WO2020070874A1 - 加熱式喫煙物品の製造方法 - Google Patents
加熱式喫煙物品の製造方法Info
- Publication number
- WO2020070874A1 WO2020070874A1 PCT/JP2018/037340 JP2018037340W WO2020070874A1 WO 2020070874 A1 WO2020070874 A1 WO 2020070874A1 JP 2018037340 W JP2018037340 W JP 2018037340W WO 2020070874 A1 WO2020070874 A1 WO 2020070874A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- adhesive
- tobacco rod
- segment
- paper
- weight
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images







Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/24—Pasting the seam
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/01—Making cigarettes for simulated smoking devices
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/005—Treatment of cigarette paper
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/18—Forming the rod
- A24C5/1807—Forming the rod with compressing means, e.g. garniture
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/18—Forming the rod
- A24C5/1885—Forming the rod for cigarettes with an axial air duct
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/47—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces
- A24C5/471—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces by means of a connecting band
- A24C5/472—Applying adhesives to the connecting band
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/56—Making tipping materials, e.g. sheet cork for mouthpieces of cigars or cigarettes, by mechanical means
- A24C5/565—Making tipping materials, e.g. sheet cork for mouthpieces of cigars or cigarettes, by mechanical means by treating the tipping material with a liquid or viscous solution, e.g. paraffine
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/56—Making tipping materials, e.g. sheet cork for mouthpieces of cigars or cigarettes, by mechanical means
- A24C5/58—Applying the tipping materials
- A24C5/586—Applying the tipping materials to a cigarette
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/60—Final treatment of cigarettes, e.g. marking, printing, branding, decorating
- A24C5/601—Marking, printing or decorating cigarettes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES OF CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/02—Cigars; Cigarettes with special covers
- A24D1/025—Cigars; Cigarettes with special covers the covers having material applied to defined areas, e.g. bands for reducing the ignition propensity
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES OF CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/02—Cigars; Cigarettes with special covers
- A24D1/027—Cigars; Cigarettes with special covers with ventilating means, e.g. perforations
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES OF CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/04—Cigars; Cigarettes with mouthpieces or filter-tips
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES OF CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/04—Cigars; Cigarettes with mouthpieces or filter-tips
- A24D1/042—Cigars; Cigarettes with mouthpieces or filter-tips with mouthpieces
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES OF CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/04—Cigars; Cigarettes with mouthpieces or filter-tips
- A24D1/045—Cigars; Cigarettes with mouthpieces or filter-tips with smoke filter means
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES OF CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/20—Cigarettes specially adapted for simulated smoking devices
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES OF CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter tips or filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces of cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0275—Manufacture of tobacco smoke filters for filters with special features
- A24D3/0279—Manufacture of tobacco smoke filters for filters with special features with tubes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES OF CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter tips or filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces of cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0275—Manufacture of tobacco smoke filters for filters with special features
- A24D3/0287—Manufacture of tobacco smoke filters for filters with special features for composite filters
Definitions
- the present invention relates to a method for producing a heated smoking article.
- Patent Document 1 discloses a heated smoking article having a paper tube adjacent to a tobacco rod.
- heating type smoking articles are provided with members having different properties such as stiffness. For this reason, when a heating type smoking article is manufactured by uniformly applying an adhesive to the chip paper, problems such as a so-called neck drop-out in which the tobacco rod portion falls off and wrinkles of the product have occurred. In view of such circumstances, an object of the present invention is to provide a method for manufacturing a heated smoking article with reduced occurrence of neck slippage and wrinkles.
- a method for manufacturing a smoking article comprising a tobacco rod, a cooling segment abutting on the tobacco rod, and a filter segment, (A) a step of arranging an adhesive on one surface of the chip paper so as to form a portion having a large amount and a portion having a small amount of the adhesive after solidification per unit area; Providing a portion where the adhesive weight is high in a region where the tobacco rod is wrapped; and (B) preparing a composite segment including the tobacco rod, a cooling segment, and a filter segment, and applying the composite segment with the tip paper.
- [Aspect 7] The manufacturing method according to Aspect 6, wherein a non-adhesive portion is provided near a region where the contact portion is wrapped.
- [Aspect 8] The manufacturing method according to Aspect 5, further comprising a step of providing an opening in the non-adhesive portion.
- Aspect 9 The method according to Aspect 5 or 8, further comprising a step of printing the non-adhesive portion.
- a smoking article comprising a tobacco rod, a cooling segment abutting on the tobacco rod, a filter segment, and tipping paper wrapping the same.
- the chip paper has a portion where the adhesive weight after solidification per unit area is large and a portion where it is small, A smoking article comprising a portion of the tip paper where the tobacco rod is wrapped, the portion having a higher adhesive weight.
- Aspect 15 The smoking article according to Aspect 14, wherein the weight of the adhesive in the portion where the weight of the adhesive is high is 1.5 to 3 times the weight of the portion where the weight of the adhesive is low.
- Aspect 16 The smoking article according to Aspect 14 or 15, wherein the tip paper has a non-adhesive portion in a region where the cooling segment wraps.
- Aspect 17 The smoking article according to any one of Aspects 14 to 16, wherein the tip paper has a non-adhesive portion in a region where the filter segment wraps.
- FIG. 4 illustrates one embodiment of a step (B).
- FIG. 4 illustrates one embodiment of a step (B).
- the present invention relates to a method of manufacturing a heated smoking article comprising a tobacco rod, a cooling segment adjacent to the tobacco rod, and a filter segment.
- X to Y include the end values X and Y.
- the heated smoking article of the present invention (hereinafter also simply referred to as “smoking article”) includes a tobacco rod, a cooling segment, and a filter segment. One end of the tobacco rod and one end of the cooling segment abut, and both are adjacent.
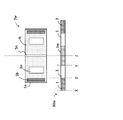
- FIG. 1 (i) shows one embodiment of the smoking article of the present invention. In the figure, 100 is a smoking article, 1 is a tobacco rod, 3 is a cooling segment, 5 is a filter segment, and 7 is tip paper.
- a tobacco rod is a substantially columnar member for generating a flavor component contained in tobacco raw material, and includes a tobacco filler and a wrapping paper wound around the tobacco filler.
- the tobacco filler is not limited, and for example, tobacco cuts, tobacco sheets and the like can be used.
- the tobacco cut obtained by cutting the dried tobacco leaves to a width of 0.8 to 1.2 mm may be filled in the wrapping paper.
- dried tobacco leaves are ground and homogenized to an average particle size of about 20 to 200 ⁇ m, processed into a sheet, cut into 0.8 to 1.2 mm width, and filled into wrapping paper. May be.
- the sheet may be gathered, folded, or swirled without being cut, and then filled into the wrapping paper.
- the sheets may be cut into strips, and these may be filled into the wrapping paper concentrically or so that the longitudinal direction of the strips is parallel to the longitudinal direction of the tobacco rod.
- the tobacco rod 1 may generate an aerosol with heating. It is preferable to add an aerosol source such as a polyol such as glycerin, propylene glycol or 1,3-butanediol to the tobacco filler in order to promote the generation of aerosol.
- the added amount of the aerosol source is preferably 5 to 50% by weight, more preferably 10 to 30% by weight, based on the dry weight of the tobacco filler.
- the tobacco rod may include a fragrance such as menthol.
- the length of the tobacco rod 1 is not limited, but is preferably 15 to 25 mm.
- the diameter is not limited, but is preferably 6.5 to 7.5 mm.
- the diameter of the tobacco rod is preferably larger than the diameter of the cooling segment 3. This is because the deformation of the tobacco rod can be reduced. From this viewpoint, the diameter of the tobacco rod is preferably 0.5 to 2.5% larger than the diameter of the cooling segment 3, and more preferably 1.0 to 2.0% larger. In actual dimensions, the diameter of the tobacco rod is preferably about 0.05 to 0.15 mm larger than the diameter of the cooling segment 3.
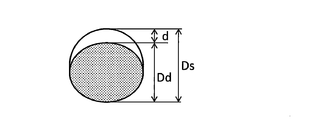
- “Stiffness” in the present invention means resistance when a member is deformed as disclosed in JP-T-2016-523565, paragraphs 0010 to 0014.
- the rigidity can be obtained from the change in diameter before and after applying the load F to the side surface of the tobacco rod.
- Ds the diameter of the tobacco rod before the load F is applied
- Dd the diameter after the load
- d Ds ⁇ Dd
- the rigidity is defined by the following equation. .
- Rigidity (%) Dd / Ds ⁇ 100
- the cooling segment is a member for cooling the flavor component and aerosol generated in the tobacco rod 1.
- the cooling segment 3 may be a hollow paper tube.
- the paper tube is preferably made of a cardboard having higher rigidity than the wrapping paper or the chip paper.
- the paper tube may be provided with an opening (ventilation).
- a plurality of openings are provided along the circumference of the paper tube. From the viewpoint of working efficiency, it is preferable that the aperture is provided by subjecting the finished smoking article to laser processing.
- the cooling segment 3 may be filled with a gathered sheet in order to increase the heat exchange efficiency.
- the size of the cooling segment 3 is not limited, the length is preferably 15 to 25 mm, and the diameter is preferably 5.5 to 7.5 mm.
- the diameter of the cooling segment 3 is preferably 0.5 to 2.5% smaller than the diameter of the adjacent member. , 1.0 to 2.0%.
- the rigidity of the segment is higher than the rigidity of the tobacco rod 1.
- the filter segment is a member provided with a filter.
- a known filter member such as an acetate filter or a paper filter can be used.
- the paper filter is a filter filled with paper, which is prepared by processing paper with a crepe roller or the like, wrinkling the paper and winding it with a plug winding paper.
- the acetate filter is a filter filled with cellulose acetate fibers.
- the filter segment 5 is preferably composed of a plurality of members, and more preferably includes a filter 51 and a center hole 53.
- the center hole for example, one in which a space is provided in the center of an acetate filter can be used.
- the length of the filter segment 5 is not limited, but is preferably 10 to 20 mm.
- filter inner wrapper When both a center hole and an acetate filter are arranged as filter segments, the order is not limited.
- individual members may be wound by a filter wrapping paper (filter inner wrapper), and they may be connected by a filter molded paper (filter outer wrapper).
- filter outer wrapper Although the diameter of the filter segment is not limited, it is preferable that the filter segment has substantially the same diameter as the other segments other than the tobacco rod. This is because breakage and wrinkling of the chip paper can be suppressed.
- Chip paper Chip paper refers to paper used to connect two or more of a tobacco rod, a cooling segment, and a filter segment.
- wrapping paper refers to paper for wrapping individual members constituting a tobacco rod, a cooling segment, or a filter segment.
- the filter segment includes the center hole and the acetate filter
- the paper around the center hole and the paper around the acetate filter are each a paper roll.
- the base paper used for the chip paper and the wrapping paper is not limited, and examples thereof include those using cellulose fibers.
- a cellulose fiber any of a plant-derived fiber and a chemically synthesized fiber may be used, or a mixture thereof may be used.
- plant-derived fibers include pulp such as flax fiber, wood fiber, and seed fiber, and may be unbleached colored unbleached pulp, but in order to obtain a white and clean appearance, an oxidizing agent, Use of bleached pulp bleached with a bleaching agent such as a reducing agent is preferred.
- an alkali metal citrate or the like is used as a normal combustion regulator (combustion aid or the like) that can affect the natural burning speed of the wrapping paper.
- a heating type smoking article instead of a combustion type. In this case, it is not necessary to burn the wrapping paper, so that the wrapping paper may not contain a combustion regulator.
- the lower limit of the basis weight of the wrapping paper is preferably 30 g / m 2 or more, more preferably 35 g / m 2 or more, and further preferably 40 g / m 2 or more.
- the upper limit is preferably 65 g / m 2 or less, more preferably 50 g / m 2 or less.
- the lower limit of the basis weight of the chip paper is preferably 20 g / m 2 or more, more preferably 25 g / m 2 or more, and further preferably 30 g / m 2 or more.
- the upper limit is preferably 50 g / m 2 or less, more preferably 45 g / m 2 or less, and even more preferably 40 g / m 2 or less.
- the grammage can be measured by a method specified in JIS P8124.
- FIG. 2 shows an outline of the present invention.
- 90 is a smoking article before being wrapped, that is, a composite segment
- O is a contact portion between the tobacco rod 1 and the cooling segment 3
- Y is a contact portion between the cooling segment 3 and the filter segment 5
- 7 is a composite segment 90.
- 1 b is a unit provided in a region where the tobacco rod 1 is wrapped.
- FIG. 2 (2) is a diagram showing a mode in which a plurality of adhesive increasing portions 1b and the like exist, and s1 to s2, t1 to t2, u, and v indicate dimensions.
- the tip region of the tip paper 7 refers to the region of the tip paper positioned at the leading end of the tobacco rod when wound with the tip paper.
- FIG. 3 shows an embodiment in which a double-length composite segment 90w having a length twice as long as the composite segment 90 is wrapped.
- 7w is a double-length chip paper for wrapping the double-length composite segment 90w
- Z is a central portion in the longitudinal direction of the double-length filter segment 5w
- other numbering is defined as in FIG. 2 and 3
- the vertical direction of the chip paper is referred to as a circumferential direction
- the horizontal direction of the chip paper is referred to as a longitudinal direction for convenience.
- Step A an adhesive is provided on one surface of the chip paper 7.
- the means for disposing the adhesive is not limited, and a method of applying an adhesive to the chip paper 7, a method of preparing an adhesive sheet in advance and laminating the adhesive sheet on the chip paper 7, and the like can be used.
- a method of applying an adhesive to the surface of the roller and transferring the adhesive to the chip paper 7, a method of discharging the adhesive onto the chip paper 7 from a nozzle, and the like can be used.
- FIG. 4 shows an example of a method of applying an adhesive to the roller surface and transferring the adhesive to the chip paper 7.
- Reference numeral 88 denotes a pattern roller provided with a concave portion for holding the adhesive in a desired pattern on the surface
- 89 denotes a transfer roller for transferring the adhesive held by the pattern roller 88
- 85 denotes a counter roller.
- the adhesive is transferred from the concave portion of the pattern roller 88 to the transfer roller 89, and the adhesive is further transferred from the transfer roller 89 to the chip paper 7.
- the counter roller 85 is provided, the applied amount (transfer amount) of the adhesive is stabilized. Further, as shown in FIG. 4 (2), when the folding roller 87 is provided, the application amount becomes more stable.
- FIG. 5 shows an example of the chip paper 7 on which the adhesive is arranged by the method.
- a clear step is seen at the boundary between the adhesive increasing portion 1b and the adhesive portion b.
- the step does not exist and a gentle slope is formed from the adhesive increasing portion 1b to the adhesive portion b. Is also good.
- FIG. 6 shows an example of the chip paper 7 having the adhesive dots obtained by the method of discharging the adhesive onto the chip paper 7 from the nozzle.
- the increased adhesive portion 1b can be formed.
- the increased adhesive portion 1b can be formed.
- the diameter of the adhesive dot is the diameter of a circle formed by the dot on the surface of the chip paper 7.
- the increased adhesive portion 1b can be formed. A plurality of these may be combined to form the increased adhesive portion 1b.
- a known adhesive can be used, and among them, a vinyl acetate adhesive is preferable.
- the term “after solidification” refers to a state in which the solvent containing the solvent has been removed and solidified, and a state in which the crosslinkable adhesive containing no solvent has been crosslinked.
- the weight of the adhesive after solidification per unit area is also simply referred to as “adhesive weight”.
- the adhesive portion b is a portion other than the adhesive increasing portion 1b in the portion having the adhesive.
- the adhesive weight of the adhesive portion b can be appropriately adjusted, but is preferably 0.005 to 0.015 mg / mm 2 .
- the thickness of the adhesive layer of the adhesive portion b is preferably about 0.01 to 0.03 mm in an unsolidified state.
- the unsolidified state refers to a state before the adhesive is solidified.
- the weight of the adhesive in the increased adhesive portion 1b is made larger than the weight of the adhesive in the bonded portion b.
- the adhesive strength also increases, but the product is more likely to wrinkle.
- the ratio of the adhesive weight (1b weight) / the adhesive weight (b weight) of the adhesive portion b in the adhesive increasing portion 1b is preferably 1.5 to 3.0, and 1.7 to 2.7. Is more preferred.
- 1b weight is the average value of the adhesive weight in the adhesive increasing portion 1b.
- the increased adhesive portion 1b is preferably present in a region starting from the joining surface of the tobacco rod with the cooling segment and ending at a position of 20 to 40% in the longitudinal direction of the tobacco rod. That is, it is preferable that the increased adhesive portion 1b exists in a region where the point O in FIG. 2 is a start point and the end point is 0.2X to 0.4X. As shown in FIG. 2, two or more adhesive increasing portions 1b may be present in the circumferential direction.
- the distance s2 from the circumferential end to the adhesive increasing portion 1b is preferably 2 to 5% of P.
- the distance s3 between them is appropriately adjusted by s1 and s2.
- the adhesive increasing portion 1b does not wrap the cooling segment 3. Since the cooling segment 3 has low rigidity, wrinkles are likely to be generated when the cooling segment 3 is wrapped by the increased adhesive portion 1b. Further, when the cooling segment 3 is a paper tube formed of a cardboard, the adhesive is less likely to penetrate than the cigarette rod 1 wrapping paper because of its large basis weight. For this reason, if the amount of adhesive in the area where the paper tube is wrapped is smaller than that in the area where the tobacco rod 1 is wrapped, it is possible to suppress problems such as adhesive protrusion, generation of wrinkles, and poor adhesion.
- the tip paper 7 preferably has a non-adhesive portion 1n at the tip.
- the leading end refers to a region of the tip paper positioned at the forefront on the tobacco rod side when wound with the tip paper. This is to prevent the adhesive from oozing out of the tip of the chip paper 7 during wrapping.
- the length u of the non-bonded portion 1n in the longitudinal direction of the chip paper 7 is preferably 0.1 to 1.0 mm.
- the tip paper 7 preferably has a non-adhered portion 3n in a region where the cooling segment 3 is wrapped.
- ventilation can be easily provided in the cooling segment 3 when the smoking article 100 is formed.
- the ventilation can be provided by laser processing after manufacturing the smoking article 100, for example.
- the non-adhered portion 3n can be printed. For example, if a code indicating a manufacturing machine is printed on the non-adhesive portion 3n, the code can be read when the chip paper 7 is peeled off after winding.
- the non-adhered portion 3n has a starting point at a position of 40 to 50% in the longitudinal direction of the cooling segment 3 with respect to a contact surface (point O) of the tobacco rod 1 with the cooling segment 3, and has an end point of 70 to 90%. Preferably, it is present in the region. That is, it is preferable that the non-adhesive portion 3n exists in a region starting from 0.4 to 0.5Y and ending from 0.7 to 0.9Y in FIG. By providing the non-adhesive portion 3n in this manner, it is possible to suppress a decrease in the adhesive force of the entire chip paper.
- the number of non-adhesive portions 3n may be two in the circumferential direction as shown in FIG. 2, or may be one.
- the total length of the non-adhesive portion 3n in the circumferential direction (t1 + t1 in FIG. 2B) is preferably 50 to 80% of the circumferential length P of the chip paper 7.
- the distance t2 from the circumferential end to the non-adhesive portion 3n is preferably 5 to 10% of P.
- the distance t3 between the two is appropriately adjusted by t1 and t2.
- the tip paper 7 preferably has a non-adhesive portion 5n near the end of the filter segment 5.
- the smoking article 100 may be manufactured by preparing a double-length smoking article 100w and cutting the same, but in this case, it is easy to cut and the adhesive adheres to the cutter. This is because it can be prevented.
- the length v of the non-adhesive portion 5n in the longitudinal direction of the chip paper 7 is preferably 0.5 to 1.0 mm.
- the length of the tip paper 7 in the longitudinal direction may be a length from the mouth end of the filter segment 5 to a range of 0.42X to 0.6X in the longitudinal direction of the tobacco segment 1.
- Step B the composite segment 90 is wrapped with chip paper for 7 times.
- the double-length composite segment 90w may be wrapped with chip paper seven times.
- the smoking article 100 is obtained by cutting after wrapping.
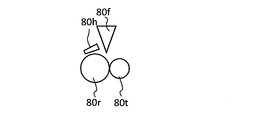
- Wrapping can be performed according to a known method. For example, as shown in FIG. 8, this step is performed using an apparatus having a plurality of drums.
- reference numeral 80f denotes a supply device for the chip paper 7
- 80t denotes a transfer drum
- 80r denotes a rolling drum
- 80h denotes a rolling hand.
- the rolling drum is a holding unit that holds a member on a circumferential surface, and is a drum including a holding unit that allows a member such as a segment to rotate around a central axis in the longitudinal direction.
- the rolling hand is means for forming a gap having a certain distance between the rolling hand and the circumferential surface of the rolling drum.
- the segment including the tobacco rod 1, the cooling segment 3, and the filter segment 5 is referred to as a composite segment 90.
- the composite segment 90 is transferred from the transfer drum 80t to the rolling drum 80r.
- a part of the chip paper 7 supplied from the supply device 80f is adhered to the circumferential surface of the segment on the rolling drum 80r to form a precursor 92 (see FIG. 9).
- the precursor 92 includes the chip paper 7 adhered to the composite segment 90 like a flag. That is, a part of the chip paper 7 is adhered to the circumferential surface of the composite segment 90, but the other part is free.
- the precursor 92 is fixed to a holding portion on the circumferential surface of the rolling drum 80r by suction or the like, and is transferred to a gap formed between the rolling drum 80r and the rolling hand 80h. When passing through the gap, the entire circumferential surface of the precursor 92 is wrapped with the tip paper 7 to form the smoking article 100 (see FIG. 9).
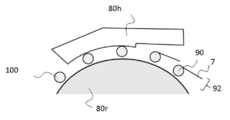
- the diameter of the tobacco rod 1 is preferably larger than the diameter of the cooling segment 3 adjacent thereto.
- the surfaces of the rolling drum 80r and the rolling hand 80h are flat, the surfaces and the tobacco rod 1 come into excessive contact (FIG. 10A), and the tobacco rod 1 is subjected to an impact. This causes a problem of so-called dropping of the packing material. Further, twisting due to the circumferential difference occurs, and defects such as wrinkling of the product occur. Therefore, in the present invention, as shown in FIGS. 10 (2) and (3), a concave portion is provided on the surface of the rolling drum 80r or the rolling hand 80h facing the tobacco rod 1 so that a gap is formed between the rolling drum 80r and the tobacco rod 1.
- FIGS. 10 (2) and 10 (3) show a mode in which a concave portion is provided in the rolling hand 80h, but the concave portion may be provided in the rolling drum 80r or both.
- the depth of the recess (T in FIGS. 10 (2) and (3)) is appropriately adjusted, but is preferably 0.05 to 0.15 mm.
- the recess need not be provided on the entire surface facing the tobacco rod 1.
- the concave portion may be provided on a part of the surface facing the tobacco rod 1. However, in order to securely bond the tobacco rod and another member with the tip paper, it is preferable that there is no recess near the boundary between the two members.
- Example 1 The following members were prepared.
- a tobacco rod with a diameter of 7.0 mm and a length of 20.0 mm (manufactured by Japan Tobacco Inc.)
- a paper tube with a diameter of 6.9 mm and a length of 20.0 mm, a diameter of 6.9 mm consisting of a center hole (8.0 mm) / double-length acetate filter (14.0 mm) / center hole (8.0 mm) Long filter segment
- ⁇ ⁇ ⁇ Tip paper shown in FIG. 3 was prepared. The dimensions are shown in Table 1. An adhesive was applied to the chip paper. The thickness of the adhesive layer in the unsolidified state and the weight of the adhesive after solidification are shown in Table 1.
- a double-length smoking article as shown in FIG. 3 was prepared. This was wrapped with the tip paper to obtain a smoking article. The obtained smoking article had good appearance without wrinkles. Further, the obtained smoking article had good neck-through resistance.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
Priority Applications (15)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2021112232A RU2761947C1 (ru) | 2018-10-05 | 2018-10-05 | Способ изготовления нагреваемого курительного изделия |
| EP18936181.9A EP3861870B1 (en) | 2018-10-05 | 2018-10-05 | Production method for heated smoking article |
| PCT/JP2018/037340 WO2020070874A1 (ja) | 2018-10-05 | 2018-10-05 | 加熱式喫煙物品の製造方法 |
| CN201880098249.7A CN112804892B (zh) | 2018-10-05 | 2018-10-05 | 加热式吸烟物品的制造方法 |
| JP2019520916A JP6589084B1 (ja) | 2018-10-05 | 2018-10-05 | 加熱式喫煙物品の製造方法 |
| PL18936181.9T PL3861870T3 (pl) | 2018-10-05 | 2018-10-05 | Sposób wytwarzania podgrzewanego wyrobu do palenia |
| PCT/JP2019/036045 WO2020071089A1 (ja) | 2018-10-05 | 2019-09-13 | 加熱式喫煙物品の製造方法 |
| JP2020550253A JP7095104B2 (ja) | 2018-10-05 | 2019-09-13 | 加熱式喫煙物品の製造方法 |
| CN201980064440.4A CN112788956B (zh) | 2018-10-05 | 2019-09-13 | 加热式吸烟物品的制造方法 |
| KR1020217013142A KR102708130B1 (ko) | 2018-10-05 | 2019-09-13 | 가열식 흡연 물품의 제조 방법 |
| EP19868519.0A EP3861871B1 (en) | 2018-10-05 | 2019-09-13 | Method for manufacturing heated cigarette product |
| CN202310532049.0A CN116570060A (zh) | 2018-10-05 | 2019-09-13 | 加热式吸烟物品的制造方法 |
| TW108133397A TW202021484A (zh) | 2018-10-05 | 2019-09-17 | 加熱式吸煙物品的製造方法 |
| US17/219,431 US11944117B2 (en) | 2018-10-05 | 2021-03-31 | Method for manufacturing heated cigarette product |
| JP2022062783A JP2022088633A (ja) | 2018-10-05 | 2022-04-05 | 加熱式喫煙物品の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2018/037340 WO2020070874A1 (ja) | 2018-10-05 | 2018-10-05 | 加熱式喫煙物品の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020070874A1 true WO2020070874A1 (ja) | 2020-04-09 |
Family
ID=68159714
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/037340 Ceased WO2020070874A1 (ja) | 2018-10-05 | 2018-10-05 | 加熱式喫煙物品の製造方法 |
| PCT/JP2019/036045 Ceased WO2020071089A1 (ja) | 2018-10-05 | 2019-09-13 | 加熱式喫煙物品の製造方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/036045 Ceased WO2020071089A1 (ja) | 2018-10-05 | 2019-09-13 | 加熱式喫煙物品の製造方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US11944117B2 (https=) |
| EP (2) | EP3861870B1 (https=) |
| JP (3) | JP6589084B1 (https=) |
| KR (1) | KR102708130B1 (https=) |
| CN (3) | CN112804892B (https=) |
| PL (1) | PL3861870T3 (https=) |
| RU (1) | RU2761947C1 (https=) |
| TW (1) | TW202021484A (https=) |
| WO (2) | WO2020070874A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022039805A (ja) * | 2020-08-28 | 2022-03-10 | Future Technology株式会社 | 喫煙具用の柱状のカートリッジ及び喫煙具用の柱状のカートリッジの製造方法 |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020070874A1 (ja) * | 2018-10-05 | 2020-04-09 | 日本たばこ産業株式会社 | 加熱式喫煙物品の製造方法 |
| JP7507555B2 (ja) * | 2019-12-09 | 2024-06-28 | Future Technology株式会社 | 芳香カートリッジと芳香生成体 |
| JP7150206B2 (ja) * | 2019-12-09 | 2022-10-07 | Future Technology株式会社 | 喫煙具用カートリッジの製造方法 |
| KR102544198B1 (ko) * | 2020-03-17 | 2023-06-15 | 주식회사 케이티앤지 | 궐련 및 궐련용 에어로졸 생성 장치 |
| WO2021199908A1 (ja) * | 2020-04-01 | 2021-10-07 | 株式会社東亜産業 | 電子タバコカートリッジ |
| UA128026C2 (uk) * | 2020-08-10 | 2024-03-13 | Кт&Г Корпорейшон | Аерозольгенеруючий виріб і спосіб його виготовлення |
| GB202118180D0 (en) * | 2021-12-15 | 2022-01-26 | Nicoventures Trading Ltd | A component for an article for use in or as an aerosol provision system |
| EP4245156A1 (en) * | 2022-03-18 | 2023-09-20 | JT International SA | Cooling segment for an aerosol generating article |
| JP7748539B2 (ja) * | 2022-03-31 | 2025-10-02 | 日本たばこ産業株式会社 | 筒状体 |
| KR102837022B1 (ko) * | 2022-05-30 | 2025-07-22 | 주식회사 케이티앤지 | 에어로졸 발생 물품 |
| CN114831338B (zh) * | 2022-06-15 | 2024-04-12 | 南通金源新材料有限公司 | 一种中空三段式加热卷烟烟支及其制造方法 |
| KR20240040240A (ko) * | 2022-09-21 | 2024-03-28 | 주식회사 케이티앤지 | 다공성 흡연물질 래퍼 및 이를 포함하는 흡연물품 |
| KR20260047248A (ko) * | 2023-09-07 | 2026-04-07 | 니뽄 다바코 산교 가부시키가이샤 | 향미 발생 물품 |
| IT202400001752A1 (it) * | 2024-01-30 | 2025-07-30 | Gd Spa | Articolo da fumo e relativo metodo di rilevazione di una o più proprietà dell’articolo da fumo |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62118876A (ja) * | 1985-11-19 | 1987-05-30 | フィリップ・モーリス・プロダクツ・インコーポレイテッド | 可調整フイルタ付シガレツト |
| JP2013523109A (ja) * | 2010-03-29 | 2013-06-17 | ブリティッシュ アメリカン タバコ (インヴェストメンツ) リミテッド | 喫煙品、喫煙品の製造方法およびそれに対応する装置 |
| JP2016523565A (ja) | 2013-07-16 | 2016-08-12 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 放射状に堅い喫煙物品フィルター |
| JP2017501676A (ja) * | 2013-12-05 | 2017-01-19 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 非たばこニコチン含有物品 |
| WO2017198838A1 (en) | 2016-05-20 | 2017-11-23 | British American Tobacco (Investments) Limited | Article for use in apparatus for heating smokable material |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4035220A (en) * | 1973-10-09 | 1977-07-12 | Brown & Williamson Tobacco Corporation | Method for making porous filter tip |
| CA1012025A (en) * | 1973-10-09 | 1977-06-14 | James R. Hammersmith | Porous filter tip and method for making |
| US4249547A (en) * | 1979-09-28 | 1981-02-10 | Hauni-Werke Korber & Co. Kg. | Method and apparatus for applying adhesive to running webs of wrapping material |
| EP1731045B1 (de) * | 2000-04-20 | 2011-02-23 | Hauni Maschinenbau AG | Verfahren zum Auftragen von Leim auf ein Hüllmaterial eines stabförmigen Artikels der Tabak verarbeitenden Industrie |
| US7967018B2 (en) * | 2007-11-01 | 2011-06-28 | R.J. Reynolds Tobacco Company | Methods for sculpting cigarettes, and associated apparatuses |
| GB0804273D0 (en) * | 2008-03-07 | 2008-04-16 | British American Tobacco Co | Plug wrap or tipping papaer for smoking articles |
| DE102009060567A1 (de) * | 2009-12-23 | 2011-06-30 | Hauni Maschinenbau AG, 21033 | Verfahren zur Herstellung einer Leimauftragwalze für eine Maschine der Tabak verarbeitenden Industrie, Leimauftragwalze, Verfahren zur Herstellung eines stabförmigen Produkts, und stabförmiges Produkt |
| RU93226U1 (ru) * | 2010-01-11 | 2010-04-27 | Закрытое акционерное общество "Нево Табак" | Сигарета |
| FR2963210B1 (fr) * | 2010-07-29 | 2012-08-17 | Republic Technologies Na Llc | Cahiers de papier a cigarettes comprenant un marquage perfectionne |
| US20130167849A1 (en) * | 2011-12-28 | 2013-07-04 | Balager Ademe | Method of tipping for smoking article |
| GB201207211D0 (en) * | 2012-04-25 | 2012-06-06 | British American Tobacco Co | Smoking articles |
| CN104540403B (zh) * | 2012-08-02 | 2019-06-25 | 菲利普·莫里斯产品股份有限公司 | 带有薄荷滤嘴的吸烟制品 |
| CH710918A2 (de) | 2015-03-30 | 2016-09-30 | Zürcher Tobias | Vorrichtung zur Verriegelung eines Paketfachs eines Briefkastens und eine Verwendung der Vorrichtung. |
| EP3075266A1 (en) * | 2015-04-02 | 2016-10-05 | PT. Gudang Garam Tbk. | Method of producing an aerosol-generating article containing reconstituted tobacco material, an aerosol-generating article containing reconstituted tobacco material and use of an aerosol-generating article containing reconstituted tobacco material |
| NZ738210A (en) * | 2015-06-26 | 2018-12-21 | British American Tobacco Investments Ltd | Apparatus for heating smokable material |
| RU2706810C2 (ru) * | 2015-09-11 | 2019-11-21 | Филип Моррис Продактс С.А. | Многокомпонентный элемент для изделия, генерирующего аэрозоль |
| KR102134249B1 (ko) * | 2015-12-18 | 2020-07-15 | 니뽄 다바코 산교 가부시키가이샤 | 흡연 물품 및 필터 |
| JP6700939B2 (ja) | 2016-04-27 | 2020-05-27 | キヤノン株式会社 | 定着装置、画像形成装置及び定着装置の製造方法 |
| WO2020070874A1 (ja) * | 2018-10-05 | 2020-04-09 | 日本たばこ産業株式会社 | 加熱式喫煙物品の製造方法 |
-
2018
- 2018-10-05 WO PCT/JP2018/037340 patent/WO2020070874A1/ja not_active Ceased
- 2018-10-05 RU RU2021112232A patent/RU2761947C1/ru active
- 2018-10-05 EP EP18936181.9A patent/EP3861870B1/en active Active
- 2018-10-05 CN CN201880098249.7A patent/CN112804892B/zh active Active
- 2018-10-05 JP JP2019520916A patent/JP6589084B1/ja active Active
- 2018-10-05 PL PL18936181.9T patent/PL3861870T3/pl unknown
-
2019
- 2019-09-13 CN CN201980064440.4A patent/CN112788956B/zh active Active
- 2019-09-13 WO PCT/JP2019/036045 patent/WO2020071089A1/ja not_active Ceased
- 2019-09-13 KR KR1020217013142A patent/KR102708130B1/ko active Active
- 2019-09-13 EP EP19868519.0A patent/EP3861871B1/en active Active
- 2019-09-13 JP JP2020550253A patent/JP7095104B2/ja active Active
- 2019-09-13 CN CN202310532049.0A patent/CN116570060A/zh active Pending
- 2019-09-17 TW TW108133397A patent/TW202021484A/zh unknown
-
2021
- 2021-03-31 US US17/219,431 patent/US11944117B2/en active Active
-
2022
- 2022-04-05 JP JP2022062783A patent/JP2022088633A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62118876A (ja) * | 1985-11-19 | 1987-05-30 | フィリップ・モーリス・プロダクツ・インコーポレイテッド | 可調整フイルタ付シガレツト |
| JP2013523109A (ja) * | 2010-03-29 | 2013-06-17 | ブリティッシュ アメリカン タバコ (インヴェストメンツ) リミテッド | 喫煙品、喫煙品の製造方法およびそれに対応する装置 |
| JP2016523565A (ja) | 2013-07-16 | 2016-08-12 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 放射状に堅い喫煙物品フィルター |
| JP2017501676A (ja) * | 2013-12-05 | 2017-01-19 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 非たばこニコチン含有物品 |
| WO2017198838A1 (en) | 2016-05-20 | 2017-11-23 | British American Tobacco (Investments) Limited | Article for use in apparatus for heating smokable material |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022039805A (ja) * | 2020-08-28 | 2022-03-10 | Future Technology株式会社 | 喫煙具用の柱状のカートリッジ及び喫煙具用の柱状のカートリッジの製造方法 |
| JP7636769B2 (ja) | 2020-08-28 | 2025-02-27 | Future Technology株式会社 | 喫煙具用の柱状のカートリッジ及び喫煙具用の柱状のカートリッジの製造方法 |
| JP2025114747A (ja) * | 2020-08-28 | 2025-08-05 | Future Technology株式会社 | 喫煙具用の柱状のカートリッジ |
| JP7795247B2 (ja) | 2020-08-28 | 2026-01-07 | Future Technology株式会社 | 喫煙具用の柱状のカートリッジ |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112804892A (zh) | 2021-05-14 |
| US20210212357A1 (en) | 2021-07-15 |
| JP7095104B2 (ja) | 2022-07-04 |
| CN112804892B (zh) | 2023-03-28 |
| CN112788956A (zh) | 2021-05-11 |
| CN112788956B (zh) | 2023-07-04 |
| EP3861870B1 (en) | 2024-02-28 |
| EP3861870A1 (en) | 2021-08-11 |
| CN116570060A (zh) | 2023-08-11 |
| PL3861870T3 (pl) | 2024-05-06 |
| JPWO2020071089A1 (ja) | 2021-10-07 |
| WO2020071089A1 (ja) | 2020-04-09 |
| KR20210069096A (ko) | 2021-06-10 |
| KR102708130B1 (ko) | 2024-09-25 |
| US11944117B2 (en) | 2024-04-02 |
| TW202021484A (zh) | 2020-06-16 |
| EP3861871A1 (en) | 2021-08-11 |
| JPWO2020070874A1 (ja) | 2021-02-15 |
| JP6589084B1 (ja) | 2019-10-09 |
| EP3861871A4 (en) | 2022-09-14 |
| EP3861871B1 (en) | 2026-04-01 |
| JP2022088633A (ja) | 2022-06-14 |
| EP3861870A4 (en) | 2022-05-18 |
| RU2761947C1 (ru) | 2021-12-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2020070874A1 (ja) | 加熱式喫煙物品の製造方法 | |
| JP7733687B2 (ja) | 喫煙物品の製造方法 | |
| CN112804890B (zh) | 吸烟物品的制造方法 | |
| JP7469230B2 (ja) | 喫煙物品の製造方法 | |
| RU2775317C1 (ru) | Способ изготовления нагреваемого сигаретного изделия | |
| TW202014488A (zh) | 加熱式吸煙物品的製造方法 | |
| RU2772166C1 (ru) | Способ изготовления курительного изделия | |
| TW202014108A (zh) | 吸煙物品的製造方法 | |
| TW202014107A (zh) | 吸煙物品的製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2019520916 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18936181 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2018936181 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2018936181 Country of ref document: EP Effective date: 20210506 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2021112232 Country of ref document: RU |