WO2020203200A1 - 結晶化ガラス及び化学強化ガラス並びにそれらの製造方法 - Google Patents
結晶化ガラス及び化学強化ガラス並びにそれらの製造方法 Download PDFInfo
- Publication number
- WO2020203200A1 WO2020203200A1 PCT/JP2020/011304 JP2020011304W WO2020203200A1 WO 2020203200 A1 WO2020203200 A1 WO 2020203200A1 JP 2020011304 W JP2020011304 W JP 2020011304W WO 2020203200 A1 WO2020203200 A1 WO 2020203200A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- glass
- shape
- less
- dimensional
- crystallized glass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C10/00—Devitrified glass ceramics, i.e. glass ceramics having a crystalline phase dispersed in a glassy phase and constituting at least 50% by weight of the total composition
- C03C10/0054—Devitrified glass ceramics, i.e. glass ceramics having a crystalline phase dispersed in a glassy phase and constituting at least 50% by weight of the total composition containing PbO, SnO2, B2O3
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C10/00—Devitrified glass ceramics, i.e. glass ceramics having a crystalline phase dispersed in a glassy phase and constituting at least 50% by weight of the total composition
- C03C10/0018—Devitrified glass ceramics, i.e. glass ceramics having a crystalline phase dispersed in a glassy phase and constituting at least 50% by weight of the total composition containing SiO2, Al2O3 and monovalent metal oxide as main constituents
- C03C10/0027—Devitrified glass ceramics, i.e. glass ceramics having a crystalline phase dispersed in a glassy phase and constituting at least 50% by weight of the total composition containing SiO2, Al2O3 and monovalent metal oxide as main constituents containing SiO2, Al2O3, Li2O as main constituents
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/04—Glass compositions containing silica
- C03C3/076—Glass compositions containing silica with 40% to 90% silica, by weight
- C03C3/083—Glass compositions containing silica with 40% to 90% silica, by weight containing aluminium oxide or an iron compound
- C03C3/085—Glass compositions containing silica with 40% to 90% silica, by weight containing aluminium oxide or an iron compound containing an oxide of a divalent metal
- C03C3/087—Glass compositions containing silica with 40% to 90% silica, by weight containing aluminium oxide or an iron compound containing an oxide of a divalent metal containing calcium oxide, e.g. common sheet or container glass
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/04—Glass compositions containing silica
- C03C3/076—Glass compositions containing silica with 40% to 90% silica, by weight
- C03C3/097—Glass compositions containing silica with 40% to 90% silica, by weight containing phosphorus, niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2203/00—Production processes
- C03C2203/50—After-treatment
Definitions
- the present invention relates to three-dimensionally shaped crystallized glass and chemically strengthened glass having high transparency and excellent strength and moldability, and a method for producing them.
- cover glass of display devices of mobile devices such as mobile phones and smartphones
- cover glass of in-vehicle display members such as instrument panels and head-up displays (HUD).
- HUD head-up displays
- cover glass for example, thin and high-strength chemically strengthened glass is used.
- a three-dimensional glass composed of a plurality of R shapes may be required in order to improve operability and visibility.
- the method for producing glass having a three-dimensional shape include a method of heating a flat glass plate and bending it by pressing it with a molding die (also called three-dimensional molding) (Patent Document 1).
- Crystallized glass is glass in which crystals are precipitated in the glass by heat-treating the glass.
- Examples of the method for obtaining the three-dimensionally shaped crystallized glass include a method of bending and molding while precipitating crystals from the amorphous glass, a method of crystallizing the amorphous glass and then bending and molding, and grinding the crystallized glass. Examples thereof include a method of processing into a three-dimensional shape by the method of (Patent Documents 3 and 4), a method of bending and molding amorphous glass, and then crystallizing (Patent Documents 3 and 4).
- Patent Document 2 the temperature of the plate-shaped glass is maintained so as to be within the first temperature range, crystals are precipitated from the plate-shaped glass, and the plate-shaped glass is subjected to an external force acting on the plate-shaped glass.
- a method for producing a crystallized glass having a curved shape, which has a deformation step of transforming at least a part into a curved shape, is disclosed.
- Patent Document 3 describes a step of producing a crystalline glass bent plate which is deformed in a state of being softened by locally heating a part of the crystalline glass flat plate in one direction, and described above on a molding die.
- a crystallized glass bent plate comprising a crystallization step of placing the crystalline glass bent plate and heating the crystalline glass bent plate to deform and crystallize the crystalline glass bent plate to obtain the crystallized glass bent plate. The manufacturing method is disclosed.
- An object of the present invention is to provide a three-dimensional shaped glass having excellent strength, transparency and shape stability, and a method for manufacturing the same.
- the present inventors have found a three-dimensional shaped glass having excellent strength, transparency and shape stability and a method for producing the same, and have made the present invention.
- the present invention is composed of a plurality of R shapes including a minimum R shape having an average radius of curvature of 5.0 ⁇ 10 2 mm or less and a maximum R shape having an average radius of curvature of 1.0 ⁇ 10 3 mm or more. It is a three-dimensional crystallized glass.
- the maximum value of retardation measured by the following measurement method is 20 nm / mm or less.
- a crystallized glass having a haze value of 1.0% or less in terms of a thickness of 0.8 mm in the maximum R shape.
- the retardation is measured by vertically irradiating one or more points on the arc of each R shape with light having a wavelength of 543 nm and using a birefringence measuring device. However, if the angle formed by the tangent of the curved surface at the center of the measurement sample and the tangent of the surface to be measured is 90 ° or more, the measurement is not performed.
- the present invention has a compressive stress layer on the surface, a minimum R shape having an average radius of curvature of 5.0 ⁇ 10 2 mm or less, and a maximum R shape having an average radius of curvature of 1.0 ⁇ 10 3 mm or more.
- a three-dimensionally shaped chemically tempered glass composed of a plurality of R shapes including The surface compressive stress value (CS 0 ) is 500 MPa or more and the compressive stress layer depth (DOL) is 80 ⁇ m or more. Crystallized glass containing crystals, The maximum value of retardation per 1 mm thickness measured by irradiating light having a wavelength of 543 nm perpendicularly to the center of the smallest R shape is 20 nm / mm or less.
- the present invention relates to chemically strengthened glass having a haze value of 0.8 mm in thickness in the maximum R shape of 1.0% or less.
- SiO 2 is 58 to 74% in terms of mass% based on oxides.
- An amorphous glass containing 0.5 to 12% of any one or more of SnO 2 and ZrO 2 in total and 0 to 6% of P 2 O 5 is heated and bent to obtain an average radius of curvature of 5.
- a three-dimensional amorphous glass composed of a plurality of R shapes including a minimum R shape of 0 ⁇ 10 2 mm or less and a maximum R shape having an average radius of curvature of 1.0 ⁇ 10 3 mm or more.
- the present invention relates to a method for producing a three-dimensional crystallized glass, which comprises a step of obtaining the three-dimensional shape amorphous glass and a step of crystallizing the three-dimensional shape amorphous glass by heat treatment to obtain a three-dimensional shape crystallized glass.
- SiO 2 is 58 to 74% in terms of mass% based on oxides.
- a three-dimensional amorphous glass composed of a plurality of R shapes including a minimum R shape of 0 ⁇ 10 2 mm or less and a maximum R shape having an average radius of curvature of 1.0 ⁇ 10 3 mm or more.
- a step of crystallizing the three-dimensional amorphous glass by heat treatment to obtain a three-dimensional crystallized glass relates to a method for producing a three-dimensionally shaped chemically strengthened glass, which comprises a step of chemically strengthening the three-dimensionally shaped crystallized glass.
- the minimum R shape having an average radius of curvature of 5.0 ⁇ 10 2 mm or less and the maximum R shape having an average radius of curvature of 1.0 ⁇ 10 3 mm or more are included. It is a three-dimensional shape composed of a plurality of R shapes, and the maximum value of curvature per 1 mm thickness measured by irradiating light with a wavelength of 543 nm perpendicular to the minimum R shape is 20 nm / mm or less. Due to the presence, it is hard to crack and has excellent strength and molding stability. Further, the haze value in terms of thickness of 0.8 mm in the maximum R shape is 1.0% or less, so that the transparency is excellent.
- the method for producing three-dimensional shaped glass of the present invention after a step of heating amorphous glass having a specific composition to form three-dimensional shaped amorphous glass by bending molding, it is crystallized by heat treatment.
- the retardation generated during molding can be reduced and the strength can be improved.
- excellent transparency can be realized by suppressing deterioration of haze due to heating during molding.
- FIG. 1 is a perspective view showing an example of the shape of the three-dimensional glass of the present invention.
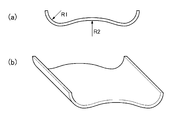
- 2A and 2B are views showing an example of the shape of the three-dimensional glass of the present invention, where FIG. 2A is a front view and FIG. 2B is a perspective view.
- 3A and 3B are views showing an example of the shape of the three-dimensional glass of the present invention, where FIG. 3A is a front view and FIG. 3B is a perspective view.
- FIG. 4 is a diagram showing an example of an X-ray diffraction pattern of crystallized glass.
- FIG. 5 is a schematic view showing an embodiment of the method for manufacturing a three-dimensional shaped glass of the present invention.
- amorphous glass and “crystallized glass” are collectively referred to as "glass”.
- amorphous glass refers to glass in which no diffraction peak indicating crystals is observed by powder X-ray diffraction.
- the “crystallized glass” refers to a glass obtained by heat-treating "amorphous glass” to precipitate crystals, and contains crystals.
- chemically strengthened glass refers to glass after being chemically strengthened
- chemically strengthened glass refers to glass before being chemically strengthened
- the "matrix composition of chemically strengthened glass” refers to the glass composition of chemically strengthened glass.
- the glass composition of the portion deeper than the compressive stress layer depth (DOL) of the chemically strengthened glass is the matrix composition of the chemically strengthened glass, except when an extreme ion exchange treatment is performed.
- the glass composition is expressed in mass% based on oxides unless otherwise specified, and mass% is simply expressed as "%".
- substantially not contained means that the level is below the level of impurities contained in raw materials and the like, that is, it is not intentionally added.
- the content of the component is specifically, for example, less than 0.1%.
- the "stress profile” means a compressive stress value expressed with the depth from the glass surface as a variable.
- tensile stress is expressed as negative compressive stress.
- the “compressive stress value (CS)” or “surface compressive stress value (CS 0 )” can be measured by flaking the cross section of the glass and analyzing the flaked sample with a birefringence imaging system.
- a birefringence imaging system for example, there is a birefringence imaging system Abrio-IM manufactured by Tokyo Instruments Co., Ltd.
- the "compressive stress value (CS)” or the “surface compressive stress value (CS 0 )” can also be measured by using scattered photoelasticity. In this method, light is incident from the surface of glass, and the polarization of the scattered light can be analyzed to measure CS.
- a stress measuring instrument using scattered photoelasticity for example, there is a scattered light photoelastic stress meter SLP-1000 manufactured by Orihara Seisakusho.
- the "compressive stress layer depth (DOL)” means the depth at which the compressive stress value (CS) becomes zero.
- CT internal tensile stress
- CT refers to a tensile stress value at a depth of 1/2 of the plate thickness t.
- the term "retadation” refers to a value obtained by irradiating light having a wavelength of 543 nm from a direction perpendicular to the main surface of the glass plate, measuring with a birefringence meter, and converting the thickness into 0.55 mm. ..
- Examples of the birefringence meter include WPA-100 and WPA-200 manufactured by Photonic Lattice Co., Ltd.
- light transmittance refers to the average transmittance of visible light at a wavelength of 380 nm to 780 nm.
- the "haze value” refers to a value measured according to JIS K3761: 2000 using a C light source.
- the "haze value converted to a thickness of 0.8 mm” means a haze value measured by processing the thickness to be 0.8 mm when the thickness of the object to be measured is not 0.8 mm.
- the "haze value converted to a thickness of 0.8 mm” is calculated from the haze value measured with the original thickness and the haze value measured after processing and changing the thickness, and the thickness is 0. The haze value corresponding to the case of 8 mm.
- the "coefficient of thermal expansion” refers to the average coefficient of thermal expansion from 50 ° C. to 500 ° C. measured at a heating rate of 10 ° C./min according to JIS R1618: 2002, unless otherwise specified.
- the "glass transition point” is a value obtained from the thermal expansion curve.
- Vickers hardness refers to Vickers hardness (HV0.1) defined in JIS R1610: 2003.
- the "fracture toughness value” can be measured by using the DCDC method (Acta metal.Matter. Vol.43, pp.3453-3458, 1995).
- the three-dimensional shaped glass according to the present invention includes a three-dimensional shaped crystallized glass and a three-dimensional shaped chemically strengthened glass.
- the "three-dimensional shape” refers to the minimum R shape having an average radius of curvature of 5.0 ⁇ 10 2 mm or less and the maximum R shape having an average radius of curvature of 1.0 ⁇ 10 3 mm or more.
- the three-dimensional shape in the present invention includes any of a curved shape composed of continuous curves, a shape curved in the vertical and horizontal directions, and a shape having irregularities on a plane.
- FIGS. 1, 2 and 3 are diagrams showing an example of the three-dimensional shaped glass of the present invention, respectively. These figures show three-dimensional shaped glass having a uniform thickness as a whole, but the three-dimensional shape may be a shape having portions having different thicknesses.
- the three-dimensional shape glass 100 of FIG. 1 has a peripheral portion 120 around a central portion 110 which is a substantially flat surface, includes a minimum R shape between the central portion 110 and the peripheral portion 120, and is a substantially flat central portion 110. Includes the largest R shape.
- (A) and (b) of FIG. 2 include a pair of minimum R shapes having an average radius of curvature of R1 curved in a direction away from the outer surface toward both ends at both ends of the inner and back surfaces.
- (A) and (b) of FIG. 3 include a pair of minimum R shapes having an average radius of curvature of R1 curved in a direction away from the outer surface toward both ends at both ends of the inner and back surfaces.
- Mean curvature is a physical index value that indicates how the surface is deviated from the plane.
- the mathematical derivation of mean curvature is well known and is omitted herein.
- the mean curvature of a surface is defined as an intermediate value between the maximum and minimum values of the curvature of the rotating body obtained by rotating the curved surface around the normal vector of the curved surface at a certain point on the surface.
- the mean radius of curvature of the surface is determined as the reciprocal of the mean curvature.
- the mean curvature at any point on the sphere with a radius of R is 1 / R.
- the maximum curvature is 1 / R and the minimum curvature is 0, so that the average curvature is 1 / 2R. Therefore, the value of mean curvature at a point on the surface is an important parameter representing the physical shape.
- the mean curvature can be measured by any known method.
- the average radius of curvature R1 in the smallest R shape is 5.0 ⁇ 10 2 mm or less, preferably 1.0 ⁇ 10 2 mm or less, and more preferably 5.0 ⁇ 10 1 mm or less.
- the average radius of curvature R1 is preferably 1.0 mm or more, more preferably 2.5 mm or more, and further preferably 5.0 mm or more.
- the minimum bending angle of the R shape is preferably 1 ° or more, more preferably 10 ° or more, and even more preferably 20 ° or more. Further, the minimum bending angle of the R shape is preferably 89 ° or less, more preferably 80 ° or less, and further preferably 75 ° or less.
- the average radius of curvature R2 of the maximum R shape is 1.0 ⁇ 10 3 mm or more, preferably 2.5 ⁇ 10 3 mm or more, and more preferably 5.0 ⁇ 10 3 mm or more.
- the average radius of curvature R2 is preferably not more than 4.0 ⁇ 10 5 mm, more preferably 2.0 ⁇ 10 5 mm, more preferably not more than 1.0 ⁇ 10 5 mm.
- the maximum bending angle of the R shape is preferably more than 0 ° to 10.0 °, more preferably more than 0 ° to 8.0 °, and even more preferably more than 0 ° to 5.0 °.
- the stress remaining inside the three-dimensional shaped glass according to the present invention can be evaluated using retardation as an index.
- the refractive index of the first linearly polarized light of a predetermined wavelength measured using a birefringence measuring device and the refractive index of the second linearly polarized light orthogonal to the first linearly polarized light The difference in refractive index (refractive index anisotropy) is ⁇ n, and the thickness of the central portion of the three-dimensional shaped glass is t [nm].
- the level of residual stress may be evaluated by the measured retardation ⁇ n ⁇ t [nm].
- the maximum value of retardation measured by the following measuring method is 20 nm / mm or less, preferably 18 nm / mm or less, and more preferably 16 nm / mm or less.
- the retardation value may be measured on at least one cross section. (Measuring method)
- the retardation is measured by vertically irradiating one or more points on the arc of each R shape with light having a wavelength of 543 nm and using a birefringence measuring device. However, if the angle formed by the tangent of the curved surface at the center of the measurement sample and the tangent of the surface to be measured is 90 ° or more, the measurement is not performed.
- the size of the retardation depends on the stress in the glass, and a small maximum value of the retardation means that the stress difference in the glass is small.
- the three-dimensional shaped glass of the present invention is hard to break and has excellent strength and molding stability because the maximum retardation value is 20 nm / mm or less.
- the lower limit of the maximum value of the retardation is not particularly limited, but is usually 1 nm / mm or more.
- the haze value in terms of thickness of 0.8 mm in the maximum R shape is 1.0% or less, preferably 0.8% or less, more preferably 0.5% or less. 0.4% or less is more preferable, 0.3% or less is extremely preferable, and 0.25% or less is most preferable.
- the haze value is 1.0% or less, excellent transparency can be realized, which is suitable for a cover glass or the like of a display portion of a mobile terminal or the like.
- the haze value in terms of thickness 0.8 mm in the maximum R shape should be 0.05% or more in order to increase the mechanical strength. Preferably, 0.08% or more is more preferable.
- the three-dimensional shaped glass according to the present invention preferably has a light transmittance of 8.5% or more, more preferably 87% or more, further preferably 88% or more, preferably 89% or more in terms of thickness of 0.8 mm in the maximum R shape. % Or more is particularly preferable.
- the light transmittance is 85% or more, the screen becomes easy to see when used as a cover glass of a portable display.
- the three-dimensional shaped glass according to the present invention is crystallized glass, it has higher strength than amorphous glass and has a large Vickers hardness, so that it is not easily scratched.
- the Vickers hardness is preferably 700 or more, more preferably 740 or more, and even more preferably 780 or more because of wear resistance.
- the Vickers hardness is preferably 1100 or less, more preferably 1050 or less, and further preferably 1000 or less.
- the crystallized glass according to the present invention is included in the above-mentioned three-dimensional shape glass, and is a three-dimensional shape crystallized glass.
- the Young's modulus of the crystallized glass according to the present invention is preferably 80 GPa or more, more preferably 85 GPa or more, still more preferably 87 GPa or more, and particularly preferably 90 GPa or more because warpage can be suppressed during chemical strengthening treatment. .. If the Young's modulus is too high, processing such as polishing becomes difficult. Therefore, in order to improve processability, the Young's modulus is preferably 130 GPa or less, more preferably 125 GPa or less, still more preferably 120 GPa or less.
- the fracture toughness value of the crystallized glass according to the present invention is preferably 0.8 MPa ⁇ m 1/2 or more, more preferably 1 MPa ⁇ m 1/2 or more. When the fracture toughness value is in the above range, the fragments are less likely to scatter when the tempered glass is broken.
- the average coefficient of thermal expansion of the crystallized glass according to the present invention at 50 ° C. to 350 ° C. is preferably 30 ⁇ 10 -7 / ° C. or less, more preferably 25 ⁇ 10 -7 / ° C. or less, and further preferably 20 ⁇ 10 ⁇ . It is 7 / ° C. or lower, particularly preferably 15 ⁇ 10 -7 / ° C. or lower.
- the average coefficient of thermal expansion from 50 ° C. to 350 ° C. is usually 10 ⁇ 10 -7 / ° C. or higher.
- the crystallized glass according to the present invention preferably contains lithium aluminosilicate crystals. Crystallized glass containing lithium aluminosilicate crystals can obtain high strength because the precipitated crystals are also strengthened by the chemical strengthening treatment.
- the crystallized glass according to the present invention is preferably crystallized glass containing ⁇ -spodium crystals.
- the ⁇ -spojumen crystal is represented as LiAlSi 2 O 6 and has Bragg angles (2 ⁇ ) of 25.55 ° ⁇ 0.05 °, 22.71 ° ⁇ 0.05 °, and 28.20 ° in the X-ray diffraction spectrum. It is a lithium aluminosilicate crystal showing a diffraction peak at ⁇ 0.05 °.
- FIG. 4 shows an example of an X-ray diffraction pattern of a crystallized glass containing ⁇ -spodium crystals and a hardened crystallized glass (chemically strengthened glass).
- the solid line is the X-ray diffraction pattern measured for the crystallized glass plate before strengthening, and the diffraction line of the ⁇ -spodium crystal indicated by the black circle is recognized in FIG.
- the dotted line shows the X-ray diffraction pattern measured for the chemically strengthened crystallized glass (chemically strengthened glass) plate.
- Crystallized glass containing ⁇ -spodium crystals tends to have a larger surface compressive stress value (CS 0 ) due to chemical strengthening than crystallized glass containing other crystals. Since the crystal structure of ⁇ -spojumen crystals is dense, the compressive stress generated by the change in crystal structure when the ions in the precipitated crystal are replaced with larger ions by the ion exchange treatment for chemical strengthening is large, and the chemical strengthening occurs. It is thought that this is because the effect of is greater.
- crystallized glass containing ⁇ -spodium crystals tends to contain large crystals, which is why the transparency is low and the haze value is often large.
- the crystallized glass according to the present invention contains a large number of fine crystals, has high transparency, and has a small haze value.
- the crystallization rate of the crystallized glass according to the present invention is preferably 10% or more, more preferably 15% or more, further preferably 20% or more, and particularly preferably 25% or more in order to increase the mechanical strength.
- the crystallization rate is preferably 95% or less, more preferably 90% or less, and particularly preferably 85% or less.
- the crystallization rate can be calculated by the Rietveld method from the X-ray diffraction intensity.
- the Rietveld method is described in the "Crystal Analysis Handbook” (Kyoritsu Shuppan, 1999, pp. 492-499), edited by the Editorial Committee of the "Crystal Analysis Handbook” of the Crystallographic Society of Japan.
- the average particle size of the precipitated crystals of the crystallized glass according to the present invention is preferably 300 nm or less, more preferably 200 nm or less, still more preferably 150 nm or less.
- the average particle size of the precipitated crystals can be calculated from the powder X-ray diffraction intensity by using the Rietveld method.
- the crystallized glass according to the present invention contains 58 to 74% of SiO 2 , 5 to 30% of Al 2 O 3 , 1 to 14% of Li 2 O, and 0 of Na 2 O in terms of mass% based on oxides. and 5%, preferably contains 0-2% of K 2 O, also 0.5 to 12% total any one or more of SnO 2 and ZrO 2, and P 2 O 5 0-6 % Is more preferable.
- Li 2 O is contained in an amount of 2 to 14%
- Na 2 O + K 2 O is particularly preferably contained in an amount of 1 to 5%.
- SiO 2 is 58 to 70%
- Al 2 O 3 is 15 to 30%
- Li 2 O is 2 to 10%
- Na 2 O is 0 to 5%
- SnO 2 0.5 to 6%
- ZrO 2 0.5 to 6%
- P 2 O 5 0 to 6%
- Crystallized glass is more preferred.
- a crystallized amorphous glass having the above composition is preferable.
- the three-dimensional shaped glass according to the present invention is preferably chemically strengthened glass. That is, the chemically strengthened glass according to the present invention is included in the above-mentioned three-dimensionally shaped glass, and is a three-dimensionally shaped chemically strengthened glass.
- the surface compressive stress value (CS 0 ) of the chemically strengthened glass according to the present invention is 500 MPa or more, it is not easily cracked due to deformation such as bending, which is preferable.
- the surface compressive stress value of the chemically strengthened glass according to the present invention is more preferably 600 MPa or more, further preferably 800 MPa or more, and particularly preferably 1000 MPa or more.
- the compressive stress layer depth (DOL) of the chemically strengthened glass according to the present invention is 80 ⁇ m or more, it is not easily cracked even when the surface is scratched, which is preferable.
- the DOL is more preferably 90 ⁇ m or more, further preferably 100 ⁇ m or more, and particularly preferably 120 ⁇ m or more.
- the maximum depth at which the compressive stress value is 50 MPa or more (hereinafter, may be referred to as “50 MPa depth”) is 80 ⁇ m or more, it becomes difficult to crack even when dropped on a hard surface such as asphalt. More preferred.
- the depth of 50 MPa is more preferably 90 ⁇ m or more, and particularly preferably 100 ⁇ m or more.
- the internal tensile stress (CT) of the chemically strengthened glass according to the present invention is 110 MPa or less because debris is less likely to scatter when the tempered glass breaks.
- the CT is more preferably 100 MPa or less, still more preferably 90 MPa or less.
- CT is preferably 50 MPa or more, more preferably 55 MPa or more, and even more preferably 60 MPa or more.
- the four-point bending strength of the chemically strengthened glass according to the present invention is preferably 900 MPa or more, more preferably 1000 MPa or more, still more preferably 1100 MPa or more.
- the 4-point bending strength is measured using a test piece of 40 mm ⁇ 5 mm ⁇ 0.8 mm at a lower span of 30 mm, an upper span of 10 mm, and a crosshead speed of 0.5 mm / min. 10
- the average value of the test pieces is defined as the 4-point bending strength.
- the light transmittance and haze value of the chemically strengthened glass according to the present invention are almost the same as those of the three-dimensional shaped glass before the chemically strengthened glass. Further, it is preferable to contain ⁇ -spodium crystals as in the case of the three-dimensional shaped glass before chemical strengthening.
- the Vickers hardness of the chemically strengthened glass according to the present invention tends to be higher than that of the three-dimensional shaped glass before the chemically strengthened glass.
- the Vickers hardness of the chemically strengthened glass according to the present invention is preferably 720 or more, more preferably 740 or more, further preferably 780 or more, and even more preferably 800 or more.
- the Vickers hardness of the chemically strengthened glass according to the present invention is usually 950 or less.
- the method for producing a three-dimensional crystallized glass according to the present invention includes the following steps (1) and (2).
- steps (1) and (2) Step of heating amorphous glass to obtain three-dimensional amorphous glass by bending molding
- Step (1) Step of obtaining amorphous glass having a three-dimensional shape by placing amorphous glass on a molding die and heating it In step (1), the amorphous glass is bent and molded and bent into a curved shape. This is a step of obtaining amorphous glass having a three-dimensional shape.
- the glass composition of amorphous glass is expressed in terms of mass% based on oxides, SiO 2 is 58 to 74%, Al 2 O 3 is 5 to 30%, Li 2 O is 1 to 14%, and Na 2 O is 0.
- the composition may contain ⁇ 5%, K 2 O 0 to 2%, any one or more of SnO 2 and ZrO 2 in total 0.5 to 12%, and P 2 O 5 0 to 6%. preferable.
- Li 2 O is contained in an amount of 2 to 14%
- Na 2 O + K 2 O is more preferably contained in an amount of 1 to 5%.
- SiO 2 is 58 to 70%
- Al 2 O 3 is 15 to 30%
- Li 2 O is 2 to 10%
- Na 2 O is 0 to 5%
- SnO 2 0.5 to 6%
- ZrO 2 0.5 to 6%
- P 2 O 5 0 to 6%
- composition of these glasses will be described below.
- SiO 2 is a component that forms a network structure of glass. Further, SiO 2 is a component that enhances chemical durability, is a component of a lithium aluminosilicate crystal, and is also a component of a lithium aluminosilicate crystal.
- the content of SiO 2 is preferably 58% or more, more preferably 60% or more, still more preferably 64% or more. On the other hand, if the content of SiO 2 is too large, the meltability is remarkably lowered. Therefore, the content of SiO 2 is preferably 74% or less, more preferably 70% or less, further preferably 68% or less, and particularly preferably 66% or less. ..
- Al 2 O 3 is an effective component for increasing the compressive stress generated by chemical strengthening and is indispensable.
- Al 2 O 3 is a constituent component of lithium aluminosilicate crystals.
- the content of Al 2 O 3 is preferably 5% or more, and more preferably 15% or more when ⁇ -spodium crystals are desired to be precipitated.
- the content of Al 2 O 3 is more preferably 20% or more.
- the content of Al 2 O 3 is preferably 30% or less, more preferably 25% or less.
- Li 2 O is a component that forms compressive stress by ion exchange, is a component of lithium aluminosilicate crystals, and is indispensable.
- the content of Li 2 O is preferably 1% or more, more preferably 2% or more, still more preferably 4% or more.
- the content of Li 2 O is preferably 14% or less, more preferably 10% or less, further preferably 8% or less, and particularly preferably 6% or less when it is desired to precipitate ⁇ -spodium crystals.
- Li 2 O and Al 2 content ratio of O 3 Li 2 O / Al 2 O 3 is highly transparent when less than 0.3 for Is preferable. It is considered that this is because the crystallization progresses rapidly during the heat treatment and the crystal size increases.
- Na 2 O is a component that improves the meltability of glass.
- Na 2 O is not essential, but the content is preferably 0.5% or more, more preferably 1% or more. If the amount of Na 2 O is too large, lithium aluminosilicate crystals are less likely to precipitate or the chemical strengthening property is deteriorated. Therefore, the content of Na 2 O is preferably 5% or less, more preferably 4% or less, and 3% or less. More preferred.
- K 2 O is a component that lowers the melting temperature of glass and may be contained.
- the content is preferably 0.5% or more, more preferably 1% or more.
- the total content of Na 2 O and K 2 O, Na 2 O + K 2 O, is preferably 1% or more, more preferably 2% or more.
- the content is preferably 2% or less.
- the Na 2 O and K 2 total content of O Na 2 O + K 2 O is the promotion of crystallization during the heat treatment that the excess is inhibited, there is a possibility that transparency may decrease.
- the total content is preferably 5% or less, more preferably 4% or less, still more preferably 3% or less.
- ZrO 2 nor SnO 2 is essential, but they are components constituting the crystal nucleus during the crystallization treatment, and it is preferable that any one or more of them are contained.
- Sum SnO 2 + ZrO 2 content of SnO 2 and ZrO 2 is preferably 0.5% or more to produce crystal nuclei, 1% or more is more preferable.
- the total content is more preferably 3% or more, further preferably 4% or more, further preferably 5% or more, and particularly preferably 6% or more. 7% or more is most preferable.
- the total content is preferably 12% or less, more preferably 10% or less, further preferably 9% or less, and particularly preferably 8% or less, because defects due to unmelted substances are unlikely to occur in the glass.
- SnO 2 is preferably contained in an amount of 0.5% or more.
- the SnO 2 content is more preferably 1% or more, further preferably 1.5% or more.
- the content of SnO 2 is more preferably 5% or less, still more preferably 4% or less.
- SnO 2 is also a component that enhances resistance to solarization.
- the SnO 2 content is preferably 1% or more, more preferably 1.5% or more in order to suppress solarization.
- TiO 2 and ZrO 2 are known as crystal nucleation components of crystallized glass. According to the studies by the present inventors, the effect of ZrO 2 was higher than that of TiO 2 in this composition. In addition, the addition of SnO 2 increased the transparency of the crystallized glass.
- the content of ZrO 2 is preferably 0.5% or more, more preferably 1% or more. On the other hand, when the content of ZrO 2 is 6% or less, devitrification is less likely to occur at the time of melting, and deterioration of the quality of the chemically strengthened glass can be suppressed.
- the content of ZrO 2 is preferably 6% or less, more preferably 5% or less, and even more preferably 4% or less.
- the ratio of the amount of SnO 2 to the total amount of SnO 2 / (SnO 2 + ZrO 2 ) is preferably 0.3 or more, preferably 0.35 or more in order to increase transparency. More preferably, 0.45 or more is further preferable.
- SnO 2 / (SnO 2 + ZrO 2 ) is preferably 0.7 or less, more preferably 0.65 or less, still more preferably 0.6 or less in order to increase the strength.
- TiO 2 is a crystal nucleation component of crystallized glass, it may be contained.
- the content is preferably 0.1% or more, more preferably 0.15% or more, still more preferably 0.2% or more.
- the content of TiO 2 is 5% or less, devitrification is less likely to occur at the time of melting, and deterioration of the quality of the chemically strengthened glass can be suppressed, so 5% or less is preferable.
- the content of TiO 2 is more preferably 3% or less, still more preferably 1.5% or less.
- the content of TiO 2 is preferably 1% or less, more preferably 0.5% or less, still more preferably 0.25 in order to prevent coloring. % Or less, and it is particularly preferable that the content is substantially not contained.
- P 2 O 5 has the effect of promoting phase separation of glass and promoting crystallization, and may be contained.
- the content is preferably 0.1% or more, more preferably 0.5% or more, still more preferably 1% or more, and particularly preferably 2% or more.
- the content of P 2 O 5 is preferably 6% or less, more preferably 5% or less, further preferably 4% or less, particularly preferably 3% or less, and most preferably 2% or less. In order to further increase the acid resistance, it is preferable that P 2 O 5 is substantially not contained.
- B 2 O 3 is a component that improves the chipping resistance of the chemically strengthened glass or the chemically strengthened glass and also improves the meltability, and may be contained. Although B 2 O 3 is not essential, the content when B 2 O 3 is contained is preferably 0.5% or more, more preferably 1% or more, still more preferably 1% or more in order to improve the meltability. It is 2% or more.
- the content of B 2 O 3 is more preferably 4% or less, further preferably 3% or less, and particularly preferably 1% or less. In order to increase acid resistance, it is preferably not contained substantially.
- MgO is a component that increases the compressive stress due to chemical strengthening, and is a component that suppresses the scattering of debris when the tempered glass breaks, and may be contained.
- the content is preferably 0.5% or more, more preferably 1% or more.
- the MgO content is preferably 5% or less, more preferably 4% or less, still more preferably 3% or less.
- CaO is a component that improves the meltability of glass, and may be contained in order to prevent devitrification during melting and improve the solubility while suppressing an increase in the coefficient of thermal expansion.
- the content is preferably 0.5% or more, more preferably 1% or more.
- the CaO content is preferably 4% or less, more preferably 3% or less, and particularly preferably 2% or less.
- SrO is a component that improves the meltability of glass, and also improves the refractive index of glass to bring the refractive index of the residual glass phase after crystallization closer to the refractive index of the precipitated crystal, thereby increasing the transmittance of the crystallized glass. May be contained because it can improve.
- the content is preferably 0.1% or more, more preferably 0.5% or more, and further preferably 1% or more.
- the SrO content is preferably 3% or less, more preferably 2.5% or less, further preferably 2% or less, and 1%. The following are particularly preferred.
- BaO is a component that improves the meltability of glass, and also improves the refractive index of glass to bring the refractive index of the residual glass phase after crystallization closer to the refractive index of the lithium aluminosilicate crystal phase. May be contained because the permeability of the glass can be improved.
- the content is preferably 0.1% or more, more preferably 0.5% or more, and further preferably 1% or more.
- the BaO content is preferably 3% or less, more preferably 2.5% or less, further preferably 2% or less, and 1%. The following are particularly preferred.
- ZnO is a component that lowers the coefficient of thermal expansion of glass and increases its chemical durability. Further, ZnO may be contained in order to improve the refractive index of the glass and improve the transmittance of the crystallized glass by bringing the refractive index of the residual glass phase after crystallization close to the refractive index of the lithium aluminosilicate crystal phase. ..
- the content is preferably 0.5% or more, more preferably 1% or more, further preferably 1.5% or more, and particularly preferably 2% or more.
- the ZnO content is preferably 4% or less, more preferably 3% or less, still more preferably 2% or less.
- Y 2 O 3 , La 2 O 3 , Nb 2 O 5 and Ta 2 O 5 all have the effect of suppressing the scattering of debris when the glass is broken, and are contained in order to increase the refractive index. You may. If the inclusion of these components, Y 2 O 3, La 2 O 3, Nb 2 total Y 2 O content of O 5 3 + La 2 O 3 + Nb 2 O 5 is preferably 0.5% or more, more preferably Is 1% or more, more preferably 1.5% or more, and particularly preferably 2% or more. Further, in order to prevent the glass from devitrifying during melting, the content of Y 2 O 3 + La 2 O 3 + Nb 2 O 5 is preferably 4% or less, more preferably 3% or less, still more preferably 2% or less. It is particularly preferably 1% or less.
- the total content of Y 2 O 3 , La 2 O 3 , Nb 2 O 5 and Ta 2 O 5 Y 2 O 3 + La 2 O 3 + Nb 2 O 5 + Ta 2 O 5 is preferably 0.5% or more. , More preferably 1% or more, further preferably 1.5% or more, and particularly preferably 2% or more. Further, in order to prevent the glass from devitrifying during melting, Y 2 O 3 + La 2 O 3 + Nb 2 O 5 + Ta 2 O 5 is preferably 4% or less, more preferably 3% or less, still more preferably 2%. It is less than or equal to, particularly preferably 1% or less.
- CeO 2 has an effect of oxidizing glass, and when it contains a large amount of SnO 2 , it may be contained because it may suppress the reduction of SnO 2 to the coloring component SnO to suppress coloring.
- the content is preferably 0.03% or more, more preferably 0.05% or more, still more preferably 0.07% or more.
- CeO 2 is used as an oxidizing agent, if the content of CeO 2 is too large, the glass tends to be colored. Therefore, in order to increase the transparency, the content is preferably 1.5% or less, preferably 1.0% or less. Is more preferable.
- a coloring component may be added as long as the achievement of the desired chemical strengthening property is not hindered.
- the coloring component include Co 3 O 4 , MnO 2 , Fe 2 O 3 , NiO, CuO, Cr 2 O 3 , V 2 O 5 , Bi 2 O 3 , SeO 2 , Er 2 O 3 , Nd 2 O. 3 is mentioned as a suitable one.
- the content of the coloring components is preferably in the range of 1% or less in total. If it is desired to increase the light transmittance of the glass, it is preferable that these components are not substantially contained.
- SO 3 , chloride, fluoride and the like may be appropriately contained as a fining agent or the like when melting the glass. It is preferable that As 2 O 3 is not contained.
- the content of Sb 2 O 3 is preferably 0.3% or less, more preferably 0.1% or less, and most preferably not contained.
- the average coefficient of thermal expansion of amorphous glass at 50 to 500 ° C. is preferably 100 ⁇ 10-7 / ° C. or less, more preferably 80 ⁇ 10. It is -7 / ° C. or lower, more preferably 60 ⁇ 10 -7 / ° C. or lower. If the average thermal expansion coefficient of amorphous glass at 50 to 500 ° C. is small, a difference in thermal expansion between the mold and the amorphous glass will occur during molding, and it will not be possible to mold into a desired shape. Therefore, the average coefficient of thermal expansion of amorphous glass at 50 to 500 ° C. is preferably 10 ⁇ 10 -7 / ° C. or higher, more preferably 30 ⁇ 10 -7 / ° C. or higher, and even more preferably 40 ⁇ 10 -7 / ° C. / ° C or higher.
- the difference in thermal expansion between the bending molding mold material and glass which will be described later, is large, it is necessary to design the mold in consideration of the correction factor according to the target shape. Since the average coefficient of thermal expansion of amorphous glass is within the above range, when carbon is used as the mold material for bending, the difference in thermal expansion between the glass and the mold can be reduced, and the correction factor is calculated from the target shape of the mold. There is no need to design, and productivity can be improved.
- Amorphous glass can be produced, for example, by the following method.
- the method shown below is an example of producing a plate-shaped amorphous glass.
- the glass raw materials are prepared so that a glass having a preferable composition can be obtained, and the glass is heated and melted in a glass melting kiln. Then, the molten glass is homogenized by bubbling, stirring, addition of a fining agent, etc., molded into a glass plate having a predetermined thickness by a known molding method, and slowly cooled. Alternatively, the molten glass may be formed into a block shape, slowly cooled, and then cut into a plate shape.
- a method for manufacturing flat glass for example, a float method, a press method, a fusion method and a down draw method can be used.
- the float method is preferable.
- continuous molding methods other than the float method for example, the fusion method and the down draw method are also preferable.
- Bending molding is a process in which glass is heated to form a curved shape and then rapidly cooled from a high temperature without crystallizing.
- Examples of the bending molding method include existing bending molding methods such as a self-weight molding method, a vacuum forming method, and a press molding method, and any method can be selected. Further, two or more kinds of bending molding methods may be used in combination.
- the self-weight molding method is a method in which a glass plate is placed on a mold, the glass plate is heated, and the glass plate is adapted to the mold by gravity to be bent into a predetermined shape.
- a glass plate is placed on a molding mold, the periphery of the glass plate is sealed, the space between the molding mold and the glass plate is depressurized, and a differential pressure is applied to the front and back surfaces of the glass plate to bend the glass plate.
- This is a molding method.
- the upper surface side of the glass plate may be pressurized as an auxiliary.
- Press molding is a method in which a glass plate is placed between molding molds (lower mold and upper mold), the glass plate is heated, and a press load is applied between the upper and lower molding molds to bend and mold into a predetermined shape. ..
- the glass is deformed by applying force while it is heated.
- the bending molding temperature (hereinafter, also abbreviated as thermal bending temperature) is low, the desired shape cannot be formed. Therefore, the bending molding temperature is preferably 500 ° C. or higher, more preferably 600 ° C. or higher, still more preferably 700 ° C. or higher. Yes, 750 ° C. or higher is the most preferable.
- the temperature of bending molding is high, the temperature exceeds the upper limit of the temperature of the molding machine, so it is preferably 1100 ° C. or lower, more preferably 1050 ° C. or lower, and most preferably 900 ° C. or lower.
- the bending viscosity is preferably 10 8 Pa ⁇ s or more, more preferably 10 9 Pa ⁇ s or more, and 10 10 Pa ⁇ s or more is most preferable. If the viscosity of the bending molding is high, it is difficult to maintain the desired shape. Therefore, the bending molding viscosity is preferably 10 13 Pa ⁇ s or less, more preferably 10 12 Pa ⁇ s or less, and 10 11.5 Pa ⁇ s or less. Is the most preferable.
- the difference between them is preferably 5 ° C. or higher, more preferably 10 ° C. or higher, and further preferably 15 ° C. or higher.
- the difference between the maximum temperature of the crystallization treatment and the thermal bending temperature is preferably 200 ° C. or lower, more preferably 150 ° C. or lower, still more preferably 130 ° C. or lower, and particularly preferably 100 ° C. in order to suppress a decrease in transmittance due to bending molding. It is below ° C.
- the difference between the nucleation temperature and the thermal bending temperature is preferably 10 ° C. or less when it is desired to promote nucleation during thermal bending.
- the temperature difference is preferably 10 ° C. or more.
- the transmittance may decrease due to bending molding.
- the decrease in transmittance due to bending molding is preferably 3% or less, more preferably 2% or less, further preferably 1.5% or less, and particularly preferably 1% or less.
- the light transmittance before bending and molding is high, and the light transmittance in terms of thickness 0.8 mm is 85% or more. preferable.
- the light transmittance in terms of thickness of 0.8 mm is more preferably 87% or more, and particularly preferably 89% or more.
- the absolute value of the difference between the average coefficient of thermal expansion of amorphous glass at 50 to 500 ° C. and the average coefficient of thermal expansion of mold material used for bending molding at 50 to 500 ° C. is preferably 150 ⁇ 10-7 / ° C. or less. , More preferably 100 ⁇ 10 -7 / ° C. or lower, still more preferably 50 ⁇ 10 -7 / ° C. or lower, and most preferably 30 ⁇ 10 -7 / ° C. or lower.
- the difference in thermal expansion between the mold used for bending and the glass is large, the releasability of the glass is poor. Therefore, it is necessary to design the mold in consideration of the correction factor obtained from the difference between the expansion coefficient of the glass and the expansion coefficient of the mold material. Productivity is reduced. Since the absolute value of the difference is 150 ⁇ 10 -7 / ° C or less, the difference in thermal expansion between the mold used for bending and the glass is reduced, there is no need to design the mold according to the target shape, and productivity is achieved. Can be improved.
- the amorphous glass in the present invention has an average coefficient of thermal expansion at 50 to 500 ° C. close to that of carbon, it is preferable to bend and mold it using a carbon mold made of carbon. As a result, it is possible to suppress the occurrence of stress difference during molding and improve the strength without making a large correction, and it is possible to realize excellent dimensional stability and molding accuracy.
- the average coefficient of thermal expansion of the amorphous glass in the present invention at 50 to 500 ° C. is large, it is difficult to obtain a desired shape. Therefore, it is preferably 170 ⁇ 10-7 / ° C. or less, more preferably 160. It is ⁇ 10-7 / ° C. or less, and more preferably 150 ⁇ 10-7 / ° C. or less.
- the coefficient of thermal expansion is particularly preferably 60 ⁇ 10 -7 / ° C. or less.
- the coefficient of thermal expansion is low, the releasability from the side deteriorates, so it is preferably 20 ⁇ 10 -7 / ° C or higher, more preferably 30 ⁇ 10 -7 / ° C or higher, and further preferably 40 ⁇ It is 10-7 / ° C or higher.
- the difference between the glass transition point of the amorphous glass and the maximum temperature of the crystallization treatment in the present invention is preferably 10 ° C. or higher, more preferably 20 ° C. or higher, still more preferably 20 ° C. or higher, from the viewpoint of suppressing crystal growth during molding. It is 30 ° C. or higher.
- Step (2) Step of crystallizing the three-dimensional shape amorphous glass by heat treatment to obtain a three-dimensional shape crystallized glass
- the three-dimensional shape amorphous glass obtained in the step (1) is obtained.
- This is a step of obtaining crystallized glass having a three-dimensional shape by heat-treating the glass.
- the heat treatment in the step (2) is a two-step process in which the temperature is raised from room temperature to the first treatment temperature and held for a certain period of time, and then held at a second treatment temperature higher than the first treatment temperature for a certain period of time. It is preferably by heat treatment.
- the first treatment temperature is preferably a temperature range in which the crystal nucleation rate is high in the glass composition
- the second treatment temperature is a temperature range in which the crystal growth rate is high in the glass composition.
- the holding time at the first treatment temperature is long so that a sufficient number of crystal nuclei grow. By forming a large number of crystal nuclei, the size of each crystal becomes smaller, and a highly transparent crystallized glass can be obtained.
- the first treatment temperature is, for example, 550 ° C to 800 ° C
- the second treatment temperature is, for example, 850 ° C to 1000 ° C. After holding at the first treatment temperature for 2 to 10 hours, hold at the second treatment temperature for 2 to 10 hours.
- the three-dimensional crystallized glass obtained by the above procedure is ground and polished as necessary.
- cutting or chamfering a crystallized glass plate to a predetermined shape and size if cutting or chamfering is performed before the chemical strengthening treatment, the end face is also compressed by the subsequent chemical strengthening treatment. It is preferable because a layer is formed.
- the method for producing a three-dimensionally shaped chemically strengthened glass according to the present invention includes the following steps (1) to (3).
- the chemical strengthening treatment brings the glass into contact with the metal salt, such as by immersing it in a melt of a metal salt (eg, potassium nitrate) containing metal ions (typically Na or K ions) with a large ion radius.
- a metal salt eg, potassium nitrate
- metal ions typically Na or K ions
- a metal ion with a small ion radius typically Na ion or Li ion
- a metal ion with a large ion radius typically a Na ion or K ion with respect to Li ion.
- Na ion is replaced with K ion).
- Li-Na exchange Li ions in the glass are exchanged with Na ions.
- Na-K exchange Na ions in the glass are exchanged with K ions.
- Examples of the molten salt for performing the chemical strengthening treatment include nitrates, sulfates, carbonates, chlorides and the like.
- examples of the nitrate include lithium nitrate, sodium nitrate, potassium nitrate, cesium nitrate, silver nitrate and the like.
- examples of the sulfate include lithium sulfate, sodium sulfate, potassium sulfate, cesium sulfate, silver sulfate and the like.
- Examples of the carbonate include lithium carbonate, sodium carbonate, potassium carbonate and the like.
- Examples of chlorides include lithium chloride, sodium chloride, potassium chloride, cesium chloride, silver chloride and the like.
- the time, temperature, etc. may be appropriately selected in consideration of the glass composition, the type of molten salt, and the like.
- the chemically strengthened glass according to the present invention is preferably obtained by, for example, the following two-step chemical strengthening treatment.
- the three-dimensional crystallized glass is immersed in a metal salt containing Na ions (for example, sodium nitrate) at about 350 to 500 ° C. for about 0.1 to 10 hours.
- a metal salt containing Na ions for example, sodium nitrate
- a compressive stress layer having a surface compressive stress value (CS 0 ) of 200 MPa or more and a compressive stress layer depth of 80 ⁇ m or more is formed. it can.
- CS 0 surface compressive stress value
- the surface compressive stress value is preferably 900 MPa or less, more preferably 700 MPa or less, and further preferably 600 MPa or less.
- the metal salt containing K ions for example, potassium nitrate
- the metal salt containing K ions for example, potassium nitrate
- the metal salt containing K ions at about 350 to 500 ° C. is immersed for about 0.1 to 10 hours.
- a large compressive stress is generated in a portion of the compressive stress layer formed in the previous treatment, for example, within a depth of about 10 ⁇ m.
- the holding temperature is preferably 325 ° C. or higher, more preferably 340 ° C. or higher.
- the holding temperature is preferably 475 ° C. or lower, more preferably 460 ° C. or lower.
- the Na ions introduced into the glass from the metal salt by the initial treatment are thermally diffused in the glass, and a more preferable stress profile is formed.
- a metal salt containing Na ions and Li ions at 350 to 500 ° C. for example, a mixed salt of sodium nitrate and lithium nitrate. It may be immersed in 0.1 to 20 hours.
- the total treatment time is preferably 10 hours or less, more preferably 5 hours or less, and even more preferably 3 hours or less from the viewpoint of production efficiency.
- a total processing time of 0.5 hours or more is required.
- the treatment time is more preferably 1 hour or more.
- the three-dimensional shaped glass according to the present invention is particularly useful as a cover glass used for display devices of mobile devices such as mobile phones and smartphones. Further, it is also useful as a cover glass for display devices such as televisions, personal computers, and touch panels, which are not intended to be carried. It is also useful as a cover glass for interiors of automobiles and airplanes.
- Glass transition point The glass transition point was measured using a thermal expansion meter (TD5000SA, manufactured by Bruker AXS).
- the glass was irradiated with light having a wavelength of 543 nm, and the retardation value was measured at one or more points on the arc in each R shape using a birefringence measuring device (WPA-100, manufactured by Photonic Lattice Co., Ltd.).
- WPA-100 manufactured by Photonic Lattice Co., Ltd.
- the haze value in the maximum R shape was measured using a haze meter (manufactured by Suga Test Instruments Co., Ltd., HZ-2) according to JIS K3761: 2000.
- a thermal expansion curve was obtained using a thermal expansion meter (TD5000SA, manufactured by Bruker AXS Co., Ltd.) at a heating rate of 10 ° C./min. Further, from the obtained thermal expansion curve, the average linear thermal expansion coefficient [unit: ⁇ 10-7 / ° C.] of 50 ° C. to 500 ° C. was measured.
- Powder X-ray diffraction was measured under the following conditions to identify precipitated crystals (main crystals).
- Measuring device SmartLab, manufactured by Rigaku Corporation
- the average radius of curvature is determined by first measuring the height direction coordinates of the sample surface with respect to the cross-sectional direction at 0.1 mm intervals using a three-dimensional measuring machine ATOS (model number: ATOS Triple scan III) manufactured by gom, and then at least two. The general formula of the approximated circle was obtained using the multiplication method, and finally the average radius of curvature was calculated.
- ATOS model number: ATOS Triple scan III
- Table 1 shows the results of measuring the glass transition point and the coefficient of thermal expansion of the obtained glass plate.
- compositions B to I are examples of compositions suitable for the present invention. When these are heat-treated, crystallized glass containing ⁇ -spodium crystals can be obtained.
- the compositions B to D, F, and G have a coefficient of thermal expansion in the range of 40 ⁇ 10 -7 / ° C. to 60 ⁇ 10-7 / ° C., and when carbon is used as the bending molding material, the glass and the mold are used. The difference in thermal expansion can be reduced, there is no need to design the mold by calculating from the target shape, and productivity can be improved.
- FIG. 5 shows a schematic view of an embodiment of the method for manufacturing a three-dimensional shaped glass of the present invention.
- the glass plate 13 (80 mm ⁇ 50 mm, with rounded corners) of composition A was chamfered C in a range of 0.2 mm from the glass end face.
- the corners are R-shaped means that the four corners are R-shaped when the preform is viewed from directly above.
- a No. 600 grindstone manufactured by Tokyo Dia Co., Ltd.
- the surface roughness of the end face was set to 450 nm.
- a carbon concave mold 11 and a convex mold 12 designed to form a bent surface having a radius of curvature of 6.0 mm and a bending depth of 4.0 mm were prepared, and a chamfered glass plate was prepared near the center of the glass contact surface of the concave mold 11. 13 was placed.
- the concave 11 and the convex 12 on which the glass plate 13 is placed are fixed to the lower shaft and the upper shaft of the molding apparatus (Toshiba Machine Co., Ltd., glass element molding apparatus: GMP-315V), respectively. 13 was preheated, deformed and cooled.
- the temperature was raised from room temperature to 600 ° C. in 15 minutes. At 600 ° C., the equilibrium viscosity of the glass plate 13 is approximately 10 13 Pa ⁇ s. Next, the temperature was raised from 600 ° C. to 645 ° C. in 5 minutes. The equilibrium viscosity of the glass plate 13 at 645 ° C. is approximately 10 11.5 Pa ⁇ s.
- the convex mold 12 is moved downward while the equilibrium viscosity at the center of the glass plate 13 is maintained at 10 11 Pa ⁇ s to 10 12 Pa ⁇ s (keeping the temperature at 640 to 650 ° C.), and the concave mold 11 was pressed at a maximum of 2000 N for 3 minutes. During that time, 20 L / min of nitrogen gas was blown through a through hole (not shown) provided in the convex mold 12 so that the glass plate 14 was uniformly formed.
- the glass plate 14 had an average radius of curvature of 6.0 mm in the smallest R shape, a bending depth of 4.0 mm, and an average radius of curvature of 3.8 ⁇ 10 3 mm in the largest R shape.
- the maximum R shape was included in the portion where the inner and outer surfaces of the glass plate 14 were substantially parallel.
- the surface of the glass plate 14 having the smallest R shape was vertically irradiated with light having a wavelength of 543 nm, and the retardation was measured.
- the maximum value of retardation was 22 nm / mm.
- Example 2 The glass plate 13 of composition B was chamfered in the same manner as in Example 1.
- the glass plate 13 is bent and molded in the same manner as in Example 1, and the glass having a minimum radius of curvature of 6.0 mm, a bending depth of 4.0 mm, and a maximum radius of curvature of 3.8 ⁇ 10 3 mm.
- a plate 14 was obtained.
- the maximum R shape was included in the portion where the inner and outer surfaces of the glass plate 14 were substantially parallel.
- the obtained glass plate 14 was held on the convex 12 at 750 ° C. for 4 hours and then held at 900 ° C. for 4 hours to crystallize the glass-ceramic glass 15 in a three-dimensional shape. ..
- the retardation in the maximum R shape was measured in the same manner as in Example 1.
- the maximum value of retardation in the maximum R shape was 1.9 nm / mm.
- the haze value in the maximum R shape it was 0.29%.
- Example 3 The glass plate 13 having the composition B was chamfered in the same manner as in Example 2, and then crystallized by heat treatment in the same manner as in Example 2 to obtain a crystallized glass plate. The obtained crystallized glass plate was placed on the convex mold 12 and bent and molded under the same conditions as in Example 2 to obtain a three-dimensional crystallized glass.
- the obtained three-dimensional crystallized glass had an average radius of curvature of 12900 mm in the smallest R shape, a bending depth of 4.2 mm, and an average radius of curvature of 5.7 mm in the largest R shape. Moreover, as a result of measuring the haze value in the maximum R shape, it was 3.0%.
- Examples 4 to 6> A three-dimensional crystallized glass was obtained in the same manner as in Example 2 except that the glass composition, crystallization treatment, molding timing, and molding conditions were as shown in Table 2.
- Table 2 shows the results of evaluating the obtained three-dimensional glass.
- the "crystallization treatment column” in Table 2 means that the product was held at the temperature and time described in the upper row and then held at the temperature and time described in the lower row. ..
- “750 ° C-4h” is described in the upper row and "920 ° C-4h” is described in the lower row, it means that the product was held at 750 ° C. for 4 hours and then at 920 ° C. for 4 hours.
- Table 2 shows the results of evaluating the obtained crystallized glass.
- Examples 2 and 4 are Examples, and Examples 1, 3, 5 and 6 are Comparative Examples.
- the precipitated crystals of Examples 2 to 6 were ⁇ -spodium crystals.
- Examples 2 and 4 of the three-dimensional shaped glass of the present invention have a maximum retardation value of 20 nm or less, and have higher strength and shape stability (molding) than Example 1 which is a comparative example. Stability) was shown. Further, the haze value in the maximum R shape was 1.0% or less, and the transparency was excellent.
- Examples 2 and 4 produced by crystallizing amorphous glass satisfying the composition range specified in the present invention after bending molding are heated at the time of molding as compared with Examples 3 and 6 obtained by bending molding after crystallization. It was possible to suppress the deterioration of haze due to the above, and to achieve high transparency.
- the stress difference generated during molding can be reduced by heat treatment for crystallization to improve the strength, and the deterioration of haze can be suppressed to provide excellent transparency. It turned out that can be realized.
- the present invention it is possible to provide a three-dimensional shaped glass having excellent strength, transparency and shape stability, and a method for manufacturing the same.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Organic Chemistry (AREA)
- Ceramic Engineering (AREA)
- Crystallography & Structural Chemistry (AREA)
- Dispersion Chemistry (AREA)
- Glass Compositions (AREA)
- Surface Treatment Of Glass (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202311363136.4A CN119409418A (zh) | 2019-04-05 | 2020-03-13 | 微晶玻璃和化学强化玻璃以及它们的制造方法 |
| JP2021511371A JP7351334B2 (ja) | 2019-04-05 | 2020-03-13 | 結晶化ガラス及び化学強化ガラス並びにそれらの製造方法 |
| CN202080026030.3A CN113646278A (zh) | 2019-04-05 | 2020-03-13 | 微晶玻璃和化学强化玻璃以及它们的制造方法 |
| US17/448,570 US12454480B2 (en) | 2019-04-05 | 2021-09-23 | Crystallized glass, chemically strengthened glass, and production method therefor |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-072736 | 2019-04-05 | ||
| JP2019072736 | 2019-04-05 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US17/448,570 Continuation US12454480B2 (en) | 2019-04-05 | 2021-09-23 | Crystallized glass, chemically strengthened glass, and production method therefor |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020203200A1 true WO2020203200A1 (ja) | 2020-10-08 |
Family
ID=72668638
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/011304 Ceased WO2020203200A1 (ja) | 2019-04-05 | 2020-03-13 | 結晶化ガラス及び化学強化ガラス並びにそれらの製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US12454480B2 (https=) |
| JP (1) | JP7351334B2 (https=) |
| CN (2) | CN113646278A (https=) |
| WO (1) | WO2020203200A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023113041A1 (ja) * | 2021-12-17 | 2023-06-22 | Agc株式会社 | 結晶化ガラス、3次元形状の結晶化ガラスおよびその製造方法 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115466039A (zh) * | 2021-06-11 | 2022-12-13 | 荣耀终端有限公司 | 曲面玻璃及其制备方法和电子设备 |
| US11851367B1 (en) | 2022-02-14 | 2023-12-26 | Corning Incorporated | Precursor glasses and glass-ceramics comprising a crystalline phase having a jeffbenite crystalline structure |
| EP4284761B1 (en) * | 2022-02-14 | 2024-08-21 | Corning Incorporated | Glass-ceramics comprising a crystalline phase having a jeffbenite crystalline structure |
| US11964907B2 (en) | 2022-02-14 | 2024-04-23 | Corning Incorporated | Glasses and glass-ceramics, and method of making the same |
| CN115159841A (zh) * | 2022-08-03 | 2022-10-11 | 清远南玻节能新材料有限公司 | 锂铝硅酸盐玻璃组合物、强化玻璃及其制备方法 |
| DE102022133594A1 (de) | 2022-12-16 | 2024-06-27 | Schott Ag | Transparente Glaskeramik, insbesondere als Deckscheibe |
| DE102022133593A1 (de) | 2022-12-16 | 2024-06-27 | Schott Ag | Transparente Glaskeramik, insbesondere als Deckscheibe |
| DE102022133592A1 (de) | 2022-12-16 | 2024-06-27 | Schott Ag | Transparente Glaskeramik, insbesondere als Deckscheibe |
| CN119274434B (zh) * | 2023-07-07 | 2025-10-21 | Oppo广东移动通信有限公司 | 玻璃盖板及其制备方法、柔性显示屏及电子设备 |
| US12378149B2 (en) | 2023-08-11 | 2025-08-05 | Corning Incorporated | Precursor glasses and glass-ceramics comprising a crystalline phase having a jeffbenite crystalline structure |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019022035A1 (ja) * | 2017-07-26 | 2019-01-31 | Agc株式会社 | 化学強化ガラスおよびその製造方法 |
| JP2019043834A (ja) * | 2017-09-06 | 2019-03-22 | Agc株式会社 | 3dカバーガラス、およびその成形用金型 |
| WO2019167850A1 (ja) * | 2018-02-27 | 2019-09-06 | Agc株式会社 | 3次元形状の結晶化ガラス、3次元形状の化学強化ガラスおよびそれらの製造方法 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6049145B2 (ja) * | 1980-01-26 | 1985-10-31 | 日本電気硝子株式会社 | 結晶化ガラスの製造方法 |
| JP2004309021A (ja) * | 2003-04-08 | 2004-11-04 | Nippon Electric Glass Co Ltd | ストーブ用透明ガラス板およびその製造方法 |
| JP4976058B2 (ja) * | 2006-06-06 | 2012-07-18 | 株式会社オハラ | 結晶化ガラスおよび結晶化ガラスの製造方法 |
| JP2012091995A (ja) * | 2010-09-28 | 2012-05-17 | Nippon Electric Glass Co Ltd | ガラス曲板の製造方法 |
| CN103058525B (zh) * | 2013-01-21 | 2015-08-26 | 中国钢研科技集团有限公司 | 一种超低膨胀微晶玻璃生产线 |
| JP2014141356A (ja) | 2013-01-22 | 2014-08-07 | Nippon Electric Glass Co Ltd | 結晶化ガラス屈曲板の製造方法 |
| US10087100B2 (en) | 2013-04-10 | 2018-10-02 | Nippon Electric Glass Co., Ltd. | Method of manufacturing glass plate having curved surface shape, and glass plate having a curved surface shape |
| US9701573B2 (en) * | 2013-09-06 | 2017-07-11 | Corning Incorporated | High strength glass-ceramics having lithium disilicate and beta-spodumene structures |
| DE102013110803A1 (de) * | 2013-09-30 | 2015-04-02 | Schott Ag | Verfahren zur Weiterverarbeitung von Dünnglas und verfahrensgemäß hergestelltes Dünnglas |
| JP2015143833A (ja) * | 2013-12-27 | 2015-08-06 | 株式会社オハラ | 光学物品及びレンズ |
| TWI861872B (zh) * | 2014-10-08 | 2024-11-11 | 美商康寧公司 | 具有葉長石及矽酸鋰結構的高強度玻璃陶瓷 |
| JP6685597B2 (ja) | 2016-04-14 | 2020-04-22 | 株式会社オハラ | 曲面形状を有する結晶化ガラス部材の製造方法 |
| CN106977084A (zh) | 2017-05-20 | 2017-07-25 | 广东科迪微晶玻璃实业有限公司 | 微晶玻璃热弯成型晶化隧道炉及其生产微晶玻璃制品的方法 |
| CN110997586A (zh) * | 2017-07-26 | 2020-04-10 | Agc株式会社 | 晶化玻璃和化学强化玻璃 |
| WO2019022033A1 (ja) | 2017-07-26 | 2019-01-31 | Agc株式会社 | 化学強化用ガラス、化学強化ガラスおよび電子機器筐体 |
| CN109422448B (zh) * | 2017-08-31 | 2022-12-13 | Agc株式会社 | 3d保护玻璃的制造方法 |
| CN109455906B (zh) * | 2017-09-06 | 2022-12-13 | Agc株式会社 | 3d罩盖玻璃及其成形用模具、及3d罩盖玻璃的制造方法 |
| CN110372216B (zh) * | 2018-04-12 | 2022-05-03 | 重庆鑫景特种玻璃有限公司 | 平面玻璃、钢化玻璃、3d曲面微晶玻璃及其制备工艺 |
| KR20250022243A (ko) * | 2018-04-20 | 2025-02-14 | 가부시키가이샤 오하라 | 곡면 형상을 갖는 결정화 유리 부재의 제조 방법 |
| CN109369021A (zh) | 2018-10-15 | 2019-02-22 | 基智精密科技(深圳)有限公司 | 玻璃生产设备及玻璃制备方法 |
| CN109320091A (zh) * | 2018-10-26 | 2019-02-12 | 成都创客之家科技有限公司 | 电子设备盖板用微晶玻璃制品和微晶玻璃 |
-
2020
- 2020-03-13 CN CN202080026030.3A patent/CN113646278A/zh active Pending
- 2020-03-13 CN CN202311363136.4A patent/CN119409418A/zh active Pending
- 2020-03-13 JP JP2021511371A patent/JP7351334B2/ja active Active
- 2020-03-13 WO PCT/JP2020/011304 patent/WO2020203200A1/ja not_active Ceased
-
2021
- 2021-09-23 US US17/448,570 patent/US12454480B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019022035A1 (ja) * | 2017-07-26 | 2019-01-31 | Agc株式会社 | 化学強化ガラスおよびその製造方法 |
| JP2019043834A (ja) * | 2017-09-06 | 2019-03-22 | Agc株式会社 | 3dカバーガラス、およびその成形用金型 |
| WO2019167850A1 (ja) * | 2018-02-27 | 2019-09-06 | Agc株式会社 | 3次元形状の結晶化ガラス、3次元形状の化学強化ガラスおよびそれらの製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023113041A1 (ja) * | 2021-12-17 | 2023-06-22 | Agc株式会社 | 結晶化ガラス、3次元形状の結晶化ガラスおよびその製造方法 |
| US20240279103A1 (en) * | 2021-12-17 | 2024-08-22 | AGC Inc. | Crystallized glass, crystallized glass of three-dimensional shape, and production method therefor |
Also Published As
| Publication number | Publication date |
|---|---|
| US12454480B2 (en) | 2025-10-28 |
| JP7351334B2 (ja) | 2023-09-27 |
| CN119409418A (zh) | 2025-02-11 |
| JPWO2020203200A1 (https=) | 2020-10-08 |
| CN113646278A (zh) | 2021-11-12 |
| US20220002189A1 (en) | 2022-01-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US12240779B2 (en) | Crystallized glass of three-dimensional shape, chemically strengthened glass of three-dimensional shape, and method for producing crystallized glass of three-dimensional shape and chemically strengthened glass of three-dimensional shape | |
| JP7351334B2 (ja) | 結晶化ガラス及び化学強化ガラス並びにそれらの製造方法 | |
| JP7327533B2 (ja) | 化学強化用ガラス、化学強化ガラスおよび化学強化ガラスの製造方法 | |
| JP7115479B2 (ja) | 結晶化ガラスおよび化学強化ガラス | |
| JP7609065B2 (ja) | 化学強化ガラスおよびその製造方法 | |
| KR102808084B1 (ko) | 결정화 유리 | |
| WO2019230889A1 (ja) | 強化ガラス及び強化用ガラス | |
| WO2019022033A1 (ja) | 化学強化用ガラス、化学強化ガラスおよび電子機器筐体 | |
| WO2019022035A1 (ja) | 化学強化ガラスおよびその製造方法 | |
| JP7657403B2 (ja) | 化学強化結晶化ガラス及びその製造方法 | |
| EP3100985A1 (en) | Crystallized glass and crystallized glass substrate | |
| EP4434948A1 (en) | Crystallised glass | |
| WO2019172426A1 (ja) | カバーガラスおよび無線通信機器 | |
| KR102939765B1 (ko) | 결정화 유리 | |
| WO2022044799A1 (ja) | ガラス、化学強化ガラスおよび曲面形状を含むガラスの製造方法 | |
| US20240279103A1 (en) | Crystallized glass, crystallized glass of three-dimensional shape, and production method therefor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20782551 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021511371 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20782551 Country of ref document: EP Kind code of ref document: A1 |