WO2020070868A1 - 喫煙物品の製造方法 - Google Patents
喫煙物品の製造方法Info
- Publication number
- WO2020070868A1 WO2020070868A1 PCT/JP2018/037320 JP2018037320W WO2020070868A1 WO 2020070868 A1 WO2020070868 A1 WO 2020070868A1 JP 2018037320 W JP2018037320 W JP 2018037320W WO 2020070868 A1 WO2020070868 A1 WO 2020070868A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- segment
- tobacco rod
- length
- double
- tobacco
- Prior art date
Links
Images








Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/01—Making cigarettes for simulated smoking devices
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/47—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces
- A24C5/475—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces adapted for composite filters
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/20—Cigarettes specially adapted for simulated smoking devices
Definitions
- the present invention relates to a method for manufacturing a smoking article.
- Smoking articles such as tobacco with tobacco rods, cooling segments, and filter segments, have traditionally been manufactured using multiple tipping papers.
- a cooling section is disposed at both ends of a tobacco rod, and the cooling section is wrapped with a first piece of chip paper to be connected, and the tobacco rod is cut at a central portion in the longitudinal direction to form a pair.
- a manufacturing method including a step 4 of wrapping and connecting with a piece of chip paper is disclosed.
- an object of the present invention is to provide a method for efficiently manufacturing a smoking article.
- a method for manufacturing a smoking article comprising a tobacco rod, a cooling segment, and a filter segment, (A) preparing a pair of tobacco segments including the tobacco rod and the cooling segment abutting on the end thereof, and disposing the tobacco segments so that their longitudinal axes are the same; (B) preparing a double-length filter segment having a length twice as long as the filter segment, disposing the double-length filter segment at the separation portion such that both ends of the double-length filter segment abut on the ends of the tobacco segment; Preparing a segment, (C) a step of wrapping the composite segment with one piece of chip paper and integrating to obtain a double-length smoking article; and (D) cutting the double-length smoking article at a central portion in its longitudinal direction.
- the step (A) includes: (A1) arranging a pair of the tobacco rods so as to be separated from each other so that their longitudinal axes are the same; (A2) preparing a double-length cooling segment having a length twice as long as the cooling segment, and arranging the double-sided cooling segment at the separated portion such that both ends of the double-length cooling segment abut on ends of the tobacco rod; (A3) The method includes a step of cutting the double-length cooling segment at a central portion in a longitudinal direction thereof, separating the double-length cooling segment, and disposing a pair of the tobacco segments so as to have the same longitudinal axis.
- the step (A) includes: (A1) a step of arranging a pair of the tobacco rods so that the two are separated from each other such that their longitudinal axes are the same; (A2 ′) A separable double-length cooling segment having a length twice as long as the cooling segment and having a center portion cut in a longitudinal direction thereof is provided. Arranging both ends so as to abut the end of the tobacco rod, (A3 ′) The method according to aspect 1, comprising a step of separating the double-length cooling segment at the central portion and disposing a pair of the tobacco segments so that their longitudinal axes are the same. Production method.
- the step (A) includes: (A1) a step of arranging a pair of the tobacco rods so that the two are separated from each other such that their longitudinal axes are the same; (A2 ′′) preparing a pair of cooling segments, arranging one end of each cooling segment so as to abut the end of the tobacco rod and separating the other end from each other,
- the manufacturing method according to the first aspect further comprising the step of disposing the two so as to be separated from each other so that their longitudinal axes are the same.
- the filter segment includes an acetate filter and a center hole filter.
- Aspect 6 The method according to any one of Aspects 1 to 5, wherein the smoking article includes a tobacco rod, a cooling segment, and a filter segment in this order in a downstream direction.
- Aspect 7 The method according to any one of Aspects 1 to 6, wherein the diameter of the tobacco rod is larger than the diameter of an adjacent member.
- Aspect 8 The manufacturing method according to Aspect 7, wherein the tobacco rod has a diameter larger than that of the adjacent member by 0.05 to 0.15 mm.
- Aspect 9 The method according to Aspect 7, wherein the diameter of the tobacco rod is 0.5 to 2.5% larger than the diameter of the adjacent member.
- Aspect 10 The manufacturing method according to any one of Aspects 1 to 9, wherein the rigidity of a member adjacent to the tobacco rod is greater than the rigidity of the tobacco rod.
- the cooling segment comprises a paper tube having a plurality of openings in a circumferential direction.
- the cooling segment includes a paper tube, and further includes a step of providing a plurality of openings by laser processing in a circumferential direction of the paper tube.
- a precursor in which a part of the chip paper is adhered to a circumferential surface of the composite segment is prepared, and the precursor is provided to face a rolling drum and the circumferential surface. Placed between the rolling hands that have been performed, is a step performed by rotating the precursor on the circumferential surface of the rolling drum, 13.
- a smoking article comprising a tobacco rod, a cooling segment, and a filter segment, wherein the diameter of the tobacco rod is larger than the diameter of an adjacent member.
- Aspect 15 The smoking article according to Aspect 14, wherein the diameter of the tobacco rod is 0.05 to 0.15 mm larger than the diameter of the adjacent member.
- Aspect 16 The smoking article according to Aspect 14, wherein the diameter of the tobacco rod is 0.5 to 2.5% larger than the diameter of the adjacent member.
- Aspect 17 The smoking article according to any one of Aspects 14 to 16, wherein the stiffness of a segment adjacent to the tobacco rod is greater than the stiffness of the tobacco rod.
- a method for efficiently manufacturing a smoking article can be provided.
- the present invention relates to a method for manufacturing a smoking article including a tobacco rod, a cooling segment, and a filter segment.
- X to Y include the end values X and Y.
- FIG. 1 (i) shows one embodiment of the smoking article of the present invention.
- 100 is a smoking article
- 1 is a tobacco rod
- 3 is a cooling segment
- 5 is a filter segment
- 7 is tip paper.
- a tobacco rod is a substantially columnar member for generating a flavor component contained in tobacco raw material, and includes a tobacco filler and a wrapping paper wound around the tobacco filler.
- the tobacco filler is not limited, and for example, tobacco cuts, tobacco sheets and the like can be used.
- the tobacco cut obtained by cutting the dried tobacco leaves to a width of 0.8 to 1.2 mm may be filled in the wrapping paper.
- dried tobacco leaves are ground and homogenized to an average particle size of about 20 to 200 ⁇ m, processed into a sheet, cut into 0.8 to 1.2 mm width, and filled into wrapping paper. May be.
- the sheet may be gathered, folded, or swirled without being cut, and then filled into the wrapping paper.
- the sheets may be cut into strips, and these may be filled into the wrapping paper concentrically or so that the longitudinal direction of the strips is parallel to the longitudinal direction of the tobacco rod.
- the tobacco rod 1 may generate an aerosol with heating. It is preferable to add an aerosol source such as a polyol such as glycerin, propylene glycol or 1,3-butanediol to the tobacco filler in order to promote the generation of aerosol.
- the added amount of the aerosol source is preferably 5 to 50% by weight, more preferably 10 to 30% by weight, based on the dry weight of the tobacco filler.
- the tobacco rod may include a fragrance such as menthol.
- the length of the tobacco rod 1 is not limited, but is preferably 15 to 25 mm.
- the diameter is not limited, but is preferably 6.5 to 7.5 mm.
- the diameter of the tobacco rod is preferably larger than the diameter of the adjacent member. This is because the deformation of the tobacco rod can be reduced. From this viewpoint, the diameter of the tobacco rod is preferably 0.5 to 2.5% larger than the diameter of the adjacent member, and more preferably 1.0 to 2.0% larger. In actual dimensions, the diameter of the tobacco rod is preferably about 0.05 to 0.15 mm larger than the diameter of the adjacent member. Adjacent members include cooling segments and filter segments.
- “Stiffness” in the present invention means resistance when a member is deformed as disclosed in JP-T-2016-523565, paragraphs 0010 to 0014.
- the rigidity can be obtained from the change in diameter before and after applying the load F to the side surface of the tobacco rod.
- Ds the diameter of the tobacco rod before the load F is applied
- Dd the diameter of the tobacco rod after the load
- the rigidity is defined by the following equation. .
- Rigidity (%) Dd / Ds ⁇ 100
- the cooling segment is a member for cooling the flavor component and aerosol generated in the tobacco rod 1.
- the cooling segment 3 may be a hollow paper tube.
- the paper tube is preferably made of a cardboard having higher rigidity than the wrapping paper or the chip paper.
- the paper tube may be provided with an opening (ventilation).
- a plurality of openings are provided along the circumference of the paper tube. From the viewpoint of working efficiency, it is preferable that the aperture is provided by subjecting the finished smoking article to laser processing.
- the cooling segment 3 may be filled with a gathered sheet in order to increase the heat exchange efficiency.
- the size of the cooling segment 3 is not limited, the length is preferably 15 to 25 mm, and the diameter is preferably 5.5 to 7.5 mm.
- the diameter of the cooling segment 3 is preferably 0.5 to 2.5% smaller than the diameter of the adjacent member. , 1.0 to 2.0%.
- the rigidity of the segment is higher than the rigidity of the tobacco rod.
- the filter segment is a member provided with a filter.
- a known filter member such as an acetate filter or a paper filter can be used.
- the paper filter is a filter filled with paper, which is prepared by processing paper with a crepe roller or the like, wrinkling the paper and winding it with a plug winding paper.
- the acetate filter is a filter filled with cellulose acetate fibers.
- the filter segment 5 is preferably composed of a plurality of members, and more preferably includes a filter 51 and a center hole 53.
- the center hole for example, one in which a space is provided in the center of an acetate filter can be used.
- the length of the filter segment 5 is not limited, but is preferably 10 to 20 mm.
- filter inner wrapper When both a center hole and an acetate filter are arranged as filter segments, the order is not limited.
- individual members may be wound by a filter wrapping paper (filter inner wrapper), and they may be connected by a filter molded paper (filter outer wrapper).
- filter outer wrapper Although the diameter of the filter segment is not limited, it is preferable that the filter segment has substantially the same diameter as the other segments other than the tobacco rod. This is because breakage and wrinkling of the chip paper can be suppressed.
- Chip paper Chip paper refers to paper used to connect two or more of a tobacco rod, a cooling segment, and a filter segment.
- wrapping paper refers to paper for wrapping individual members constituting a tobacco rod, a cooling segment, or a filter segment.
- the filter segment includes the center hole and the acetate filter
- the paper around the center hole and the paper around the acetate filter are each a paper roll.
- the base paper used for the chip paper and the wrapping paper is not limited, and examples thereof include those using cellulose fibers.
- a cellulose fiber any of a plant-derived fiber and a chemically synthesized fiber may be used, or a mixture thereof may be used.
- plant-derived fibers include pulp such as flax fiber, wood fiber, and seed fiber, and may be unbleached colored unbleached pulp, but in order to obtain a white and clean appearance, an oxidizing agent, Use of bleached pulp bleached with a bleaching agent such as a reducing agent is preferred.
- an alkali metal citrate or the like is used as a normal combustion regulator (combustion aid or the like) that can affect the natural burning speed of the wrapping paper.
- a heating type smoking article instead of a combustion type. In this case, it is not necessary to burn the wrapping paper, so that the wrapping paper may not contain a combustion regulator.
- the lower limit of the basis weight of the wrapping paper is preferably 30 g / m 2 or more, more preferably 35 g / m 2 or more, and further preferably 40 g / m 2 or more.
- the upper limit is preferably 65 g / m 2 or less, more preferably 50 g / m 2 or less.
- the lower limit of the basis weight of the chip paper is preferably 20 g / m 2 or more, more preferably 25 g / m 2 or more, and further preferably 30 g / m 2 or more.
- the upper limit is preferably 50 g / m 2 or less, more preferably 45 g / m 2 or less, and even more preferably 40 g / m 2 or less.
- the grammage can be measured by a method specified in JIS P8124.
- FIG. 2 shows an outline of this step.
- “w” indicates double length.
- 5w indicates a double-length filter segment.
- Step A a pair of tobacco segments 10 including the tobacco rod 1 and the cooling segment 3 abutting on the end thereof are prepared and arranged so as to be separated so that their longitudinal axes are the same. This separation distance is preferably the length of the double-length filter segment 5w used in the next step.
- Step A is optionally performed, but is preferably performed through the following steps (FIG. 3).
- (A1) a step of arranging a pair of tobacco rods 1 apart such that their longitudinal axes are the same;
- (A2) preparing a double-length cooling segment 3w having a length twice as long as the cooling segment 3, and arranging the double-length cooling segment 3w at the separated portion such that both ends of the cooling segment 3w are in contact with the end of the tobacco rod 1;
- (A3) A step of cutting the double-length cooling segment 3w at its central portion in the longitudinal direction and then separating and arranging the pair of tobacco segments 10 apart so that both longitudinal axes are the same.
- the manufacturing method of the present invention can be carried out using any device, but it is preferable to use a device having a plurality of drums as shown in FIG. 7 and supplying each member from above, for example. It is preferable that one drum does not have a plurality of functions but has one function. This is because occurrence of defects can be reduced in high-speed manufacturing.
- the step (A1) can be performed in the first unit 81 of FIG. 81f is a supply device of the tobacco rod 1, 81p is a take-out drum, and 81s is a separation drum.
- the pair of tobacco rods 1 supplied from the supply device 81f is transferred to a holding portion provided on the circumferential surface of the take-out drum 81p.
- the pair of tobacco rods 1 is delivered to the separation drum 81s, transported, and separated at the holding unit.
- the number of drums having a supply, reception, transfer, or separation function may be one or plural in each unit.
- Step (A2) can be performed in the second unit 82 of FIG. 82f is a supply device for the double cooling segment 3w
- 82t is a transfer drum
- 82p is a take-out drum
- 82a is a take-up drum.
- the pair of tobacco segments 1 that are spaced apart are transferred to the transfer drum 82t as they are.
- the double-length cooling segment 3w supplied from the supply device 82f is delivered to a holding portion provided on the circumferential surface of the take-out drum 82p, and is then delivered to the take-up drum 82a.
- the double-length cooling segment 3w is arranged on the separated portion of the pair of tobacco rods 1 arranged so as to be in contact with the end of the tobacco rod 1.
- the step (A3) can be performed in the third unit 83 of FIG. 83c is a cutter drum, 83c 'is a cutter, and 83s is a separation drum.
- the segment provided with a pair of tobacco rods 1 at both ends of the double-length cooling segment 3w is delivered to the cutter drum 83c, and cut by the cutter 83c 'at the center in the longitudinal direction of the double-length cooling segment 3w. Thereafter, the segment is transferred to the separation drum 83s and separated therefrom.
- step A is preferably performed through the following steps (FIG. 4).
- A1 a step of arranging a pair of tobacco rods 1 so that the two are separated from each other such that their longitudinal axes are the same;
- A2 ' A separable double-length cooling segment 3w' having a length twice as long as the cooling segment 3 and having a central portion cut in the longitudinal direction is prepared, and the double portion is provided in the separated portion. Arranging both ends of the cooling segment 3w double-length filter segment 5w in contact with the end of the tobacco rod 1;
- A3 ′ A step of separating the double-length cooling segment 3w at the center and arranging the pair of tobacco segments 10 apart so that their longitudinal axes are the same.
- the double-length cooling segment 3w 'cut in advance is used in the step (A2'), there is an advantage that cutting failure can be avoided even if the cooling segment is made of a material that is difficult to cut.
- the use of pre-cut double-length segments has the advantage that the overall length of the machine for performing the method can be reduced.
- step A is preferably performed through the following steps (FIG. 5).
- (A1) a step of arranging a pair of tobacco rods 1 so that the two are separated from each other so that their longitudinal axes are the same; and (A2 ′′) preparing a pair of cooling segments 3 and each cooling segment Are arranged so that one end thereof abuts on the end of the tobacco rod 1 and the other end is spaced apart, and a pair of tobacco segments 10 are arranged so that their longitudinal axes are the same.
- Process since the separation distance of the tobacco rod in the step (A1) is long, the number of times of moving the tobacco rod can be reduced. For this reason, there is an advantage that the tobacco rod can be prevented from being damaged when manufacturing at a high speed.
- Step A since each member is cut after being arranged, there is an advantage that the height of the apparatus main body can be reduced in an apparatus for performing the method.
- the height of the apparatus main body can be reduced in an apparatus for performing the method.
- Step B a double-length filter segment 5w having a length twice as long as the filter segment 5 is prepared, and the double-length filter segment 5w is arranged at the separated portion such that both ends of the double-length filter segment 5w abut on the end of the tobacco segment 1.
- a composite segment To prepare a composite segment.
- This step can be performed in the fourth unit 84 in FIG.
- 84f is a supply device for the double-length filter segment 5w
- 84p is a take-out drum
- 84a is a take-up drum.
- the segments prepared by the third unit 83 are delivered to the take-up drum 84a.
- the double-length filter segment 5w supplied from the supply device 84f is delivered to a holding portion provided on the circumferential surface of the take-out drum 84p, and is then delivered to the take-up drum 84a.
- the composite segment 90 is formed at the separated portion of the pair of tobacco segments 10 arranged so that both ends of the double-length filter segment 5w abut on the ends of the tobacco segment 10.
- Step C the composite segment is wrapped and integrated with one piece of chip paper 7 to obtain a double-length smoking article 100w.
- chip paper paper commonly used in this field can be used.
- the chip paper may be coated with a known adhesive, whereby the separable composite segments are integrated into a non-separable state.
- the tip paper 7 does not need to cover the entire area of the tobacco rod 1. Assuming that the length of the tobacco rod 1 is X, the area covered by the tip paper 7 is 0.2X to 0.4X in the longitudinal direction of the tobacco rod 1 starting from the joint surface between the tobacco rod 1 and the cooling segment 3. It is preferable that the region be an end point. When the area covered by the chip paper 7 is in this range, there is an advantage that when the tobacco rod 1 is externally heated, the thermal conductivity can be increased.
- each time a segment is prepared by combining a plurality of members it is wrapped with chip paper, so that a plurality of chip papers are required.
- chip paper composite segment since one chip paper composite segment is wrapped, a step on a product caused by using a plurality of chip papers can be avoided, and the occurrence rate of defective products in manufacturing can be reduced.
- This step can be performed in the fifth unit 85 of FIG.
- 85f is a supply device for the chip paper 7
- 85t is a transfer drum
- 85r is a rolling drum
- 85h is a rolling hand.
- the rolling drum is a holding unit that holds a member on a circumferential surface, and is a drum including a holding unit that allows a member such as a segment to rotate around a central axis in the longitudinal direction.
- the rolling hand is means for forming a gap having a certain distance between the rolling hand and the circumferential surface of the rolling drum.
- the composite segment 90 is delivered to the transfer drum 85t and then to the rolling drum 85r.
- the precursor 92 includes the chip paper 7 adhered to the composite segment 90 like a flag. That is, a part of the chip paper 7 is adhered to the circumferential surface of the composite segment 90, but the other part is free.
- the precursor 92 is fixed to the holding portion on the circumferential surface of the rolling drum 85r by suction or the like, and is transferred to a gap formed between the rolling drum 85r and the rolling hand 85h. When passing through this gap, the entire circumferential surface of the precursor 92 is wound around the tip paper 7 to form a double-length smoking article 100w (see FIG. 8).
- the diameter of the tobacco rod 1 is preferably larger than the diameter of the cooling segment 3 adjacent thereto.
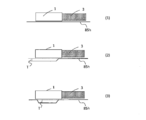
- the surfaces of the rolling drum 85r and the rolling hand 85h are flat, the surfaces and the tobacco rod 1 will come into excessive contact (FIG. 9 (1)), so that an impact is applied to the tobacco rod 1.
- This causes a problem of so-called dropping of the packing material.
- twisting due to the circumferential difference occurs, and defects such as wrinkling of the product occur. Therefore, in the present invention, as shown in FIGS. 9 (2) and (3), a concave portion is provided on the surface of the rolling drum 85r or the rolling hand 85h facing the tobacco rod 1 so that a gap is formed between the rolling drum 85r and the tobacco rod 1.
- 9 (2) and 9 (3) show a mode in which a concave portion is provided in the rolling hand 85h, but the concave portion may be provided in the rolling drum 85r or both.
- the depth of the recess (T in FIGS. 9 (2) and 9 (3)) is appropriately adjusted, but is preferably 0.05 to 0.15 mm.
- the recess need not be provided on the entire surface facing the tobacco rod 1. As shown in FIG. 9, the recess may be provided on a part of the surface facing the tobacco rod 1. However, in order to securely bond the tobacco rod and another member with the tip paper, it is preferable that there is no recess near the boundary between the two members.
- Step D the double-length smoking article 100w is cut at the center in the longitudinal direction.
- a pair of smoking articles 100 can be manufactured.
- This step may further include a step of inverting one smoking article 100 and aligning the directions of the two smoking articles 100.
- This step can be performed in the sixth unit 86 in FIG.
- reference numeral 86c denotes a cutter drum
- 86c 'de denotes a cutter
- 86a denotes a take-up drum.
- the double-length smoking article 100w is delivered to the cutter drum 86c, and cut at the center in the longitudinal direction to form the smoking article 100.
- the smoking article 100 is delivered to the take-off drum 86a, separated and isolated as a product.
- the present invention even when another member having a smaller diameter is arranged adjacent to the tobacco rod, it is possible to avoid a defect such as a rolling jam, so that good rolling can be performed. Further, since one chip paper is used, it is advantageous in terms of cost. Further, in the conventional method using a plurality of chip papers, a step is formed in the smoking article because a step is generated in the smoking article, but such a measure is required in the manufacturing method of the present invention.
- Example 1 The following members were prepared.
- a tobacco rod with a diameter of 7.0 mm and a length of 20.0 mm manufactured by Japan Tobacco Inc.
- Double-length paper tube with diameter of 6.9 mm and length of 40.0 mm as cooling segment From center hole (8.0 mm) / double-length acetate filter (14.0 mm) / center hole (8.0 mm) with diameter of 6.9 mm
- step A1 #A pair of tobacco rods were spaced apart such that their longitudinal axes were the same (step A1).
- a double-length paper tube was inserted into the space (Step A2).
- both ends of the double-length cooling segment were in contact with the ends of the tobacco rod.
- the double-length cooling segment was cut at the center in the longitudinal direction and then separated, and a pair of tobacco segments were arranged so as to be separated so that their longitudinal axes were the same (step A3).
- a double-length filter segment was inserted into the space. At this time, both ends of the double-length filter segment were in contact with the ends of the paper tube (step B).
- the composite segment thus obtained was wrapped and integrated with one piece of chip paper to obtain a double-length smoking article (Step C).
- the double-length smoking article was cut at the center in the longitudinal direction to obtain two smoking articles (Step D).
Landscapes
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
Abstract
Description
[態様1]たばこロッド、冷却セグメント、およびフィルターセグメントを備える喫煙物品の製造方法であって、
(A)前記たばこロッドおよびその端に当接する前記冷却セグメントを含むたばこセグメントを1対準備し、両者の長手方向軸が同一になるように離間して配置する工程、
(B)フィルターセグメントの2倍の長さを有する倍長フィルターセグメントを準備して、前記離間部に、当該倍長フィルターセグメントの両端が前記たばこセグメントの端に当接するように配置して、複合セグメントを調製する工程、
(C)前記複合セグメントを1枚のチップペーパーでラップして一体化して、倍長喫煙物品を得る工程、ならびに
(D)前記倍長喫煙物品を、その長手方向における中央部で切断する工程、
を含む、
喫煙物品の製造方法。
[態様2]前記(A)工程が、
(A1)1対の前記たばこロッドを、両者の長手方向軸が同一になるように離間して配置する工程、
(A2)前記冷却セグメントの2倍の長さを有する倍長冷却セグメントを準備して、前記離間部に当該倍長冷却セグメントの両端が前記たばこロッドの端に当接するように配置する工程、
(A3)当該倍長冷却セグメントを、その長手方向における中央部で切断後、分離して、1対の前記たばこセグメントを両者の長手方向軸が同一になるように離間して配置する工程を含む、態様1に記載の製造方法。
[態様3]前記(A)工程が、
(A1)1対の前記たばこロッドを、両者の長手方向軸が同一になるように両者を離間して配置する工程、
(A2’)前記冷却セグメントの2倍の長さを有し、かつその長手方向における中央部が切断されている分離可能な倍長冷却セグメントを準備し、前記離間部に、倍長冷却セグメントの両端が前記たばこロッドの端に当接するように配置する工程、
(A3’)前記倍長冷却セグメントを前記中央部で分離して、1対の前記たばこセグメントを両者の長手方向軸が同一になるように離間して配置する工程を含む、態様1に記載の製造方法。
[態様4]前記(A)工程が、
(A1)1対の前記たばこロッドを、両者の長手方向軸が同一になるように両者を離間して配置する工程、
(A2”)1対の冷却セグメントを準備して、各冷却セグメントの一方の端がたばこロッドの端と当接し、かつ他方の端同士が離間するように配置して、1対の前記たばこセグメントを両者の長手方向軸が同一になるように離間して配置する工程を含む、態様1に記載の製造方法。
[態様5]前記フィルターセグメントが、アセテートフィルターおよびセンターホールフィルターを備える、態様1~4のいずれかに記載の製造方法。
[態様6]前記喫煙物品が、下流方向に、たばこロッド、冷却セグメント、およびフィルターセグメントをこの順に備える、態様1~5のいずれかに記載の製造方法。
[態様7]前記たばこロッドの直径が、隣接する部材の直径よりも大きい、態様1~6のいずれかに記載の製造方法。
[態様8]前記たばこロッドの直径が、隣接する部材の直径より0.05~0.15mm大きい、態様7に記載の製造方法。
[態様9]前記たばこロッドの直径が、隣接する部材の直径より0.5~2.5%大きい、態様7に記載の製造方法。
[態様10]前記たばこロッドと隣接する部材の剛性が、当該たばこロッドの剛性よりも大きい、態様1~9のいずれかに記載の製造方法。
[態様11]前記冷却セグメントが円周方向に複数の開孔を有する紙管を備える、態様1~10のいずれかに記載の製造方法。
[態様12]前記冷却セグメントが紙管を備え、当該紙管の円周方向にレーザー加工によって複数の開孔を設ける工程をさらに備える、態様11に記載の製造方法。
[態様13]前記(C)工程が、前記チップペーパーの一部を前記複合セグメントの円周面に接着した前駆体を準備し、当該前駆体をローリングドラムとその円周面に対向して設けられたローリングハンドの間に配置して、当該前駆体を当該ローリングドラムの円周面上で回転させることによって実施される工程であり、
前記ローリングドラムまたはローリングハンドの前記たばこロッド部と対向する部分が、当該たばこロッド部との間に空隙を形成するための凹部を備える、態様1~12のいずれかに記載の製造方法。
[態様14]たばこロッド、冷却セグメント、およびフィルターセグメントを備える喫煙物品であって、前記たばこロッドの直径が隣接する部材の直径よりも大きい、喫煙物品。
[態様15]前記たばこロッドの直径が、隣接する部材の直径より0.05~0.15mm大きい、態様14に記載の喫煙物品。
[態様16]前記たばこロッドの直径が、隣接する部材の直径より0.5~2.5%大きい、態様14に記載の喫煙物品。
[態様17]前記たばこロッドと隣接するセグメントの剛性が、当該たばこロッドの剛性よりも大きい、態様14~16のいずれかに記載の喫煙物品。
本発明の喫煙物品は、たばこロッド、冷却セグメント、およびフィルターセグメントを備える。図1(i)は本発明の喫煙物品の一態様を示す。図中、100は喫煙物品、1はたばこロッド、3は冷却セグメント、5はフィルターセグメント、7はチップペーパーである。
たばこロッドとは、たばこ原料に含まれる香喫味成分を発生するための略円柱状の部材であり、たばこ充填材とその周囲を巻装する巻紙を備える。たばこ充填材としては限定されず、例えばたばこ刻、たばこシート等を使用できる。具体的には、乾燥したたばこ葉を幅0.8~1.2mmに裁刻したたばこ刻を巻紙内に充填してよい。また乾燥したたばこ葉を平均粒径が20~200μm程度になるように粉砕して均一化したものをシート加工し、それを幅0.8~1.2mmに裁刻したものを巻紙内に充填してもよい。当該シートを裁刻せずにギャザー加工、折り畳み、あるいは渦巻き状にして巻紙内に充填してもよい。当該シートを短冊状に裁断してこれらを巻紙内に、同心円状にあるいは短冊の長手方向がたばこロッドの長手方向と平行になるように充填してもよい。
剛性(%)=Dd/Ds×100
冷却セグメントは、たばこロッド1で発生した香喫味成分やエアロゾルを冷却するための部材である。冷却セグメント3は中空の紙管であってよい。紙管は巻紙やチップペーパーよりも剛性の高いカードボードで構成されることが好ましい。当該紙管には、開孔(ベンチレーション)を設けてもよい。開孔は紙管の円周に沿って複数設けられることが好ましい。作業効率の観点から、開孔は、完成した喫煙物品にレーザー加工を施して設けることが好ましい。また冷却セグメント3内には、熱交換効率を高めるためにギャザー付けされたシートを充填してもよい。冷却セグメント3の寸法は限定されないが、長さは15~25mmであることが好ましく、直径は5.5~7.5mmであることが好ましい。ただし、冷却セグメント3に隣接する部材の剛性が、冷却セグメント3の剛性よりも低い場合、冷却セグメント3の直径は、隣接する部材の直径に対して0.5~2.5%小さいことが好ましく、1.0~2.0%小さいことが好ましい。一般に、冷却セグメント3がカードボードで構成される紙管を備える場合、当該セグメントの剛性はたばこロッドの剛性よりも高い。
フィルターセグメントはフィルターを備える部材である。フィルターとしてはアセテートフィルターやペーパーフィルター等の公知のフィルター部材を使用できる。ペーパーフィルターとは、紙をクレープローラ等で加工して皺を付けこれをプラグ巻取紙で巻上げて調製される、紙が充填されたフィルターである。アセテートフィルターとはセルロースアセテート繊維が充填されたフィルターである。図1(ii)に示すとおり、フィルターセグメント5は複数の部材から構成されることが好ましく、フィルター51とセンターホール53を備えることがより好ましい。センターホールとしては、例えばアセテートフィルターの中央部に空間を設けたものを使用できる。フィルターセグメント5の長さは限定されないが10~20mmであることが好ましい。フィルターセグメントとしてセンターホールとアセテートフィルターの両方を配置する場合、その順番は限定されない。また個々の部材がフィルター巻紙(フィルターインナーラッパー)によって巻装され、それらがフィルター成型紙(フィルターアウターラッパー)によって接続されていてもよい。フィルターセグメントの直径は限定されないが、たばこロッド以外の他のセグメントとほぼ同じ直径を有することが好ましい。チップペーパーの破れや皺の発生が抑制できるからである。
チップペーパーは、たばこロッド、冷却セグメント、フィルターセグメントのうち2つ以上を接続するために用いる紙をいう。一方、巻紙は、たばこロッド、冷却セグメント、またはフィルターセグメントを構成する個々の部材を巻装するための紙をいう。例えば、前述のとおり、フィルターセグメントがセンターホールとアセテートフィルターを備える場合、センターホールを巻装する紙、アセテートフィルターを巻装する紙はそれぞれ巻紙である。
本工程の概要を図2に示す。図中、「w」は倍長であることを示す。例えば5wは倍長フィルターセグメントを示す。
(1)工程A
本工程では、たばこロッド1およびその端に当接する冷却セグメント3を含むたばこセグメント10を1対準備し、両者の長手方向軸が同一になるように離間して配置する。この離間距離は、次工程で用いる倍長フィルターセグメント5wの長さであることが好ましい。工程Aは任意に実施されるが、以下の工程を経て実施されることが好ましい(図3)。
(A1)1対のたばこロッド1を、両者の長手方向軸が同一になるように離間して配置する工程、
(A2)冷却セグメント3の2倍の長さを有する倍長冷却セグメント3wを準備して、離間部に倍長冷却セグメント3wの両端がたばこロッド1の端に当接するように配置する工程、および
(A3)倍長冷却セグメント3wを、その長手方向における中央部で切断後、分離して、1対のたばこセグメント10を両者の長手方向軸が同一になるように離間して配置する工程。
(A1)1対のたばこロッド1を、両者の長手方向軸が同一になるように両者を離間して配置する工程、
(A2’)冷却セグメント3の2倍の長さを有し、かつその長手方向における中央部が切断されている分離可能な倍長冷却セグメント3w’を準備し、前記離間部に、当該倍長冷却セグメント3w倍長フィルターセグメント5wの両端がたばこロッド1の端に当接するように配置する工程、
(A3’)倍長冷却セグメント3wを中央部で分離して、1対のたばこセグメント10を両者の長手方向軸が同一になるように離間して配置する工程。
この方法では、工程(A2’)において、事前に切断された倍長冷却セグメント3w’を用いるので、冷却セグメントが切断しにくい材料で構成されていたとしても切断不良を回避できるという利点がある。また、事前に切断された倍長セグメントを用いることで、当該方法を実施するための機械の全長を短くできるという利点がある。
(A1)1対のたばこロッド1を、両者の長手方向軸が同一になるように両者を離間して配置する工程、および
(A2”)1対の冷却セグメント3を準備して、各冷却セグメントの一方の端がたばこロッド1の端と当接し、かつ他方の端同士が離間するように配置して、1対のたばこセグメント10を両者の長手方向軸が同一になるように離間して配置する工程。
この方法では、工程(A1)におけるたばこロッドの離間距離が長いので、たばこロッドを移動させる回数を低減できる。このため、高速で製造する際等にたばこロッドが損傷することを回避できるという利点がある。
本工程では、フィルターセグメント5の2倍の長さを有する倍長フィルターセグメント5wを準備して、前記離間部に、当該倍長フィルターセグメント5wの両端がたばこセグメント1の端に当接するように配置して複合セグメントを調製する。
本工程では、複合セグメントを1枚のチップペーパー7でラップして一体化して、倍長喫煙物品100wを得る。チップペーパーとしては当該分野で通常使用される紙を用いることができる。チップペーパーは公知の接着剤が塗布されていてよく、これによって分離可能な状態にあった複合セグメントが一体化されて分離不可能な状態となる。この際、チップペーパー7はたばこロッド1の全範囲を覆う必要はない。チップペーパー7の覆う領域は、たばこロッド1の長さをXとするときに、たばこロッド1と冷却セグメント3の接合面を始点として、たばこロッド1の長手方向に0.2X~0.4Xを終点とする領域であることが好ましい。チップペーパー7の覆う領域がこの範囲であると、たばこロッド1を外部から加熱する場合に、熱伝導性を高めることができるという利点がある。
本工程では、倍長喫煙物品100wを、その長手方向における中央部で切断する。この工程によって1対の喫煙物品100を製造できる。本工程は、一方の喫煙物品100を反転させて、2つの喫煙物品100の方向を揃える工程をさらに含んでいてもよい。
以下の部材を準備した。
直径7.0mm、長さ20.0mmのたばこロッド(日本たばこ産業株式会社製)
冷却セグメントとして直径6.9mm、長さ40.0mmの倍長紙管
直径6.9mmの、センターホール(8.0mm)/倍長アセテートフィルター(14.0mm)/センターホール(8.0mm)からなる倍長フィルターセグメント
24.0mm×80.0mmのチップペーパー
3 冷却セグメント
3w 倍長冷却セグメント
3w’ 分離可能な倍長冷却セグメント
5 フィルターセグメント
5w 倍長フィルターセグメント
51 アセテートフィルター
53 センターホール
7 チップペーパー
10 たばこセグメント
80 製造装置
81 第1ユニット
81f 供給装置
81s 分離ドラム
82 第2ユニット
82f 供給装置
82t 移送ドラム
82p 取出ドラム
82a 引取ドラム
83 第3ユニット
83c カッタードラム
83c’ カッター
84 第4ユニット
84f 供給装置
84p 取出ドラム
84a 引取ドラム
85 第5ユニット
85f チップペーパー供給装置
85t 移送ドラム
85r ローリングドラム
85h ローリングハンド
86 第6ユニット
86c カッタードラム
86c’ カッター
86a 引取ドラム
90 複合セグメント
92 前駆体
100 喫煙物品
100w 倍長喫煙物品
Claims (17)
- たばこロッド、冷却セグメント、およびフィルターセグメントを備える喫煙物品の製造方法であって、
(A)前記たばこロッドおよびその端に当接する前記冷却セグメントを含むたばこセグメントを1対準備し、両者の長手方向軸が同一になるように離間して配置する工程、
(B)フィルターセグメントの2倍の長さを有する倍長フィルターセグメントを準備して、前記離間部に、当該倍長フィルターセグメントの両端が前記たばこセグメントの端に当接するように配置して、複合セグメントを調製する工程、
(C)前記複合セグメントを1枚のチップペーパーでラップして一体化して、倍長喫煙物品を得る工程、ならびに
(D)前記倍長喫煙物品を、その長手方向における中央部で切断する工程、
を含む、
喫煙物品の製造方法。 - 前記(A)工程が、
(A1)1対の前記たばこロッドを、両者の長手方向軸が同一になるように離間して配置する工程、
(A2)前記冷却セグメントの2倍の長さを有する倍長冷却セグメントを準備して、前記離間部に当該倍長冷却セグメントの両端が前記たばこロッドの端に当接するように配置する工程、
(A3)当該倍長冷却セグメントを、その長手方向における中央部で切断後、分離して、1対の前記たばこセグメントを両者の長手方向軸が同一になるように離間して配置する工程を含む、請求項1に記載の製造方法。 - 前記(A)工程が、
(A1)1対の前記たばこロッドを、両者の長手方向軸が同一になるように両者を離間して配置する工程、
(A2’)前記冷却セグメントの2倍の長さを有し、かつその長手方向における中央部が切断されている分離可能な倍長冷却セグメントを準備し、前記離間部に、倍長冷却セグメントの両端が前記たばこロッドの端に当接するように配置する工程、
(A3’)前記倍長冷却セグメントを前記中央部で分離して、1対の前記たばこセグメントを両者の長手方向軸が同一になるように離間して配置する工程を含む、請求項1に記載の製造方法。 - 前記(A)工程が、
(A1)1対の前記たばこロッドを、両者の長手方向軸が同一になるように両者を離間して配置する工程、
(A2”)1対の冷却セグメントを準備して、各冷却セグメントの一方の端がたばこロッドの端と当接し、かつ他方の端同士が離間するように配置して、1対の前記たばこセグメントを両者の長手方向軸が同一になるように離間して配置する工程を含む、請求項1に記載の製造方法。 - 前記フィルターセグメントが、アセテートフィルターおよびセンターホールフィルターを備える、請求項1~4のいずれかに記載の製造方法。
- 前記喫煙物品が、下流方向に、たばこロッド、冷却セグメント、およびフィルターセグメントをこの順に備える、請求項1~5のいずれかに記載の製造方法。
- 前記たばこロッドの直径が、隣接する部材の直径よりも大きい、請求項1~6のいずれかに記載の製造方法。
- 前記たばこロッドの直径が、隣接する部材の直径より0.05~0.15mm大きい、請求項7に記載の製造方法。
- 前記たばこロッドの直径が、隣接する部材の直径より0.5~2.5%大きい、請求項7に記載の製造方法。
- 前記たばこロッドと隣接する部材の剛性が、当該たばこロッドの剛性よりも大きい、請求項1~9のいずれかに記載の製造方法。
- 前記冷却セグメントが円周方向に複数の開孔を有する紙管を備える、請求項1~10のいずれかに記載の製造方法。
- 前記冷却セグメントが紙管を備え、当該紙管の円周方向にレーザー加工によって複数の開孔を設ける工程をさらに備える、請求項11に記載の製造方法。
- 前記(C)工程が、前記チップペーパーの一部を前記複合セグメントの円周面に接着した前駆体を準備し、当該前駆体をローリングドラムとその円周面に対向して設けられたローリングハンドの間に配置して、当該前駆体を当該ローリングドラムの円周面上で回転させることによって実施される工程であり、
前記ローリングドラムまたはローリングハンドの前記たばこロッド部と対向する部分が、当該たばこロッド部との間に空隙を形成するための凹部を備える、請求項1~12のいずれかに記載の製造方法。 - たばこロッド、冷却セグメント、およびフィルターセグメントを備える喫煙物品であって、前記たばこロッドの直径が隣接する部材の直径よりも大きい、喫煙物品。
- 前記たばこロッドの直径が、隣接する部材の直径より0.05~0.15mm大きい、請求項14に記載の喫煙物品。
- 前記たばこロッドの直径が、隣接する部材の直径より0.5~2.5%大きい、請求項14に記載の喫煙物品。
- 前記たばこロッドと隣接するセグメントの剛性が、当該たばこロッドの剛性よりも大きい、請求項14~16のいずれかに記載の喫煙物品。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18936076.1A EP3861867A4 (en) | 2018-10-05 | 2018-10-05 | MANUFACTURING PROCESSES FOR SMOKING ARTICLES |
| PCT/JP2018/037320 WO2020070868A1 (ja) | 2018-10-05 | 2018-10-05 | 喫煙物品の製造方法 |
| JP2020551045A JP7469230B2 (ja) | 2018-10-05 | 2018-10-05 | 喫煙物品の製造方法 |
| CN201880098430.8A CN112839531A (zh) | 2018-10-05 | 2018-10-05 | 吸烟物品的制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2018/037320 WO2020070868A1 (ja) | 2018-10-05 | 2018-10-05 | 喫煙物品の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020070868A1 true WO2020070868A1 (ja) | 2020-04-09 |
Family
ID=70055375
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/037320 WO2020070868A1 (ja) | 2018-10-05 | 2018-10-05 | 喫煙物品の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP3861867A4 (ja) |
| JP (1) | JP7469230B2 (ja) |
| CN (1) | CN112839531A (ja) |
| WO (1) | WO2020070868A1 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3384094A (en) * | 1964-03-26 | 1968-05-21 | Molins Organisation Ltd | Manufacture of mouthpiece cigarettes |
| JPS633782A (ja) * | 1986-06-25 | 1988-01-08 | 日本たばこ産業株式会社 | フイルタ付シガレツトの製造装置 |
| JPH07165A (ja) * | 1992-09-10 | 1995-01-06 | Philip Morris Prod Inc | 組み合わされたフィルターの吸い口付きシガレットを作るための装置および方法 |
| JP2002176965A (ja) * | 2000-12-13 | 2002-06-25 | Japan Tobacco Inc | フィルタ装着装置 |
| JP2010508864A (ja) * | 2006-11-13 | 2010-03-25 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 流量リストリクタを含む喫煙物品 |
| JP2015532837A (ja) * | 2012-10-25 | 2015-11-16 | ジー.デー ソチエタ ペル アツィオニG.D Societa Per Azioni | シガレットを製造するための組立機械と組立方法 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5666976A (en) * | 1992-09-11 | 1997-09-16 | Philip Morris Incorporated | Cigarette and method of manufacturing cigarette for electrical smoking system |
| US5469871A (en) * | 1992-09-17 | 1995-11-28 | R. J. Reynolds Tobacco Company | Cigarette and method of making same |
| US5435326A (en) * | 1993-07-27 | 1995-07-25 | R. J. Reynolds Tobacco Company | Controlled delivery smoking article and method |
| DE19757712C1 (de) * | 1997-12-23 | 1999-06-24 | Bat Cigarettenfab Gmbh | Koaxialcigarette mit Querstromsperre und Verfahren zur Herstellung einer Koaxialcigarette |
| DE19856934A1 (de) * | 1998-12-10 | 2000-06-15 | Hauni Maschinenbau Ag | Verfahren und Vorrichtung zum Herstellen von Filterzigaretten mit Mehrfachfiltern |
| CA2311728C (en) * | 1999-06-14 | 2004-01-27 | Rothmans, Benson & Hedges Inc. | Make-your-own cigarette |
| PT1845809E (pt) * | 2005-02-01 | 2008-12-24 | Philip Morris Prod | Cigarro fino |
| AR076450A1 (es) * | 2008-12-24 | 2011-06-15 | Philip Morris Prod | Cigarrillo de filtro |
| CN103929989B (zh) * | 2011-09-20 | 2017-08-29 | R.J.雷诺兹烟草公司 | 带有基质腔的分段吸烟制品 |
| PL2583570T3 (pl) * | 2011-10-21 | 2015-07-31 | Philip Morris Products Sa | Wyrób do palenia mający wnękę końca doustnego z oznaczeniami |
| GB201407513D0 (en) * | 2014-04-29 | 2014-06-11 | Tobacco Res & Dev Inst Proprietary Ltd | A smoking article assembly machine for assembling smoking articles having segmented filters |
| WO2016042101A1 (en) * | 2014-09-19 | 2016-03-24 | Philip Morris Products S.A. | Method and apparatus for intermediately storing double-length semi-finished products |
| TW201703660A (zh) * | 2015-06-23 | 2017-02-01 | 菲利浦莫里斯製品股份有限公司 | 氣溶膠產生物件及製造氣溶膠產生物件之方法 |
| GB201608928D0 (en) * | 2016-05-20 | 2016-07-06 | British American Tobacco Co | Article for use in apparatus for heating smokable material |
| GB201608931D0 (en) * | 2016-05-20 | 2016-07-06 | British American Tobacco Co | Article for use in apparatus for heating smokeable material |
| CN108113051B (zh) * | 2017-12-07 | 2019-03-12 | 共青城道乐投资管理合伙企业(有限合伙) | 一种加热不燃烧卷烟滤嘴和加热不燃烧卷烟 |
-
2018
- 2018-10-05 WO PCT/JP2018/037320 patent/WO2020070868A1/ja active Application Filing
- 2018-10-05 JP JP2020551045A patent/JP7469230B2/ja active Active
- 2018-10-05 EP EP18936076.1A patent/EP3861867A4/en active Pending
- 2018-10-05 CN CN201880098430.8A patent/CN112839531A/zh active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3384094A (en) * | 1964-03-26 | 1968-05-21 | Molins Organisation Ltd | Manufacture of mouthpiece cigarettes |
| JPS633782A (ja) * | 1986-06-25 | 1988-01-08 | 日本たばこ産業株式会社 | フイルタ付シガレツトの製造装置 |
| JPH07165A (ja) * | 1992-09-10 | 1995-01-06 | Philip Morris Prod Inc | 組み合わされたフィルターの吸い口付きシガレットを作るための装置および方法 |
| JP2002176965A (ja) * | 2000-12-13 | 2002-06-25 | Japan Tobacco Inc | フィルタ装着装置 |
| JP2010508864A (ja) * | 2006-11-13 | 2010-03-25 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 流量リストリクタを含む喫煙物品 |
| JP2015532837A (ja) * | 2012-10-25 | 2015-11-16 | ジー.デー ソチエタ ペル アツィオニG.D Societa Per Azioni | シガレットを製造するための組立機械と組立方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3861867A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112839531A (zh) | 2021-05-25 |
| JP7469230B2 (ja) | 2024-04-16 |
| EP3861867A4 (en) | 2022-09-28 |
| EP3861867A1 (en) | 2021-08-11 |
| JPWO2020070868A1 (ja) | 2021-10-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2020070874A1 (ja) | 加熱式喫煙物品の製造方法 | |
| JP2023071945A (ja) | 喫煙物品の製造方法 | |
| WO2020070871A1 (ja) | 喫煙物品の製造方法 | |
| WO2020070868A1 (ja) | 喫煙物品の製造方法 | |
| JP7482784B2 (ja) | 喫煙物品の製造方法 | |
| RU2783703C2 (ru) | Способ изготовления курительного изделия | |
| TW202014107A (zh) | 吸煙物品的製造方法 | |
| TW202014108A (zh) | 吸煙物品的製造方法 | |
| RU2772196C1 (ru) | Способ изготовления курительного изделия | |
| TW202014106A (zh) | 吸煙物品的製造方法 | |
| TW202014488A (zh) | 加熱式吸煙物品的製造方法 | |
| RU2775317C1 (ru) | Способ изготовления нагреваемого сигаретного изделия |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18936076 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2020551045 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2018936076 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2018936076 Country of ref document: EP Effective date: 20210506 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2021112234 Country of ref document: RU |