WO2019103123A1 - 接合体、その製造方法及び溶着装置 - Google Patents
接合体、その製造方法及び溶着装置 Download PDFInfo
- Publication number
- WO2019103123A1 WO2019103123A1 PCT/JP2018/043276 JP2018043276W WO2019103123A1 WO 2019103123 A1 WO2019103123 A1 WO 2019103123A1 JP 2018043276 W JP2018043276 W JP 2018043276W WO 2019103123 A1 WO2019103123 A1 WO 2019103123A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- width
- heating
- raw
- pair
- welding
- Prior art date
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
Abstract
耐擦り傷性に優れた接合体の提供。 熱可塑性樹脂フィルムからなる少なくとも2枚の原反が接合された接合体であって、隣り合う原反同士を接合する接合部の幅方向の外縁から外側に50mmの位置で測定される表面うねり形状の二乗平均平方根高さが0.5mm以下であることを特徴とする接合体。
Description
本発明は、接合体、その製造方法及び溶着装置に関する。
熱可塑性樹脂フィルムは、膜構造物用被覆材、農業用被覆材等の種々の用途に用いられる。熱可塑性樹脂フィルムの幅が必要な幅に満たない場合には、熱可塑性樹脂フィルムの幅方向の端部同士を接合し、接合体として使用される。
熱可塑性樹脂フィルムの接合方法としては、溶着法が工業的に多く用いられる(例えば特許文献1~3)。溶着法による接合は、例えば、2枚の熱可塑性樹脂フィルムを、幅方向の端部を重ね合わせた状態で挟んで走行させる一対の無端帯状体と、その走行経路に対向して設置され、2枚の熱可塑性樹脂フィルムの重なり部分を押圧しながら加熱する加熱機構とを備える溶着装置を用いて行われる。
熱可塑性樹脂フィルムの接合方法としては、溶着法が工業的に多く用いられる(例えば特許文献1~3)。溶着法による接合は、例えば、2枚の熱可塑性樹脂フィルムを、幅方向の端部を重ね合わせた状態で挟んで走行させる一対の無端帯状体と、その走行経路に対向して設置され、2枚の熱可塑性樹脂フィルムの重なり部分を押圧しながら加熱する加熱機構とを備える溶着装置を用いて行われる。
膜構造物用被覆資材や農業用被覆資材は、フレームに固定されて使用されることが多い。しかし、従来の接合体は、搬送時やフレームへの固定時にフレーム等と擦れて表面が傷付きやすい問題がある。接合体表面の傷は、外観不良及び歩留まりの低下を引き起こす。
本発明は、耐擦り傷性に優れた接合体を提供することを目的とする。
本発明は、熱可塑性樹脂フィルム同士を接合する際のシワの発生を抑制できる接合体の製造方法、並びに該製造方法に好適に用いられる溶着装置を提供することを他の目的とする。
本発明は、熱可塑性樹脂フィルム同士を接合する際のシワの発生を抑制できる接合体の製造方法、並びに該製造方法に好適に用いられる溶着装置を提供することを他の目的とする。
本発明は、以下の〔1〕~〔15〕の構成を有する、接合体、その製造方法及び溶着装置を提供する。
〔1〕熱可塑性樹脂フィルムからなる少なくとも2枚の原反が接合された接合体であって、
隣り合う原反同士の接合部の幅方向の外縁から外側に50mmの位置で測定される表面うねり形状の二乗平均平方根高さが0.5mm以下であることを特徴とする接合体。
〔2〕前記接合部の幅方向の外縁から外側に1mmの位置で測定される表面うねり形状の二乗平均平方根高さが0.5mm以下である〔1〕の接合体。
〔3〕前記接合部の幅が1~40mmである〔1〕又は〔2〕の接合体。
〔4〕前記熱可塑性樹脂フィルムが結晶性樹脂のフィルムである〔1〕~〔3〕のいずれかの接合体。
〔5〕前記熱可塑性樹脂フィルムがフッ素樹脂のフィルムである〔1〕~〔4〕のいずれかの接合体。
〔6〕前記フッ素樹脂が、エチレン-テトラフルオロエチレン共重合体、ペルフルオロ(アルキルビニルエーテル)-テトラフルオロエチレン共重合体、ヘキサフルオロプロピレン-テトラフルオロエチレン共重合体、クロロトリフルオロエチレン重合体、ビニルフルオリド重合体、ビニリデンフルオリド重合体、ビニリデンフルオリド-ヘキサフルオロプロピレン共重合体、テトラフルオロエチレン-ヘキサフルオロプロピレン-ビニリデンフルオリド共重合体、テトラフルオロエチレン-プロピレン共重合体、テトラフルオロエチレン-ビニリデンフルオリド-プロピレン共重合体、エチレン-クロロトリフルオロエチレン共重合体及びプロピレン-クロロトリフルオロエチレン共重合体からなる群から選ばれる少なくとも1種である〔5〕の接合体。
〔7〕膜構造物用フィルムである〔1〕~〔6〕のいずれかの接合体。
〔8〕農業用フィルムである〔1〕~〔6〕のいずれかの接合体。
〔9〕一対の無端帯状体を、相対向する部分が往動走行するように回動させ、熱可塑性樹脂フィルムからなる2枚の原反を、各原反の幅方向の端部を互いに重ね合わせて又は突き合わせて接触させた状態で、前記一対の無端帯状体の前記相対向する部分の外周面の間に挟んで走行させ、前記2枚の原反が互いに接触する部分を含む溶着対象領域を両面から加熱及び押圧し、前記2枚の原反を溶着する工程を少なくとも1回行って、前記2枚の原反が少なくとも1回溶着された接合体を製造する方法であって、
前記溶着対象領域の加熱の際、前記溶着対象領域の幅方向の外縁から外側に50mmの位置で前記原反の表面に配置した熱電対で測定される温度を40℃以下にすることを特徴とする接合体の製造方法。
〔10〕前記2枚の原反の重なり幅が0~40mmである〔9〕の製造方法。
〔11〕前記熱可塑性樹脂フィルムが結晶性樹脂のフィルムである〔9〕又は〔10〕の製造方法。
〔12〕前記熱可塑性樹脂フィルムがフッ素樹脂のフィルムである〔9〕~〔11〕のいずれかの製造方法。
〔13〕前記2枚の原反が走行する走行経路の途中に少なくとも一対の熱板式加熱機構が設けられ、前記少なくとも一対の熱板式加熱機構により前記溶着対象領域を加熱するとともに、前記熱板式加熱機構から前記2枚の原反の溶着対象領域以外の領域への熱伝播を第1の冷却機構によって抑制する〔9〕~〔12〕のいずれかの製造方法。
〔14〕前記第1の冷却機構が、水冷機構又は風冷機構である〔13〕の製造方法。
〔15〕回動したときに、相対向する部分が往動走行するように配置された一対の無端帯状体と、一対の溶着部とを備え、
前記一対の無端帯状体の前記相対向する部分の外周面の間に、熱可塑性樹脂フィルムからなる2枚の原反を、各原反の幅方向の端部を互いに重ね合わせて又は突き合わせて接触させた状態で走行させる走行経路が形成され、前記一対の溶着部はそれぞれ、前記一対の無端帯状体の内側の、前記走行経路に対向する位置に配置され、
前記一対の溶着部はそれぞれ、少なくとも1つの熱板式加熱機構と、前記熱板式加熱機構の近傍に配置された第1の冷却機構と、前記熱板式加熱機構の下流側に配置された押圧ロールと、前記押圧ロールの下流側に配置された第2の冷却機構とを備え、
前記第1の冷却機構は、前記熱板式加熱機構から前記2枚の原反の対象領域以外の領域への熱伝播を抑制するように設けられることを特徴とする溶着装置。
〔1〕熱可塑性樹脂フィルムからなる少なくとも2枚の原反が接合された接合体であって、
隣り合う原反同士の接合部の幅方向の外縁から外側に50mmの位置で測定される表面うねり形状の二乗平均平方根高さが0.5mm以下であることを特徴とする接合体。
〔2〕前記接合部の幅方向の外縁から外側に1mmの位置で測定される表面うねり形状の二乗平均平方根高さが0.5mm以下である〔1〕の接合体。
〔3〕前記接合部の幅が1~40mmである〔1〕又は〔2〕の接合体。
〔4〕前記熱可塑性樹脂フィルムが結晶性樹脂のフィルムである〔1〕~〔3〕のいずれかの接合体。
〔5〕前記熱可塑性樹脂フィルムがフッ素樹脂のフィルムである〔1〕~〔4〕のいずれかの接合体。
〔6〕前記フッ素樹脂が、エチレン-テトラフルオロエチレン共重合体、ペルフルオロ(アルキルビニルエーテル)-テトラフルオロエチレン共重合体、ヘキサフルオロプロピレン-テトラフルオロエチレン共重合体、クロロトリフルオロエチレン重合体、ビニルフルオリド重合体、ビニリデンフルオリド重合体、ビニリデンフルオリド-ヘキサフルオロプロピレン共重合体、テトラフルオロエチレン-ヘキサフルオロプロピレン-ビニリデンフルオリド共重合体、テトラフルオロエチレン-プロピレン共重合体、テトラフルオロエチレン-ビニリデンフルオリド-プロピレン共重合体、エチレン-クロロトリフルオロエチレン共重合体及びプロピレン-クロロトリフルオロエチレン共重合体からなる群から選ばれる少なくとも1種である〔5〕の接合体。
〔7〕膜構造物用フィルムである〔1〕~〔6〕のいずれかの接合体。
〔8〕農業用フィルムである〔1〕~〔6〕のいずれかの接合体。
〔9〕一対の無端帯状体を、相対向する部分が往動走行するように回動させ、熱可塑性樹脂フィルムからなる2枚の原反を、各原反の幅方向の端部を互いに重ね合わせて又は突き合わせて接触させた状態で、前記一対の無端帯状体の前記相対向する部分の外周面の間に挟んで走行させ、前記2枚の原反が互いに接触する部分を含む溶着対象領域を両面から加熱及び押圧し、前記2枚の原反を溶着する工程を少なくとも1回行って、前記2枚の原反が少なくとも1回溶着された接合体を製造する方法であって、
前記溶着対象領域の加熱の際、前記溶着対象領域の幅方向の外縁から外側に50mmの位置で前記原反の表面に配置した熱電対で測定される温度を40℃以下にすることを特徴とする接合体の製造方法。
〔10〕前記2枚の原反の重なり幅が0~40mmである〔9〕の製造方法。
〔11〕前記熱可塑性樹脂フィルムが結晶性樹脂のフィルムである〔9〕又は〔10〕の製造方法。
〔12〕前記熱可塑性樹脂フィルムがフッ素樹脂のフィルムである〔9〕~〔11〕のいずれかの製造方法。
〔13〕前記2枚の原反が走行する走行経路の途中に少なくとも一対の熱板式加熱機構が設けられ、前記少なくとも一対の熱板式加熱機構により前記溶着対象領域を加熱するとともに、前記熱板式加熱機構から前記2枚の原反の溶着対象領域以外の領域への熱伝播を第1の冷却機構によって抑制する〔9〕~〔12〕のいずれかの製造方法。
〔14〕前記第1の冷却機構が、水冷機構又は風冷機構である〔13〕の製造方法。
〔15〕回動したときに、相対向する部分が往動走行するように配置された一対の無端帯状体と、一対の溶着部とを備え、
前記一対の無端帯状体の前記相対向する部分の外周面の間に、熱可塑性樹脂フィルムからなる2枚の原反を、各原反の幅方向の端部を互いに重ね合わせて又は突き合わせて接触させた状態で走行させる走行経路が形成され、前記一対の溶着部はそれぞれ、前記一対の無端帯状体の内側の、前記走行経路に対向する位置に配置され、
前記一対の溶着部はそれぞれ、少なくとも1つの熱板式加熱機構と、前記熱板式加熱機構の近傍に配置された第1の冷却機構と、前記熱板式加熱機構の下流側に配置された押圧ロールと、前記押圧ロールの下流側に配置された第2の冷却機構とを備え、
前記第1の冷却機構は、前記熱板式加熱機構から前記2枚の原反の対象領域以外の領域への熱伝播を抑制するように設けられることを特徴とする溶着装置。
本発明の接合体は、耐擦り傷性に優れる。
本発明の接合体の製造方法によれば、熱可塑性樹脂フィルム同士を接合する際のシワの発生を抑制できる。
本発明の溶着装置は、前記接合体の製造方法に好適に用いられる。
本発明の接合体の製造方法によれば、熱可塑性樹脂フィルム同士を接合する際のシワの発生を抑制できる。
本発明の溶着装置は、前記接合体の製造方法に好適に用いられる。
本明細書における以下の用語の意味は、以下の通りである。
「引張破断強度」とは、JIS K6251:2010(ISO 37)に規定されるダンベル状5号形のサンプルについて、JIS K7127:1999に基づき、試験速度200mm/分にて測定される引張破壊応力(MPa)である。接合体の接合部の引張破断強度の測定において、サンプルは、サンプルの長さ方向が接合体のTDと一致し、且つサンプルの長さ方向の中央部を接合部が通るように接合体から切り出したものを使用する。
「融点」とは、示差走査熱量測定(DSC)法で測定した融解ピークの最大値に対応する温度を意味する。
「最大高さ粗さRz」とは、ISO4287:1997,Amd.1:2009(JIS B0601:2001)に基づき測定される値である。最大高さ粗さを求める際の、粗さ曲線用の基準長さlr(カットオフ値λc)は0.8mmとする。なお、本明細書においては、単に「Rz」と記すことがある。
「原反」とは、溶着等の後加工をする前のフィルムである。原反は、ロール状に巻き取られた長尺(帯状)のフィルムでも枚葉のフィルムでもよい。
「溶着対象領域」とは、接合体の製造時に原反同士が溶着される領域、つまり加熱及び押圧される領域である。
本明細書においては、流れ方向を「MD」(Machine Direction)とも記し、MDと直交する方向を「TD」(Transverse Direction)とも記す。MDは原反の長さ方向と一致する。また、MDは、典型的には接合時(溶着時)の原反の走行方向であり、接合部(原反溶着部)が延びる方向である。TDは、典型的には原反の幅方向及び接合部の幅方向と一致する。
図1、図2および図4~10における寸法比は、説明の便宜上、実際のものとは異なる。
「引張破断強度」とは、JIS K6251:2010(ISO 37)に規定されるダンベル状5号形のサンプルについて、JIS K7127:1999に基づき、試験速度200mm/分にて測定される引張破壊応力(MPa)である。接合体の接合部の引張破断強度の測定において、サンプルは、サンプルの長さ方向が接合体のTDと一致し、且つサンプルの長さ方向の中央部を接合部が通るように接合体から切り出したものを使用する。
「融点」とは、示差走査熱量測定(DSC)法で測定した融解ピークの最大値に対応する温度を意味する。
「最大高さ粗さRz」とは、ISO4287:1997,Amd.1:2009(JIS B0601:2001)に基づき測定される値である。最大高さ粗さを求める際の、粗さ曲線用の基準長さlr(カットオフ値λc)は0.8mmとする。なお、本明細書においては、単に「Rz」と記すことがある。
「原反」とは、溶着等の後加工をする前のフィルムである。原反は、ロール状に巻き取られた長尺(帯状)のフィルムでも枚葉のフィルムでもよい。
「溶着対象領域」とは、接合体の製造時に原反同士が溶着される領域、つまり加熱及び押圧される領域である。
本明細書においては、流れ方向を「MD」(Machine Direction)とも記し、MDと直交する方向を「TD」(Transverse Direction)とも記す。MDは原反の長さ方向と一致する。また、MDは、典型的には接合時(溶着時)の原反の走行方向であり、接合部(原反溶着部)が延びる方向である。TDは、典型的には原反の幅方向及び接合部の幅方向と一致する。
図1、図2および図4~10における寸法比は、説明の便宜上、実際のものとは異なる。
〔接合体〕
本発明の接合体は、熱可塑性樹脂フィルムからなる少なくとも2枚の原反が接合されたものであり、隣り合う原反同士を接合する接合部を有する。
本発明の接合体は、典型的には、2枚以上の原反が幅方向に沿って配置され、隣り合う原反の幅方向の端部同士が接合されたものである。原反は、長さを長くすることは容易であるが、幅を広くするには限界がある。原反を幅方向に2枚以上並べて接合することで、広幅かつ大面積にできる。
接合体を構成する原反の数は、所望の幅に応じて適宜選定でき、特に限定されないが、例えば2~10枚である。
本発明の接合体は、熱可塑性樹脂フィルムからなる少なくとも2枚の原反が接合されたものであり、隣り合う原反同士を接合する接合部を有する。
本発明の接合体は、典型的には、2枚以上の原反が幅方向に沿って配置され、隣り合う原反の幅方向の端部同士が接合されたものである。原反は、長さを長くすることは容易であるが、幅を広くするには限界がある。原反を幅方向に2枚以上並べて接合することで、広幅かつ大面積にできる。
接合体を構成する原反の数は、所望の幅に応じて適宜選定でき、特に限定されないが、例えば2~10枚である。
接合部とは、隣り合う2枚の原反の端部同士が接触した部分であって、厚さが原反の厚さに対して101%以上である部分を示す。接合部の厚さは典型的には、原反の厚さに対して200%未満が好ましく、150%以下がより好ましい。
接合部は、典型的には、接合する原反の幅方向の端部を互いに重ね合わせ、その重なり部分を溶着させることにより形成された溶着部である。
本発明では溶着時に重なり部分を両面から押圧するため、重なり部分で熱可塑性樹脂が溶融し、溶融した熱可塑性樹脂の一部が重なり部分の外側に押し出され、重なり部分の厚さが薄く、その近傍の部分が厚くなる。したがって、接合部は、重なり部分よりも広幅で形成されることが多い。
接合体を製造する際に重なり部分がよく延ばされて接合部が形成されると、延伸により接合部の結晶化度が高まり、接合部の幅が狭くても充分な引張強度を有する接合体が得られやすい。そのため、接合部の厚さは薄い方が好ましい。
本発明では溶着時に重なり部分を両面から押圧するため、重なり部分で熱可塑性樹脂が溶融し、溶融した熱可塑性樹脂の一部が重なり部分の外側に押し出され、重なり部分の厚さが薄く、その近傍の部分が厚くなる。したがって、接合部は、重なり部分よりも広幅で形成されることが多い。
接合体を製造する際に重なり部分がよく延ばされて接合部が形成されると、延伸により接合部の結晶化度が高まり、接合部の幅が狭くても充分な引張強度を有する接合体が得られやすい。そのため、接合部の厚さは薄い方が好ましい。
接合部の幅は、1~40mmが好ましく、1~8mmがより好ましく、1~5mmがさらに好ましく、1~3mmが特に好ましい。接合部の幅が40mm以下であると、接合体に熱がかかる等によって接合体が収縮しても、接合部の幅が狭いために接合部の寸法変化量が相対的に少なく、シワ(後工程でのシワ)が生じにくい。特に8mm以下であると、搬送時やフレームへの固定時に接合部に傷が付いても、接合部の幅が狭いために接合部の傷の数が相対的に少なく、その傷が目立ちにくい。そのため、接合体の外観が悪化しにくく、また歩留りも低下しにくい。接合部の幅が1mm以上であると、接合部の引張破断強度が優れる。
接合体における原反の厚さ及び接合部の幅は、以下の測定方法により測定される。
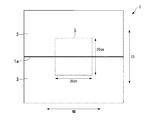
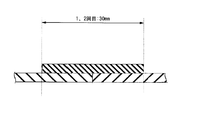
図1に示すように、接合体1を、MDの任意の位置で、隣り合う原反3同士を接合する接合部1aがTDの中央を通るように20cm×20cmの正方形状に切り出してサンプル5を得る。接合部1aの位置は目視で確認できる。
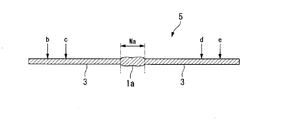
サンプル5のMDの一方の外縁から内側に10cmの位置で、光学顕微鏡によりTD断面を観察し、図2に示すように、TD断面の両方の外縁から内側に2cmの位置b,e及び4cmの位置c,d(合計4カ所)でサンプル5の厚さを測定し、それらの平均値を原反3の厚さとする。
サンプル5のMDの一方の外縁から内側に10cmの位置で、光学顕微鏡によりTD断面を観察し、図2に示すように、厚さが原反3の厚さに対して101%以上である部分(接合部1a)の幅Waを求める。サンプル5のMDの一方の外縁から他方の外縁に向かって5cm及び15cmの位置でもそれぞれ前記と同様にして、厚さが原反3の厚さに対して101%以上である部分の幅Waを求める。それらの幅Waの平均値を接合部1aの幅とする。
図1に示すように、接合体1を、MDの任意の位置で、隣り合う原反3同士を接合する接合部1aがTDの中央を通るように20cm×20cmの正方形状に切り出してサンプル5を得る。接合部1aの位置は目視で確認できる。
サンプル5のMDの一方の外縁から内側に10cmの位置で、光学顕微鏡によりTD断面を観察し、図2に示すように、TD断面の両方の外縁から内側に2cmの位置b,e及び4cmの位置c,d(合計4カ所)でサンプル5の厚さを測定し、それらの平均値を原反3の厚さとする。
サンプル5のMDの一方の外縁から内側に10cmの位置で、光学顕微鏡によりTD断面を観察し、図2に示すように、厚さが原反3の厚さに対して101%以上である部分(接合部1a)の幅Waを求める。サンプル5のMDの一方の外縁から他方の外縁に向かって5cm及び15cmの位置でもそれぞれ前記と同様にして、厚さが原反3の厚さに対して101%以上である部分の幅Waを求める。それらの幅Waの平均値を接合部1aの幅とする。
接合部の引張破断強度は、原反の引張破断強度の50%以上が好ましく、60%以上がより好ましく、80%以上が特に好ましい。接合部の引張破断強度が前記上限値以下であると、接合部の耐擦り傷性、寸法安定性がより優れる。接合部の引張破断強度の上限は特に限定されず、100%でもよい。
接合部表面のRzは、15μm以下が好ましく、5μm以下がより好ましく、1μm以下がさらに好ましく、0.7μm以下が特に好ましい。Rzが前記上限値以下であると、接合部の耐擦り傷性がより優れる。
接合部表面のRzは小さいほど好ましく、0μmでもよい。
接合部表面のRzは小さいほど好ましく、0μmでもよい。
原反は熱可塑性樹脂フィルムからなる。
熱可塑性樹脂フィルムは、熱可塑性樹脂を含む。
熱可塑性樹脂としては、非晶性樹脂及び結晶性樹脂が挙げられる。
非晶性樹脂としては、ポリスチレン、ポリ塩化ビニル、ポリカーボネート、ポリメタクリル酸メチル等が挙げられる。
結晶性樹脂としては、フッ素樹脂、ポリエステル樹脂、ポリオレフィン樹脂等が挙げられる。
熱可塑性樹脂フィルムは、熱可塑性樹脂を含む。
熱可塑性樹脂としては、非晶性樹脂及び結晶性樹脂が挙げられる。
非晶性樹脂としては、ポリスチレン、ポリ塩化ビニル、ポリカーボネート、ポリメタクリル酸メチル等が挙げられる。
結晶性樹脂としては、フッ素樹脂、ポリエステル樹脂、ポリオレフィン樹脂等が挙げられる。
フッ素樹脂としては、エチレン-テトラフルオロエチレン共重合体(以下、「ETFE」とも記す。)、ペルフルオロ(アルキルビニルエーテル)-テトラフルオロエチレン共重合体(以下、「PFA」とも記す。)、ヘキサフルオロプロピレン-テトラフルオロエチレン共重合体(以下、「FEP」とも記す。)、クロロトリフルオロエチレン重合体(以下、「PCTFE」とも記す。)、ビニルフルオリド重合体(以下、「PVDF」とも記す。)、ビニリデンフルオリド重合体(以下、「PVF」とも記す。)、ビニリデンフルオリド-ヘキサフルオロプロピレン共重合体、テトラフルオロエチレン-ヘキサフルオロプロピレン-ビニリデンフルオリド共重合体、テトラフルオロエチレン-プロピレン共重合体、テトラフルオロエチレン-ビニリデンフルオリド-プロピレン共重合体、エチレン-クロロトリフルオロエチレン共重合体及びプロピレン-クロロトリフルオロエチレン共重合体等が挙げられる。これらのフッ素樹脂はそれぞれ、他の単位をさらに有してもよい。
ポリエステル樹脂としては、ポリエチレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂、ポリ乳酸樹脂等が挙げられる。
ポリオレフィン樹脂としては、ポリエチレン、エチレン-αオレフィン共重合体、エチレン-ビニルアセテート共重合体、エチレン-ビニルアルコール共重合体、ポリプロピレン、エチレン-プロピレン共重合体等が挙げられる。これらのポリオレフィン樹脂はそれぞれ、他の単位をさらに有してもよい。
ポリオレフィン樹脂としては、ポリエチレン、エチレン-αオレフィン共重合体、エチレン-ビニルアセテート共重合体、エチレン-ビニルアルコール共重合体、ポリプロピレン、エチレン-プロピレン共重合体等が挙げられる。これらのポリオレフィン樹脂はそれぞれ、他の単位をさらに有してもよい。
熱可塑性樹脂としては、耐傷付き性、耐薬品性等に優れ、延伸等により高い強度が得られやすい点で、結晶性樹脂が好ましい。すなわち、熱可塑性樹脂フィルムが結晶性樹脂のフィルムであることが好ましい。
結晶性樹脂の中でも、耐候性、耐薬品性に優れる点で、フッ素樹脂が好ましい。すなわち、熱可塑性樹脂フィルムがフッ素樹脂のフィルムであることが好ましい。
フッ素樹脂の中でも、耐候性と比重、価格の面に優れる点で、ETFE、PFA、FEP、PCTFE、PVDF及びPVFからなる群から選ばれる少なくとも1種が好ましく、ETFE、PFA及びFEPからなる群から選ばれる少なくとも1種がより好ましく、ETFEが特に好ましい。
結晶性樹脂の中でも、耐候性、耐薬品性に優れる点で、フッ素樹脂が好ましい。すなわち、熱可塑性樹脂フィルムがフッ素樹脂のフィルムであることが好ましい。
フッ素樹脂の中でも、耐候性と比重、価格の面に優れる点で、ETFE、PFA、FEP、PCTFE、PVDF及びPVFからなる群から選ばれる少なくとも1種が好ましく、ETFE、PFA及びFEPからなる群から選ばれる少なくとも1種がより好ましく、ETFEが特に好ましい。
熱可塑性樹脂フィルムは、必要に応じて、熱可塑性樹脂以外の他の成分をさらに含んでいてもよい。他の成分としては、難燃剤、紫外光吸収剤、紫外線遮断剤、フィラー、顔料等が挙げられる。
熱可塑性樹脂フィルムの表面のRzは典型的には5μm以下であるが、エンボス加工等を行った際は前記の限りではない。
熱可塑性樹脂フィルムの厚さは典型的には10~1,000μmである。
熱可塑性樹脂フィルムの幅は典型的には0.5~3mである。
熱可塑性樹脂フィルムの厚さは典型的には10~1,000μmである。
熱可塑性樹脂フィルムの幅は典型的には0.5~3mである。
本発明の接合体の、隣り合う原反同士を接合する接合部の幅方向の外縁から外側に50mmの位置で測定される表面うねり形状の二乗平均平方根高さ(以下、「二乗平均平方根高さ(外縁から50mm)」とも記す。)は、0.5mm以下であり、0.45mm以下が好ましく、0.40mm以下が特に好ましい。二乗平均平方根高さ(外縁から50mm)が前記上限値以下であると、接合体の耐擦り傷性が優れる。二乗平均平方根高さ(外縁から50mm)は小さいほど好ましく、0mmでもよい。
「表面うねり形状の二乗平均平方根高さ」は、シワの大きさを示す指標であり、下記の測定方法により測定される。
溶着対象領域を加熱及び押圧して原反同士を溶着する際に、その熱が原反の溶着対象領域以外の領域に加わると、二乗平均平方根高さ(外縁から50mm)が大きくなる。溶着対象領域の幅方向の外縁から外側に50mmの位置で原反の表面に配置した熱電対で測定される温度を40℃以下にすることで、二乗平均平方根高さ(外縁から50mm)を0.5mm以下にできる。
「表面うねり形状の二乗平均平方根高さ」は、シワの大きさを示す指標であり、下記の測定方法により測定される。
溶着対象領域を加熱及び押圧して原反同士を溶着する際に、その熱が原反の溶着対象領域以外の領域に加わると、二乗平均平方根高さ(外縁から50mm)が大きくなる。溶着対象領域の幅方向の外縁から外側に50mmの位置で原反の表面に配置した熱電対で測定される温度を40℃以下にすることで、二乗平均平方根高さ(外縁から50mm)を0.5mm以下にできる。
(二乗平均平方根高さの測定方法)
水平に、73.7g重の張力で流れ方向の両端が展張された幅250mm、長さ700mmの接合体の直上80mmの位置に設置されたラインレーザから、前記接合体の接合部の幅方向の外縁から外側に50mmの位置に、流れ方向に沿って150mmの長さで、波長635nmのレーザ光を照射する。前記接合体のレーザ光が照射された部分を照射部とする。照射部から幅方向外側に250mm、高さ方向上側に25mmの位置に設置されたエリアカメラ(分解能0.08mm、シャッター速度10ミリ秒、F値F16、焦点距離55mm)で、照射部に投影された像を、接合部幅方向水平に、照射部をフォーカス位置として撮影する。撮影した像のうねりを幾何変換して表面うねり形状を得る。幾何変換では、画素座標に0.08倍(分解能)してmm座標に変換する。得られた表面うねり形状の高さ方向の標準偏差を算出し、その値を二乗平均平方根高さとする。
水平に、73.7g重の張力で流れ方向の両端が展張された幅250mm、長さ700mmの接合体の直上80mmの位置に設置されたラインレーザから、前記接合体の接合部の幅方向の外縁から外側に50mmの位置に、流れ方向に沿って150mmの長さで、波長635nmのレーザ光を照射する。前記接合体のレーザ光が照射された部分を照射部とする。照射部から幅方向外側に250mm、高さ方向上側に25mmの位置に設置されたエリアカメラ(分解能0.08mm、シャッター速度10ミリ秒、F値F16、焦点距離55mm)で、照射部に投影された像を、接合部幅方向水平に、照射部をフォーカス位置として撮影する。撮影した像のうねりを幾何変換して表面うねり形状を得る。幾何変換では、画素座標に0.08倍(分解能)してmm座標に変換する。得られた表面うねり形状の高さ方向の標準偏差を算出し、その値を二乗平均平方根高さとする。
図3を用いて、高さ方向の標準偏差の算出方法をより詳細に説明する。図3は、撮影した像の画素座標を幾何変換した表面うねり形状を模式的に示す図である。
n個の画素座標をそれぞれ幾何変換したn個のmm座標の高さデータXi(i=1~nの整数)の平均値を平均高さXaveとし、下式1により高さ方向の標準偏差を算出する。nは画素数であり、n=710である。
n個の画素座標をそれぞれ幾何変換したn個のmm座標の高さデータXi(i=1~nの整数)の平均値を平均高さXaveとし、下式1により高さ方向の標準偏差を算出する。nは画素数であり、n=710である。

本発明の接合体の、接合部の幅方向の外縁から外側に1mmの位置で測定される表面うねり形状の二乗平均平方根高さ(以下、「二乗平均平方根高さ(外縁から1mm)」とも記す。)は、0.5mm以下が好ましく、0.45mm以下が特に好ましい。二乗平均平方根高さ(外縁から1mm)が前記上限値以下であると、接合体の耐擦り傷性がより優れる。二乗平均平方根高さ(外縁から1mm)は小さいほど好ましく、0mmでもよい。
溶着対象領域を加熱及び押圧して原反同士を溶着する際に、その熱が原反の溶着対象領域以外の領域に加わると、二乗平均平方根高さ(外縁から1mm)が大きくなる傾向がある。溶着対象領域の幅方向の外縁から外側に50mmの位置で原反の表面に配置した熱電対で測定される温度を40℃以下にすることで、二乗平均平方根高さ(外縁から1mm)を0.5mm以下にできる。
溶着対象領域を加熱及び押圧して原反同士を溶着する際に、その熱が原反の溶着対象領域以外の領域に加わると、二乗平均平方根高さ(外縁から1mm)が大きくなる傾向がある。溶着対象領域の幅方向の外縁から外側に50mmの位置で原反の表面に配置した熱電対で測定される温度を40℃以下にすることで、二乗平均平方根高さ(外縁から1mm)を0.5mm以下にできる。
本発明の接合体の、接合部の幅方向の中心から外側に50mmの位置で測定される表面うねり形状の二乗平均平方根高さ(以下、「二乗平均平方根高さ(中心から50mm)」とも記す。)は、0.5mm以下が好ましい。二乗平均平方根高さ(中心から50mm)が前記上限値以下であると、接合体の耐擦り傷性がより優れる。二乗平均平方根高さ(中心から50mm)は小さいほど好ましく、0mmでもよい。
溶着対象領域を加熱及び押圧して原反同士を溶着する際に、その熱が原反の溶着対象領域以外の領域に加わると、二乗平均平方根高さ(中心から50mm)が大きくなる。また、接合部の幅が広いほど、二乗平均平方根高さ(中心から50mm)が大きくなりやすい。溶着対象領域の幅方向の外縁から外側に50mmの位置で原反の表面に配置した熱電対で測定される温度を40℃以下とし、接合部の幅を8mm以下にすることで、二乗平均平方根高さ(中心から50mm)を0.5mm以下にできる。
溶着対象領域を加熱及び押圧して原反同士を溶着する際に、その熱が原反の溶着対象領域以外の領域に加わると、二乗平均平方根高さ(中心から50mm)が大きくなる。また、接合部の幅が広いほど、二乗平均平方根高さ(中心から50mm)が大きくなりやすい。溶着対象領域の幅方向の外縁から外側に50mmの位置で原反の表面に配置した熱電対で測定される温度を40℃以下とし、接合部の幅を8mm以下にすることで、二乗平均平方根高さ(中心から50mm)を0.5mm以下にできる。
接合体の引張破断強度は、25MPa以上が好ましく、35MPa以上がより好ましく、45MPa以上が特に好ましい。引張破断強度が前記下限値以上であると、接合体の強度が要求される用途、例えば膜構造物用途に使用できる。
接合体の引張破断強度の上限は特に限定されず、例えば60MPaである。
接合体の引張破断強度の上限は特に限定されず、例えば60MPaである。
本発明の接合体は、後述する本発明の接合体の製造方法により製造できる。
前記製造方法において、接合部の幅は、2枚の原反の重なり幅、及び加熱及び押圧する対象領域の幅により調整できる。重なり幅が大きいほど接合部の幅が広くなる。通常、重なり幅は対象領域の幅よりも狭く、対象領域の最大幅は概ね接合部の幅と一致する。接合部の幅が1~8mmの接合体を得る際の重なり幅は0~5mmが好ましく、0mm超5mm以下が特に好ましい。
ただし、本発明の接合体を製造する方法はこれに限定されない。
前記製造方法において、接合部の幅は、2枚の原反の重なり幅、及び加熱及び押圧する対象領域の幅により調整できる。重なり幅が大きいほど接合部の幅が広くなる。通常、重なり幅は対象領域の幅よりも狭く、対象領域の最大幅は概ね接合部の幅と一致する。接合部の幅が1~8mmの接合体を得る際の重なり幅は0~5mmが好ましく、0mm超5mm以下が特に好ましい。
ただし、本発明の接合体を製造する方法はこれに限定されない。
本発明の接合体にあっては、接合部の幅方向の外縁から外側に50mmの位置での表面うねり形状の二乗平均平方根高さが0.5mm以下であるため、耐擦り傷性に優れる。
本発明者らの検討によれば、接合部近傍のシワが大きいほど、接合部近傍での原反の結晶化度のばらつきが大きい傾向がある。結晶化度が低い部分は擦り傷が付きやすく、このような部分があると接合体の耐擦り傷性が低くなる。また、シワが大きいために他部材と擦れやすいことによっても接合体の耐擦り傷性が低くなる。
本発明の接合体にあっては、前記位置での表面うねり形状の二乗平均平方根高さが0.5mm以下であるために、接合部近傍での結晶化度のばらつきが小さく、擦り傷の付きやすい部分が少ない。また、うねりが小さいために他部材と擦れにくい。そのため、耐擦り傷性に優れると考えられる。
本発明者らの検討によれば、接合部近傍のシワが大きいほど、接合部近傍での原反の結晶化度のばらつきが大きい傾向がある。結晶化度が低い部分は擦り傷が付きやすく、このような部分があると接合体の耐擦り傷性が低くなる。また、シワが大きいために他部材と擦れやすいことによっても接合体の耐擦り傷性が低くなる。
本発明の接合体にあっては、前記位置での表面うねり形状の二乗平均平方根高さが0.5mm以下であるために、接合部近傍での結晶化度のばらつきが小さく、擦り傷の付きやすい部分が少ない。また、うねりが小さいために他部材と擦れにくい。そのため、耐擦り傷性に優れると考えられる。
〔接合体の製造方法〕
本発明の接合体の製造方法では、一対の無端帯状体を、相対向する部分が往動走行するように回動させ、熱可塑性樹脂フィルムからなる2枚の原反を、各原反の幅方向の端部を互いに重ね合わせて又は突き合わせて接触させた状態で、前記一対の無端帯状体の前記相対向する部分の外周面の間に挟んで走行させ、前記2枚の原反が互いに接触する部分を含む溶着対象領域を両面から加熱及び押圧し、2枚の原反を溶着する工程を少なくとも1回行う。
以下、本発明の接合体の製造方法の一例として、図4に例示した溶着装置100を用いる場合について説明する。
本発明の接合体の製造方法では、一対の無端帯状体を、相対向する部分が往動走行するように回動させ、熱可塑性樹脂フィルムからなる2枚の原反を、各原反の幅方向の端部を互いに重ね合わせて又は突き合わせて接触させた状態で、前記一対の無端帯状体の前記相対向する部分の外周面の間に挟んで走行させ、前記2枚の原反が互いに接触する部分を含む溶着対象領域を両面から加熱及び押圧し、2枚の原反を溶着する工程を少なくとも1回行う。
以下、本発明の接合体の製造方法の一例として、図4に例示した溶着装置100を用いる場合について説明する。
(溶着装置)
図4は、溶着装置100の概略構成図である。図5は、図4中のIV-IV断面の一部を示す部分断面図である。
図4~5に示すように、溶着装置100は一対の無端帯状体10A,10Bと、一対の溶着部20A,20Bとを備える。
図4は、溶着装置100の概略構成図である。図5は、図4中のIV-IV断面の一部を示す部分断面図である。
図4~5に示すように、溶着装置100は一対の無端帯状体10A,10Bと、一対の溶着部20A,20Bとを備える。
無端帯状体は、帯状体が、長さ方向の端部同士を接合する等によって、環状とされた部材である。
一対の無端帯状体10A,10Bは上下に配置される。また、無端帯状体10A,10Bはそれぞれ、複数の支持ロール11によって、第1方向(図4中の矢印X方向)に回動可能に支持される。
一対の無端帯状体10A,10Bは、第1方向に回動したときに、一対の無端帯状体10A,10Bの相対向する部分、つまり無端帯状体10Aの無端帯状体10Bと対向する部分および無端帯状体10Bの無端帯状体10Aと対向する部分がそれぞれ往動走行するように配置される。往動走行するとは、MDの上流側から下流側に走行することである。このように往動走行することにより、一対の無端帯状体10A,10Bの相対向する部分の外周面10a,10bの間に、2枚の原反3の走行経路が形成される。走行経路は、2枚の原反3を、各々の幅方向の端部を互いに重ね合わせて又は突き合わせて接触させた状態で走行させる。図5には、2枚の原反3の幅方向の端部を互いに重ね合わせて接触させた例を示した。
一対の無端帯状体10A,10Bは上下に配置される。また、無端帯状体10A,10Bはそれぞれ、複数の支持ロール11によって、第1方向(図4中の矢印X方向)に回動可能に支持される。
一対の無端帯状体10A,10Bは、第1方向に回動したときに、一対の無端帯状体10A,10Bの相対向する部分、つまり無端帯状体10Aの無端帯状体10Bと対向する部分および無端帯状体10Bの無端帯状体10Aと対向する部分がそれぞれ往動走行するように配置される。往動走行するとは、MDの上流側から下流側に走行することである。このように往動走行することにより、一対の無端帯状体10A,10Bの相対向する部分の外周面10a,10bの間に、2枚の原反3の走行経路が形成される。走行経路は、2枚の原反3を、各々の幅方向の端部を互いに重ね合わせて又は突き合わせて接触させた状態で走行させる。図5には、2枚の原反3の幅方向の端部を互いに重ね合わせて接触させた例を示した。
溶着部20Aは、無端帯状体10Aの内側の、走行経路に対向する位置に配置される。溶着部20Aは、2つの加熱ユニット21A,23A(加熱機構)と、加熱ユニット21A,23Aの近傍に配置された2つの冷却ユニット31A,33A(第1の冷却機構)と、加熱ユニット21A,23Aの下流側に配置された押圧ロール25Aと、押圧ロール25Aの下流側に配置された冷却ユニット27A(第2の冷却機構)とを備える。2つの加熱ユニット21A,23Aのうち、加熱ユニット23Aは、加熱ユニット21Aの下流側に配置される。
溶着部20Bは、無端帯状体10Bの内側の、走行経路に対向する位置に配置される。溶着部20Bは、2つの加熱ユニット21B,23B(加熱機構)と、加熱ユニット21B,23Bの近傍に配置された2つの冷却ユニット31B,33B(第1の冷却機構)と、加熱ユニット21B,23Bの下流側に配置された押圧ロール25Bと、押圧ロール25Bの下流側に配置された冷却ユニット27B(第2の冷却機構)とを備える。2つの加熱ユニット21B,23Bのうち、加熱ユニット23Bは、加熱ユニット21Bの下流側に配置される。
溶着部20A,20Bそれぞれの2つの加熱ユニットのうち、上流側の加熱ユニット21A及び加熱ユニット21Bは、走行経路を間に挟んで対向する位置に配置される。下流側の加熱ユニット23A及び加熱ユニット23Bも同様に、走行経路を間に挟んで対向する位置に配置される。つまり2枚の原反が走行する走行経路の途中に二対の加熱ユニット21A,21B及び23A,23Bが設けられ、走行経路を走行する2枚の原反の溶着対象領域を両面から二段階で加熱できる。
4つの冷却ユニット31A,31B,33A,33Bはそれぞれ、4つの加熱ユニット21A,21B,23A,23Bに取り付けられ、各加熱ユニットから、走行経路を走行する2枚の原反3の溶着対象領域以外の領域への熱伝播を抑制できる。
押圧ロール25A及び押圧ロール25Bは、走行経路を介して対向する位置に配置され、走行経路を走行する、上流側で加熱された2枚の原反3の溶着対象領域を両面から押圧できる。押圧ロール25A,25Bの幅は、無端帯状体10A、10Bの幅と同様又はそれ未満とされる。
冷却ユニット27A及び冷却ユニット27Bは、走行経路を介して対向する位置に配置され、走行経路を走行する、上流側で加熱及び押圧された2枚の原反の溶着対象領域を両面から冷却し、固化できる。冷却ユニット27A,27Bは、例えば水冷板式冷却ユニットである。
4つの冷却ユニット31A,31B,33A,33Bはそれぞれ、4つの加熱ユニット21A,21B,23A,23Bに取り付けられ、各加熱ユニットから、走行経路を走行する2枚の原反3の溶着対象領域以外の領域への熱伝播を抑制できる。
押圧ロール25A及び押圧ロール25Bは、走行経路を介して対向する位置に配置され、走行経路を走行する、上流側で加熱された2枚の原反3の溶着対象領域を両面から押圧できる。押圧ロール25A,25Bの幅は、無端帯状体10A、10Bの幅と同様又はそれ未満とされる。
冷却ユニット27A及び冷却ユニット27Bは、走行経路を介して対向する位置に配置され、走行経路を走行する、上流側で加熱及び押圧された2枚の原反の溶着対象領域を両面から冷却し、固化できる。冷却ユニット27A,27Bは、例えば水冷板式冷却ユニットである。
<無端帯状体>
図6に、無端帯状体10A,10Bとして用い得る無端帯状体の一例を示す。
図6に示す無端帯状体10は、無端帯状の織布層13と、織布層13の外周面上に積層されたポリテトラフルオロエチレン(以下、「PTFE」とも記す。)層15とを備える。PTFE層15は、織布層13側から順に、PTFEコート層17とPTFEフィルム層19とが積層した多層構造である。無端帯状体10の外周面10c、つまりPTFE層15の外周面のRzは、15μm以下が好ましく、5μm以下がより好ましく、1μm以下がさらに好ましく、0.7μm以下が特に好ましい。
織布層13は、繊維によって表面に凹凸がある。織布層13上にPTFE層15が設けられるため、無端帯状体10の外周面10c、つまり原反3と接する面が平坦化され、Rzが前記上限値以下である。
無端帯状体10の幅は、例えば1~10cmである。
図6に、無端帯状体10A,10Bとして用い得る無端帯状体の一例を示す。
図6に示す無端帯状体10は、無端帯状の織布層13と、織布層13の外周面上に積層されたポリテトラフルオロエチレン(以下、「PTFE」とも記す。)層15とを備える。PTFE層15は、織布層13側から順に、PTFEコート層17とPTFEフィルム層19とが積層した多層構造である。無端帯状体10の外周面10c、つまりPTFE層15の外周面のRzは、15μm以下が好ましく、5μm以下がより好ましく、1μm以下がさらに好ましく、0.7μm以下が特に好ましい。
織布層13は、繊維によって表面に凹凸がある。織布層13上にPTFE層15が設けられるため、無端帯状体10の外周面10c、つまり原反3と接する面が平坦化され、Rzが前記上限値以下である。
無端帯状体10の幅は、例えば1~10cmである。
無端帯状体10の外周面10cのRz、つまり無端帯状体10A,10Bの外周面10a,10bのRzが前記上限値以下であると、2枚の原反3の溶着強度が優れる。例えば溶着対象領域の幅、つまり原反同士が溶着される原反溶着部(接合部)の幅が1~8mmでも、原反溶着部の引張破断強度を、原反3の引張破断強度の50%以上にできる。外周面10a,10bの最大高さ粗さRzは小さいほど好ましく、0μmでもよい。
一般的に、広い溶着幅で溶着する場合、無端帯状体10A,10Bの外周面10a,10bは、溶着過程で溶融した樹脂が付着し、その付着力の影響でかえって溶着強度を弱めてしまうこともあるため、Rzを大きくする方が好ましいといえる。
しかし本発明では、原反溶着部の幅が1~8mmである場合、比較的溶融樹脂が外周面10a,10bに付着しにくく、付着力も小さい。冷却ユニット等によってその付着を抑えることもできる。Rzを小さくすることで原反の重なり部が効果的に延ばされ、結晶化度を高めることにも繋がると考えられる。
一般的に、広い溶着幅で溶着する場合、無端帯状体10A,10Bの外周面10a,10bは、溶着過程で溶融した樹脂が付着し、その付着力の影響でかえって溶着強度を弱めてしまうこともあるため、Rzを大きくする方が好ましいといえる。
しかし本発明では、原反溶着部の幅が1~8mmである場合、比較的溶融樹脂が外周面10a,10bに付着しにくく、付着力も小さい。冷却ユニット等によってその付着を抑えることもできる。Rzを小さくすることで原反の重なり部が効果的に延ばされ、結晶化度を高めることにも繋がると考えられる。
織布層13を構成する繊維としては、ガラス繊維、アラミド繊維、炭素繊維等が挙げられる。これらの繊維はいずれか1種を単独で用いても2種以上を併用してもよい。前記の中でも、耐熱性に優れ、又低価格である点で、ガラス繊維が好ましい。
織布層13の織りの種類としては、平織り、綾織り、繻子織り等が挙げられる。
織布層13の厚さは、例えば10~100μmである。
なお、織布層13の表面のRzは通常、15μm超100μm以下程度である。
織布層13の織りの種類としては、平織り、綾織り、繻子織り等が挙げられる。
織布層13の厚さは、例えば10~100μmである。
なお、織布層13の表面のRzは通常、15μm超100μm以下程度である。
PTFEコート層17の単位面積当たりの質量(PTFEの塗布量)は、例えば50~150g/m2である。
PTFEフィルム層19の厚さは、10~200μmが好ましく、50~150μmが特に好ましい。PTFEフィルム層19の厚さが前記下限値以上であると、織布層13表面の凹凸がPTFEフィルム層19の外周面に反映されにくく、無端帯状体10の外周面10cのRzが前記上限値以下となりやすい。その結果、原反溶着部の表面のRzが前記上限値以下となり、原反溶着部の耐擦り性や引張破断強度が優れる。PTFEフィルム層19の厚さが前記上限値以下であると、取扱性に優れる。
PTFEフィルム層19の厚さは、10~200μmが好ましく、50~150μmが特に好ましい。PTFEフィルム層19の厚さが前記下限値以上であると、織布層13表面の凹凸がPTFEフィルム層19の外周面に反映されにくく、無端帯状体10の外周面10cのRzが前記上限値以下となりやすい。その結果、原反溶着部の表面のRzが前記上限値以下となり、原反溶着部の耐擦り性や引張破断強度が優れる。PTFEフィルム層19の厚さが前記上限値以下であると、取扱性に優れる。
無端帯状体10の製造方法としては、例えば、無端帯状の織布(織布層13)の外周面にPTFE及び分散媒を含むPTFE分散液を塗布し、乾燥してPTFEコート層17を形成し、PTFEコート層17上にPTFEフィルムを積層する方法が挙げられる。
無端帯状の織布は、帯状の織布の長さ方向の一端と他端とを接合して環状にすることにより得られる。織布の接合は、常法により実施できる。既存の無端帯状の織布を用いてもよい。
PTFE分散液の塗布方法としては、PTFE分散液をダイコート、ディップコート、スプレーコート等により塗布する方法が挙げられる。PTFE分散液は市販品を使用してもよい。乾燥方法としては、例えば分散媒の沸点以上での加熱である。
PTFEフィルムの表面のRzは15μm以下であることが好ましく、さらに好ましい範囲は前記のとおりである。PTFEフィルムの好ましい厚さは、PTFEフィルム層19の好ましい厚さと同様である。
PTFEフィルムの積層方法としては、熱ラミネート、粘着層を用いた貼合等が挙げられる。
なお、帯状の織布を無端帯状とする前に、PTFEコート層17を形成してもよい。
無端帯状の織布は、帯状の織布の長さ方向の一端と他端とを接合して環状にすることにより得られる。織布の接合は、常法により実施できる。既存の無端帯状の織布を用いてもよい。
PTFE分散液の塗布方法としては、PTFE分散液をダイコート、ディップコート、スプレーコート等により塗布する方法が挙げられる。PTFE分散液は市販品を使用してもよい。乾燥方法としては、例えば分散媒の沸点以上での加熱である。
PTFEフィルムの表面のRzは15μm以下であることが好ましく、さらに好ましい範囲は前記のとおりである。PTFEフィルムの好ましい厚さは、PTFEフィルム層19の好ましい厚さと同様である。
PTFEフィルムの積層方法としては、熱ラミネート、粘着層を用いた貼合等が挙げられる。
なお、帯状の織布を無端帯状とする前に、PTFEコート層17を形成してもよい。
本発明に用いられる無端帯状体は無端帯状体10に限定されない。
例えば、PTFE層15がPTFEフィルム層19のみからなってもよく、PTFEコート層17のみからなってもよい。
織布層13の両面上にPTFEコート層17が設けられてもよい。織布層13の両面上にPTFEフィルム層19が設けられてもよい。
例えば、PTFE層15がPTFEフィルム層19のみからなってもよく、PTFEコート層17のみからなってもよい。
織布層13の両面上にPTFEコート層17が設けられてもよい。織布層13の両面上にPTFEフィルム層19が設けられてもよい。
PTFE分散液の1回の塗布では通常、PTFEの一部が織布に含浸し、PTFEコート層17の表面に凹凸が生じる。PTFE分散液の塗布を繰り返すことで、PTFEコート層17のみでRzを前記上限値以下とすることも可能であるが、工程が煩雑であり、コストもかかる。したがって、PTFEフィルムを積層する方法が簡便であり、好ましい。
PTFEコート層17を形成せず、PTFEフィルムを直接織布層13の外周面に積層してもよい。
無端帯状の織布層13をそのまま無端帯状体として用いてもよい。
PTFEコート層17を形成せず、PTFEフィルムを直接織布層13の外周面に積層してもよい。
無端帯状の織布層13をそのまま無端帯状体として用いてもよい。
<加熱ユニット>
加熱ユニット21Aは熱板式加熱ユニット(熱板式加熱機構)であり、熱板29とこれを加熱するヒータ(図示略)とを備える。
熱板29は、平板状の基部29aと、基部29aから無端帯状体10A側に突出する凸部29bとを有し、TD断面がT字状である。
凸部29bは、先端面29c、並びに先端面29cのTD両端それぞれから基部29a方向に延びる第1側面29d及び第2側面29eを有する。熱板29は、先端面29cを走行経路側に向けて配置される。先端面29cは無端帯状体10Aの内周面に接触し、ヒータによって熱板29が任意の温度に加熱されたときに、無端帯状体10Aの先端面29cと接触する部分が加熱され、その熱によって、走行経路を走行する原反3の溶着対象領域が加熱される。
先端面29cの幅は、2枚の原反3の溶着対象領域の幅W1と同じである。溶着対象領域の幅W1は典型的には、2枚の原反3の重なり幅W2に対して広幅である。したがって、先端面29cのTDにおける幅も典型的には、2枚の原反3の重なり幅W2に対して広幅である。
加熱ユニット21Aは熱板式加熱ユニット(熱板式加熱機構)であり、熱板29とこれを加熱するヒータ(図示略)とを備える。
熱板29は、平板状の基部29aと、基部29aから無端帯状体10A側に突出する凸部29bとを有し、TD断面がT字状である。
凸部29bは、先端面29c、並びに先端面29cのTD両端それぞれから基部29a方向に延びる第1側面29d及び第2側面29eを有する。熱板29は、先端面29cを走行経路側に向けて配置される。先端面29cは無端帯状体10Aの内周面に接触し、ヒータによって熱板29が任意の温度に加熱されたときに、無端帯状体10Aの先端面29cと接触する部分が加熱され、その熱によって、走行経路を走行する原反3の溶着対象領域が加熱される。
先端面29cの幅は、2枚の原反3の溶着対象領域の幅W1と同じである。溶着対象領域の幅W1は典型的には、2枚の原反3の重なり幅W2に対して広幅である。したがって、先端面29cのTDにおける幅も典型的には、2枚の原反3の重なり幅W2に対して広幅である。
他の加熱ユニット21B,23A,23Bも熱板式加熱ユニットであり、それぞれ加熱ユニット21Aと同様の構成である。
上流側の加熱ユニット21A,21Bの先端面29cの幅と、下流側の加熱ユニット23A,23Bの先端面29c幅とは、同じでも異なってもよい。例えば、加熱ユニット21A,21Bの先端面29cの幅を、加熱ユニット23A,23Bの先端面29cの幅より狭くしてもよい。
加熱ユニット21A,21Bの先端面29cの幅、及び加熱ユニット23A,23Bの先端面29cの幅のうち最も広い幅が、得られる接合体の原反溶着部の幅となる。
加熱ユニット21A,21Bの先端面29cの幅、及び加熱ユニット23A,23Bの先端面29cの幅のうち最も広い幅が、得られる接合体の原反溶着部の幅となる。
<冷却ユニット>
冷却ユニット31Aは、図5に示すように、加熱ユニット21AのTD両側に配置された一対の水冷板35,37を備える水冷板式冷却ユニット(水冷機構)である。
一方の水冷板35は、TD断面がL字状で、熱板29の凸部29bの第1側面29d側(図5中左側)に、熱板29との間に間隔をあけて配置される。水冷板35によって、基部29aの無端帯状体10A側の面及び側面のうち第1側面29d側の面、並びに第1側面29dが覆われる。
他方の水冷板37は、TD断面が水冷板35と左右対象のL字状で、熱板29の凸部29bの第2側面29e側(図5中右側)に、熱板29との間に間隔をあけて配置される。水冷板37によって、基部29aの無端帯状体10A側の面及び側面のうち第2側面29e側の面、並びに第2側面29eが覆われる。
水冷板35,37としては、例えば、チラーを用いる構成のものが挙げられる。
冷却ユニット31Aは、図5に示すように、加熱ユニット21AのTD両側に配置された一対の水冷板35,37を備える水冷板式冷却ユニット(水冷機構)である。
一方の水冷板35は、TD断面がL字状で、熱板29の凸部29bの第1側面29d側(図5中左側)に、熱板29との間に間隔をあけて配置される。水冷板35によって、基部29aの無端帯状体10A側の面及び側面のうち第1側面29d側の面、並びに第1側面29dが覆われる。
他方の水冷板37は、TD断面が水冷板35と左右対象のL字状で、熱板29の凸部29bの第2側面29e側(図5中右側)に、熱板29との間に間隔をあけて配置される。水冷板37によって、基部29aの無端帯状体10A側の面及び側面のうち第2側面29e側の面、並びに第2側面29eが覆われる。
水冷板35,37としては、例えば、チラーを用いる構成のものが挙げられる。
冷却ユニット31Aにあっては、水冷板35,37によって、熱板29と無端帯状体10Aとの間の雰囲気を冷却することで、熱板29の先端面29c以外の面から放射された熱が原反3の溶着対象領域以外の領域に伝播し、原反3の温度を上昇させるのを抑制できる。
また、水冷板35,37は、熱板29の凸部29bの先端部が、水冷板35,37の無端帯状体10A側の面35a,37aよりも無端帯状体10A側に突出するように配置される。つまり、凸部29bの先端面29cが無端帯状体10Aに接触するときに、水冷板35,37が無端帯状体10Aに接触しない。これにより、回動する無端帯状体10Aへの水冷板35,37の接触による無端帯状体10Aの摩耗を抑制できる。
また、水冷板35,37は、熱板29の凸部29bの先端部が、水冷板35,37の無端帯状体10A側の面35a,37aよりも無端帯状体10A側に突出するように配置される。つまり、凸部29bの先端面29cが無端帯状体10Aに接触するときに、水冷板35,37が無端帯状体10Aに接触しない。これにより、回動する無端帯状体10Aへの水冷板35,37の接触による無端帯状体10Aの摩耗を抑制できる。
熱板29の第1側面29dと、水冷板35,37との間の間隔は、0.1~10mmが好ましく、0.5~5mmが特に好ましい。この間隔が前記範囲にあると、溶着対象領域以外の領域への熱伝播を抑制する効果がより優れる。
水冷板35,37の無端帯状体10A側の面35a,37aと、凸部29bの先端面29cとの差は、0.1~10mmが好ましく、0.5~5mmが特に好ましい。この差が前記上限値以下であると、溶着対象領域以外の領域への熱伝播を抑制する効果がより優れ、前記下限値以上であると、無端帯状体への物理的接触が回避されるため、無端帯状体の摩耗が抑制され耐久性が優れる。
他の冷却ユニット31B,33A,33Bもそれぞれ冷却ユニット31Aと同様の構成である。
(接合体の製造)
溶着装置100を用いた接合体の製造方法では、一対の無端帯状体10A,10Bを、相対向する部分が往動走行するように回動させる。熱可塑性樹脂フィルムからなる2枚の原反3を、各原反3の幅方向の端部を互いに重ね合わせて又は突き合わせて接触させた状態で、一対の無端帯状体10A,10Bの相対向する部分の外周面10a,10bの間に形成された走行経路を走行させつつ、2枚の原反3が互いに接触する部分を含む溶着対象領域を、走行経路の上下に配置された一対の加熱ユニット21A,21Bで、無端帯状体10A,10Bを介して両面から加熱し、融着させる(第1加熱工程)。
次いで前記溶着対象領域を、走行経路の上下に配置された一対の加熱ユニット23A,23Bで、無端帯状体10A,10Bを介して両面から加熱し、融着させる(第2加熱工程)。
次いで前記溶着対象領域を、走行経路の上下に配置された押圧ロール25A,25Bで両面から押圧し、圧着させる(押圧工程)。
次いで前記溶着対象領域を、走行経路の上下に配置された冷却ユニット27A,27Bで両面から冷却し、固化させる(固化工程)。
第1加熱工程では、冷却ユニット31A,31Bにより、加熱ユニット21A,21Bから、2枚の原反3の前記溶着対象領域以外の領域(以下、「他領域」とも記す。)への熱伝播を抑制し、前記溶着対象領域の幅方向の外縁から外側に50mmの位置で原反3の表面に配置した熱電対で測定される温度を40℃以下にする。
第2加熱工程では、冷却ユニット33A,33Bにより、加熱ユニット23A,23Bから、2枚の原反3の前記他領域への熱伝播を抑制し、前記溶着対象領域の幅方向の外縁から外側に50mmの位置での原反3の表面に配置した熱電対で測定される温度を40℃以下にする。
これにより、2枚の原反3が接合された接合体が連続的に製造される。
溶着装置100を用いた接合体の製造方法では、一対の無端帯状体10A,10Bを、相対向する部分が往動走行するように回動させる。熱可塑性樹脂フィルムからなる2枚の原反3を、各原反3の幅方向の端部を互いに重ね合わせて又は突き合わせて接触させた状態で、一対の無端帯状体10A,10Bの相対向する部分の外周面10a,10bの間に形成された走行経路を走行させつつ、2枚の原反3が互いに接触する部分を含む溶着対象領域を、走行経路の上下に配置された一対の加熱ユニット21A,21Bで、無端帯状体10A,10Bを介して両面から加熱し、融着させる(第1加熱工程)。
次いで前記溶着対象領域を、走行経路の上下に配置された一対の加熱ユニット23A,23Bで、無端帯状体10A,10Bを介して両面から加熱し、融着させる(第2加熱工程)。
次いで前記溶着対象領域を、走行経路の上下に配置された押圧ロール25A,25Bで両面から押圧し、圧着させる(押圧工程)。
次いで前記溶着対象領域を、走行経路の上下に配置された冷却ユニット27A,27Bで両面から冷却し、固化させる(固化工程)。
第1加熱工程では、冷却ユニット31A,31Bにより、加熱ユニット21A,21Bから、2枚の原反3の前記溶着対象領域以外の領域(以下、「他領域」とも記す。)への熱伝播を抑制し、前記溶着対象領域の幅方向の外縁から外側に50mmの位置で原反3の表面に配置した熱電対で測定される温度を40℃以下にする。
第2加熱工程では、冷却ユニット33A,33Bにより、加熱ユニット23A,23Bから、2枚の原反3の前記他領域への熱伝播を抑制し、前記溶着対象領域の幅方向の外縁から外側に50mmの位置での原反3の表面に配置した熱電対で測定される温度を40℃以下にする。
これにより、2枚の原反3が接合された接合体が連続的に製造される。
必要に応じ、得られた接合体を、2枚の原反3のいずれか一方又は両方の代わりに用いて前記の各工程を繰り返す。これにより、3枚以上の原反3が接合された接合体が得られる。
得られた接合体に対し、必要に応じて、コロナ処理や流滴処理等の処理を行ってもよい。
得られた接合体に対し、必要に応じて、コロナ処理や流滴処理等の処理を行ってもよい。
固化した後の前記溶着対象領域を原反溶着部ともいう。原反溶着部は接合部であってよい。幅方向の端部を互いに重ね合わせた状態で2枚の原反を走行させる場合、原反溶着部の少なくとも一部は、厚さが原反の厚さの101%以上、つまり接合部となる。幅方向の端部を互いに突き合わせた状態で2枚の原反を走行させる場合、原反溶着部の厚さは原反の厚さの100%未満となる。
無端帯状体10A,10Bの回動速度、つまり2枚の原反3の搬送速度は、例えば0.5~10m/分であり、好ましくは1.0~9.0m/分であり、より好ましくは2.0~8.0m/分である。上記範囲内であれば、原反溶着部の引張破断強度が優れる傾向がある。
2枚の原反の重なり幅は、0~40mmが好ましく、0~8mmがより好ましく、0mm超8mm以下がさらに好ましく、1~7mmが特に好ましく、1~3mmが最も好ましい。
ここで、重なり幅が0mmとは、幅方向の端部を互いに突き合わせた状態で2枚の原反を走行させることを示す。重なり幅が0mm超であることは、幅方向の端部を互いに重ね合わせた状態で2枚の原反を走行させることを示す。
重なり幅が前記上限値以下であると、原反溶着部(接合部)の幅が狭いために原反溶着部の寸法変化量が相対的に少なく、後工程でのシワが生じにくい。特に8mm以下であると、搬送時やフレームへの固定時に原反溶着部に傷が付いても、原反溶着部の幅が狭いために原反溶着部の傷の数が相対的に少なく、その傷が目立ちにくい。そのため、接合体の外観が悪化しにくく、また歩留りも低下しにくい。重なり幅が1mm以上であると、接合部の引張破断強度が優れる。
2枚の原反の重なり幅は、0~40mmが好ましく、0~8mmがより好ましく、0mm超8mm以下がさらに好ましく、1~7mmが特に好ましく、1~3mmが最も好ましい。
ここで、重なり幅が0mmとは、幅方向の端部を互いに突き合わせた状態で2枚の原反を走行させることを示す。重なり幅が0mm超であることは、幅方向の端部を互いに重ね合わせた状態で2枚の原反を走行させることを示す。
重なり幅が前記上限値以下であると、原反溶着部(接合部)の幅が狭いために原反溶着部の寸法変化量が相対的に少なく、後工程でのシワが生じにくい。特に8mm以下であると、搬送時やフレームへの固定時に原反溶着部に傷が付いても、原反溶着部の幅が狭いために原反溶着部の傷の数が相対的に少なく、その傷が目立ちにくい。そのため、接合体の外観が悪化しにくく、また歩留りも低下しにくい。重なり幅が1mm以上であると、接合部の引張破断強度が優れる。
第1加熱工程及び第2加熱工程での加熱温度はそれぞれ、原反を構成する熱可塑性樹脂の融点(℃)がTであるときに、(T-20)℃以上(T+20)℃以下が好ましく、(T-10)℃以上(T+10)℃以下がより好ましく、(T-5)℃以上(T+5)℃以下が特に好ましい。
第1加熱工程及び第2加熱工程での押圧時の圧力は、特に限定されず、例えば0.1~0.5MPaであってよい。
各加熱工程での加熱温度及び圧力は同じでも異なってもよい。
第1加熱工程及び第2加熱工程での押圧時の圧力は、特に限定されず、例えば0.1~0.5MPaであってよい。
各加熱工程での加熱温度及び圧力は同じでも異なってもよい。
第1加熱工程及び第2加熱工程において、2枚の原反3の前記溶着対象領域の幅方向の外縁から外側に50mmの位置で原反3の表面に配置した熱電対で測定される温度は、40℃以下であり、35℃以下が好ましく、30℃以下が特に好ましい。前記温度が前記上限値以下であれば、2枚の原反3の重なり幅が狭くても、原反溶着部の引張破断強度を原反の引張破断強度の50%以上にできる。前記温度の下限は特に限定されず、例えば10℃である。
押圧工程での押圧時の圧力は、0.1~5MPaが好ましく、0.5~2.5MPaが特に好ましい。
押圧工程での押圧時の温度、つまり押圧ロール25A,25Bの表面温度は特に限定されず、例えば25℃である。
固化工程での冷却は、冷却後の前記溶着対象領域の幅方向の外縁から外側に50mmの位置で原反3の表面に配置した熱電対で測定される温度が、10~40℃となるように行うことが好ましく、15~35℃となるように行うことがより好ましく、20~30℃となるように行うことが特に好ましい。
押圧工程での押圧時の温度、つまり押圧ロール25A,25Bの表面温度は特に限定されず、例えば25℃である。
固化工程での冷却は、冷却後の前記溶着対象領域の幅方向の外縁から外側に50mmの位置で原反3の表面に配置した熱電対で測定される温度が、10~40℃となるように行うことが好ましく、15~35℃となるように行うことがより好ましく、20~30℃となるように行うことが特に好ましい。
本発明の製造方法にあっては、加熱ユニット21A,21B,23A,23Bでの加熱の際、2枚の原反3の溶着対象領域の幅方向の外縁から外側に50mmの位置で原反3の表面に配置した熱電対で測定される近傍の雰囲気温度を前記上限値以下にするため、シワの発生を抑制できる。
無端帯状体10A,10Bの外周面は、加熱された溶着対象領域の表面に押し当てられる。
従来の技術では、溶着対象領域以外の領域(他領域)に熱が伝播すると、他領域、特に加熱される溶着対象領域に近い部分で、熱収縮による配向緩和、それに伴うヒケやうねりが生じ、シワとなる。具体的には、他領域の一部で、伝播した熱によって温度が上昇し、熱可塑性樹脂のガラス転移温度(Tg)を超え、その部分が非晶領域となり分子鎖が動き、その後、再結晶化し、結果、部分的に結晶領域が成長し、結晶化度のばらつきが生じてシワとなったと考えられる。
前記製造方法にあっては、対象領域の幅方向の外縁から外側に50mmの位置で原反3の表面に配置した熱電対で測定される温度を前記上限値以下とすることで、2枚の原反3の他領域への熱伝播が充分に抑制され、他領域での配向緩和が抑制される。そのため、シワの少ない接合体が得られる。また、接合部近傍での結晶化度のばらつきも抑制できる。
無端帯状体10A,10Bの外周面は、加熱された溶着対象領域の表面に押し当てられる。
従来の技術では、溶着対象領域以外の領域(他領域)に熱が伝播すると、他領域、特に加熱される溶着対象領域に近い部分で、熱収縮による配向緩和、それに伴うヒケやうねりが生じ、シワとなる。具体的には、他領域の一部で、伝播した熱によって温度が上昇し、熱可塑性樹脂のガラス転移温度(Tg)を超え、その部分が非晶領域となり分子鎖が動き、その後、再結晶化し、結果、部分的に結晶領域が成長し、結晶化度のばらつきが生じてシワとなったと考えられる。
前記製造方法にあっては、対象領域の幅方向の外縁から外側に50mmの位置で原反3の表面に配置した熱電対で測定される温度を前記上限値以下とすることで、2枚の原反3の他領域への熱伝播が充分に抑制され、他領域での配向緩和が抑制される。そのため、シワの少ない接合体が得られる。また、接合部近傍での結晶化度のばらつきも抑制できる。
対象領域が加熱により高温下にある場合、無端帯状10A、10Bの外周面に原反3が付着しやすい状態にある。この付着力が高い場合、原反3の一部が無端帯状10A、10Bに付着することで、原反3の一部が欠落して凹凸が発生したり、接合部の一部に剥離が生じる原因になる。また、原反3が局部的に引張られ、歪みが生じやすくなることで、シワが生じる原因にもなる。
前記製造方法において、溶着対象領域を狭く、例えば8mm以下にすると、無端帯状10A、10Bの外周面と原反3の間で生じる付着力が低く抑えられる。また、加熱された対象領域の温度が速やかに下がることでも、無端帯状10A、10Bに原反3が付着しにくい。無端帯状10A、10Bの外周面と原反3の付着が抑えられることで、シワがより発生しにくい。
前記製造方法において、溶着対象領域を狭く、例えば8mm以下にすると、無端帯状10A、10Bの外周面と原反3の間で生じる付着力が低く抑えられる。また、加熱された対象領域の温度が速やかに下がることでも、無端帯状10A、10Bに原反3が付着しにくい。無端帯状10A、10Bの外周面と原反3の付着が抑えられることで、シワがより発生しにくい。
(他の実施形態)
本発明の接合体の製造方法は、図示例の溶着装置100を用いた方法に限定されない。
例えば、加熱機構からの熱伝播を抑制する第1の冷却機構として、水冷板式の冷却機構(冷却ユニット31A,31B,33A,33B)を用いる例を示したが、他の水冷機構を用いてもよく、風冷機構を用いてもよい。例えば風冷機構の場合、加熱ユニット21A,21B,23A,23Bと無端帯状体10A,10Bとの間の雰囲気に、任意の温度の気流を送ることによって、他領域への熱伝播を抑制できる。
溶着部20A,20Bがそれぞれ2つの加熱機構(加熱ユニット21A,21B、加熱ユニット23A,23B)を備え、溶着対象領域を2段階で加熱する例を示したが、溶着部20A,20Bそれぞれが備える加熱機構を1つ又は3つ以上とし、溶着対象領域を1段階又は3段階以上で加熱してもよい。
本発明の接合体の製造方法は、図示例の溶着装置100を用いた方法に限定されない。
例えば、加熱機構からの熱伝播を抑制する第1の冷却機構として、水冷板式の冷却機構(冷却ユニット31A,31B,33A,33B)を用いる例を示したが、他の水冷機構を用いてもよく、風冷機構を用いてもよい。例えば風冷機構の場合、加熱ユニット21A,21B,23A,23Bと無端帯状体10A,10Bとの間の雰囲気に、任意の温度の気流を送ることによって、他領域への熱伝播を抑制できる。
溶着部20A,20Bがそれぞれ2つの加熱機構(加熱ユニット21A,21B、加熱ユニット23A,23B)を備え、溶着対象領域を2段階で加熱する例を示したが、溶着部20A,20Bそれぞれが備える加熱機構を1つ又は3つ以上とし、溶着対象領域を1段階又は3段階以上で加熱してもよい。
以下、実施例を示して本発明を詳細に説明する。ただし、本発明は以下の記載によっては限定されない。「%」は、特に規定のない場合、「質量%」を示す。
例1は実施例であり、例2~5は比較例である。
各例で使用した評価方法および材料を以下に示す。
例1は実施例であり、例2~5は比較例である。
各例で使用した評価方法および材料を以下に示す。
〔最大高さ粗さRz及び算術平均粗さRa〕
ISO4287:1997,Amd.1:2009(JIS B0601:2001)に基づき、粗さ曲線用の基準長さlr(カットオフ値λc)を0.8mmとして、Rz及び算術平均粗さRaを測定した。
ISO4287:1997,Amd.1:2009(JIS B0601:2001)に基づき、粗さ曲線用の基準長さlr(カットオフ値λc)を0.8mmとして、Rz及び算術平均粗さRaを測定した。
〔表面うねり形状の二乗平均平方根高さ〕
幅250mmの接合体を700mmの長さで水平に、MDの両端に73.7g重の張力をかけて展張した。展張された接合体の直上80mmの位置に設置されたラインレーザから、接合体の接合部の幅方向の外縁から外側に50mmの位置に、MDに沿って150mmの長さで、波長635nmのレーザ光を照射した。照射部(接合体のレーザ光が照射された部分)から幅方向外側に250mm、高さ方向上側に25mmの位置に設置されたエリアカメラ(分解能0.08mm、シャッター速度10ミリ秒、F値F16、焦点距離55mm)で、照射部に投影された像を、接合部幅方向水平に、照射部をフォーカス位置として撮影した。撮影した像のうねりを幾何変換して表面うねり形状を得た。幾何変換では、710個の画素座標をそれぞれ0.08倍(分解能)してmm座標に変換した。これらのmm座標の高さデータXi(i=1~710の整数)の平均値を平均高さXaveとし、前記式1により高さ方向の標準偏差(mm)を算出し、その値を二乗平均平方根高さとした。
接合体の接合部の幅方向の外縁から外側に1mmの位置、及び接合部の幅方向の中心から外側に50mmの位置についてもそれぞれ、前記と同様にして二乗平均平方根高さを求めた。
なお、溶着自体が不可能であった場合には「×」と記載した。
幅250mmの接合体を700mmの長さで水平に、MDの両端に73.7g重の張力をかけて展張した。展張された接合体の直上80mmの位置に設置されたラインレーザから、接合体の接合部の幅方向の外縁から外側に50mmの位置に、MDに沿って150mmの長さで、波長635nmのレーザ光を照射した。照射部(接合体のレーザ光が照射された部分)から幅方向外側に250mm、高さ方向上側に25mmの位置に設置されたエリアカメラ(分解能0.08mm、シャッター速度10ミリ秒、F値F16、焦点距離55mm)で、照射部に投影された像を、接合部幅方向水平に、照射部をフォーカス位置として撮影した。撮影した像のうねりを幾何変換して表面うねり形状を得た。幾何変換では、710個の画素座標をそれぞれ0.08倍(分解能)してmm座標に変換した。これらのmm座標の高さデータXi(i=1~710の整数)の平均値を平均高さXaveとし、前記式1により高さ方向の標準偏差(mm)を算出し、その値を二乗平均平方根高さとした。
接合体の接合部の幅方向の外縁から外側に1mmの位置、及び接合部の幅方向の中心から外側に50mmの位置についてもそれぞれ、前記と同様にして二乗平均平方根高さを求めた。
なお、溶着自体が不可能であった場合には「×」と記載した。
〔材料〕
原反として、以下のものを用意した。
ETFEフィルム:厚さ100μmのETFEフィルム(融点:約270℃)。
原反として、以下のものを用意した。
ETFEフィルム:厚さ100μmのETFEフィルム(融点:約270℃)。
無端帯状体として、以下のものを用意した。
無端帯状体1:図6に示す構成の無端帯状体(織布層:ガラス繊維織布、平織り。PTFEフィルム層の厚さ:100μm、外周面のRz:0.63μm、外周面の算術平均粗さRa:0.1μm)。
無端帯状体1:図6に示す構成の無端帯状体(織布層:ガラス繊維織布、平織り。PTFEフィルム層の厚さ:100μm、外周面のRz:0.63μm、外周面の算術平均粗さRa:0.1μm)。
〔例1〕
図4~5に示した構成の溶着装置100を用い、以下の手順で接合体を製造した。無端帯状体10A,10Bとしては無端帯状体1を用いた。1段目の加熱ユニット21A,21Bの先端面の幅は3mmとし、2段目の加熱ユニット23A,23Bの先端面の幅は5mmとした。
2枚のETFEフィルム(幅250mm)の端部を、図7に示すように、重なり幅1mmにて重ね合わせ、回動する一対の無端帯状体10A,10Bの相対向する部分の外周面10a,10bの間に形成された走行経路を走行させた。1段目の加熱ユニット21A,21B及び2段目の加熱ユニット23A,23Bにて順次、両面から加熱し、押圧ロール25A,25Bにて両面から押圧し、冷却ユニット27A,27Bにて両面から冷却し、接合体を得た。加熱ユニット21A,21B,23A,23Bでの加熱の際には、冷却ユニット31A,31B,33A,33Bにより、各加熱ユニットから、2枚の原反の他領域への熱伝播を抑制した。
無端帯状体10A,10Bの回動速度、つまり原反の搬送速度は、2m/分、5m/分、又は8m/分とした。加熱ユニット21A,21Bでの加熱条件は、加熱温度270℃、275℃又は280℃、圧力0MPaとした。加熱ユニット23A,23Bでの加熱条件は、圧力0.1MPaとする以外は、加熱ユニット21A,21Bと同じとした。押圧ロール25A,25Bでの押圧条件は、温度25℃、圧力2.5MPaとした。冷却ユニット27A,27Bでの冷却は、対象領域の表面温度が30℃になるようにした。冷却ユニット31A,31B,33A,33Bでの冷却は、第1加熱工程および第2加熱工程の加熱時の対象領域の幅方向の外縁から外側に50mmの位置で原反3の表面に配置した熱電対で測定される温度が表1に示す温度になるようにした。熱電対としてはGLARHTEC社製データロガーGL220を用いた。得られた接合体の接合部の幅は3.9mm、接合部の厚さは120μm(原反さの120%)であった。
図4~5に示した構成の溶着装置100を用い、以下の手順で接合体を製造した。無端帯状体10A,10Bとしては無端帯状体1を用いた。1段目の加熱ユニット21A,21Bの先端面の幅は3mmとし、2段目の加熱ユニット23A,23Bの先端面の幅は5mmとした。
2枚のETFEフィルム(幅250mm)の端部を、図7に示すように、重なり幅1mmにて重ね合わせ、回動する一対の無端帯状体10A,10Bの相対向する部分の外周面10a,10bの間に形成された走行経路を走行させた。1段目の加熱ユニット21A,21B及び2段目の加熱ユニット23A,23Bにて順次、両面から加熱し、押圧ロール25A,25Bにて両面から押圧し、冷却ユニット27A,27Bにて両面から冷却し、接合体を得た。加熱ユニット21A,21B,23A,23Bでの加熱の際には、冷却ユニット31A,31B,33A,33Bにより、各加熱ユニットから、2枚の原反の他領域への熱伝播を抑制した。
無端帯状体10A,10Bの回動速度、つまり原反の搬送速度は、2m/分、5m/分、又は8m/分とした。加熱ユニット21A,21Bでの加熱条件は、加熱温度270℃、275℃又は280℃、圧力0MPaとした。加熱ユニット23A,23Bでの加熱条件は、圧力0.1MPaとする以外は、加熱ユニット21A,21Bと同じとした。押圧ロール25A,25Bでの押圧条件は、温度25℃、圧力2.5MPaとした。冷却ユニット27A,27Bでの冷却は、対象領域の表面温度が30℃になるようにした。冷却ユニット31A,31B,33A,33Bでの冷却は、第1加熱工程および第2加熱工程の加熱時の対象領域の幅方向の外縁から外側に50mmの位置で原反3の表面に配置した熱電対で測定される温度が表1に示す温度になるようにした。熱電対としてはGLARHTEC社製データロガーGL220を用いた。得られた接合体の接合部の幅は3.9mm、接合部の厚さは120μm(原反さの120%)であった。
〔例2〕
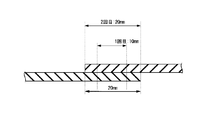
溶着装置100において、冷却ユニット31A,31B,33A,33Bを取り外し、各加熱ユニットから2枚の原反の他領域への熱伝播を抑制しなかったこと、1段目の加熱ユニット21A,21Bの先端面の幅(1回目に加熱する領域の幅)を25mm、2段目の加熱ユニット23A,23Bの先端面の幅(2回目に加熱する領域の幅)を30mmとしたこと、及び2枚のETFEフィルム(幅250mm)の端部を、図8に示すように、重なり幅20mmにて重ね合わせ、重なり部分の上に、幅30mmのETFEフィルムを、重なり部分をまたがるように重ね、走行経路を走行させたこと以外は例1と同様にして接合体を製造した。得られた接合体の接合部の幅は28.6mm、接合部の厚さは280μm(原反厚さの280%)であった。
溶着装置100において、冷却ユニット31A,31B,33A,33Bを取り外し、各加熱ユニットから2枚の原反の他領域への熱伝播を抑制しなかったこと、1段目の加熱ユニット21A,21Bの先端面の幅(1回目に加熱する領域の幅)を25mm、2段目の加熱ユニット23A,23Bの先端面の幅(2回目に加熱する領域の幅)を30mmとしたこと、及び2枚のETFEフィルム(幅250mm)の端部を、図8に示すように、重なり幅20mmにて重ね合わせ、重なり部分の上に、幅30mmのETFEフィルムを、重なり部分をまたがるように重ね、走行経路を走行させたこと以外は例1と同様にして接合体を製造した。得られた接合体の接合部の幅は28.6mm、接合部の厚さは280μm(原反厚さの280%)であった。
〔例3〕
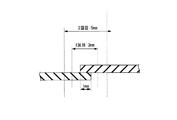
1段目の加熱ユニット21A,21Bの先端面の幅(1回目に加熱する領域の幅)を10mm、2段目の加熱ユニット23A,23Bの先端面の幅(2回目に加熱する領域の幅)を20mmとしたこと、及び図9に示すように、2枚のETFEフィルムの重なり部分の上に幅30mmのETFEフィルムを重ねなかったこと以外は例2と同様にして接合体を製造した。得られた接合体の接合部の幅は18.9mm、接合部の厚さは170μm(原反厚さの170%)であった。
1段目の加熱ユニット21A,21Bの先端面の幅(1回目に加熱する領域の幅)を10mm、2段目の加熱ユニット23A,23Bの先端面の幅(2回目に加熱する領域の幅)を20mmとしたこと、及び図9に示すように、2枚のETFEフィルムの重なり部分の上に幅30mmのETFEフィルムを重ねなかったこと以外は例2と同様にして接合体を製造した。得られた接合体の接合部の幅は18.9mm、接合部の厚さは170μm(原反厚さの170%)であった。
〔例4〕
1段目の加熱ユニット21A,21Bの先端面の幅(1回目に加熱する領域の幅)及び2段目の加熱ユニット23A,23Bの先端面の幅(2回目に加熱する領域の幅)をそれぞれ30mmとしたこと、及び図10に示すように、2枚のETFEフィルムの端部を重ねず突き合わせたこと以外は例2と同様にして接合体を製造した。幅30mmのETFEフィルムは、幅方向の中央の位置が、2枚のETFEフィルムの突き合わせ位置と一致するように配置した。得られた接合体の接合部の幅は29.1mm、接合部の厚さは180μm(原反厚さの180%)であった。
1段目の加熱ユニット21A,21Bの先端面の幅(1回目に加熱する領域の幅)及び2段目の加熱ユニット23A,23Bの先端面の幅(2回目に加熱する領域の幅)をそれぞれ30mmとしたこと、及び図10に示すように、2枚のETFEフィルムの端部を重ねず突き合わせたこと以外は例2と同様にして接合体を製造した。幅30mmのETFEフィルムは、幅方向の中央の位置が、2枚のETFEフィルムの突き合わせ位置と一致するように配置した。得られた接合体の接合部の幅は29.1mm、接合部の厚さは180μm(原反厚さの180%)であった。
〔例5〕
溶着装置100において、冷却ユニット31A,31B,33A,33Bを取り外し、各加熱ユニットから2枚の原反の他領域への熱伝播を抑制しなかったこと以外は例1と同様にして接合体を製造した。得られた接合体の接合部の幅は3.9mm、接合部の厚さは130μm(原反厚さの130%)であった。
溶着装置100において、冷却ユニット31A,31B,33A,33Bを取り外し、各加熱ユニットから2枚の原反の他領域への熱伝播を抑制しなかったこと以外は例1と同様にして接合体を製造した。得られた接合体の接合部の幅は3.9mm、接合部の厚さは130μm(原反厚さの130%)であった。
例1~5で得た接合体の接合部の幅方向の外縁から外側に50mm及び1mmの位置、並びに接合部の幅方向の中心から外側に50mmの位置での表面うねり形状の二乗平均平方根高さを表1に示す。

例1の接合体は、接合部の幅方向の外縁から外側に50mm及び1mmの位置、接合部の幅方向の中心から外側に50mmの位置のいずれにおいても、二乗平均平方根高さが0.5mm以下であり、シワの少なかった。
対象領域の加熱の際に対象領域の幅方向の外縁から外側に50mmの位置での原反の表面に配置した熱電対で測定される温度が40℃超であった例2~5の接合体は、接合部の幅方向の外縁から外側に50mmの位置での二乗平均平方根高さが全て0.5mmを超え、シワが大きかった。
対象領域の加熱の際に対象領域の幅方向の外縁から外側に50mmの位置での原反の表面に配置した熱電対で測定される温度が40℃超であった例2~5の接合体は、接合部の幅方向の外縁から外側に50mmの位置での二乗平均平方根高さが全て0.5mmを超え、シワが大きかった。
本発明の接合体は、膜構造物用フィルム(例えば膜構造物用外部被覆フィルム)、又は農業用フィルム(例えば農業用ハウス被覆フィルム)として使用できる。
膜構造物は、フィルムを用いた屋根、外壁、施設等の構造物である。施設の例としては、スポーツ施設(プール、体育館、テニスコート、サッカー場等。)、倉庫、集会場、展示場、園芸施設(園芸ハウス、農業用ハウス等。)が挙げられる。
なお、2017年11月27日に出願された日本特許出願2017-226590号の明細書、特許請求の範囲、要約書および図面の全内容をここに引用し、本発明の明細書の開示として、取り入れるものである。
膜構造物は、フィルムを用いた屋根、外壁、施設等の構造物である。施設の例としては、スポーツ施設(プール、体育館、テニスコート、サッカー場等。)、倉庫、集会場、展示場、園芸施設(園芸ハウス、農業用ハウス等。)が挙げられる。
なお、2017年11月27日に出願された日本特許出願2017-226590号の明細書、特許請求の範囲、要約書および図面の全内容をここに引用し、本発明の明細書の開示として、取り入れるものである。
1 接合体、1a 接合部、3 原反、5 サンプル、Wa 接合部の幅、10,10A,10B 無端帯状体、10a,10b,10c 無端帯状体の外周面、11 支持ロール、20A,20B 溶着部、21A,21B,23A,23B 加熱ユニット(加熱機構)、25A,25B 押圧ロール、27A,27B 冷却ユニット(第2の冷却機構)、29 熱板、29a 基部、29b 凸部、29c 先端面、29d 第1側面、29e 第2側面、W1 溶着対象領域の幅、W2 重なり幅、30 冷却機構、31A,31B,33A,33B 冷却ユニット(第1の冷却機構)、35,37 水冷板、100 溶着装置
Claims (15)
- 熱可塑性樹脂フィルムからなる少なくとも2枚の原反が接合された接合体であって、
隣り合う原反同士の接合部の幅方向の外縁から外側に50mmの位置で測定される表面うねり形状の二乗平均平方根高さが0.5mm以下であることを特徴とする接合体。 - 前記接合部の幅方向の外縁から外側に1mmの位置で測定される表面うねり形状の二乗平均平方根高さが0.5mm以下である請求項1に記載の接合体。
- 前記接合部の幅が1~40mmである請求項1又は2に記載の接合体。
- 前記熱可塑性樹脂フィルムが結晶性樹脂のフィルムである請求項1~3のいずれか一項に記載の接合体。
- 前記熱可塑性樹脂フィルムがフッ素樹脂のフィルムである請求項1~4のいずれか一項に記載の接合体。
- 前記フッ素樹脂が、エチレン-テトラフルオロエチレン共重合体、ペルフルオロ(アルキルビニルエーテル)-テトラフルオロエチレン共重合体、ヘキサフルオロプロピレン-テトラフルオロエチレン共重合体、クロロトリフルオロエチレン重合体、ビニルフルオリド重合体、ビニリデンフルオリド重合体、ビニリデンフルオリド-ヘキサフルオロプロピレン共重合体、テトラフルオロエチレン-ヘキサフルオロプロピレン-ビニリデンフルオリド共重合体、テトラフルオロエチレン-プロピレン共重合体、テトラフルオロエチレン-ビニリデンフルオリド-プロピレン共重合体、エチレン-クロロトリフルオロエチレン共重合体及びプロピレン-クロロトリフルオロエチレン共重合体からなる群から選ばれる少なくとも1種である請求項5に記載の接合体。
- 膜構造物用フィルムである請求項1~6のいずれか一項に記載の接合体。
- 農業用フィルムである請求項1~6のいずれか一項に記載の接合体。
- 一対の無端帯状体を、相対向する部分が往動走行するように回動させ、熱可塑性樹脂フィルムからなる2枚の原反を、各原反の幅方向の端部を互いに重ね合わせて又は突き合わせて接触させた状態で、前記一対の無端帯状体の前記相対向する部分の外周面の間に挟んで走行させ、前記2枚の原反が互いに接触する部分を含む溶着対象領域を両面から加熱及び押圧し、前記2枚の原反を溶着する工程を少なくとも1回行って、前記2枚の原反が少なくとも1回溶着された接合体を製造する方法であって、
前記溶着対象領域の加熱の際、前記溶着対象領域の幅方向の外縁から外側に50mmの位置で前記原反の表面に配置した熱電対で測定される温度を40℃以下にすることを特徴とする接合体の製造方法。 - 前記2枚の原反の重なり幅が0~40mmである請求項9に記載の製造方法。
- 前記熱可塑性樹脂フィルムが結晶性樹脂のフィルムである請求項9又は10に記載の製造方法。
- 前記熱可塑性樹脂フィルムがフッ素樹脂のフィルムである請求項9~11のいずれか一項に記載の製造方法。
- 前記2枚の原反が走行する走行経路の途中に少なくとも一対の熱板式加熱機構が設けられ、前記少なくとも一対の熱板式加熱機構により前記溶着対象領域を加熱するとともに、前記熱板式加熱機構から前記2枚の原反の溶着対象領域以外の領域への熱伝播を第1の冷却機構によって抑制する請求項9~12のいずれか一項に記載の製造方法。
- 前記第1の冷却機構が、水冷機構又は風冷機構である請求項13に記載の製造方法。
- 回動したときに、相対向する部分が往動走行するように配置された一対の無端帯状体と、一対の溶着部とを備え、
前記一対の無端帯状体の前記相対向する部分の外周面の間に、熱可塑性樹脂フィルムからなる2枚の原反を、各原反の幅方向の端部を互いに重ね合わせて又は突き合わせて接触させた状態で走行させる走行経路が形成され、前記一対の溶着部はそれぞれ、前記一対の無端帯状体の内側の、前記走行経路に対向する位置に配置され、
前記一対の溶着部はそれぞれ、少なくとも1つの熱板式加熱機構と、前記熱板式加熱機構の近傍に配置された第1の冷却機構と、前記熱板式加熱機構の下流側に配置された押圧ロールと、前記押圧ロールの下流側に配置された第2の冷却機構とを備え、
前記第1の冷却機構は、前記熱板式加熱機構から前記2枚の原反の対象領域以外の領域への熱伝播を抑制するように設けられることを特徴とする溶着装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019555381A JPWO2019103123A1 (ja) | 2017-11-27 | 2018-11-22 | 接合体、その製造方法及び溶着装置 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017226590 | 2017-11-27 | ||
| JP2017-226590 | 2017-11-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019103123A1 true WO2019103123A1 (ja) | 2019-05-31 |
Family
ID=66630647
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/043276 WO2019103123A1 (ja) | 2017-11-27 | 2018-11-22 | 接合体、その製造方法及び溶着装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2019103123A1 (ja) |
| WO (1) | WO2019103123A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102022101223A1 (de) | 2022-01-19 | 2023-07-20 | Vector Foiltec Gmbh | Verfahren zum Verschweißen einer Architektur-Folie entlang einer Schweißnaht sowie Architektur-Folie |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH058298A (ja) * | 1990-12-20 | 1993-01-19 | Nippon Valqua Ind Ltd | 熱可塑性樹脂の融着方法及び融着装置 |
| JPH06883A (ja) * | 1992-06-23 | 1994-01-11 | Kuinraito Denshi Seiko Kk | 合成樹脂シートの熱板式連続溶着装置 |
| JPH0634091Y2 (ja) * | 1990-08-02 | 1994-09-07 | 三ツ星ベルト株式会社 | 熱可塑性樹脂ベルト用ジョイントプレス |
| JP2005212311A (ja) * | 2004-01-30 | 2005-08-11 | Hagihara Industries Inc | 熱可塑性樹脂シートの接合方法 |
| JP2010120224A (ja) * | 2008-11-18 | 2010-06-03 | C I Kasei Co Ltd | シート接合体の製造方法 |
-
2018
- 2018-11-22 JP JP2019555381A patent/JPWO2019103123A1/ja active Pending
- 2018-11-22 WO PCT/JP2018/043276 patent/WO2019103123A1/ja active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0634091Y2 (ja) * | 1990-08-02 | 1994-09-07 | 三ツ星ベルト株式会社 | 熱可塑性樹脂ベルト用ジョイントプレス |
| JPH058298A (ja) * | 1990-12-20 | 1993-01-19 | Nippon Valqua Ind Ltd | 熱可塑性樹脂の融着方法及び融着装置 |
| JPH06883A (ja) * | 1992-06-23 | 1994-01-11 | Kuinraito Denshi Seiko Kk | 合成樹脂シートの熱板式連続溶着装置 |
| JP2005212311A (ja) * | 2004-01-30 | 2005-08-11 | Hagihara Industries Inc | 熱可塑性樹脂シートの接合方法 |
| JP2010120224A (ja) * | 2008-11-18 | 2010-06-03 | C I Kasei Co Ltd | シート接合体の製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102022101223A1 (de) | 2022-01-19 | 2023-07-20 | Vector Foiltec Gmbh | Verfahren zum Verschweißen einer Architektur-Folie entlang einer Schweißnaht sowie Architektur-Folie |
| WO2023138739A1 (de) | 2022-01-19 | 2023-07-27 | Vector Foiltec Gmbh | VERFAHREN ZUM VERSCHWEIßEN EINER ARCHITEKTUR-FOLIE ENTLANG EINER SCHWEIßNAHT SOWIE ARCHITEKTUR-FOLIE |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2019103123A1 (ja) | 2020-12-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2244878B1 (en) | Multi-layer article | |
| US20140318591A1 (en) | Self-corrugating laminates useful in the manufacture of thermoelectric devices and corrugated structures therefrom | |
| US20100119760A1 (en) | Barrier structure and method for making | |
| WO2019103123A1 (ja) | 接合体、その製造方法及び溶着装置 | |
| US20140087147A1 (en) | Self-corrugating laminates and methods of making them | |
| WO2019103117A1 (ja) | 接合体、その製造方法、溶着装置及び無端帯状体 | |
| JP5453134B2 (ja) | 網状体 | |
| US6776935B2 (en) | Continuous process for making glittering cube corner sheeting | |
| JP4802389B2 (ja) | プラスチック中空板、その製造方法および製造装置 | |
| US6066385A (en) | Laminator film | |
| US20110011390A1 (en) | Continuous lamination of polymethylemethacrylate (pmma) film in the manufacture of a fresnel lens | |
| JP6597623B2 (ja) | エチレン−テトラフルオロエチレン共重合体シートおよびその製造方法 | |
| US10112370B2 (en) | Multilayer shrink film made of polyester with improved processing properties | |
| EP1486316B1 (en) | Method of bonding fluororesin films | |
| US20020188085A1 (en) | Ethylene-tetrafluoroethylene and tetrafluoroethylene-hexafluoropropylene copolymer films excellent in light transparency | |
| TW201031513A (en) | Method for producing surface treated fluororesin film | |
| JP2002240144A (ja) | 低複屈折のフッ素樹脂フィルム | |
| KR101738199B1 (ko) | 열수축에 의해 고정된 필라멘트와 필름을 가진 암형 루프부 | |
| JP2005212311A (ja) | 熱可塑性樹脂シートの接合方法 | |
| WO2012169394A1 (ja) | 網状体及びその製造方法 | |
| JP6022184B2 (ja) | 中空構造板の製造方法 | |
| JP6095447B2 (ja) | 中空構造板の製造方法及び中空構造板 | |
| WO2022196108A1 (ja) | 溶着フィルム及びその製造方法 | |
| JP4273827B2 (ja) | 熱可塑性樹脂フィルムの製造方法および熱可塑性樹脂フィルム | |
| JP4918027B2 (ja) | ポリオレフィン系樹脂織成シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18882061 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2019555381 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 18882061 Country of ref document: EP Kind code of ref document: A1 |