WO2019244429A1 - ダイヤモンド接合体及びダイヤモンド接合体の製造方法 - Google Patents
ダイヤモンド接合体及びダイヤモンド接合体の製造方法 Download PDFInfo
- Publication number
- WO2019244429A1 WO2019244429A1 PCT/JP2019/013210 JP2019013210W WO2019244429A1 WO 2019244429 A1 WO2019244429 A1 WO 2019244429A1 JP 2019013210 W JP2019013210 W JP 2019013210W WO 2019244429 A1 WO2019244429 A1 WO 2019244429A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- hard substrate
- diamond
- particles
- interface
- mass
- Prior art date
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
- B32B9/04—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising such particular substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B9/048—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising such particular substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material made of particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/008—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression characterised by the composition
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/06—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/18—Cutting tools of which the bits or tips or cutting inserts are of special material with cutting bits or tips or cutting inserts rigidly mounted, e.g. by brazing
- B23B27/20—Cutting tools of which the bits or tips or cutting inserts are of special material with cutting bits or tips or cutting inserts rigidly mounted, e.g. by brazing with diamond bits or cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B51/00—Tools for drilling machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/16—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer formed of particles, e.g. chips, powder or granules
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C26/00—Alloys containing diamond or cubic or wurtzitic boron nitride, fullerenes or carbon nanotubes
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C29/00—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides
- C22C29/02—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides
- C22C29/06—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides based on carbides, but not containing other metal compounds
- C22C29/08—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides based on carbides, but not containing other metal compounds based on tungsten carbide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F2005/001—Cutting tools, earth boring or grinding tool other than table ware
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2302/00—Metal Compound, non-Metallic compound or non-metal composition of the powder or its coating
- B22F2302/40—Carbon, graphite
- B22F2302/406—Diamond
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/14—Both compacting and sintering simultaneously
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/06—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools
- B22F7/062—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools involving the connection or repairing of preformed parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/06—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools
- B22F7/08—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools with one or more parts not made from powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2226/00—Materials of tools or workpieces not comprising a metal
- B23B2226/31—Diamond
- B23B2226/315—Diamond polycrystalline [PCD]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/107—Ceramic
- B32B2264/108—Carbon, e.g. graphite particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/536—Hardness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/542—Shear strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/558—Impact strength, toughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/704—Crystalline
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
Definitions
- the content of Co in the polycrystalline diamond layer 2 is preferably 2% by volume or more and 30% by volume or less. If the content of Co in the polycrystalline diamond layer 2 is less than 2% by volume, the bonding between diamond particles tends to be weak or the degree of bonding tends to be non-uniform. On the other hand, when the content of Co in the polycrystalline diamond layer 2 is more than 30% by volume, the strength and wear resistance of the polycrystalline diamond layer 2 such as fracture resistance and impact resistance are reduced.
- the sintering aid contains one or more of the other elements other than Co
- the content of the other elements other than Co in the binder in the polycrystalline diamond layer 2 is 0.1% by volume or more and 80% by volume or less. Is preferred.
- the sintering aid contains other elements in addition to Co
- the respective contents (% by mass) of Co and other elements can be calculated by ICP analysis.
- Polycrystalline diamond layer raw material powder can be obtained by mixing diamond particles and a sintering aid with a ball mill or the like.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Organic Chemistry (AREA)
- Metallurgy (AREA)
- Composite Materials (AREA)
- Ceramic Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Carbon And Carbon Compounds (AREA)
- Laminated Bodies (AREA)
- Crystals, And After-Treatments Of Crystals (AREA)
Abstract
ダイヤモンド接合体は、硬質基体と、前記硬質基体上に配置される多結晶ダイヤモンド層とを備えるダイヤモンド接合体であって、前記硬質基体は、前記硬質基体と前記多結晶ダイヤモンド層との界面の法線方向に平行な断面において、前記界面と、前記硬質基体側で前記界面に平行且つ前記界面との距離が500μmである仮想線xとで囲まれる領域における、炭素粒子の面積比率が0.03%未満である。
Description
本開示はダイヤモンド接合体及びダイヤモンド接合体の製造方法に関する。本出願は、2018年6月19日に出願した日本特許出願である特願2018-116201号に基づく優先権を主張する。当該日本特許出願に記載された全ての記載内容は、参照によって本明細書に援用される。
ダイヤモンドは、極めて高い硬度を有しており、ダイヤモンド粒子を原料にして製造される多結晶ダイヤモンド焼結体は、切削工具、耐摩工具といった種々の工具に使用されている。
多結晶ダイヤモンド焼結体を工具に使用する場合、多結晶ダイヤモンド焼結体が硬質基体に接合された接合体(以下、「ダイヤモンド接合体」とも記す。)を、工具の母体となる台金に接合して使用するのが一般的である。
特開2010-208942号公報(特許文献1)には、硬質基体上にダイヤモンド粉末と結合材用の粉末とを混合させた混合粉末を配置した後、高温高圧で焼結させることにより、ダイヤモンド接合体を製造する方法が開示されている。
[1]本開示のダイヤモンド接合体は、
硬質基体と、前記硬質基体上に配置される多結晶ダイヤモンド層とを備えるダイヤモンド接合体であって、
前記硬質基体は、前記硬質基体と前記多結晶ダイヤモンド層との界面の法線方向に平行な断面において、前記界面と、前記硬質基体側で前記界面に平行且つ前記界面との距離が500μmである仮想線xとで囲まれる領域における、炭素粒子の面積比率が0.03%未満である、ダイヤモンド接合体である。
硬質基体と、前記硬質基体上に配置される多結晶ダイヤモンド層とを備えるダイヤモンド接合体であって、
前記硬質基体は、前記硬質基体と前記多結晶ダイヤモンド層との界面の法線方向に平行な断面において、前記界面と、前記硬質基体側で前記界面に平行且つ前記界面との距離が500μmである仮想線xとで囲まれる領域における、炭素粒子の面積比率が0.03%未満である、ダイヤモンド接合体である。
[2]本開示のダイヤモンド接合体の製造方法は、
上記[1]に記載のダイヤモンド接合体の製造方法であって、
体積平均粒子径が0.1μm以上3μm以下のタングステンカーバイド粒子を含む硬質基体を準備する工程と、
前記硬質基体上に多結晶ダイヤモンド層原料粉末を配置して成形体を作製する工程と、
前記成形体をダイヤモンドが安定な圧力及び温度条件下で焼結してダイヤモンド接合体を得る工程とを備える、ダイヤモンド接合体の製造方法である。
上記[1]に記載のダイヤモンド接合体の製造方法であって、
体積平均粒子径が0.1μm以上3μm以下のタングステンカーバイド粒子を含む硬質基体を準備する工程と、
前記硬質基体上に多結晶ダイヤモンド層原料粉末を配置して成形体を作製する工程と、
前記成形体をダイヤモンドが安定な圧力及び温度条件下で焼結してダイヤモンド接合体を得る工程とを備える、ダイヤモンド接合体の製造方法である。
[本開示が解決しようとする課題]
従来の製造方法で作製されたダイヤモンド接合体では、焼結時にダイヤモンドから硬質基体側に炭素が拡散し、この炭素が硬質基体中で析出しやすい傾向があった。析出炭素及びその近傍を含む領域は強度が弱いため、クラックの起点になりやすい。よって、ダイヤモンド接合体において、硬質基体での炭素の析出を抑制する技術が求められている。
従来の製造方法で作製されたダイヤモンド接合体では、焼結時にダイヤモンドから硬質基体側に炭素が拡散し、この炭素が硬質基体中で析出しやすい傾向があった。析出炭素及びその近傍を含む領域は強度が弱いため、クラックの起点になりやすい。よって、ダイヤモンド接合体において、硬質基体での炭素の析出を抑制する技術が求められている。
特表2016-513177号公報(特許文献2)には、WC(タングステンカーバイド)、Co(コバルト)及びRe(レニウム)を含み、遊離炭素を実質的に含まない超硬合金材料を含む基材と、前記基材に結合された多結晶ダイヤモンドとを備える、多結晶性超硬質構造物が開示されている。該基材は、遊離炭素を実質的に含まないと規定されているが、Reは非常に高価であるため、実用化は困難であった。
本開示は上記問題を解決するためになされたものであり、硬質基体での炭素の析出が抑制されたダイヤモンド接合体、及び、該ダイヤモンド接合体の製造方法を提供することを目的とする。
[本開示の効果]
本開示のダイヤモンド接合体は、硬質基体での炭素の析出が抑制されている。よって、該ダイヤモンド接合体を用いた工具は、工具使用中の硬質基体を起点とする折損に対する耐欠損性が向上し、長い工具寿命を有することができる。
[本開示の効果]
本開示のダイヤモンド接合体は、硬質基体での炭素の析出が抑制されている。よって、該ダイヤモンド接合体を用いた工具は、工具使用中の硬質基体を起点とする折損に対する耐欠損性が向上し、長い工具寿命を有することができる。
本開示のダイヤモンド接合体の製造方法によれば、硬質基体側への炭素の析出が抑制されたダイヤモンド接合体を得ることができる。
[本開示の実施形態の説明]
最初に本開示の実施態様を列記して説明する。
最初に本開示の実施態様を列記して説明する。
(1)本開示のダイヤモンド接合体は、
硬質基体と、前記硬質基体上に配置される多結晶ダイヤモンド層とを備えるダイヤモンド接合体であって、
前記硬質基体は、前記硬質基体と前記多結晶ダイヤモンド層との界面の法線方向に平行な断面において、前記界面と、前記硬質基体側で前記界面に平行且つ前記界面との距離が500μmである仮想線xとで囲まれる領域における、炭素粒子の面積比率が0.03%未満である、ダイヤモンド接合体である。
硬質基体と、前記硬質基体上に配置される多結晶ダイヤモンド層とを備えるダイヤモンド接合体であって、
前記硬質基体は、前記硬質基体と前記多結晶ダイヤモンド層との界面の法線方向に平行な断面において、前記界面と、前記硬質基体側で前記界面に平行且つ前記界面との距離が500μmである仮想線xとで囲まれる領域における、炭素粒子の面積比率が0.03%未満である、ダイヤモンド接合体である。
このダイヤモンド接合体は、硬質基体での炭素の析出が抑制されている。よって、該ダイヤモンド接合体を用いた工具は、工具使用中の硬質基体を起点とする折損に対する耐欠損性が向上し、長い工具寿命を有することができる。
(2)前記硬質基体は、体積平均粒子径が0.1μm以上3μm以下のタングステンカーバイド粒子を含むことが好ましい。これによると、硬質基体での炭素の析出がより抑制される。
(3)前記硬質基体は、前記タングステンカーバイド粒子を70質量%以上100質量%未満含むことが好ましい。これによると、硬質基体での炭素の析出がより抑制される。
(4)前記硬質基体は、Ta、Cr及びVからなる群より選択される少なくとも1種の元素を合計で0.01質量%以上2.0質量%以下含むことが好ましい。これによると、硬質基体を構成するタングステン粒子の粒成長を抑制することができる。よって、硬質基体中のタングステン粒子の粒径は、原料タングステン粒子の粒径を維持しやすくなる。
(5)前記硬質基体は、Coを11質量%以上15質量%以下含むことが好ましい。これによると、硬質基体の破壊靭性値が向上し、該硬質基体を用いた工具は、クラックが発生しにくく、より長い工具寿命を有することができる。
(6)本開示のダイヤモンド接合体の製造方法は、
上記(1)~(5)のいずれかに記載のダイヤモンド接合体の製造方法であって、
体積平均粒子径が0.1μm以上3μm以下のタングステンカーバイド粒子を含む硬質基体を準備する工程と、
前記硬質基体上に多結晶ダイヤモンド層原料粉末を配置して成形体を作製する工程と、
前記成形体をダイヤモンドが安定な圧力及び温度条件下で焼結してダイヤモンド接合体を得る工程とを備える、ダイヤモンド接合体の製造方法である。
上記(1)~(5)のいずれかに記載のダイヤモンド接合体の製造方法であって、
体積平均粒子径が0.1μm以上3μm以下のタングステンカーバイド粒子を含む硬質基体を準備する工程と、
前記硬質基体上に多結晶ダイヤモンド層原料粉末を配置して成形体を作製する工程と、
前記成形体をダイヤモンドが安定な圧力及び温度条件下で焼結してダイヤモンド接合体を得る工程とを備える、ダイヤモンド接合体の製造方法である。
この製造方法によれば、硬質基体での炭素の析出が抑制されたダイヤモンド接合体を得ることができる。
[本開示の実施形態の詳細]
本開示のダイヤモンド接合体及びその製造方法の具体例を、以下に図面を参照しつつ説明する。なお、本開示はこれらの例示に限定されるものではなく、請求の範囲によって示され、請求の範囲と均等の意味及び範囲内でのすべての変更が含まれることが意図される。
本開示のダイヤモンド接合体及びその製造方法の具体例を、以下に図面を参照しつつ説明する。なお、本開示はこれらの例示に限定されるものではなく、請求の範囲によって示され、請求の範囲と均等の意味及び範囲内でのすべての変更が含まれることが意図される。
<実施の形態1:ダイヤモンド接合体>
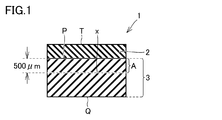
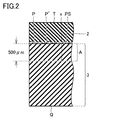
本開示のダイヤモンド接合体について、図1及び図2を用いて説明する。図1は、本開示のダイヤモンド接合体の模式的断面図である。図2は、本開示のダイヤモンド接合体の硬質基体と多結晶ダイヤモンド層との界面付近の模式的断面図である。
本開示のダイヤモンド接合体について、図1及び図2を用いて説明する。図1は、本開示のダイヤモンド接合体の模式的断面図である。図2は、本開示のダイヤモンド接合体の硬質基体と多結晶ダイヤモンド層との界面付近の模式的断面図である。
図1に示されるように、ダイヤモンド接合体1は、硬質基体3と、該硬質基体3上に配置される多結晶ダイヤモンド層2とを備える。
(硬質基体)
硬質基体3は、硬質基体3と多結晶ダイヤモンド層2との界面Pの法線方向に平行な断面において、界面Pと、前記硬質基体側で界面Pに平行且つ界面Pとの距離が500μmである仮想線xとで囲まれる領域(以下、「領域A」とも記す。)における、炭素粒子の面積比率が0.03%未満である。このダイヤモンド接合体を用いた工具は、耐欠損性が向上し、長い工具寿命を有することができる。この理由は明確ではないが、本発明者らは以下の通りと推察している。
硬質基体3は、硬質基体3と多結晶ダイヤモンド層2との界面Pの法線方向に平行な断面において、界面Pと、前記硬質基体側で界面Pに平行且つ界面Pとの距離が500μmである仮想線xとで囲まれる領域(以下、「領域A」とも記す。)における、炭素粒子の面積比率が0.03%未満である。このダイヤモンド接合体を用いた工具は、耐欠損性が向上し、長い工具寿命を有することができる。この理由は明確ではないが、本発明者らは以下の通りと推察している。
硬質基体中に存在する炭素粒子は、例えば、アモルファスカーボン、グラファイト又はダイヤモンドからなる粒子の少なくともいずれかを含む析出炭素粒子である。硬質基体中に析出炭素粒子が存在すると、該析出炭素粒子及びその近傍を含む領域は強度が弱いため、クラックの発生起点となりやすい。析出炭素粒子が存在するダイヤモンド接合体を用いて作製された工具は、工具使用中の硬質基体を起点とする折損に対する耐欠損性が劣るため、工具寿命が短くなる傾向があると考えられる。
本実施形態のダイヤモンド接合体1では、硬質基体中の領域Aにおいて、析出炭素粒子の面積比率が0.03%未満である。すなわち、硬質基体中の析出炭素粒子の量が十分に低減されているため、クラックの発生が抑制されている。
上記の硬質基体中の析出炭素の面積比率は、以下の(a)~(d)の手順に従い算出される。
(a)測定視野の決定
ダイヤモンド接合体1を、ダイヤモンド接合体1の表面すなわち多結晶ダイヤモンド層2の表面に対して垂直な方向にワイヤー放電加工機を用いて切り出し、露出した断面を、平均粒径3μmのダイヤモンドスラリーを用いて鏡面研磨する。本実施形態では硬質基体3の表面が極力平滑となるように硬質基体3を作製し、かつ、その上に形成される多結晶ダイヤモンド層2の厚さも均一となるように形成しているため、硬質基体3の表面(多結晶ダイヤモンド層2との境界面)に多少凹凸があったとしても、多結晶ダイヤモンド層2の表面と界面Pとは実質的には平行となり、後述する炭素粒子の面積比率の測定精度への影響はない。
ダイヤモンド接合体1を、ダイヤモンド接合体1の表面すなわち多結晶ダイヤモンド層2の表面に対して垂直な方向にワイヤー放電加工機を用いて切り出し、露出した断面を、平均粒径3μmのダイヤモンドスラリーを用いて鏡面研磨する。本実施形態では硬質基体3の表面が極力平滑となるように硬質基体3を作製し、かつ、その上に形成される多結晶ダイヤモンド層2の厚さも均一となるように形成しているため、硬質基体3の表面(多結晶ダイヤモンド層2との境界面)に多少凹凸があったとしても、多結晶ダイヤモンド層2の表面と界面Pとは実質的には平行となり、後述する炭素粒子の面積比率の測定精度への影響はない。
ダイヤモンド接合体1の断面において、界面Pと、硬質基体3側で界面Pに平行且つ前記界面Pとの距離が500μmである仮想線xとで囲まれる領域A内で、幅(界面Pに平行な方向)120μm×高さ(界面Pに垂直な方向)100μmの矩形の測定視野を無作為に5箇所選択する。
なお、出願人が測定した限りでは、同一の試料において測定する限りにおいては、後述する炭素粒子の面積比率の測定結果を測定視野の選択個所を変更して複数回算出しても、測定結果のばらつきはほとんどないことが確認された。
図2に示されるように、実際の界面P’の平均高さの平面である基準面PSに平行で、且つ、実際の界面P’の硬質基体側に最も窪んでいる凹部の先端を通過する平面を界面Pとする。なお、上記断面において、「基準面PSから多結晶ダイヤモンド層2側に張り出している硬質基体3の面積」と「基準面PSから硬質基体3側に張り出している多結晶ダイヤモンド層2の面積」とは同一となる。
図1及び図2においては、界面Pは、多結晶ダイヤモンド層2の表面側の主面T、及び、硬質基体3の表面側の主面Qと平行である。この場合、界面Pの法線は、多結晶ダイヤモンド層2の表面側の主面Tの法線、及び、硬質基体3の表面側の主面Qの法線と同一となる。
(b)測定視野の撮像
下記の機器を用いて、下記の条件で、各測定視野を撮像する。
下記の機器を用いて、下記の条件で、各測定視野を撮像する。
光学顕微鏡:カールツァイス社製「AXIO Vert.A1」(製品名)
レンズ:カールツァイス社製「EC Epiplan 100x/0.85 HD M27」(製品名)
撮像条件:time:700ms, intensity:80%, gamma:0.45。
レンズ:カールツァイス社製「EC Epiplan 100x/0.85 HD M27」(製品名)
撮像条件:time:700ms, intensity:80%, gamma:0.45。
(c)撮像された画像の二値化処理
上記(b)で撮像された画像に対して、下記の画像処理ソフトを用いて、下記の手順に従い二値化処理を施す。
上記(b)で撮像された画像に対して、下記の画像処理ソフトを用いて、下記の手順に従い二値化処理を施す。
画像処理ソフト:Win Roof ver.7.4.5
処理手順:
1.ヒストグラム平均輝度補正(補正基準値128)
2.バックグラウンド除去(物体サイズ30μm)
3.単一閾値による二値化(閾値100)
4.輝度反転(炭素粒子の領域のみが抽出される)。
処理手順:
1.ヒストグラム平均輝度補正(補正基準値128)
2.バックグラウンド除去(物体サイズ30μm)
3.単一閾値による二値化(閾値100)
4.輝度反転(炭素粒子の領域のみが抽出される)。
(d)二値化処理された画像の解析
上記(c)で得られた画像から、測定視野(硬質基体)の面積に占める明視野に由来する画素(炭素粒子に由来する画素)の面積比率、すなわち、測定視野における炭素粒子の面積比率を計算する。
上記(c)で得られた画像から、測定視野(硬質基体)の面積に占める明視野に由来する画素(炭素粒子に由来する画素)の面積比率、すなわち、測定視野における炭素粒子の面積比率を計算する。
本実施形態において、「硬質基体は、硬質基体の主面の法線方向に平行な断面において、多結晶ダイヤモンド層と硬質基体との界面と、界面に平行且つ界面との距離が500μmである仮想線xとで囲まれる領域における、炭素粒子の面積比率が0.03%未満である」とは、5箇所の測定視野における炭素粒子の面積比率が、全て0.03%未満であることを意味するものとする。
炭素粒子の面積比率は0.02%以下が好ましく、0.01%以下がより好ましい。炭素粒子の面積比率は小さい方が好ましいため、下限値は0%である。よって、炭素粒子の面積比率は、0%以上0.03%未満と規定することもできる。
硬質基体3としては、タングステンカーバイド(以下、「WC」とも記す)を母材とする、いわゆるWC基超硬合金を用いることができる。このような硬質基体3は、高い硬度と高い強度を有することができる。ダイヤモンド接合体1において、硬質基体3の厚み(図1中の上下方向)は特に制限されないが、例えば、1mm以上30mm以下とすることができる。
硬質基体3は、体積平均粒子径が0.1μm以上3μm以下のタングステンカーバイド粒子(以下、「WC粒子」とも記す。)を含むことが好ましい。一般的に、WC基超硬合金を構成するWC粒子の粒径が小さいと(例えば体積平均粒子径が0.1μm以上3μm以下)、WC基超硬合金の破壊靭性が低下する傾向がある。このようなWC基超硬合金を工具材料として用いた場合、工具にクラックが生じやすい傾向がある。よって、従来は、粒径が3μm以下のWC粒子を含むWC基超硬合金は、硬質基体の材料として選択されなかった。
一方、WC基超硬合金を構成するWC粒子の粒径が小さいほど、WC基超硬合金の抗折力(TRS:Transverse-Rupture-Strength)は高くなる。したがって、クラックの発生起点(破壊起点)が存在しなければ、粒径の小さいWC粒子を含むWC基超硬合金は、抗折力が高く、割れにくいという性質を有する。
本実施形態で用いる硬質基体では、クラックの起点となり得る炭素粒子の面積比率が0.03%未満であり、炭素粒子の量が十分に低減されているため、クラックの発生起点も十分に低減されている。該硬質基体において、WC粒子の体積平均粒子径が0.1μm以上3μm以下であると、硬質基体の抗折力が高くなり、且つ、クラックの発生起点も十分に低減されているため、該硬質基体を用いた工具は、クラックが発生しにくく、より長い工具寿命を有することができる。
更に、WC粒子の粒径が小さいほど、WC粒子は、焼結時に多結晶ダイヤモンド層から硬質基体側へ析出する炭素を、より多く取り込むことができる。WC粒子に取り込まれた析出炭素は、WC粒子間又は結合相の中に、タングステン炭化物、又は、硬質基体に含まれる他の元素(V、Co等)の炭化物として存在し、炭素粒子の形では存在しない。
本明細書において、「WC粒子の体積平均粒子径」とは、体積基準の粒度分布(体積分布)におけるメジアン径(d50)を意味し、硬質基体に含まれる全てのWC粒子を対象にした平均粒子径であることを意味する。本明細書において、「体積平均粒子径」を単に「粒径」と記すこともある。
WC粒子の粒径(体積平均粒子径)を算出するための各粒子の粒子径は、次の方法によって測定することができる。まず、硬質基体をワイヤー放電加工機を用いて切り出し、切り出した面を鏡面研磨する。研磨面において、硬質基体と多結晶ダイヤモンド層との界面Pから、硬質基体側に600μm離れた領域を含むように、100μm×100μmの測定視野を任意に設定する。該測定視野の反射電子像を、電子顕微鏡(HITACHI製の「SU6600」)を用いて5000倍の倍率で観察する。次に、この反射電子像において、WC粒子に外接する円の直径(すなわち外接円相当径)を測定し、該直径をWC粒子の粒径とする。
なお、出願人が測定した限りでは、同一の試料において測定する限りにおいては、WC粒子の粒径の測定結果を測定視野の選択個所を変更して複数回算出しても、測定結果のばらつきはほとんどなく、任意に測定視野を設定しても恣意的にはならないことが確認された。
硬質基体中のWC粒子の含有率は、70質量%以上100質量%未満が好ましく、70質量%以上90質量%以下がより好ましく、81質量%以上88質量%以下が更に好ましい。
硬質基体中のWC粒子の含有率(質量%)は、次の方法によって算出したものとする。硬質基体をワイヤー放電加工機を用いて切り出し、切り出した面を、平均粒径3μmのダイヤモンドスラリーを用いて鏡面研磨して観察用サンプルを作製する。観察用サンプルの研磨面に100μm×100μmの測定視野を任意に設定し、該測定視野についてエネルギー分散型X線分光分析(Oxford Instruments製の「X-Max」)を行い、WC粒子の含有率(質量%)を測定する。
なお、出願人が測定した限りでは、同一の試料において測定する限りにおいては、硬質基体中のWC粒子の含有率の測定結果を測定視野の選択個所を変更して複数回算出しても、測定結果のばらつきはほとんどなく、任意に測定視野を設定しても恣意的にはならないことが確認された。
硬質基体3は、WC粒子に加え、Ta(タンタル)、Cr(クロム)及びV(バナジウム)からなる群より選択される少なくとも1種の元素を合計で0.01質量%以上2.0質量%以下含むことが好ましく、0.05質量%以上1質量%以下含むことがより好ましく、0.1質量%以上0.5質量%以下含むことが更に好ましい。
硬質基体3は、原料のWC粒子(以下、「原料WC粒子」とも記す。)を鉄系金属とともに焼結して作製されるものである。原料WC粒子を焼結する際に、Ta、Cr及びVの少なくともいずれかが存在すると、原料WC粒子の粒成長が抑制される。従って、得られた硬質基体では、WC粒子の粗大化が抑制されており、原料WC粒子の粒径が維持されやすくなる。
更に、硬質基体中のTa、Cr及びVは、多結晶ダイヤモンド層から移動してきた炭素と結合し、TaC(炭化タンタル)、Cr3C2(炭化クロム)、CV(炭化バナジウム)等の炭化物を生成する。従って、硬質基体中にTa、Cr及びVの少なくともいずれかが存在すると、炭素の析出が抑制されている。
硬質基体3は、WCに加え、Co(コバルト)を11質量%以上20質量%以下含むことが好ましく、11質量%以上17質量%以下含むことがより好ましく、11質量%以上15質量%以下含むことが更に好ましい。
一般的に、硬質基体中のCoの含有率が11質量%以上の場合、硬質基体を構成する超硬合金の熱膨張係数が増加し、硬質基体と、多結晶ダイヤモンド層との間の熱膨張係数の差が拡大する傾向がある。硬質基体と多結晶ダイヤモンド層とは、硬質基体上に多結晶ダイヤモンド層の原料粉末を配置した状態で焼結して接合されるため、両者の間の熱膨張係数が大きいと、焼結後の硬質基体及び多結晶ダイヤモンド層には、大きな残留応力が発生する。
具体的には、硬質基体と多結晶ダイヤモンド層との界面の硬質基体側には、界面と平行な方向に引っ張り応力が発生し、界面の多結晶ダイヤモンド側には、界面と平行な方向に圧縮応力が発生する。この影響で、界面の硬質基体側を起点とする亀裂が発生しやすく、超高圧焼結後の亀裂発生や、工具として使用中に界面の硬質基体側を起点とする折損発生の恐れがある。よって、従来は硬質基体中のCoの含有率として、11質量%以上は選択されなかった。
本発明者らは、硬質基体と多結晶ダイヤモンド層との界面付近の硬質基体において、炭素粒子の量を十分に低減させると、硬質基体中のCoの含有率が11質量%以上であっても、硬質基体が優れた破壊靭性値を有することを新たに見出した。この理由は明らかではないが、本実施形態で用いられる硬質基体は、界面付近において、亀裂起点となる炭素粒子の量が十分に低減されているため、亀裂に対する耐性が強く、Coの増加に伴う残留応力の増加に起因する亀裂の発生を抑制することができるためと推察される。該硬質基体を用いた工具は、クラックが発生しにくく、より長い工具寿命を有することができる。
硬質基体3は、Coに加え、Fe(鉄)、Ni(ニッケル)を含有していてもよい。硬質基体3は、Reを含まないことが好ましい。Reは高価であるため、硬質基体3がReを含まないと、コスト面で有利である。
硬質基体中のTa、Cr、V及びCoのそれぞれの元素の含有率(質量%)は、次の方法によって算出したものとする。硬質基体をワイヤー放電加工機で切り出し、切り出した面を、平均粒径3μmのダイヤモンドスラリーを用いて鏡面研磨して観察用サンプルを作製する。観察用サンプルの研磨面に100μm×100μmの測定視野を任意に設定し、該測定視野についてエネルギー分散型X線分光分析(Oxford Instruments製の「X-Max」)にて各元素の質量割合を測定する。
なお、出願人が測定した限りでは、同一の試料において測定する限りにおいては、硬質基体中のTa、Cr、V及びCoのそれぞれの元素の含有率の測定結果を測定視野の選択個所を変更して複数回算出しても、測定結果のばらつきはほとんどなく、任意に測定視野を設定しても恣意的にはならないことが確認された。
<多結晶ダイヤモンド層>
多結晶ダイヤモンド層2としては、ダイヤモンド粒子が焼結助剤を介して焼結された、いわゆる多結晶ダイヤモンド焼結体を用いることができる。多結晶ダイヤモンド層2は、ダイヤモンド粒子、焼結助剤の他、不可避不純物を含むことができる。
多結晶ダイヤモンド層2としては、ダイヤモンド粒子が焼結助剤を介して焼結された、いわゆる多結晶ダイヤモンド焼結体を用いることができる。多結晶ダイヤモンド層2は、ダイヤモンド粒子、焼結助剤の他、不可避不純物を含むことができる。
多結晶ダイヤモンド層2におけるダイヤモンド粒子の含有率は、70体積%以上98体積%以下が好ましく、80体積%以上98体積%以下がより好ましい。ダイヤモンド粒子の含有率が70体積%未満の場合、多結晶ダイヤモンド層2の硬度が十分でない場合がある。ダイヤモンド粒子の含有率が98体積%超の場合、相対的に焼結助剤の含有率が低下することにより、ダイヤモンド粒子間の結合が弱くなったり、結合の程度が不均一になったりする。
多結晶ダイヤモンド層2における焼結助剤の含有率は、2体積%超30体積%未満であることが好ましい。焼結助剤の含有率が2体積%以下の場合、焼結助剤の含有率が低下することにより、ダイヤモンド粒子間の結合が弱くなったり、結合の程度が不均一になったりする。一方、焼結助剤の含有率が30体積%以上であると、多結晶ダイヤモンド層2の硬度が十分でない場合がある。
本明細書において、多結晶ダイヤモンド層2におけるダイヤモンド粒子の含有率は次の方法によって算出したものとする。多結晶ダイヤモンド層をワイヤー放電加工機を用いて切り出し、切り出した面を鏡面研磨する。研磨面において、硬質基体と多結晶ダイヤモンド層との界面Pから、多結晶ダイヤモンド層側に200μm離れた領域を含むように、100μm×100μmの測定視野を任意に設定する。該測定視野の反射電子像を、電子顕微鏡を用いて5000倍の倍率で観察する。このとき、ダイヤモンド粒子からなるダイヤモンド相は黒色領域となり、焼結助剤からなる結合相は灰色領域又は白色領域となって観察される。次に、観察視野画像において、ダイヤモンド相領域と結合相領域とを画像処理により2値化し、ダイヤモンド相領域の占有面積を計測する。そして、該占有面積を下記の式(1)に代入することによりダイヤモンド粒子の体積含有率を算出する。
(ダイヤモンド相の体積含有率)=(ダイヤモンド相領域の占有面積)÷(視野画像における多結晶ダイヤモンド層2の面積)×100・・・(1)
なお、出願人が測定した限りでは、同一の試料において測定する限りにおいては、多結晶ダイヤモンド層におけるダイヤモンド粒子の含有率の測定結果を測定視野の選択個所を変更して複数回算出しても、測定結果のばらつきはほとんどなく、任意に測定視野を設定しても恣意的にはならないことが確認された。
(ダイヤモンド相の体積含有率)=(ダイヤモンド相領域の占有面積)÷(視野画像における多結晶ダイヤモンド層2の面積)×100・・・(1)
なお、出願人が測定した限りでは、同一の試料において測定する限りにおいては、多結晶ダイヤモンド層におけるダイヤモンド粒子の含有率の測定結果を測定視野の選択個所を変更して複数回算出しても、測定結果のばらつきはほとんどなく、任意に測定視野を設定しても恣意的にはならないことが確認された。
多結晶ダイヤモンド層2の厚み(図1中の上下方向)は、特に限定されないが、例えば、0.1mm以上5mm以下とすることができる。
(ダイヤモンド粒子)
ダイヤモンド粒子は、0.1μm以上50μm以下の体積平均粒子径を有することが好ましい。ダイヤモンド粒子の体積平均粒子径が50μm超の場合、ダイヤモンド粒子自身のへき開性に起因する欠陥の発生が起こり易い。ダイヤモンド相にへき開性に起因する欠陥が発生すると、多結晶ダイヤモンド層2内に欠損が生じ易くなる。また、体積平均粒子径が0.1μm未満の粒子は製造が困難であり、また、取り扱いも複雑となる。ダイヤモンド粒子の体積平均粒子径は、より好ましくは0.1μm以上30μm以下であり、さらに好ましくは0.1μm以上5μm以下である。
ダイヤモンド粒子は、0.1μm以上50μm以下の体積平均粒子径を有することが好ましい。ダイヤモンド粒子の体積平均粒子径が50μm超の場合、ダイヤモンド粒子自身のへき開性に起因する欠陥の発生が起こり易い。ダイヤモンド相にへき開性に起因する欠陥が発生すると、多結晶ダイヤモンド層2内に欠損が生じ易くなる。また、体積平均粒子径が0.1μm未満の粒子は製造が困難であり、また、取り扱いも複雑となる。ダイヤモンド粒子の体積平均粒子径は、より好ましくは0.1μm以上30μm以下であり、さらに好ましくは0.1μm以上5μm以下である。
本明細書において、「ダイヤモンド粒子の体積平均粒子径」とは、体積基準の粒度分布(体積分布)におけるメジアン径(d50)を意味し、多結晶ダイヤモンド層に含まれる全てのダイヤモンド粒子を対象にした平均粒子径であることを意味する。
ダイヤモンド粒子の粒径(体積平均粒子径)を算出するための各粒子の粒子径は、次の方法によって測定することができる。まず、多結晶ダイヤモンド層2の断面を鏡面研磨する。研磨面において、硬質基体と多結晶ダイヤモンド層との界面Pから、多結晶ダイヤモンド層側に200μm離れた領域を含むように、100μm×100μmの測定視野を任意に設定する。該測定視野の反射電子像を、電子顕微鏡を用いて5000倍の倍率で観察する。次に、この反射電子像において、ダイヤモンド相を構成する粒子に外接する円の直径(すなわち外接円相当径)を測定し、該直径をダイヤモンド粒子の粒径とする。
なお、出願人が測定した限りでは、同一の試料において測定する限りにおいては、ダイヤモンド粒子の粒径の測定結果を測定視野の選択個所を変更して複数回算出しても、測定結果のばらつきはほとんどなく、任意に測定視野を設定しても恣意的にはならないことが確認された。
多結晶ダイヤモンド層2において、ダイヤモンド粒子は、それぞれ個々の粒子として存在していてもよく、隣り合う粒子が結合した状態、すなわちネックグロースを形成した状態で存在していてもよい。ただし、より高強度な多結晶ダイヤモンド層2を得るという観点からは、ダイヤモンド相を構成するダイヤモンド粒子のうち、90体積%以上はネックグロースを形成した状態で存在していることが好ましい。ダイヤモンド粒子が個別に存在するか、ネックグロースを形成した状態で存在するか、またその体積%は、下記の焼結助剤の種類、添加量によって制御することができる。
(焼結助剤)
焼結助剤としては、ダイヤモンド粒子の焼結助剤として用いられる公知のものを挙げることができる。例えば、コバルト(Co)、鉄(Fe)、ニッケル(Ni)等の鉄族金属、チタン(Ti)、ジルコニウム(Zr)、ハフニウム(Hf)、バナジウム(V)、ニオブ(Nb)、タンタル(Ta)、クロム(Cr)、モリブデン(Mo)、タングステン(W)、マンガン(Mn)を挙げることができる。なかでも、Coはダイヤモンド粒子のネックグロース生成の原動力となるダイヤモンド粒子の溶解析出反応速度が速いため、ダイヤモンド粒子の焼結助剤として好適に用いられる。
焼結助剤としては、ダイヤモンド粒子の焼結助剤として用いられる公知のものを挙げることができる。例えば、コバルト(Co)、鉄(Fe)、ニッケル(Ni)等の鉄族金属、チタン(Ti)、ジルコニウム(Zr)、ハフニウム(Hf)、バナジウム(V)、ニオブ(Nb)、タンタル(Ta)、クロム(Cr)、モリブデン(Mo)、タングステン(W)、マンガン(Mn)を挙げることができる。なかでも、Coはダイヤモンド粒子のネックグロース生成の原動力となるダイヤモンド粒子の溶解析出反応速度が速いため、ダイヤモンド粒子の焼結助剤として好適に用いられる。
多結晶ダイヤモンド層2におけるCoの含有率は2体積%以上30体積%以下が好ましい。多結晶ダイヤモンド層2におけるCoの含有率が2体積%未満の場合、ダイヤモンド粒子間の結合が弱くなったり、結合の程度が不均一になったりする傾向がある。一方、多結晶ダイヤモンド層2におけるCoの含有率が30体積%超の場合、多結晶ダイヤモンド層2の耐欠損性や耐衝撃性等の強度や耐摩耗性が低下する。焼結助剤がCo以外の上記他の元素の1種以上を含む場合、多結晶ダイヤモンド層2におけるCo以外の他の元素の結合剤中の含有率は0.1体積%以上80体積%以下が好ましい。
焼結助剤がCoのみからなる場合には、下記の方法により多結晶ダイヤモンド層2におけるCoの含有率を算出することができる。多結晶ダイヤモンド層をワイヤー放電加工機を用いて切り出し、切り出した面を鏡面研磨する。研磨面において、硬質基体と多結晶ダイヤモンド層との界面Pから、多結晶ダイヤモンド層側に200μm離れた領域を含むように、100μm×100μmの測定視野を任意に設定する。該測定視野の反射電子像を、電子顕微鏡を用いて5000倍の倍率で観察する。このとき、ダイヤモンド粒子からなるダイヤモンド相は黒色領域となり、焼結助剤からなる結合相は灰色領域又は白色領域となって観察される。次に、観察視野画像において、ダイヤモンド相領域と結合相領域とを画像処理により2値化し、結合相領域の占有面積を計測する。そして、該専有面積を下記の式(2)に代入することによりCoの体積含有率を算出する。
(Coの体積含有率)=(結合相領域の専有面積)÷(視野画像における多結晶ダイヤモンド相の面積)×100・・・(2)
なお、出願人が測定した限りでは、同一の試料において測定する限りにおいては、多結晶ダイヤモンド層におけるCoの含有率の測定結果を測定視野の選択個所を変更して複数回算出しても、測定結果のばらつきはほとんどなく、任意に測定視野を設定しても恣意的にはならないことが確認された。
(Coの体積含有率)=(結合相領域の専有面積)÷(視野画像における多結晶ダイヤモンド相の面積)×100・・・(2)
なお、出願人が測定した限りでは、同一の試料において測定する限りにおいては、多結晶ダイヤモンド層におけるCoの含有率の測定結果を測定視野の選択個所を変更して複数回算出しても、測定結果のばらつきはほとんどなく、任意に測定視野を設定しても恣意的にはならないことが確認された。
焼結助剤がCoの他、他の元素を含む場合には、ICP分析により、Co及び他の元素の各含有率(質量%)を算出することができる。
多結晶ダイヤモンド層2は、硬質基体3との界面側から所定の厚みを有し、且つ高いコバルトの含有率(体積%)を示すコバルトリッチ層を含んでいてもよい。多結晶ダイヤモンド層2がコバルトリッチ層を含むことにより、多結晶ダイヤモンド層2と硬質基体3の熱膨張係数差に起因する残留応力を低減することができる。
(ダイヤモンド接合体の用途)
本実施形態に係るダイヤモンド接合体は、例えば、ドリル、エンドミル、フライス加工用刃先交換型切削チップ、旋削加工用刃先交換型切削チップ、メタルソー、歯切り工具、リーマ又はタップ等の切削工具、ドレッサー、スタイラス、ノズル又はダイス等の耐摩耗工具、砥石、ワイヤーソー、ブレード、ビット等の研削工具、及び摩擦撹拌接合用ツール等の工具に用いることができる。ダイヤモンド接合体を用いて作製された工具は、耐欠損性が向上し、長い工具寿命を有することができる。
本実施形態に係るダイヤモンド接合体は、例えば、ドリル、エンドミル、フライス加工用刃先交換型切削チップ、旋削加工用刃先交換型切削チップ、メタルソー、歯切り工具、リーマ又はタップ等の切削工具、ドレッサー、スタイラス、ノズル又はダイス等の耐摩耗工具、砥石、ワイヤーソー、ブレード、ビット等の研削工具、及び摩擦撹拌接合用ツール等の工具に用いることができる。ダイヤモンド接合体を用いて作製された工具は、耐欠損性が向上し、長い工具寿命を有することができる。
<実施の形態2:ダイヤモンド接合体の製造方法>
本開示のダイヤモンド接合体の製造方法について説明する。本実施形態に係るダイヤモンド接合体の製造方法は、実施の形態1に係るダイヤモンド接合体の製造方法であって、体積平均粒子径が0.1μm以上3μm以下のタングステンカーバイド粒子を含む硬質基体を準備する工程(以下、「硬質基体準備工程」とも記す。)と、硬質基体上に多結晶ダイヤモンド層原料粉末を配置して成形体を作製する工程(以下、「成形体作製工程」とも記す。)と、成形体をダイヤモンドが安定な圧力及び温度条件下で焼結してダイヤモンド接合体を得る工程(以下、「焼結工程」とも記す)とを備える。
本開示のダイヤモンド接合体の製造方法について説明する。本実施形態に係るダイヤモンド接合体の製造方法は、実施の形態1に係るダイヤモンド接合体の製造方法であって、体積平均粒子径が0.1μm以上3μm以下のタングステンカーバイド粒子を含む硬質基体を準備する工程(以下、「硬質基体準備工程」とも記す。)と、硬質基体上に多結晶ダイヤモンド層原料粉末を配置して成形体を作製する工程(以下、「成形体作製工程」とも記す。)と、成形体をダイヤモンドが安定な圧力及び温度条件下で焼結してダイヤモンド接合体を得る工程(以下、「焼結工程」とも記す)とを備える。
(硬質基体準備工程)
体積平均粒子径が0.1μm以上3μm以下のタングステンカーバイド粒子を含む硬質基体を準備する。
体積平均粒子径が0.1μm以上3μm以下のタングステンカーバイド粒子を含む硬質基体を準備する。
(成形体作製工程)
硬質基体上に多結晶ダイヤモンド層原料粉末を配置して成形体を作製する。
硬質基体上に多結晶ダイヤモンド層原料粉末を配置して成形体を作製する。
多結晶ダイヤモンド層原料粉末は、ダイヤモンド粒子及び焼結助剤をボールミル等で混合して得ることができる。
本工程に用いるダイヤモンド粒子の詳細は、実施の形態1で詳述したダイヤモンド粒子と同様であるため、その説明は繰り返さない。本実施の形態における焼結工程の前後では、ダイヤモンド粒子の形状、特性、性質、性能に変化はないと考えられる。多結晶ダイヤモンド層原料粉末中のダイヤモンド粒子の粒径は、レーザ回折法により測定された粒度分布に基づいて算出することができる。
本工程に用いる焼結助剤の詳細についても、第1の実施の形態で詳述した焼結助剤と同様であるため、その説明は繰り返さない。
硬質基体原料粉末上に多結晶ダイヤモンド層原料粉末を配置する方法としては、例えば、タンタル等の耐熱性の高い材料から成る金型内に、予め焼結した硬質基体を配置し、その上に、多結晶ダイヤモンド層原料粉末を所定の厚みで層状に配置する。これにより成形体を得ることができる。
以上、詳述した配置工程では、ダイヤモンド粒子と焼結助剤とをボールミル等を用いて混合させた混合粉末を用いて、1つの層を成形させる方法を示したが、ダイヤモンド粒子と焼結助剤とを異なる層状に成形してもよい。混合粉末を用いて1つの層状に成形する場合には、焼結体全体で均一なネックグロース度合を有する焼結体が得られる。一方、焼結助剤とダイヤモンド粒子とを異なる2つの層状に成形する場合には、ダイヤモンド粒子を高密度で含む層を有する焼結体が得られる。このような焼結体は、強度、耐摩耗性に優れる。
(焼結工程)
次に、得られた成形体をダイヤモンドが安定な圧力及び温度条件下で焼結する。ここで、ダイヤモンドが安定な圧力及び温度条件とは、圧力5.0GPa以上8.0GPa以下、及び、温度1300℃以上1900℃以下の条件を意味する。焼結時間は特に限定されず、成形体の大きさ、厚さ等によって適宜変更されるが、少なくとも、5分以上焼結することにより、十分に焼結されたダイヤモンド接合体を得ることができる。
次に、得られた成形体をダイヤモンドが安定な圧力及び温度条件下で焼結する。ここで、ダイヤモンドが安定な圧力及び温度条件とは、圧力5.0GPa以上8.0GPa以下、及び、温度1300℃以上1900℃以下の条件を意味する。焼結時間は特に限定されず、成形体の大きさ、厚さ等によって適宜変更されるが、少なくとも、5分以上焼結することにより、十分に焼結されたダイヤモンド接合体を得ることができる。
本実施の形態を実施例によりさらに具体的に説明する。ただし、これらの実施例により本実施の形態が限定されるものではない。
[試料1及び試料2]
<ダイヤモンド接合体の作製>
(硬質基体準備工程)
試料1では、体積平均粒子径が0.3μmのWC粒子を88質量%含む硬質基体を準備した。該硬質基体は、Ta、Cr及びVを合計で0.4質量%含む。
<ダイヤモンド接合体の作製>
(硬質基体準備工程)
試料1では、体積平均粒子径が0.3μmのWC粒子を88質量%含む硬質基体を準備した。該硬質基体は、Ta、Cr及びVを合計で0.4質量%含む。
試料2では、体積平均粒子径が5μmのWC粒子を92.2質量%含む硬質基体を準備した。該硬質基体は、Ta、Cr及びVを含まない。
(成形体作製工程)
体積平均粒子径が5μmのダイヤモンド粒子、及び、Co粒子を混合して、多結晶ダイヤモンド層原料粉末を準備した。多結晶ダイヤモンド層原料粉末中のダイヤモンド粒子の含有率は96質量%であり、Co粒子の含有率は4質量%であった。
体積平均粒子径が5μmのダイヤモンド粒子、及び、Co粒子を混合して、多結晶ダイヤモンド層原料粉末を準備した。多結晶ダイヤモンド層原料粉末中のダイヤモンド粒子の含有率は96質量%であり、Co粒子の含有率は4質量%であった。
タンタルからなる金型内に各試料の硬質基体、及び、多結晶ダイヤモンド層原料粉末をこの順で配置して成形体を得た。
(焼結工程)
次に、成形体が収容された金型を焼結炉内に静置し、炉内の圧力を5GPaまで上昇させるとともに、炉内の温度を1500℃まで昇温させた後、この状態を10分間以上維持して成形体を焼結させた。これにより、ダイヤモンド接合体が製造された。
次に、成形体が収容された金型を焼結炉内に静置し、炉内の圧力を5GPaまで上昇させるとともに、炉内の温度を1500℃まで昇温させた後、この状態を10分間以上維持して成形体を焼結させた。これにより、ダイヤモンド接合体が製造された。
<評価>
(析出炭素の面積比率の測定)
得られたダイヤモンド接合体について、硬質基体中の多結晶ダイヤモンド層と硬質基体との界面からの距離が500μm以内の領域における、析出炭素粒子の面積比率を算出した。具体的な算出方法は、実施の形態1に記載されているため、その説明は繰り返さない。結果を表1の「析出炭素面積比率」欄に示す。
(析出炭素の面積比率の測定)
得られたダイヤモンド接合体について、硬質基体中の多結晶ダイヤモンド層と硬質基体との界面からの距離が500μm以内の領域における、析出炭素粒子の面積比率を算出した。具体的な算出方法は、実施の形態1に記載されているため、その説明は繰り返さない。結果を表1の「析出炭素面積比率」欄に示す。
(硬質基体中のWC粒子の体積平均粒子径の算出)
各試料について、硬質基体中のWC粒子の体積平均粒子径を算出した。具体的な算出方法は、実施の形態1に記載されているため、その説明は繰り返さない。結果を表1の「WC粒子体積平均粒径」欄に示す。
各試料について、硬質基体中のWC粒子の体積平均粒子径を算出した。具体的な算出方法は、実施の形態1に記載されているため、その説明は繰り返さない。結果を表1の「WC粒子体積平均粒径」欄に示す。
(硬質基体中のCo含有率の測定)
硬質基体中のCo含有率(質量%)を、エネルギー分散型X線分光分析法を用いて分析することにより測定した。具体的な測定方法は、実施の形態1に記載されているため、その説明は繰り返さない。結果を表1の「Co含有率(質量%)」欄に示す。
硬質基体中のCo含有率(質量%)を、エネルギー分散型X線分光分析法を用いて分析することにより測定した。具体的な測定方法は、実施の形態1に記載されているため、その説明は繰り返さない。結果を表1の「Co含有率(質量%)」欄に示す。

(せん断試験)
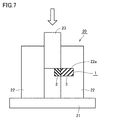
各試料のダイヤモンド接合体から、所定の大きさのダイヤモンド接合体試験片を切り出した。そして、図7に示されるせん断試験機20を用いて、ダイヤモンド接合体試験片のせん断強度を測定した。具体的には、各ダイヤモンド接合体試験片に関し、硬質基体3が保持部22a内に位置し、多結晶ダイヤモンド層2が確実に保持部22aから露出するように、せん断試験機20に固定させた。なお、各試験片に関して、同等の領域が保持部22a内に位置するように注意した。そして、ヘッド23を各試験片に押し当てて、荷重をかけていき、各試験片が破損した荷重を各ダイヤモンド接合体のせん断強度とした。せん断試験は各試料とも、4回ずつ行った。せん断強度が大きい方が、クラックが発生しにくく、耐欠損性に優れていることを示している。結果を図8に示す。
各試料のダイヤモンド接合体から、所定の大きさのダイヤモンド接合体試験片を切り出した。そして、図7に示されるせん断試験機20を用いて、ダイヤモンド接合体試験片のせん断強度を測定した。具体的には、各ダイヤモンド接合体試験片に関し、硬質基体3が保持部22a内に位置し、多結晶ダイヤモンド層2が確実に保持部22aから露出するように、せん断試験機20に固定させた。なお、各試験片に関して、同等の領域が保持部22a内に位置するように注意した。そして、ヘッド23を各試験片に押し当てて、荷重をかけていき、各試験片が破損した荷重を各ダイヤモンド接合体のせん断強度とした。せん断試験は各試料とも、4回ずつ行った。せん断強度が大きい方が、クラックが発生しにくく、耐欠損性に優れていることを示している。結果を図8に示す。
(評価結果)
試料1は、析出炭素の面積比率が0%であり、実施例に該当する。試料2は、析出炭素の面積比率が0.49%であり、比較例に該当する。試料1は、試料2よりもせん断強度が大きく、耐欠損性に優れていることが確認された。
試料1は、析出炭素の面積比率が0%であり、実施例に該当する。試料2は、析出炭素の面積比率が0.49%であり、比較例に該当する。試料1は、試料2よりもせん断強度が大きく、耐欠損性に優れていることが確認された。
試料1(実施例)のダイヤモンド接合体の断面の測定視野の光学顕微鏡写真を図3に示す。図3に示されるように、試料1では、硬質基体の領域に、析出炭素は確認されなかった。図4は、図3に示される光学顕微鏡写真の二値化画像である。図4においても、析出炭素は確認されなかった。
せん断試験を行った後の試料1のダイヤモンド接合体の試験片を観察したところ、硬質基体のみに亀裂が生じおり、多結晶ダイヤモンド層には亀裂は生じていなかった。従って、試料1のダイヤモンド接合体は、工具使用中の硬質基体を起点とする折損に対する耐欠損性が向上していることが確認された。
試料2(比較例)のダイヤモンド接合体の断面の測定視野の光学顕微鏡写真を図5に示す。図5に示されるように、試料2では、硬質基体の領域に、析出炭素が確認された。図6は、図5に示される光学顕微鏡写真の二値化画像である。図6においても、析出炭素が確認された。
以上のように本発明の実施の形態及び実施例について説明を行なったが、上述の各実施の形態及び実施例の構成を適宜組み合わせたり、様々に変形することも当初から予定している。
今回開示された実施の形態及び実施例はすべての点で例示であって、制限的なものではないと考えられるべきである。本発明の範囲は上記した実施の形態及び実施例ではなく請求の範囲によって示され、請求の範囲と均等の意味、及び範囲内でのすべての変更が含まれることが意図される。
1 ダイヤモンド接合体、2 多結晶ダイヤモンド層、3 硬質基体、20 せん断試験機、21 台座、22a 保持部、23 ヘッド、x 仮想線、P 界面、PS 基準面。
Claims (6)
- 硬質基体と、前記硬質基体上に配置される多結晶ダイヤモンド層とを備えるダイヤモンド接合体であって、
前記硬質基体は、前記硬質基体と前記多結晶ダイヤモンド層との界面の法線方向に平行な断面において、前記界面と、前記硬質基体側で前記界面に平行且つ前記界面との距離が500μmである仮想線xとで囲まれる領域における、炭素粒子の面積比率が0.03%未満である、ダイヤモンド接合体。 - 前記硬質基体は、体積平均粒子径が0.1μm以上3μm以下のタングステンカーバイド粒子を含む、請求項1に記載のダイヤモンド接合体。
- 前記硬質基体は、前記タングステンカーバイド粒子を70質量%以上100質量%未満含む、請求項2に記載のダイヤモンド接合体。
- 前記硬質基体は、Ta、Cr及びVからなる群より選択される少なくとも1種の元素を合計で0.01質量%以上2.0質量%以下含む、請求項1~請求項3のいずれか1項に記載のダイヤモンド接合体。
- 前記硬質基体は、Coを11質量%以上20質量%以下含む、請求項1~請求項4のいずれか1項に記載のダイヤモンド接合体。
- 請求項1~請求項5のいずれか1項に記載のダイヤモンド接合体の製造方法であって、
体積平均粒子径が0.1μm以上3μm以下のタングステンカーバイド粒子を含む硬質基体を準備する工程と、
前記硬質基体上に多結晶ダイヤモンド層原料粉末を配置して成形体を作製する工程と、
前記成形体をダイヤモンドが安定な圧力及び温度条件下で焼結してダイヤモンド接合体を得る工程とを備える、ダイヤモンド接合体の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16/972,162 US12128482B2 (en) | 2018-06-19 | 2019-03-27 | Diamond joined body and method for manufacturing diamond joined body |
| JP2020525275A JP7120524B2 (ja) | 2018-06-19 | 2019-03-27 | ダイヤモンド接合体及びダイヤモンド接合体の製造方法 |
| CN201980040883.XA CN112292223B (zh) | 2018-06-19 | 2019-03-27 | 金刚石接合体和金刚石接合体的制造方法 |
| EP19823487.4A EP3825044A4 (en) | 2018-06-19 | 2019-03-27 | DIAMOND ASSEMBLED BODY, AND METHOD FOR MAKING A DIAMOND ASSEMBLED BODY |
| KR1020207033497A KR102638420B1 (ko) | 2018-06-19 | 2019-03-27 | 다이아몬드 접합체 및 다이아몬드 접합체의 제조 방법 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018116201 | 2018-06-19 | ||
| JP2018-116201 | 2018-06-19 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019244429A1 true WO2019244429A1 (ja) | 2019-12-26 |
Family
ID=68982992
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/013210 WO2019244429A1 (ja) | 2018-06-19 | 2019-03-27 | ダイヤモンド接合体及びダイヤモンド接合体の製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP3825044A4 (ja) |
| JP (1) | JP7120524B2 (ja) |
| KR (1) | KR102638420B1 (ja) |
| CN (1) | CN112292223B (ja) |
| TW (1) | TWI799578B (ja) |
| WO (1) | WO2019244429A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2591020A (en) * | 2019-12-31 | 2021-07-14 | Element Six Uk Ltd | Polycrystalline diamond constructions & methods of making same |
| GB2591019A (en) * | 2019-12-31 | 2021-07-14 | Element Six Uk Ltd | Polycrystalline diamond constructions & methods of making same |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57175776A (en) * | 1981-04-23 | 1982-10-28 | Sumitomo Electric Industries | Sintered body for excavating tool |
| JPS62142704A (ja) * | 1985-12-18 | 1987-06-26 | Sumitomo Electric Ind Ltd | プリント基板用ドリル |
| JP2010208942A (ja) | 2004-02-25 | 2010-09-24 | Sumitomo Electric Hardmetal Corp | 高強度・高耐摩耗性ダイヤモンド焼結体およびその製造方法 |
| JP2012506508A (ja) * | 2008-10-21 | 2012-03-15 | エレメント シックス (プロダクション)(プロプライエタリィ) リミテッド | 衝撃式工具用のインサート、インサートの製造方法、インサートを有する工具 |
| JP2016513177A (ja) | 2013-02-11 | 2016-05-12 | エレメント、シックス、ゲゼルシャフト、ミット、ベシュレンクテル、ハフツングElement Six Gmbh | 超硬合金材料およびそれを作製する方法 |
| US20170297960A1 (en) * | 2014-09-26 | 2017-10-19 | Diamond Innovations, Inc. | Cutters comprising polycrystalline diamond attached to a hard metal carbide substrate |
| JP2018116201A (ja) | 2017-01-19 | 2018-07-26 | 輝一 山本 | コンタクトレンズの製造方法及び成形装置 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61109628A (ja) * | 1984-10-29 | 1986-05-28 | Toshiba Tungaloy Co Ltd | ダイヤモンド被覆工具 |
| US7972409B2 (en) * | 2005-03-28 | 2011-07-05 | Kyocera Corporation | Cemented carbide and cutting tool |
| RU2507302C2 (ru) * | 2009-06-18 | 2014-02-20 | Зульцер Метаплас Гмбх | Защитное покрытие, покрытый элемент, имеющий защитное покрытие, а также способ получения защитного покрытия |
| US20110061944A1 (en) * | 2009-09-11 | 2011-03-17 | Danny Eugene Scott | Polycrystalline diamond composite compact |
| US8505654B2 (en) * | 2009-10-09 | 2013-08-13 | Element Six Limited | Polycrystalline diamond |
| GB201213596D0 (en) * | 2012-07-31 | 2012-09-12 | Element Six Abrasives Sa | Superhard constructions & method of making same |
| GB2507569A (en) * | 2012-11-05 | 2014-05-07 | Element Six Abrasives Sa | A polycrystalline superhard body comprising polycrystalline diamond (PCD) |
| GB201409701D0 (en) * | 2014-05-31 | 2014-07-16 | Element Six Abrasives Sa | A method of making a thermally stable polycrystalline super hard construction |
| JP6399349B2 (ja) * | 2014-10-31 | 2018-10-03 | 三菱マテリアル株式会社 | ダイヤモンド被覆超硬合金製切削工具 |
| JP6533286B2 (ja) * | 2015-04-27 | 2019-06-19 | 京セラ株式会社 | 被覆部材 |
| JP6498074B2 (ja) * | 2015-08-17 | 2019-04-10 | オーエスジー株式会社 | 超硬合金 |
| JP2017064840A (ja) * | 2015-09-29 | 2017-04-06 | 三菱マテリアル株式会社 | ダイヤモンド被覆超硬合金製切削工具 |
| CN105945292B (zh) * | 2016-07-04 | 2019-04-02 | 株洲肯特硬质合金有限公司 | 一种金刚石复合片及其制备方法 |
| JP2018158400A (ja) * | 2017-03-22 | 2018-10-11 | 三菱マテリアル株式会社 | ダイヤモンド被覆超硬合金製切削工具 |
-
2019
- 2019-03-27 WO PCT/JP2019/013210 patent/WO2019244429A1/ja unknown
- 2019-03-27 KR KR1020207033497A patent/KR102638420B1/ko active IP Right Grant
- 2019-03-27 CN CN201980040883.XA patent/CN112292223B/zh active Active
- 2019-03-27 EP EP19823487.4A patent/EP3825044A4/en active Pending
- 2019-03-27 JP JP2020525275A patent/JP7120524B2/ja active Active
- 2019-05-10 TW TW108116192A patent/TWI799578B/zh active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57175776A (en) * | 1981-04-23 | 1982-10-28 | Sumitomo Electric Industries | Sintered body for excavating tool |
| JPS62142704A (ja) * | 1985-12-18 | 1987-06-26 | Sumitomo Electric Ind Ltd | プリント基板用ドリル |
| JP2010208942A (ja) | 2004-02-25 | 2010-09-24 | Sumitomo Electric Hardmetal Corp | 高強度・高耐摩耗性ダイヤモンド焼結体およびその製造方法 |
| JP2012506508A (ja) * | 2008-10-21 | 2012-03-15 | エレメント シックス (プロダクション)(プロプライエタリィ) リミテッド | 衝撃式工具用のインサート、インサートの製造方法、インサートを有する工具 |
| JP2016513177A (ja) | 2013-02-11 | 2016-05-12 | エレメント、シックス、ゲゼルシャフト、ミット、ベシュレンクテル、ハフツングElement Six Gmbh | 超硬合金材料およびそれを作製する方法 |
| US20170297960A1 (en) * | 2014-09-26 | 2017-10-19 | Diamond Innovations, Inc. | Cutters comprising polycrystalline diamond attached to a hard metal carbide substrate |
| JP2018116201A (ja) | 2017-01-19 | 2018-07-26 | 輝一 山本 | コンタクトレンズの製造方法及び成形装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2591020A (en) * | 2019-12-31 | 2021-07-14 | Element Six Uk Ltd | Polycrystalline diamond constructions & methods of making same |
| GB2591019A (en) * | 2019-12-31 | 2021-07-14 | Element Six Uk Ltd | Polycrystalline diamond constructions & methods of making same |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7120524B2 (ja) | 2022-08-17 |
| KR102638420B1 (ko) | 2024-02-19 |
| KR20210019413A (ko) | 2021-02-22 |
| TW202000448A (zh) | 2020-01-01 |
| TWI799578B (zh) | 2023-04-21 |
| EP3825044A4 (en) | 2022-03-16 |
| CN112292223A (zh) | 2021-01-29 |
| JPWO2019244429A1 (ja) | 2021-07-08 |
| EP3825044A1 (en) | 2021-05-26 |
| US20210237164A1 (en) | 2021-08-05 |
| CN112292223B (zh) | 2023-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6796266B2 (ja) | 超硬合金、及び切削工具 | |
| JP6416776B2 (ja) | ダイヤモンド接合体、それを備える工具、およびダイヤモンド接合体の製造方法 | |
| JP6953674B2 (ja) | 超硬合金及び切削工具 | |
| JP6256415B2 (ja) | 超硬合金、および切削工具 | |
| WO2019116614A1 (ja) | 超硬合金及び切削工具 | |
| CN106457415B (zh) | 复合部件及切削工具 | |
| WO2019244429A1 (ja) | ダイヤモンド接合体及びダイヤモンド接合体の製造方法 | |
| JP7388431B2 (ja) | 超硬合金及びそれを基材として含む切削工具 | |
| JP7103565B1 (ja) | 超硬合金およびそれを基材として含む切削工具 | |
| JP7173426B1 (ja) | 超硬合金及び切削工具 | |
| JP7311826B1 (ja) | 超硬合金 | |
| US12128482B2 (en) | Diamond joined body and method for manufacturing diamond joined body | |
| CN102463358B (zh) | 硬质包覆层发挥优异的耐崩刀性的表面包覆切削工具 | |
| WO2021193159A1 (ja) | Wc基超硬合金製切削工具 | |
| TW202225126A (zh) | 鑽石燒結體、及具備鑽石燒結體之工具 | |
| JP7346751B1 (ja) | 立方晶窒化硼素焼結体 | |
| JP7131738B1 (ja) | 超硬合金及びそれを用いた超高圧発生装置用金型 | |
| JP7338800B1 (ja) | 超硬合金 | |
| WO2022230364A1 (ja) | 超硬合金及びそれを用いた超高圧発生装置用金型 | |
| TW202436639A (zh) | 超硬合金及包含其之工具 | |
| JP2023175721A (ja) | 超高圧発生装置用金型 | |
| TW202225127A (zh) | 鑽石燒結體、及具備鑽石燒結體之工具 | |
| JP2023134936A (ja) | 切削工具用超硬合金および該合金を用いた切削工具基体 | |
| JP2020110891A (ja) | 耐塑性変形性、耐チッピング性にすぐれたwc基超硬合金製切削工具および表面被覆wc基超硬合金製切削工具 | |
| JP2020132935A (ja) | 耐欠損性にすぐれたwc基超硬合金製切削工具および表面被覆wc基超硬合金製切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19823487 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2020525275 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019823487 Country of ref document: EP Effective date: 20210119 |