WO2021025106A1 - セラミックス接合材 - Google Patents
セラミックス接合材 Download PDFInfo
- Publication number
- WO2021025106A1 WO2021025106A1 PCT/JP2020/030156 JP2020030156W WO2021025106A1 WO 2021025106 A1 WO2021025106 A1 WO 2021025106A1 JP 2020030156 W JP2020030156 W JP 2020030156W WO 2021025106 A1 WO2021025106 A1 WO 2021025106A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- metal
- silicon
- bonding
- joining
- bonding material
- Prior art date
Links
Images











Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
- C04B37/02—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles
Definitions
- the present invention provides a material for joining ceramics or ceramics-metals, a method for joining ceramics or ceramics-metals using the joining material, and a joining member obtained by the joining method.
- Ceramics and refractory metals are expected as candidates for such materials.
- ceramics have the advantages of being lighter, cheaper, and easier to process than refractory metal materials, but on the other hand, unlike metals, they cannot be welded, so they have complicated shapes such as turbines. It also has the disadvantage of being difficult to create.
- joining techniques and metallization methods using insert materials such as brazing materials instead of welding (for example, Patent Documents 1 to 4).
- brazing material which has lower heat resistance and oxidation resistance than ceramics, remains, and when used under high temperature conditions, the joint part melts, or it oxidizes in the air and the joint part breaks. Therefore, there is a problem that high temperature and long-time heating are required.
- Non-Patent Document 1 is a method for joining ceramics, in which a paste of Si-based Al mixed powder is applied and heated at 800 to 1300 ° C. for 60 minutes under a reduced pressure condition of about 20 Pa to evaporate Al. , Provide a method for forming a Si-based paste bonding layer.
- the problem to be solved by the present invention is to join ceramics or ceramics-metals so as to withstand use under high temperature conditions, and in particular, reduce the heating temperature and heating time of the bonding material.
- the purpose is.
- the joining method using the Si-based Al mixed powder presented in Non-Patent Documents 1 to 3 does not sufficiently join by heating at about 800 ° C., and requires heating up to 1300 ° C. even under reduced pressure conditions.
- the heating time is long, the burden on the furnace is extremely large, a high-grade furnace with high heat resistance is required, and the manufacturing cost is high.
- a short-time heating at 1200 ° C or lower, preferably 1100 ° C or lower, more preferably 1000 ° C or lower is sufficient so that the work can be performed even in a simple electric furnace that does not require a high-temperature heater or a furnace wall cooling mechanism. I searched for materials.
- the present invention comprises a ceramic-to-ceramic or ceramic-metal bonding material comprising silicon and a metal having a vapor pressure of 0.1 Pa or more at 1000 ° C.
- Materials for bonding hereinafter, materials for joining of the present invention
- the bonding material of the present invention can be obtained by heating silicon and a metal at a temperature lower than the melting point of silicon alone by a eutectic reaction, for example, at 1200 ° C. or lower, preferably 1100 ° C. or lower, more preferably 1000 ° C. or lower for a short time.
- the bonding member obtained from the bonding material of the present invention is a bonding material having heat resistance and oxidation resistance.
- the metal contained in the bonding material of the present invention preferably has a vapor pressure of 1 Pa or more at 1000 ° C. It is more preferably 10 Pa or more, further preferably 1x10 2 Pa or more, and extremely preferably 1x10 4 Pa or more.
- metals include magnesium, lithium, calcium, sodium and the like, and magnesium is particularly preferable in terms of ease of handling and availability of metal compounds.
- all or part of the silicon and the metal having a vapor pressure of 0.1 Pa or more at 1000 ° C. in the bonding material of the present invention are contained as siliceous metals.
- siliceous metal it is possible to prevent the metal from evaporating before the silicon is sufficiently liquefied, it becomes easy to obtain a eutectic liquid phase, and it becomes easy to control the joining process.
- the mixing ratio of silicon and metal in the bonding material of the present invention may be adjusted, and in a preferred embodiment, for example, the vapor pressure at 1000 ° C. is 0.
- a metal having 1 Pa or more is contained as an atom in 1/4 or more, preferably 1/3 or more, and more preferably 1/2 or more.
- the bonding material of the present invention may be dispersed in a suitable carrier for ease of handling.
- the present invention is a joining member between ceramics or between ceramics and metals, and includes a metal compound layer of a ceramic component and a single layer of silicon, and the metal in the metal compound layer of the ceramic component.
- a joining member hereinafter, the joining member of the present invention characterized in that the steam pressure at 1000 ° C. is 0.1 Pa or more.
- the present invention is a method of joining two ceramic members or a ceramic member and a metal member.
- a method including (hereinafter, the joining method of the present invention) is provided.
- steps 2) and 3) are carried out under reduced pressure conditions of 1x10 2 Pa or less.
- the bonding material of the present invention can provide a bonding member mainly composed of silicon having excellent heat resistance and oxidation resistance, and can work at a lower temperature and in a shorter time than a conventional bonding material or bonding material. Therefore, it is excellent in terms of both performance and cost.
- the phase diagram of silicon and magnesium is shown.
- the horizontal axis shows the atomic percentage (at%) of magnesium, and the vertical axis shows the temperature (° C.).
- the SEM photograph of the bonding member when all the members to be bonded is alumina and the bonding material is a simple substance of silicon and a mixture of magnesium silicate (47at% Mg) is shown.
- An EPMA photograph (silicon) of the joining member is shown when all the members to be joined are alumina and the joining material is a simple substance of silicon and a mixture of magnesium silicate (47at% Mg).
- An EPMA photograph (magnesium) of the joining member is shown when all the members to be joined are alumina and the joining material is a simple substance of silicon and a mixture of magnesium silicate (47at% Mg).
- the tensile strength of the joining member at room temperature is shown when the joining member is made of alumina and a joining material containing silicon and magnesium is used.
- the horizontal axis represents the atomic percentage (at%) of magnesium, and the vertical axis represents the tensile fracture strength (MPa).
- the three-point bending strength of the bonded member at high temperature is shown when the bonded member is made of alumina and a bonding material containing silicon and magnesium is used.
- the horizontal axis represents the atomic percentage (at%) of magnesium, and the vertical axis represents the bending fracture strength (MPa).
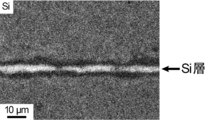
- An SEM photograph of the joining member is shown in the case where the joining member is silicon nitride and the joining material is a simple substance of silicon and a mixture of magnesium silicate (47at% Mg).
- An EDX photograph (silicon) of the joining member is shown when all the members to be joined are silicon nitride and the joining material is a simple substance of silicon and a mixture of magnesium silicate (47at% Mg).
- An EDX photograph (magnesium) of the joining member is shown when all the members to be joined are silicon nitride and the joining material is a simple substance of silicon and a mixture of magnesium silicate (47at% Mg).
- the tensile strength of the joining member at room temperature is shown when the joining member is silicon nitride and a joining material containing silicon and magnesium is used.
- the horizontal axis represents the atomic percentage (at%) of magnesium, and the vertical axis represents the tensile fracture strength (MPa).
- the three-point bending strength of the bonded member at high temperature is shown when the bonded member is silicon nitride and a bonding material containing silicon and magnesium is used.
- the horizontal axis represents the atomic percentage (at%) of magnesium, and the vertical axis represents the bending fracture strength (MPa).
- the tensile strength of the joining member at room temperature is shown when the joining member is made of silicon carbide and a joining material containing silicon and magnesium is used.
- the horizontal axis represents the atomic percentage (at%) of magnesium, and the vertical axis represents the tensile fracture strength (MPa).
- the present invention provides a bonding material for bonding between ceramics or between ceramics and metals, which comprises silicon and a metal having a vapor pressure of 0.1 Pa or more at 1000 ° C.
- containing silicon or metal means that each of them is contained as an element, regardless of whether it is a simple substance or a compound, or one kind of compound or a plurality of compounds. Absent. Therefore, the bonding material of the present invention may contain only one kind of siliceous metal, or silicon and the metal may be a simple substance or one or more kinds of compounds, respectively.
- ceramics means ceramics in a broad sense such as an inorganic sintered body, and not only classic ceramics made from natural raw materials, but also aluminum oxide (alumina), silicon carbide, silicon nitride, zirconia, etc. So-called fine ceramics are also included.
- the ceramics to be joined may be ceramics having the same component or ceramics having different components.
- the ceramics to be bonded may be the first member to be bonded of alumina ceramics and the second member to be bonded of alumina ceramics, or the first member to be bonded of alumina ceramics and the second member of silicon carbide ceramics. It may be a joining member.
- the shape including the joint surface of the ceramics may be any shape.
- the metal bonded member to be bonded to the ceramics bonded member may be any metal bonded member usually used by those skilled in the art in terms of composition, shape and the like.
- the material for joining means a material used for joining between two members to be joined, and does not need to have exactly the same composition after the completion of joining. That is, after applying the joining material between the two members to be joined, the composition of the material is chemically or physically changed by performing joining work such as heating to achieve joining between the two members. A joining member is obtained. Therefore, in the present invention, the joining member means a layered member that has actually achieved joining between the members to be joined, and is a joining material to be applied between the members to be joined before the joining is actually achieved. Are distinguished.
- the metal having a vapor pressure of 0.1 Pa or more at 1000 ° C. refers to ordinary vapors of groups 1 to 12 of the Periodic Table of the Elements, excluding hydrogen, such as the efusion method, the evaporation method, and the flow method.
- a simple substance of a metal is a metal element having a boiling point of 1000 ° C. or lower at 0.1 Pa or a vapor pressure of 0.1 Pa or more at 1000 ° C.
- the number of metals may be one or more, but it is preferable that the number of metals is one from the viewpoint of ease of control of reaction and necessity. Since the vapor pressure curve of a single metal is known, the metal may be selected by referring to those documents.
- the metal having a vapor pressure of 0.1 Pa or more at 1000 ° C. includes, but is not limited to, magnesium, lithium, calcium, sodium and the like.
- the metal contained in the bonding material of the present invention preferably has a vapor pressure of 1 Pa or more at 1000 ° C. so that the bonding operation can be performed under conditions of lower temperature or closer to atmospheric pressure. It is preferably 10 Pa or more, more preferably 1x10 2 Pa or more, and extremely preferably 1x10 4 Pa or more.
- the metal element may be selected in consideration of the ease of handling and availability of the metal simple substance or metal compound to be used. Considering these viewpoints comprehensively, a particularly preferable metal having a vapor pressure at 1000 ° C. of 0.1 Pa or more is magnesium, which is known to have a vapor pressure at 1000 ° C. of about 3 ⁇ 10 4 Pa. is there.
- the silicon contained in the bonding material of the present invention may contain silicon as an element and may be a simple substance of silicon, but it is also preferable that it is a silicide.
- Silicide includes, but is not limited to, for example, nickel silicate, lithium silicate, calcium silicate, sodium silicate, magnesium silicate and the like.
- a silicide of the metal that is, a silicid metal, for example, calcium silicate , Sodium silicate or magnesium silicate, etc. are understood to be sufficient.
- the bonding material of the present invention includes a simple substance of silicon, further, in addition to a metal silicide having a vapor pressure of 0.1 Pa or more at 1000 ° C. It may contain silicides, elemental metals or additional metal compounds.
- the melting point of a simple substance of silicon is 1414 ° C., but the melting point of a mixture of a simple substance of silicon and a siliceous metal is lower than that of a simple substance of silicon due to an eutectic reaction. Similar eutectic reactions can occur with mixtures of elemental silicon and / or silicide with elemental metals and / or metals silicides. In a mixture of silicon and metal in which such a eutectic reaction occurs, if the temperature is equal to or higher than the eutectic temperature, a part or all of the mixture becomes a eutectic phase even if the temperature is lower than the melting point of silicon alone.
- metal silicates are also lower than 1414 ° C, for example calcium silicate has a melting point of about 1020 ° C and magnesium silicate has a melting point of about 1100 ° C. Then, after melting the bonding material of the present invention to obtain a eutectic phase of silicon and metal, the metal is evaporated to obtain a bonding member of silicon alone.
- the metal and the components of the ceramic component to be bonded may react to form a layer of the metal compound of the ceramic component.
- the layer of the compound can be sufficiently expected to contribute to stronger bonding by modifying the bonding surface of the ceramic material to be bonded, and is rather a preferable by-product.
- alumina Al 2 O 3
- magnesium used as the metal
- the alumina reacts with magnesium and the simple substance of silicon forms a dense layer.
- MgAl 2 O 4 layer and Si layer And a joining member containing MgAl 2 O 4 layer is obtained. Since the melting point of MgAl 2 O 4 is 2130 ° C.
- the bonding member of the present invention is extremely excellent in heat resistance.
- Magnesium, lithium, calcium and sodium exemplified above as metals having a vapor pressure of 0.1 Pa or more at 1000 ° C. have good reactivity with ceramics and are strengthened by modifying the joint surface of the ceramics to be bonded member. It is a preferable metal from the viewpoint that it is easy to obtain a good bonding state.
- the metal in the metal compound layer of the ceramic component is 1000 ° C., which is a bonding member between ceramics or between ceramics and metal and includes a metal compound layer of a ceramic component and a single layer of silicon.
- a joining member characterized in that the steam pressure in the above is 0.1 Pa or more.
- the above eutectic temperature varies depending on the type of metal element to be combined with silicon, but the liquidus line (all of the mixture is liquid) with respect to the composition of the metal element (both atomic percentage and at%) in the mixture of silicon and metal.
- the relationship between the lower limit temperature that can exist in the phase state) and the solid phase line (eutectic isotherm line) (the upper limit temperature that the entire mixture can exist in the solid phase state) is shown in the phase diagram. It can be easily obtained by showing.
- the triple point where two liquid phase lines and one solid phase line intersect is the eutectic point, and the temperature and composition corresponding to that point are the eutectic temperature and the eutectic composition, respectively.
- the atomic percentage of the metal element in the mixture of silicon and metal means that 0 at% means only a simple substance of silicon, and 100 at% means that it is only a simple substance of metal. In the range of more than 0 at% and less than 100 at%, it means a state in which silicon and metal are mixed as elements, but the form may include elemental silicon, silicide, elemental metal, or metal silicate. .. Examples of such combinations may be silicate metal alone, silicon singular and silicate metal, silicon singular and metal singular, silicate and silicate metal, silicate and metal alone, and silicon.
- 66.7 at% Mg means a mixture of silicon and magnesium containing 66.7 at% of magnesium (including the case of magnesium silicate (Mg 2 Si) alone).
- 0 to 66.6 at% Mg means a simple substance of silicon or a mixture of silicon and magnesium (which may be magnesium silicate (Mg 2 Si)) containing magnesium at 66.6 at% or less.
- the eutectic points of magnesium and silicon are a eutectic composition of 47 at% Mg and a eutectic temperature of 945.6 ° C.
- the important point here is that the silicon is sufficiently liquefied under the desired bonding conditions (temperature, pressure and heating time). This is because if the liquefaction of silicon is insufficient, the powder of the material silicon may remain in the joining member and cause cracks and voids.
- the atomic percentage of the metal required to obtain such a melting point drop can be easily obtained from the phase diagram for obtaining the eutectic point, for example, 20 at% or more (1/4 of the metal as an atom with respect to silicon). Above), preferably 25 at% or more (metal is 1/3 or more as an atom with respect to silicon), and more preferably 33.3 at% or more (metal is 1/2 or more as an atom with respect to silicon).
- the solids may be dispersed in a suitable carrier when applied to a member to be joined.
- the carrier is preferably a liquid applicable to a ceramic or metal surface and easily evaporates at 1000 ° C. or lower, for example 600 ° C. or lower, which is typical. Specific examples include, but are not limited to, polyethylene glycol, water, ethanol, isopropyl alcohol and the like.
- the carrier is preferably one that easily evaporates at 1000 ° C. or lower, for example, 600 ° C.
- a foil shape for example, polyacetal. It includes, but is not limited to, resins, acrylic resins, polyethylene, paraffin and the like. Silicon dispersed in the carrier and a metal having a vapor pressure of 0.1 Pa or more at 1000 ° C. are also included in the bonding material of the present invention.
- the joining material of the present invention further improves the wettability of the joining material, adjusts the coefficient of thermal expansion, improves the adhesiveness with the member to be joined, improves the strength of the joining member, or improves the heat resistance of the joining member.
- additives commonly used in the art may be included. Examples of such additives include, but are not limited to, elemental carbon (so-called carbon powder), silicon carbide (SiC) particles, alumina (Al 2 O 3 ) particles, and the like. For example, by adding carbon powder, silicon and carbon react with each other to obtain a bonding member containing silicon carbide having high heat resistance.
- the present invention provides a method of using the bonding material of the present invention, that is, a method of joining two ceramic members or a ceramic member and a metal member.
- the present invention is a method of joining two ceramic members or a ceramic member and a metal member. 1) A step of applying the bonding material of the present invention between both members, 2) A step of heating both members to which the bonding material is applied to obtain a eutectic phase of silicon and metal, and 3) a step of further heating to evaporate the metal and obtain a single layer of silicon.
- Provide methods including.
- the joining material of the present invention used in the joining method of the present invention is as described above, and the joining material which is particularly preferable above can be used. All detailed descriptions of the preferred joining materials of the present invention and the like shall apply mutatis mutandis to the joining method of the present invention.
- the step 1) in the joining method of the present invention is a step of applying the joining material of the present invention between the joining surface of the first member to be joined and the joining surface of the second member to be joined.
- the application means that the powder may be placed on the joint surface as it is, the foil-like bonding material of the present invention may be sandwiched, or the bonding surface of the present invention may be the powder as it is.
- the powder may be dispersed in a carrier to prepare, for example, a paste-like, paste-like or liquid bonding material of the present invention and apply it.
- the applied amount of the bonding material of the present invention is an amount usually understood as an appropriate amount in the field of bonding ceramics, and is not particularly limited.
- Step 2) in the joining method of the present invention is a step of melting the joining material of the present invention by heating.
- the heating temperature varies depending on the composition of the bonding material of the present invention actually used, but can be easily determined by creating a melting point of each component and a phase diagram thereof.
- the bonding material of the present invention is a simple substance of silicon and a mixture of magnesium silicate, it is heated at least at the eutectic temperature of 945.6 ° C. or higher, for example, about 1000 ° C. to about 1100 ° C.
- the bonding material of the present invention contains a carrier, it is desirable that the carrier evaporates during this step.
- polyethylene glycol has a boiling point of about 250 ° C., so that it can be sufficiently evaporated by heating to, for example, about 400 ° C.
- heating can be performed in a commercially available electric furnace or discharge plasma sintering apparatus, but is not limited to this.
- the heating time is preferably as short as possible from the viewpoint of manufacturing cost, but the heating time can be easily determined according to the composition of the bonding material of the present invention and the heating temperature.
- the heating time is It is 30 minutes or less, preferably 20 minutes or less, and more preferably 10 minutes or less.
- the metal when the eutectic phase of silicon and metal is obtained, the metal is not oxidized by oxygen in the air in an inert atmosphere, for example, in an argon atmosphere, or in a vacuum using a vacuum pump, for example. Heating may be performed.
- Step 3) in the bonding method of the present invention is a step of further heating the eutectic phase of silicon and metal obtained in step 2) to evaporate the metal component.
- Step 2) and step 3) have different purposes, but since they are both heating steps, step 2) and step 3) may be one step without distinction, and the temperature and temperature It may be a separate step that is distinguished by conditions such as depressurization.
- the conditions under which the metal evaporates can be easily understood from the vapor pressure of the metal alone. For example, when the metal is magnesium, the vapor pressure is about 3x10 4 Pa at 1000 ° C. and about 1x10 5 Pa at 1100 ° C. Therefore, for example, heating may be performed at 1100 ° C. without depressurization, or 3x10 4 at 1100 ° C.
- Heating may be carried out by reducing the pressure to Pa or less, for example 1x10 4 Pa or less, for example 1x10 2 Pa or less, preferably 10 Pa or less, or 3x10 4 Pa or less, for example 1x10 4 Pa or less, for example 1x10 2 Pa or less at 1000 ° C. , Preferably, the pressure may be reduced to 10 Pa or less for heating. If the pressure is not sufficiently reduced, heating may be carried out in an inert atmosphere, for example, in an argon atmosphere, in order to avoid the reaction between oxygen in the air and the metal.
- the eutectic phase becomes silicon-rich and the melting point rises, and silicon solidifies by isothermal solidification. That is, as the metal evaporates, the melting point approaches 1414 ° C., which is the original melting point of silicon, and the liquid phase cannot be maintained, and silicon solidifies. Due to this property, the preferred joining member of the present invention is characterized in that it does not melt even when reheated to about the joining temperature.
- the joint member of the present invention thus obtained may be subjected to a strength test usually performed in the technical field in order to confirm whether the joint strength is sufficient.
- a strength test is not particularly limited, but for example, a tensile test in which each member to be joined of the joint is fixed and pulled to measure the breaking strength, or a tensile test in which one member of the joint is fixed and the other member is fixed.
- a shear test can be performed to measure the shear fracture stress by applying a lateral load (direction parallel to the joint surface) to the member to be joined.
- a strength test conforming to a standard such as JIS may be performed, and the test can be performed according to, for example, JIS R1624 or JIS R1606-1995.
- the joint strength is insufficient and the member to be joined of any of the ceramics is broken. May determine that the joint strength is sufficient.
- the member to be joined of the ceramic is a block of alumina, silicon nitride or silicon carbide, if there is a tensile fracture stress of, for example, about 5 MPa, preferably 10 MPa, more preferably 15 MPa, still more preferably 20 MPa at room temperature. It can be said that the joint is strong enough.
- a rectangular parallelepiped having a bottom surface (joining surface) of 4 mm x 8 mm was cut out from a plate material (purity 99.6%, plate thickness 5 mm) of an alumina (Al 2 O 3 ) sintered body.
- the joint surface was left as it was accepted (about 0.5 ⁇ mRa), and only acetone washing was performed.
- Example 5 Mixtures of magnesium silicate and silicon alone were added to 20 at% Mg (Example 1), 43 at% Mg (Example 2), 47 at% Mg (Example 3), 53 at% Mg (Example 4) and 59 at% Mg (Example 4). Prepared as Example 5).
- Example 6 only magnesium silicate (Example 6) and only silicon (Comparative Example 1) were dispersed in polyethylene glycol (PEG) to prepare each paste.
- PEG polyethylene glycol
- Each of the above butt samples was bonded by pulse energization heating using a discharge plasma sintering (SPS) apparatus. Specifically, the sample was inserted into a graphite die, sandwiched between both ends with graphite punches, and further sandwiched between the electrodes in the SPS device from above and below, and held so that a constant pressure (10 MPa) was applied to the joint surface. The vacuum was exhausted to about 10 Pa, the holding temperature was 1100 ° C., the holding time was 10 minutes, and pulse energization heating was performed. PEG was evaporated and decomposed at about 250 ° C. during temperature rise and removed in vacuum.
- SPS discharge plasma sintering
- the tensile strength of the conjugate at room temperature was tested. Specifically, each member to be joined was fixed and one member to be joined was pulled, and the fractured portion and the tensile strength at the time when the fracture occurred were measured. The relationship between the room temperature tensile strength of the bonded body and the initial Mg composition of the paste is shown in FIG. Both were broken near the joint.
- the tensile strength of 0 at% Mg (Comparative Example) was 5 MPa or less, whereas the tensile strength of 20 at% Mg (Example 1) increased to about 10 MPa, and that of 43 at% Mg (Example 2) exceeded 20 MPa. , 53 at% Mg (Example 4) markedly increased to about 30 MPa on average. Even the paste containing only magnesium silicate (Example 6) showed a high tensile strength of about 30 MPa on average.
- Examples 2, 3 and 4 a three-point bending strength test at a high temperature was also performed. Specifically, two rectangular parallelepipeds of 8 mm x 21 mm are cut out from a plate of an alumina sintered body having a thickness of 5 mm, and the 5 mm x 8 mm surfaces of each rectangular parallelepiped are used as joint surfaces, and the pastes of Examples 2, 3 and 4 are used to describe the above Examples. Bonds were prepared in the same manner as in 1 to 6. The joints were cut into 4 mm x 5 mm x 42 mm, polished, heated in the air at a heating rate of 5 ° C./min for 4 hours until reaching 1200 ° C., and then held at 1200 ° C. for another 30 minutes.
- the sintered body is silicon nitride (Si 3 N 4 ), and the mixture is 20 at% Mg (Example 7), 37 at% Mg (Example 8), 43 at% Mg (Example 9), 47 at% Mg (Example 10). ), 53 at% Mg (Example 11) and 59 at% Mg (Example 12).
- each paste was prepared by dispersing only a simple substance of silicon (Comparative Example 2) or only magnesium silicate (Example 13) in polyethylene glycol (PEG). Each paste was applied to a silicon nitride sample piece, and bonding was performed in the same manner as described above.
- Si 3 N 4 could be joined without cracking or deformation.
- the joint structure was observed and evaluated by SEM, energy dispersive X-ray analysis (EDX), and X-ray diffractometer (XRD).
- the SEM image of the joint structure with 47 at% Mg paste (Example 10) is shown in FIG. 7, and the EDX image is shown in FIGS. 8 and 9.
- EDX energy dispersive X-ray analysis
- XRD X-ray diffractometer
- Example 7 For Examples 7 to 13 and Comparative Example 1, the tensile strength of the bonded body at room temperature was tested in the same manner as described above. The results are shown in FIG. With 37 at% Mg (Example 8), the tensile strength increased to about 12 to 25 MPa, and with 43 to 59 at% Mg (Examples 9 to 12), it exceeded 25 MPa in most cases, and even exceeded 40 MPa. Even magnesium silicate alone (Example 13) showed a tensile strength of about 10 to 20 MPa.
- the sintered body is silicon carbide (SiC), and the mixtures are 37 at% Mg (Example 14), 43 at% Mg (Example 15), 47 at% Mg (Example 16), 53 at% Mg (Example 17) and 59 at. Prepared as% Mg (Example 18).
- only magnesium silicate (Example 19) was dispersed in polyethylene glycol (PEG) to prepare each paste.
- PEG polyethylene glycol
- Each paste was applied to a silicon carbide sample piece and bonded in the same manner as described above.
- the results of testing the tensile strength of the bonded body at room temperature in the same manner as above are shown in FIG.
- the tensile strength of 37 to 47 at% Mg (Examples 14 to 16) increased to about 10 MPa
- that of 53 at% Mg (Example 17) increased to about 15 MPa.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Ceramic Products (AREA)
Abstract
本発明の課題は、セラミックス間またはセラミックス-金属間を高温条件下での使用に耐えるように接合しようとするものであるが、とりわけ、接合材の加熱温度および加熱時間を低減することを目的とする。本発明は、セラミックス間またはセラミックス-金属間の接合用材料であって、ケイ素および1000℃での蒸気圧が0.1Pa以上である金属を含むことを特徴とする、接合用材料を提供する。かかる本発明の接合用材料を被接合部材に適用して接合を行うことによって、高温条件下での使用に耐える接合部材によって被接合部材間を接合することができる。
Description
本発明は、セラミックス間またはセラミックス-金属間の接合用材料、当該接合用材料を用いたセラミックス間またはセラミックス-金属間の接合方法ならびに当該接合方法によって得られる接合部材を提供する。
高温に耐えうる材料は、低燃費化や新エネルギー開発など様々な場面で求められており、かかる材料としてセラミックスおよび高融点金属が候補として期待されている。なかでもセラミックスは、高融点金属材料に比較して、軽量かつ安価で、加工も容易であるという利点を有するが、一方で、金属とは異なり溶接が不可能なため、タービンなどの複雑形状の作成が困難であるという欠点もある。2つのセラミックス部材またはセラミックス部材と金属部材とを組み合わせるために、溶接に代わって、ろう材などのインサート材を用いた接合技術やメタライズ法なども存在するが(例えば、特許文献1~4)、いずれもセラミックスよりも耐熱性や耐酸化性が低いろう材が残存して、高温条件下で使用すると接合部分が融解するであるとか、空気中で酸化して接合部分が割れるといった問題や、接合のために高温で長時間の加熱が必要であるといった問題がある。
そこで、融点が高いケイ素を用いてセラミックスを接合しようとする試みがなされている(非特許文献1~3)。例えば非特許文献1は、セラミックス間の接合方法であって、Si基Al混合粉末のペーストを塗布し、約20Paの減圧条件下にて800~1300℃で60分間加熱してAlを蒸発させて、Si基ペースト接合層を形成する方法を提供する。
溶接学会全国大会講演概要 第99集(2016-9)
溶接学会全国大会講演概要 第100集(2017-4)
溶接学会全国大会講演概要 第101集(2018-9)
本発明が解決しようとする課題は、セラミックス間またはセラミックス-金属間を高温条件下での使用に耐えるように接合しようとするものであるが、とりわけ、接合材の加熱温度および加熱時間を低減することを目的とする。非特許文献1~3が提示するSi基Al混合粉末を用いた接合方法は、800℃程度の加熱では十分な接合ができておらず、減圧条件下であっても1300℃までの加熱を必要とするものであり、また、その加熱時間も長時間にわたるものであるから、炉への負担が極めて大きく、耐熱性の高い高級な炉が必要であるうえ、製造コストがかさむ。そこで、高温用ヒーターや炉壁冷却機構などが不要な簡易な電気炉でも作業可能なように、1200℃以下、好ましくは1100℃以下、より好ましくは1000℃以下での短時間の加熱で足りる接合用材料を探求した。
第一の態様において、本発明は、セラミックス間またはセラミックス-金属間の接合用材料であって、ケイ素および1000℃での蒸気圧が0.1Pa以上である金属を含むことを特徴とする、接合用材料(以下、本発明の接合用材料)を提供する。本発明の接合用材料は、共晶反応によりケイ素単体の融点よりも低い温度、例えば1200℃以下、好ましくは1100℃以下、より好ましくは1000℃以下での短時間の加熱によって、ケイ素と金属の共融液相を形成し、さらに得られた共融液相から金属を蒸発させることによって、ケイ素単体の接合部材となる。ケイ素の単体は融点が1414℃であり耐酸化性を有することが知られているから、本発明の接合用材料から得られる接合部材は、耐熱性および耐酸化性を有する接合材である。
ある温度における蒸気圧が高いということは、より蒸発させやすいということを意味するから、好ましい態様において、本発明の接合用材料に含まれる金属は、好ましくは1000℃での蒸気圧が1Pa以上、より好ましくは10Pa以上、さらに好ましくは1x102Pa以上、極めて好ましくは1x104Pa以上である。かかる金属の例としては、マグネシウム、リチウム、カルシウムおよびナトリウムなどが含まれ、とりわけ金属化合物の取扱いの容易さ、入手のしやすさなどの点で、マグネシウムが特に好ましい。
好ましい態様において、本発明の接合用材料における前記ケイ素および前記1000℃での蒸気圧が0.1Pa以上である金属の全部または一部は、ケイ化金属として含まれている。ケイ化金属を用いた場合には、ケイ素が十分に液化する前に金属が蒸発してしまうことを防ぐことができ、共融液相を得やすくなり、接合工程の制御が容易となる。さらに接合工程を容易にすべく、本発明の接合用材料におけるケイ素と金属の混合割合を調節してもよく、好ましい態様において、例えば前記ケイ素に対して、前記1000℃での蒸気圧が0.1Pa以上である金属が、原子として1/4以上、好ましくは1/3以上、より好ましくは1/2以上含まれている。
さらに好ましい態様において、本発明の接合用材料は、取り扱いの容易さのために、適当な担体中に分散されていてもよい。
かくして得られた本発明の接合用材料をセラミックスの被接合部材間に適用して加熱し、接合部材となしたところ、驚くべきことに、ケイ素単体の層のみならず、前記金属がセラミックス成分と反応して金属化合物層を形成し、より強固な接合となることを見出した。したがって、第二の態様において、本発明は、セラミックス間またはセラミックス-金属間の接合部材であって、セラミックス成分の金属化合物層及びケイ素の単体の層を含み、前記セラミックス成分の金属化合物層における金属が1000℃での蒸気圧が0.1Pa以上であることを特徴とする、接合部材(以下、本発明の接合部材)を提供する。
さらに、第三の態様において、本発明は、2つのセラミックス部材またはセラミックス部材と金属部材の接合方法であって、
1)両部材間に本発明の接合用材料を適用する工程、
2)接合用材料を適用した両部材を加熱して、ケイ素と金属の共融液相を得る工程、および
3)さらに過熱をして、金属を蒸発させるとともにケイ素の単体の層を得る工程
を含む方法(以下、本発明の接合方法)を提供する。好ましくは、工程2)および工程3)を1x102Pa以下の減圧条件下で行う。
1)両部材間に本発明の接合用材料を適用する工程、
2)接合用材料を適用した両部材を加熱して、ケイ素と金属の共融液相を得る工程、および
3)さらに過熱をして、金属を蒸発させるとともにケイ素の単体の層を得る工程
を含む方法(以下、本発明の接合方法)を提供する。好ましくは、工程2)および工程3)を1x102Pa以下の減圧条件下で行う。
本発明の接合用材料は、耐熱性および耐酸化性に優れたケイ素を主とした接合部材を提供可能なものであるうえ、従来の接合材ないし接合用材料よりも低温かつ短時間で作業可能であることから、性能およびコストの両面で優れる。
本発明は、セラミックス間またはセラミックス-金属間の接合用材料であって、ケイ素および1000℃での蒸気圧が0.1Pa以上である金属を含むことを特徴とする、接合用材料を提供する。ここで、ケイ素や金属を「含む」とは、それぞれを元素として含んでいることを意味しており、単体であるか化合物であるか、あるいは1種の化合物か複数の化合物であるかを問わない。したがって、本発明の接合用材料は、1種のケイ化金属のみを含むものであってもよいし、あるいはケイ素と金属とがそれぞれ単体または1種以上の化合物であってよい。
本発明において、セラミックスは、無機物の焼結体という程度の広義のセラミックスを意味し、天然原料から作られたクラシックセラミックスはもちろんのこと、酸化アルミニウム(アルミナ)、炭化ケイ素、窒化ケイ素、ジルコニアなどのいわゆるファインセラミックスも含まれる。
本発明において、接合するセラミックスは、同一の成分からなるセラミックスであっても、異なる成分からなるセラミックスであってもよい。例えば、接合するセラミックスは、アルミナセラミックスの第一被接合部材と、アルミナセラミックスの第二被接合部材とであってもよいし、アルミナセラミックスの第一被接合部材と、炭化ケイ素セラミックスの第二被接合部材とであってもよい。また、セラミックスの接合面を含む形状は、いかなるものであってもよい。また、セラミックス被接合部材と接合する金属被接合部材も、組成、形状等の点において、当業者が通常用いるどのような金属被接合部材であってもよい。
本発明において、接合用材料とは、2つの被接合部材間の接合に用いる材料を意味し、接合の完了後に全く同じ組成であることを要しない。すなわち、2つの被接合部材間に当該接合用材料を適用した後、加熱等の接合作業を行うことで当該材料の組成が化学的ないし物理的に変化して、2つの部材間の接合を果たす接合部材が得られる。したがって、本発明において、接合部材とは、被接合部材間の接合を現に達成している層状の部材を意味し、現に接合が果たされる前に被接合部材間に適用されるべき接合用材料とは区別される。
本発明において、1000℃での蒸気圧が0.1Pa以上である金属とは、元素周期表の1~12族のうち水素を除くもののうち、エフュージョン法、蒸発法、流動法などの通常の蒸気圧測定法で、金属の単体が0.1Paでの沸点が1000℃以下であるか、あるいは1000℃での蒸気圧が0.1Pa以上である金属元素であることを意味する。金属は1種であっても、それ以上であってもよいが、反応の管理のしやすさや必要性などの観点から、1種であることが好ましい。金属単体の蒸気圧曲線は既知であるから、それらの文献を参照して金属を選択してもよい。典型的には、1000℃での蒸気圧が0.1Pa以上である金属には、例えばマグネシウム、リチウム、カルシウム、ナトリウムなどが含まれるが、これらに限定されない。
好ましい本発明の態様において、より低温あるいはより大気圧に近い条件下で接合作業ができるように、本発明の接合用材料に含まれる金属は、好ましくは1000℃での蒸気圧が1Pa以上、より好ましくは10Pa以上、さらに好ましくは1x102Pa以上、極めて好ましくは1x104Pa以上である。さらには、使用する金属単体または金属化合物の取り扱いの容易さや入手のしやすさなどを考慮して金属元素を選択してもよい。これらの観点を総合的に考慮して、とりわけ好ましい1000℃での蒸気圧が0.1Pa以上である金属は、1000℃での蒸気圧が約3x104Paであることが知られているマグネシウムである。
本発明の接合用材料に含まれるケイ素は、元素としてケイ素が含まれていればよく、ケイ素単体であっても良いが、ケイ化物であることも好ましい。ケイ化物としては、例えば、ケイ化ニッケル、ケイ化リチウム、ケイ化カルシウム、ケイ化ナトリウム、ケイ化マグネシウムなどが含まれるが、これらに限定されない。上記の通り、本発明の接合用材料は、元素としてケイ素と1000℃での蒸気圧が0.1Pa以上である金属を含むものであるから、当該金属のケイ化物、すなわちケイ化金属、例えばケイ化カルシウム、ケイ化ナトリウムまたはケイ化マグネシウムなどを含んでいれば、それだけで足りると理解される。ケイ化金属を用いた場合には、ケイ素が十分に液化する前に金属が蒸発してしまうことを防ぐことができ、後述の共融液相を得やすくなり、接合工程の制御が容易となる利点も見込める。さらには、所望の接合条件で接合が可能となるように、本発明の接合用材料は、1000℃での蒸気圧が0.1Pa以上である金属のケイ化物に加えて、ケイ素の単体、さらなるケイ化物、金属の単体またはさらなる金属化合物を含んでいてもよい。
ケイ素の単体の融点は1414℃であることが知られているが、ケイ素の単体とケイ化金属との混合物では、共晶反応により、ケイ素の単体よりも融点が低下する。同様の共晶反応は、ケイ素の単体および/またはケイ化物と、金属の単体および/またはケイ化金属の組み合せの混合物であっても起こり得る。このような共晶反応が起こるケイ素と金属の混合物では、共晶温度以上であれば、ケイ素単体の融点より低い温度であっても、混合物の一部または全部が共融液相となる。ケイ化金属の多くの融点も1414℃より低く、例えばケイ化カルシウムの融点は約1020℃であり、ケイ化マグネシウムの融点は約1100℃である。そうすると、本発明の接合用材料を融解させてケイ素と金属の共融液相を得た後、金属を蒸発させることによって、ケイ素単体の接合部材が得られることになる。
本発明の接合用材料によって接合を行った場合に、金属とセラミックス被接合部材の成分とが反応してセラミックス成分の金属化合物の層が形成されることもあるが、このようなセラミックス成分の金属化合物の層は、セラミックス被接合部材の接合面を改質してより強固な接合に寄与することが十分に期待でき、むしろ好ましい副産物である。例えばセラミックスとしてアルミナ(Al2O3)を用い、金属としてマグネシウムを用いた場合、アルミナとマグネシウムが反応し、かつ、ケイ素の単体が緻密な層を形成する結果、MgAl2O4層、Si層およびMgAl2O4層を含む接合部材が得られる。MgAl2O4の融点は2130℃であり、Siの融点は1414℃であるから、本発明の接合部材は耐熱性に極めて優れる。1000℃での蒸気圧が0.1Pa以上である金属として上記例示したマグネシウム、リチウム、カルシウムおよびナトリウムは、セラミックスとの反応性が良く、セラミックス被接合部材の接合面を改質することで、強固な接合状態を得ることが容易である点からも、好ましい金属である。
したがって、本発明のさらなる態様として、セラミックス間またはセラミックス-金属間の接合部材であって、セラミックス成分の金属化合物層およびケイ素の単体の層を含み、前記セラミックス成分の金属化合物層における金属が1000℃での蒸気圧が0.1Pa以上であることを特徴とする接合部材を提供する。
上記の共晶温度は、ケイ素と組み合わせる金属元素の種類に依存して変化するが、ケイ素と金属の混合物における金属元素の組成(原子パーセント、at%とも)に対する液相線(混合物の全部が液相の状態で存在し得る下限の温度を示す線)および固相線(共晶等温線)(混合物の全部が固相の状態で存在し得る上限の温度を示す線)の関係を相図で示すことによって容易に得ることができる。2本の液相線と1本の固相線が交わる三重点が共晶点であり、その点に対応する温度と組成がそれぞれ共晶温度と共晶組成である。ケイ素と金属の混合物における金属元素の原子パーセントは、0at%でケイ素の単体のみであることを意味し、100at%で金属の単体のみであることを意味する。0at%を超え100at%未満の範囲では、ケイ素と金属が元素として混合した状態を意味するが、その形態はケイ素の単体、ケイ化物、金属の単体、ケイ化金属のいずれを含む場合もあり得る。かかる組み合わせの例としては、ケイ化金属単独であってもよいし、ケイ素の単体とケイ化金属、ケイ素の単体と金属の単体、ケイ化物とケイ化金属、ケイ化物と金属の単体、ケイ素の単体とケイ化物とケイ化金属、ケイ素の単体とケイ化物と金属の単体、ケイ化物とケイ化金属と金属の単体またはケイ素の単体とケイ化物とケイ化金属と金属の単体であってよい。例えば金属元素がマグネシウムの場合は、66.7at%Mgとは、マグネシウムを66.7at%含むケイ素とマグネシウムの混合物(ケイ化マグネシウム(Mg2Si)単独の場合を含む)を意味する。0~66.6at%Mgとは、ケイ素の単体であるか、あるいはマグネシウムを66.6at%以下で含むケイ素とマグネシウム(ケイ化マグネシウム(Mg2Si)であってもよい)の混合物を意味する。マグネシウムとケイ素の共晶点は、共晶組成47at%Mg、共晶温度945.6℃である。
ここで重要な点は、所望の接合条件(温度、気圧および加熱時間)において、ケイ素が十分に液化することである。ケイ素の液化が不十分であれば材料ケイ素の粉体が接合部材中に残存することによってクラックやボイドの原因となり得るためである。かかる融点降下を得るために必要な金属の原子パーセントは、上記の共晶点を得るための相図から容易に得ることができ、例えば20at%以上(ケイ素に対して金属が原子として1/4以上)、好ましくは25at%以上(ケイ素に対して金属が原子として1/3以上)、より好ましくは33.3at%以上(ケイ素に対して金属が原子として1/2以上)である。
ケイ素の単体およびケイ化金属はいずれも粉体等の固体であるため、被接合部材に適用するに際して、当該固体を適当な担体中に分散してもよい。例えば本発明の接合用材料をペースト状にする場合には、かかる担体は、セラミックスまたは金属表面に適用できる液体であって、1000℃以下、例えば600℃以下で容易に蒸発するものが好ましく、典型的には、例えばポリエチレングリコール、水、エタノール、イソプロピルアルコールなどが含まれるが、これらに限定されない。あるいは本発明の接合用材料を箔状にする場合には、かかる担体は、1000℃以下、例えば600℃以下で容易に蒸発するものであって、箔状に加工可能なものが好ましく、例えばポリアセタール樹脂、アクリル樹脂、ポリエチレン、パラフィンなどが含まれるが、これらに限定されない。担体中に分散されたケイ素および1000℃での蒸気圧が0.1Pa以上である金属もまた、本発明の接合用材料に含まれる。
本発明の接合用材料は、さらに、接合用材料の濡れ特性の改良、熱膨張係数の調節、被接合部材との接着性の改善、接合部材の強度の向上または接合部材の耐熱性の向上などの種々の目的に応じて、当該技術分野において通常用いられる添加物を含んでいてもよい。かかる添加物の例としては、炭素の単体(いわゆるカーボン粉)、炭化ケイ素(SiC)粒子、アルミナ(Al2O3)粒子などが含まれるが、これらに限定されない。例えばカーボン粉を添加することで、ケイ素と炭素とが反応して耐熱性の高い炭化ケイ素を含んだ接合部材を得ることができる。
別の態様において、本発明は、本発明の接合用材料の使用方法、すなわち2つのセラミックス部材またはセラミックス部材と金属部材の接合方法を提供する。具体的には、本発明は、2つのセラミックス部材またはセラミックス部材と金属部材の接合方法であって、
1)両部材間に本発明の接合用材料を適用する工程、
2)接合用材料を適用した両部材を加熱して、ケイ素と金属の共融液相を得る工程、および
3)さらに過熱をして、金属を蒸発させるとともにケイ素の単体の層を得る工程
を含む、方法を提供する。
1)両部材間に本発明の接合用材料を適用する工程、
2)接合用材料を適用した両部材を加熱して、ケイ素と金属の共融液相を得る工程、および
3)さらに過熱をして、金属を蒸発させるとともにケイ素の単体の層を得る工程
を含む、方法を提供する。
本発明の接合方法において使用される本発明の接合用材料については上記の通りであり、とりわけ上で好ましいとされている接合用材料を使用することができる。好ましい本発明の接合用材料などの詳細な説明は、すべて本発明の接合方法において準用する。
本発明の接合方法における工程1)は、第一の被接合部材の接合面と第二の被接合部材の接合面との間に、本発明の接合用材料を適用する工程である。ここで、適用とは、粉体をそのまま接合面に乗せてもよいし、箔状の本発明の接合用材料を挟み込んでもよいし、あるいは本発明の接合用材料が粉体のままでは接合面に乗らない場合には、粉体を担体中に分散させて例えばペースト状、糊状または液状の本発明の接合用材料を調製して塗布してもよい。本発明の接合用材料の適用量は、セラミックスの接合分野において通常適量と理解される量であり、特に限定されない。
本発明の接合方法における工程2)は、加熱により本発明の接合用材料の融解を行う工程である。加熱の温度は、実際に使用する本発明の接合用材料の組成によって変化するが、各成分の融点やそれらの相図を作成することで、容易に決定することができる。例えば本発明の接合用材料がケイ素の単体とケイ化マグネシウムの混合物である場合には、少なくともそれらの共晶温度である945.6℃以上、例えば約1000℃~約1100℃で加熱する。本発明の接合用材料が担体を含むものである場合には、この工程中に担体が蒸発することが望ましい。例えばポリエチレングリコールであれば沸点が約250℃であるから、例えば400℃程度にまで加熱すれば十分に蒸発させることができる。典型的には、加熱は市販の電気炉や放電プラズマ焼結装置で行うことができるが、これに限定されない。
工程2)において、製造コストの観点から加熱時間は可能な限り短いほうが好ましいが、本発明の接合用材料の組成および加熱温度に応じて加熱時間を容易に決定することができ、例えば加熱時間は30分以下、好ましくは20分以下、より好ましくは10分以下である。本発明においてはケイ素と金属の共融液相を得るに際して、金属が空気中の酸素で酸化しないように、不活性雰囲気下、例えばアルゴン雰囲気下で、あるいは例えば真空ポンプを用いて、真空中で加熱を行ってもよい。
本発明の接合方法における工程3)は、工程2)で得られたケイ素と金属の共融液相をさらに過熱して、金属成分を蒸発させる工程である。工程2)と工程3)とは目的こそ異なる工程であるがいずれも加熱工程であるから、工程2)と工程3)とは、区別されずに1つの工程であってもよいし、温度や減圧などの条件で区別される別の工程としてもよい。金属が蒸発する条件は、金属の単体の蒸気圧から容易に理解可能である。例えば金属がマグネシウムの場合、蒸気圧は1000℃で約3x104Pa、1100℃で約1x105Paであるから、例えば1100℃で減圧せずに加熱を行ってもよいし、1100℃で3x104Pa以下、例えば1x104Pa以下、例えば1x102Pa以下、好ましくは10Pa以下に減圧して加熱を行ってもよく、あるいは1000℃で3x104Pa以下、例えば1x104Pa以下、例えば1x102Pa以下、好ましくは10Pa以下に減圧して加熱を行ってもよい。十分に減圧しない場合には、空気中の酸素と金属との反応を回避するために、不活性雰囲気下、例えばアルゴン雰囲気下で加熱を行ってもよい。
工程3)において金属を蒸発させることによって、共融液相がケイ素リッチとなって融点が上昇し、等温凝固によりケイ素が凝固する。すなわち、金属が蒸発することでケイ素本来の融点である1414℃に融点が近付いていき、液相を維持できなくなってケイ素が凝固する。この性質のために、好ましい本発明の接合部材は、接合温度程度に再加熱しても融解しないという特徴を持つ。
かくして得られた本発明の接合部材は、その接合強度が十分であるかを確認するために、当該技術分野において通常行われる強度試験に付されてもよい。かかる試験は、特に限定されないが、例えば接合体の被接合部材をそれぞれ固定して引っ張り、破断する強度を測定するような引張試験や、接合体の片方の被接合部材を固定して,他方の被接合部材に横向き(接合面に平行の向き)の荷重を加えて,せん断破壊応力を測定するせん断試験を行うことができる。あるいは、JISなどの規格に準拠した強度試験を行ってもよく、例えばJIS R1624やJIS R1606-1995に準拠して試験することができる。あるいはより単純に、室温にて被接合部材を各々固定して引っ張り、接合部のみが破壊される場合には接合強度が不十分であり、いずれかのセラミックスの被接合部材が破壊される場合には接合強度が十分であると判別してもよい。例えばセラミックスの被接合部材がアルミナ、窒化ケイ素または炭化ケイ素のブロックである場合には、室温にて例えば約5MPa、好ましくは10MPa、より好ましくは15MPa、さらに好ましくは20MPaの引張破壊応力があれば、十分強力に接合しているといえる。
本発明の実施形態は、上記の各態様のほか、下記実施例のとおりであるが、実施例の記載はあくまで例示であって、その範囲に本発明が限定されると理解されるべきではない。
アルミナ(Al2O3)焼結体の板材(純度99.6%、板厚5mm)から、底面(接合面)が4mmx8mmの直方体を切り出した。接合面は受け入れままの状態(約0.5μmRa)で、アセトン洗浄のみ行った。
ケイ化マグネシウムとケイ素単体の混合物を、20at%Mg(実施例1)、43at%Mg(実施例2)、47at%Mg(実施例3)、53at%Mg(実施例4)および59at%Mg(実施例5)として調製した。実施例1~5の混合物に加えて、ケイ化マグネシウムのみ(実施例6)およびケイ素単体のみ(比較例1)をそれぞれポリエチレングリコール(PEG)中に分散させて各ペーストを作製した。実施例1~6および比較例のペーストをアルミナ焼結体の接合面に塗布してアルミナ焼結体同士を突合せた。
放電プラズマ焼結(SPS)装置を用いたパルス通電加熱により、上記の各突合せ試料を接合した。具体的には、グラファイトダイス中に試料を挿入し、両端からグラファイトパンチで挟み、さらにSPS装置内の電極で上下から挟み、接合面に一定の圧力(10MPa)がかかるよう保持した。約10Paに真空排気し、保持温度1100℃、保持時間10分とし、パルス通電加熱した。PEGは昇温中に250℃程度で蒸発・分解して真空中に除去された。
実施例1~6および比較例1のいずれのペーストを用いた場合でも、アルミナに割れや変形を生じず接合可能であった。接合部組織をSEMおよび電子プローブマイクロアナライザー(EPMA),X線回折装置(XRD)で観察および評価した。47at%Mgペースト(実施例3)での接合部組織のSEMイメージを図2に、EPMAイメージを図3および4に示す。接合部では薄く空隙のほとんどないSi層が観察された。また、Si層とAl2O3層の界面にMgが偏析していた。XRDの結果も合わせると、一部のMgがAl2O3と反応してMgAl2O4が層状に形成したと判明した。
接合体の室温での引張強度を試験した。具体的には、各被接合部材をそれぞれ固定して一方の被接合部材を引っ張り、破断を生じた時点での破断箇所および引張強度を測定した。接合体の室温引張強度とペーストの初期Mg組成との関係を図5に示す。いずれも接合部近傍で破壊していた。0at%Mg(比較例)では引張強度は5MPa以下であったのに対し、20at%Mg(実施例1)では引張強度は約10MPaまで増大し、43at%Mg(実施例2)で20MPaを超え、53at%Mg(実施例4)で平均約30MPaまで顕著に増大した。ケイ化マグネシウムのみのペースト(実施例6)でも平均約30MPaと高い引張強度を示した。
さらに実施例2、3および4について、それぞれ高温での3点曲げ強度試験も行った。具体的には、厚さ5mmのアルミナ焼結体の板から8mmx21mmの直方体を2個切り出し、各直方体の5mmx8mmの面を接合面として、実施例2、3および4のペーストを用いて上記実施例1~6と同様に接合体を作製した。接合体を4mmx5mmx42mmに切り出して研磨し、大気中で、昇温速度5℃/分で4時間、1200℃に達するまで加熱した後、さらに30分間1200℃で保持した各接合体を、接合部位に上から、支点間距離30mm、加圧速度0.5mm/分にて加圧することで、破断するまでの最大曲げ応力として測定した。結果を図6に示す。いずれも約65MPaの曲げ強度を示したことから、実施例の接合材は、接合後に接合温度以上に加熱してもなお接合状態を強力に維持していることが判明した。さらには、実施例2~4の接合材で接合した接合体に酸化防止コーティングなどを何も施していないにもかかわらず、大気中1200℃まで加熱・保持しても割れなどが生じなかったことから、実施例の接合材の耐酸化性の高さと、接合材とアルミナとの熱膨張係数差の小ささも明らかとなった。
焼結体を窒化ケイ素(Si3N4)として、混合物を20at%Mg(実施例7)、37at%Mg(実施例8)、43at%Mg(実施例9)、47at%Mg(実施例10)、53at%Mg(実施例11)および59at%Mg(実施例12)として調製した。実施例7~12の混合物に加えて、ケイ素の単体のみ(比較例2)またはケイ化マグネシウムのみ(実施例13)をそれぞれポリエチレングリコール(PEG)中に分散させて各ペーストを作製した。各ペーストを窒化ケイ素試料片に塗布して、上記と同様に接合を行った。いずれのペーストを用いた場合でも、Si3N4に割れや変形を生じず接合可能であった。接合部組織をSEMおよびエネルギー分散型X線分析(EDX),X線回折装置(XRD)で観察および評価した。47at%Mgペースト(実施例10)での接合部組織のSEMイメージを図7に、EDXイメージを図8および9に示す。接合部では薄く空隙のほとんどないSi層が観察された。また、Si層とSi3N4層の界面にMgが偏析していた。XRDの結果も合わせると、一部のMgがSi3N4と反応してMgSiN2が層状に形成したと判明した。
実施例7~13および比較例1について、上記と同様に接合体の室温での引張強度を試験した。結果を、図10に示す。37at%Mg(実施例8)では引張強度が約12~25MPaまで増大し、43~59at%Mg(実施例9~12)ではほとんどの例で25MPaを超え、40MPaを超えた例すらあった。ケイ化マグネシウムのみ(実施例13)でも約10~20MPaの引張強度を示した。
さらに実施例10、11および12で接合した接合体について、それぞれ高温での3点曲げ強度試験も行った。3点曲げ強度試験の方法は上記の通りとした。結果を図11に示す。いずれも100~200MPaの曲げ強度を示したことから、実施例の接合材は、接合後に接合温度以上に加熱してもなお接合状態を強力に維持していることが判明した。さらには、実施例10~12の接合材で接合した接合体に酸化防止コーティングなどを何も施していないにもかかわらず、大気中1200℃まで加熱・保持しても割れなどが生じなかったことから、実施例の接合材の耐酸化性の高さと、接合材とSi3N4との熱膨張係数差の小ささも明らかとなった。
焼結体を炭化ケイ素(SiC)として、混合物を37at%Mg(実施例14)、43at%Mg(実施例15)、47at%Mg(実施例16)、53at%Mg(実施例17)および59at%Mg(実施例18)として調製した。実施例14~18の混合物に加えて、ケイ化マグネシウムのみ(実施例19)をそれぞれポリエチレングリコール(PEG)中に分散させて各ペーストを作製した。各ペーストを炭化ケイ素試料片に塗布して、上記と同様に接合を行った。上記と同様に接合体の室温での引張強度を試験した結果を、図12に示す。37~47at%Mg(実施例14~16)では引張強度が約10MPaまで増大し、53at%Mg(実施例17)では約15MPaまで増大した。
Claims (11)
- セラミックス間またはセラミックス-金属間の接合用材料であって、ケイ素および1000℃での蒸気圧が0.1Pa以上である金属を含むことを特徴とする、接合用材料。
- 1000℃での蒸気圧が0.1Pa以上である金属が、1000℃での蒸気圧が1x104Pa以上であることを特徴とする、請求項1の接合用材料。
- 1000℃での蒸気圧が0.1Pa以上である金属が、マグネシウム、リチウム、カルシウム、ナトリウムからなる群から選択される1種またはそれ以上の金属であることを特徴とする、請求項1の接合用材料。
- 1000℃での蒸気圧が0.1Pa以上である金属が、マグネシウムであることを特徴とする、請求項1の接合用材料。
- 前記ケイ素および前記1000℃での蒸気圧が0.1Pa以上である金属の全部または一部をケイ化金属として含むことを特徴とする、請求項1~4のいずれかに記載の接合用材料。
- 前記ケイ素に対して前記1000℃での蒸気圧が0.1Pa以上である金属が、原子として1/4以上含まれていることを特徴とする、請求項1~5のいずれかに記載の接合用材料。
- 前記ケイ素に対して前記1000℃での蒸気圧が0.1Pa以上である金属が、原子として1/2以上含まれていることを特徴とする、請求項1~5のいずれかに記載の接合用材料。
- 担体中に分散されていることを特徴とする、請求項1~7のいずれかに記載の接合用材料。
- セラミックス間またはセラミックス-金属間の接合部材であって、セラミックス成分の金属化合物層及びケイ素の単体の層を含み、前記セラミックス成分の金属化合物層における金属が1000℃での蒸気圧が0.1Pa以上であることを特徴とする、接合部材。
- 2つのセラミックス部材またはセラミックス部材と金属部材の接合方法であって、
1)両部材間に本発明の接合用材料を適用する工程、
2)接合用材料を適用した両部材を加熱して、ケイ素と金属の共融液相を得る工程、および
3)さらに過熱をして、金属を蒸発させるとともにケイ素の単体の層を得る工程
を含む、方法。 - 工程2)および工程3)を1x102Pa以下の減圧条件下で行うことを特徴とする、請求項10の方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021537373A JPWO2021025106A1 (ja) | 2019-08-07 | 2020-08-06 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019145396 | 2019-08-07 | ||
| JP2019-145396 | 2019-08-07 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021025106A1 true WO2021025106A1 (ja) | 2021-02-11 |
Family
ID=74502735
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/030156 WO2021025106A1 (ja) | 2019-08-07 | 2020-08-06 | セラミックス接合材 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2021025106A1 (ja) |
| WO (1) | WO2021025106A1 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000327442A (ja) * | 1999-05-14 | 2000-11-28 | Ngk Spark Plug Co Ltd | セラミックスと金属の接合体および製造方法並びに高温型二次電池 |
| JP2012116683A (ja) * | 2010-11-30 | 2012-06-21 | Showa Denko Kk | アルミニウムろう付品の製造方法 |
| JP2018032732A (ja) * | 2016-08-24 | 2018-03-01 | 三菱マテリアル株式会社 | セラミックス/Al−SiC複合材料接合体の製造方法、及びヒートシンク付パワーモジュール用基板の製造方法 |
-
2020
- 2020-08-06 JP JP2021537373A patent/JPWO2021025106A1/ja active Pending
- 2020-08-06 WO PCT/JP2020/030156 patent/WO2021025106A1/ja active Application Filing
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000327442A (ja) * | 1999-05-14 | 2000-11-28 | Ngk Spark Plug Co Ltd | セラミックスと金属の接合体および製造方法並びに高温型二次電池 |
| JP2012116683A (ja) * | 2010-11-30 | 2012-06-21 | Showa Denko Kk | アルミニウムろう付品の製造方法 |
| JP2018032732A (ja) * | 2016-08-24 | 2018-03-01 | 三菱マテリアル株式会社 | セラミックス/Al−SiC複合材料接合体の製造方法、及びヒートシンク付パワーモジュール用基板の製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| YANG TUOYU, ZHANG DEKU, WANG KEHONG, HUANG JUN: "Aluminium-Silicon-Magnesium Filler Metal for Aluminium Vacuum Brazing Wettability and Characteristics of Brazing Microstructure", MATERIALS TRANSACTIONS, THE JAPANESE INSTITUTE OF METALS AND MATERIALS, JP, vol. 57, no. 6, 1 January 2016 (2016-01-01), JP, pages 983 - 987, XP055792135, ISSN: 1345-9678, DOI: 10.2320/matertrans.M2016004 * |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2021025106A1 (ja) | 2021-02-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5975407A (en) | Method using a thick joint for joining parts in SiC-based materials by refractory brazing and refractory thick joint thus obtained | |
| JP6026285B2 (ja) | 非反応性のろう付けによりSiC系材料製の部品を接合する方法、ろう付け組成物、ならびにこの方法により得られる接合部および組付体 | |
| JP5122049B2 (ja) | 非反応性耐火性ろう付けによりSiCベースの材料からなる部材を組立てるための方法、ろう付け用はんだ組成物ならびにこの方法により得られる耐火接合および組立て品 | |
| Zhang et al. | Microstructure and brazing mechanism of porous Si3N4/Invar joint brazed with Ag-Cu-Ti/Cu/Ag-Cu multi-layered filler | |
| JP6026287B2 (ja) | 追加の強化材を使用した非反応性のろう付けによりSiC系材料製の部品を接合する方法、ろう付け組成物、ならびにそのような方法により得られる接合部および組付体 | |
| US8763883B2 (en) | Method for assembling parts made of SiC materials by non-reactive brazing, brazing compositions, and joint and assembly obtained by said method | |
| JP6026286B2 (ja) | 非反応性のろう付けによりSiC系材料の部品を接合する方法、ろう付け組成物、ならびにこの方法により得られる接合部および組付体 | |
| JP5665295B2 (ja) | 非反応性ろう付によるSiC系材料製物品の適度に耐火性の組立プロセス、ろう付組成物、並びにこのプロセスによって得られる接合部及び組立品 | |
| CA2679846C (en) | Metal-ceramic composite air braze with ceramic particulate | |
| JP4936261B2 (ja) | 炭化ホウ素含有セラミックス接合体及び該接合体の製造方法 | |
| US9776929B2 (en) | Method for assembling parts made of SiC materials by means of non-reactive brazing in an oxidizing atmosphere, brazing compositions, and gasket and assembly obtained by said method | |
| JP2005305526A (ja) | 銅とセラミックス又は炭素基銅複合材料との接合用ろう材及び同接合方法 | |
| Chen et al. | Interfacial microstructure and strength of partial transient liquid-phase bonding of silicon nitride with Ti/Ni multi-interlayer | |
| US10093582B2 (en) | Process for the moderately refractory assembling of articles made of SiC-based materials by non-reactive brazing in an oxidizing atmosphere, brazing compositions, and joint and assembly obtained by this process | |
| Xiong et al. | V-containing-active high-temperature brazes for ceramic joining | |
| WO2021025106A1 (ja) | セラミックス接合材 | |
| Koltsov et al. | Brazing of AlN to SiC by a Pr silicide: Physicochemical aspects | |
| JP5809884B2 (ja) | 炭化ホウ素含有セラミックス接合体及び該接合体の製造方法 | |
| JP2001048670A (ja) | セラミックス−金属接合体 | |
| JP2001114575A (ja) | セラミックスとセラミックスとの接合体及びその接合方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20850964 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021537373 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20850964 Country of ref document: EP Kind code of ref document: A1 |