WO2021025025A1 - 樹脂多層基板および樹脂多層基板の製造方法 - Google Patents
樹脂多層基板および樹脂多層基板の製造方法 Download PDFInfo
- Publication number
- WO2021025025A1 WO2021025025A1 PCT/JP2020/029853 JP2020029853W WO2021025025A1 WO 2021025025 A1 WO2021025025 A1 WO 2021025025A1 JP 2020029853 W JP2020029853 W JP 2020029853W WO 2021025025 A1 WO2021025025 A1 WO 2021025025A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin
- conductor pattern
- multilayer substrate
- thermoplastic resin
- protective coating
- Prior art date
Links
- 229920005989 resin Polymers 0.000 title claims abstract description 273
- 239000011347 resin Substances 0.000 title claims abstract description 273
- 239000000758 substrate Substances 0.000 title claims abstract description 123
- 238000004519 manufacturing process Methods 0.000 title claims description 28
- 239000004020 conductor Substances 0.000 claims abstract description 334
- 239000011253 protective coating Substances 0.000 claims abstract description 129
- 229920005992 thermoplastic resin Polymers 0.000 claims abstract description 75
- 238000003860 storage Methods 0.000 claims abstract description 12
- 230000007423 decrease Effects 0.000 claims abstract description 5
- 239000010410 layer Substances 0.000 claims description 142
- 230000001681 protective effect Effects 0.000 claims description 71
- 239000011229 interlayer Substances 0.000 claims description 23
- 238000010030 laminating Methods 0.000 claims description 10
- 238000000034 method Methods 0.000 claims description 10
- 239000011248 coating agent Substances 0.000 claims description 8
- 238000000576 coating method Methods 0.000 claims description 8
- 239000000463 material Substances 0.000 claims description 7
- 238000004804 winding Methods 0.000 claims description 4
- 238000003475 lamination Methods 0.000 claims description 2
- 239000010408 film Substances 0.000 description 81
- 238000010438 heat treatment Methods 0.000 description 16
- 230000000694 effects Effects 0.000 description 7
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 4
- 229920000106 Liquid crystal polymer Polymers 0.000 description 4
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 description 4
- 239000004813 Perfluoroalkoxy alkane Substances 0.000 description 4
- 239000004696 Poly ether ether ketone Substances 0.000 description 4
- 230000000052 comparative effect Effects 0.000 description 4
- 229920011301 perfluoro alkoxyl alkane Polymers 0.000 description 4
- 229920002530 polyetherether ketone Polymers 0.000 description 4
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 4
- 239000004810 polytetrafluoroethylene Substances 0.000 description 4
- 238000003825 pressing Methods 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- -1 polytetrafluoroethylene Polymers 0.000 description 2
- 239000012790 adhesive layer Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 239000003990 capacitor Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000012787 coverlay film Substances 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 238000000059 patterning Methods 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 238000000206 photolithography Methods 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
Images








Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/03—Use of materials for the substrate
- H05K1/0306—Inorganic insulating substrates, e.g. ceramic, glass
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/0296—Conductive pattern lay-out details not covered by sub groups H05K1/02 - H05K1/0295
- H05K1/0298—Multilayer circuits
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/18—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles incorporating preformed parts or layers, e.g. compression moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/003—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/22—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of indefinite length
- B29C43/28—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of indefinite length incorporating preformed parts or layers, e.g. compression moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/22—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of indefinite length
- B29C43/30—Making multilayered or multicoloured articles
- B29C43/305—Making multilayered articles
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F17/00—Fixed inductances of the signal type
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/2804—Printed windings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/041—Printed circuit coils
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/0296—Conductive pattern lay-out details not covered by sub groups H05K1/02 - H05K1/0295
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/0011—Working of insulating substrates or insulating layers
- H05K3/0014—Shaping of the substrate, e.g. by moulding
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/46—Manufacturing multilayer circuits
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/46—Manufacturing multilayer circuits
- H05K3/4611—Manufacturing multilayer circuits by laminating two or more circuit boards
- H05K3/4623—Manufacturing multilayer circuits by laminating two or more circuit boards the circuit boards having internal via connections between two or more circuit layers before lamination, e.g. double-sided circuit boards
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/46—Manufacturing multilayer circuits
- H05K3/4611—Manufacturing multilayer circuits by laminating two or more circuit boards
- H05K3/4626—Manufacturing multilayer circuits by laminating two or more circuit boards characterised by the insulating layers or materials
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/46—Manufacturing multilayer circuits
- H05K3/4611—Manufacturing multilayer circuits by laminating two or more circuit boards
- H05K3/4626—Manufacturing multilayer circuits by laminating two or more circuit boards characterised by the insulating layers or materials
- H05K3/4632—Manufacturing multilayer circuits by laminating two or more circuit boards characterised by the insulating layers or materials laminating thermoplastic or uncured resin sheets comprising printed circuits without added adhesive materials between the sheets
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/46—Manufacturing multilayer circuits
- H05K3/4688—Composite multilayer circuits, i.e. comprising insulating layers having different properties
- H05K3/4694—Partitioned multilayer circuits having adjacent regions with different properties, e.g. by adding or inserting locally circuit layers having a higher circuit density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/18—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles incorporating preformed parts or layers, e.g. compression moulding around inserts or for coating articles
- B29C2043/181—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles incorporating preformed parts or layers, e.g. compression moulding around inserts or for coating articles encapsulated
- B29C2043/182—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles incorporating preformed parts or layers, e.g. compression moulding around inserts or for coating articles encapsulated completely
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/20—Making multilayered or multicoloured articles
- B29C43/203—Making multilayered articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/52—Heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
- B29K2101/12—Thermoplastic materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/34—Electrical apparatus, e.g. sparking plugs or parts thereof
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/2804—Printed windings
- H01F2027/2809—Printed windings on stacked layers
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/01—Dielectrics
- H05K2201/0104—Properties and characteristics in general
- H05K2201/0129—Thermoplastic polymer, e.g. auto-adhesive layer; Shaping of thermoplastic polymer
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/01—Dielectrics
- H05K2201/0104—Properties and characteristics in general
- H05K2201/0133—Elastomeric or compliant polymer
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/01—Dielectrics
- H05K2201/0137—Materials
- H05K2201/015—Fluoropolymer, e.g. polytetrafluoroethylene [PTFE]
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/01—Dielectrics
- H05K2201/0183—Dielectric layers
- H05K2201/0187—Dielectric layers with regions of different dielectrics in the same layer, e.g. in a printed capacitor for locally changing the dielectric properties
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/09—Shape and layout
- H05K2201/09009—Substrate related
- H05K2201/091—Locally and permanently deformed areas including dielectric material
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/38—Improvement of the adhesion between the insulating substrate and the metal
- H05K3/381—Improvement of the adhesion between the insulating substrate and the metal by special treatment of the substrate
Definitions
- the present invention relates to a resin multilayer substrate and a method for manufacturing a resin multilayer substrate formed by laminating resin layers made of a thermoplastic resin.
- a resin multilayer substrate including a laminate formed by laminating a plurality of resin layers made of a thermoplastic resin and thermocompression bonding and a conductor pattern formed on the laminate is known.
- Patent Document 1 describes a resin in which a protective film is formed on at least one side of the conductor patterns in order to prevent short circuits between the conductor patterns due to misalignment of the conductor patterns due to the flow of the resin layer during thermocompression bonding.
- Multilayer substrates are disclosed.
- the protective film is a protective film or an oxide film of a thermosetting resin that is thermally cured at a temperature lower than the press temperature at the time of thermocompression bonding.
- the protective film shown in Patent Document 1 has a lower fluidity at the press temperature during thermocompression bonding than the resin layer, and the stepped portion (from the surface of the resin layer) formed by the protective film and the conductor pattern during thermocompression bonding.
- the step) is large. Therefore, when a plurality of resin layers are laminated and thermocompression bonded so as to cover the conductor pattern with the resin layer, it is difficult to deform the resin layer along the shape of the conductor pattern and the protective coating, and the step after the thermocompression bonding. A gap may be generated due to the portion, which may cause peeling of the resin multilayer substrate or the like.
- the protective film is formed of an oxide film
- a heating step or the like for forming the oxide film is required on the surface of the conductor pattern provided on the resin layer, which complicates the process.
- the resin layer and the conductor pattern may be deformed or misaligned, and the electrical characteristics of the resin multilayer substrate after thermocompression bonding (after lamination) may change.
- An object of the present invention is a resin multilayer substrate capable of suppressing short circuits between conductor patterns by covering the conductor patterns with a protective film and suppressing the generation of gaps formed inside the laminate after thermocompression bonding.
- the purpose is to provide a manufacturing method.
- the resin multilayer substrate of the present invention includes a laminate formed by laminating and heat-bonding a plurality of resin layers made of a first thermoplastic resin, a first conductor pattern formed inside the laminate, and the laminate.
- a first protective coating made of a second thermoplastic resin which is formed inside the above and covers at least one side and the side surface of the first conductor pattern, and comprises the first thermoplastic resin and the second thermoplastic resin. Is softened below a predetermined press temperature, and the second thermoplastic resin has a lower storage elasticity than the first thermoplastic resin at a temperature lower than the predetermined press temperature and higher than room temperature.
- the resin multilayer substrate of the present invention includes a laminate formed by laminating and heat-bonding a plurality of resin layers made of the first thermoplastic resin, and a first conductor pattern formed inside the laminate.
- the thermoplastic resin is softened at a predetermined press temperature or lower, and the second thermoplastic resin has a softening point lower than that of the first thermoplastic bark.
- the above configuration even if a gap is generated around the first conductor pattern after the temperature is lowered and the plurality of resin layers are cured after heating at the time of forming the laminated body, it exists around the first conductor pattern.
- the gap is filled with the softened first protective film. Therefore, the generation of gaps formed inside the laminated body after thermocompression bonding is suppressed, and the layer peeling starting from the gaps is suppressed.
- the first thermoplastic resin (plurality of resin layers) is more than the second thermoplastic resin (first protective film) when the temperature is lowered after heating at the time of forming the laminate. It cures first.
- the softened first protective film is restrained by the surrounding first thermoplastic resin, a large flow of the first protective film is suppressed, and large deformation and misalignment of the first conductor pattern are suppressed. Therefore, changes in electrical characteristics due to deformation and misalignment of the first conductor pattern after thermocompression bonding can be suppressed.
- the method for manufacturing a resin multilayer substrate of the present invention is A second thermoplastic resin having a storage elastic modulus lower in the first resin layer among a plurality of resin layers made of the first thermoplastic resin at a temperature lower than the predetermined press temperature and higher than room temperature than the first thermoplastic resin.
- a film forming step of forming a first protective film composed of A conductor pattern forming step of forming a first conductor pattern on the surface of the first protective coating, and After the conductor pattern forming step, the plurality of resin layers including the first resin layer are laminated and thermocompression bonded at a predetermined press temperature to form a laminated body, and the laminated body is arranged inside the laminated body.
- a laminate forming step of coating at least one surface and a side surface of the first conductor pattern with the first protective coating is characterized by having.
- the first thermoplastic resin (plurality of resin layers) is cured before the second thermoplastic resin (first protective film) as the temperature decreases.
- the softened first protective film is restrained by the surrounding first thermoplastic resin, so that a large flow of the first protective film is suppressed, and large deformation and misalignment of the first conductor pattern are suppressed.
- the protective film is formed of an oxide film
- a heating step or the like for forming the oxide film on the surface of the conductor pattern provided on the resin layer is required, which complicates the manufacturing process.
- the conductor pattern may be deformed or misaligned due to the flow of the resin layer, and the electrical characteristics of the resin multilayer substrate after thermocompression bonding may change.
- a resin multilayer substrate having a structure in which at least one surface and a side surface of the first conductor pattern are coated with the first protective coating is obtained only by thermocompression bonding (heat pressing) a plurality of resin layers. Be done. Therefore, the manufacturing process of the resin multilayer substrate 101 is reduced, and the cost can be kept low.
- a resin multilayer substrate capable of suppressing short circuits between conductor patterns by covering the conductor patterns with a protective coating and suppressing the generation of gaps formed inside the laminate after thermocompression bonding. ..
- FIG. 1 is an external perspective view of the resin multilayer substrate 101 according to the first embodiment.
- 2 (A) and 2 (B) are partial cross-sectional views showing the internal configuration of the resin multilayer substrate 101.
- FIG. 2A is a cross-sectional view of the resin multilayer substrate 101 after thermocompression bonding, and is a cross-sectional view taken along the line AA in FIG.
- FIG. 2B is a cross-sectional view of the resin multilayer substrate 101 before thermocompression bonding.
- FIG. 3 is a cross-sectional view showing the manufacturing process of the resin multilayer substrate 101 in order.
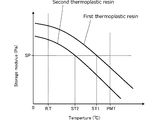
- FIG. 4 is a diagram showing the relationship between the temperature of the first thermoplastic resin and the second thermoplastic resin and the storage elastic modulus.
- FIG. 5 is a partial cross-sectional view showing the internal configuration of the resin multilayer substrate 100 as a comparative example.
- FIG. 6 is a partial cross-sectional view showing the internal configuration of the resin multilayer substrate 102 according to the second embodiment.
- 7 (A) and 7 (B) are partial cross-sectional views showing the internal configuration of the resin multilayer substrate 103 according to the third embodiment.
- FIG. 7A is a cross-sectional view of the resin multilayer substrate 103 after thermocompression bonding
- FIG. 7B is a cross-sectional view of the resin multilayer substrate 103 before thermocompression bonding.
- 8 (A) and 8 (B) are partial cross-sectional views showing the internal configuration of the resin multilayer substrate 104 according to the fourth embodiment.
- FIG. 8A is a cross-sectional view of the resin multilayer substrate 104 after thermocompression bonding
- FIG. 8B is a cross-sectional view of the resin multilayer substrate 104 before thermocompression bonding.
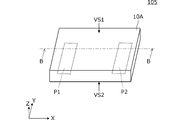
- FIG. 9 is an external perspective view of the resin multilayer substrate 105 according to the fifth embodiment.
- FIG. 10 is an exploded perspective view of the resin multilayer substrate 105.
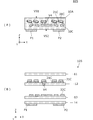
- 11 (A) and 11 (B) are cross-sectional views showing the internal structure of the resin multilayer substrate 105.
- FIG. 11A is a cross-sectional view of the resin multilayer substrate 105 after thermocompression bonding, and is a cross-sectional view taken along the line BB in FIG.
- FIG. 11B is a cross-sectional view of the resin multilayer substrate 105 before thermocompression bonding.
- FIG. 1 is an external perspective view of the resin multilayer substrate 101 according to the first embodiment.
- 2 (A) and 2 (B) are partial cross-sectional views showing the internal configuration of the resin multilayer substrate 101.
- FIG. 2A is a cross-sectional view of the resin multilayer substrate 101 after thermocompression bonding, and is a cross-sectional view taken along the line AA in FIG.
- FIG. 2B is a cross-sectional view of the resin multilayer substrate 101 before thermocompression bonding.
- the resin multilayer substrate 101 includes a laminate 10, first conductor patterns 31A and 31B, second conductor patterns 32A and 32B, a first protective coating 21, a second protective coating 22, an interlayer connecting conductor V1 and the like.
- the laminated body 10 is a rectangular flat plate whose longitudinal direction coincides with the X-axis direction.
- the laminated body 10 has a first main surface VS1 and a second main surface VS2 facing each other.
- the first conductor patterns 31A and 31B, the second conductor patterns 32A and 32B, the first protective coating 21, the second protective coating 22, and the interlayer connection conductor V1 are formed inside the laminated body 10.
- the laminated body 10 is formed by laminating the resin layers 13, 12, and 11 in this order and thermocompression bonding.
- the resin layers 11, 12, and 13 are all rectangular flat plates whose longitudinal directions coincide with the X-axis direction.
- the resin layers 11, 12, and 13 are resin sheets made of the first thermoplastic resin.
- the first thermoplastic resin is, for example, a liquid crystal polymer (LCP) or a polyetheretherketone (PEEK).
- the resin layer 12 corresponds to the "first resin layer” of the present invention
- the resin layer 13 corresponds to the "second resin layer” of the present invention.
- the two first protective coatings 21 and first conductor patterns 31A and 31B are provided on the surface side of the resin layer 12.
- the two first protective coatings 21 are made of a second thermoplastic resin that covers one side (the lower surface of the first conductor patterns 31A and 31B in FIG. 2A) and the side surface of the first conductor patterns 31A and 31B, respectively. It is a protective film.
- the second thermoplastic resin is a fluororesin such as perfluoroalkoxy alkane (PFA) or polytetrafluoroethylene (PTFE). Further, an interlayer connecting conductor V1 is formed on the resin layer 12.
- the two second protective coatings 22 and second conductor patterns 32A and 32B are provided on the surface side of the resin layer 13.
- the two second protective coatings 22 are made of a second thermoplastic resin that covers one side (the lower surface of the second conductor patterns 32A and 32B in FIG. 2A) and the side surface of the second conductor patterns 32A and 32B, respectively. It is a protective film.
- the first conductor pattern 31B and the second conductor pattern 32B partially overlap each other when viewed from the Z-axis direction (the stacking directions of the plurality of resin layers 11, 12, 13). ..
- the first conductor pattern 31B and the second conductor pattern 32B are connected to each other via the interlayer connection conductor V1.
- the second conductor patterns 32A and 32B are on the opposite side ( ⁇ Z direction side) of the first protective coating 21 from the first conductor patterns 31A and 31B in the Z-axis direction. ) Is located. Further, in the first protective coating 21, between the first conductor patterns 31A and 31B and the second conductor patterns 32A and 32B, and at least the first conductor patterns 31A and 31B and the second conductor patterns 32A and 32B are the most mutually. It is located in close proximity.
- the resin layers 11 to 13 (first thermoplastic resin) and the protective film (the first protective film 21 and the second protective film 22 made of the second thermoplastic resin) are both softened at a predetermined press temperature or lower (storage elastic modulus). It is a resin material (the rate is low).
- the resin layers 11 to 13 are softened at a lower temperature (a temperature equal to or lower than a predetermined press temperature and higher than normal temperature) than the protective film. Further, the adhesion between the protective film and the conductor pattern is higher than the adhesion between the resin layers 11 to 13 and the conductor pattern.
- the resin multilayer substrate 101 according to this embodiment is manufactured by, for example, the following manufacturing method.
- FIG. 3 is a cross-sectional view showing the manufacturing process of the resin multilayer substrate 101 in order.
- FIG. 4 is a diagram showing the relationship between the temperature of the first thermoplastic resin and the second thermoplastic resin and the storage elastic modulus.
- the “aggregate substrate” refers to a substrate including a plurality of resin multilayer substrates 101.
- R. in FIG. T is room temperature (Room Temperature)
- PMT is the maximum temperature at the time of thermocompression bonding.
- thermoplastic resin is a resin material whose storage elastic modulus is lower than that of the first thermoplastic resin at a lower temperature (temperature below the predetermined press temperature and above room temperature).
- the first conductor patterns 31A and 31B and the second conductor patterns 32A and 32B are formed on the surface of the protective film, respectively, and the protective film is formed.
- the first protective film 21 and the second protective film 22 are formed by etching.
- the protective coatings on which the first conductor patterns 31A and 31B and the second conductor patterns 32A and 32B are formed on the surfaces are attached to the resin layers 12 and 13, and then the protective coatings are etched to form the first protective coating 21.
- the second protective coating 22 may be formed.
- the first thermoplastic resin is, for example, a liquid crystal polymer (LCP) or a polyetheretherketone (PEEK).
- the second thermoplastic resin is a fluororesin such as perfluoroalkoxy alkane (PFA) or polytetrafluoroethylene (PTFE).
- the first conductor patterns 31A and 31B and the second conductor patterns 32A and 32B are formed by, for example, laminating a metal foil (Cu foil) on the surface of a protective film and patterning the laminated metal foil by photolithography.
- Cu foil metal foil
- This step of forming the first protective coating 21 on the first resin layer (resin layer 12) is an example of the “coating formation step” of the present invention. Further, this step of forming the first conductor patterns 31A and 31B on the surface of the first protective coating 21 in which one surface is in contact with the first protective coating 21 is an example of the “conductor pattern forming step” of the present invention.
- the “film forming step” of the present embodiment includes a step of forming the second protective coating 22 on the second resin layer (resin layer 13). Further, in the "conductor pattern forming step” of the present embodiment, a step of forming the second conductor patterns 32A and 32B on the surface of the second protective coating 22 in which one surface is in contact with the second protective coating 22 (second resin layer). The step of providing the second conductor pattern) is included.
- the interlayer connecting conductor V1 is formed on the resin layer 12.
- the interlayer connecting conductor V1 is provided with a through hole (a hole penetrating the resin layer 12 and the first protective coating 21) from the back surface of the resin layer 12 by a laser or the like, and then one or more of Cu, Sn, and the like.
- it is provided by disposing a conductive paste containing those alloys and curing it by thermocompression bonding (heat pressing) afterwards.
- the resin layers 13, 12, and 11 are laminated (placed) in this order.
- the plurality of resin layers 11 to 13 are formed so that the second conductor patterns 32A and 32B are located on the side opposite to the first conductor patterns 31A and 31B with respect to the first protective coating 21 in the Z-axis direction. Stacked.
- the laminated resin layers 11 to 13 are thermocompression-bonded (heat-pressed) at a predetermined press temperature (about 200 ° C. to 300 ° C.) in FIG.
- the laminated body 10 shown in (4) of No. 1 is formed.
- the second temperature ST2 shown in FIG. 4 is reached during thermocompression bonding, the first protective coating 21 sandwiched between the resin layers 11 and 12 is softened and sandwiched between the resin layers 12 and 13.
- the second protective coating 22 is softened.
- a part of the first conductor patterns 31A and 31B is embedded in the first protective coating 21, and one surface (lower surface) and the side surface of the first conductor patterns 31A and 31B are covered with the first protective coating 21.
- a part of the second conductor patterns 32A and 32B is embedded in the second protective coating 22, and one surface (lower surface) and the side surface of the second conductor patterns 32A and 32B are covered with the second protective coating 22.
- the second temperature ST2 is a temperature at which the second thermoplastic resin constituting the protective film softens, for example, 100 ° C. to 250 ° C.
- one surface (lower surface of the first conductor patterns 31A and 31B in FIG. 3) and the side surface of the first conductor patterns 31A and 31B arranged inside the laminated body 10 are covered with the first protective coating 21.
- one surface (lower surface of the second conductor patterns 32A and 32B in FIG. 3) and the side surface of the second conductor patterns 32A and 32B are covered with the second protective coating 22.
- the first temperature ST1 is a temperature at which the first thermoplastic resin constituting the resin layers 11 to 13 softens, for example, 200 ° C. to 300 ° C.
- softening in the present specification means that the object is in a state where it easily flows (softening point SP), and is, for example, a state in which the storage elastic modulus is 10 7 to 10 9 Pa.
- the "softening point” is the temperature at which softening begins.
- the resin layers 11 to 13 and the protective coating (first protective coating 21 and second protective coating 22) are cured in this order.
- the second temperature ST2 at which the protective film softens is lower than the first temperature ST1 at which the resin layers 11 to 13 soften. Therefore, even if the temperature drops below the first temperature ST1 and the resin layers 11 to 13 are cured, the protective film is softened until the temperature falls below the second temperature ST2. Therefore, even if a gap is generated around the conductor patterns (first conductor patterns 31A, 31B and second conductor patterns 32A, 32B) inside the laminate when the temperature drops to a temperature lower than the first temperature ST1, the conductors The softened protective film existing around the pattern is deformed to fill the gap.
- a plurality of resin layers 11 to 13 are laminated and thermocompression bonded at a predetermined press temperature to form a laminated body 10, and at least one surface and a side surface of the first conductor patterns 31A and 31B arranged inside the laminated body 10 are formed.
- This step of coating with the first protective coating 21 is an example of the "laminate forming step" of the present invention.
- the manufacturing method according to the present embodiment when the temperature drops below the first temperature ST1 after heating by thermocompression bonding, the conductor patterns (first conductor patterns 31A and 31B and second conductor patterns 32A and 32B) ), The softened protective coatings (first protective coating 21 and second protective coating 22) existing around the conductor pattern are deformed to fill the gaps. That is, according to the above manufacturing method, it is not necessary to apply high pressure or high temperature at the time of thermocompression bonding so as not to generate a gap inside the laminated body.
- the resin layers 11 to 13 are cured before the protective film (second thermoplastic resin) as the temperature drops.
- the protective film in the softened state is restrained by the surrounding resin (first thermoplastic resin), so that a large flow of the protective film is suppressed, and large deformation and misalignment of the conductor pattern are suppressed.
- the protective film is formed of an oxide film
- a heating step or the like for forming the oxide film on the surface of the conductor pattern provided on the resin layer is required, which complicates the manufacturing process.
- the conductor pattern may be deformed or misaligned due to the flow of the resin layer, and the electrical characteristics of the resin multilayer substrate after thermocompression bonding may change.
- at least one surface of the conductor pattern is only by thermocompression bonding (heat pressing) the plurality of resin layers 11 to 13.
- a resin multilayer substrate 101 having a structure in which the side surfaces are coated with a protective film can be obtained. Therefore, the manufacturing process of the resin multilayer substrate 101 is reduced, and the cost can be kept low.
- a resin multilayer substrate 101 in which the above is suppressed can be easily obtained.
- FIG. 5 is a partial cross-sectional view showing the internal configuration of the resin multilayer substrate 100 as a comparative example.
- the resin multilayer substrate 100 which is a comparative example, is different from the resin multilayer substrate 101 in that a protective coating is not arranged between the first conductor patterns 31A and 31B and the second conductor patterns 32A and 32B facing each other in the Z-axis direction. different. That is, the protective coatings (first protective coating 21 and second protective coating 22) of the resin multilayer substrate 100 are arranged at locations where the first conductor patterns 31A and 31B and the second conductor patterns 32A and 32B are closest to each other. Absent. Other configurations of the resin multilayer substrate 100 are the same as those of the resin multilayer substrate 101.
- the resin flows during thermocompression bonding.
- the first conductor patterns 31A and 31B and the second conductor patterns 32A and 32B may be short-circuited due to misalignment or deformation of the conductor patterns (first conductor patterns 31A and 31B and second conductor patterns 32A and 32B).
- one surface (lower surface) of the first conductor patterns 31A and 31B is covered with the first protective coating 21.
- the first protective coating 21 is formed between the first conductor patterns 31A and 31B and the second conductor patterns 32A and 32B, and at least the first conductor patterns 31A and 31B and the second conductor patterns 32A and 32B are the most mutually. It is located in close proximity. With this configuration, short circuits of the first conductor patterns 31A and 31B due to the flow of the resin during thermocompression bonding are suppressed.
- the first protective coating 21 covering at least one surface and the side surface of the first conductor patterns 31A and 31B has a lower temperature (predetermined) than the resin layers 11 to 13 constituting the laminate 10.
- the storage elastic modulus decreases at temperatures below the press temperature and above room temperature. According to this configuration, even if a gap is formed around the first conductor patterns 31A and 31B after the temperature drops and the resin layers 11 to 13 are cured after heating at the time of forming the laminated body, the first conductor pattern The gap is filled with the softened first protective coating 21 existing around 31A and 31B. Therefore, the generation of gaps formed inside the laminated body 10 after thermocompression bonding is suppressed, and layer peeling starting from the gaps is suppressed.
- the first thermoplastic resin (resin layers 11 to 13) becomes the second thermoplastic resin (first protective film 21 and second) when the temperature decreases after heating at the time of forming the laminate. It cures before the protective film 22).
- the softened protective film is restrained by the surrounding resin (first thermoplastic resin), the significant flow of the protective film is suppressed, and the conductor patterns (first conductor patterns 31A, 31B and second conductor patterns 32A) are suppressed. , 32B), large deformation and misalignment are suppressed. Therefore, changes in electrical characteristics due to deformation and misalignment of the conductor pattern after thermocompression bonding can be suppressed.
- the resin multilayer substrate 101 includes not only the first protective coating 21 but also the second protective coating 22 that covers at least one side and the side surface of the second conductor patterns 32A and 32B.
- the resin multilayer substrate 101 includes not only the first protective coating 21 but also the second protective coating 22 that covers at least one side and the side surface of the second conductor patterns 32A and 32B.
- the conductor pattern (first conductor pattern 31A) is formed by the protective coating (first protective coating 21 and second protective coating 22) having a smaller dielectric loss than the resin layers 11 to 13.
- the protective coating (first protective coating 21 and second protective coating 22) having a smaller dielectric loss than the resin layers 11 to 13.
- 31B and the second conductor patterns 32A, 32B) are covered at least in part.
- the dielectric loss tangent of the protective film is smaller than the dielectric loss tangent of the resin layers 11 to 13.
- the relative permittivity of the protective coating is lower than the relative permittivity of the resin layers 11 to 13.
- the line width of the conductor pattern formed on the laminated body 10 can be increased, and the conductor loss of the circuit can be reduced. Further, when a circuit having a predetermined characteristic is formed on a resin multilayer substrate, the resin layer can be thinned without narrowing the line width of the conductor pattern, and the laminate 10 can be thinned.
- the edge portions of the conductor patterns are relative to each other.
- Each is coated with a protective film having a low dielectric loss.
- the edge portion of the conductor pattern has a relatively high current density as compared with other parts of the conductor pattern. Therefore, according to this configuration, the dielectric loss can be effectively reduced as compared with the case where the protective coating is used to cover other than the edge portion of the conductor pattern.
- the first conductor patterns 31A and 31B and the second conductor patterns 32A and 32B partially overlap when viewed from the Z-axis direction. According to this configuration, the first conductor patterns 31A and 31B and the second conductor patterns 32A and 32B are likely to be tilted or displaced due to the flow of the resin during thermocompression bonding, but even in that case, the first protective coating 21 provides the first protective coating. Short circuit of 1 conductor patterns 31A and 31B is suppressed.
- the first conductor pattern 31B and the second conductor pattern 32B are connected to each other via the interlayer connection conductor V1. According to this configuration, the strength of the three-dimensional structure composed of the first conductor pattern 31B, the second conductor pattern 32B, and the like is increased, and deformation and short circuits due to the flow of the resin during thermocompression bonding are suppressed. Therefore, changes in the electrical characteristics of the circuit formed on the resin multilayer substrate can be suppressed.
- the adhesion between the protective coating (first protective coating 21 and the second protective coating 22) and the conductor pattern is higher than the adhesion between the resin layers 11 to 13 and the conductor pattern. According to this configuration, even if the softened resin layers 11 to 13 flow greatly during thermocompression bonding, the state in which the protective film is coated on the surface of the conductor pattern is maintained, and the conductor patterns are further short-circuited during thermocompression bonding. Can be suppressed.
- Second Embodiment an example of a resin multilayer substrate having a portion where the first conductor pattern and the second conductor pattern do not overlap when viewed from the stacking direction is shown.
- FIG. 6 is a partial cross-sectional view showing the internal configuration of the resin multilayer substrate 102 according to the second embodiment.
- the resin multilayer substrate 102 relates to the resin multilayer substrate according to the first embodiment in that the first conductor pattern 31A and the second conductor pattern 32A do not overlap (become offset from each other) when viewed from the Z-axis direction. Different from 101. Other configurations of the resin multilayer substrate 102 are the same as those of the resin multilayer substrate 101.
- the first conductor pattern 31A and the second conductor pattern 32A do not overlap in the Z-axis direction as in the present embodiment, the first conductor pattern 31A or the second conductor pattern due to the resin flow during thermocompression bonding There is a risk of a short circuit due to inclination or displacement of 32A. Therefore, it is possible to cover at least one surface and the side surface of the first conductor pattern 31A with the first protective coating 21. A location where the first conductor pattern 31A and the second conductor pattern 32A are closest to each other in order to suppress a short circuit between the first conductor pattern 31A and the second conductor pattern 32A (the lower left side of the first conductor pattern 31A in FIG. 6). It is effective to arrange the first protective coating 21 on the surface.
- Third Embodiment an example of a resin multilayer substrate in which a protective film covers a part of the other surface in addition to one surface and the side surface of the conductor pattern is shown.
- FIG. 7 (A) and 7 (B) are partial cross-sectional views showing the internal configuration of the resin multilayer substrate 103 according to the third embodiment.
- FIG. 7A is a cross-sectional view of the resin multilayer substrate 103 after thermocompression bonding
- FIG. 7B is a cross-sectional view of the resin multilayer substrate 103 before thermocompression bonding.
- the resin multilayer substrate 103 is different from the resin multilayer substrate 101 according to the first embodiment in that it includes a first protective coating 21A that covers one surface, a side surface, and a part of the other surface of the first conductor patterns 31A and 31B. different. Further, the resin multilayer substrate 103 is different from the resin multilayer substrate 101 in that it includes a second protective coating 22A that covers one surface, a side surface, and a part of the other surface of the second conductor patterns 32A and 32B. Other configurations of the resin multilayer substrate 103 are the same as those of the resin multilayer substrate 101.
- the first protective coating 21A not only one surface and the side surface of the first conductor patterns 31A and 31B but also a part of the other surface (upper surface) is covered with the first protective coating 21A. According to this configuration, a short circuit between the first conductor patterns 31A and 31B and another conductor pattern can be further suppressed. This also applies to the second conductor patterns 32A and 32B.
- the resin multilayer substrate 103 according to the present embodiment is manufactured by, for example, the following manufacturing method.
- the resin layers 11, 12, and 13 made of the first thermoplastic resin are prepared.
- the first protective film 21A and the second protective film 22A made of the second thermoplastic resin are formed on the resin layers 12 and 13, respectively (coating step).
- the first conductor patterns 31A and 31B are formed on the surface of the first protective coating 21A
- the second conductor patterns 32A and 32B are formed on the surface of the second protective coating 22A (conductor pattern forming step).
- the interlayer connection conductor V1 is formed on the resin layer 12.
- the line widths of the protective coatings (first protective coating 21A and second protective coating 22A) before thermocompression bonding are the conductor patterns (first conductor patterns 31A, 31B and second conductor pattern 32A). , 32B) wider than the line width.
- the resin layers 13, 12, and 11 are laminated (placed) in this order, and the laminated resin layers 11 to 13 are thermocompression-bonded (collectively pressed) at a predetermined press temperature to form the laminated body 10. (Laminate body forming step).
- the first protective coating 21A formed wider than the first conductor patterns 31A and 31B is applied not only to one surface (lower surface) and side surface of the first conductor patterns 31A and 31B but also to the other surface (upper surface). Wrap around to. In this way, the first protective coating 21A after thermocompression bonding covers at least a part of one surface, the side surface, and the other surface of the first conductor patterns 31A and 31B.
- the second protective coating 22A formed wider than the second conductor patterns 32A and 32B wraps around not only one surface and the side surface of the second conductor patterns 32A and 32B but also the other surface. In this way, the second protective coating 22A after thermocompression bonding covers at least a part of one surface, the side surface, and the other surface of the second conductor patterns 32A and 32B.
- the line width of the protective film before thermocompression bonding is made wider than the line width of the conductor pattern so that the protective film covers one surface, the side surface, and a part of the other surface after thermocompression bonding.
- the method is not limited to this method.
- the protective film may wrap around to the other surface after thermocompression bonding. That is, the coverage range and amount of the protective coating on the other surface of the conductor pattern can be adjusted by the line width and thickness of the protective coating before thermocompression bonding.
- FIG. 8 (A) and 8 (B) are partial cross-sectional views showing the internal configuration of the resin multilayer substrate 104 according to the fourth embodiment.
- FIG. 8A is a cross-sectional view of the resin multilayer substrate 104 after thermocompression bonding
- FIG. 8B is a cross-sectional view of the resin multilayer substrate 104 before thermocompression bonding.
- the resin multilayer substrate 104 is different from the resin multilayer substrate 103 according to the third embodiment in that it includes a first protective coating 21B that covers the entire circumference of the first conductor patterns 31A and 31B. Further, the resin multilayer substrate 104 is different from the resin multilayer substrate 103 in that it includes a second protective coating 22B that covers the entire circumference of the second conductor patterns 32A and 32B. Other configurations of the resin multilayer substrate 104 are the same as those of the resin multilayer substrate 103.
- covering the entire circumference means covering the entire circumference (entire surface) of the conductor pattern.
- the entire circumference of the first conductor patterns 31A and 31B is covered with the first protective coating 21B.
- the first conductor patterns 31A and 31B are between the first conductor patterns 31A and 31B and the other conductor patterns as compared with the case where a part of the first conductor patterns 31A and 31B is not covered with the protective coating. Short circuits can be further suppressed. This also applies to the second conductor patterns 32A and 32B.
- the resin multilayer substrate 104 according to this embodiment is manufactured by, for example, the following manufacturing method.
- first protective film 21B1 is formed on the resin layer 12 (first resin layer), and a first protective film 21B1 is formed on the resin layer 13 (second resin layer).
- 2 Protective coating 22B1 is formed (film forming step).
- the first conductor patterns 31A and 31B are formed on the surface of the first protective coating 21B1, and the second conductor patterns 32A and 32B are formed on the surface of the second protective coating 22B1.
- One surface (lower surface) of the first conductor patterns 31A and 31B is in contact with the first protective coating 21B1, and one surface (lower surface) of the second conductor patterns 32A and 32B is in contact with the second protective coating 22B1.
- the interlayer connection conductor V1 is formed on the resin layer 12.
- the line width of the protective coatings (first protective coating 21B1 and second protective coating 22B1) before thermocompression bonding is the conductor pattern (first conductor patterns 31A, 31B and second conductor). It is substantially the same as the line width of patterns 32A and 32B).
- the protective coating before thermocompression bonding has substantially the same shape as the conductor pattern.
- the other surface of the first conductor patterns 31A and 31B (the surface of the first conductor patterns 31A and 31B opposite to the one surface in contact with the first protective coating 21B1) is protected.
- the coating film 21B2 is further formed (film forming step).
- the protective coating 22B2 is further formed on the other surface of the second conductor patterns 32A and 32B (film forming step).
- the resin layers 13, 12 and 11 are laminated (placed) in this order, and the laminated resin layers 11 to 13 are thermocompression bonded (heat pressed) at a predetermined press temperature to form the laminated body 10 ( Laminate formation step).
- the first protective coating 21B1 arranged on one surface (lower surface) of the first conductor patterns 31A and 31B and the protective coating 21B2 arranged on the other surface (upper surface) are formed by the first conductor pattern 31A, It wraps around the side surface of 31B and integrates. In this way, the first protective coating 21B that covers the entire circumference of the first conductor patterns 31A and 31B is formed.
- the second protective coating 22B1 arranged on one surface (lower surface) of the second conductor patterns 32A and 32B and the protective coating 22B2 arranged on the other surface (upper surface) form a second conductor. It wraps around the side surfaces of patterns 32A and 32B and integrates. In this way, the second protective coating 22B that covers the entire circumference of the second conductor patterns 32A and 32B is formed.
- FIG. 9 is an external perspective view of the resin multilayer substrate 105 according to the fifth embodiment.
- FIG. 10 is an exploded perspective view of the resin multilayer substrate 105.
- 11 (A) and 11 (B) are cross-sectional views showing the internal structure of the resin multilayer substrate 105.
- FIG. 11A is a cross-sectional view of the resin multilayer substrate 105 after thermocompression bonding, and is a cross-sectional view taken along the line BB in FIG.
- FIG. 11B is a cross-sectional view of the resin multilayer substrate 105 before thermocompression bonding.
- the resin multilayer substrate 105 includes a laminate 10A, a first conductor pattern 31C, a second conductor pattern 32C, a conductor pattern 33C, external electrodes P1, P2, a first protective coating 21C, and interlayer connection conductors V1, V2, V3, V4, V5. , V6, etc.
- the first conductor pattern 31C, the second conductor pattern 32C, the conductor pattern 33C, the first protective coating 21C, and the interlayer connection conductors V1 to V6 are formed inside the laminated body 10A, and the external electrodes P1 and P2 are the laminated body 10A. It is formed on the second main surface VS2 of the above.
- the outer shape of the laminated body 10A is the same as that of the laminated body 10 described in the first embodiment.
- the laminated body 10A is formed by laminating the resin layers 14, 13, 12, and 11 in this order and thermocompression bonding.
- the outer shape and material of the resin layers 11, 12, 13 and 14 are the same as those of the resin layers 11 to 13 described in the first embodiment.
- the resin layer 12 corresponds to the "first resin layer” of the present invention
- the resin layer 13 corresponds to the "second resin layer” of the present invention.
- a first protective film 21C and a first conductor pattern 31C are provided on the surface side of the resin layer 12.
- the first conductor pattern 31C is a rectangular spiral-shaped coil conductor pattern having about 2 turns arranged near the center of the resin layer 12, and has a winding axis in the Z-axis direction.
- the planar shape of the first protective coating 21C is substantially the same as that of the first conductor pattern 31C.
- the first protective coating 21C covers one surface of the first conductor pattern 31C (the lower surface of the first conductor pattern 31C in FIG. 10A) and the side surface.
- the first conductor pattern 31C is a conductor pattern such as a Cu foil.
- the material of the first protective coating 21C is the same as that of the first protective coating 21 described in the first embodiment. Further, interlayer connection conductors V3 and V4 are formed on the resin layer 12.
- a second conductor pattern 32C and a conductor pattern 33C are formed on the surface of the resin layer 13.
- the second conductor pattern 32C is a rectangular spiral-shaped coil conductor pattern having about 1.5 turns arranged near the center of the resin layer 13, and has a winding axis in the Z-axis direction.
- the conductor pattern 33C is a rectangular conductor pattern arranged near the first corner of the resin layer 13 (upper left corner of the resin layer 13 in FIG. 10).
- the second conductor pattern 32C and the conductor pattern 33C are conductor patterns such as Cu foil. Further, interlayer connection conductors V2 and V5 are formed on the resin layer 13.
- External electrodes P1 and P2 are formed on the back surface of the resin layer 14.
- the external electrode P1 is a rectangular conductor pattern arranged near the first side of the resin layer 14 (the left side of the resin layer 14 in FIG. 10).
- the external electrode P2 is a rectangular conductor pattern arranged near the second side of the resin layer 14 (the right side of the resin layer 14 in FIG. 10).
- the external electrodes P1 and P2 are conductor patterns such as Cu foil. Further, interlayer connection conductors V1 and V6 are formed on the resin layer 14.
- one end of the first conductor pattern 31C is connected to one end of the second conductor pattern 32C via the interlayer connection conductor V4.
- the coil is formed by the first conductor pattern 31C, the second conductor pattern 32C, and the interlayer connecting conductor V4. Further, both ends of the coil are connected to external electrodes P1 and P2, respectively.
- the other end of the first conductor pattern 31C is connected to the external electrode P1 via the conductor pattern 33C and the interlayer connection conductors V1, V2, V3.
- the other end of the second conductor pattern 32C is connected to the external electrode P2 via the interlayer connection conductors V5 and V6.
- the first conductor pattern 31C and the second conductor pattern 32C are coil conductor patterns having a winding axis in the Z-axis direction. According to this configuration, the first conductor pattern 31C and the second conductor pattern 32C have high densities when obtaining a coil device having a large number of turns while reducing the size or when obtaining an inductor having a large inductance per unit volume. Even if it is formed, the structure is unlikely to be short-circuited.
- the second protective coating is not essential. If the first protective film 21C (protective film that covers at least one surface and the side surface of the first conductor pattern 31C) is provided, the action and effect of the present invention can be obtained. However, it is preferable to further provide a second protective film in terms of suppressing a short circuit between the conductor patterns during thermocompression bonding. When the second protective film is not provided as in the present embodiment, the second conductor pattern may be formed on the surface (main surface or the like) of the laminated body.
- the laminated body is an example of a substantially rectangular flat plate having a longitudinal direction in the X-axis direction, but the shape of the laminated body is not limited to this.
- the shape of the laminate can be appropriately changed within the range in which the action and effect of the present invention are exhibited.
- the planar shape of the laminated body may be, for example, a rectangle, a polygon, an L shape, a crank shape, a T shape, a Y shape, or the like.
- the laminate of the present invention is not limited to this.
- the number of layers of the resin layer forming the laminate can be appropriately changed, and may be two or five or more.
- the laminate may include an adhesive layer in addition to the resin layer.
- a protective film such as a coverlay film or a resist film may be formed on the surface of the laminate.
- the circuit configuration formed on the resin multilayer substrate is not limited to the configuration of each of the above-described embodiments, and can be appropriately changed as long as the operation and effect of the present invention are exhibited.
- the circuit formed on the resin multilayer substrate may be formed with, for example, a capacitor formed by a conductor pattern or a frequency filter such as various filters (low-pass filter, high-pass filter, band-pass filter, band-elimination filter).
- various transmission lines strip line, microstrip line, coplanar line, etc.
- various electronic components such as chip components may be mounted or embedded in the resin multilayer substrate.
- the shapes, positions, and numbers of the first conductor pattern, the second conductor pattern, and the external electrodes are not limited to the configurations of the above-described embodiments, and are appropriately within the range in which the actions and effects of the present invention are exhibited. It can be changed.
- the planar shape of the first conductor pattern, the second conductor pattern, and the external electrode may be, for example, polygonal, circular, elliptical, arcuate, ring-shaped, L-shaped, U-shaped, T-shaped, Y-shaped, crank-shaped, or the like.
- the external electrodes may be provided only on the first main surface VS1 or may be provided on both the first main surface VS1 and the second main surface VS2.
- the resin multilayer substrate may include dummy electrodes in addition to these conductor patterns.
Landscapes
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Inorganic Chemistry (AREA)
- Production Of Multi-Layered Print Wiring Board (AREA)
Abstract
樹脂多層基板(101)は、複数の樹脂層(11,12,13)を積層して熱圧着してなる積層体(10)と、積層体(10)の内部に形成される第1導体パターン(31A,31B)と、少なくとも第1導体パターン(31A,31B)の一方面(下面)および側面を被覆する第1保護被膜(21)と、を備える。樹脂層(11~13)は第1熱可塑性樹脂からなり、第1保護被膜は第2熱可塑性樹脂からなる。第1熱可塑性樹脂および第2熱可塑性樹脂は、いずれも所定のプレス温度以下で軟化する。第2熱可塑性樹脂は、第1熱可塑性樹脂よりも前記所定のプレス温度以下かつ常温以上の温度で貯蔵弾性率が低くなる(軟化する)。
Description
本発明は、熱可塑性樹脂からなる樹脂層が積層されて形成された樹脂多層基板および樹脂多層基板の製造方法に関する。
従来、熱可塑性樹脂からなる複数の樹脂層を積層して熱圧着してなる積層体と、積層体に形成される導体パターンと、を備える樹脂多層基板が知られている。
例えば、特許文献1には、熱圧着時の樹脂層の流動による導体パターンの位置ずれに起因する、導体パターン同士の短絡を防止するため、導体パターンの少なくとも一方面側に保護被膜を形成した樹脂多層基板が開示されている。上記保護被膜は、熱圧着時のプレス温度よりも低い温度で熱硬化する熱硬化性樹脂の保護膜、または酸化膜である。
しかし、特許文献1に示される保護被膜は、熱圧着時のプレス温度での流動性が樹脂層よりも低く、熱圧着時に、保護被膜および導体パターンによってできた段差部(樹脂層の表面からの段差部)は大きい。そのため、樹脂層で上記導体パターンを覆うように複数の樹脂層を積層して熱圧着する際、上記樹脂層を導体パターンおよび保護被膜の形状に沿って変形させるのが難しく、熱圧着後に上記段差部に起因する隙間が生じて、樹脂多層基板の剥離等の原因となる場合がある。なお、上記隙間が生じることを防ぐため、熱圧着時に高い圧力や高温を加えると、樹脂層の流動が大きくなって、導体パターンの位置ずれ等に起因する樹脂多層基板の電気的特性が変化しやすくなる。
特に、上記保護被膜を酸化膜で形成する場合には、樹脂層上に設けられた導体パターンの表面に、酸化膜を形成するための加熱工程等が必要となり、工程が煩雑化する。また、上記加熱工程で高温をかけると樹脂層や導体パターンの変形や位置ずれが生じ、熱圧着後(積層後)の樹脂多層基板の電気的特性が変化してしまう虞もある。
本発明の目的は、保護被膜で導体パターンを被覆することで導体パターン同士の短絡を抑制しつつ、熱圧着後に積層体の内部に形成される隙間の発生を抑制可能な樹脂多層基板、およびその製造方法を提供することにある。
本発明の樹脂多層基板は、第1熱可塑性樹脂からなる複数の樹脂層を積層して熱圧着してなる積層体と、前記積層体の内部に形成される第1導体パターンと、前記積層体の内部に形成され、少なくとも前記第1導体パターンの一方面および側面を被覆する、第2熱可塑性樹脂からなる第1保護被膜と、を備え、前記第1熱可塑性樹脂および前記第2熱可塑性樹脂は、所定のプレス温度以下で軟化し、前記第2熱可塑性樹脂は前記第1熱可塑性樹脂よりも前記所定のプレス温度以下かつ常温以上の温度で貯蔵弾性率が低くなることを特徴とする。
また、本発明の樹脂多層基板は、前記第1熱可塑性樹脂からなる複数の樹脂層を積層して熱圧着してなる積層体と、前記積層体の内部に形成される第1導体パターンと、前記積層体の内部に形成され、少なくとも前記第1導体パターンの一方面および側面を被覆する、第2熱可塑性樹脂からなる第1保護被膜と、を備え、前記第1熱可塑性樹脂および前記第2熱可塑性樹脂は、所定のプレス温度以下で軟化し、前記第2熱可塑性樹脂は、前記第1熱可塑性樹皮よりも軟化点が低くなる、ことを特徴とする。
上述の構成によれば、積層体の形成時の加熱後、温度が下がって複数の樹脂層が硬化した後に、第1導体パターンの周辺に隙間が生じたとしても、第1導体パターン周辺に存在する軟化した第1保護被膜によって上記隙間が充填される。そのため、熱圧着後に積層体の内部に形成される隙間の発生が抑制され、上記隙間を起点とする層剥離が抑制される。
さらに、上述の構成によれば、積層体の形成時の加熱後、温度が下がっていく際に第1熱可塑性樹脂(複数の樹脂層)は第2熱可塑性樹脂(第1保護被膜)よりも先に硬化する。これにより、軟化した状態の第1保護被膜は周囲の第1熱可塑性樹脂によって拘束され、第1保護被膜の大幅な流動が抑制され、第1導体パターンの大きな変形や位置ずれが抑制される。そのため、熱圧着後の第1導体パターンの変形や位置ずれに起因する電気的特性の変化を抑制できる。
本発明の樹脂多層基板の製造方法は、
第1熱可塑性樹脂からなる複数の樹脂層のうち第1樹脂層に、前記第1熱可塑性樹脂よりも前記所定のプレス温度以下かつ常温以上の温度で貯蔵弾性率が低くなる第2熱可塑性樹脂からなる第1保護被膜を形成する、被膜形成工程と、
前記第1保護被膜の表面に第1導体パターンを形成する、導体パターン形成工程と、
前記導体パターン形成工程の後、前記第1樹脂層を含む前記複数の樹脂層を積層し、所定のプレス温度で熱圧着して積層体を形成するとともに、前記積層体の内部に配置される前記第1導体パターンの少なくとも一方面および側面を、前記第1保護被膜で被覆する、積層体形成工程と、
を備えることを特徴とする。
第1熱可塑性樹脂からなる複数の樹脂層のうち第1樹脂層に、前記第1熱可塑性樹脂よりも前記所定のプレス温度以下かつ常温以上の温度で貯蔵弾性率が低くなる第2熱可塑性樹脂からなる第1保護被膜を形成する、被膜形成工程と、
前記第1保護被膜の表面に第1導体パターンを形成する、導体パターン形成工程と、
前記導体パターン形成工程の後、前記第1樹脂層を含む前記複数の樹脂層を積層し、所定のプレス温度で熱圧着して積層体を形成するとともに、前記積層体の内部に配置される前記第1導体パターンの少なくとも一方面および側面を、前記第1保護被膜で被覆する、積層体形成工程と、
を備えることを特徴とする。
一方面に保護被膜が形成された導体パターン上を樹脂層で覆うように積層した、複数の樹脂層を熱圧着する際、上記樹脂層を導体パターンの形状に沿って変形させるのは難しく、保護被膜と導体パターンとによってできる段差部には熱圧着後に隙間が生じやすい。そして、このような異種材料の界面に隙間がある場合には、その隙間を起点とする層剥離が生じやすい。一方、上記製造方法によれば、熱圧着の加熱後に温度が下がったときに、第1導体パターンの周辺に隙間が生じた場合でも、上記第1導体パターン周辺に存在する軟化した第1保護被膜が変形して上記隙間は充填される。すなわち、上記製造方法によれば、積層体の内部に隙間を生じないように、熱圧着時に高い圧力や高温を加える必要がない。
なお、熱圧着の加熱後、温度が下がっていく際に第1熱可塑性樹脂(複数の樹脂層)は第2熱可塑性樹脂(第1保護被膜)よりも先に硬化する。これにより、軟化した状態の第1保護被膜は周囲の第1熱可塑性樹脂によって拘束されるため、第1保護被膜の大幅な流動が抑制され、第1導体パターンの大きな変形や位置ずれが抑制される。
また、例えば保護被膜を酸化膜で形成する場合には、樹脂層上に設けられた導体パターンの表面に酸化膜を形成するための加熱工程等が必要となり、製造工程が煩雑化する。さらに、上記加熱工程で高温をかけると樹脂層の流動による導体パターンの変形や位置ずれが生じ、熱圧着後の樹脂多層基板の電気的特性が変化する虞もある。一方、上記製造方法によれば、複数の樹脂層を熱圧着(加熱プレス)するだけで、第1導体パターンの少なくとも一方面および側面が第1保護被膜で被覆された構造の樹脂多層基板を得られる。そのため、樹脂多層基板101の製造工程が削減され、コストを低く抑えることができる。
本発明によれば、保護被膜で導体パターンを被覆することで導体パターン同士の短絡を抑制しつつ、熱圧着後に積層体の内部に形成される隙間の発生を抑制可能な樹脂多層基板を実現できる。
以降、図を参照して幾つかの具体的な例を挙げて、本発明を実施するための複数の形態を示す。各図中には同一箇所に同一符号を付している。要点の説明または理解の容易性を考慮して、便宜上実施形態を分けて示すが、異なる実施形態で示した構成の部分的な置換または組み合わせが可能である。第2の実施形態以降では第1の実施形態と共通の事柄についての記述を省略し、異なる点についてのみ説明する。特に、同様の構成による同様の作用効果については実施形態毎には逐次言及しない。
《第1の実施形態》
図1は、第1の実施形態に係る樹脂多層基板101の外観斜視図である。図2(A)および図2(B)は、樹脂多層基板101の内部の構成を示す部分断面図である。図2(A)は樹脂多層基板101の熱圧着後の段階での断面図であり、図1におけるA-A断面図である。図2(B)は樹脂多層基板101の熱圧着前の段階での断面図である。
図1は、第1の実施形態に係る樹脂多層基板101の外観斜視図である。図2(A)および図2(B)は、樹脂多層基板101の内部の構成を示す部分断面図である。図2(A)は樹脂多層基板101の熱圧着後の段階での断面図であり、図1におけるA-A断面図である。図2(B)は樹脂多層基板101の熱圧着前の段階での断面図である。
樹脂多層基板101は、積層体10、第1導体パターン31A,31B、第2導体パターン32A,32B、第1保護被膜21、第2保護被膜22および層間接続導体V1等を備える。
積層体10は、長手方向がX軸方向に一致する矩形の平板である。積層体10は、互いに対向する第1主面VS1および第2主面VS2を有する。第1導体パターン31A,31B、第2導体パターン32A,32B、第1保護被膜21、第2保護被膜22および層間接続導体V1は、積層体10の内部に形成されている。
積層体10は、樹脂層13,12,11の順に積層して熱圧着して形成される。樹脂層11,12,13は、いずれも長手方向がX軸方向に一致する矩形の平板である。樹脂層11,12,13は第1熱可塑性樹脂からなる樹脂シートである。第1熱可塑性樹脂は、例えば液晶ポリマー(LCP)やポリエーテルエーテルケトン(PEEK)である。
本実施形態では、樹脂層12が本発明の「第1樹脂層」に相当し、樹脂層13が本発明の「第2樹脂層」に相当する。
樹脂層12の表面側には、2つの第1保護被膜21および第1導体パターン31A,31Bが設けられている。2つの第1保護被膜21は、それぞれ第1導体パターン31A,31Bの一方面(図2(A)における第1導体パターン31A、31Bの下面)および側面を被覆する、第2熱可塑性樹脂からなる保護膜である。第2熱可塑性樹脂は、例えばパーフルオロアルコキシアルカン(PFA)やポリテトラフルオロエチレン(PTFE)等のようなフッ素樹脂である。また、樹脂層12には層間接続導体V1が形成されている。
樹脂層13の表面側には、2つの第2保護被膜22および第2導体パターン32A、32Bが設けられている。2つの第2保護被膜22は、それぞれ第2導体パターン32A,32Bの一方面(図2(A)における第2導体パターン32A,32Bの下面)および側面を被覆する、第2熱可塑性樹脂からなる保護膜である。
図2(A)に示すように、第1導体パターン31Bおよび第2導体パターン32Bは、Z軸方向(複数の樹脂層11,12,13の積層方向)から視て、部分的に重なっている。第1導体パターン31Bおよび第2導体パターン32Bは、層間接続導体V1を介して互いに接続されている。
また、図2(A)に示すように、第2導体パターン32A,32Bは、Z軸方向において、第1保護被膜21に対して第1導体パターン31A,31Bとは反対側(-Z方向側)に位置している。また、第1保護被膜21は、第1導体パターン31A,31Bと第2導体パターン32A,32Bとの間で、且つ、少なくとも第1導体パターン31A,31Bおよび第2導体パターン32A,32Bが互いに最も近接する箇所に配置されている。
樹脂層11~13(第1熱可塑性樹脂)および保護被膜(第2熱可塑性樹脂からなる第1保護被膜21および第2保護被膜22)は、いずれも所定のプレス温度以下で軟化する(貯蔵弾性率が低くなる)樹脂材料である。なお、樹脂層11~13は、保護被膜よりも低温(所定のプレス温度以下かつ常温以上の温度)で軟化する。また、保護被膜と導体パターンとの密着性は、樹脂層11~13と導体パターンとの密着性よりも高い。
本実施形態に係る樹脂多層基板101は、例えば次に示す製造方法によって製造される。図3は、樹脂多層基板101の製造工程を順に示す断面図である。図4は、第1熱可塑性樹脂および第2熱可塑性樹脂の温度と貯蔵弾性率との関係を示す図である。なお、図3では、説明の都合上、ワンチップ(個片)での製造工程で説明するが、実際の樹脂多層基板101の製造工程は集合基板状態で行われる。「集合基板」とは、複数の樹脂多層基板101が含まれる基板を言う。なお、図4中のR.Tは常温(Room Temperature)であり、PMTは熱圧着時の最高温度である。
まず、図3中の(1)に示すように、第1熱可塑性樹脂からなる樹脂層11,12,13を準備し、樹脂層12(第1樹脂層)に第1保護被膜21を形成し、樹脂層13(第2樹脂層)に第2保護被膜22を形成する。第1保護被膜21および第2保護被膜22は、第2熱可塑性樹脂からなる。その後、第1保護被膜21の表面に第1導体パターン31A,31Bを形成し、第2保護被膜22の表面に第2導体パターン32A,32Bを形成する。第1導体パターン31A,31Bの一方面(下面)は第1保護被膜21に接しており、第2導体パターン32A,32Bの一方面(下面)は第2保護被膜22に接している。第2熱可塑性樹脂は、第1熱可塑性樹脂よりも低温(前記所定のプレス温度以下かつ常温以上の温度)で貯蔵弾性率が低くなる樹脂材料である。
具体的には、樹脂層12,13の表面全体に保護被膜を貼り付けた後、保護被膜の表面に第1導体パターン31A,31Bおよび第2導体パターン32A,32Bをそれぞれ形成し、上記保護被膜をエッチングすることで第1保護被膜21および第2保護被膜22を形成する。なお、第1導体パターン31A,31Bおよび第2導体パターン32A,32Bを表面に形成した保護被膜を、樹脂層12,13に貼り付けた後、その保護被膜をエッチングすることで第1保護被膜21および第2保護被膜22を形成してもよい。
第1熱可塑性樹脂は、例えば液晶ポリマー(LCP)またはポリエーテルエーテルケトン(PEEK)である。第2熱可塑性樹脂は、例えばパーフルオロアルコキシアルカン(PFA)やポリテトラフルオロエチレン(PTFE)等のようなフッ素樹脂である。また、第1導体パターン31A,31Bおよび第2導体パターン32A,32Bは、例えば保護被膜の表面に金属箔(Cu箔)をラミネートし、ラミネートされた金属箔をフォトリソグラフィでパターニングすることで形成される。
第1樹脂層(樹脂層12)に第1保護被膜21を形成するこの工程が、本発明の「被膜形成工程」に一例である。また、第1保護被膜21の表面に、一方面が第1保護被膜21に接する第1導体パターン31A,31Bを形成するこの工程が、本発明の「導体パターン形成工程」の一例である。なお、本実施形態の「被膜形成工程」には、第2樹脂層(樹脂層13)に第2保護被膜22を形成する工程が含まれる。また、本実施形態の「導体パターン形成工程」には、第2保護被膜22の表面に、一方面が第2保護被膜22に接する第2導体パターン32A,32Bを形成する工程(第2樹脂層に第2導体パターンを設ける工程)が含まれる。
また、樹脂層12には層間接続導体V1が形成される。具体的には、層間接続導体V1は、樹脂層12の裏面からレーザー等で貫通孔(樹脂層12および第1保護被膜21を貫通する孔)を設けた後、Cu,Sn等のうち1以上もしくはそれらの合金を含む導電性ペーストを配設し、後の熱圧着(加熱プレス)で硬化させることによって設けられる。
次に、図3中の(2)に示すように、樹脂層13,12,11の順に積層(載置)する。このとき、Z軸方向において、第1保護被膜21に対して第1導体パターン31A,31B側とは反対側に第2導体パターン32A,32Bが位置するように、複数の樹脂層11~13は積層される。
その後、図3中の(3)に示すように、積層した複数の樹脂層11~13を所定のプレス温度(約200℃~300℃)で熱圧着(加熱プレス)することにより、図3中の(4)に示す積層体10を形成する。
具体的には、熱圧着する際に、図4に示す第2温度ST2に達することで、樹脂層11,12間に挟まれる第1保護被膜21が軟化し、樹脂層12,13間に挟まれる第2保護被膜22が軟化する。これにより、第1導体パターン31A,31Bの一部が第1保護被膜21に埋設され、第1導体パターン31A,31Bの一方面(下面)および側面が第1保護被膜21で覆われる。また、これにより、第2導体パターン32A,32Bの一部が第2保護被膜22に埋設され、第2導体パターン32A,32Bの一方面(下面)および側面が第2保護被膜22で覆われる。第2温度ST2は、保護被膜を構成する第2熱可塑性樹脂が軟化する温度であり、例えば100℃~250℃である。
このようにして、積層体10の内部に配置される第1導体パターン31A,31Bの一方面(図3における第1導体パターン31A,31Bの下面)および側面は、第1保護被膜21で被覆される。また、第2導体パターン32A,32Bの一方面(図3における第2導体パターン32A,32Bの下面)および側面は、第2保護被膜22で被覆される。
その後、加熱を続けることで温度がさらに上昇し、第2温度ST2よりも高い第1温度ST1に達することで、複数の樹脂層11~13の表面も軟化し、樹脂層11~13同士の界面が接着される。第1温度ST1は、樹脂層11~13を構成する第1熱可塑性樹脂が軟化する温度であり、例えば200℃~300℃である。
なお、本明細書中の「軟化」とは物体が流動しやすい状態(軟化点SP)になることを言い、例えば貯蔵弾性率が107~109Paの状態である。また、「軟化点」とは軟化し始める温度である。
その後、加熱をやめて温度が下がるにつれて、樹脂層11~13、保護被膜(第1保護被膜21および第2保護被膜22)の順に硬化していく。なお、保護被膜が軟化する第2温度ST2は、樹脂層11~13が軟化する第1温度ST1よりも低い。そのため、第1温度ST1よりも低い温度まで下がってきて樹脂層11~13が硬化しても、第2温度ST2を下回るまでは保護被膜は軟化している。したがって、第1温度ST1よりも低い温度まで下がったときに、積層体の内部の導体パターン(第1導体パターン31A,31Bおよび第2導体パターン32A,32B)周辺に隙間が生じたとしても、導体パターン周辺に存在する軟化した保護被膜が変形して上記隙間は充填される。
複数の樹脂層11~13を積層し、所定のプレス温度で熱圧着して積層体10を形成するとともに、積層体10内部に配置される第1導体パターン31A,31Bの少なくとも一方面および側面を、第1保護被膜21で被覆するこの工程が、本発明の「積層体形成工程」の一例である。
本実施形態に係る製造方法によれば、次のような効果を奏する。
一方面に保護被膜が形成された導体パターン上を樹脂層で覆うように積層した、複数の樹脂層を熱圧着する際、上記樹脂層を導体パターンの形状に沿って変形させるのは難しく、保護被膜と導体パターンとによってできる段差部には熱圧着後に隙間が生じやすい。そして、このような異種材料の界面に隙間がある場合には、その隙間を起点とする層剥離が生じやすい。一方、本実施形態に係る製造方法によれば、熱圧着の加熱後に第1温度ST1よりも低い温度まで下がったときに、導体パターン(第1導体パターン31A,31Bおよび第2導体パターン32A,32B)の周辺に隙間が生じた場合でも、上記導体パターン周辺に存在する軟化した保護被膜(第1保護被膜21および第2保護被膜22)が変形して上記隙間は充填される。すなわち、上記製造方法によれば、積層体の内部に隙間を生じないように、熱圧着時に高い圧力や高温を加える必要がない。
なお、熱圧着の加熱後、温度が下がっていく際に樹脂層11~13(第1熱可塑性樹脂)は保護被膜(第2熱可塑性樹脂)よりも先に硬化する。これにより、軟化した状態の保護被膜は周囲の樹脂(第1熱可塑性樹脂)によって拘束されるため、保護被膜の大幅な流動が抑制され、上記導体パターンの大きな変形や位置ずれが抑制される。
また、例えば保護被膜を酸化膜で形成する場合には、樹脂層上に設けられた導体パターンの表面に酸化膜を形成するための加熱工程等が必要となり、製造工程が煩雑化する。さらに、上記加熱工程で高温をかけると樹脂層の流動による導体パターンの変形や位置ずれが生じ、熱圧着後の樹脂多層基板の電気的特性が変化する虞もある。一方、上記製造方法によれば、複数の樹脂層11~13を熱圧着(加熱プレス)するだけで、導体パターン(第1導体パターン31A,31Bおよび第2導体パターン32A,32B)の少なくとも一方面および側面が保護被膜で被覆された構造の樹脂多層基板101を得られる。そのため、樹脂多層基板101の製造工程が削減され、コストを低く抑えることができる。
このように上記製造方法によれば、導体パターン同士の短絡を抑制しつつ、熱圧着後に積層体内部に形成される隙間の発生と、導体パターンの変形や位置ずれに起因する電気的特性の変化とを抑制した樹脂多層基板101を、容易に得られる。
次に、本実施形態に係る樹脂多層基板101の効果について、比較例を挙げて説明する。図5は、比較例である樹脂多層基板100の内部の構成を示す部分断面図である。
比較例である樹脂多層基板100は、Z軸方向に対向する第1導体パターン31A,31Bと第2導体パターン32A,32Bとの間に保護被膜が配置されていない点で、樹脂多層基板101と異なる。すなわち、樹脂多層基板100の保護被膜(第1保護被膜21および第2保護被膜22)は、第1導体パターン31A,31Bおよび第2導体パターン32A,32Bが互いに最も近接する箇所には配置されていない。樹脂多層基板100の他の構成については、樹脂多層基板101と同じである。
図5に示すように、Z軸方向に対向する第1導体パターン31A,31Bと第2導体パターン32A,32Bとの間に保護被膜が配置されていない場合、熱圧着時の樹脂の流動に伴う導体パターン(第1導体パターン31A,31Bおよび第2導体パターン32A,32B)の位置ずれや変形によって、第1導体パターン31A,31Bと第2導体パターン32A,32Bとが短絡する虞がある。これに対して、本実施形態に係る樹脂多層基板101では、第1導体パターン31A,31Bの一方面(下面)が第1保護被膜21で被覆されている。そして、第1保護被膜21は、第1導体パターン31A,31Bと第2導体パターン32A,32Bとの間で、且つ、少なくとも第1導体パターン31A,31Bおよび第2導体パターン32A,32Bが互いに最も近接する箇所に配置されている。この構成により、熱圧着時の樹脂の流動に伴う第1導体パターン31A,31Bの短絡が抑制される。
また、上述したように本実施形態では、第1導体パターン31A,31Bの少なくとも一方面および側面を被覆する第1保護被膜21が、積層体10を構成する樹脂層11~13よりも低温(所定のプレス温度以下かつ常温以上の温度)で貯蔵弾性率が低くなる。この構成によれば、積層体の形成時の加熱後、温度が下がって樹脂層11~13が硬化した後に、第1導体パターン31A,31Bの周辺に隙間が生じたとしても、第1導体パターン31A,31B周辺に存在する軟化した第1保護被膜21によって上記隙間が充填される。そのため、熱圧着後に積層体10の内部に形成される隙間の発生が抑制され、上記隙間を起点とする層剥離が抑制される。
さらに、本実施形態では、積層体の形成時の加熱後、温度が下がっていく際に第1熱可塑性樹脂(樹脂層11~13)は第2熱可塑性樹脂(第1保護被膜21および第2保護被膜22)よりも先に硬化する。これにより、軟化した状態の保護被膜は周囲の樹脂(第1熱可塑性樹脂)によって拘束され、保護被膜の大幅な流動が抑制され、導体パターン(第1導体パターン31A,31Bおよび第2導体パターン32A,32B)の大きな変形や位置ずれが抑制される。そのため、熱圧着後の上記導体パターンの変形や位置ずれに起因する電気的特性の変化を抑制できる。
さらに、本実施形態に係る樹脂多層基板101は、第1保護被膜21だけでなく、第2導体パターン32A,32Bの少なくとも一方面および側面を被覆する第2保護被膜22を備える。この構成により、第1導体パターン31A,31Bの短絡だけでなく、第2導体パターン32A,32Bと他の導体パターン(不図示)との短絡も抑制できる。
また、本実施形態に係る樹脂多層基板101では、樹脂層11~13よりも誘電体損の小さな保護被膜(第1保護被膜21および第2保護被膜22)によって、導体パターン(第1導体パターン31A,31Bおよび第2導体パターン32A,32B)の少なくとも一部が被覆されている。より具体的には、保護被膜の誘電正接は、樹脂層11~13の誘電正接よりも小さい。この構成により、相対的に誘電正接の高い樹脂層のみで形成された樹脂多層基板に比べて、誘電体損を低減できる。さらに、保護被膜の比誘電率は、樹脂層11~13の比誘電率よりも低い。そのため、所定の特性を有する回路を樹脂多層基板に形成する場合には、積層体10に形成される導体パターンの線幅を太くでき、上記回路の導体損を低減できる。また、所定の特性を有する回路を樹脂多層基板に形成した場合に、導体パターンの線幅を細くしなくても樹脂層を薄くでき、積層体10を薄型化できる。
さらに、樹脂多層基板101では、導体パターンの縁端部(図2(A)における第1導体パターン31A,31Bおよび第2導体パターン32A,32Bの側面、左下角部および右下角部)が、相対的に誘電体損の低い保護被膜でそれぞれ被覆されている。導体パターンの縁端部は、導体パターンの他の部分に比べて相対的に電流密度が高い。したがって、この構成によれば、保護被膜によって導体パターンの縁端部以外を被覆する場合に比べて、誘電体損を効果的に低減できる。
また、本実施形態では、第1導体パターン31A,31Bおよび第2導体パターン32A,32Bが、Z軸方向から視て、部分的に重なっている。この構成によれば、熱圧着時の樹脂の流動に伴って第1導体パターン31A,31Bおよび第2導体パターン32A,32Bの傾きや変位が生じやすいが、その場合でも第1保護被膜21によって第1導体パターン31A,31Bの短絡は抑制される。
さらに、本実施形態では、第1導体パターン31Bおよび第2導体パターン32Bが、層間接続導体V1を介して互いに接続されている。この構成によれば、第1導体パターン31Bおよび第2導体パターン32B等で構成される立体構造物の強度が高まり、熱圧着時の樹脂の流動に伴う変形や短絡等が抑制される。したがって、樹脂多層基板に形成される回路の電気的特性の変化を抑制できる。
さらに、本実施形態では、保護被膜(第1保護被膜21および第2保護被膜22)と導体パターンとの密着性が、樹脂層11~13と導体パターンとの密着性よりも高い。この構成によれば、熱圧着時に軟化した樹脂層11~13が大きく流動しても、導体パターンの表面に保護被膜が被膜された状態が保持され、熱圧着時の導体パターン同士の短絡をさらに抑制できる。
《第2の実施形態》
第2の実施形態では、第1導体パターンと第2導体パターンとが、積層方向から視て、重なっていない部分を有する樹脂多層基板の例を示す。
第2の実施形態では、第1導体パターンと第2導体パターンとが、積層方向から視て、重なっていない部分を有する樹脂多層基板の例を示す。
図6は、第2の実施形態に係る樹脂多層基板102の内部の構成を示す部分断面図である。
樹脂多層基板102は、第1導体パターン31Aと第2導体パターン32Aが、Z軸方向から視て、重なっていない(互いにずれた位置にある)点で、第1の実施形態に係る樹脂多層基板101と異なる。樹脂多層基板102の他の構成については、樹脂多層基板101と同じである。
なお、本実施形態のように、第1導体パターン31Aと第2導体パターン32AとがZ軸方向に重なっていない場合でも、熱圧着時の樹脂流動に伴う第1導体パターン31Aまたは第2導体パターン32Aに傾きや変位により、短絡する虞がある。そのため、少なくとも第1導体パターン31Aの一方面および側面を第1保護被膜21で被覆することが、
第1導体パターン31Aと第2導体パターン32Aとの短絡を抑制するため、第1導体パターン31Aおよび第2導体パターン32Aが互いに最も近接する箇所(図6における第1導体パターン31Aの左下端側)に第1保護被膜21を配置することが効果的である。
第1導体パターン31Aと第2導体パターン32Aとの短絡を抑制するため、第1導体パターン31Aおよび第2導体パターン32Aが互いに最も近接する箇所(図6における第1導体パターン31Aの左下端側)に第1保護被膜21を配置することが効果的である。
《第3の実施形態》
第3の実施形態では、保護被膜が導体パターンの一方面および側面に加えて、他方面の一部を被覆している樹脂多層基板の例を示す。
第3の実施形態では、保護被膜が導体パターンの一方面および側面に加えて、他方面の一部を被覆している樹脂多層基板の例を示す。
図7(A)および図7(B)は、第3の実施形態に係る樹脂多層基板103の内部の構成を示す部分断面図である。図7(A)は樹脂多層基板103の熱圧着後の段階での断面図であり、図7(B)は樹脂多層基板103の熱圧着前の段階での断面図である。
樹脂多層基板103は、第1導体パターン31A,31Bの一方面、側面、および他方面の一部を被覆する第1保護被膜21Aを備える点で、第1の実施形態に係る樹脂多層基板101と異なる。また、樹脂多層基板103は、第2導体パターン32A,32Bの一方面、側面および他方面の一部を被覆する第2保護被膜22Aを備える点で、樹脂多層基板101と異なる。樹脂多層基板103の他の構成については、樹脂多層基板101と同じである。
本実施形態では、第1導体パターン31A,31Bの一方面および側面だけでなく、他方面(上面)の一部も第1保護被膜21Aで被覆されている。この構成によれば、第1導体パターン31A,31Bと他の導体パターンとの間での短絡をさらに抑制できる。このことは、第2導体パターン32A,32Bでも同様である。
本実施形態に係る樹脂多層基板103は、例えば次に示す製造方法によって製造される。
まず、第1熱可塑性樹脂からなる樹脂層11,12,13を準備する。次に、樹脂層12,13にそれぞれ第2熱可塑性樹脂からなる第1保護被膜21Aおよび第2保護被膜22Aを形成する(被膜形成工程)。その後、第1保護被膜21Aの表面に第1導体パターン31A,31Bを形成し、第2保護被膜22Aの表面に第2導体パターン32A,32Bを形成する(導体パターン形成工程)。また、樹脂層12に層間接続導体V1を形成する。
図7(B)に示すように、熱圧着前の保護被膜(第1保護被膜21Aおよび第2保護被膜22A)の線幅は、導体パターン(第1導体パターン31A,31Bおよび第2導体パターン32A,32B)の線幅よりも広い。
次に、樹脂層13,12,11の順に積層(載置)し、積層した複数の樹脂層11~13を所定のプレス温度で熱圧着(一括プレス)することにより、積層体10を形成する(積層体形成工程)。
熱圧着の際、第1導体パターン31A,31Bよりも幅広に形成した第1保護被膜21Aは、第1導体パターン31A,31Bの一方面(下面)および側面だけでなく、他方面(上面)にまで回り込む。このようにして、熱圧着後の第1保護被膜21Aは、第1導体パターン31A,31Bの一方面、側面、および他方面の少なくとも一部を被覆する。
同様に、熱圧着の際、第2導体パターン32A,32Bよりも幅広に形成した第2保護被膜22Aは、第2導体パターン32A,32Bの一方面および側面だけでなく、他方面にまで回り込む。このようにして、熱圧着後の第2保護被膜22Aは、第2導体パターン32A,32Bの一方面、側面、および他方面の少なくとも一部を被覆する。
なお、本実施形態では、熱圧着前の保護被膜の線幅を、導体パターンの線幅よりも広くすることによって、熱圧着後に保護被膜が一方面、側面および他方面の一部を被覆する例を示したが、この方法に限定されるものではない。例えば、熱圧着前の保護被膜の厚み(積層方向の厚み)を厚く形成することによって、熱圧着後に保護被膜を他方面にまで回り込ませてもよい。すなわち、導体パターンの他方面における保護被膜の被覆範囲・量は、熱圧着前の保護被膜の線幅や厚みによって調整可能である。
《第4の実施形態》
第4の実施形態では、保護被膜が導体パターンの全周(導体パターンの一方面、他方面および側面の全面)を被覆している樹脂多層基板の例を示す。
第4の実施形態では、保護被膜が導体パターンの全周(導体パターンの一方面、他方面および側面の全面)を被覆している樹脂多層基板の例を示す。
図8(A)および図8(B)は、第4の実施形態に係る樹脂多層基板104の内部の構成を示す部分断面図である。図8(A)は樹脂多層基板104の熱圧着後の段階での断面図であり、図8(B)は樹脂多層基板104の熱圧着前の段階での断面図である。
樹脂多層基板104は、第1導体パターン31A,31Bの全周を被覆する第1保護被膜21Bを備える点で、第3の実施形態に係る樹脂多層基板103と異なる。また、樹脂多層基板104は、第2導体パターン32A,32Bの全周を被覆する第2保護被膜22Bを備える点で、樹脂多層基板103と異なる。樹脂多層基板104の他の構成については、樹脂多層基板103と同じである。
なお、本明細書中で「全周を被覆する」とは、導体パターンの全周囲(全面)を被覆することを言う。但し、本実施形態のように、導体パターン(第1導体パターン31Bおよび第2導体パターン32B)に層間接続導体V1が接続されている場合には、上記導体パターンのうち層間接続導体V1に接する部分を除いた全周囲が被覆されていれば「全周を被覆する」と言う。
本実施形態では、第1導体パターン31A,31Bの全周が第1保護被膜21Bで被覆されている。この構成によれば、第1導体パターン31A,31Bの一部に保護被膜で被覆されていない部分がある場合と比較して、第1導体パターン31A,31Bと他の導体パターンとの間での短絡をさらに抑制できる。このことは、第2導体パターン32A,32Bでも同様である。
本実施形態に係る樹脂多層基板104は、例えば次に示す製造方法によって製造される。
まず、第1熱可塑性樹脂からなる樹脂層11,12,13を準備し、樹脂層12(第1樹脂層)に第1保護被膜21B1を形成し、樹脂層13(第2樹脂層)に第2保護被膜22B1を形成する(被膜形成工程)。その後、第1保護被膜21B1の表面に第1導体パターン31A,31Bを形成し、第2保護被膜22B1の表面に第2導体パターン32A,32Bを形成する。第1導体パターン31A,31Bの一方面(下面)は第1保護被膜21B1に接しており、第2導体パターン32A,32Bの一方面(下面)は第2保護被膜22B1に接している。また、樹脂層12に層間接続導体V1を形成する。
図8(B)に示すように、また、熱圧着前の保護被膜(第1保護被膜21B1および第2保護被膜22B1)の線幅は、導体パターン(第1導体パターン31A,31Bおよび第2導体パターン32A,32B)の線幅と略同じである。熱圧着前の保護被膜は、導体パターンと略同じ形状である。
その後(導体パターン形成工程の後)、第1導体パターン31A,31Bの他方面(第1導体パターン31A,31Bのうち、第1保護被膜21B1に接する一方面とは反対側の面)に、保護被膜21B2をさらに形成する(被膜形成工程)。また、第2導体パターン32A,32Bの他方面に、保護被膜22B2をさらに形成する(被膜形成工程)。
その後、樹脂層13,12,11の順に積層(載置)し、積層した複数の樹脂層11~13を所定のプレス温度で熱圧着(加熱プレス)することにより、積層体10を形成する(積層体形成工程)。
熱圧着の際、第1導体パターン31A,31Bの一方面(下面)に配置された第1保護被膜21B1と、他方面(上面)に配置された保護被膜21B2とが、第1導体パターン31A,31Bの側面に回り込んで一体化する。このようにして、第1導体パターン31A,31Bの全周を被覆する第1保護被膜21Bが形成される。
同様に、熱圧着の際、第2導体パターン32A,32Bの一方面(下面)に配置された第2保護被膜22B1と、他方面(上面)に配置された保護被膜22B2とが、第2導体パターン32A,32Bの側面に回り込んで一体化する。このようにして、第2導体パターン32A,32Bの全周を被覆する第2保護被膜22Bが形成される。
《第5の実施形態》
第5の実施形態では、コイルが形成された樹脂多層基板の例を示す。
第5の実施形態では、コイルが形成された樹脂多層基板の例を示す。
図9は、第5の実施形態に係る樹脂多層基板105の外観斜視図である。図10は、樹脂多層基板105の分解斜視図である。図11(A)および図11(B)は、樹脂多層基板105の内部の構成を示す断面図である。図11(A)は樹脂多層基板105の熱圧着後の段階での断面図であり、図9におけるB-B断面図である。図11(B)は樹脂多層基板105の熱圧着前の段階での断面図である。
樹脂多層基板105は、積層体10A、第1導体パターン31C、第2導体パターン32C、導体パターン33C、外部電極P1,P2、第1保護被膜21Cおよび層間接続導体V1,V2,V3,V4,V5,V6等を備える。第1導体パターン31C、第2導体パターン32C、導体パターン33C、第1保護被膜21Cおよび層間接続導体V1~V6は、積層体10Aの内部に形成されており、外部電極P1,P2は積層体10Aの第2主面VS2に形成されている。
積層体10Aの外形は、第1の実施形態で説明した積層体10と同じである。積層体10Aは、樹脂層14,13,12,11の順に積層して熱圧着して形成される。樹脂層11,12,13,14の外形および材質は、第1の実施形態で説明した樹脂層11~13と同じである。
本実施形態では、樹脂層12が本発明の「第1樹脂層」に相当し、樹脂層13が本発明の「第2樹脂層」に相当する。
樹脂層12の表面側には、第1保護被膜21Cおよび第1導体パターン31Cが設けられている。第1導体パターン31Cは、樹脂層12の中央付近に配置される約2ターンの矩形スパイラル状のコイル導体パターンであり、Z軸方向に巻回軸を有する。第1保護被膜21Cの平面形状は、第1導体パターン31Cと略同じである。第1保護被膜21Cは、第1導体パターン31Cの一方面(図10(A)における第1導体パターン31Cの下面)および側面を被覆している。第1導体パターン31Cは、例えばCu箔等の導体パターンである。第1保護被膜21Cの材質は、第1の実施形態で説明した第1保護被膜21と同じである。また、樹脂層12には層間接続導体V3,V4が形成されている。
樹脂層13の表面には、第2導体パターン32Cおよび導体パターン33Cが形成されている。第2導体パターン32Cは、樹脂層13の中央付近に配置される約1.5ターンの矩形スパイラル状のコイル導体パターンであり、Z軸方向に巻回軸を有する。導体パターン33Cは、樹脂層13の第1角(図10における樹脂層13の左上角)付近に配置される矩形の導体パターンである。第2導体パターン32Cおよび導体パターン33Cは、例えばCu箔等の導体パターンである。また、樹脂層13には層間接続導体V2,V5が形成されている。
樹脂層14の裏面には、外部電極P1,P2が形成されている。外部電極P1は、樹脂層14の第1辺(図10における樹脂層14の左辺)付近に配置される矩形の導体パターンである。外部電極P2は、樹脂層14の第2辺(図10における樹脂層14の右辺)付近に配置される矩形の導体パターンである。外部電極P1,P2は、例えばCu箔等の導体パターンである。また、樹脂層14には層間接続導体V1,V6が形成されている。
図10に示すように、第1導体パターン31Cの一端は、層間接続導体V4を介して、第2導体パターン32Cの一端に接続されている。このように本実施形態では、第1導体パターン31C、第2導体パターン32Cおよび層間接続導体V4によってコイルが形成される。また、上記コイルの両端は、外部電極P1,P2にそれぞれ接続されている。具体的には、第1導体パターン31Cの他端が、導体パターン33Cおよび層間接続導体V1,V2,V3を介して、外部電極P1に接続される。第2導体パターン32Cの他端は、層間接続導体V5,V6を介して、外部電極P2に接続されている。
本実施形態に係る第1導体パターン31Cおよび第2導体パターン32Cは、Z軸方向に巻回軸を有するコイル導体パターンである。この構成によれば、小型化を図りながらターン数の多いコイルデバイスを得る場合や、単位体積当たりのインダクタンスの大きなインダクタを得る場合に、第1導体パターン31Cおよび第2導体パターン32Cを高密度に形成しても、短絡し難い構造となる。
なお、本実施形態で示したように、第2保護被膜は必須ではない。第1保護被膜21C(第1導体パターン31Cの少なくとも一方面および側面を被覆する保護膜)が設けられていれば、本発明の作用・効果を奏する。但し、熱圧着の際の導体パターン同士の短絡を抑制する点で、第2保護被膜をさらに備えることが好ましい。なお、本実施形態のように第2保護被膜を備えていない場合には、第2導体パターンは積層体の表面(主面等)に形成されていてもよい。
《その他の実施形態》
以上に示した各実施形態では、積層体が、X軸方向に長手方向を有する略矩形の平板である例を示したが、積層体の形状はこれに限定されるものではない。積層体の形状は、本発明の作用・効果を奏する範囲において適宜変更可能である。積層体の平面形状は、例えば矩形、多角形、L字形、クランク形、T字形、Y字形等でもよい。
以上に示した各実施形態では、積層体が、X軸方向に長手方向を有する略矩形の平板である例を示したが、積層体の形状はこれに限定されるものではない。積層体の形状は、本発明の作用・効果を奏する範囲において適宜変更可能である。積層体の平面形状は、例えば矩形、多角形、L字形、クランク形、T字形、Y字形等でもよい。
また、以上に示した各実施形態では、3つまたは4つの樹脂層を熱圧着して形成される積層体の例を示したが、本発明の積層体はこれに限定されるものではない。積層体を形成する樹脂層の層数は適宜変更可能であり、2つまたは5つ以上でもよい。また、積層体は樹脂層以外に接着層を含んでいてもよい。さらに、積層体の表面にカバーレイフィルムやレジスト膜等の保護膜が形成されていてもよい。
また、樹脂多層基板に形成される回路構成は、以上に示した各実施形態の構成に限定されるものではなく、本発明の作用・効果を奏する範囲において適宜変更可能である。樹脂多層基板に形成される回路は、例えば導体パターンで形成されるキャパシタや各種フィルタ(ローパスフィルタ、ハイパスフィルタ、バンドパスフィルタ、バンドエリミネーションフィルタ)等の周波数フィルタが形成されていてもよい。また、樹脂多層基板には、各種伝送線路(ストリップライン、マイクロストリップライン、コプレーナライン等)が形成されていてもよい。さらに樹脂多層基板には、チップ部品等の各種電子部品が実装または埋設されていてもよい。
なお、第1導体パターン、第2導体パターンおよび外部電極の形状・位置・個数は、以上に示した各実施形態の構成に限定されるものではなく、本発明の作用・効果を奏する範囲において適宜変更可能である。第1導体パターン、第2導体パターンおよび外部電極の平面形状は、例えば多角形、円形、楕円形、円弧状、リング状、L字形、U字形、T字形、Y字形、クランク形等でもよい。また、外部電極は、第1主面VS1のみに設けられていてもよく、第1主面VS1および第2主面VS2の両方に設けられていてもよい。さらに、樹脂多層基板は、これらの導体パターン以外に、ダミー電極を備えていてもよい。
最後に、上述の実施形態の説明は、すべての点で例示であって、制限的なものではない。当業者にとって変形および変更が適宜可能である。本発明の範囲は、上述の実施形態ではなく、特許請求の範囲によって示される。さらに、本発明の範囲には、特許請求の範囲内と均等の範囲内での実施形態からの変更が含まれる。
P1,P2…外部電極
SP…軟化点
ST1…第1温度
ST2…第2温度
V1,V2,V3,V4,V5,V6…層間接続導体
VS1…第1主面
VS2…第2主面
10,10A…積層体
11,12,13,14…樹脂層
21,21A,21B,21B1,21C…第1保護被膜
22,22A,22B,22B1…第2保護被膜
21B2,22B2…保護被膜
31A,31B…第1導体パターン
31C…第1導体パターン(コイル導体パターン)
32A,32B…第2導体パターン
32C…第2導体パターン(コイル導体パターン)
33C…導体パターン
100,101,102,103,104,105…樹脂多層基板
SP…軟化点
ST1…第1温度
ST2…第2温度
V1,V2,V3,V4,V5,V6…層間接続導体
VS1…第1主面
VS2…第2主面
10,10A…積層体
11,12,13,14…樹脂層
21,21A,21B,21B1,21C…第1保護被膜
22,22A,22B,22B1…第2保護被膜
21B2,22B2…保護被膜
31A,31B…第1導体パターン
31C…第1導体パターン(コイル導体パターン)
32A,32B…第2導体パターン
32C…第2導体パターン(コイル導体パターン)
33C…導体パターン
100,101,102,103,104,105…樹脂多層基板
Claims (17)
- 第1熱可塑性樹脂からなる複数の樹脂層を積層して熱圧着してなる積層体と、
前記積層体の内部に形成される第1導体パターンと、
前記積層体の内部に形成され、少なくとも前記第1導体パターンの一方面および側面を被覆する、第2熱可塑性樹脂からなる第1保護被膜と、
を備え、
前記第1熱可塑性樹脂および前記第2熱可塑性樹脂は、所定のプレス温度以下で軟化し、
前記第2熱可塑性樹脂は前記第1熱可塑性樹脂よりも前記所定のプレス温度以下かつ常温以上の温度で貯蔵弾性率が低くなる、
樹脂多層基板。 - 第1熱可塑性樹脂からなる複数の樹脂層を積層して熱圧着してなる積層体と、
前記積層体の内部に形成される第1導体パターンと、
前記積層体の内部に形成され、少なくとも前記第1導体パターンの一方面および側面を被覆する、第2熱可塑性樹脂からなる第1保護被膜と、
を備え、
前記第1熱可塑性樹脂および前記第2熱可塑性樹脂は、所定のプレス温度以下で軟化し、
前記第2熱可塑性樹脂は、前記第1熱可塑性樹脂よりも軟化点が低くなる、
樹脂多層基板。 - 前記第1保護被膜は、前記第1導体パターンのうち、前記一方面に対向する他方面の少なくとも一部を被覆する、請求項1または2に記載の樹脂多層基板。
- 前記第1保護被膜は前記第1導体パターンの全周を被覆する、
請求項3に記載の樹脂多層基板。 - 前記積層体に形成される第2導体パターンを備え、
前記第1保護被膜は、前記第1導体パターンと前記第2導体パターンとの間で、且つ、少なくとも前記第1導体パターンおよび前記第2導体パターンが互いに最も近接する箇所に配置されている、
請求項1から4のいずれかに記載の樹脂多層基板。 - 前記第1導体パターンおよび前記第2導体パターンは、前記複数の樹脂層の積層方向から視て、互いにずれた位置にある、
請求項5に記載の樹脂多層基板。 - 前記第1導体パターンおよび前記第2導体パターンは、前記複数の樹脂層の積層方向から視て、部分的に重なっている、
請求項5または6に記載の樹脂多層基板。 - 前記積層体に形成される層間接続導体を備え、
前記第1導体パターンおよび前記第2導体パターンは、前記層間接続導体を介して、互いに接続される、
請求項7に記載の樹脂多層基板。 - 前記第1導体パターンおよび前記第2導体パターンは、前記複数の樹脂層の積層方向に巻回軸を有するコイル導体パターンである、
請求項5から8のいずれかに記載の樹脂多層基板。 - 前記積層体の内部に形成され、少なくとも前記第2導体パターンの一方面および側面を被覆する、前記第2熱可塑性樹脂からなる第2保護被膜を備える、
請求項5から9のいずれかに記載の樹脂多層基板。 - 前記第2熱可塑性樹脂は、前記第1熱可塑性樹脂よりも誘電体損失の小さな樹脂材料である、
請求項1から10のいずれかに記載の樹脂多層基板。 - 前記第2熱可塑性樹脂はフッ素樹脂である、
請求項11に記載の樹脂多層基板。 - 第1熱可塑性樹脂からなる複数の樹脂層のうち第1樹脂層に、前記第1熱可塑性樹脂よりも前記所定のプレス温度以下かつ常温以上の温度で貯蔵弾性率が低くなる第2熱可塑性樹脂からなる第1保護被膜を形成する、被膜形成工程と、
前記第1保護被膜の表面に第1導体パターンを形成する、導体パターン形成工程と、
前記導体パターン形成工程の後、前記第1樹脂層を含む前記複数の樹脂層を積層し、所定のプレス温度で熱圧着して積層体を形成するとともに、前記積層体の内部に配置される前記第1導体パターンの少なくとも一方面および側面を、前記第1保護被膜で被覆する、積層体形成工程と、
を備える、樹脂多層基板の製造方法。 - 前記積層体形成工程は、前記プレス温度で熱圧着する際に、第2温度に達することで前記第1保護被膜が軟化した後、前記第2温度よりも高い第1温度に達することで前記複数の樹脂層の表面が軟化し、その後、温度が下がるにしたがって前記複数の樹脂層、前記第1保護被膜の順に硬化する工程を含む、
請求項13に記載の樹脂多層基板の製造方法。 - 上記軟化とは、貯蔵弾性率が107~109Paである、
請求項14に記載の樹脂多層基板の製造方法。 - 前記導体パターン形成工程は、前記複数の樹脂層のうち第2樹脂層に、第2導体パターンを設ける工程を含み、
前記積層体形成工程は、前記複数の樹脂層の積層方向において、前記第1保護被膜に対して前記第1導体パターンとは反対側に前記第2導体パターンが位置するように、前記複数の樹脂層を積層する工程を含む、
請求項13から15のいずれかに記載の樹脂多層基板の製造方法。 - 前記被膜形成工程は、前記導体パターン形成工程と前記積層体形成工程との間に、前記第1導体パターンのうち前記一方面とは反対側の他方面に、保護被膜をさらに形成する工程を含み、
前記積層体形成工程は、前記積層体の内部に配置される前記第1導体パターンの全周を前記第1保護被膜で被覆する工程を含む、
請求項13から16のいずれかに記載の樹脂多層基板の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021537325A JP7205633B2 (ja) | 2019-08-08 | 2020-08-04 | 樹脂多層基板および樹脂多層基板の製造方法 |
| CN202080053670.3A CN114175860B (zh) | 2019-08-08 | 2020-08-04 | 树脂多层基板以及树脂多层基板的制造方法 |
| US17/584,499 US11856693B2 (en) | 2019-08-08 | 2022-01-26 | Resin multilayer substrate and method for manufacturing resin multilayer substrate |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019146235 | 2019-08-08 | ||
| JP2019-146235 | 2019-08-08 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US17/584,499 Continuation US11856693B2 (en) | 2019-08-08 | 2022-01-26 | Resin multilayer substrate and method for manufacturing resin multilayer substrate |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021025025A1 true WO2021025025A1 (ja) | 2021-02-11 |
Family
ID=74503019
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/029853 WO2021025025A1 (ja) | 2019-08-08 | 2020-08-04 | 樹脂多層基板および樹脂多層基板の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11856693B2 (ja) |
| JP (1) | JP7205633B2 (ja) |
| CN (1) | CN114175860B (ja) |
| WO (1) | WO2021025025A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7400821B2 (ja) * | 2019-08-08 | 2023-12-19 | 株式会社村田製作所 | 伝送線路の製造方法及び伝送線路 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0247607Y2 (ja) * | 1984-04-20 | 1990-12-14 | ||
| US20100230151A1 (en) * | 2009-03-07 | 2010-09-16 | Manfred Michalk | Circuit layout and method and device for producing a circuit pattern on a substrate |
| WO2018074139A1 (ja) * | 2016-10-18 | 2018-04-26 | 株式会社村田製作所 | 多層基板およびその製造方法 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5557064A (en) * | 1994-04-18 | 1996-09-17 | Motorola, Inc. | Conformal shield and method for forming same |
| JPH0981908A (ja) * | 1995-09-13 | 1997-03-28 | Mitsumi Electric Co Ltd | 薄膜磁気ヘッドチップの製造方法 |
| JP3407737B2 (ja) * | 2000-12-14 | 2003-05-19 | 株式会社デンソー | 多層基板の製造方法およびその製造方法によって形成される多層基板 |
| JP2004186434A (ja) * | 2002-12-03 | 2004-07-02 | Mitsubishi Paper Mills Ltd | プリント基板用基材及びその製造方法 |
| JP2005125688A (ja) * | 2003-10-27 | 2005-05-19 | Toray Ind Inc | 金属層付き積層フィルムとこれを用いた半導体装置、および金属層付き積層フィルムの製造方法 |
| JP2008205269A (ja) * | 2007-02-21 | 2008-09-04 | Toppan Printing Co Ltd | 半導体パッケージの製造方法、半導体パッケージ用基板、半導体パッケージ及び電子機器 |
| KR20090091577A (ko) * | 2008-02-25 | 2009-08-28 | 성낙훈 | 미세 회로가 형성된 필름 기판 및 그 제조방법 |
| JP2011176111A (ja) * | 2010-02-24 | 2011-09-08 | Kyocera Corp | 配線基板 |
| JP5600458B2 (ja) * | 2010-03-30 | 2014-10-01 | 株式会社トッパンTdkレーベル | 焼成用転写型フィルム及び焼成体を備えるガラス板の製造方法 |
| JP2013211431A (ja) * | 2012-03-30 | 2013-10-10 | Nec Toppan Circuit Solutions Inc | 印刷配線板内蔵用電子部品および部品内蔵印刷配線板の製造方法 |
| US20180131042A1 (en) * | 2015-05-29 | 2018-05-10 | Panasonic Intellectual Property Management Co. Ltd. | Film exterior body for batteries, and battery having same |
| JP6661343B2 (ja) * | 2015-11-26 | 2020-03-11 | 富士フイルム株式会社 | 転写材料、転写材料の製造方法、積層体、積層体の製造方法、静電容量型入力装置の製造方法、及び、画像表示装置の製造方法 |
| CN208338048U (zh) * | 2016-01-07 | 2019-01-04 | 株式会社村田制作所 | 多层基板 |
| JP6497487B2 (ja) * | 2016-12-02 | 2019-04-10 | 株式会社村田製作所 | 多層配線基板 |
-
2020
- 2020-08-04 WO PCT/JP2020/029853 patent/WO2021025025A1/ja active Application Filing
- 2020-08-04 CN CN202080053670.3A patent/CN114175860B/zh active Active
- 2020-08-04 JP JP2021537325A patent/JP7205633B2/ja active Active
-
2022
- 2022-01-26 US US17/584,499 patent/US11856693B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0247607Y2 (ja) * | 1984-04-20 | 1990-12-14 | ||
| US20100230151A1 (en) * | 2009-03-07 | 2010-09-16 | Manfred Michalk | Circuit layout and method and device for producing a circuit pattern on a substrate |
| WO2018074139A1 (ja) * | 2016-10-18 | 2018-04-26 | 株式会社村田製作所 | 多層基板およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114175860B (zh) | 2024-10-11 |
| US11856693B2 (en) | 2023-12-26 |
| CN114175860A (zh) | 2022-03-11 |
| US20220151065A1 (en) | 2022-05-12 |
| JPWO2021025025A1 (ja) | 2021-02-11 |
| JP7205633B2 (ja) | 2023-01-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2011040393A1 (ja) | 回路基板及びその製造方法 | |
| US10051730B2 (en) | Multilayer substrate manufacturing method and multilayer substrate | |
| US11540393B2 (en) | Multilayer substrate, multilayer substrate mounting structure, method of manufacturing multilayer substrate, and method of manufacturing electronic device | |
| US10477704B2 (en) | Multilayer board and electronic device | |
| JP6380716B1 (ja) | 多層基板、多層基板の回路基板への実装構造、および多層基板の製造方法 | |
| WO2021025025A1 (ja) | 樹脂多層基板および樹脂多層基板の製造方法 | |
| US11456108B2 (en) | Multilayer board and manufacturing method thereof | |
| WO2012124362A1 (ja) | 樹脂多層基板 | |
| CN210899888U (zh) | 多层基板以及电子设备 | |
| WO2012132524A1 (ja) | フレキシブル多層基板 | |
| WO2020203724A1 (ja) | 樹脂多層基板、および樹脂多層基板の製造方法 | |
| JP7006802B2 (ja) | 樹脂多層基板 | |
| CN211828497U (zh) | 树脂多层基板以及电子设备 | |
| WO2020121801A1 (ja) | 樹脂多層基板、および樹脂多層基板の製造方法 | |
| CN217405406U (zh) | 多层基板 | |
| JP7197018B2 (ja) | 多層基板及び多層基板の製造方法 | |
| CN219204859U (zh) | 多层基板 | |
| WO2019240000A1 (ja) | 電気素子の製造方法、電気素子、および電気素子の実装構造 | |
| CN116156734A (zh) | 电路板及其制造方法 | |
| JP2020120024A (ja) | 多層基板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20849853 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021537325 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20849853 Country of ref document: EP Kind code of ref document: A1 |