WO2020067478A1 - テーププリプレグ、テーププリプレグの配置方法、繊維強化複合材料及び繊維強化複合材料の製造方法 - Google Patents
テーププリプレグ、テーププリプレグの配置方法、繊維強化複合材料及び繊維強化複合材料の製造方法 Download PDFInfo
- Publication number
- WO2020067478A1 WO2020067478A1 PCT/JP2019/038269 JP2019038269W WO2020067478A1 WO 2020067478 A1 WO2020067478 A1 WO 2020067478A1 JP 2019038269 W JP2019038269 W JP 2019038269W WO 2020067478 A1 WO2020067478 A1 WO 2020067478A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tape
- prepreg
- tape prepreg
- width direction
- composite material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
- B29C70/20—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in a single direction, e.g. roofing or other parallel fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/302—Details of the edges of fibre composites, e.g. edge finishing or means to avoid delamination
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/50—Shaping or impregnating by compression not applied for producing articles of indefinite length, e.g. prepregs, sheet moulding compounds [SMC] or cross moulding compounds [XMC]
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/0405—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres
- C08J5/042—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres with carbon fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/24—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs
- C08J5/241—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres
- C08J5/243—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres using carbon fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/24—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs
- C08J5/248—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using pre-treated fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2793/00—Shaping techniques involving a cutting or machining operation
- B29C2793/0063—Cutting longitudinally
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/38—Automated lay-up, e.g. using robots, laying filaments according to predetermined patterns
- B29C70/386—Automated tape laying [ATL]
- B29C70/388—Tape placement heads, e.g. component parts, details or accessories
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2063/00—Use of EP, i.e. epoxy resins or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2307/00—Use of elements other than metals as reinforcement
- B29K2307/04—Carbon
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2363/00—Characterised by the use of epoxy resins; Derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2363/00—Characterised by the use of epoxy resins; Derivatives of epoxy resins
- C08J2363/02—Polyglycidyl ethers of bis-phenols
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2481/00—Characterised by the use of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing sulfur with or without nitrogen, oxygen, or carbon only; Polysulfones; Derivatives of such polymers
- C08J2481/06—Polysulfones; Polyethersulfones
Definitions
- the present invention relates to a tape prepreg, a method for disposing a tape prepreg, a fiber-reinforced composite material, and a method for producing a fiber-reinforced composite material.
- fiber-reinforced composite materials comprising a reinforcing fiber and a matrix resin have light weight and excellent mechanical properties, they are widely used in aerospace applications, automotive applications, sports applications, and various other industrial applications.
- the fiber reinforced composite material is obtained mainly by heating and molding a prepreg for a fiber reinforced composite material, which is an intermediate material.
- Prepreg is obtained by impregnating a reinforcing fiber with a thermosetting resin or a thermoplastic resin.
- thermosetting resins are mainly used in view of the heat resistance and strength of the fiber-reinforced composite material. Among them, fiber reinforced with excellent heat resistance, elastic modulus, low curing shrinkage, chemical resistance, etc. Epoxy resin is most often used because a composite material can be obtained.
- a prepreg called a tape prepreg disclosed in Patent Document 1 is often used in order to efficiently form a large-sized, three-dimensionally shaped strength member.
- This is a prepreg in which a roll of prepreg is cut in the longitudinal direction to increase the aspect ratio.
- the tape prepreg is usually cut into a width of 1/4 inch (6.4 mm) to 6 inches (152 mm) and set in a laminating device called an auto lay-up device.
- a laminating apparatus a plurality of tape prepregs are spread on the surface of a mold having a desired shape so as to be adjacent to each other in the width direction, and are laminated and crimped to have a desired thickness in a desired fiber direction.
- the laminate is heated and cured using an autoclave, an oven, or the like, to obtain a target fiber-reinforced composite material.
- Patent Literature 2 proposes a tape prepreg having a substantially rectangular cross section and little variation in width. However, even if the cross section is rectangular, it is practically difficult to completely eliminate the variation in width, and it is actually difficult to completely cover the width without any gap. For this reason, there is a problem that it is difficult to develop a good appearance in which the reinforcing fibers and the resin are not missing and a strength in calculation. In addition, there is a problem in that the fibers are likely to be missing.
- the present invention relates to a tape prepreg capable of providing a fiber reinforced composite material having reduced fiber loss, excellent mechanical properties, and excellent thickness dimensional accuracy, a fiber reinforced composite material using the tape prepreg, and a method for producing the same. I will provide a.
- the inventors of the present invention have conducted intensive studies to solve the above-described problems, and as a result, have made the end portion of the cross section in the width direction of the tape prepreg thinner than the center portion, and placed the thin end portions so as to overlap each other. Then, they found that a fiber-reinforced composite material having sufficient appearance and strength could be obtained by molding, and completed the present invention. That is, the gist of the present invention is as follows.
- a vertical cross section in the orientation direction of the reinforcing fiber bundle has a portion where the thickness continuously increases from one end and the other end in the width direction toward the center in the width direction, and the thickness of the vertical cross section is
- the tape according to [1] wherein at least a part of an upper side and a lower side, which are boundaries in the thickness direction of the vertical cross section, has straight portions parallel to each other, and the acute angle is 40 ° to 85 °.
- the method further comprises: arranging a plurality of the tape prepregs according to any one of [1] to [4] so as to align the orientation directions of the reinforcing fiber bundles so as to be adjacent to each other, and applying heat and pressure.
- a method for producing a fiber-reinforced composite material At the time of the disposition, the end in the width direction of the first tape prepreg and the end in the width direction of the second tape prepreg are arranged so as to overlap with each other when viewed in the thickness direction, producing a fiber-reinforced composite material.
- a tape prepreg obtained by impregnating a resin into a reinforcing fiber bundle in which reinforcing fibers are aligned in one direction, wherein a vertical cross section in the orientation direction of the reinforcing fiber bundle has one end and the other end in the width direction.
- a tape prepreg having a portion whose thickness continuously increases from the center to the center in the width direction, wherein the tape prepreg includes a release sheet.
- the tape prepreg according to [9] wherein upper and lower sides of the vertical cross section have different lengths, and the release sheet is disposed on a surface of the tape prepreg on a shorter side.
- a vertical cross section in the orientation direction of the reinforcing fiber bundle of the tape prepreg has a portion where the thickness continuously increases from one end and the other end in the width direction toward the center in the width direction, and the tape
- a plurality of the tape prepregs are arranged so that the orientation directions of the reinforcing fiber bundles are aligned and adjacent to each other, and at the time of the arrangement, at least a part of the first tape prepreg and the second tape prepreg
- At least a part of the continuously increasing thickness portion of the first tape prepreg and at least a part of the continuously increasing thickness portion of the second tape prepreg overlap with each other.
- a vertical cross section in the orientation direction of the reinforcing fiber bundle of the tape prepreg has a portion where the thickness continuously increases from one end and the other end in the width direction toward the center in the width direction, and the tape
- a tape prepreg which can provide a fiber reinforced composite material in which the loss of fibers and resins is reduced, is excellent in mechanical properties, and is excellent in thickness dimensional accuracy, and a fiber reinforced composite material using the tape prepreg And a method of manufacturing the same.
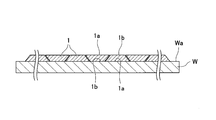
- FIG. 1 is a perspective view in which a plurality of tape prepregs 1 are arranged on the upper surface Wa of a plate-shaped mold W so that the plurality of tape prepregs 1 are arranged adjacent to each other in the longitudinal direction.
- FIG. 2 is a cross-sectional view of the tape prepreg 1 taken along the line II-II of FIG. 1 in the thickness direction.
- FIG. 3 is a top view of the plurality of tape prepregs 1 arranged on the top surface Wa of the mold W in FIG.
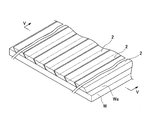
- FIG. 4 is a perspective view in which a plurality of tape prepregs 2 are arranged on the upper surface Wa of a flat mold W so that the plurality of tape prepregs 2 are arranged adjacent to each other in the longitudinal direction.
- FIG. 1 is a perspective view in which a plurality of tape prepregs 1 are arranged on the upper surface Wa of a plate-shaped mold W so that the plurality of tape prepregs 1 are arranged adjacent to each other in the
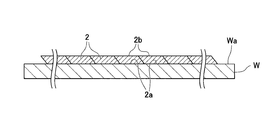
- FIG. 5 is a cross-sectional view taken along the line VV of FIG. 4 in the thickness direction of the tape prepreg 2.
- FIG. 6 is a top view of the plurality of tape prepregs 2 arranged on the top surface Wa of the mold W in FIG.
- FIG. 7 is a cross-sectional view of the groove roll 5 including the groove 4 having a trapezoidal cross section.
- FIG. 8 is a vertical sectional view of a modified example of the tape prepreg 1 of the first embodiment.
- FIG. 9 is a vertical sectional view of another modified example of the tape prepreg 1 of the first embodiment.
- FIG. 10 is a vertical sectional view of a modified example of the tape prepreg 2 of the second embodiment.
- FIG. 11 is a vertical sectional view of another modified example of the tape prepreg 2 of the second embodiment.
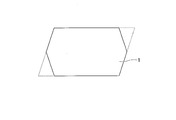
- FIG. 12 is a schematic diagram illustrating a method for measuring the size of the angle formed by the upper or lower side of the tape prepreg and the oblique side according to the present invention.
- the following term definitions apply throughout the present description and claims.
- “Rectangle” refers to a quadrilateral in which all four interior angles are equal and right.
- matrix resin refers to a resin component that exists around the reinforcing fibers and maintains the shape in the fiber-reinforced composite material. There are thermosetting, thermoplastic, or mixtures thereof.
- the “prepreg for fiber-reinforced composite material” refers to a material in which a plurality of reinforcing fibers are aligned, impregnated with a matrix resin, and formed into a sheet.
- “Tape prepreg” refers to a prepreg for a fiber-reinforced composite material in the form of a tape.
- slit tape prepreg refers to a material obtained by cutting a prepreg for a fiber-reinforced composite material along the longitudinal direction of the fiber so as to have a width smaller than that of the original prepreg for the fiber-reinforced composite material.
- fiber-reinforced composite material refers to a material obtained by heating and curing a sheet in which a plurality of tape prepregs are arranged adjacent to each other in the width direction, or a laminated sheet in which a plurality of the sheets are laminated.
- the tape prepreg of the present invention is a tape in which a reinforcing fiber bundle in which reinforcing fibers are aligned in one direction is impregnated with a resin.
- the vertical cross section in the orientation direction of the reinforcing fiber bundle has a portion where the thickness continuously increases from one end and the other end in the width direction toward the center in the width direction, and the thickness of the vertical cross section is Preferably, the angle between any one of the boundary lines in the direction and the boundary line in the width direction is an acute angle.
- the upper side (one side of the tape prepreg) which is a boundary line in the thickness direction of the vertical cross section is obtained. It is preferable that at least a part of the lower side (a side forming the other surface of the tape prepreg) and a lower side (a side forming the other surface of the tape prepreg) have linear portions parallel to each other. Preferably, the straight portion includes the center.
- the bulge of the overlapped portion is reduced, so that the angle formed by any one of the upper side and the lower side and the oblique side which is the boundary line in the width direction.
- the acute angle is preferably from 40 to 85 °, and more preferably from 45 to 80 °.
- the angle formed by any one of the upper side and the lower side and the oblique side that is the boundary line is formed by unwinding the prepared tape prepreg, cutting it to a length of 2 cm, freezing it, and slicing the sliced surface on the upper surface. In this state, the lower surface is embedded in clay, and the end is observed at a magnification of 100 times.
- the outermost end and the thickness direction existing within a range of 1500 ⁇ m from the outermost end.
- An angle formed by a straight line connecting the prepreg center and the apex of the protrusion projecting in the opposite direction to the center of the prepreg is measured. That is, a straight line T2 connecting the extreme end and the apex of the convex portion protruding in the opposite direction to the center of the prepreg among the unevenness of the boundary line in the prepreg thickness direction, and the unevenness of the boundary line in the prepreg width direction in the prepreg width direction.
- the magnitude of the angle ⁇ formed by the straight line T1 connecting the center of the prepreg and the apex of the protrusion projecting in the opposite direction is measured.
- the tape prepreg may include a release sheet.
- a release sheet When the lengths of the upper side and the lower side of the vertical cross section in the orientation direction of the reinforcing fiber bundle are different, when the release sheet is disposed on the tape prepreg surface on the shorter side, a surface having a large bonding area is bonded to the mold. Since it is possible, it is difficult to form a void in the molded body.
- the release sheet when the release sheet is disposed on the surface of the tape prepreg on the longer side, the side surfaces of the tape prepreg can be exposed, so that the prepregs can be arranged without gaps when they are laminated and bonded.
- the tape prepreg is preferably a slit tape prepreg because its shape can be easily adjusted.
- FIG. 1 is a perspective view in which a plurality of tape prepregs 1 are arranged on the upper surface Wa of a plate-shaped mold W so that the plurality of tape prepregs 1 are arranged adjacent to each other in the longitudinal direction.
- FIG. 2 is a cross-sectional view of the tape prepreg 1 taken along the line II-II of FIG. 1 in the thickness direction.
- FIG. 3 is a top view of the plurality of tape prepregs 1 arranged on the top surface Wa of the mold W in FIG.
- the orientation directions of the reinforcing fibers constituting the reinforcing fiber bundle of the tape prepreg 1 are aligned in one direction along the longitudinal direction of the tape prepreg 1.
- the shape of the vertical cross section of the tape prepreg 1 orthogonal to the orientation direction is a trapezoid.
- the boundary in the thickness direction of the vertical cross section is the base of the trapezoid
- the longest base of the trapezoid is called the lower side 1a (lower base)
- the bottom side is referred to as an upper side 1b (upper bottom).
- the lower side 1a and the upper side 1b have straight portions parallel to each other.
- Two oblique sides (trapezoidal legs) which are boundary lines in the width direction connecting the lower side 1a and the upper side 1b are inclined with respect to the upper surface Wa of the mold W.
- the middle point from one end to the other end of the lower side 1a is the center in the width direction.
- the upper side 1b and the lower side 1a have straight portions parallel to each other, and among these straight portions, the straight portion of the lower side 1a has the center, and the straight portion of the upper side 1b intersects a perpendicular line lowered from the center.
- the lower side 1a of the trapezoid represented by the vertical cross section of the first tape prepreg 1 is located on the opposite side of the upper surface Wa of the mold W and is exposed upward.
- the lower side 1a of the trapezoid represented by the vertical section of the second tape prepreg 1 adjacent thereto is in contact with the upper surface Wa of the mold W.
- the front side (the surface on the lower side 1a side) and the back side (the surface on the upper side 1b side) of each tape prepreg 1 are alternately adjacent to each other, so that the end of the lower side 1a of the first tape prepreg 1 becomes the second side.
- the lower side 1a of the tape prepreg 1 in the thickness direction.
- each tape prepreg 1 when viewed from above, the end of the lower side 1a of the trapezoid represented by the vertical section of each tape prepreg 1 is the end of the lower side 1a of the trapezoid represented by the vertical section of the adjacent tape prepreg 1.
- the overlap width S1 of the adjacent tape prepregs 1 is preferably 0.01 to 2 mm, more preferably 0.05 to 1.5 mm, and further preferably 0.1 to 1 mm. preferable.
- the width S1 is within this range, the end portions of the adjacent tape prepregs 1 are combined and appropriately overlap with each other, and it is easy to arrange the tape prepregs 1 adjacent to each other without any gap.
- the length ratio R represented by (length of the lower side 1a of the trapezoid / length of the upper side 1b of the trapezoid) is preferably 1.003 to 2.67, 1.02 to 1.88 is more preferable, and 1.03 to 1.45 is still more preferable.
- the length ratio R is within this range, the end portions of the adjacent tape prepregs 1 are combined and appropriately overlap with each other, and it is easy to arrange the tape prepregs 1 adjacent to each other without any gap.
- the length of the lower side 1a of the trapezoid is preferably 1 to 26 mm, more preferably 3 to 20 mm, and still more preferably 6 to 13 mm.
- the length of the upper side 1b of the trapezoid is preferably 2 to 12.98 mm, more preferably 3 to 12.9 mm, and further preferably 4 to 12.8 mm.
- the thickness of the trapezoid is preferably from 10 to 1,000 ⁇ m, more preferably from 100 to 750 ⁇ m, even more preferably from 200 to 500 ⁇ m.
- the ends of the adjacent tape prepregs 1 are combined and overlap appropriately, and each tape prepreg is overlapped. It is easy to arrange them so that they are adjacent to each other without any gap.
- the shape of the vertical cross section of the tape prepreg 1 is a trapezoid
- the midpoint of the lower side 1a and the midpoint of the upper side 1b overlap in the thickness direction.
- the trapezoid has a line-symmetrical cross-sectional shape such that the left and right sides of the trapezoid overlap when folded back at a line connecting the midpoint of the lower side 1a and the midpoint of the upper side 1b.
- the vertical cross-sectional shapes of the tape prepregs 1 arranged on the upper surface Wa of the mold W are substantially the same.
- the shape of the vertical cross section of the tape prepreg 1 of the first embodiment described above is an isosceles trapezoid, but it may be modified based on this trapezoid.
- the vertical section of the tape prepreg 1 is a dome shape in which the obtuse angle formed by the upper side (upper bottom) of the trapezoid and the leg is rounded as shown in FIG. 8 or the lower side of the trapezoid as shown in FIG. It may be a hexagonal shape in which an acute-angled apex formed by the (lower bottom) and the leg is cut off.
- the vertical section of the tape prepreg 1 has a portion whose thickness continuously increases from one end and the other end in the width direction toward the center in the width direction, At least a part of the upper side and the lower side of the vertical cross section have straight portions parallel to each other.
- FIG. 4 is a perspective view in which a plurality of tape prepregs 2 are arranged on the upper surface Wa of a flat mold W so that the plurality of tape prepregs 2 are arranged adjacent to each other in the longitudinal direction.
- FIG. 5 is a cross-sectional view taken along the line VV of FIG. 4 in the thickness direction of the tape prepreg 2.
- FIG. 6 is a top view of the plurality of tape prepregs 2 arranged on the top surface Wa of the mold W in FIG.
- the orientation direction of the reinforcing fibers constituting the reinforcing fiber bundle of the tape prepreg 2 is aligned in one direction along the longitudinal direction of the tape prepreg 2.
- the shape of the vertical cross section of the tape prepreg 2 orthogonal to the orientation direction is a parallelogram.
- the parallelogram has the same length on the opposite sides, the same diagonal size, and the diagonal passes through the midpoint of another diagonal.
- rectangles and squares having a diagonal of 90 degrees are not included in the parallelogram.
- the longest bottom side of the parallelogram is referred to as a lower side 2a, and the side opposite to the lower side 2a is referred to as an upper side 2b.
- the lower side 2a and the upper side 2b have straight portions parallel to each other. Two oblique sides connecting the lower side 2a and the upper side 2b are inclined with respect to the upper surface Wa of the mold W.
- the middle point from one end to the other end of the lower side 2a is the center in the width direction.
- the lower side 2a of the first tape prepreg 2 is in contact with the upper surface Wa of the mold W, and the upper side 2b is located on the opposite side of the upper surface Wa of the mold W and is exposed upward. ing.
- the lower side 2a and the upper side 2b of the second tape prepreg 2 adjacent thereto are the same as those of the first tape prepreg 1.
- the end of the lower side 2a of the first tape prepreg 2 overlaps the end of the upper side 2b of the second tape prepreg 2 as viewed in the thickness direction.
- each tape prepreg 2 when seen through from above, overlaps the end of the upper side 2b of the adjacent tape prepreg 2.
- the tape prepreg 2 may be viewed from above. A portion where the prepreg 2 does not exist (a gap between adjacent tape prepregs 2) hardly occurs.
- the overlap width S2 of the adjacent tape prepregs 2 is preferably 0.01 to 2 mm, more preferably 0.05 to 1.5 mm, and further preferably 0.1 to 1 mm. preferable.
- the width S2 is within this range, the ends of the adjacent tape prepregs 2 are combined and overlap appropriately, and it is easy to arrange the tape prepregs 2 adjacent to each other without any gap.
- the acute angle of the inner angles is preferably 40 to 85 °, more preferably 50 to 80 °, and further preferably 60 to 75 °. If the magnitude of the acute angle is within this range, the ends of the adjacent tape prepregs 2 are combined and overlap appropriately, and it is easy to arrange the tape prepregs 2 adjacent to each other without any gap.
- the length of the lower side 2a and the upper side 2b of the parallelogram is preferably 1 to 26 mm, more preferably 3 to 20 mm, and still more preferably 6 to 13 mm.
- the thickness (distance between the lower side 1a and the upper side 1b) of the parallelogram is preferably from 10 to 1,000 ⁇ m, more preferably from 100 to 750 ⁇ m, and further preferably from 200 to 500 ⁇ m.
- the shapes of the vertical cross sections of the tape prepregs 2 arranged on the upper surface Wa of the mold W are substantially the same.
- the shape of the vertical cross section of the tape prepreg 2 of the second embodiment described above is a parallelogram, but it may be modified based on this parallelogram.
- the vertical cross section of the tape prepreg 2 has a dome shape with rounded corners at both ends of the upper side of the parallelogram as shown in FIG. 10, or an acute vertex portion of the parallelogram as shown in FIG. 11. It may be a hexagon that is cut off.
- the vertical cross section has a portion where the thickness continuously increases from one end and the other end in the width direction toward the center in the width direction, and the upper side of the vertical cross section And at least a part of the lower side has straight portions parallel to each other.
- the tape prepreg described above is obtained by impregnating a reinforcing fiber bundle in which reinforcing fibers are arranged in one direction with a resin (matrix resin). Next, examples of the material of the tape prepreg of the present invention will be described.
- the reinforcing fibers include carbon fibers, aramid fibers, nylon fibers, high-strength polyester fibers, glass fibers, boron fibers, alumina fibers, and silicon nitride fibers.
- carbon fibers, aramid fibers, glass fibers, boron fibers, alumina fibers, and silicon nitride fibers are preferable in terms of excellent flame retardancy, and carbon fibers are particularly preferable in terms of excellent specific strength and specific elasticity.
- the diameter and length of the fiber may be the same as in the conventional case.
- thermosetting resin As the matrix resin, a thermoplastic resin or a thermosetting resin is preferable.
- the thermosetting resin include an epoxy resin, a vinyl ester resin, an unsaturated polyester resin, and a polyimide.
- An epoxy resin excellent in the price of the material, the ease of adjusting the viscosity, the balance of the mechanical properties of the cured product, and the like is preferable.
- the type of the resin contained in the matrix resin may be one type alone, or may be two or more types.
- the viscosity of the resin is preferably 20,000 Pa ⁇ s or more, more preferably 30,000 Pa ⁇ s or more, from the viewpoint of maintaining a shape having a portion where the thickness continuously increases toward the center in the width direction of the tape. From the viewpoint of handleability, 100000 Pa ⁇ s or less is preferable, and 50,000 Pa ⁇ s or less is more preferable.
- epoxy resin an epoxy resin using an amine, a phenol, or a compound having a carbon-carbon double bond as a precursor is particularly preferable.
- epoxy resins having amines as precursors include various isomers of tetraglycidyldiaminodiphenylmethane, triglycidyl-p-aminophenol, triglycidyl-m-aminophenol, and triglycidylaminocresol.
- Can be Tetraglycidyl diaminodiphenylmethane is preferable because it has excellent heat resistance as a resin for a fiber-reinforced composite material for aircraft structural materials.
- Examples of the epoxy resin having a phenol as a precursor include bisphenol A epoxy resin, bisphenol F epoxy resin, bisphenol S epoxy resin, phenol novolak epoxy resin, cresol novolak epoxy resin, and resorcinol epoxy resin. Since liquid bisphenol A-type epoxy resins and bisphenol F-type epoxy resins have low viscosities, their viscosities are generally adjusted in combination with high viscosities and solid epoxy resins and additives. If the viscosity is too low, the tackiness of the prepreg becomes excessive, the bobbin unwinding property of the slit prepreg becomes poor, and the tapes tend to stick together during lamination.
- the tack of the prepreg can be reduced, so there is an effect of preventing the adhesion between the prepregs, but if the viscosity is too high, the tack and drape properties are impaired, adhesion to the backing film, Tends to worsen.
- the epoxy resin using a compound having a carbon-carbon double bond as a precursor include an alicyclic epoxy resin. These epoxy resins may be used alone or in a combination of two or more. A combination of a glycidylamine type epoxy resin and a glycidyl ether type epoxy resin is particularly preferable because it has both heat resistance and toughness.
- epoxy resins include jER (registered trademark) 828, 827, 807, 604, 630, 1001, 1002, 1004, 4004, 4007, 1032H60 manufactured by Mitsubishi Chemical Corporation, and EPICLON (registered trademark) 830, 850 manufactured by DIC. , N673, N675, N770, N775, HP4032, HP4700, HP4770, EXA-1514, TACTIX (registered trademark) 742, 556 manufactured by HUNTSMAN ADVANCED MATERIALS, but are not limited thereto.
- thermoplastic resin A thermoplastic resin may be added to the matrix resin as needed. When an epoxy resin is used as the main component of the matrix resin, mixing a thermoplastic resin gives the cured product of the epoxy resin composition a high toughness, suppresses the stickiness of the epoxy resin composition, and adjusts the prepreg tack to an appropriate level. It has the effect of adjusting and controlling the resin flow immediately before curing at high temperatures.
- the thermoplastic resin include polyether sulfone, polyvinyl formal, phenoxy resin, polyamide, and acrylic block copolymer. One of these thermoplastic resins may be used alone, or two or more thereof may be used in combination.
- thermoplastic resin particle layer on the surface of the tape prepreg.
- thermoplastic resin particle layer on the surface of the prepreg having no release sheet from the viewpoint of adhesiveness between the release sheet and the prepreg.
- the slit may be formed after the thermoplastic resin particle layer is provided, or the thermoplastic resin particle layer may be laminated after the slit.
- thermoplastic resin particles By laminating the thermoplastic resin particle layer after slitting, slitting so that the thermoplastic resin particle layer is exposed, etc., the adhesiveness between tapes can be improved by the presence of thermoplastic resin particles also on the slit cross section (side surface). Can be improved.
- thermoplastic resin particles those which are soluble or insoluble in the matrix resin of the prepreg can be used.
- a resin layer for suppressing wrinkles may be provided between the thermoplastic resin particle layer and the fiber layer.
- the resin of the resin layer is preferably a resin having high compatibility with the matrix resin of the prepreg, and both the resin of the resin layer and the matrix resin are preferably epoxy resins.
- the thermoplastic resin particles are preferably polyamide particles.
- additives solid rubber, filler, diluent, solvent, pigment, plasticizer, antioxidant, stabilizer, etc.
- Known additives can be added to the matrix resin as needed.
- carbon black, graphene, or the like is used as a pigment.
- Carbon black and graphene have the effect of coloring the epoxy resin black, hiding the color of the resin when molding the fiber-reinforced composite material described later, and giving a high-quality appearance especially when applied to sports products. Also, it has ultraviolet absorbing ability and heat dissipation function.
- the content of the matrix resin with respect to the total mass of the tape prepreg of the present invention is preferably 15 to 50% by mass, and more preferably 20 to 45% by mass.
- the ratio is equal to or more than the lower limit of the above range, the reinforcing fibers can be sufficiently bonded to each other, and the lack of the reinforcing fibers can be sufficiently suppressed.
- the mechanical properties of the reinforcing fiber can be sufficiently exhibited.
- a backing film (cover film) is preferably attached to the tape prepreg.
- the backing film may be attached before slitting, or may be attached after slitting.
- Examples of the material of the backing film include polyethylene, polypropylene, and polyester.
- the thickness of the backing film is preferably from 10 to 80 ⁇ m.
- the tape prepreg of the present invention can partially apply a known production method. That is, as described in, for example, Patent Documents 1 and 2, a prepreg containing a reinforcing fiber bundle in which reinforcing fibers are aligned in one direction by a known method is prepared, and then the prepreg is passed through a slitter for cutting. To obtain a tape prepreg of width When cutting the prepreg, by applying a blade obliquely to the surface of the prepreg in the slitter so as to have the shape of the above-described vertical cross section, the vertical cross section as in the second embodiment is a parallelogram or trapezoid. Is obtained. Also, as shown in FIG.
- the vertical cross section as in the first embodiment is trapezoidal. You get something.
- the tape prepreg obtained by slitting using a slitter may be further passed through a die having a desired shape to remove unnecessary portions, thereby obtaining a tape prepreg having a desired vertical cross section.
- a vertical cross section in the orientation direction of the reinforcing fiber bundle of the tape prepreg has one end in the width direction and the other end. There is a portion where the thickness continuously increases from the end toward the center in the width direction.
- the tape prepreg of the present invention it is preferable that the tape prepreg of the present invention be heated and disposed on a mold.
- the method for arranging the tape prepreg of the present invention includes arranging a plurality of tape prepregs of the present invention so that the orientation directions of the reinforcing fiber bundles are aligned and adjacent to each other. More preferably, at least a part and at least a part of the second tape prepreg are arranged so as to overlap. In this case, at least a part of the continuously increasing thickness portion of the first tape prepreg and at least a part of the continuously increasing thickness portion of the second tape prepreg overlap each other. Is more preferable.
- a known device can be used as an automatic laminating device (automatic tape placement device).
- an automatic laminating device for example, as shown in JP-A-4-62142 and JP-A-5-200898, a tape prepreg drawn from a supply device is wound around a laminating roll, and pressed into a mold to form a mold. By laminating the laminating rolls along, lamination can be performed.
- the tape prepreg is provided with a heating portion capable of heating the laminated portion, the tape prepreg can be heated to have an adhesive property and be laminated.
- the roll When using a release sheet, the roll provided on the unwinding section that produces the tape prepreg on which the release sheet is placed, the winding section that separates the release sheet from the prepreg tape and winds it up,
- a laminating apparatus having a laminating head that presses while relatively moving, it can be applied to an aspect having a release sheet.
- the fiber reinforced composite material of the present invention is obtained by heating and curing the tape prepreg of the present invention.
- a plurality of tape prepregs may be combined and cured, or a single tape prepreg may be cured.
- the plurality of tape prepregs constituting the fiber-reinforced composite material are arranged so as to be adjacent to each other in the width direction.
- the number of tape prepregs arranged in the width direction is appropriately determined depending on the shape of the fiber-reinforced composite material, and includes, for example, about 10 to 100.
- the plurality of tape prepregs constituting the fiber reinforced composite material may be arranged not only so as to be adjacent to each other in the width direction but also to be stacked in the thickness direction.
- the number of layers is, for example, about 2 to 20 layers.
- the method for producing a fiber-reinforced composite material of the present invention includes disposing a plurality of tape prepregs of the present invention so that the orientation directions of the reinforcing fiber bundles are aligned and adjacent to each other, and applying heat and pressure. It is a method of manufacturing a material. In the above arrangement, the widthwise end of the first tape prepreg and the widthwise end of the second tape prepreg are arranged so as to overlap each other when viewed in the thickness direction.
- the overlap width (S1 in FIG. 3) of the ends of the adjacent tape prepregs 1 in the width direction is preferably 0.01 to 2 mm, more preferably 0.05 to 1.5 mm, and further preferably 0.1 to 1 mm. preferable.
- the width is 0.01 mm or more, even if the dimensional accuracy in the width direction of the tape prepreg 1 is slightly lower, it is easier to keep the tape prepreg within the range of the overlapping width.
- the width is 2 mm or less, it becomes easier to arrange the first tape prepreg 1 and the second tape prepreg 1 such that the ends in the width direction overlap with each other.
- the overlap width (S2 in FIG. 6) between the ends of the adjacent tape prepregs 2 in the width direction is preferably 0.01 to 2 mm, more preferably 0.05 to 1.5 mm, and further preferably 0.1 to 1 mm. preferable.
- the width is 0.01 mm or more, even if the dimensional accuracy in the width direction of the tape prepreg 2 is slightly low, it is easier to keep the tape prepreg within the range of the overlapping width.
- the width is 2 mm or less, it becomes easier to arrange the first tape prepreg 2 and the second tape prepreg 2 such that the ends in the width direction overlap each other.
- the widthwise ends of the first tape prepreg and the second tape prepreg are arranged so as to overlap with each other, and the lower surface of each tape prepreg does not run on the slope of the end of the adjacent tape prepreg.
- the thickness of the fiber-reinforced composite material to be formed can be made uniform.
- the number of tape prepregs arranged in the width direction of the tape prepreg to form the fiber reinforced composite material is appropriately determined depending on the shape of the fiber reinforced composite material, and for example, about 10 to 100.
- the tape prepreg may be laminated not only in the width direction of the tape prepreg but also in the thickness direction of the tape prepreg.
- the number of layers is, for example, about 2 to 20 layers.
- the method for producing the fiber-reinforced composite material of the present invention can be produced by a known method, except that the tape prepreg of the present invention is used and arranged in a predetermined manner.
- a tape prepreg is spread over a molding die having a desired surface shape such as a flat surface or a curved surface using an automatic laminating device (auto lay-up device), vacuum-packed, and then heated to be cured in a desired shape.
- auto lay-up device automatic laminating device
- the temperature and time for heating the tape prepreg are not particularly limited as long as the curing reaction of the impregnated matrix resin is performed. For example, heating conditions of 100 to 200 ° C. for about 1 to 3 hours can be mentioned.
- the pressure to be applied may be a pressure at which the tape prepregs sufficiently adhere to each other in a desired form, and it is preferable to perform heating while keeping the pressure at 100 kPa or less.
- a method of applying pressure for example, there is a method in which a plurality of tape prepregs are spread and sealed in a resin sheet or a resin bag to evacuate the internal space.
- the tape prepreg of the present invention has a section in which the vertical section in the orientation direction of the reinforcing fiber bundle continuously increases in thickness from the end in the width direction toward the center in the width direction, and the upper side of the vertical section. Since the lower side has a straight portion parallel to each other, when the ends are overlapped and stacked by using an automatic laminating apparatus, the overlapping portion does not become thick and can be finished to a uniform thickness. Further, the fiber-reinforced composite material obtained from the tape prepreg of the present invention has excellent mechanical properties and excellent dimensional accuracy because there is no loss of fibers.
- Example 1> (Preparation of matrix resin) 15 parts of tetraglycidyl diaminodiphenylmethane (jER604 manufactured by Mitsubishi Chemical Corporation), 50 parts of liquid bisphenol A type epoxy resin (jER828 manufactured by Mitsubishi Chemical Corporation), 35 parts of oxazolidone ring-modified epoxy resin (TSR-400 manufactured by DIC Corporation), poly 2 parts of ether sulfone (Sumika Excel 5003MP, manufactured by Sumitomo Chemical Co., Ltd.) was mixed in a resin preparation kettle, stirred at 150 ° C. for 2 hours, and dissolved and mixed.
- prepreg for fiber reinforced composite material A prepared 72 g / m 2 resin film was stuck on high strength carbon fibers (TR50S-15K manufactured by Mitsubishi Chemical Corporation) aligned in one direction from above and below, and the fibers were impregnated with the resin by heat and pressure.
- a prepreg for fiber-reinforced composite material having a fiber weight of 268 g / m 2 , a resin content of 35 wt%, and a width of 1000 mm was obtained.
- the obtained prepreg for a fiber-reinforced composite material was set in a dedicated slit machine, inserted into a score cutter having a width of 6.4 mm while being unwound with a constant tension, and slit in the longitudinal direction of the carbon fiber. Thereafter, the release paper was peeled off, and the tape prepreg was continuously pressed against a groove roll (see FIG. 7) having a trapezoidal cross-section sculpted in a post-installed process to form a trapezoidal cross-section. .
- the prepared tape prepreg was unwound, and the thickness at the center in the width direction was measured at 10 places using calipers, and the average was taken as the thickness at the center. Further, the thickness of the tape prepreg at a position of 0.1 mm from the end was measured at 10 places using calipers, and the average was taken as the thickness of the end.
- the prepared tape prepreg was unwound, cut into a length of 2 cm, and frozen in a freezer for 1 hour. This is sliced slowly in a freezer using a feather razor, taking care not to disturb the cross-sectional shape at a portion of 1 cm. The lower surface portion was embedded in clay with the slice surface facing upward, and the edge was observed at a magnification of 100 times using a Keyence VHX-5000 and ZS20 lens.
- the angle formed by a straight line connecting the apex of the convex portion and the vertex was measured.
- the prepreg stack was transferred to an aluminum plate having a thickness of 20 mm, a stainless steel plate having a thickness of 1 mm was placed on the upper surface, and after sealing with a nylon film and a sealant, degassing was performed until the pressure became 5 kPa or less.
- This was transferred to an autoclave and heat-cured under a pressure environment of 600 kPa under a temperature condition of 180 ° C. ⁇ 2 hours (heating rate 2 ° C./min).
- the thickness of the obtained flat plate made of the fiber-reinforced composite material was measured at five places with a micrometer, and the average and the maximum and minimum thickness difference were calculated. Next, the surface condition of the flat plate was visually observed to determine whether or not the reinforcing fibers and resin were missing. Further, from the flat plate, six test pieces of 127 mm ⁇ 12.7 mm width were cut out so that the fiber direction became the longitudinal direction, and a three-point bending test was performed according to ASTM D790 using a universal testing machine equipped with a 5 kN load cell. Carried out. Table 1 shows the measurement results.
- Example 2 After slitting the position of the score cutter at an angle of 60 ° with respect to the bottom (bottom) of the cross-section of the prepreg for fiber-reinforced composite material, slitting was performed in the same procedure as in Example 1 except that the groove roll was not used. A trapezoidal tape prepreg having a cross section close to a parallelogram was prepared. After measuring the width and thickness, the fiber-reinforced composite material was evaluated in the same manner as in Example 1 through tape placement and autoclave molding. Table 1 shows the measurement results.
- ⁇ Comparative Example 1> Instead of a score cutter, a shear cutter type slit machine was used, and the interval was adjusted to be 6.4 mm to produce a tape prepreg having a substantially rectangular cross section. As a result of measuring the width and thickness of the tape prepreg, it was confirmed that there was no practical problem since the difference between the maximum width and the average width and the difference between the minimum width and the average width were within 0.2 mm. Table 1 shows the measurement results. Next, a fiber reinforced composite material was produced by the following method.
- the prepreg stack was discarded because the thickness of the end portion became extremely thick, the surface became uneven, and the smoothness could not be ensured.
- the width of the placement was set again to 6.4 mm, and the placement was performed again to obtain a prepreg stack. Since there was no overlap between adjacent tape prepregs, no irregularities occurred on the surface of the prepreg stack. However, since the shapes of the adjacent tape prepregs are not completely the same, there is a portion where the shapes do not adhere to each other when viewed in the longitudinal direction, and a gap is generated in this portion. For this reason, when the surface of the prepreg stack was viewed from above, it was visually confirmed that gaps exist at a plurality of locations.
- This prepreg stack was transferred to an aluminum plate having a thickness of 20 mm, a stainless steel plate having a thickness of 1 mm was placed on the upper surface, and after sealing with a nylon film and a sealant, degassing was performed until the pressure became 5 kPa or less.
- the vertical section in the orientation direction of the reinforcing fiber bundle of the tape prepreg has a portion where the thickness continuously increases from the end in the width direction toward the center in the width direction.
- the example in which the upper side and the lower side of the cross section have a parallel straight line portion and the straight line portion includes the center position was excellent in the thickness accuracy, appearance, and mechanical strength of the fiber-reinforced composite material.
- Comparative Example 1 in which the shape of the vertical cross section was substantially rectangular a portion where the fiber and the resin were missing was found on the surface of the fiber-reinforced composite material, and the portion was depressed. Further, the mechanical strength was also poor.
- the second tape is superimposed on the side where the side surface is exposed in the mold direction (the side where the bottom side and the hypotenuse of the prepreg are at an obtuse angle on the adhesive surface side between the mold and the prepreg). If it is arranged and pressed insufficiently, a gap may be formed inside.
- the tape prepreg for a fiber-reinforced composite material of the present invention and the fiber-reinforced composite material obtained from the tape prepreg, are used for aircraft members, automobile members, bicycle members, sporting goods members, railway vehicle members, ship members, building members, oil risers, and the like. It is suitably used for aircraft members, automobile members, and bicycle members that require particularly high heat resistance and mechanical properties.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Medicinal Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Composite Materials (AREA)
- Inorganic Chemistry (AREA)
- Textile Engineering (AREA)
- Reinforced Plastic Materials (AREA)
- Moulding By Coating Moulds (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020549463A JPWO2020067478A1 (ja) | 2018-09-27 | 2019-09-27 | テーププリプレグ、テーププリプレグの配置方法、繊維強化複合材料及び繊維強化複合材料の製造方法 |
| EP19865784.3A EP3858898A4 (en) | 2018-09-27 | 2019-09-27 | TAPE PRE-IMPREGNATE, TAPE PRE-IMPREGNATE DISPOSAL PROCESS, FIBER REINFORCEMENT COMPOSITE MATERIAL AND FIBER REINFORCEMENT COMPOSITE MATERIAL PRODUCTION PROCESS |
| US17/212,012 US20210206929A1 (en) | 2018-09-27 | 2021-03-25 | Tape Prepreg, Tape Prepreg Disposition Method, Fiber-Reinforcement Composite Material, Fiber-Reinforcement Composite Material Manufacturing Method |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018-182019 | 2018-09-27 | ||
| JP2018182019 | 2018-09-27 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US17/212,012 Continuation US20210206929A1 (en) | 2018-09-27 | 2021-03-25 | Tape Prepreg, Tape Prepreg Disposition Method, Fiber-Reinforcement Composite Material, Fiber-Reinforcement Composite Material Manufacturing Method |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020067478A1 true WO2020067478A1 (ja) | 2020-04-02 |
Family
ID=69953550
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/038269 Ceased WO2020067478A1 (ja) | 2018-09-27 | 2019-09-27 | テーププリプレグ、テーププリプレグの配置方法、繊維強化複合材料及び繊維強化複合材料の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20210206929A1 (https=) |
| EP (1) | EP3858898A4 (https=) |
| JP (1) | JPWO2020067478A1 (https=) |
| WO (1) | WO2020067478A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7760099B1 (ja) * | 2025-04-02 | 2025-10-24 | 信越ポリマー株式会社 | 熱伝導性シートの製造方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20230249416A1 (en) * | 2022-02-04 | 2023-08-10 | Northrop Grumman Systems Corporation | Automated methods for manufacturing sheets of composite material and composite structures, pattern preparation and forming systems, and sheets of composite material |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63193811A (ja) * | 1987-02-06 | 1988-08-11 | Jitensha Sangyo Shinko Kyokai | 炭素繊維強化樹脂製変形パイプ類の製造方法 |
| JPH0462142A (ja) | 1990-06-27 | 1992-02-27 | Kawasaki Heavy Ind Ltd | ロービング材自動積層装置 |
| JPH05200898A (ja) | 1992-01-28 | 1993-08-10 | Toshiba Mach Co Ltd | プリプレグの積層装置 |
| JP2003147100A (ja) * | 2001-11-14 | 2003-05-21 | Nitto Technos Kk | テープ状プリプレグ |
| JP2004043653A (ja) | 2002-07-12 | 2004-02-12 | Toray Ind Inc | スリットテーププリプレグ、およびその成形品 |
| JP2004314550A (ja) * | 2003-04-18 | 2004-11-11 | Toyota Industries Corp | Frp製パイプ及びフィラメントワインディング装置 |
| JP2011144840A (ja) * | 2010-01-12 | 2011-07-28 | Toyota Motor Corp | 圧力容器 |
| JP2012140997A (ja) * | 2010-12-28 | 2012-07-26 | Toyota Motor Corp | 圧力容器の製造方法 |
| JP2013049795A (ja) * | 2011-08-31 | 2013-03-14 | Toyobo Co Ltd | 炭素長繊維強化ポリプロピレン成形品 |
| WO2017104823A1 (ja) * | 2015-12-16 | 2017-06-22 | 三菱ケミカル株式会社 | プリプレグテープ及びその利用 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4361533A (en) * | 1980-11-17 | 1982-11-30 | Amf Incorporated | Method for making racket frames |
| JPH0525615U (ja) * | 1991-09-12 | 1993-04-02 | 古河電気工業株式会社 | 樹脂含浸繊維テープ |
| JP2001040119A (ja) * | 1999-05-26 | 2001-02-13 | Toray Ind Inc | トウプリプレグ及びその製造方法 |
| US7469735B2 (en) * | 2005-08-03 | 2008-12-30 | The Boeing Corporation | Composite structural element fabricating device and method |
| RU2019121672A (ru) * | 2016-12-15 | 2021-01-15 | Торэй Индастриз, Инк. | Препрег армирующего волокна, лента и объект с намоткой из препрега армирующего волокна и способы производства препрега армирующего волокна и ленты из препрега армирующего волокна |
-
2019
- 2019-09-27 EP EP19865784.3A patent/EP3858898A4/en not_active Withdrawn
- 2019-09-27 JP JP2020549463A patent/JPWO2020067478A1/ja active Pending
- 2019-09-27 WO PCT/JP2019/038269 patent/WO2020067478A1/ja not_active Ceased
-
2021
- 2021-03-25 US US17/212,012 patent/US20210206929A1/en not_active Abandoned
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63193811A (ja) * | 1987-02-06 | 1988-08-11 | Jitensha Sangyo Shinko Kyokai | 炭素繊維強化樹脂製変形パイプ類の製造方法 |
| JPH0462142A (ja) | 1990-06-27 | 1992-02-27 | Kawasaki Heavy Ind Ltd | ロービング材自動積層装置 |
| JPH05200898A (ja) | 1992-01-28 | 1993-08-10 | Toshiba Mach Co Ltd | プリプレグの積層装置 |
| JP2003147100A (ja) * | 2001-11-14 | 2003-05-21 | Nitto Technos Kk | テープ状プリプレグ |
| JP2004043653A (ja) | 2002-07-12 | 2004-02-12 | Toray Ind Inc | スリットテーププリプレグ、およびその成形品 |
| JP2004314550A (ja) * | 2003-04-18 | 2004-11-11 | Toyota Industries Corp | Frp製パイプ及びフィラメントワインディング装置 |
| JP2011144840A (ja) * | 2010-01-12 | 2011-07-28 | Toyota Motor Corp | 圧力容器 |
| JP2012140997A (ja) * | 2010-12-28 | 2012-07-26 | Toyota Motor Corp | 圧力容器の製造方法 |
| JP2013049795A (ja) * | 2011-08-31 | 2013-03-14 | Toyobo Co Ltd | 炭素長繊維強化ポリプロピレン成形品 |
| WO2017104823A1 (ja) * | 2015-12-16 | 2017-06-22 | 三菱ケミカル株式会社 | プリプレグテープ及びその利用 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3858898A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7760099B1 (ja) * | 2025-04-02 | 2025-10-24 | 信越ポリマー株式会社 | 熱伝導性シートの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3858898A1 (en) | 2021-08-04 |
| JPWO2020067478A1 (ja) | 2021-08-30 |
| US20210206929A1 (en) | 2021-07-08 |
| EP3858898A4 (en) | 2021-11-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3196238B1 (en) | Notched pre-preg and notched pre-preg sheet | |
| JP5223354B2 (ja) | 切込プリプレグ基材、積層基材、繊維強化プラスチック、および切込プリプレグ基材の製造方法 | |
| US8354156B2 (en) | Prepreg base material, layered base material, fiber-reinforced plastic, process for producing prepreg base material, and process for producing fiber-reinforced plastic | |
| US11787150B2 (en) | Prepreg sheet and manufacturing method therefor, fiber-reinforced composite material molded article and manufacturing method therefor, and method for manufacturing preform | |
| JP5320742B2 (ja) | 複合プリプレグ基材の製造方法、積層基材および繊維強化プラスチック | |
| JP6962191B2 (ja) | 繊維強化プラスチックの製造方法および繊維強化プラスチック | |
| JP2008207545A (ja) | 切込プリプレグ基材、複合切込プリプレグ基材、積層基材、繊維強化プラスチック、および切込プリプレグ基材の製造方法 | |
| JP5572947B2 (ja) | 成形材料、および、繊維強化プラスチック、ならびに、これらの製造方法 | |
| CN108350201B (zh) | 切口预浸料坯、正交铺设层叠体及切口预浸料坯的制造方法 | |
| JP2008207544A5 (https=) | ||
| JPWO2018003694A1 (ja) | プリプレグおよびその製造方法 | |
| JP2010023359A (ja) | 積層体の製造方法 | |
| JP2010023449A (ja) | 繊維強化プラスチックの製造方法 | |
| JP2010030193A (ja) | 繊維強化プラスチックの製造方法 | |
| JP2010018723A (ja) | 切込プリプレグ基材、プリプレグ積層体、および繊維強化プラスチック | |
| US20210206929A1 (en) | Tape Prepreg, Tape Prepreg Disposition Method, Fiber-Reinforcement Composite Material, Fiber-Reinforcement Composite Material Manufacturing Method | |
| JP2008208343A (ja) | 切込プリプレグ基材、積層基材、繊維強化プラスチック、および切込プリプレグ基材の製造方法 | |
| WO2018174217A1 (ja) | 自己接着性プリプレグ、及びその製造方法 | |
| TWI888608B (zh) | 纖維強化塑膠及纖維強化塑膠之製造方法 | |
| JP2008238809A (ja) | 積層体の製造方法 | |
| US12508779B2 (en) | Ultra-thin pre-preg sheets and composite materials thereof | |
| JP7088433B1 (ja) | プリプレグ、成形体および一体化成形体 | |
| JP2007146151A (ja) | プリプレグ基材、積層基材、繊維強化プラスチック | |
| WO2022158222A1 (ja) | プリプレグ、成形体および一体化成形体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19865784 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2020549463 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019865784 Country of ref document: EP Effective date: 20210428 |