WO2020070874A1 - 加熱式喫煙物品の製造方法 - Google Patents
加熱式喫煙物品の製造方法Info
- Publication number
- WO2020070874A1 WO2020070874A1 PCT/JP2018/037340 JP2018037340W WO2020070874A1 WO 2020070874 A1 WO2020070874 A1 WO 2020070874A1 JP 2018037340 W JP2018037340 W JP 2018037340W WO 2020070874 A1 WO2020070874 A1 WO 2020070874A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- adhesive
- tobacco rod
- segment
- paper
- weight
- Prior art date
Links
- 230000000391 smoking effect Effects 0.000 title claims abstract description 44
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 26
- 239000000853 adhesive Substances 0.000 claims abstract description 145
- 238000001816 cooling Methods 0.000 claims abstract description 62
- 239000002131 composite material Substances 0.000 claims abstract description 24
- 230000001070 adhesive effect Effects 0.000 claims description 140
- 241000208125 Nicotiana Species 0.000 claims description 93
- 235000002637 Nicotiana tabacum Nutrition 0.000 claims description 93
- 238000000034 method Methods 0.000 claims description 30
- 238000007711 solidification Methods 0.000 claims description 9
- 230000008023 solidification Effects 0.000 claims description 9
- 235000019504 cigarettes Nutrition 0.000 abstract description 6
- 239000000123 paper Substances 0.000 description 111
- 238000005096 rolling process Methods 0.000 description 20
- QTBSBXVTEAMEQO-UHFFFAOYSA-M Acetate Chemical compound CC([O-])=O QTBSBXVTEAMEQO-UHFFFAOYSA-M 0.000 description 8
- 230000037303 wrinkles Effects 0.000 description 8
- 239000000443 aerosol Substances 0.000 description 6
- 238000010586 diagram Methods 0.000 description 6
- 239000000835 fiber Substances 0.000 description 6
- 238000002485 combustion reaction Methods 0.000 description 5
- 239000000945 filler Substances 0.000 description 5
- 239000002243 precursor Substances 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 4
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 3
- 239000011111 cardboard Substances 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- 238000009423 ventilation Methods 0.000 description 3
- 238000004804 winding Methods 0.000 description 3
- PUPZLCDOIYMWBV-UHFFFAOYSA-N (+/-)-1,3-Butanediol Chemical compound CC(O)CCO PUPZLCDOIYMWBV-UHFFFAOYSA-N 0.000 description 2
- 229920003043 Cellulose fiber Polymers 0.000 description 2
- 241000196324 Embryophyta Species 0.000 description 2
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 2
- 239000012790 adhesive layer Substances 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 239000000796 flavoring agent Substances 0.000 description 2
- 235000019634 flavors Nutrition 0.000 description 2
- NOOLISFMXDJSKH-UTLUCORTSA-N (+)-Neomenthol Chemical compound CC(C)[C@@H]1CC[C@@H](C)C[C@@H]1O NOOLISFMXDJSKH-UTLUCORTSA-N 0.000 description 1
- NOOLISFMXDJSKH-UHFFFAOYSA-N DL-menthol Natural products CC(C)C1CCC(C)CC1O NOOLISFMXDJSKH-UHFFFAOYSA-N 0.000 description 1
- 240000006240 Linum usitatissimum Species 0.000 description 1
- 235000004431 Linum usitatissimum Nutrition 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- 229920002522 Wood fibre Polymers 0.000 description 1
- 229910052783 alkali metal Inorganic materials 0.000 description 1
- -1 alkali metal citrate Chemical class 0.000 description 1
- 239000002585 base Substances 0.000 description 1
- 239000007844 bleaching agent Substances 0.000 description 1
- 229920002301 cellulose acetate Polymers 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 239000003205 fragrance Substances 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 229940041616 menthol Drugs 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000007800 oxidant agent Substances 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 229920005862 polyol Polymers 0.000 description 1
- 150000003077 polyols Chemical class 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000002025 wood fiber Substances 0.000 description 1
Images







Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/24—Pasting the seam
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/01—Making cigarettes for simulated smoking devices
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/005—Treatment of cigarette paper
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/18—Forming the rod
- A24C5/1807—Forming the rod with compressing means, e.g. garniture
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/18—Forming the rod
- A24C5/1885—Forming the rod for cigarettes with an axial air duct
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/47—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces
- A24C5/471—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces by means of a connecting band
- A24C5/472—Applying adhesives to the connecting band
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/56—Making tipping materials, e.g. sheet cork for mouthpieces of cigars or cigarettes, by mechanical means
- A24C5/565—Making tipping materials, e.g. sheet cork for mouthpieces of cigars or cigarettes, by mechanical means by treating the tipping material with a liquid or viscous solution, e.g. paraffine
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/56—Making tipping materials, e.g. sheet cork for mouthpieces of cigars or cigarettes, by mechanical means
- A24C5/58—Applying the tipping materials
- A24C5/586—Applying the tipping materials to a cigarette
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/60—Final treatment of cigarettes, e.g. marking, printing, branding, decorating
- A24C5/601—Marking, printing or decorating cigarettes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/02—Cigars; Cigarettes with special covers
- A24D1/025—Cigars; Cigarettes with special covers the covers having material applied to defined areas, e.g. bands for reducing the ignition propensity
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/02—Cigars; Cigarettes with special covers
- A24D1/027—Cigars; Cigarettes with special covers with ventilating means, e.g. perforations
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/04—Cigars; Cigarettes with mouthpieces or filter-tips
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/04—Cigars; Cigarettes with mouthpieces or filter-tips
- A24D1/042—Cigars; Cigarettes with mouthpieces or filter-tips with mouthpieces
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/04—Cigars; Cigarettes with mouthpieces or filter-tips
- A24D1/045—Cigars; Cigarettes with mouthpieces or filter-tips with smoke filter means
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/20—Cigarettes specially adapted for simulated smoking devices
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0275—Manufacture of tobacco smoke filters for filters with special features
- A24D3/0279—Manufacture of tobacco smoke filters for filters with special features with tubes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0275—Manufacture of tobacco smoke filters for filters with special features
- A24D3/0287—Manufacture of tobacco smoke filters for filters with special features for composite filters
Abstract
Description
[態様1]たばこロッド、当該たばこロッドに当接する冷却セグメント、ならびにフィルターセグメントを備える喫煙物品の製造方法であって、
(A)チップペーパーの一方の面に、単位面積当たりの固化後の接着剤重量が多い部分と少ない部分を形成するように接着剤を配する工程であって、
前記たばこロッドをラップする領域に、前記接着剤重量が多い部分を設ける工程、ならびに
(B)前記たばこロッド、冷却セグメント、ならびにフィルターセグメントを備える複合セグメントを準備して当該チップペーパーで当該複合セグメントをラップする工程、製造方法。
[態様2]前記接着剤重量が多い部分における前記接着剤重量が、前記接着剤重量が少ない部分の当該重量の1.5~3倍である、態様1に記載の製造方法。
[態様3]前記工程(A)において、前記接着剤重量が多い部分を、前記たばこロッドと冷却セグメントとの当接面を始点として、たばこロッドの長手方向に20~40%の位置を終点とする領域に設ける、態様1または2に記載の製造方法。
[態様4]前記チップペーパーで巻装した場合にたばこロッド側の最先端に位置するチップペーパーの領域をチップペーパーの先端とするとき、
前記工程(A)において、当該先端部分に非接着部分を設ける、態様1~3のいずれかに記載の製造方法。
[態様5]前記工程(A)において、前記チップペーパーの冷却セグメントをラップする領域に、非接着部分を設ける、態様1~4のいずれかに記載の製造方法。
[態様6]前記工程(B)における複合セグメントが、1対の前記複合セグメントを、フィルターセグメント端面同士が当接するように配置してなる倍長複合セグメントである、態様1~5のいずれかに記載の製造方法。
[態様7]前記当接部をラップする領域近傍に、非接着部分を設ける、態様6に記載の製造方法。
[態様8]前記非接着部分に開孔を設ける工程をさらに含む、態様5に記載の製造方法。
[態様9]前記非接着部分に印刷を施す工程をさらに含む、態様5または8に記載の製造方法。
[態様10]前記たばこロッドの直径が、隣接する冷却セグメントの直径よりも大きい、態様1~9のいずれかに記載の製造方法。
[態様11]前記たばこロッドの直径が、隣接する冷却セグメントの直径より0.05~0.15mm大きい、態様10に記載の製造方法。
[態様12]前記たばこロッドの直径が、隣接する冷却セグメントの直径より0.5~2.5%大きい、態様10に記載の製造方法。
[態様13]前記たばこロッドと隣接する冷却セグメントの剛性が、当該たばこロッドの剛性よりも大きい、態様1~12のいずれかに記載の製造方法。
[態様14]たばこロッド、当該たばこロッドに当接する冷却セグメント、フィルターセグメント、ならびにこれらをラップするチップペーパーを備える喫煙物品であって、
当該チップペーパーが、単位面積当たりの固化後の接着剤重量が多い部分と少ない部分を有し、
当該チップペーパーの前記たばこロッドをラップする領域に、前記接着剤重量が多い部分を備える、喫煙物品。
[態様15]前記接着剤重量が多い部分における前記接着剤重量が、前記接着剤重量が少ない部分の当該重量の1.5~3倍である、態様14に記載の喫煙物品。
[態様16]前記チップペーパーが、前記冷却セグメントをラップする領域に非接着部分を有する、態様14または15に記載の喫煙物品。
[態様17]前記チップペーパーが、前記フィルターセグメントをラップする領域に非接着部分を有する、態様14~16のいずれかに記載の喫煙物品。
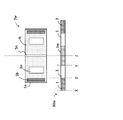
本発明の加熱式喫煙物品(以下単に「喫煙物品」ともいう)は、たばこロッド、冷却セグメント、およびフィルターセグメントを備える。たばこロッドの一方の端と冷却セグメントの一方の端は当接しており、両者は隣接している。図1(i)は本発明の喫煙物品の一態様を示す。図中、100は喫煙物品、1はたばこロッド、3は冷却セグメント、5はフィルターセグメント、7はチップペーパーである。
たばこロッドとは、たばこ原料に含まれる香喫味成分を発生するための略円柱状の部材であり、たばこ充填材とその周囲を巻装する巻紙を備える。たばこ充填材としては限定されず、例えばたばこ刻、たばこシート等を使用できる。具体的には、乾燥したたばこ葉を幅0.8~1.2mmに裁刻したたばこ刻を巻紙内に充填してよい。また乾燥したたばこ葉を平均粒径が20~200μm程度になるように粉砕して均一化したものをシート加工し、それを幅0.8~1.2mmに裁刻したものを巻紙内に充填してもよい。当該シートを裁刻せずにギャザー加工、折り畳み、あるいは渦巻き状にして巻紙内に充填してもよい。当該シートを短冊状に裁断してこれらを巻紙内に、同心円状にあるいは短冊の長手方向がたばこロッドの長手方向と平行になるように充填してもよい。
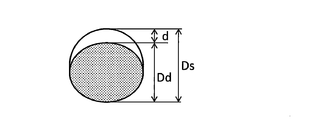
剛性(%)=Dd/Ds×100
冷却セグメントは、たばこロッド1で発生した香喫味成分やエアロゾルを冷却するための部材である。冷却セグメント3は中空の紙管であってよい。紙管は巻紙やチップペーパーよりも剛性の高いカードボードで構成されることが好ましい。当該紙管には、開孔(ベンチレーション)を設けてもよい。開孔は紙管の円周に沿って複数設けられることが好ましい。作業効率の観点から、開孔は、完成した喫煙物品にレーザー加工を施して設けることが好ましい。また冷却セグメント3内には、熱交換効率を高めるためにギャザー付けされたシートを充填してもよい。冷却セグメント3の寸法は限定されないが、長さは15~25mmであることが好ましく、直径は5.5~7.5mmであることが好ましい。ただし、冷却セグメント3に隣接する部材の剛性が、冷却セグメント3の剛性よりも低い場合、冷却セグメント3の直径は、隣接する部材の直径に対して0.5~2.5%小さいことが好ましく、1.0~2.0%小さいことが好ましい。一般に、冷却セグメント3がカードボードで構成される紙管を備える場合、当該セグメントの剛性はたばこロッド1の剛性よりも高い。
フィルターセグメントはフィルターを備える部材である。フィルターとしてはアセテートフィルターやペーパーフィルター等の公知のフィルター部材を使用できる。ペーパーフィルターとは、紙をクレープローラ等で加工して皺を付けこれをプラグ巻取紙で巻上げて調製される、紙が充填されたフィルターである。アセテートフィルターとはセルロースアセテート繊維が充填されたフィルターである。図1(ii)に示すとおり、フィルターセグメント5は複数の部材から構成されることが好ましく、フィルター51とセンターホール53を備えることがより好ましい。センターホールとしては、例えばアセテートフィルターの中央部に空間を設けたものを使用できる。フィルターセグメント5の長さは限定されないが10~20mmであることが好ましい。フィルターセグメントとしてセンターホールとアセテートフィルターの両方を配置する場合、その順番は限定されない。また個々の部材がフィルター巻紙(フィルターインナーラッパー)によって巻装され、それらがフィルター成型紙(フィルターアウターラッパー)によって接続されていてもよい。フィルターセグメントの直径は限定されないが、たばこロッド以外の他のセグメントとほぼ同じ直径を有することが好ましい。チップペーパーの破れや皺の発生が抑制できるからである。
チップペーパーは、たばこロッド、冷却セグメント、フィルターセグメントのうち2つ以上を接続するために用いる紙をいう。一方、巻紙は、たばこロッド、冷却セグメント、またはフィルターセグメントを構成する個々の部材を巻装するための紙をいう。例えば、前述のとおり、フィルターセグメントがセンターホールとアセテートフィルターを備える場合、センターホールを巻装する紙、アセテートフィルターを巻装する紙はそれぞれ巻紙である。
図2に本発明の概要を示す。図中、90はラップされる前の喫煙物品すなわち複合セグメント、Oはたばこロッド1と冷却セグメント3の当接部、Yは冷却セグメント3とフィルターセグメント5との当接部、7は複合セグメント90をラップするためのチップペーパー、bは単位面積当たりの固化後の接着剤重量が少ない部分(以下単に「接着部分」ともいう)、1bは、たばこロッド1をラップする領域に設けられた、単位面積当たりの固化後の接着剤重量が多い部分(以下単に「接着剤増量部分」ともいう)、1nはチップペーパー7の先端領域における非接着部分、3nは冷却セグメントをラップする領域における非接着部分、Pはチップペーパー7の円周方向長さである。図2(2)は、接着剤増量部分1b等が複数存在する態様を示す図であり、s1~s2、t1~t2、u、vは寸法を示す。チップペーパー7の先端領域とは、チップペーパーで巻装した場合にたばこロッドの最先端に位置するチップペーパーの領域をいう。図3は、複合セグメント90の2倍の長さを有する倍長複合セグメント90wをラップする態様を示す。図中、7wは倍長複合セグメント90wをラップするための倍長チップペーパー、Zは倍長フィルターセグメント5wの長手方向中央部であり、他の付番は図2と同様に定義される。図2、3において、チップペーパーにおける紙面鉛直方向を円周方向といい、紙面水平方向を便宜上、長手方向という。以下、図2を参照して本発明の製造方法を説明する。
本工程では、チップペーパー7の一方の面に接着剤を配する。接着剤を配する手段は限定されず、チップペーパー7に接着剤を塗布する、予め接着剤シートを調製して当該接着剤シートをチップペーパー7に積層する等の手段を用いることができる。例えば、ローラー表面に接着剤を塗布しこれをチップペーパー7に転写する方法や、ノズルから接着剤をチップペーパー7上に吐出する方法等が挙げられる。
本工程では、複合セグメント90をチップペーパーで7ラップする。図3に示すように倍長複合セグメント90wをチップペーパーで7ラップしてもよい。この場合、ラップ後に切断して喫煙物品100を得る。
以下の部材を準備した。
直径7.0mm、長さ20.0mmのたばこロッド(日本たばこ産業株式会社製)
冷却セグメントとして直径6.9mm、長さ20.0mmの紙管
直径6.9mmの、センターホール(8.0mm)/倍長アセテートフィルター(14.0mm)/センターホール(8.0mm)からなる倍長フィルターセグメント

3 冷却セグメント
5 フィルターセグメント
51 アセテートフィルター
53 センターホール
7 チップペーパー
10 たばこセグメント
100 喫煙物品
b 接着部分
1b 高接着部分
1n チップペーパー7の先端における非接着部分
3n 冷却セグメントをラップする部分における非接着部分
P チップペーパー7の円周方向長さ
7w 倍長チップペーパー
100w 倍長喫煙物品
X たばこロッド1の先端部
O たばこロッド1と冷却セグメント3の当接部
Y 冷却セグメント3とフィルターセグメント5との当接部
Z 倍長フィルターセグメント5wの長手方向中央部
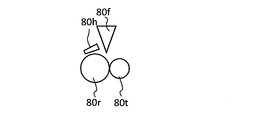
80f チップペーパー7の供給装置
80t 移送ドラム
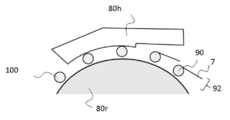
80r ローリングドラム
80h ローリングハンド
85 カウンターローラー
86 第2のカウンターローラー
87 折り返しローラー
88 パターンローラー
89 転写ローラー
90 複合セグメント
92 前駆体
Claims (17)
- たばこロッド、当該たばこロッドに当接する冷却セグメント、ならびにフィルターセグメントを備える喫煙物品の製造方法であって、
(A)チップペーパーの一方の面に、単位面積当たりの固化後の接着剤重量が多い部分と少ない部分を形成するように接着剤を配する工程であって、
前記たばこロッドをラップする領域に、前記接着剤重量が多い部分を設ける工程、ならびに
(B)前記たばこロッド、冷却セグメント、ならびにフィルターセグメントを備える複合セグメントを準備して当該チップペーパーで当該複合セグメントをラップする工程、
を備える製造方法。 - 前記接着剤重量が多い部分における前記接着剤重量が、前記接着剤重量が少ない部分の当該重量の1.5~3倍である、請求項1に記載の製造方法。
- 前記工程(A)において、前記接着剤重量が多い部分を、前記たばこロッドと冷却セグメントとの当接面を始点として、たばこロッドの長手方向に20~40%の位置を終点とする領域に設ける、請求項1または2に記載の製造方法。
- 前記チップペーパーで巻装した場合にたばこロッド側の最先端に位置するチップペーパーの領域をチップペーパーの先端とするとき、
前記工程(A)において、当該先端部分に非接着部分を設ける、請求項1~3のいずれかに記載の製造方法。 - 前記工程(A)において、前記チップペーパーの冷却セグメントをラップする領域に、非接着部分を設ける、請求項1~4のいずれかに記載の製造方法。
- 前記工程(B)における複合セグメントが、1対の前記複合セグメントを、フィルターセグメント端面同士が当接するように配置してなる倍長複合セグメントである、請求項1~5のいずれかに記載の製造方法。
- 前記当接部をラップする領域近傍に、非接着部分を設ける、請求項6に記載の製造方法。
- 前記非接着部分に開孔を設ける工程をさらに含む、請求項5に記載の製造方法。
- 前記非接着部分に印刷を施す工程をさらに含む、請求項5または8に記載の製造方法。
- 前記たばこロッドの直径が、隣接する冷却セグメントの直径よりも大きい、請求項1~9のいずれかに記載の製造方法。
- 前記たばこロッドの直径が、隣接する冷却セグメントの直径より0.05~0.15mm大きい、請求項10に記載の製造方法。
- 前記たばこロッドの直径が、隣接する冷却セグメントの直径より0.5~2.5%大きい、請求項10に記載の製造方法。
- 前記たばこロッドと隣接する冷却セグメントの剛性が、当該たばこロッドの剛性よりも大きい、請求項1~12のいずれかに記載の製造方法。
- たばこロッド、当該たばこロッドに当接する冷却セグメント、フィルターセグメント、ならびにこれらをラップするチップペーパーを備える喫煙物品であって、
当該チップペーパーが、単位面積当たりの固化後の接着剤重量が多い部分と少ない部分を有し、
当該チップペーパーの前記たばこロッドをラップする領域に、前記接着剤重量が多い部分を備える、喫煙物品。 - 前記接着剤重量が多い部分における前記接着剤重量が、前記接着剤重量が少ない部分の当該重量の1.5~3倍である、請求項14に記載の喫煙物品。
- 前記チップペーパーが、前記冷却セグメントをラップする領域に非接着部分を有する、請求項14または15に記載の喫煙物品。
- 前記チップペーパーが、前記フィルターセグメントをラップする領域に非接着部分を有する、請求項14~16のいずれかに記載の喫煙物品。
Priority Applications (14)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18936181.9A EP3861870B1 (en) | 2018-10-05 | 2018-10-05 | Production method for heated smoking article |
| PCT/JP2018/037340 WO2020070874A1 (ja) | 2018-10-05 | 2018-10-05 | 加熱式喫煙物品の製造方法 |
| CN201880098249.7A CN112804892B (zh) | 2018-10-05 | 2018-10-05 | 加热式吸烟物品的制造方法 |
| JP2019520916A JP6589084B1 (ja) | 2018-10-05 | 2018-10-05 | 加熱式喫煙物品の製造方法 |
| RU2021112232A RU2761947C1 (ru) | 2018-10-05 | 2018-10-05 | Способ изготовления нагреваемого курительного изделия |
| JP2020550253A JP7095104B2 (ja) | 2018-10-05 | 2019-09-13 | 加熱式喫煙物品の製造方法 |
| PCT/JP2019/036045 WO2020071089A1 (ja) | 2018-10-05 | 2019-09-13 | 加熱式喫煙物品の製造方法 |
| CN201980064440.4A CN112788956B (zh) | 2018-10-05 | 2019-09-13 | 加热式吸烟物品的制造方法 |
| KR1020217013142A KR20210069096A (ko) | 2018-10-05 | 2019-09-13 | 가열식 흡연 물품의 제조 방법 |
| CN202310532049.0A CN116570060A (zh) | 2018-10-05 | 2019-09-13 | 加热式吸烟物品的制造方法 |
| EP19868519.0A EP3861871A4 (en) | 2018-10-05 | 2019-09-13 | METHOD FOR MANUFACTURING HEATED CIGARETTE TYPE PRODUCT |
| TW108133397A TW202021484A (zh) | 2018-10-05 | 2019-09-17 | 加熱式吸煙物品的製造方法 |
| US17/219,431 US11944117B2 (en) | 2018-10-05 | 2021-03-31 | Method for manufacturing heated cigarette product |
| JP2022062783A JP2022088633A (ja) | 2018-10-05 | 2022-04-05 | 加熱式喫煙物品の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2018/037340 WO2020070874A1 (ja) | 2018-10-05 | 2018-10-05 | 加熱式喫煙物品の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020070874A1 true WO2020070874A1 (ja) | 2020-04-09 |
Family
ID=68159714
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/037340 WO2020070874A1 (ja) | 2018-10-05 | 2018-10-05 | 加熱式喫煙物品の製造方法 |
| PCT/JP2019/036045 WO2020071089A1 (ja) | 2018-10-05 | 2019-09-13 | 加熱式喫煙物品の製造方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/036045 WO2020071089A1 (ja) | 2018-10-05 | 2019-09-13 | 加熱式喫煙物品の製造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US11944117B2 (ja) |
| EP (2) | EP3861870B1 (ja) |
| JP (3) | JP6589084B1 (ja) |
| KR (1) | KR20210069096A (ja) |
| CN (3) | CN112804892B (ja) |
| RU (1) | RU2761947C1 (ja) |
| TW (1) | TW202021484A (ja) |
| WO (2) | WO2020070874A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3861870B1 (en) * | 2018-10-05 | 2024-02-28 | Japan Tobacco Inc. | Production method for heated smoking article |
| JP7150206B2 (ja) * | 2019-12-09 | 2022-10-07 | Future Technology株式会社 | 喫煙具用カートリッジの製造方法 |
| JP2021090373A (ja) * | 2019-12-09 | 2021-06-17 | 株式会社東亜産業 | 芳香カートリッジ用の芳香生成体ケース、芳香カートリッジ用の芳香生成体、芳香カートリッジ用の芳香生成体を備えた芳香カートリッジ、及び芳香カートリッジが装着された芳香器具 |
| KR102544198B1 (ko) * | 2020-03-17 | 2023-06-15 | 주식회사 케이티앤지 | 궐련 및 궐련용 에어로졸 생성 장치 |
| CA3139015C (en) * | 2020-08-10 | 2024-03-26 | Kt&G Corporation | Aerosol-generating article and method of manufacturing the same |
| EP4245156A1 (en) * | 2022-03-18 | 2023-09-20 | JT International SA | Cooling segment for an aerosol generating article |
| WO2023188225A1 (ja) * | 2022-03-31 | 2023-10-05 | 日本たばこ産業株式会社 | 筒状体 |
| CN114831338B (zh) * | 2022-06-15 | 2024-04-12 | 南通金源新材料有限公司 | 一种中空三段式加热卷烟烟支及其制造方法 |
| KR20240040240A (ko) * | 2022-09-21 | 2024-03-28 | 주식회사 케이티앤지 | 다공성 흡연물질 래퍼 및 이를 포함하는 흡연물품 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62118876A (ja) * | 1985-11-19 | 1987-05-30 | フィリップ・モーリス・プロダクツ・インコーポレイテッド | 可調整フイルタ付シガレツト |
| JP2013523109A (ja) * | 2010-03-29 | 2013-06-17 | ブリティッシュ アメリカン タバコ (インヴェストメンツ) リミテッド | 喫煙品、喫煙品の製造方法およびそれに対応する装置 |
| JP2016523565A (ja) | 2013-07-16 | 2016-08-12 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 放射状に堅い喫煙物品フィルター |
| JP2017501676A (ja) * | 2013-12-05 | 2017-01-19 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 非たばこニコチン含有物品 |
| WO2017198838A1 (en) | 2016-05-20 | 2017-11-23 | British American Tobacco (Investments) Limited | Article for use in apparatus for heating smokable material |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4035220A (en) | 1973-10-09 | 1977-07-12 | Brown & Williamson Tobacco Corporation | Method for making porous filter tip |
| CA1012025A (en) * | 1973-10-09 | 1977-06-14 | James R. Hammersmith | Porous filter tip and method for making |
| US4249547A (en) * | 1979-09-28 | 1981-02-10 | Hauni-Werke Korber & Co. Kg. | Method and apparatus for applying adhesive to running webs of wrapping material |
| EP1147716B1 (de) * | 2000-04-20 | 2006-11-15 | Hauni Maschinenbau AG | Einrichtung zum Auftragen von Leim auf ein Hüllmaterial eines stabförmigen Artikels der tabakverarbeitenden Industrie |
| US7967018B2 (en) * | 2007-11-01 | 2011-06-28 | R.J. Reynolds Tobacco Company | Methods for sculpting cigarettes, and associated apparatuses |
| GB0804273D0 (en) * | 2008-03-07 | 2008-04-16 | British American Tobacco Co | Plug wrap or tipping papaer for smoking articles |
| DE102009060567A1 (de) * | 2009-12-23 | 2011-06-30 | Hauni Maschinenbau AG, 21033 | Verfahren zur Herstellung einer Leimauftragwalze für eine Maschine der Tabak verarbeitenden Industrie, Leimauftragwalze, Verfahren zur Herstellung eines stabförmigen Produkts, und stabförmiges Produkt |
| RU93226U1 (ru) * | 2010-01-11 | 2010-04-27 | Закрытое акционерное общество "Нево Табак" | Сигарета |
| FR2963210B1 (fr) * | 2010-07-29 | 2012-08-17 | Republic Technologies Na Llc | Cahiers de papier a cigarettes comprenant un marquage perfectionne |
| KR102183809B1 (ko) * | 2012-08-02 | 2020-11-30 | 필립모리스 프로덕츠 에스.에이. | 멘톨 필터를 구비한 흡연 물품 |
| CH710918A2 (de) | 2015-03-30 | 2016-09-30 | Zürcher Tobias | Vorrichtung zur Verriegelung eines Paketfachs eines Briefkastens und eine Verwendung der Vorrichtung. |
| EP3075266A1 (en) * | 2015-04-02 | 2016-10-05 | PT. Gudang Garam Tbk. | Method of producing an aerosol-generating article containing reconstituted tobacco material, an aerosol-generating article containing reconstituted tobacco material and use of an aerosol-generating article containing reconstituted tobacco material |
| AU2016282378B2 (en) * | 2015-06-26 | 2018-10-04 | Nicoventures Trading Limited | Apparatus for heating smokable material |
| RU2706810C2 (ru) * | 2015-09-11 | 2019-11-21 | Филип Моррис Продактс С.А. | Многокомпонентный элемент для изделия, генерирующего аэрозоль |
| KR102134249B1 (ko) * | 2015-12-18 | 2020-07-15 | 니뽄 다바코 산교 가부시키가이샤 | 흡연 물품 및 필터 |
| JP6700939B2 (ja) | 2016-04-27 | 2020-05-27 | キヤノン株式会社 | 定着装置、画像形成装置及び定着装置の製造方法 |
| EP3861870B1 (en) * | 2018-10-05 | 2024-02-28 | Japan Tobacco Inc. | Production method for heated smoking article |
-
2018
- 2018-10-05 EP EP18936181.9A patent/EP3861870B1/en active Active
- 2018-10-05 JP JP2019520916A patent/JP6589084B1/ja active Active
- 2018-10-05 RU RU2021112232A patent/RU2761947C1/ru active
- 2018-10-05 WO PCT/JP2018/037340 patent/WO2020070874A1/ja active Application Filing
- 2018-10-05 CN CN201880098249.7A patent/CN112804892B/zh active Active
-
2019
- 2019-09-13 EP EP19868519.0A patent/EP3861871A4/en active Pending
- 2019-09-13 JP JP2020550253A patent/JP7095104B2/ja active Active
- 2019-09-13 CN CN202310532049.0A patent/CN116570060A/zh active Pending
- 2019-09-13 WO PCT/JP2019/036045 patent/WO2020071089A1/ja active Application Filing
- 2019-09-13 KR KR1020217013142A patent/KR20210069096A/ko not_active Application Discontinuation
- 2019-09-13 CN CN201980064440.4A patent/CN112788956B/zh active Active
- 2019-09-17 TW TW108133397A patent/TW202021484A/zh unknown
-
2021
- 2021-03-31 US US17/219,431 patent/US11944117B2/en active Active
-
2022
- 2022-04-05 JP JP2022062783A patent/JP2022088633A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62118876A (ja) * | 1985-11-19 | 1987-05-30 | フィリップ・モーリス・プロダクツ・インコーポレイテッド | 可調整フイルタ付シガレツト |
| JP2013523109A (ja) * | 2010-03-29 | 2013-06-17 | ブリティッシュ アメリカン タバコ (インヴェストメンツ) リミテッド | 喫煙品、喫煙品の製造方法およびそれに対応する装置 |
| JP2016523565A (ja) | 2013-07-16 | 2016-08-12 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 放射状に堅い喫煙物品フィルター |
| JP2017501676A (ja) * | 2013-12-05 | 2017-01-19 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 非たばこニコチン含有物品 |
| WO2017198838A1 (en) | 2016-05-20 | 2017-11-23 | British American Tobacco (Investments) Limited | Article for use in apparatus for heating smokable material |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20210069096A (ko) | 2021-06-10 |
| CN112804892A (zh) | 2021-05-14 |
| EP3861871A1 (en) | 2021-08-11 |
| JP2022088633A (ja) | 2022-06-14 |
| CN112788956A (zh) | 2021-05-11 |
| EP3861870B1 (en) | 2024-02-28 |
| WO2020071089A1 (ja) | 2020-04-09 |
| EP3861871A4 (en) | 2022-09-14 |
| JPWO2020070874A1 (ja) | 2021-02-15 |
| JP7095104B2 (ja) | 2022-07-04 |
| US20210212357A1 (en) | 2021-07-15 |
| RU2761947C1 (ru) | 2021-12-14 |
| EP3861870A4 (en) | 2022-05-18 |
| JP6589084B1 (ja) | 2019-10-09 |
| EP3861870A1 (en) | 2021-08-11 |
| CN112788956B (zh) | 2023-07-04 |
| JPWO2020071089A1 (ja) | 2021-10-07 |
| US11944117B2 (en) | 2024-04-02 |
| CN116570060A (zh) | 2023-08-11 |
| CN112804892B (zh) | 2023-03-28 |
| TW202021484A (zh) | 2020-06-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2020070874A1 (ja) | 加熱式喫煙物品の製造方法 | |
| JP2023071945A (ja) | 喫煙物品の製造方法 | |
| WO2020070871A1 (ja) | 喫煙物品の製造方法 | |
| JP7482784B2 (ja) | 喫煙物品の製造方法 | |
| TW202014488A (zh) | 加熱式吸煙物品的製造方法 | |
| RU2775317C1 (ru) | Способ изготовления нагреваемого сигаретного изделия | |
| WO2020070868A1 (ja) | 喫煙物品の製造方法 | |
| TW202014107A (zh) | 吸煙物品的製造方法 | |
| TW202014108A (zh) | 吸煙物品的製造方法 | |
| RU2783703C2 (ru) | Способ изготовления курительного изделия | |
| RU2772196C1 (ru) | Способ изготовления курительного изделия | |
| CN112334022B (zh) | 用于生产包括含生物碱的材料的卷筒的方法 | |
| TW202014106A (zh) | 吸煙物品的製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2019520916 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18936181 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2018936181 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2018936181 Country of ref document: EP Effective date: 20210506 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2021112232 Country of ref document: RU |