitive adhesive layer covers the peripheral surface of the core material in the longitudinal direction.
- the peripheral surface of the core material is visually recognized over the entire circumference of the surface of the core material from 0 ° to 360 °, centering on the center line in the longitudinal direction of the core material and centering on the center line in the longitudinal direction of the core material. Means a possible surface.
- a filamentous adhesive having higher strength By covering the peripheral surface of the core material in the longitudinal direction with an adhesive layer, a filamentous adhesive having higher strength can be obtained. This is because the core material is less likely to come out on the surface of the portion covered with the adhesive layer, and the adhesive layer suppresses the movement of each filament when stress is applied, so that it can be prevented from being rubbed and broken. Therefore, it is presumed that unevenness is less likely to occur on the surface of the filamentous adhesive body, and stress is concentrated on a part of the core material to prevent breakage.
- the coverage of the surface of the core material with the adhesive is preferably 100%, preferably 50% or more, and is preferably 80%. % Or more is more preferable, 90% or more is further preferable, and 95% or more is particularly preferable.
- the coverage of the surface of the core material with the adhesive is 50% or more, the core material can be prevented from breaking and a filamentous adhesive having excellent strength can be obtained. Further, it is preferable to cover the entire circumference of the surface of the core material in the longitudinal direction with an adhesive layer.
- the entire circumference of the core material means the entire peripheral surface of the core material, and means the entire circumference of the surface of the core material at 360 ° with the center line in the longitudinal direction of the core material as the center. Furthermore, since recycled resin collects used resin products so that they can be reused, there is a concern about contamination in the recycling process, and it is difficult for consumers to gain hygienic credibility. However, when the peripheral surface of the core material in the longitudinal direction is coated with the pressure-sensitive adhesive layer at a high coverage rate, the recycled resin does not come out on the surface, which is hygienic.
- the filamentous shape means that the length in the longitudinal direction is sufficiently longer than the length in the width direction, and the short axis (hereinafter, also referred to as "cross-sectional shape") in the shape of the cross section perpendicular to the longitudinal direction passes through the center of gravity of the cross-sectional shape.
- the ratio (major axis / minor axis) of the length of the long axis (the longest axis passing through the center of gravity of the cross-sectional shape) to the length of the shortest axis) is, for example, 200 or less, preferably 100 or less.
- the shape is more preferably 50 or less, further preferably 10 or less, still more preferably 5 or less, particularly preferably 3 or less, and it is in a state where it can be bent in various directions and angles like a thread. means. Since the filamentous adhesive can be bent in various directions and angles in this way, it can be bent according to the shape of the bonding region, and therefore, it is possible to cope with the diversification of the shape of the bonding region.
- FIG. 1 is a cross-sectional view of the filamentous adhesive body 20 according to the embodiment of the present invention in a cross section perpendicular to the longitudinal direction.
- the thread-like adhesive body 20 according to the present embodiment includes a core material 2 and an adhesive layer 1 that covers the peripheral surface of the core material 2 in the longitudinal direction, and the core material 2 includes a multi having two or more filaments 3. It is a filament yarn.
- the filamentous adhesive according to the embodiment of the present invention will be described in detail below.
- the core material according to the embodiment of the present invention is a multifilament yarn including two or more filaments obtained by combining or twisting a filament containing a recycled resin (recycled filament A) and a filament not containing the recycled resin.
- recycled resin used as the core material in the filamentous adhesive body
- not only the utilization rate of the recycled resin in the filamentous adhesive body is improved, but also the utilization rate of the recycled resin in the bonded body joined by using the filamentous adhesive body is improved.
- sufficient strength and stable physical properties as a core material can be obtained.
- the recycled resin in the present invention is a resin obtained by recycling a resin product, and includes a resin obtained by material recycling and chemical recycling.
- Material recycling indicates that a resin product such as waste plastic is recycled as a raw material for the resin product after being subjected to a treatment such as crushing and melting.
- Chemical recycling is the chemical decomposition of resin products such as waste plastics by raw materials / monomerization, blast furnace reducing agents, coke oven chemical raw materials, gasification, oiling, etc. to decompose petroleum raw materials, etc. It is shown that it is obtained and reused as a raw material for resin products.
- the type of recycled resin used for the recycled filament A is not particularly limited, and may be appropriately selected according to the required properties such as strength, mass, and hardness.
- Examples include materials including polymer materials such as various thermoplastic polymers, thermocurable polymers, rubbers, rayon, cupra, acetate, promix, nylon, aramid, vinylon, vinylidene, polyvinyl chloride, polyester, acrylic.
- PET polyethylene terephthalate
- PET vinyl chloride resins
- vinyl acetate resins vinyl acetate resins
- polyimide resins Various polymer materials such as polyamide resin, fluororesin, polyurethane, polypropylene, polylactic acid; various rubbers such as natural rubber and synthetic rubber such as polyurethane; foams such as foamed polyurethane and foamed poly
- the recycled resin may include a non-recycled resin, that is, a commercially available polymer or a newly synthesized polymer.
- the type of non-recycled resin is not particularly limited, and examples thereof include materials containing polymer materials such as various thermoplastic polymers, thermosetting polymers, and rubber. Thermoplastic polymers are preferable, and the same types as the above-mentioned recycled resins are used. Resin is preferable, polyester resin is preferable, and polyethylene terephthalate (PET) is more preferable.
- the content of the recycled resin in the recycled filament A is preferably 70% by mass or more, more preferably 80% by mass or more, and further preferably 95% by mass or more from the viewpoint of reducing the environmental load.
- the type of resin used for filament B that does not contain recycled resin is not particularly limited, and may be appropriately selected according to the required properties such as strength, mass, and hardness.
- Examples include materials including polymer materials such as various thermoplastic polymers, thermocurable polymers, rubbers, rayon, cupra, acetate, promix, nylon, aramid, vinylon, vinylidene, polyvinyl chloride, polyester, acrylic.
- PET polyethylene terephthalate
- PET vinyl chloride resins
- vinyl acetate resins vinyl acetate resins
- polyimide resins Various polymer materials such as polyamide resin, fluororesin, polyurethane, polypropylene, polylactic acid; various rubbers such as natural rubber and synthetic rubber such as polyurethane; foams such as foamed polyurethane and foamed poly
- the core material according to the embodiment of the present invention preferably contains as much recycled resin as possible from the viewpoint of contributing to the reduction of the environmental load, and from the viewpoint of strength, the recycled filament A in the entire core material.
- the content ratio is preferably 40% by mass or more, more preferably 50% by mass or more, further preferably 60% by mass, and particularly preferably 80% by mass or more.
- the content ratio of the recycled filament A in the core material is preferably 95% by mass or less, more preferably 90% by mass or less, and further preferably 85% by mass or less. preferable. If it exceeds 95% by mass, the uniformity and color tone of the physical property values of the obtained fibers tend to deteriorate.
- the core material may contain fillers (inorganic fillers, organic fillers, etc.), antioxidants, antioxidants, UV absorbers, antistatic agents, lubricants, plasticizers, colorants (pigments, dyes, etc.), if necessary. Etc.) and other various additives may be blended.
- the surface of the core material may be subjected to known or conventional surface treatment such as corona discharge treatment, plasma treatment, application of an undercoating agent, and the like.
- the form of the core material is not particularly limited, and may be appropriately adjusted according to the required properties such as strength, mass, and hardness.
- the cross-sectional shape of the core material in the filamentous adhesive is typically circular, but it can take various shapes such as an ellipse and a polygon in addition to the circular shape.
- the core material of the filamentous adhesive is a multifilament composed of two or more filaments, and is generally referred to as a textured yarn, bulky yarn, or stretch yarn that has been subjected to spun yarn, crimping processing, bulk processing, or the like. It may be a processed yarn, a hollow yarn, or a yarn obtained by twisting and combining these yarns.
- the thickness of the core material is not particularly limited, and may be appropriately adjusted together with the thickness of the pressure-sensitive adhesive layer so that the thickness of the filamentous pressure-sensitive adhesive is appropriate according to the application.
- the peripheral surface of the core material in the longitudinal direction is covered with an adhesive layer.
- the end face of the core material may or may not be covered with an adhesive layer.
- the adhesive is cut during the manufacturing process or during use, the end face of the core may not be covered by the adhesive layer.
- the filamentous adhesive material includes a multifilament yarn as a core material.
- the adhesive strength (difficulty of peeling between articles) when a plurality of articles are bonded together by the filamentous adhesive is greatly affected by the contact area between the filamentous adhesive and the articles.
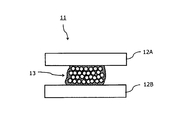
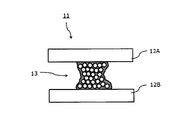
- FIG. 5 shows a schematic view of a bonded body 11 to which the article 12A and the article 12B are bonded by using a filamentous adhesive body 13 having a core material made of a multifilament thread.
- the filamentous adhesive body 13 When the articles are bonded together using the filamentous adhesive body 13 provided with the multifilament yarn as the core material, each filament constituting the core material spreads so as to be separated, and the core material is deformed so as to be crushed to cover the article 12A and a wide area. Since the article 12B and the thread-like adhesive body can come into contact with each other, high adhesive strength can be obtained.
- the filamentous adhesive body 13 having the multifilament yarn as the core material has the same thickness (fineness) of the core material, and is compared with the filamentous adhesive body having the core material made of monofilament. Demonstrates high adhesive strength.
- the number of filaments constituting the multifilament is preferably 2 or more, more preferably 10 or more, further preferably 15 or more, and particularly preferably 20 or more.
- each filament becomes thinner (the fineness becomes smaller) as the number of filaments constituting the core material increases. If each filament becomes too thin, the strength of the core material may be lowered and the handleability may be lowered. Therefore, the number of filaments constituting the core material is preferably 300 or less.
- the multifilament yarn may be a twisted yarn that has been twisted or a non-twisted yarn that has not been twisted. That is, the number of twists of the multifilament yarn may be more than 0 times / m or 0 times / m. Further, the multifilament yarn may be a combination of a plurality of twisted or untwisted multifilaments, twisted or untwisted.
- each filament spreads and the core material becomes thick as shown in FIG. In the direction (direction perpendicular to the longitudinal direction), it deforms so as to extend in a direction parallel to the applied force.
- the shape of the core material becomes too distorted at this time, stress is concentrated in the distorted portion, and the portion tends to be the starting point of peeling. Therefore, in order to exert even more excellent adhesive strength, it is preferable that each filament constituting the core material has a certain degree of cohesion.
- the core material may be untwisted yarn or twisted yarn, that is, the number of twists of the core material in the present embodiment may be 0 times / m or more, but each of the core materials constituting the core material In order to give the filament a certain degree of cohesion, it is preferable that the core material is twisted.
- the number of twists of the core material is preferably 30 times / m or more, more preferably 60 times / m or more, and further preferably 90 times / m or more.
- the twist of the core material is not too strong in order to sufficiently deform the core material when a plurality of articles are bonded together and to increase the amount of the adhesive adhered per unit length. .. Therefore, the number of twists of the core material is preferably 3000 times / m or less, more preferably 1500 times / m or less, further preferably 800 times / m or less, and 250 times / m or less. Is particularly preferred.
- the twist coefficient K is an index for discussing the influence of twisting (the influence on the cohesiveness of the core material, the easiness of deformation, the amount of adhesive adhered, etc.) regardless of the thickness of the core material. That is, the effect of the number of twists on the core material differs depending on the thickness of the core material, but if the twist coefficient is the same, the effect of twisting on the core material is about the same regardless of the thickness of the core material. Shown.
- the twist coefficient K of the core material is preferably 0 or more, and more preferably more than 0.
- the twist coefficient K of the core material is preferably 200 or less, more preferably 100 or less, and even more preferably less than 50.
- K is the twist coefficient
- T is the number of twists (unit is [times / m])
- D is fineness (unit is [dtex]).
- the filament forming the core material may be a hollow yarn.
- the hollow fiber is highly flexible in the thickness direction and is easily deformed. Therefore, the core material obtained by using the hollow fiber is also highly flexible in the thickness direction and easily deformed. Therefore, when a hollow fiber is used as the filament forming the core material, the above-mentioned crushing deformation of the core material is more likely to occur.
- the core material is highly flexible, stress is likely to be dispersed due to deformation of the core material when a force is applied in the direction in which the adherends bonded together using the thread-like adhesive body are peeled off.
- the pressure-sensitive adhesive layer covering the longitudinal surface of the core material can be formed by a pressure-sensitive adhesive containing the pressure-sensitive adhesive.
- the type of adhesive used is not particularly limited, and for example, acrylic adhesive, rubber adhesive, vinyl alkyl ether adhesive, silicone adhesive, polyester adhesive, polyamide adhesive, urethane adhesive. , Fluorine-based adhesives, epoxy-based adhesives, etc. can be used. Of these, rubber-based adhesives and acrylic-based adhesives are preferable, and acrylic-based adhesives are particularly preferable, from the viewpoint of adhesiveness.
- As the pressure-sensitive adhesive only one type may be used alone, or two or more types may be used in combination.
- Acrylic adhesives are mainly composed of (meth) acrylic acid alkyl esters such as ethyl acrylate, butyl acrylate, 2-ethylhexyl acrylate, isooctyl acrylate, and isononyl acrylate, and if necessary, acrylonitrile, vinyl acetate, etc.
- Modification monomers such as styrene, methyl methacrylate, acrylic acid, methacrylic acid, maleic anhydride, vinylpyrrolidone, glycidyl methacrylate, dimethylaminoethyl methacrylate, hydroxyethyl acrylate, acrylamide, and ⁇ -methacryloxypropyltrimethoxysilane.
- the main agent is a polymer of the monomer.
- Rubber-based adhesives include natural rubber, styrene-isoprene-styrene block copolymer, styrene-butadiene-styrene block copolymer, styrene-ethylene / butylene-styrene block copolymer, styrene butadiene rubber, polybutadiene, polyisoprene, etc. It is mainly composed of rubber-based polymers such as polyisobutylene, butyl rubber, chloroprene rubber, and silicone rubber.
- these adhesives include tackifier resins such as rosin-based, terpene-based, styrene-based, aliphatic petroleum-based, aromatic petroleum-based, xylene-based, phenol-based, kumaron inden-based, and their hydrogen additives, and cross-linking.
- Antistatic agents, preservatives, antiaging agents, ultraviolet absorbers, antioxidants, light stabilizers and other various additives can be appropriately blended.
- the pressure-sensitive adhesive either a solvent-type pressure-sensitive adhesive or a water-dispersible type pressure-sensitive adhesive can be used.
- a water-dispersible adhesive is preferable from the viewpoints that high-speed coating is possible, it is environmentally friendly, and the influence of the solvent on the core material (swelling, dissolution) is small.
- the filamentous adhesive body it is preferable to cover the peripheral surface of the core material in the longitudinal direction with an adhesive layer. That is, it is preferable that the adhesive is adhered to the peripheral surface of the core material.
- the peripheral surface of the core material is coated with an adhesive, the recycled resin does not easily come out on the surface, so that it is hygienic and a thread-like adhesive having excellent strength can be obtained. Therefore, it is preferable that the adhesive adheres to the entire surface of the core material. Further, it is preferable that the surface of the pressure-sensitive adhesive layer has less lumps and unevenness.
- the thread-like adhesive according to the preferred embodiment of the present invention is a thread-like adhesive having sufficient strength even if the core material is made of recycled resin by coating the peripheral surface of the core material with an adhesive. can do.
- the adhesive By coating the peripheral surface of the core material with an adhesive, the adhesive soaks into the inside of the multifilament and acts like a lubricating oil, reducing friction between the filaments, and it is speculated that breakage can be prevented. Will be done. Further, it is presumed that when the filamentous adhesive is used, stress is concentrated on some filaments to prevent the filament from breaking. As a result, it is possible to prevent the core material from breaking and to obtain a thread-like adhesive body having excellent strength.
- the filamentous adhesive can be obtained, for example, by applying an adhesive (coating liquid) to the surface of the core material by dipping, dipping, coating, etc., and heating and drying as necessary.
- the adhesive can be applied using, for example, a conventional coater such as a gravure roll coater, a reverse roll coater, a kiss roll coater, a dip roll coater, a bar coater, a knife coater, or a spray coater.
- the pressure-sensitive adhesive layer adjusts the viscosity of the pressure-sensitive adhesive used as the coating liquid, the tension at the time of coating, the drying conditions, etc., and if necessary, the composition of the pressure-sensitive adhesive, the oil used for the core material, and the surface condition of the core material. By changing or adjusting the shape, it can be formed on the surface of the core material in the longitudinal direction to cover the core material. Further, the filamentous adhesive body is preferably produced by the method for producing a filamentous adhesive body described later.
- the amount of the pressure-sensitive adhesive adhered is preferably 2 mg / m or more, more preferably 5 mg / m or more, and even more preferably 8 mg / m or more.
- the amount of the pressure-sensitive adhesive adhered is preferably 200 mg / m or less, more preferably 180 mg / m or less, and even more preferably 160 mg / m or less.
- the coverage of the peripheral surface of the core material with the adhesive is preferably 100% as described above, but is 50% or more. Is preferable, 80% or more is more preferable, 90% or more is more preferable, and 95% or more is further preferable. When the coverage is 50% or more, the core material can be prevented from breaking and a filamentous adhesive having excellent strength can be obtained.
- the coverage can be calculated using an X-ray CT apparatus (Xradia 520 Versa, manufactured by Zeiss, tube voltage 60 kV, tube current 83 ⁇ A, pixel size 1.5 ⁇ m / pixel).
- 1601 continuous transmission images are taken with respect to 0 ° to 360 ° on the surface of the core material, centering on the center line in the longitudinal direction of the core material of the filamentous adhesive body.
- the obtained image is three-dimensionally reconstructed by image analysis software (ImageJ, AVIZO (manufactured by Thermo Fisher Scientific)), and the core material, adhesive, and air are quantified and noise-removed based on the brightness to identify them.
- image analysis software ImageJ, AVIZO (manufactured by Thermo Fisher Scientific)
- the core material, adhesive, and air are quantified and noise-removed based on the brightness to identify them.
- the coverage was calculated by the following formula.
- Ask for. Coverage (%) ⁇ area of interface 2 / (area of interface 1 + area of interface 2) ⁇ x 100
- the interface 1 and the interface 2 exclude the interface between the air and the core material or the pressure-sensitive adhesive inside the filamentous adhesive body.
- the pressure-sensitive adhesive layer preferably has a uniform thickness with little lumps or unevenness on the surface. Further, in this case, the thickness of the pressure-sensitive adhesive layer is not particularly limited, and can be appropriately selected depending on the use of the filamentous pressure-sensitive adhesive. Usually, the thickness of the pressure-sensitive adhesive layer is preferably about 3 ⁇ m to 150 ⁇ m, preferably about 5 ⁇ m to 50 ⁇ m.
- the adhesive strength of the filamentous adhesive can be evaluated by, for example, the following method.
- a circular acrylic plate 32 having a thickness of 3 mm and a diameter of 70 mm and a rectangular polycarbonate resin plate 31 (short side 80 mm) provided with a rectangular slit (short side 30 mm, long side 40 mm) in the center. , 110 mm long side, 10 mm thick) are bonded together so that the center of the acrylic plate 32 and the center of the slit of the polycarbonate resin plate 31 coincide with each other, and are pressure-bonded at 2 kg for 10 seconds.
- the filamentous adhesive body 30 is arranged along the edge of the acrylic plate as shown in FIGS. 2 and 3.
- FIG. 2 A perspective view of the bonded state is shown in FIG. 2, and a cross-sectional view taken along the line AA of FIG. 2 is shown in FIG.
- the polycarbonate resin plate 31 is fixed, and as shown in FIG. 3, a load is applied to the center of the acrylic plate 32 through the slit in the direction in which the acrylic plate 32 and the polycarbonate resin plate 31 are separated from each other, and the acrylic plate 32 and the polycarbonate resin plate 31 are separated from each other. Measure the maximum load observed before the separation.
- the filamentous adhesive according to the embodiment of the present invention preferably has a breaking strength of 30 mN / dtex or more.
- the breaking strength is preferably 32 mN / dtex or more, more preferably 34 mN / dtex or more, and further preferably 36 mN / dtex or more. Further, from the viewpoint of ease of cutting during use, it is preferably 80 mN / dtex or less, more preferably 70 mN / dtex or less, and further preferably 60 mN / dtex or less.
- the breaking strength of the filamentous adhesive can be measured by the method described in Examples.
- the method for producing a filamentous adhesive according to an embodiment of the present invention is as follows.
- the coating liquid has a solution viscosity of 0.03 to 6 Pa ⁇ s at a shear rate of 100 (1 / s) and a shear rate of 0.1 (1 / s).
- the solution viscosity in the above is 2 to 140 Pa ⁇ s.
- the shear rate is changed to 9000 (1 / s) (A)
- the value of the solution viscosity (Pa ⁇ s) of the coating liquid when the shear rate is 100 (1 / s) is the shear rate 100 (1 / s). It is the solution viscosity (Pa ⁇ s) at 1 / s).
- the shear rate is returned to 0.01 (1 / s) (B)
- the value of the solution viscosity (Pa ⁇ s) of the coating liquid when the shear rate is 0.1 (1 / s) is the shear rate.
- the solution viscosity of the coating liquid at a shear rate of 100 (1 / s) is predicted to be close to the viscosity of the coating liquid at the time of coating. If the solution viscosity at a shear rate of 100 (1 / s) is higher than 6 Pa ⁇ s, the coating liquid does not flow, and the coating liquid is not applied to the core material, causing lumps or unevenness, and the coated surface becomes rough. There is a risk that the core material will be exposed.
- the solution viscosity of the coating liquid at a shear rate of 100 (1 / s) is preferably 0.03 Pa ⁇ s or more from the viewpoint of preventing the core material from being exposed without the coating liquid being applied to the core material.
- the coating surface becomes rough and the core material is not exposed. It is preferably 5 Pa ⁇ s or less, and even more preferably 4 Pa ⁇ s or less.
- the solution viscosity of the coating liquid at a shear rate of 0.1 (1 / s) indicates the degree of fluidity of the coating liquid from coating to drying. If the solution viscosity at a shear rate of 0.1 (1 / s) is lower than 2 Pa ⁇ s, the coating liquid may be repelled in the process from coating to drying, and the core material may be exposed.
- the solution viscosity of the coating liquid at a shear rate of 0.1 (1 / s) is 2 Pa ⁇ s or more in order to prevent the coating liquid from being repelled in the process from coating to drying and exposing the core material. It is preferable, it is more preferably 4 Pa ⁇ s or more, and further preferably 6 Pa ⁇ s or more.
- the coating liquid is preferably 140 Pa ⁇ s or less, more preferably 120 Pa ⁇ s or less, and further preferably 100 Pa ⁇ s or less.
- the solution viscosity of the coating liquid can be measured by the method described in Examples.
- the coating liquid has a solution viscosity of 0.03 to 6 Pa ⁇ s under the condition of a shear rate of 100 (1 / s). Therefore, it is preferable that the solution viscosity becomes 2 to 140 Pa ⁇ s under the condition of a shear rate of 0.1 (1 / s) in a short time.
- the method for producing a filamentous adhesive A method for manufacturing a thread-like adhesive body including a thread-like core material and an adhesive layer covering the surface of the core material in the longitudinal direction, wherein a coating liquid is applied to the surface of the core material in the longitudinal direction.
- the tension of the core material at the time of coating is 6 mN / dtex or less, including the step of forming the pressure-sensitive adhesive layer. If the tension of the core material at the time of coating is larger than 6 mN / dtex, the cross section of the core material approaches a circle and there is no gap between the filaments, and the retention of the coating liquid and the leveling property cannot be balanced and uniform. An adhesive layer with a large thickness cannot be formed.
- 0.2 mN / It is preferably dtex or more, more preferably 0.4 mN / dtex or more, and even more preferably 0.6 mN / dtex or more. Further, from the viewpoint of preventing uneven formation of the pressure-sensitive adhesive layer and preventing the core material from spreading or breaking, it is preferably 6 mN / dtex or less, more preferably 5 mN / dtex or less, and 4 mN / dtex or less. Is more preferable.
- the tension of the core material can be measured by the method described in the examples, for example, using a digital force gauge (AD-4932A).
- an adhesive layer can be uniformly formed on the surface of the core material, and a filamentous adhesive having excellent strength can be produced.
- the shape of the bonding area is not particularly limited.
- As an example of the shape of the bonding region there is a frame-like shape along the outer shape of the bonding surface (the surface of the joint body facing the other article) of one article.
- the cover glass of a display or the cover glass of a camera such as a smartphone is bonded to a frame member, the shape of such a bonding area is required.
- the type of the member to be bonded is not particularly limited, but the member is a member constituting the electronic device because the shape of the bonding region is particularly required to be narrowed and complicated in joining the parts of the electronic device. Is preferable.
- various members constituting electronic devices include, for example, cables such as electric wires and optical fibers, LED fiber lights, and optical fiber sensors such as FBG (Fiber Bragg Gratings). Examples include wire rods (linear members). When these members are attached and fixed to other members in a bent state, the shape of the bonded region also becomes a narrow bent shape according to the shape of the linear member.
- a thread-like adhesive body is first attached to one member, and then another member is attached.
- the method of sticking the filamentous adhesive to the member is not particularly limited, and a sticking machine (pasting device) may be used, or the filamentous adhesive may be attached by hand. Once the filamentous adhesive is attached to the temporary support, the filamentous adhesive is attached. It may be transferred to the member.
- a plurality of thread-like adhesive bodies may be used for bonding the members (that is, manufacturing of a bonded body), it is preferable that only one adhesive body is used from the viewpoint of reducing man-hours.
- the monomer emulsion A includes 98 parts by mass of 2-ethylhexyl acrylate, 1.25 parts by mass of acrylic acid, 0.75 parts by mass of methacrylic acid, 0.05 parts by mass of lauryl mercaptan (chain transfer agent), and ⁇ -methacryloxypropyltrimethoxy.
- the temperature is kept at 60 ° C. for another 3 hours, the system is cooled to room temperature, and the pH is adjusted to 7 by adding 10% aqueous ammonia to make an acrylic polymer emulsion (aqueous dispersion type acrylic). System polymer) was obtained.
- the core material 1 was obtained by combining two recycled PET yarns A (180 dtex, 48 filaments, untwisted yarn, 95% recycling rate) without twisting.
- the core material 2 was obtained by combining one recycled PET yarn A and one PET yarn B (167 dtex, 48 filaments, untwisted yarn) containing no recycled resin without twisting.
- the core material 3 was obtained by combining two PET yarns B containing no recycled resin without twisting.
- Examples 1 and 2 and Comparative Examples 1 to 5 The core material shown in Table 1 is coated with the water-dispersible acrylic pressure-sensitive adhesive 1 prepared above by dipping at a transport speed of 1 m / min with the tension shown in Table 1, and then dried at 80 ° C. for 5 minutes. Then, a pressure-sensitive adhesive layer was formed to obtain filamentous pressure-sensitive adhesives of Examples 1 and 2 and Comparative Examples 1 to 4. The filamentous adhesives of Examples 1 and 2 showed sufficient adhesive strength. Comparative Example 5 was obtained by using two recycled PET yarns (180 dtex, 48 filaments, non-twisted yarn, 95% recycling rate) with no adhesive layer and only the core material.
- Table 1 below shows the manufacturing conditions and evaluation results for the filamentous adhesives of Examples and Comparative Examples.
- tension The tension of the core material was measured at the time of coating using a digital force gauge (AD-4932A). Specifically, the tension between the feeding point of the core material and the coating roll was measured by reading the stress applied to the terminal of the force gauge.
- the shear rate is changed to 9000 (1 / s) (A) over 20 seconds, the shear rate is returned to 0.01 (1 / s) (B) over 20 seconds, and the solution of the coating liquid during that period.
- the viscosity (Pa ⁇ s) was measured.
- the shear rate is changed to 9000 (1 / s) (A)
- the value of the solution viscosity (Pa ⁇ s) of the coating liquid when the shear rate is 100 (1 / s) is set to the shear rate of 100 (1 / s).
- the solution viscosity (Pa ⁇ s) was 1 / s) and is shown in Table 1.
- the value of the solution viscosity (Pa ⁇ s) of the coating liquid when the shear rate is 0.1 (1 / s) is determined by shearing.
- the solution viscosity (Pa ⁇ s) at a rate of 0.1 (1 / s) was set and shown in Table 1.
- the coverage of the core material was calculated using an X-ray CT apparatus (Xradia 520 Versa, manufactured by Zeiss, tube voltage 60 kV, tube current 83 ⁇ A, pixel size 1.5 ⁇ m / pixel). 1601 continuous transmission images were taken from 0 ° to 360 ° on the surface of the core material centering on the center line in the longitudinal direction of the core material of the filamentous adhesive body. The obtained image was three-dimensionally reconstructed by image analysis software (ImageJ, AVIZO (manufactured by Thermo Fisher Scientific)), and the core material, adhesive, and air were quantified and noise removed based on the brightness to identify them. did.
- image analysis software ImageJ, AVIZO (manufactured by Thermo Fisher Scientific)
- the breaking strength of the thread-like adhesive body of the example and the core material of the comparative example was calculated by the following procedure. First, the thread-like adhesive body and the core material are cut to 150 mm. Next, the autograph is set so that the distance between the chuck portions is 100 mm and used as a sample. Then, at a speed of 50 mm / sec, the chuck interval is widened until the sample breaks. The breaking strength (mN / dtex) was calculated by setting the peak top value of the stress when the sample was broken per decitex.
- a rectangular acrylic plate 32 having a thickness of 3 mm and a diameter of 70 mm and a rectangular slit (short side 30 mm, long side 40 mm) provided in the center.
- the polycarbonate resin plate 31 (short side 80 mm, long side 110 mm, thickness 10 mm) was bonded so that the center of the acrylic plate 32 and the center of the slit of the polycarbonate resin plate 31 coincided with each other, and pressure-bonded at 2 kg for 10 seconds. ..
- the filamentous adhesive was arranged so as to have a length of 22 cm along the edge of the acrylic plate. A perspective view of the bonded state is shown in FIG.
- FIG. 2 a cross-sectional view taken along the line AA of FIG. 2 is shown in FIG.
- the polycarbonate resin plate 31 is fixed, and as shown in FIG. 3, a load is applied to the center of the acrylic plate 32 through the slit in the direction in which the acrylic plate 32 and the polycarbonate resin plate 31 are separated from each other, and the acrylic plate 32 and the polycarbonate resin plate 31 are separated from each other.
- the maximum load observed until the separation was measured and used as the adhesive strength (N / 22 cm).
- Example 1 and Example 2 using the core material 2 in which the recycled PET yarn A and the PET yarn B containing no recycled resin are combined are compared using the core material 1 in which the recycled PET yarn A is used alone. It was superior in breaking strength as compared with Example 1 and. Further, as a result of lowering the viscosity and tension in Example 1 when forming the pressure-sensitive adhesive layer as compared with Example 2, a filamentous pressure-sensitive adhesive having excellent appearance, high breaking strength, and excellent strength was obtained.
Abstract
本発明は、糸状の芯材と、前記芯材の長手方向の表面を被覆する粘着剤層とを備え、前記芯材は、リサイクル樹脂を含むフィラメントとリサイクル樹脂を含まないフィラメントとを合糸又は撚糸した、2本以上のフィラメントを備えるマルチフィラメント糸である糸状粘着体に関する。
Description
本発明は、糸状粘着体及び糸状粘着体の製造方法に関する。
近年では持続可能な社会の実現のために、環境負荷の低減が強く要請され、化石燃料由来の材料の利用量を減らすため、様々な分野や素材で資源の再利用が求められてきている。
例えば、PET(ポリエチレンテレフタレート)ボトルなど使用済みの包装材料から回収したポリエステル樹脂を再度使用できるようにして、リサイクルポリエステルとして利用されている。
そして、このリサイクルポリエステルを使用した製品の一つとして、リサイクルフィルムや、再溶融・紡糸を行って得たポリエステルフィラメント糸があり、このリサイクルフィルムやフィラメント糸は、産業資材用途や衣料用途等に使用されている。
例えば、PET(ポリエチレンテレフタレート)ボトルなど使用済みの包装材料から回収したポリエステル樹脂を再度使用できるようにして、リサイクルポリエステルとして利用されている。
そして、このリサイクルポリエステルを使用した製品の一つとして、リサイクルフィルムや、再溶融・紡糸を行って得たポリエステルフィラメント糸があり、このリサイクルフィルムやフィラメント糸は、産業資材用途や衣料用途等に使用されている。
しかしながら、一般に、プラスチック製品は添加物を多く含んでいたり、多種の樹脂からなっているために、リサイクル樹脂は、粘度低下による着色や溶融粘度、分子量分布、結晶化度等の種々の物性低下が避けられない。その結果、物性に広いバラツキを有し、ロット間の物性もあまり安定したものではないため、商品として十分な性能を有する再生品が得られない。
PETボトルのように添加物もない透明な単一樹脂からなり、且つ使用時の内容物も極めて清浄なものでも、再使用における粘度低下による着色や種々の物性が低下するという問題があった。
PETボトルのように添加物もない透明な単一樹脂からなり、且つ使用時の内容物も極めて清浄なものでも、再使用における粘度低下による着色や種々の物性が低下するという問題があった。
そこで、特許文献1では、リサイクルポリエステルを解重合して低分子量体とし、この低分子量体を再重合することにより、リサイクルポリエステルの着色や性能のバラツキを減少させ、バージンポリエステルとの複合繊維とすることが検討されている。
また、特許文献2には、芯成分を再生ポリエステルB、鞘成分を原料ポリエステルAで構成した再生ポリエステル含有ポリエステルマルチフィラメントが記載されている。
一方、糸状の芯材を備える粘着性物品である糸状粘着体が知られている。このような粘着性物品は、糸状であるため、曲線や曲面、凹凸などの複雑な形状にも適用させやすく、また、狭い部分にも適用可能であるという利点を有する。また、液状の接着剤と異なり、液だれやはみ出し等の恐れもない。そして、糸状の芯材には、強度が求められるため、樹脂からなるフィラメントが用いられている。
従来の技術においては、リサイクル樹脂の混率が増加した場合、得られた樹脂の物性にばらつきを生じるため、該樹脂を用いて製造した製品には応力が集中する箇所ができ、リサイクル樹脂を含有しない樹脂に比べ、強度が低下するという課題がある。
このため、糸状粘着体の芯材にリサイクル樹脂を用いると、芯材としての十分な強度と安定した物性が得られず、製造過程や使用の際に芯材が破断しやすいという問題があった。また、特許文献1及び2の技術においては、繊維の形態が限定されており、糸状粘着剤の芯材には適さないだけでなく、リサイクル樹脂の利用率を増加するのは困難である。
このため、糸状粘着体の芯材にリサイクル樹脂を用いると、芯材としての十分な強度と安定した物性が得られず、製造過程や使用の際に芯材が破断しやすいという問題があった。また、特許文献1及び2の技術においては、繊維の形態が限定されており、糸状粘着剤の芯材には適さないだけでなく、リサイクル樹脂の利用率を増加するのは困難である。
本発明は上記に鑑みてなされたものであり、強度に優れたリサイクル樹脂を芯材に用いた糸状粘着体を提供することを課題とする。また、本発明は、強度に優れた糸状粘着体の製造方法を提供することを課題とする。
本発明者らは、前記問題点を解決する為に鋭意検討を重ねた結果、リサイクル樹脂を芯材に用いた糸状粘着体において、芯材を、リサイクル樹脂を含むフィラメントとリサイクル樹脂を含まないフィラメントとを合糸又は撚糸した、2本以上のフィラメントを備えるマルチフィラメント糸とすることにより上記の課題を解決できることを見出し、本発明を完成するに至った。すなわち、本発明は以下のとおりである。
〔1〕
糸状の芯材と、前記芯材の長手方向の表面を被覆する粘着剤層とを備え、
前記芯材は、リサイクル樹脂を含むフィラメントとリサイクル樹脂を含まないフィラメントとを合糸又は撚糸した、2本以上のフィラメントを備えるマルチフィラメント糸である糸状粘着体。
〔2〕
前記粘着剤層は、前記芯材の長手方向の周面を被覆している〔1〕に記載の糸状粘着体。
〔3〕
前記粘着剤層による前記芯材の被覆率が50%以上である〔1〕又は〔2〕に記載の糸状粘着体。
〔4〕
式(A)で表される前記芯材の撚り係数Kが0以上200以下である〔1〕~〔3〕のいずれか一項に記載の糸状粘着体。
糸状の芯材と、前記芯材の長手方向の表面を被覆する粘着剤層とを備え、
前記芯材は、リサイクル樹脂を含むフィラメントとリサイクル樹脂を含まないフィラメントとを合糸又は撚糸した、2本以上のフィラメントを備えるマルチフィラメント糸である糸状粘着体。
〔2〕
前記粘着剤層は、前記芯材の長手方向の周面を被覆している〔1〕に記載の糸状粘着体。
〔3〕
前記粘着剤層による前記芯材の被覆率が50%以上である〔1〕又は〔2〕に記載の糸状粘着体。
〔4〕
式(A)で表される前記芯材の撚り係数Kが0以上200以下である〔1〕~〔3〕のいずれか一項に記載の糸状粘着体。

(式(A)においてKは撚り係数、Tは撚り数(単位は[回/m])、Dは繊度(単位は[dtex])である。)
〔5〕
前記芯材の撚り数が0~250回/mである〔1〕~〔4〕のいずれか一項に記載の糸状粘着体。
〔6〕
破断強度が30mN/dtex以上である〔1〕~〔5〕のいずれか一項に記載の糸状粘着体。
〔7〕
糸状の芯材と、前記芯材の長手方向の表面を被覆する粘着剤層とを備えた糸状粘着体の製造方法であって、前記芯材は、リサイクル樹脂を含むフィラメントとリサイクル樹脂を含まないフィラメントとを合糸又は撚糸した、2本以上のフィラメントを備えるマルチフィラメント糸であり、前記芯材の長手方向の表面に塗工液を塗工して前記粘着剤層を形成する工程を含み、前記塗工液は、せん断速度100(1/s)の条件における溶液粘度が0.03~6Pa・sであり、せん断速度0.1(1/s)の条件における溶液粘度が2~140Pa・sである糸状粘着体の製造方法。
〔8〕
糸状の芯材と、前記芯材の長手方向の表面を被覆する粘着剤層とを備えた糸状粘着体の製造方法であって、前記芯材は、リサイクル樹脂を含むフィラメントとリサイクル樹脂を含まないフィラメントとを合糸又は撚糸した、2本以上のフィラメントを備えるマルチフィラメント糸であり、前記芯材の長手方向の表面に塗工液を塗工して前記粘着剤層を形成する工程を含み、塗工時における前記芯材のテンションが6mN/dtex以下である糸状粘着体の製造方法。
〔5〕
前記芯材の撚り数が0~250回/mである〔1〕~〔4〕のいずれか一項に記載の糸状粘着体。
〔6〕
破断強度が30mN/dtex以上である〔1〕~〔5〕のいずれか一項に記載の糸状粘着体。
〔7〕
糸状の芯材と、前記芯材の長手方向の表面を被覆する粘着剤層とを備えた糸状粘着体の製造方法であって、前記芯材は、リサイクル樹脂を含むフィラメントとリサイクル樹脂を含まないフィラメントとを合糸又は撚糸した、2本以上のフィラメントを備えるマルチフィラメント糸であり、前記芯材の長手方向の表面に塗工液を塗工して前記粘着剤層を形成する工程を含み、前記塗工液は、せん断速度100(1/s)の条件における溶液粘度が0.03~6Pa・sであり、せん断速度0.1(1/s)の条件における溶液粘度が2~140Pa・sである糸状粘着体の製造方法。
〔8〕
糸状の芯材と、前記芯材の長手方向の表面を被覆する粘着剤層とを備えた糸状粘着体の製造方法であって、前記芯材は、リサイクル樹脂を含むフィラメントとリサイクル樹脂を含まないフィラメントとを合糸又は撚糸した、2本以上のフィラメントを備えるマルチフィラメント糸であり、前記芯材の長手方向の表面に塗工液を塗工して前記粘着剤層を形成する工程を含み、塗工時における前記芯材のテンションが6mN/dtex以下である糸状粘着体の製造方法。
本発明は、強度に優れたリサイクル樹脂を芯材に用いた糸状粘着体を提供する。
以下、本発明の実施形態について、詳細に説明する。なお、本発明は、以下に説明する実施形態に限定されるものではない。また、以下の図面において、同じ作用を奏する部材・部位には同じ符号を付して説明することがあり、重複する説明は省略または簡略化することがある。また、図面に記載の実施形態は、本発明を明瞭に説明するために模式化されており、実際の製品のサイズや縮尺を必ずしも正確に表したものではない。
本発明の実施形態に係る糸状粘着体は、糸状の芯材と、前記芯材の長手方向の表面を被覆する粘着剤層とを備え、前記芯材は、リサイクル樹脂を含むフィラメントとリサイクル樹脂を含まないフィラメントとを合糸又は撚糸した、2本以上のフィラメントを備えるマルチフィラメント糸である。
本実施形態の糸状粘着体は、当該構成を備えることにより強度に優れる。以下に詳しく説明する。
本実施形態の糸状粘着体は、当該構成を備えることにより強度に優れる。以下に詳しく説明する。
本発明の実施形態に係る糸状粘着体において、粘着剤層は、前記芯材の長手方向の周面を被覆していることが好ましい。
ここで、芯材の周面とは、芯材の長手方向の中心線を中心として、芯材の長手方向の中心線を中心として、芯材の表面の0°~360°の一周全ての視認可能な面を意味する。
ここで、芯材の周面とは、芯材の長手方向の中心線を中心として、芯材の長手方向の中心線を中心として、芯材の表面の0°~360°の一周全ての視認可能な面を意味する。
芯材の長手方向の周面を粘着剤層で被覆することにより、より強度に優れた糸状粘着体とすることができる。これは、粘着剤層で被覆された部分は芯材が表面に出にくくなり、応力がかかった際に粘着剤層で各フィラメントの動きを押さえることにより、擦れて破断するのを防ぐことができるため、また、糸状粘着体表面に凸凹が生じにくくなり、芯材の一部に応力が集中して破断するのを防ぐためと推察される。
粘着剤による芯材の表面の被覆率(芯材の視認可能な表面の単位面積当たりの粘着剤層の面積(%))は、100%であることが好ましいが、50%以上が好ましく、80%以上がより好ましく、90%以上が更に好ましく、95%以上が特に好ましい。粘着剤による芯材の表面の被覆率が50%以上であれば、芯材の破断を防ぎ、強度に優れた糸状粘着体とすることができる。また、芯材の長手方向の表面の全周を粘着剤層で被覆することが好ましい。
ここで、芯材の全周とは、芯材の周面の全体をいい、芯材の長手方向の中心線を中心として、芯材の表面の360°の一周全てを意味する。
更に、リサイクル樹脂は、使用済みの樹脂製品を回収して再度利用できるようにしているため、リサイクルの過程でコンタミの可能性が懸念され、消費者より衛生面での信用が得られにくい。しかしながら、芯材の長手方向の周面を高い被覆率で粘着剤層で被覆する場合には、リサイクル樹脂が表面に出ないため、衛生的である。
ここで、芯材の全周とは、芯材の周面の全体をいい、芯材の長手方向の中心線を中心として、芯材の表面の360°の一周全てを意味する。
更に、リサイクル樹脂は、使用済みの樹脂製品を回収して再度利用できるようにしているため、リサイクルの過程でコンタミの可能性が懸念され、消費者より衛生面での信用が得られにくい。しかしながら、芯材の長手方向の周面を高い被覆率で粘着剤層で被覆する場合には、リサイクル樹脂が表面に出ないため、衛生的である。
糸状とは、長手方向の長さが幅方向の長さに対して十分に長く、長手方向に垂直な断面の形状(以下、「断面形状」ともいう)における短軸(断面形状の重心を通る軸のうち最短のもの)の長さに対する長軸(断面形状の重心を通る軸のうち最長のもの)の長さの割合(長軸/短軸)が、例えば200以下、好ましくは100以下、より好ましくは50以下、さらに好ましくは10以下、よりさらに好ましくは5以下、特に好ましくは3以下である形状であり、また、糸のように多様な方向、角度に曲げられうる状態であることを意味する。
糸状粘着体はこのように多様な方向、角度に屈曲可能であるため、貼合領域の形状にあわせて屈曲させることが可能であり、したがって貼合領域の形状の多様化に対応できる。
糸状粘着体はこのように多様な方向、角度に屈曲可能であるため、貼合領域の形状にあわせて屈曲させることが可能であり、したがって貼合領域の形状の多様化に対応できる。
図1は、本発明の一実施形態に係る糸状粘着体20の長手方向に垂直な断面における断面図である。本実施形態に係る糸状粘着体20は、芯材2と、芯材2の長手方向の周面を被覆する粘着剤層1とを備え、芯材2は、2本以上のフィラメント3を備えるマルチフィラメント糸である。
本発明の実施形態に係る糸状粘着体について、以下に詳しく説明する。
本発明の実施形態に係る糸状粘着体について、以下に詳しく説明する。
〔芯材〕
本発明の実施形態に係る芯材は、リサイクル樹脂を含むフィラメント(リサイクルフィラメントA)とリサイクル樹脂を含まないフィラメントとを合糸又は撚糸した、2本以上のフィラメントを備えるマルチフィラメント糸である。
糸状粘着体における芯材にリサイクル樹脂を用いることにより、糸状粘着体におけるリサイクル樹脂の利用率が向上するだけでなく、糸状粘着体を用いて接合した接合体におけるリサイクル樹脂の利用率も向上する。そして、リサイクルフィラメントAとリサイクル樹脂を含まないフィラメントBとを合糸又は撚糸した、2本以上のフィラメントを備えるマルチフィラメント糸を芯材とするより、芯材としての十分な強度と安定した物性が得られ、品質のばらつきを抑え、強度に優れ、かつ粘着力にも優れた糸状粘着体とすることができる。
なお、本発明におけるリサイクル樹脂は、樹脂製品をリサイクルして得られた樹脂であり、マテリアルリサイクル及びケミカルリサイクルにより得られた樹脂を含む。
マテリアルリサイクルは、廃プラスチック等の樹脂製品を、破砕溶解などの処理を行った後に樹脂製品の原料として再生利用することを示す。
ケミカルリサイクル(化学的リサイクル)は、廃プラスチック等の樹脂製品を、原料・モノマー化、高炉還元剤、コークス炉化学原料化、ガス化、油化等により化学的に分解することで石油原料等を得て、樹脂製品の原料として再利用することを示す。
本発明の実施形態に係る芯材は、リサイクル樹脂を含むフィラメント(リサイクルフィラメントA)とリサイクル樹脂を含まないフィラメントとを合糸又は撚糸した、2本以上のフィラメントを備えるマルチフィラメント糸である。
糸状粘着体における芯材にリサイクル樹脂を用いることにより、糸状粘着体におけるリサイクル樹脂の利用率が向上するだけでなく、糸状粘着体を用いて接合した接合体におけるリサイクル樹脂の利用率も向上する。そして、リサイクルフィラメントAとリサイクル樹脂を含まないフィラメントBとを合糸又は撚糸した、2本以上のフィラメントを備えるマルチフィラメント糸を芯材とするより、芯材としての十分な強度と安定した物性が得られ、品質のばらつきを抑え、強度に優れ、かつ粘着力にも優れた糸状粘着体とすることができる。
なお、本発明におけるリサイクル樹脂は、樹脂製品をリサイクルして得られた樹脂であり、マテリアルリサイクル及びケミカルリサイクルにより得られた樹脂を含む。
マテリアルリサイクルは、廃プラスチック等の樹脂製品を、破砕溶解などの処理を行った後に樹脂製品の原料として再生利用することを示す。
ケミカルリサイクル(化学的リサイクル)は、廃プラスチック等の樹脂製品を、原料・モノマー化、高炉還元剤、コークス炉化学原料化、ガス化、油化等により化学的に分解することで石油原料等を得て、樹脂製品の原料として再利用することを示す。
リサイクルフィラメントAに用いるリサイクル樹脂の種類に特に限定はなく、要求される強度、質量、硬さ等の性質に応じて適宜選択すればよい。例えば、種々の熱可塑性ポリマー、熱硬化性ポリマー、ゴムなどの高分子材料を含む材料が挙げられ、レーヨン、キュプラ、アセテート、プロミックス、ナイロン、アラミド、ビニロン、ビニリデン、ポリ塩化ビニル、ポリエステル、アクリル、ポリエチレン(PE)、ポリプロピレン(PP)、エチレン・プロピレン共重合体やエチレン・酢酸ビニル共重合体等のポリオレフィン、ポリエチレンテレフタレート(PET)等のポリエステル樹脂、塩化ビニル樹脂、酢酸ビニル樹脂、ポリイミド樹脂、ポリアミド樹脂、フッ素樹脂、ポリウレタン、ポリクラール、ポリ乳酸等の各種高分子材料;天然ゴムやポリウレタン等の合成ゴム等の各種ゴム;発泡ポリウレタン、発泡ポリクロロプレンゴム等の発泡体等が使用できる。好ましくはポリエステル樹脂であり、より好ましくはポリエチレンテレフタレート(PET)である。
リサイクル樹脂には、リサイクルされていない樹脂、すなわち市販のポリマー又は新規に合成されたポリマーを含んでいても良い。リサイクルされていない樹脂の種類に特に限定はなく、種々の熱可塑性ポリマー、熱硬化性ポリマー、ゴムなどの高分子材料を含む材料が挙げられ、熱可塑性ポリマーが好ましく、上記したリサイクル樹脂と同種の樹脂が好ましく、ポリエステル樹脂が好ましく、ポリエチレンテレフタレート(PET)がより好ましい。
リサイクルフィラメントAにおけるリサイクル樹脂の含有量は、環境負荷低減の観点から、好ましくは70質量%以上、より好ましくは80質量%以上、さらに好ましくは95質量%以上である。
リサイクル樹脂を含まないフィラメントBに用いる樹脂の種類に特に限定はなく、要求される強度、質量、硬さ等の性質に応じて適宜選択すればよい。例えば、種々の熱可塑性ポリマー、熱硬化性ポリマー、ゴムなどの高分子材料を含む材料が挙げられ、レーヨン、キュプラ、アセテート、プロミックス、ナイロン、アラミド、ビニロン、ビニリデン、ポリ塩化ビニル、ポリエステル、アクリル、ポリエチレン(PE)、ポリプロピレン(PP)、エチレン・プロピレン共重合体やエチレン・酢酸ビニル共重合体等のポリオレフィン、ポリエチレンテレフタレート(PET)等のポリエステル樹脂、塩化ビニル樹脂、酢酸ビニル樹脂、ポリイミド樹脂、ポリアミド樹脂、フッ素樹脂、ポリウレタン、ポリクラール、ポリ乳酸等の各種高分子材料;天然ゴムやポリウレタン等の合成ゴム等の各種ゴム;発泡ポリウレタン、発泡ポリクロロプレンゴム等の発泡体等が使用できる。好ましくはポリエステル樹脂であり、より好ましくはポリエチレンテレフタレート(PET)である。
さらに、本発明の実施形態に係る芯材においては、環境負荷の低減に貢献する観点から、リサイクル樹脂をできるだけ多く含むことが好ましいため、また、強度の観点から、芯材全体におけるリサイクルフィラメントAの含有割合を40質量%以上とすることが好ましく、50質量%以上とすることがより好ましく、60質量%とすることが更に好ましく、80質量%以上とすることが特に好ましい。
一方、糸状粘着体における強度の確保の観点から、芯材におけるリサイクルフィラメントAの含有割合は95質量%以下とすることが好ましく、90質量%以下とすることがより好ましく、85質量%以下がさらに好ましい。95質量%を超えると得られる繊維の物性値の均一性や色調が低下しやすくなる。
一方、糸状粘着体における強度の確保の観点から、芯材におけるリサイクルフィラメントAの含有割合は95質量%以下とすることが好ましく、90質量%以下とすることがより好ましく、85質量%以下がさらに好ましい。95質量%を超えると得られる繊維の物性値の均一性や色調が低下しやすくなる。
芯材には、必要に応じて、充填剤(無機充填剤、有機充填剤など)、老化防止剤、酸化防止剤、紫外線吸収剤、帯電防止剤、滑剤、可塑剤、着色剤(顔料、染料など)等の各種添加剤が配合されていてもよい。芯材の表面には、例えば、コロナ放電処理、プラズマ処理、下塗り剤の塗布等の、公知または慣用の表面処理が施されていてもよい。
芯材の形態は特に限定されず、要求される強度、質量、硬さ等の性質に応じて適宜調整すればよい。
糸状粘着体における芯材の断面形状は、典型的には円形だが、円形の他にも、楕円形、多角形等、種々の形状をとりうる。
糸状粘着体における芯材は、2本以上のフィラメントからなるマルチフィラメントであり、また、スパンヤーン、捲縮加工や嵩高加工等を施した一般的にテクスチャードヤーン、バルキーヤーン、ストレッチヤーンと称される加工糸、中空糸、あるいはこれらを撚り合わせる等して組み合わせた糸等であってもよい。
芯材の太さは特に限定されず、用途に応じて糸状粘着体の太さが適切になるように、粘着剤層の厚みとともに適宜調整すればよい。
糸状粘着体における芯材は、2本以上のフィラメントからなるマルチフィラメントであり、また、スパンヤーン、捲縮加工や嵩高加工等を施した一般的にテクスチャードヤーン、バルキーヤーン、ストレッチヤーンと称される加工糸、中空糸、あるいはこれらを撚り合わせる等して組み合わせた糸等であってもよい。
芯材の太さは特に限定されず、用途に応じて糸状粘着体の太さが適切になるように、粘着剤層の厚みとともに適宜調整すればよい。
本発明の実施形態に係る芯材は、芯材の長手方向の周面が粘着剤層により被覆されていることが好ましい。ただし、芯材の端面は粘着剤層によって被覆されていてもいなくともよい。例えば、粘着体が製造過程や使用時に切断されるような場合には、芯材の端面は粘着剤層によって被覆されないことがありうる。
高い強度と粘着力を達成するため、糸状粘着体はマルチフィラメント糸を芯材として備える。
糸状粘着体により複数の物品を貼り合せた際の粘着力(物品どうしのはがれにくさ)は、糸状粘着体と物品との接触面積に大きく左右される。
図5に、マルチフィラメント糸からなる芯材を備える糸状粘着体13を用いて物品12A及び物品12Bが貼り合わされた接合体11の概略図を示す。マルチフィラメント糸を芯材として備える糸状粘着体13を用いて物品を貼り合せると、芯材を構成する各フィラメントがばらけるように広がり、芯材がつぶれるように変形して広い面積で物品12A及び物品12Bと糸状粘着体とが接触することができるため、高い粘着力が得られる。
上記のような理由から、マルチフィラメント糸を芯材として備える糸状粘着体13は、芯材の太さ(繊度)が同程度であり、モノフィラメントからなる芯材を備える糸状粘着体と比較して、高い粘着力を発揮する。
糸状粘着体により複数の物品を貼り合せた際の粘着力(物品どうしのはがれにくさ)は、糸状粘着体と物品との接触面積に大きく左右される。
図5に、マルチフィラメント糸からなる芯材を備える糸状粘着体13を用いて物品12A及び物品12Bが貼り合わされた接合体11の概略図を示す。マルチフィラメント糸を芯材として備える糸状粘着体13を用いて物品を貼り合せると、芯材を構成する各フィラメントがばらけるように広がり、芯材がつぶれるように変形して広い面積で物品12A及び物品12Bと糸状粘着体とが接触することができるため、高い粘着力が得られる。
上記のような理由から、マルチフィラメント糸を芯材として備える糸状粘着体13は、芯材の太さ(繊度)が同程度であり、モノフィラメントからなる芯材を備える糸状粘着体と比較して、高い粘着力を発揮する。
マルチフィラメントを構成するフィラメントの本数は、粘着力の観点から、2本以上が好ましく、10本以上がより好ましく、15本以上がさらに好ましく、20本以上が特に好ましい。
一方、芯材の太さ(繊度)を同程度に保った場合、芯材を構成するフィラメントの本数が多くなると、各フィラメントは細くなる(繊度が小さくなる)。各フィラメントが細くなりすぎると、芯材の強度の低下やハンドリング性の低下を招く恐れがある為、芯材を構成するフィラメントの本数は、300本以下であることが好ましい。
一方、芯材の太さ(繊度)を同程度に保った場合、芯材を構成するフィラメントの本数が多くなると、各フィラメントは細くなる(繊度が小さくなる)。各フィラメントが細くなりすぎると、芯材の強度の低下やハンドリング性の低下を招く恐れがある為、芯材を構成するフィラメントの本数は、300本以下であることが好ましい。
また、マルチフィラメント糸は、撚りがかけられている撚糸であってもよく、かけられていない無撚糸であってもよい。すなわち、マルチフィラメント糸は、撚り数が0回/m超であっても、0回/mであってもよい。また、マルチフィラメント糸は、撚糸または無撚糸であるマルチフィラメントを複数本あわせて撚りをかけまたは撚りをかけずにまとめたものであってもよい。
マルチフィラメント糸を芯材として備える糸状粘着体を用いて貼り合わされた物品同士が引きはがされる方向に力が加えられた場合、図6に示すように各フィラメントが広がって芯材が太さ方向(長手方向と垂直な方向)において、加えられた力と平行な方向に伸びるように変形する。しかし、この際に芯材の形状がいびつになりすぎると、いびつになった部分において応力が集中し、当該部分が剥離の起点となりやすくなる。したがって、より一層優れた粘着力を奏するためには、芯材を構成する各フィラメントはある程度のまとまりをもっていることが好ましい。上記のとおり、芯材は、無撚糸であっても撚糸であってもよく、即ち、本実施形態における芯材の撚り数は0回/m以上であればよいが、芯材を構成する各フィラメントにある程度のまとまりをもたせるためには、芯材には撚りがかけられていることが好ましい。具体的には芯材の撚り数は30回/m以上であることが好ましく、60回/m以上であることがより好ましく、90回/m以上であることがさらに好ましい。
一方、複数の物品を貼り合せた際に芯材が十分に変形するため、また、単位長さあたりの粘着剤の付着量を多くするためには、芯材の撚りは強すぎないことが好ましい。したがって、芯材の撚り数は3000回/m以下であることが好ましく、1500回/m以下であることがより好ましく、800回/m以下であることがさらに好ましく、250回/m以下であることが特に好ましい。
一方、複数の物品を貼り合せた際に芯材が十分に変形するため、また、単位長さあたりの粘着剤の付着量を多くするためには、芯材の撚りは強すぎないことが好ましい。したがって、芯材の撚り数は3000回/m以下であることが好ましく、1500回/m以下であることがより好ましく、800回/m以下であることがさらに好ましく、250回/m以下であることが特に好ましい。
また、芯材に撚りがかけられている場合は、上記と同様の観点より以下の式(A)で表される撚り係数Kも制御することが好ましい。撚り係数は芯材の太さによらず撚りによる影響(芯材のまとまりや、変形しやすさ、粘着剤の付着量などへの影響)を議論するための指標である。すなわち、撚り数が芯材に与える影響は芯材の太さによって異なるが、撚り係数が同じであれば、芯材の太さによらず撚りによる芯材への影響が同程度であることを示す。
芯材の撚り係数Kは、0以上が好ましく、0超がより好ましい。一方、撚り係数Kが200以下であると芯材、ひいては糸状粘着体の柔軟性が向上し、曲線部、屈曲部、凹凸部などの複雑な形状や狭い部分への貼付が容易となる。したがって、芯材の撚り係数Kは、200以下が好ましく、100以下がより好ましく、50未満がさらに好ましい。
芯材の撚り係数Kは、0以上が好ましく、0超がより好ましい。一方、撚り係数Kが200以下であると芯材、ひいては糸状粘着体の柔軟性が向上し、曲線部、屈曲部、凹凸部などの複雑な形状や狭い部分への貼付が容易となる。したがって、芯材の撚り係数Kは、200以下が好ましく、100以下がより好ましく、50未満がさらに好ましい。

なお、式(A)においてKは撚り係数、Tは撚り数(単位は[回/m])、Dは繊度(単位は[dtex])である。
また、芯材を形成するフィラメントは、中空糸であってもよい。一般的に中空糸は太さ方向の柔軟性に富み、変形しやすいため、中空糸を用いて得られる芯材も、太さ方向の柔軟性に富み、変形しやすい。
したがって、芯材を形成するフィラメントに中空糸を用いた場合、先述の芯材のつぶれるような変形がより一層生じやすくなる。また、芯材の柔軟性が高いと、糸状粘着体を用いて貼り合わされた被着体同士が引きはがされる方向に力が加わった際に芯材の変形による応力の分散が生じやすくなるため、糸状粘着体と被着体の界面(粘着面)に応力がかかりにくく、剥離が生じにくい。上記のような点から、芯材を形成するフィラメントに中空糸を用いると、粘着力に特に優れる糸状粘着体を得ることができる。
なお、中空糸は一般的には脆いため、芯材を形成するフィラメントに中空糸を用いる場合は撚りをかけずに用いることが好ましい。
したがって、芯材を形成するフィラメントに中空糸を用いた場合、先述の芯材のつぶれるような変形がより一層生じやすくなる。また、芯材の柔軟性が高いと、糸状粘着体を用いて貼り合わされた被着体同士が引きはがされる方向に力が加わった際に芯材の変形による応力の分散が生じやすくなるため、糸状粘着体と被着体の界面(粘着面)に応力がかかりにくく、剥離が生じにくい。上記のような点から、芯材を形成するフィラメントに中空糸を用いると、粘着力に特に優れる糸状粘着体を得ることができる。
なお、中空糸は一般的には脆いため、芯材を形成するフィラメントに中空糸を用いる場合は撚りをかけずに用いることが好ましい。
〔粘着剤層〕
芯材の長手方向の表面を被覆する粘着剤層は、粘着剤を含む粘着剤により形成することができる。
芯材の長手方向の表面を被覆する粘着剤層は、粘着剤を含む粘着剤により形成することができる。
使用する粘着剤の種類は特に限定されず、例えば、アクリル系粘着剤、ゴム系粘着剤、ビニルアルキルエーテル系粘着剤、シリコーン系粘着剤、ポリエステル系粘着剤、ポリアミド系粘着剤、ウレタン系粘着剤、フッ素系粘着剤、エポキシ系粘着剤などを使用することができる。中でも、粘着性の点から、ゴム系粘着剤やアクリル系粘着剤が好ましく、特にアクリル系粘着剤が好ましい。なお、粘着剤は、1種のみを単独で用いてもよく、2種以上を組み合わせて用いてもよい。
アクリル系粘着剤は、アクリル酸エチル、アクリル酸ブチル、アクリル酸2-エチルヘキシル、アクリル酸イソオクチル、アクリル酸イソノニルなどの(メタ)アクリル酸アルキルエステルを主成分とし、これらに必要によりアクリロニトリル、酢酸ビニル、スチレン、メタクリル酸メチル、アクリル酸、メタクリル酸、無水マレイン酸、ビニルピロリドン、グリシジルメタクリレート、ジメチルアミノエチルメタクリレート、ヒドロキシエチルアクリレート、アクリルアミド、γ-メタクリロキシプロピルトリメトキシシランなどの改質用単量体を加えてなる単量体の重合体を主剤としたものである。
ゴム系粘着剤は、天然ゴム、スチレン-イソプレン-スチレンブロック共重合体、スチレン-ブタジエン-スチレンブロック共重合体、スチレン-エチレン・ブチレン-スチレンブロック共重合体、スチレンブタジエンゴム、ポリブタジエン、ポリイソプレン、ポリイソブチレン、ブチルゴム、クロロプレンゴム、シリコーンゴムなどのゴム系ポリマーを主剤としたものである。
また、これら粘着剤にはロジン系、テルペン系、スチレン系、脂肪族石油系、芳香族石油系、キシレン系、フェノール系、クマロンインデン系、それらの水素添加物などの粘着付与樹脂や、架橋剤、重合開始剤、連鎖移動剤、乳化剤、粘度調整剤(増粘剤等)、レベリング剤、剥離調整剤、可塑剤、軟化剤、充填剤、着色剤(顔料、染料等)、界面活性剤、帯電防止剤、防腐剤、老化防止剤、紫外線吸収剤、酸化防止剤、光安定剤等の各種の添加剤を適宜配合できる。
なお、粘着剤としては、溶剤型の粘着剤と水分散型の粘着剤のいずれのタイプも使用することができる。ここで、高速塗工が可能であり、環境にやさしく、溶剤による芯材への影響(膨潤、溶解)が少ない面からは、水分散型の粘着剤が好ましい。
本発明の実施形態に係る糸状粘着体においては、芯材の長手方向の周面を粘着剤層で被覆することが好ましい。すなわち、芯材の周面に粘着剤が付着していることが好ましい。芯材の周面を粘着剤で被覆する場合には、リサイクル樹脂が表面に出にくいため衛生的であり、さらに、強度に優れた糸状粘着体とすることができる。このため、芯材の表面の全周に粘着剤が付着していることが好ましい。
また、粘着剤層の表面はダマやムラが少ないことが好ましい。
糸状粘着体の芯材にリサイクル樹脂を用いると、リサイクルされていない樹脂のみを芯材としたものに比べ強度に劣るため破断しやすい。
更に、本発明者らは、従来の糸状粘着体は、芯材が被覆されない部分があり、強度の低下や物性のばらつきの原因になっていたことを見出した。そして、本発明の好ましい実施形態にかかる糸状粘着体は、芯材の周面を粘着剤で被覆することにより、芯材にリサイクル樹脂を用いたものであっても十分な強度の糸状粘着体とすることができる。
芯材の周面を粘着剤で被覆することにより、マルチフィラメントの内部にも粘着剤が染み込み潤滑油のような役割を果たし、フィラメント同士の摩擦を緩和するため、破断を防ぐことができると推察される。また、糸状粘着体を使用の際に、一部のフィラメントに応力が集中して破断するのを防ぐものと推察される。その結果、芯材の破断を防ぎ、強度に優れた糸状粘着体とすることができる。
また、粘着剤層の表面はダマやムラが少ないことが好ましい。
糸状粘着体の芯材にリサイクル樹脂を用いると、リサイクルされていない樹脂のみを芯材としたものに比べ強度に劣るため破断しやすい。
更に、本発明者らは、従来の糸状粘着体は、芯材が被覆されない部分があり、強度の低下や物性のばらつきの原因になっていたことを見出した。そして、本発明の好ましい実施形態にかかる糸状粘着体は、芯材の周面を粘着剤で被覆することにより、芯材にリサイクル樹脂を用いたものであっても十分な強度の糸状粘着体とすることができる。
芯材の周面を粘着剤で被覆することにより、マルチフィラメントの内部にも粘着剤が染み込み潤滑油のような役割を果たし、フィラメント同士の摩擦を緩和するため、破断を防ぐことができると推察される。また、糸状粘着体を使用の際に、一部のフィラメントに応力が集中して破断するのを防ぐものと推察される。その結果、芯材の破断を防ぎ、強度に優れた糸状粘着体とすることができる。
糸状粘着体は、例えば、芯材の表面に粘着剤(塗工液)をディッピング、浸漬、塗布等により塗工し、必要に応じて加熱乾燥させることにより得ることができる。粘着剤の塗布は、例えば、グラビアロールコーター、リバースロールコーター、キスロールコーター、ディップロールコーター、バーコーター、ナイフコーター、スプレーコーター等の慣用のコーターを用いて行うことができる。
粘着剤層は、塗工液として用いる粘着剤の粘度、塗工時の張力、乾燥条件等を調整し、必要に応じ粘着剤の組成、芯材に使用される油剤および芯材の表面状態の変更や形状を調整することにより、芯材の長手方向の表面に形成し、芯材を被覆することができる。
また、糸状粘着体は、後述の糸状粘着体の製造方法により製造することが好ましい。
また、糸状粘着体は、後述の糸状粘着体の製造方法により製造することが好ましい。
粘着剤の付着量(単位長さ当たりの粘着剤層の質量)は、具体的には、2mg/m以上が好ましく、5mg/m以上がより好ましく、8mg/m以上がさらに好ましい。一方粘着剤の付着量が過剰であると、製造工程において芯材に粘着剤を複数回塗布する必要があったり、塗布した粘着剤の乾燥に時間がかかったりするため、製造効率が低い。したがって粘着剤の付着量は200mg/m以下が好ましく、180mg/m以下がより好ましく、160mg/m以下がさらに好ましい。
粘着剤による芯材の周面の被覆率(芯材の視認可能な表面の単位面積当たりの粘着剤層の面積(%))は、上述のとおり100%であることが好ましいが、50%以上が好ましく、80%以上がより好ましく、90%以上がより好ましく、95%以上がさらに好ましい。被覆率が50%以上であれば、芯材の破断を防ぎ、強度に優れた糸状粘着体とすることができる。
被覆率は、X線CT装置(Xradia 520 Versa,Zeiss製,管電圧60kV,菅電流83μA,ピクセルサイズ1.5μm/pixel)用いて算出することができる。具体的には、糸状粘着体の芯材の長手方向の中心線を中心として、芯材の表面の0°~360°に対する連続透過像1601枚を撮影する。得られた画像を画像解析ソフト(ImageJ, AVIZO(Thermo Fisher Scientific製)により3次元再構成したデータについて、芯材、粘着剤および空気を、輝度を基に3値化およびノイズ除去を行い識別する。3値化により得られた画像を用いて、芯材と空気との界面(界面1)の面積、粘着剤と-空気との界面(界面2)の面積を算出し、下記式によって被覆率を求める。
被覆率(%)={界面2の面積/(界面1の面積+界面2の面積)}×100
なお、上記界面1及び界面2は、糸状粘着体の内部における空気と芯材又は粘着剤との界面を除く。
被覆率は、X線CT装置(Xradia 520 Versa,Zeiss製,管電圧60kV,菅電流83μA,ピクセルサイズ1.5μm/pixel)用いて算出することができる。具体的には、糸状粘着体の芯材の長手方向の中心線を中心として、芯材の表面の0°~360°に対する連続透過像1601枚を撮影する。得られた画像を画像解析ソフト(ImageJ, AVIZO(Thermo Fisher Scientific製)により3次元再構成したデータについて、芯材、粘着剤および空気を、輝度を基に3値化およびノイズ除去を行い識別する。3値化により得られた画像を用いて、芯材と空気との界面(界面1)の面積、粘着剤と-空気との界面(界面2)の面積を算出し、下記式によって被覆率を求める。
被覆率(%)={界面2の面積/(界面1の面積+界面2の面積)}×100
なお、上記界面1及び界面2は、糸状粘着体の内部における空気と芯材又は粘着剤との界面を除く。
粘着剤層は、表面にダマやムラが少なく、厚みが均一であることが好ましい。
また、この場合において、粘着剤層の厚さは特に限定されず、糸状粘着剤の用途に応じて適宜選択することができる。通常は、粘着剤層の厚さとして3μm~150μm程度が適当であり、5μm~50μm程度が好ましい。
また、この場合において、粘着剤層の厚さは特に限定されず、糸状粘着剤の用途に応じて適宜選択することができる。通常は、粘着剤層の厚さとして3μm~150μm程度が適当であり、5μm~50μm程度が好ましい。
糸状粘着体の粘着力は、例えば以下に示す方法で評価できる。
(粘着力の評価方法)
糸状粘着体30を用いて、厚さ3mm、直径70mmの円形のアクリル板32と、中央部に長方形のスリット(短辺30mm、長辺40mm)を設けた長方形のポリカーボネート樹脂板31(短辺80mm、長辺110mm、厚さ10mmの)とを、アクリル板32の中心とポリカーボネート樹脂板31のスリットの中心が一致するようにして貼り合わせ、2kgで10秒間圧着する。なお、糸状粘着体30は図2及び図3に示すように、アクリル板の縁に沿って配置する。貼り合わされた状態の斜視図を図2に、図2のA-A線における断面図を図3に示す。
次いで、ポリカーボネート樹脂板31を固定し、図3に示すようにスリット越しにアクリル板32の中心に、アクリル板32とポリカーボネート樹脂板31が離れる方向に荷重をかけ、アクリル板32とポリカーボネート樹脂板31が分離するまでの間に観測された最大の荷重を測定する。
(粘着力の評価方法)
糸状粘着体30を用いて、厚さ3mm、直径70mmの円形のアクリル板32と、中央部に長方形のスリット(短辺30mm、長辺40mm)を設けた長方形のポリカーボネート樹脂板31(短辺80mm、長辺110mm、厚さ10mmの)とを、アクリル板32の中心とポリカーボネート樹脂板31のスリットの中心が一致するようにして貼り合わせ、2kgで10秒間圧着する。なお、糸状粘着体30は図2及び図3に示すように、アクリル板の縁に沿って配置する。貼り合わされた状態の斜視図を図2に、図2のA-A線における断面図を図3に示す。
次いで、ポリカーボネート樹脂板31を固定し、図3に示すようにスリット越しにアクリル板32の中心に、アクリル板32とポリカーボネート樹脂板31が離れる方向に荷重をかけ、アクリル板32とポリカーボネート樹脂板31が分離するまでの間に観測された最大の荷重を測定する。
本発明の実施形態にかかる糸状粘着体は、破断強度が30mN/dtex以上であることが好ましい。破断強度が30mN/dtex以上であれば、ハンドリング性やリワーク性付与のため好ましい。破断強度は32mN/dtex以上であることが好ましく、34mN/dtex以上であることがより好ましく、36mN/dtex以上であることが更に好ましい。また、使用時の切断のしやすさの観点から80mN/dtex以下であることが好ましく、70mN/dtex以下であることがより好ましく、60mN/dtex以下であることが更に好ましい。
糸状粘着体の破断強度は実施例に記載の方法により測定することができる。
糸状粘着体の破断強度は実施例に記載の方法により測定することができる。
〔糸状粘着体の製造方法〕
本発明の実施形態にかかる糸状粘着体の製造方法は、
糸状の芯材と、前記芯材の長手方向の表面を被覆する粘着剤層とを備えた糸状粘着体の製造方法であって、前記芯材の長手方向の表面に塗工液を塗工して前記粘着剤層を形成する工程を含み、前記塗工液は、せん断速度100(1/s)における溶液粘度が0.03~6Pa・sであり、せん断速度0.1(1/s)における溶液粘度が2~140Pa・sである。
本発明の実施形態にかかる糸状粘着体の製造方法は、
糸状の芯材と、前記芯材の長手方向の表面を被覆する粘着剤層とを備えた糸状粘着体の製造方法であって、前記芯材の長手方向の表面に塗工液を塗工して前記粘着剤層を形成する工程を含み、前記塗工液は、せん断速度100(1/s)における溶液粘度が0.03~6Pa・sであり、せん断速度0.1(1/s)における溶液粘度が2~140Pa・sである。
ここで、剪断速度100(1/s)における溶液粘度(Pa・s)及び剪断速度0.1(1/s)における溶液粘度(Pa・s)は、塗工液について剪断速度を高速(粘度低下)から低速(粘度回復)に変化させた際に測定した粘度である。
具体的には、1gの試料(塗工液)を測定プレート(MP35 Steel、18/8、センサーは、Rotor C35/1, Cone with D=35mm、1° Titan、プレート間のギャップは0.225mm)に仕込み、粘度・粘弾性測定装置(レオメーター 商品名「RS-600」、HAAKE社製)を使用して、まず、23℃の条件下で0.01(1/s)の剪断速度で10秒間、塗工液の溶液粘度(Pa・s)を測定する。その後、20秒かけて剪断速度を9000(1/s)(A)へ変更した後、20秒かけて剪断速度0.01(1/s)(B)へ戻し、その間の塗工液の溶液粘度(Pa・s)を測定する。
上記剪断速度を9000(1/s)(A)に変更する際の、剪断速度が100(1/s)の時の塗工液の溶液粘度(Pa・s)の値が、剪断速度100(1/s)における溶液粘度(Pa・s)である。また、剪断速度0.01(1/s)(B)へ戻す際の、剪断速度が0.1(1/s)の時の塗工液の溶液粘度(Pa・s)の値が、剪断速度0.1(1/s)における溶液粘度(Pa・s)である。
具体的には、1gの試料(塗工液)を測定プレート(MP35 Steel、18/8、センサーは、Rotor C35/1, Cone with D=35mm、1° Titan、プレート間のギャップは0.225mm)に仕込み、粘度・粘弾性測定装置(レオメーター 商品名「RS-600」、HAAKE社製)を使用して、まず、23℃の条件下で0.01(1/s)の剪断速度で10秒間、塗工液の溶液粘度(Pa・s)を測定する。その後、20秒かけて剪断速度を9000(1/s)(A)へ変更した後、20秒かけて剪断速度0.01(1/s)(B)へ戻し、その間の塗工液の溶液粘度(Pa・s)を測定する。
上記剪断速度を9000(1/s)(A)に変更する際の、剪断速度が100(1/s)の時の塗工液の溶液粘度(Pa・s)の値が、剪断速度100(1/s)における溶液粘度(Pa・s)である。また、剪断速度0.01(1/s)(B)へ戻す際の、剪断速度が0.1(1/s)の時の塗工液の溶液粘度(Pa・s)の値が、剪断速度0.1(1/s)における溶液粘度(Pa・s)である。
剪断速度100(1/s)における塗工液の溶液粘度は、塗工時の塗工液の粘度に近いと予測される。
剪断速度100(1/s)における溶液粘度が6Pa・sより高いと塗工液が流動せず、芯材に塗工液が塗布されずにダマが生じたりムラができる等、塗工面が荒れて芯材が露出する虞がある。
剪断速度100(1/s)における塗工液の溶液粘度は、芯材に塗工液が塗布されずに芯材が露出するのを防止する観点から0.03Pa・s以上であることが好ましく、0.05Pa・s以上であることがより好ましく、0.07Pa・s以上であることがさらに好ましい。また、塗工液が流動せず、芯材に塗工液が塗布されずにダマが生じたりムラができる等、塗工面が荒れて芯材が露出するのを抑えるため、6Pa・s以下であることが好ましく、5Pa・s以下であることがより好ましく、4Pa・s以下であることがさらに好ましい。
剪断速度100(1/s)における溶液粘度が6Pa・sより高いと塗工液が流動せず、芯材に塗工液が塗布されずにダマが生じたりムラができる等、塗工面が荒れて芯材が露出する虞がある。
剪断速度100(1/s)における塗工液の溶液粘度は、芯材に塗工液が塗布されずに芯材が露出するのを防止する観点から0.03Pa・s以上であることが好ましく、0.05Pa・s以上であることがより好ましく、0.07Pa・s以上であることがさらに好ましい。また、塗工液が流動せず、芯材に塗工液が塗布されずにダマが生じたりムラができる等、塗工面が荒れて芯材が露出するのを抑えるため、6Pa・s以下であることが好ましく、5Pa・s以下であることがより好ましく、4Pa・s以下であることがさらに好ましい。
剪断速度0.1(1/s)における塗工液の溶液粘度は、塗工から乾燥までの塗工液の流動性の程度を示す。
剪断速度0.1(1/s)における溶液粘度が2Pa・sより低いと、塗工から乾燥までの工程で塗工液がはじかれ、芯材が露出する虞がある。
剪断速度0.1(1/s)における塗工液の溶液粘度は、塗工から乾燥までの工程で塗工液がはじかれ、芯材が露出するのを防止するため2Pa・s以上であることが好ましく、4Pa・s以上であることがより好ましく、6Pa・s以上であることがさらに好ましい。また、レベリング性の観点から140Pa・s以下であることが好ましく、120Pa・s以下であることがより好ましく、100Pa・s以下であることがさらに好ましい。
塗工液の溶液粘度は、実施例に記載の方法により測定することができる。
剪断速度0.1(1/s)における溶液粘度が2Pa・sより低いと、塗工から乾燥までの工程で塗工液がはじかれ、芯材が露出する虞がある。
剪断速度0.1(1/s)における塗工液の溶液粘度は、塗工から乾燥までの工程で塗工液がはじかれ、芯材が露出するのを防止するため2Pa・s以上であることが好ましく、4Pa・s以上であることがより好ましく、6Pa・s以上であることがさらに好ましい。また、レベリング性の観点から140Pa・s以下であることが好ましく、120Pa・s以下であることがより好ましく、100Pa・s以下であることがさらに好ましい。
塗工液の溶液粘度は、実施例に記載の方法により測定することができる。
また、芯材の周面に、好ましくは均一な厚みで粘着剤層を設けるため、塗工液は、剪断速度100(1/s)の条件における溶液粘度が0.03~6Pa・sの状態から、短時間で、剪断速度0.1(1/s)の条件における溶液粘度が2~140Pa・sとなることが好ましい。
本発明の他の実施形態にかかる糸状粘着体の製造方法は、
糸状の芯材と、前記芯材の長手方向の表面を被覆する粘着剤層とを備えた糸状粘着体の製造方法であって、前記芯材の長手方向の表面に塗工液を塗工して前記粘着剤層を形成する工程を含み、塗工時における前記芯材のテンションが6mN/dtex以下である。
塗工時における前記芯材のテンションが6mN/dtexより大きいと、芯材の断面が円形に近づき、かつ、フィラメント間の隙間が無くなり、塗工液の保持とレベリング性のバランスが取れなくなり、均一な厚みの粘着剤層ができない。
糸状の芯材と、前記芯材の長手方向の表面を被覆する粘着剤層とを備えた糸状粘着体の製造方法であって、前記芯材の長手方向の表面に塗工液を塗工して前記粘着剤層を形成する工程を含み、塗工時における前記芯材のテンションが6mN/dtex以下である。
塗工時における前記芯材のテンションが6mN/dtexより大きいと、芯材の断面が円形に近づき、かつ、フィラメント間の隙間が無くなり、塗工液の保持とレベリング性のバランスが取れなくなり、均一な厚みの粘着剤層ができない。
塗工時における前記芯材のテンションは、低すぎても粘着剤層の形成にムラが発生する場合があり、芯材がマルチフィラメントの場合はフィラメントのばらけが起こり外観を損なうため0.2mN/dtex以上であることが好ましく、0.4mN/dtex以上であることがより好ましく、0.6mN/dtex以上であることがさらに好ましい。また、粘着剤層の形成にムラが発生したり、芯材ののびや破断を防止する観点から6mN/dtex以下であることが好ましく、5mN/dtex以下であることがより好ましく、4mN/dtex以下であることがさらに好ましい。
芯材のテンションの測定は、実施例に記載の方法により、例えば、デジタルフォースゲージ(AD-4932A)を用いて測定することができる。
芯材のテンションの測定は、実施例に記載の方法により、例えば、デジタルフォースゲージ(AD-4932A)を用いて測定することができる。
本発明の実施形態にかかる糸状粘着体の製造方法によれば、芯材の表面に均一に粘着剤層を形成することができ、強度に優れた糸状粘着体を製造することができる。
〔部材、接合体、接合体の製造方法〕
貼合領域の形状は特に限定されない。貼合領域の形状の一例として、一の物品の貼合面(接合体において他の物品に対向する面)の外形に沿った枠状の形状が挙げられる。例えばディスプレイのカバーガラスや、スマートフォン等のカメラのカバーガラスを枠部材に貼り合わせる場合に、このような貼合領域の形状が求められる。
貼合領域の形状は特に限定されない。貼合領域の形状の一例として、一の物品の貼合面(接合体において他の物品に対向する面)の外形に沿った枠状の形状が挙げられる。例えばディスプレイのカバーガラスや、スマートフォン等のカメラのカバーガラスを枠部材に貼り合わせる場合に、このような貼合領域の形状が求められる。
貼り合わされる部材の種類も特に限定されないが、電子機器の部品の接合において特に貼合領域の形状の細幅化や複雑化が求められていることから、部材は電子機器を構成する部材であることが好ましい。
電子機器を構成する部材としては、上記のカバーガラス及び枠部材のほかに、例えば電線や光ファイバー等のケーブル、LEDファイバーライト、FBG(Fiber Bragg Gratings、ファイバブラッググレーティング)等の光ファイバセンサ等の各種線材(線状部材)が挙げられる。これらの部材を他の部材に屈曲させた状態で貼付して固定する際には、線状部材の形状に応じて貼合領域の形状も細幅の屈曲した形状になる。
電子機器を構成する部材としては、上記のカバーガラス及び枠部材のほかに、例えば電線や光ファイバー等のケーブル、LEDファイバーライト、FBG(Fiber Bragg Gratings、ファイバブラッググレーティング)等の光ファイバセンサ等の各種線材(線状部材)が挙げられる。これらの部材を他の部材に屈曲させた状態で貼付して固定する際には、線状部材の形状に応じて貼合領域の形状も細幅の屈曲した形状になる。
本実施形態の接合体の製造方法においては、まず一の部材に糸状粘着体を貼付し、その後他の部材を貼り合わせることが好ましい。部材に糸状粘着体を貼付する方法は特に限定されず、貼り付け用の機械(貼付装置)を用いてもよく、手で貼付してもよく、一度仮支持体に糸状粘着体を貼付し、それを部材に転写してもよい。
なお、部材の貼り合わせ(すなわち接合体の製造)においては、複数本の糸状粘着体が用いられてもよいが、工数削減の観点からは1本の粘着体のみが用いられることが好ましい。
なお、部材の貼り合わせ(すなわち接合体の製造)においては、複数本の糸状粘着体が用いられてもよいが、工数削減の観点からは1本の粘着体のみが用いられることが好ましい。
以下、実施例により本発明を具体的に説明するが、本発明はこれらの実施例になんら限定されるものではない。
(水分散型アクリル系粘着剤1の調製)
冷却管、窒素導入管、温度計および攪拌機を備えた反応容器に、イオン交換水40質量部を入れ、窒素ガスを導入しながら60℃で1時間以上攪拌して窒素置換を行った。この反応容器に、2,2’-アゾビス[N-(2-カルボキシエチル)-2-メチルプロピオンアミジン]n水和物(重合開始剤)0.1質量部を加えた。系を60℃に保ちつつ、ここにモノマーエマルションAを4時間かけて徐々に滴下して乳化重合反応を進行させた。モノマーエマルションAとしては、2-エチルヘキシルアクリレート98質量部、アクリル酸1.25質量部、メタクリル酸0.75質量部、ラウリルメルカプタン(連鎖移動剤)0.05質量部、γ-メタクリロキシプロピルトリメトキシシラン(信越化学工業株式会社製、商品名「KBM-503」)0.02質量部およびポリオキシエチレンラウリル硫酸ナトリウム(乳化剤)2質量部を、イオン交換水30質量部に加えて乳化したものを使用した。モノマーエマルションAの滴下終了後、さらに3時間60℃に保持し、系を室温まで冷却した後、10%アンモニア水の添加によりpHを7に調整して、アクリル系重合体エマルション(水分散型アクリル系重合体)を得た。
冷却管、窒素導入管、温度計および攪拌機を備えた反応容器に、イオン交換水40質量部を入れ、窒素ガスを導入しながら60℃で1時間以上攪拌して窒素置換を行った。この反応容器に、2,2’-アゾビス[N-(2-カルボキシエチル)-2-メチルプロピオンアミジン]n水和物(重合開始剤)0.1質量部を加えた。系を60℃に保ちつつ、ここにモノマーエマルションAを4時間かけて徐々に滴下して乳化重合反応を進行させた。モノマーエマルションAとしては、2-エチルヘキシルアクリレート98質量部、アクリル酸1.25質量部、メタクリル酸0.75質量部、ラウリルメルカプタン(連鎖移動剤)0.05質量部、γ-メタクリロキシプロピルトリメトキシシラン(信越化学工業株式会社製、商品名「KBM-503」)0.02質量部およびポリオキシエチレンラウリル硫酸ナトリウム(乳化剤)2質量部を、イオン交換水30質量部に加えて乳化したものを使用した。モノマーエマルションAの滴下終了後、さらに3時間60℃に保持し、系を室温まで冷却した後、10%アンモニア水の添加によりpHを7に調整して、アクリル系重合体エマルション(水分散型アクリル系重合体)を得た。
上記アクリル系重合体エマルションに含まれるアクリル系重合体100質量部当たり、固形分基準で10質量部の粘着付与樹脂エマルション(荒川化学工業株式会社製、商品名「E-865NT」)を加えた。さらに、イオン交換水を加えて固形分を45%に調整して、粘着剤層用の水分散型アクリル系粘着剤1を得た。
(芯材1の製造)
リサイクルPET糸A(180dtex、フィラメント数48本、無撚糸、リサイクル率95%)2本を撚りをかけずに合糸したものを芯材1とした。
リサイクルPET糸A(180dtex、フィラメント数48本、無撚糸、リサイクル率95%)2本を撚りをかけずに合糸したものを芯材1とした。
(芯材2の製造)
リサイクルPET糸Aを1本と、リサイクル樹脂を含まないPET糸B(167dtex、フィラメント数48本、無撚糸)を1本とを撚りをかけずに合糸したものを芯材2とした。
リサイクルPET糸Aを1本と、リサイクル樹脂を含まないPET糸B(167dtex、フィラメント数48本、無撚糸)を1本とを撚りをかけずに合糸したものを芯材2とした。
(芯材3の製造)
リサイクル樹脂を含まないPET糸B2本を撚りをかけずに合糸したものを芯材3とした。
リサイクル樹脂を含まないPET糸B2本を撚りをかけずに合糸したものを芯材3とした。
<糸状粘着体の製造>
〔実施例1、2及び比較例1~5〕
表1に記載の芯材に、表1に示したテンションで1m/minの搬送速度でディッピングにより、上記で調製した水分散型アクリル系粘着剤1を塗工した後、80℃で5分間乾燥して粘着剤層を形成させ、実施例1、2及び比較例1~4の糸状粘着体を得た。
実施例1及び実施例2の糸状粘着体は十分な粘着力を示した。
粘着剤層を設けず、芯材のみのリサイクルPET糸(180dtex、フィラメント数48本、無撚糸、リサイクル率95%)2本としたものを比較例5とした。
〔実施例1、2及び比較例1~5〕
表1に記載の芯材に、表1に示したテンションで1m/minの搬送速度でディッピングにより、上記で調製した水分散型アクリル系粘着剤1を塗工した後、80℃で5分間乾燥して粘着剤層を形成させ、実施例1、2及び比較例1~4の糸状粘着体を得た。
実施例1及び実施例2の糸状粘着体は十分な粘着力を示した。
粘着剤層を設けず、芯材のみのリサイクルPET糸(180dtex、フィラメント数48本、無撚糸、リサイクル率95%)2本としたものを比較例5とした。
実施例及び比較例の糸状粘着体について、製造条件及び評価結果を下記表1に示した。

(テンション)
芯材のテンションについて、塗工時にデジタルフォースゲージ(AD-4932A)を用いて測定した。具体的には、芯材の繰り出し箇所から塗工ロールまでの間のテンションを、フォースゲージの端子にかかる応力を読み取ることにより測定した。
芯材のテンションについて、塗工時にデジタルフォースゲージ(AD-4932A)を用いて測定した。具体的には、芯材の繰り出し箇所から塗工ロールまでの間のテンションを、フォースゲージの端子にかかる応力を読み取ることにより測定した。
(粘度)
塗工液について剪断速度を高速(粘度低下)から低速(粘度回復)に変化させたときの粘度を測定した。
具体的には、1gの試料(塗工液)を測定プレート(MP35 Steel、18/8、センサーは、Rotor C35/1, Cone with D=35mm、1° Titan、プレート間のギャップは0.225mm)に仕込み、粘度・粘弾性測定装置(レオメーター 商品名「RS-600」、HAAKE社製)を使用して、まず、23℃の条件下で0.01(1/s)の剪断速度で10秒間、塗工液の溶液粘度(Pa・s)を測定した。その後、20秒かけて剪断速度を9000(1/s)(A)へ変更した後、20秒かけて剪断速度0.01(1/s)(B)へ戻し、その間の塗工液の溶液粘度(Pa・s)を測定した。
上記剪断速度を9000(1/s)(A)に変更する際の、剪断速度が100(1/s)の時の塗工液の溶液粘度(Pa・s)の値を、剪断速度100(1/s)の溶液粘度(Pa・s)とし、表1に記載した。また、剪断速度0.01(1/s)(B)へ戻す際の、剪断速度が0.1(1/s)の時の塗工液の溶液粘度(Pa・s)の値を、剪断速度0.1(1/s)の溶液粘度(Pa・s)とし、表1に記載した。
塗工液について剪断速度を高速(粘度低下)から低速(粘度回復)に変化させたときの粘度を測定した。
具体的には、1gの試料(塗工液)を測定プレート(MP35 Steel、18/8、センサーは、Rotor C35/1, Cone with D=35mm、1° Titan、プレート間のギャップは0.225mm)に仕込み、粘度・粘弾性測定装置(レオメーター 商品名「RS-600」、HAAKE社製)を使用して、まず、23℃の条件下で0.01(1/s)の剪断速度で10秒間、塗工液の溶液粘度(Pa・s)を測定した。その後、20秒かけて剪断速度を9000(1/s)(A)へ変更した後、20秒かけて剪断速度0.01(1/s)(B)へ戻し、その間の塗工液の溶液粘度(Pa・s)を測定した。
上記剪断速度を9000(1/s)(A)に変更する際の、剪断速度が100(1/s)の時の塗工液の溶液粘度(Pa・s)の値を、剪断速度100(1/s)の溶液粘度(Pa・s)とし、表1に記載した。また、剪断速度0.01(1/s)(B)へ戻す際の、剪断速度が0.1(1/s)の時の塗工液の溶液粘度(Pa・s)の値を、剪断速度0.1(1/s)の溶液粘度(Pa・s)とし、表1に記載した。
(外観)
実施例及び比較例の糸状粘着体について、粘着剤層の塗工の状態を、下記の判断基準により、目視にて判断した。
〇:表面に凸凹が観察されない
△:表面が凸凹しているまたはダマあり
実施例及び比較例の糸状粘着体について、粘着剤層の塗工の状態を、下記の判断基準により、目視にて判断した。
〇:表面に凸凹が観察されない
△:表面が凸凹しているまたはダマあり
(被覆率)
芯材の被覆率について、X線CT装置(Xradia 520 Versa,Zeiss製、管電圧60kV,菅電流83μA,ピクセルサイズ1.5μm/pixel)用いて算出した。糸状粘着体の芯材の長手方向の中心線を中心として、芯材の表面の0°~360°に対する連続透過像1601枚を撮影した。得られた画像を画像解析ソフト(ImageJ,AVIZO(Thermo Fisher Scientific製))により3次元再構成したデータについて、芯材、粘着剤および空気を、輝度を基に3値化およびノイズ除去を行い識別した。3値化により得られた画像を用いて、芯材と空気との界面(界面1)の面積、粘着剤と空気との界面(界面2)の面積を算出し、下記式によって被覆率を求めた。
被覆率(%)={界面2の面積/(界面1の面積+界面2の面積)}×100
芯材の被覆率について、X線CT装置(Xradia 520 Versa,Zeiss製、管電圧60kV,菅電流83μA,ピクセルサイズ1.5μm/pixel)用いて算出した。糸状粘着体の芯材の長手方向の中心線を中心として、芯材の表面の0°~360°に対する連続透過像1601枚を撮影した。得られた画像を画像解析ソフト(ImageJ,AVIZO(Thermo Fisher Scientific製))により3次元再構成したデータについて、芯材、粘着剤および空気を、輝度を基に3値化およびノイズ除去を行い識別した。3値化により得られた画像を用いて、芯材と空気との界面(界面1)の面積、粘着剤と空気との界面(界面2)の面積を算出し、下記式によって被覆率を求めた。
被覆率(%)={界面2の面積/(界面1の面積+界面2の面積)}×100
(破断強度)
実施例の糸状粘着体及び比較例の芯材について、破断強度を下記の手順により算出した。
まず、糸状粘着体及び芯材を150mmにカットする。次に、オートグラフをチャック部の間隔が100mmとなるようにセットしサンプルとする。その後、50mm/秒の速さでサンプルが破断するまでチャック間隔を広げる。サンプルが破断する際の応力のピークトップ値をデシテックス当たりにすることにより破断強度(mN/dtex)を算出した。
実施例の糸状粘着体及び比較例の芯材について、破断強度を下記の手順により算出した。
まず、糸状粘着体及び芯材を150mmにカットする。次に、オートグラフをチャック部の間隔が100mmとなるようにセットしサンプルとする。その後、50mm/秒の速さでサンプルが破断するまでチャック間隔を広げる。サンプルが破断する際の応力のピークトップ値をデシテックス当たりにすることにより破断強度(mN/dtex)を算出した。
(粘着力)
実施例及び比較例で得られた糸状粘着体を用いて、厚さ3mm、直径70mmの円形のアクリル板32と、中央部に長方形のスリット(短辺30mm、長辺40mm)を設けた長方形のポリカーボネート樹脂板31(短辺80mm、長辺110mm、厚さ10mmの)とを、アクリル板32の中心とポリカーボネート樹脂板31のスリットの中心が一致するようにして貼り合わせ、2kgで10秒間圧着した。なお、糸状粘着体は図2及び図3に示すように、アクリル板の縁に沿って長さ22cmとなるように配置した。貼り合わされた状態の斜視図を図2に、図2のA-A線における断面図を図3に示す。
次いで、ポリカーボネート樹脂板31を固定し、図3に示すようにスリット越しにアクリル板32の中心に、アクリル板32とポリカーボネート樹脂板31が離れる方向に荷重をかけ、アクリル板32とポリカーボネート樹脂板31が分離するまでの間に観測された最大の荷重を測定し粘着力(N/22cm)とした。
実施例及び比較例で得られた糸状粘着体を用いて、厚さ3mm、直径70mmの円形のアクリル板32と、中央部に長方形のスリット(短辺30mm、長辺40mm)を設けた長方形のポリカーボネート樹脂板31(短辺80mm、長辺110mm、厚さ10mmの)とを、アクリル板32の中心とポリカーボネート樹脂板31のスリットの中心が一致するようにして貼り合わせ、2kgで10秒間圧着した。なお、糸状粘着体は図2及び図3に示すように、アクリル板の縁に沿って長さ22cmとなるように配置した。貼り合わされた状態の斜視図を図2に、図2のA-A線における断面図を図3に示す。
次いで、ポリカーボネート樹脂板31を固定し、図3に示すようにスリット越しにアクリル板32の中心に、アクリル板32とポリカーボネート樹脂板31が離れる方向に荷重をかけ、アクリル板32とポリカーボネート樹脂板31が分離するまでの間に観測された最大の荷重を測定し粘着力(N/22cm)とした。
リサイクルPET糸Aと、リサイクル樹脂を含まないPET糸Bとを合糸した芯材2を用いた実施例1及び実施例2は、リサイクルPET糸Aのみで合糸した芯材1を用いた比較例1及びに比べ破断強度に優れていた。また、粘着剤層形成の際に実施例1では、粘度及びテンションを実施例2より低くした結果、外観に優れ、破断強度が高く、優れた強度を有する糸状粘着体が得られた。
以上、本発明の好ましい実施の形態について説明したが、本発明は、上述した実施の形態に制限されるものではなく、本発明の範囲を逸脱しない範囲において、上述した実施の形態に種々の変形及び置換を加えることができる。
なお、本出願は、2019年9月30日出願の日本特許出願(特願2019-179186)に基づくものであり、その内容は本出願の中に参照として援用される。
なお、本出願は、2019年9月30日出願の日本特許出願(特願2019-179186)に基づくものであり、その内容は本出願の中に参照として援用される。
13、20、30 糸状粘着体
11 接合体
1 粘着剤層
2 芯材
3 フィラメント
12A、12B 物品
31 ポリカーボネート樹脂板
32 アクリル板
11 接合体
1 粘着剤層
2 芯材
3 フィラメント
12A、12B 物品
31 ポリカーボネート樹脂板
32 アクリル板
Claims (8)
- 糸状の芯材と、前記芯材の長手方向の表面を被覆する粘着剤層とを備え、
前記芯材は、リサイクル樹脂を含むフィラメントとリサイクル樹脂を含まないフィラメントとを合糸又は撚糸した、2本以上のフィラメントを備えるマルチフィラメント糸である糸状粘着体。 - 前記粘着剤層は、前記芯材の長手方向の周面を被覆する請求項1に記載の糸状粘着体。
- 前記粘着剤層による前記芯材の被覆率が50%以上である請求項1又は2に記載の糸状粘着体。
- 式(A)で表される前記芯材の撚り係数Kが0以上200以下である請求項1~3のいずれか一項に記載の糸状粘着体。

- 前記芯材の撚り数が0~250回/mである請求項1~4のいずれか一項に記載の糸状粘着体。
- 破断強度が30mN/dtex以上である請求項1~5のいずれか一項に記載の糸状粘着体。
- 糸状の芯材と、前記芯材の長手方向の表面を被覆する粘着剤層とを備えた糸状粘着体の製造方法であって、前記芯材は、リサイクル樹脂を含むフィラメントとリサイクル樹脂を含まないフィラメントとを合糸又は撚糸した、2本以上のフィラメントを備えるマルチフィラメント糸であり、前記芯材の長手方向の表面に塗工液を塗工して前記粘着剤層を形成する工程を含み、前記塗工液は、せん断速度100(1/s)の条件における溶液粘度が0.03~6Pa・sであり、せん断速度0.1(1/s)の条件における溶液粘度が2~140Pa・sである糸状粘着体の製造方法。
- 糸状の芯材と、前記芯材の長手方向の表面を被覆する粘着剤層とを備えた糸状粘着体の製造方法であって、前記芯材は、リサイクル樹脂を含むフィラメントとリサイクル樹脂を含まないフィラメントとを合糸又は撚糸した、2本以上のフィラメントを備えるマルチフィラメント糸であり、前記芯材の長手方向の表面に塗工液を塗工して前記粘着剤層を形成する工程を含み、塗工時における前記芯材のテンションが6mN/dtex以下である糸状粘着体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/764,957 US20220363960A1 (en) | 2019-09-30 | 2020-09-28 | Threadlike adhesive body and method for producing threadlike adhesive body |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-179186 | 2019-09-30 | ||
| JP2019179186 | 2019-09-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021065838A1 true WO2021065838A1 (ja) | 2021-04-08 |
Family
ID=75269955
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/036742 WO2021065838A1 (ja) | 2019-09-30 | 2020-09-28 | 糸状粘着体及び糸状粘着体の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20220363960A1 (ja) |
| JP (1) | JP2021055091A (ja) |
| TW (1) | TW202128912A (ja) |
| WO (1) | WO2021065838A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023190420A1 (ja) * | 2022-03-29 | 2023-10-05 | 日東電工株式会社 | 糸状粘着体の貼付方法及び糸状粘着体接合体 |
| WO2023190418A1 (ja) * | 2022-03-29 | 2023-10-05 | 日東電工株式会社 | 糸状粘着体の貼付方法及び糸状粘着体接合体 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5922979A (ja) * | 1982-07-30 | 1984-02-06 | Nippon Carbide Ind Co Ltd | 熱接着性被覆糸 |
| JPH03231980A (ja) * | 1990-02-07 | 1991-10-15 | Ishizaki Shizai Kk | 糸状接着具及びその製造方法 |
| JPH1072725A (ja) * | 1996-08-22 | 1998-03-17 | Toyobo Co Ltd | 回収ポリエステルを使用した繊維製品とその製造法 |
| JP2004308077A (ja) * | 2003-04-10 | 2004-11-04 | Teijin Fibers Ltd | 循環社会適応型ポリエステル繊維製品およびそのリサイクル方法 |
| JP2010281016A (ja) * | 2009-06-08 | 2010-12-16 | Yokohama Rubber Co Ltd:The | ゴム補強用繊維コード及びそれを用いた空気入りタイヤ |
| JP2013076186A (ja) * | 2011-09-30 | 2013-04-25 | Toray Ind Inc | ゴム補強用ポリエステル繊維コードの製造方法およびタイヤ |
| JP2018044139A (ja) * | 2016-09-16 | 2018-03-22 | 株式会社アイデア技研 | 粘着糸 |
| WO2019065886A1 (ja) * | 2017-09-29 | 2019-04-04 | 日東電工株式会社 | 粘着性物品 |
| WO2019163788A1 (ja) * | 2018-02-21 | 2019-08-29 | 日東電工株式会社 | 粘着性物品 |
| WO2020071509A1 (ja) * | 2018-10-05 | 2020-04-09 | 日東電工株式会社 | 接合体の製造方法及び接合体 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4251409A (en) * | 1979-04-23 | 1981-02-17 | The General Tire & Rubber Company | Adhesion of polyamide or polyester cords to rubber |
-
2020
- 2020-09-28 JP JP2020162688A patent/JP2021055091A/ja active Pending
- 2020-09-28 WO PCT/JP2020/036742 patent/WO2021065838A1/ja active Application Filing
- 2020-09-28 US US17/764,957 patent/US20220363960A1/en active Pending
- 2020-09-30 TW TW109134177A patent/TW202128912A/zh unknown
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5922979A (ja) * | 1982-07-30 | 1984-02-06 | Nippon Carbide Ind Co Ltd | 熱接着性被覆糸 |
| JPH03231980A (ja) * | 1990-02-07 | 1991-10-15 | Ishizaki Shizai Kk | 糸状接着具及びその製造方法 |
| JPH1072725A (ja) * | 1996-08-22 | 1998-03-17 | Toyobo Co Ltd | 回収ポリエステルを使用した繊維製品とその製造法 |
| JP2004308077A (ja) * | 2003-04-10 | 2004-11-04 | Teijin Fibers Ltd | 循環社会適応型ポリエステル繊維製品およびそのリサイクル方法 |
| JP2010281016A (ja) * | 2009-06-08 | 2010-12-16 | Yokohama Rubber Co Ltd:The | ゴム補強用繊維コード及びそれを用いた空気入りタイヤ |
| JP2013076186A (ja) * | 2011-09-30 | 2013-04-25 | Toray Ind Inc | ゴム補強用ポリエステル繊維コードの製造方法およびタイヤ |
| JP2018044139A (ja) * | 2016-09-16 | 2018-03-22 | 株式会社アイデア技研 | 粘着糸 |
| WO2019065886A1 (ja) * | 2017-09-29 | 2019-04-04 | 日東電工株式会社 | 粘着性物品 |
| WO2019163788A1 (ja) * | 2018-02-21 | 2019-08-29 | 日東電工株式会社 | 粘着性物品 |
| WO2020071509A1 (ja) * | 2018-10-05 | 2020-04-09 | 日東電工株式会社 | 接合体の製造方法及び接合体 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202128912A (zh) | 2021-08-01 |
| US20220363960A1 (en) | 2022-11-17 |
| JP2021055091A (ja) | 2021-04-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2021065838A1 (ja) | 糸状粘着体及び糸状粘着体の製造方法 | |
| JP7287792B2 (ja) | 粘着性物品 | |
| WO2019065886A1 (ja) | 粘着性物品 | |
| EP3862404A1 (en) | Method for producing bonded object, and bonded object | |
| JP2022167925A (ja) | 複合体 | |
| WO2021065837A1 (ja) | 糸状粘着体及び糸状粘着体の製造方法 | |
| TW202405112A (zh) | 黏著性物品 | |
| JP2006273909A (ja) | 繊維補強粘着テープ及びその製造方法 | |
| JP7231349B2 (ja) | 粘着性物品 | |
| WO2022071241A1 (ja) | 糸状粘着体及び糸状粘着体の製造方法 | |
| TWI819115B (zh) | 接合體之製造方法及接合體 | |
| KR20200060385A (ko) | 점착성 물품 | |
| EP4039761A1 (en) | Filamentous adhesive body | |
| WO2023190420A1 (ja) | 糸状粘着体の貼付方法及び糸状粘着体接合体 | |
| WO2023190418A1 (ja) | 糸状粘着体の貼付方法及び糸状粘着体接合体 | |
| WO2021060299A1 (ja) | 糸状粘着体の貼付方法および仮支持体付き糸状粘着体 | |
| JP7376302B2 (ja) | 糸状粘着体 | |
| WO2021065635A1 (ja) | 隙間閉塞方法、隙間閉塞構造体、及び隙間閉塞構造体の製造方法 | |
| WO2024101425A1 (ja) | 糸状粘着体 | |
| CN117098820A (zh) | 复合体 | |
| WO2019065877A1 (ja) | 粘着性物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20870893 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20870893 Country of ref document: EP Kind code of ref document: A1 |