WO2018135152A1 - フィン、フィンを備えた熱交換器、及びフィンの製造方法 - Google Patents
フィン、フィンを備えた熱交換器、及びフィンの製造方法 Download PDFInfo
- Publication number
- WO2018135152A1 WO2018135152A1 PCT/JP2017/043081 JP2017043081W WO2018135152A1 WO 2018135152 A1 WO2018135152 A1 WO 2018135152A1 JP 2017043081 W JP2017043081 W JP 2017043081W WO 2018135152 A1 WO2018135152 A1 WO 2018135152A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- metal plate
- fin
- roller
- thickness
- peak
- Prior art date
Links
Images








Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F1/00—Tubular elements; Assemblies of tubular elements
- F28F1/10—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses
- F28F1/40—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only inside the tubular element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/02—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers
- B21D53/022—Making the fins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D1/00—Straightening, restoring form or removing local distortions of sheet metal or specific articles made therefrom; Stretching sheet metal combined with rolling
- B21D1/05—Stretching combined with rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D13/00—Corrugating sheet metal, rods or profiles; Bending sheet metal, rods or profiles into wave form
- B21D13/04—Corrugating sheet metal, rods or profiles; Bending sheet metal, rods or profiles into wave form by rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/02—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers
- B21D53/08—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers of both metal tubes and sheet metal
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F1/00—Tubular elements; Assemblies of tubular elements
- F28F1/02—Tubular elements of cross-section which is non-circular
- F28F1/025—Tubular elements of cross-section which is non-circular with variable shape, e.g. with modified tube ends, with different geometrical features
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F1/00—Tubular elements; Assemblies of tubular elements
- F28F1/10—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses
- F28F1/12—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element
- F28F1/126—Tubular elements and assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with projections, with recesses the means being only outside the tubular element consisting of zig-zag shaped fins
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F3/00—Plate-like or laminated elements; Assemblies of plate-like or laminated elements
- F28F3/02—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations
- F28F3/025—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations the means being corrugated, plate-like elements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/03—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with plate-like or laminated conduits
- F28D1/0391—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with plate-like or laminated conduits a single plate being bent to form one or more conduits
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/04—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits
- F28D1/053—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight
- F28D1/0535—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight the conduits having a non-circular cross-section
- F28D1/05366—Assemblies of conduits connected to common headers, e.g. core type radiators
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2215/00—Fins
- F28F2215/04—Assemblies of fins having different features, e.g. with different fin densities
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2225/00—Reinforcing means
- F28F2225/06—Reinforcing means for fins
Definitions
- the present disclosure relates to a corrugated fin formed by bending a metal plate into a corrugated shape, a heat exchanger provided with the fin, and a method of manufacturing the fin.
- a heat exchanger such as a radiator provided in a vehicle is provided with fins for increasing the contact area with the fluid.
- fins include inner fins disposed inside tubes through which fluid flows and outer fins disposed at positions between adjacent tubes.
- Patent Document 1 describes a heat exchanger provided with the inner fin and outer fin as described above.
- Each fin is formed such that peaks and valleys formed so as to extend linearly along a predetermined direction are alternately arranged along a direction perpendicular to the predetermined direction.
- the peaks of the peaks and valleys are brazed to the wall of the tube.
- a phenomenon may occur in which a part of the metal plate is eroded by the molten brazing material. Such a phenomenon is also called “erosion”. Erosion is particularly likely to occur when a thin metal plate made of aluminum, for example, is joined with a brazing material made of AL-Si. When a metal plate is thin, the whole in the thickness direction may be eroded by the brazing material.
- This disclosure is intended to provide a fin capable of preventing erosion by a brazing material, a heat exchanger using the fin, and a method for manufacturing the fin.
- the fin according to the present disclosure is a corrugated fin formed by bending a metal plate into a corrugated shape, and is formed so as to extend along a first direction and a peak portion formed so as to extend along the first direction. And a hypotenuse that connects between a peak and a valley adjacent to each other.
- the crests and troughs are formed alternately along the second direction perpendicular to the first direction, and the thickness of the metal plate at each apex of the crests and troughs is It is thicker than the metal plate.
- the entire apex of each peak and valley is brought into contact with the wall of the tube clad with the brazing material. Heat.
- the portion of the fin that touches the molten brazing material that is, the peak of the peak and valley
- the hypotenuse is thicker than the hypotenuse, so even if erosion occurs in that portion, at least the thickness In the central portion of the direction, the base material of the fin remains without being eroded. That is, the entire fin in the thickness direction is prevented from being eroded by the brazing material.
- the fin having such a shape may be formed by compressing at least a portion of the metal plate that is the oblique side portion with a pair of rollers, and reducing the thickness of the metal plate in the portion compared to the thickness of the mountain portion or the like. Can be manufactured.
- a fin capable of preventing erosion by the brazing material, a heat exchanger using the fin, and a method for manufacturing the fin are provided.
- FIG. 1 is a diagram showing an overall structure of a heat exchanger according to the present embodiment.
- FIG. 2 is a cross-sectional view showing the configuration of the tube of the heat exchanger of FIG.
- FIG. 3 is a diagram showing the shape of the fin.
- FIG. 4 is a diagram for explaining a fin manufacturing method.
- FIG. 5 is a diagram illustrating a state where the fin is formed by the roller.
- FIG. 6 is a diagram illustrating a state where the fin is formed by the roller.
- FIG. 7 is a diagram illustrating a state where the fin is formed by the roller.
- FIG. 8 is a diagram illustrating a state where the fin is corrected by the roller.
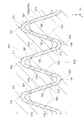
- FIG. 9 is a diagram for explaining a fin manufacturing method according to a comparative example.
- the configuration of the heat exchanger 10 will be described.
- the heat exchanger 10 is configured as a condenser for a refrigeration cycle included in a vehicle air conditioner (not shown).
- heat exchange is performed between the passing refrigerant and air, whereby the refrigerant is condensed and changed from the gas phase to the liquid phase.
- the heat exchanger 10 includes a tank 11, a tank 12, a tube 200, and fins 13.
- the tank 11 is a container for temporarily storing refrigerant supplied from the outside.
- the tank 11 is formed as a substantially cylindrical elongated container, and is arranged with its longitudinal direction aligned with the vertical direction.
- the receiving part 14 is formed in the part above the position which becomes the center in the up-down direction of the tank 11.
- the receiving unit 14 is a part that receives a refrigerant supplied from the outside and allows the refrigerant to flow into the tank 11.
- the receiving part 14 is formed as a connector for connecting a pipe through which a refrigerant flows in the refrigeration cycle.
- the tank 12 is provided as a container for temporarily storing the refrigerant, like the tank 11.
- the tank 12 is formed as a long and narrow container having a substantially cylindrical shape, and is arranged in a state where its longitudinal direction is along the vertical direction.
- the tank 12 is arranged so that its longitudinal direction is parallel to the longitudinal direction of the tank 11.
- the discharge part 15 is formed in the part below the position which becomes the center in the up-down direction of the tank 12.
- the discharge part 15 is a part for discharging the refrigerant that has reached the tank 12 through the tube 200 to the outside.
- the discharge portion 15 is formed as a connector for connecting a pipe through which a refrigerant flows in the refrigeration cycle.
- the tube 200 is a metal pipe formed in a cylindrical shape, and a plurality of tubes 200 are provided in the heat exchanger 10. As shown in FIG. 2, a flow path FP through which a refrigerant flows is formed inside the tube 200.
- the shape of the tube 200 in a cross section perpendicular to the refrigerant flow direction is a flat shape, and the longitudinal direction of the flat shape is the air flow direction (the direction perpendicular to the paper surface in FIG. 1 and the left and right in FIG. 2). Direction).
- the tube 200 has an outer portion 210 and fins 100.
- the outer portion 210 is a plate-like member made of a thin aluminum alloy.
- the outer portion 210 is bent at the center portion (right portion in FIG. 2), and is crimped in a state where the end portions (left portion in FIG. 2) are overlapped.
- the fin 100 is formed by bending a metal plate into a corrugated shape, and is disposed inside the tube 200, that is, in the flow path FP.
- the fin 100 increases the contact area with the refrigerant in the flow path FP. Thereby, heat transfer to the refrigerant flowing through the flow path FP is efficiently performed.
- the fin 100 is provided as a so-called “inner fin”.
- the fin 100 corresponds to the “corrugated fin” in the present embodiment. The specific shape of the fin 100 will be described later.
- each tube 200 has one end connected to the tank 11 and the other end connected to the tank 12. As a result, the internal space of the tank 11 communicates with the internal space of the tank 12 via each tube 200.
- Each tube 200 has a longitudinal direction perpendicular to the longitudinal direction of the tank 11 and the like, and is held in a stacked state along the longitudinal direction (that is, the vertical direction) of the tank 11 and the like. .
- the fin 13 is formed by bending a metal plate into a corrugated shape, and is inserted between adjacent tubes 200. Each top part (portion which becomes the peak of a peak part and a trough part) of the fin 13 used as a wave form is soldered to the side surface (upper and lower surface) of the tube 200. As shown in FIG. During the operation of the refrigeration cycle, the heat of the refrigerant is transmitted to the air via the tube 200 and also to the air via the tube 200 and the fins 13. That is, the contact area with the air is increased by the fins 13, whereby heat exchange between the air and the refrigerant is performed efficiently. In this way, the fin 13 is provided as a so-called “outer fin”.
- the portion where all the stacked tubes 200 and fins 13 are disposed is a portion where heat is exchanged between air and the refrigerant, and is a portion referred to as a so-called “heat exchange core portion”.
- Side plates 16 and 17 that are metal plates are provided at positions on both the upper and lower sides of the heat exchange core portion. The side plates 16 and 17 are for reinforcing the heat exchange core portion and maintaining its shape by sandwiching the heat exchange core portion from both the upper and lower sides.
- the refrigerant flow when the refrigeration cycle is operating will be described.
- the refrigerant is compressed by a compressor (not shown) on the upstream side of the heat exchanger 10 in the refrigeration cycle, and is supplied to the heat exchanger 10 with its temperature and pressure increased. At this time, almost the entire refrigerant is in a gas phase.
- the refrigerant flows into the tank 11 from the receiving portion 14 and is temporarily stored in the internal space of the tank 11.
- the refrigerant flows from the tank 11 into each tube 200 and flows toward the tank 12 through the flow path FP.
- the refrigerant reaching the tank 12 is temporarily stored in the internal space of the tank 12, It is discharged from the discharge unit 15 to the outside. Thereafter, the refrigerant flows toward an expansion valve (not shown) disposed downstream of the heat exchanger 10 in the refrigeration cycle.
- each tube 200 When the refrigerant flows through the inside of each tube 200 (flow path FP), it is cooled by external air that passes through the heat exchange core portion. That is, heat is released from the refrigerant to the air. Thereby, the refrigerant
- the internal space of the tank 11 or the tank 12 may be partitioned by a separator, and the refrigerant may be folded between the tank 11 and the tank 12 and flow.
- the heat exchanger 10 may be used as an evaporator instead of a condenser.
- the fluid flowing inside the heat exchanger 10 may be a fluid other than the refrigerant.
- the heat exchanger 10 may be configured as a radiator for radiating heat from cooling water that has passed through the internal combustion engine.
- the direction from the front side to the back side of the page is the x direction, and the x axis is set along the same direction.
- the direction perpendicular to the x direction and from the left to the right is the y direction, and the y axis is set along the same direction.
- the direction perpendicular to the x direction and the y direction and from the lower side to the upper side is defined as the z direction, and the z axis is set along the same direction. The same applies to FIG.
- a plurality of peak portions 110 protruding toward the z direction side are formed so as to extend along the x direction.
- a plurality of valleys 120 protruding toward the ⁇ z direction are formed so as to extend along the x direction.
- the x direction corresponds to the “first direction” in the present embodiment.
- the plurality of peak portions 110 and valley portions 120 are formed so as to be alternately arranged along the y direction perpendicular to the x direction. This y direction corresponds to the “second direction” in the present embodiment.
- the crests 110 and the valleys 120 adjacent to each other are connected by a hypotenuse 130 that is a portion inclined with respect to the y-axis.
- the peak part 110 and the trough part 120 in this embodiment are parts which have mutually symmetrical shapes along the z axis. For this reason, depending on the direction in which the fin 100 is viewed, the peak 110 can be a “valley” and the valley 120 can be a “mountain”. This is referred to as “mountain portion 110”, and the portion denoted by reference numeral 120 is referred to as “valley portion 120”.
- the thickness of the fin 100 that is, the distance along the z-axis from the peak of the peak 110 to the peak of the valley 120 is uniform as a whole. In FIG. 3, the thickness of such a fin 100 is shown as thickness D10.
- each peak portion 110 included in the fin 100 is in contact with the inner wall surface 211 on the z-direction side of the outer portion 210 and is brazed to the inner wall surface 211 by a brazing material (not shown).
- the apex of each valley portion 120 included in the fin 100 is in contact with the inner wall surface 212 on the ⁇ z direction side of the outer shell portion 210, and is brazed to the inner wall surface 212 by a brazing material (not shown).
- These brazing materials are previously arranged as layers covering the surfaces of the inner wall surfaces 211 and 212. That is, the outer portion 210 is previously formed as a so-called “cladding material”.
- both are heated by a heating furnace in a state where the fin 100 is disposed inside the outer portion 210 as shown in FIG.
- the brazing material covering the surfaces of the inner wall surfaces 211 and 212 is melted, and both the fin 100 and the outer portion 210 are wetted by the brazing material.
- the brazing material is solidified, and the fins 100 are brazed to the outer portion 210.
- both the outer portion 210 and the fin 100 are made of aluminum.
- the brazing material is made of an Al—Si alloy.
- a phenomenon may occur in which part of the fin 100 is eroded by the molten brazing material. Such a phenomenon is also called “erosion”. Since the fin 100 is a thin metal plate, there is a concern that the whole in the thickness direction is eroded by the brazing material. However, the fin 100 according to the present embodiment prevents the entire thickness direction from being eroded by the brazing material by devising the thickness.
- the thickness of the fin 100 is not uniform as a whole, and a part thereof is thicker than the other parts. Specifically, the thickness D1 of the metal plate at each vertex of the peak portion 110 and the valley portion 120 is thicker than the thickness D2 of the metal plate at the oblique side portion 130. In other words, the thickness D1 of the portion of the fin 100 that is brazed to the outer portion 210 is thicker than the thickness D2 of the portion that is not brazed.
- the fins 100 are thicker at the apexes of the mountain part 110 and the valley part 120 that are brazed. For this reason, even if the erosion as described above occurs when the fin 100 is in contact with the brazing material, the entire fin 100 in the thickness direction is not eroded by the brazing material. Further, since the thickness of the fin 100 is thin at the oblique side portion 130, the weight of the fin 100 does not become too large, and the material cost of the fin 100 does not become too large. Thus, in 100 according to the present embodiment, it is possible to suppress erosion of the fin 100 due to erosion while suppressing an increase in the weight and material cost of the fin 100. Moreover, the increase in the weight and material cost of the heat exchanger 10 provided with the fin 100 can also be suppressed.
- FIG. 4 schematically shows an installation for manufacturing the fin 100.
- the facility includes a material M, a support roller R01, molding rollers R11 and R12, and correction rollers R21 and R22.
- the material M is a cylindrical shape obtained by winding a flat metal plate 100A that is a material of the fin 100.
- the material M is arranged with its central axis along the depth direction of the paper, and rotates around the central axis in the clockwise direction in FIG. Thereby, the metal plate 100A is fed into the support roller R01.
- the support roller R01 rotates while supporting the metal plate 100A from the lower side, and sends the metal plate 100A toward the forming rollers R11 and R12. After passing through the support roller R01, the metal plate 100A is substantially along a horizontal plane.
- Processing oil is supplied from the oil supply parts S1 and S2 to the metal plate 100A after passing through the support roller R01.
- the processing oil is for reducing friction between the forming rollers R11 and R12 and the metal plate 100A.
- the oil supply units S1 and S2 are disposed on the upper surface side and the lower surface side of the metal plate 100A, respectively, and inject processing oil onto each surface of the metal plate 100A.
- the process until the metal plate 100A delivered from the material M reaches the forming rollers R11 and R12 is a process of preparing the flat metal plate 100A, and corresponds to the “preparation process” in the present embodiment.
- the forming rollers R11 and R12 are for forming the metal plate 100A into a corrugated shape by sandwiching the metal plate 100A in the vertical direction to form the fins 100.
- the forming rollers R11 and R12 are both generally cylindrical rollers, and are arranged in a state where the central axis is along the depth direction of the paper.
- the forming roller R11 disposed on the upper side rotates around its central axis in the counterclockwise direction in FIG.
- the forming roller R12 disposed on the lower side rotates around the central axis in the clockwise direction in FIG.
- the molding roller R11 corresponds to the “first roller” in the present embodiment
- the molding roller R12 corresponds to the “second roller” in the present embodiment.
- FIGS. 5 to 7 schematically show a cross section perpendicular to the direction in which the metal plate 100A is fed.
- FIG. 7 shows a cross section in a portion where the forming roller R11 and the forming roller R12 are closest to each other.
- FIG. 5 shows a cross section on the front side (left side in FIG. 4) from the position shown in FIG. 6 is a cross section of the metal plate 100A and the like on the near side (left side in FIG. 4) from the position shown in FIG. 7 and on the back side (right side in FIG. 4) from the position shown in FIG. It is shown.
- a plurality of concave portions 311 and convex portions 312 are formed on the surface of the forming roller R11, and these are alternately arranged along the y direction.
- the concave portion 311 is retracted toward the z direction, and the convex portion 312 is projected toward the ⁇ z direction (that is, the molding roller R12 side).
- Each recessed part 311 is a part for receiving the metal plate 100 ⁇ / b> A and forming the peak part 110.
- Each convex portion 312 is a portion for pushing the metal plate 100 ⁇ / b> A to form the valley portion 120.
- An inclined portion 313 is formed between the concave portion 311 and the convex portion 312.
- the inclined portion 313 is a portion for forming the oblique side portion 130 while sandwiching and pressing the metal plate 100A together with the inclined portion 323 described later.
- a plurality of convex portions 321 and concave portions 322 are formed on the surface of the molding roller R12, and these are alternately arranged along the y direction.
- the convex portion 321 protrudes in the z direction (that is, the molding roller R11 side) at a position facing the concave portion 311 along the z axis.
- the concave portion 322 recedes in the ⁇ z direction at a position facing the convex portion 312 along the z axis.
- Each convex part 321 is a part for pushing in the metal plate 100 ⁇ / b> A to form the peak part 110.
- Each recess 322 is a part for receiving the metal plate 100 ⁇ / b> A and forming the valley 120.
- An inclined portion 323 is formed between the convex portion 321 and the concave portion 322, that is, at a position facing the inclined portion 313 along the z axis.
- the inclined portion 323 is a portion for forming the oblique side portion 130 while sandwiching and pressing the metal plate 100A together with the inclined portion 313.
- the forming rollers R11 and R12 are not yet in contact with the metal plate 100A. For this reason.
- the metal plate 100A remains substantially flat.
- the convex portion 312 and the convex portion 321 are in contact with the metal plate 100A, and the metal plate 100A starts to be formed into a corrugated shape.
- the distance between the forming roller R11 and the forming roller R12 is the smallest.
- the distance between the inclined portion 313 and the inclined portion 323 at this position is smaller than the original thickness of the metal plate 100A. For this reason, since the metal plate 100A is sandwiched and compressed between the inclined portion 313 and the inclined portion 323 at a plurality of portions, the thickness at the portion is reduced.
- This portion is a portion that becomes the oblique side portion 130 of the fin 100.
- the distance between the concave portion 311 and the convex portion 321 facing each other and the distance between the convex portion 312 and the concave portion 322 are larger than the original thickness of the metal plate 100A, and the thickness D1 shown in FIG. Even bigger than. For this reason, in the part which contact
- the material of the metal plate 100A is pushed out to an uncompressed portion. That is, the metal plate 100A is deformed so that the metal material moves toward a portion of the metal plate 100A facing the convex portion 312 and the convex portion 321.
- the movement of the metal material as described above is indicated by a plurality of arrows.
- the thickness of the portion of the metal plate 100A facing the recess 311 becomes thicker than the thickness of the portion compressed by the inclined portion 313 and the inclined portion 323.
- the metal plate 100 ⁇ / b> A comes into contact with the surface of the recess 311 and is separated from the projection 321.
- a portion of the metal plate 100A that faces the recess 311 is not compressed by the recess 311 and the projection 321.
- the thickness of the portion of the metal plate 100A facing the recess 322 is thicker than the thickness of the portion compressed by the inclined portion 313 and the inclined portion 323.
- the metal plate 100A is in contact with the surface of the recess 322 and is separated from the projection 312. In the process of forming the metal plate 100A in this way, the portion of the metal plate 100A that faces the concave portion 322 is not compressed by the concave portion 322 and the convex portion 312.
- the metal plate 100A is formed into a corrugated shape by being sandwiched between the forming roller R11 and the forming roller R12.
- This step corresponds to the “forming step” in the present embodiment.
- the metal plate 100A is partially compressed so that the thickness of the metal plate 100A at each apex of the peak portion 110 and the valley portion 120 is thicker than the thickness of the hypotenuse portion 130.
- the portion of the metal plate 100A that becomes the oblique side portion 130 is compressed by the inclined portion 313 of the forming roller R11 and the inclined portion 323 of the forming roller R12, thereby reducing the thickness of the metal plate 100A in the portion. Is done.
- a portion of the metal plate 100A that becomes the peak 110 (portion facing the recess 311) and a portion of the metal plate 100A that becomes the valley 120 (portion facing the recess 322). Is not compressed by the forming roller R11 and the forming roller R12. It replaces with such an aspect, and it is good also as a part which becomes the peak part 110 and the trough part 120 among the metal plates 100A being compressed by the forming roller R11 and the forming roller R12.
- the distance between the concave portion 311 and the convex portion 321 facing each other in the state of FIG. 7 and the distance between the convex portion 312 and the concave portion 322 are the same as the thickness D1 shown in FIG. It may be a distance.
- portions of the metal plate 100A that become the peak portions 110 and the valley portions 120 are also compressed by the forming roller R11.
- the amount of compression of the portion that becomes the oblique side portion 130 of the metal plate 100A is compressed. Smaller than. Even in such an embodiment, the fin 100 having the shape shown in FIG. 3 can be manufactured.
- the straightening rollers R21 and R22 sandwich the metal plate 100A after passing through the forming rollers R11 and R12, that is, the metal plate 100A in a state where the crests 110 and the troughs 120 are formed, so that the thickness of the fin 100 This is to make the thickness uniform throughout.
- the correction rollers R21 and R22 are both generally cylindrical rollers, and are arranged in a state in which the central axis thereof is along the depth direction of the paper.
- the correction roller R21 disposed on the upper side rotates around its central axis in the counterclockwise direction in FIG.
- the correction roller R22 disposed on the lower side rotates around the central axis in the clockwise direction in FIG.
- FIG. 8 shows a cross section of the portion where the straightening roller R21 and the straightening roller R22 are closest to each other.
- the distance between the correction roller R21 and the correction roller R22 is equal to or smaller than the thickness D10 of the fin 100 shown in FIG.
- the correction roller R21 corresponds to the “third roller” in the present embodiment
- the correction roller R22 corresponds to the “fourth roller” in the present embodiment.
- the metal plate 100A on which the peak portion 110 and the valley portion 120 are formed is sandwiched between the correction roller R21 and the correction roller R22, so that the thickness of the fin 100 is uniform as a whole. It is said.
- This step corresponds to the “correction step” in the present embodiment.
- the thickness of the fin 100 may vary depending on the location. However, in the present embodiment, the thickness of the fin 100 can be made uniform as a whole through the correction process as described above.
- the metal plate 100A is formed into a corrugated shape by sandwiching the initially flat metal plate 100A with upper and lower rollers (rollers R101, R102, etc.).
- rollers R101, R102, etc. rollers
- a plurality of pairs of rollers for forming the metal plate 100A into a corrugated shape are provided so as to be lined up along the direction in which the metal plate 100A is fed.
- the metal plate 100A is formed each time it passes through each roller, and its shape is changed stepwise.
- FIG. 9 the cross-sectional shape of the metal plate 100 ⁇ / b> A immediately after passing through each roller is shown at a position on the upper stage of the roller.
- Each cross-sectional shape is shown in a state where the width direction of the metal plate 100A (the depth direction in the drawing in the lower drawing) is aligned with the vertical direction of FIG.
- rollers R101 and R102 arranged on the leftmost side rotate in the same manner as the forming rollers R11 and R12 shown in FIG. 4, respectively, and feed the metal plate 100A to the right side.
- One recess (not shown) that recedes inward is formed at the center in the width direction of the roller R101 arranged at the top.
- one convex part (not shown) which protrudes toward the outer side is formed in the position which opposes said recessed part among roller R102 arrange
- Rollers R111 and R112 are arranged on the right side of the rollers R101 and R102.
- a concave portion (not shown) similar to the roller R101 is formed on the roller R111 arranged at the upper portion, and a convex portion (not shown) similar to the roller R102 is formed on the roller R112 arranged at the lower portion.
- the shape of these convex portions and concave portions corresponds to the shape of the peak portion 110 finally formed in the fin.
- the convex portion 111 formed on the metal plate 100A is shaped so as to have the above-described shape when passing through the rollers R111 and R112, and becomes a peak portion 110.
- the metal plate 100A passes the roller, the crest 110 and the trough 120 increase at a position that is the center in the width direction of the metal plate 100A. That is, the metal plate 100A is formed such that the region in which the peak portion 110 and the valley portion 120 are formed in the metal plate 100A gradually spreads outward from the center position in the width direction.
- the metal plate 100A is completely formed, and the metal plate 100A has a final fin shape.
- the thickness of the metal plate 100A (that is, the thickness of the fin) is substantially the same as the thickness of the metal plate 100A at the beginning.
- the dimension in the width direction of the metal plate 100A becomes smaller every time a convex portion that becomes the peak portion 110 or a concave portion that becomes the valley portion 120 is newly formed.
- the dimension in the width direction of the metal plate 100A at the beginning is shown as a width W01.
- the dimension in the width direction of the final metal plate 100A is shown as a width W06 smaller than the width W01.
- formation of the crest 110 and the trough 120 using a roller is performed a plurality of times. This is because if all the crests 110 and the like are formed at a time by using only one set of rollers, the pulling amount of the metal plate 100A along the width direction becomes too large, and a part of the metal plate 100A is damaged. Because.
- the shape and manufacturing method of the fin 100 used as the inner fin of the heat exchanger 10 have been described above, the shape and manufacturing method of the fin 100 may be applied to the fin 13 that is an outer fin.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Geometry (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
- Straightening Metal Sheet-Like Bodies (AREA)
Abstract
波形フィン(100)は、第1方向に沿って伸びるように形成された山部(110)と、前記第1方向に沿って伸びるように形成された谷部(120)と、互いに隣り合う前記山部と前記谷部との間を繋いでいる斜辺部(130)と、を備える。 前記山部及び前記谷部は、前記第1方向とは垂直な第2方向に沿って交互に並ぶように形成されており、前記山部及び前記谷部のそれぞれの頂点における前記金属板の厚さが、前記斜辺部における前記金属板の厚さよりも厚くなっている。
Description
本出願は、2017年1月20日に出願された日本国特許出願2017-008229号に基づくものであって、その優先権の利益を主張するものであり、その特許出願の全ての内容が、参照により本明細書に組み込まれる。
本開示は、金属板を波形に折り曲げることにより形成された波形フィン、当該フィンを備えた熱交換器、及び当該フィンの製造方法に関する。
例えば車両に設けられるラジエータ等の熱交換器には、流体との接触面積を増加させるためのフィンが設けられる。このようなフィンとしては、流体が流れるチューブの内部に配置されるインナーフィンや、互いに隣り合うチューブの間となる位置に配置されるアウターフィンが挙げられる。
下記特許文献1には、上記のようなインナーフィン及びアウターフィンを備えた熱交換器が記載されている。それぞれのフィンは、所定方向に沿って直線状に伸びるように形成された山部及び谷部が、上記所定方向とは垂直な方向に沿って交互に並ぶように形成されている。山部及び谷部のそれぞれの頂点は、チューブの壁面に対してろう接されている。
ところで、フィンのような薄い金属板をろう材によって接合する際においては、金属板の一部が溶融したろう材によって浸食されてしまう現象が生じることがある。このような現象は「エロージョン」とも称される。エロージョンは、例えばアルミニウムからなる薄い金属板を、AL-Siからなるろう材により接合する際において特に生じやすい。金属板が薄い場合には、その厚さ方向における全体がろう材により浸食されてしまうことがある。
フィンの接合時において、上記のようなエロージョンによる浸食を防止するための対策としては、例えばフィン全体の板厚を厚くすることが考えられる。しかしながら、フィン全体の板厚を厚くすると、熱交換器を流体が通過する際における流路抵抗が大きくなってしまい、熱交換の効率が低下してしまうことが懸念される。加えて、熱交換器の重量及び材料費の増加を招いてしまうという問題も生じる。
本開示は、ろう材により浸食されてしまうことを防止することのできるフィン、当該フィンを用いた熱交換器、及び当該フィンの製造方法を提供することを目的とする。
本開示に係るフィンは、金属板を波形に折り曲げることにより形成された波形フィンであって、第1方向に沿って伸びるように形成された山部と、第1方向に沿って伸びるように形成された谷部と、互いに隣り合う山部と谷部との間を繋いでいる斜辺部と、を備える。山部及び谷部は、第1方向とは垂直な第2方向に沿って交互に並ぶように形成されており、山部及び谷部のそれぞれの頂点における金属板の厚さが、斜辺部における金属板の厚さよりも厚くなっている。
このような構成のフィンをチューブに対してろう接する際には、例えば、それぞれの山部及び谷部の頂点を、ろう材がクラッドされたチューブの壁面に対して当接させた状態で全体を加熱する。このとき、フィンのうち溶融したろう材に触れる部分(つまり、山部及び谷部の頂点)は、斜辺部に比べて厚くなっているので、当該部分においてエロージョンが生じたとしても、少なくとも厚さ方向の中心部においてはフィンの母材が浸食されることなく残ることとなる。つまり、フィンの厚さ方向における全体がろう材により浸食されてしまうことが防止される。
このような形状のフィンは、例えば、金属板のうち少なくとも斜辺部となる部分を、一対のローラーにより圧縮し、当該部分における金属板の厚さを山部等の厚さに比べて薄くすることにより製造することができる。
本開示によれば、ろう材により浸食されてしまうことを防止することのできるフィン、当該フィンを用いた熱交換器、及び当該フィンの製造方法が提供される。
以下、添付図面を参照しながら本実施形態について説明する。説明の理解を容易にするため、各図面において同一の構成要素に対しては可能な限り同一の符号を付して、重複する説明は省略する。
本実施形態に係る熱交換器10の構成について説明する。熱交換器10は、車両用空調装置(不図示)が有する冷凍サイクル用の凝縮器として構成されている。熱交換器10では、通過する冷媒と空気との間で熱交換が行われ、これにより冷媒が凝縮し気相から液相へと変化する。図1に示されるように、熱交換器10は、タンク11と、タンク12と、チューブ200と、フィン13と、を備えている。
タンク11は、外部から供給される冷媒を一時的に貯えるための容器である。タンク11は、略円柱形上の細長い容器として形成されており、その長手方向を上下方向に沿わせた状態で配置されている。
タンク11のうち、その上下方向において中央となる位置よりも上方側の部分には、受入部14が形成されている。受入部14は、外部から供給される冷媒を受け入れて、これをタンク11の内部に流入させる部分である。受入部14は、冷凍サイクルにおいて冷媒が流れる配管を接続するためのコネクタとして形成されている。
タンク12は、タンク11と同様に、冷媒を一時的に貯えるための容器として設けられている。タンク12は、略円柱形上の細長い容器として形成されており、その長手方向を上下方向に沿わせた状態で配置されている。タンク12は、その長手方向がタンク11の長手方向と平行となるように配置されている。
タンク12のうち、その上下方向において中央となる位置よりも下方側の部分には、排出部15が形成されている。排出部15は、チューブ200を通ってタンク12に到達した冷媒を、外部に排出するための部分である。排出部15は、タンク11の受入部14と同様に、冷凍サイクルにおいて冷媒が流れる配管を接続するためのコネクタとして形成されている。
チューブ200は、筒状に形成された金属製の配管であって、熱交換器10に複数本備えられている。図2に示されるように、チューブ200の内部には、冷媒が流れる流路FPが形成されている。冷媒の流れ方向に対して垂直な断面におけるチューブ200の形状は扁平形状となっており、当該扁平形状の長手方向は空気の流れ方向(図1においては紙面に垂直な方向、図2においては左右方向)に沿っている。
図2に示されるように、チューブ200は外郭部210とフィン100とを有している。外郭部210は薄いアルミニウム合金からなる板状の部材である。外郭部210は、その中央部(図2では右側の部分)において折り曲げられており、その端部同士(図2では左側の部分)を重ね合わせた状態でカシメられている。
フィン100は、金属板を波形に折り曲げることにより形成されたものであって、チューブ200の内部、すなわち流路FPに配置されている。フィン100により、流路FPにおける冷媒との接触面積が大きくなっている。これにより、流路FPを流れる冷媒への熱伝達が効率的に行われる。このように、フィン100は所謂「インナーフィン」として設けられている。フィン100は、本実施形態における「波形フィン」に該当するものである。フィン100の具体的な形状については後に説明する。
図1に示されるように、それぞれのチューブ200は、その一端がタンク11に接続されており、その他端がタンク12に接続されている。これにより、タンク11の内部空間は、それぞれのチューブ200を介して、タンク12の内部空間と連通されている。
また、それぞれのチューブ200は、その長手方向がタンク11等の長手方向とは垂直となっており、タンク11等の長手方向(つまり上下方向)に沿って互いに積層された状態で保持されている。
フィン13は、金属板を波形に折り曲げることにより形成されたものであって、隣り合うチューブ200の間に挿入されている。波状となっているフィン13のそれぞれの頂部(山部及び谷部の頂点となる部分)は、チューブ200の側面(上下面)にろう接されている。冷凍サイクルの動作中においては、冷媒の熱がチューブ200を介して空気に伝達される他、チューブ200及びフィン13を介しても空気に伝達される。つまり、空気との接触面積がフィン13によって大きくなっており、これにより空気と冷媒との熱交換が効率的に行われる。このように、フィン13は所謂「アウターフィン」として設けられている。
積層された全てのチューブ200及びフィン13が配置された部分は、空気と冷媒との間で熱交換が行われる部分であって、所謂「熱交換コア部」と称される部分である。熱交換コア部の上下両側となる位置には、金属板であるサイドプレート16、17が設けられている。サイドプレート16、17は、熱交換コア部を上下両側から挟み込むことにより、熱交換コア部を補強してその形状を維持するためのものである。
冷凍サイクルが動作しているときにおける冷媒の流れについて説明する。冷媒は、冷凍サイクルのうち熱交換器10よりも上流側において不図示の圧縮機により圧縮され、その温度及び圧力を上昇させた状態で熱交換器10に供給される。このとき、冷媒はそのほぼ全体が気相の状態となっている。当該冷媒は、受入部14からタンク11の内部に流入し、タンク11の内部空間において一時的に貯えられる。冷媒は、タンク11からそれぞれのチューブ200の内部に流入し、流路FPを通ってタンク12に向かって流れる。
タンク12に到達した冷媒は、タンク12の内部空間において一時的に貯えられた後、
排出部15から外部へと排出される。その後、冷媒は、冷凍サイクルにおいて熱交換器10よりも下流側に配置された不図示の膨張弁に向かって流れる。
排出部15から外部へと排出される。その後、冷媒は、冷凍サイクルにおいて熱交換器10よりも下流側に配置された不図示の膨張弁に向かって流れる。
冷媒は、それぞれのチューブ200の内部(流路FP)を通って流れる際に、熱交換コア部を通過する外部の空気によって冷却される。つまり、冷媒から空気への放熱が行われる。これにより、チューブ200の内部を通る冷媒はその温度を低下させ、その一部又は全部が気相から液相へと変化する。また、熱交換コア部を通過する空気は加熱され、その温度を上昇させる。
尚、タンク11やタンク12の内部空間がセパレータで仕切られており、冷媒がタンク11とタンク12との間を折り返して流れるような構成としてもよい。また、熱交換器10は、凝縮器ではなく蒸発器として用いられるものであってもよい。更に、熱交換器10の内部を流れる流体は、冷媒以外の他の流体であってもよい。例えば、熱交換器10が、内燃機関用を通った冷却水から放熱させるためのラジエータとして構成されていてもよい。
フィン100の具体的な形状について、図2及び図3を参照しながら説明する。図2及び図3においては、紙面手前側から奥側に向かう方向をx方向としており、同方向に沿ってx軸を設定している。また、x方向に対し垂直な方向であって、左側から右側に向かう方向をy方向としており、同方向に沿ってy軸を設定している。更に、x方向及びy方向のそれぞれに対し垂直な方向であって、下側から上側に向かう方向をz方向としており、同方向に沿ってz軸を設定している。図5以降においても同様である。
金属板を波形に折り曲げることにより形成されたフィン100には、z方向側に向かって突出する複数の山部110が、x方向に沿って伸びるように形成されている。また、-z方向側に向かって突出する複数の谷部120が、同じくx方向に沿って伸びるように形成されている。このx方向は、本実施形態における「第1方向」に該当する。複数の山部110及び谷部120は、x方向とは垂直なy方向に沿って交互に並ぶように形成されている。このy方向は、本実施形態における「第2方向」に該当する。互いに隣り合う山部110と谷部120との間は、y軸に対して傾斜した部分である斜辺部130によって繋がれている。
尚、本実施形態における山部110及び谷部120は、z軸に沿って互いに対称な形状を有する部分となっている。このため、フィン100を見る方向によっては、山部110が「谷部」となり、谷部120が「山部」ともなり得るのであるが、ここでは説明の便宜上、符号110が付されている部分のことを「山部110」と称し、符号120が付されている部分のことを「谷部120」と称することとする。
フィン100の厚さ、すなわち、山部110の頂点から谷部120の頂点までのz軸に沿った距離は、全体で均一となっている。図3では、このようなフィン100の厚さが厚さD10として示されている。
フィン100が有するそれぞれの山部110の頂点は、外郭部210のうちz方向側における内壁面211に当接しており、不図示のろう材によって内壁面211にろう接されている。また、フィン100が有するそれぞれの谷部120の頂点は、外郭部210のうち-z方向側における内壁面212に当接しており、不図示のろう材によって内壁面212にろう接されている。これらのろう材は、内壁面211、212の表面を覆う層として予め配置されていたものである。つまり、外郭部210は所謂「クラッド材」として予め形成されていたものである。
外郭部210に対するフィン100のろう付けが行われる際には、図2に示されるように外郭部210の内部にフィン100が配置された状態で、両者が加熱炉によって加熱される。これにより、内壁面211、212の表面を覆っていたろう材が溶融し、フィン100及び外郭部210のいずれもがろう材によって濡れた状態となる。その後、加熱が終了し外郭部210等の温度が低下すると、ろう材が凝固し、フィン100が外郭部210に対してろう接された状態となる。
本実施形態では、外郭部210及びフィン100はいずれもアルミニウムによって形成されている。また、ろう材はAl-Si系合金により形成されている。このような構成においてろう接が行われる際には、フィン100の一部が溶融したろう材によって浸食されてしまう現象が生じることがある。このような現象は「エロージョン」とも称される。フィン100は薄い金属板であるから、その厚さ方向における全体がろう材により浸食されてしまうことが懸念される。しかしながら、本実施形態に係るフィン100は、その厚さを工夫することにより、厚さ方向の全体がろう材により浸食されてしまうことを防止している。
図3に示されるように、フィン100の厚さは全体で均一とはなっておらず、その一部が他の部分よりも厚くなっている。具体的には、山部110及び谷部120のそれぞれの頂点における金属板の厚さD1が、斜辺部130における金属板の厚さD2よりも厚くなっている。換言すれば、フィン100のうち外郭部210に対してろう接される部分の厚さD1が、ろう接されない部分の厚さD2よりも厚くなっている。
ろう接される山部110及び谷部120の頂点では、フィン100の厚さが厚くなっている。このため、フィン100がろう材と触れることにより上記のようなエロージョンが生じても、フィン100の厚さ方向における全体がろう材によって浸食されてしまうことが無い。また、斜辺部130ではフィン100の厚さが薄くなっているので、フィン100の重量が大きくなり過ぎたり、フィン100の材料費が大きくなり過ぎてしまったりすることもない。このように、本実施形態に係る100では、フィン100の重量や材料費の増加を抑えながらも、エロージョンによるフィン100の浸食を抑制することが可能となっている。また、フィン100を備える熱交換器10の重量や材料費の増加をも抑えることができる。
このようなフィン100の製造方法について説明する。図4には、フィン100を製造するための設備が模式的に示されている。当該設備は、材料Mと、支持ローラーR01と、成形ローラーR11、R12と、矯正ローラーR21、R22と、を備えている。
材料Mは、フィン100の材料となる平板状の金属板100Aを巻き取って円柱状としたものである。材料Mはその中心軸を紙面奥行方向に沿わせた状態で配置されており、当該中心軸の周りを図4において時計回り方向に回転している。これにより、金属板100Aが支持ローラーR01へと送り込まれる。
支持ローラーR01は、金属板100Aを下方側から支えながら回転し、金属板100Aを成形ローラーR11、R12側へと送り出すものである。支持ローラーR01を通過した後は、金属板100Aは概ね水平面に沿った状態となる。
支持ローラーR01を通過した後の金属板100Aには、油供給部S1、S2から加工油が供給される。加工油は、成形ローラーR11、R12と金属板100Aとの間における摩擦を低減するためのものである。油供給部S1、S2は、それぞれ金属板100Aの上面側及び下面側に配置されており、金属板100Aのそれぞれの面に対して加工油を噴射する。
材料Mから送り出される金属板100Aを成形ローラーR11、R12に到達させるまでの工程は、平板状の金属板100Aを準備する工程であり、本実施形態における「準備工程」に該当する。
成形ローラーR11、R12は、金属板100Aを上下方向に挟み込むことにより、金属板100Aを波形に成形しフィン100とするためのものである。成形ローラーR11、R12は、いずれも概ね円柱形状のローラーであって、その中心軸を紙面奥行方向に沿わせた状態で配置されている。上方側に配置された成形ローラーR11は、その中心軸の周りを図4において反時計回り方向に回転している。下方側に配置された成形ローラーR12は、その中心軸の周りを図4において時計回り方向に回転している。これにより、金属板100Aは波形に成形された後、後述の矯正ローラーR21、R22に向けて送り出される。成形ローラーR11は本実施形態における「第1ローラー」に該当し、成形ローラーR12は本実施形態における「第2ローラー」に該当する。
成形ローラーR11、R12によって金属板100Aが成形される様子について、図5乃至7を参照しながら説明する。図5乃至7では、金属板100Aが送り込まれる方向に対して垂直な断面が模式的に示されている。このうち、図7には、成形ローラーR11と成形ローラーR12とが最も近接している部分における断面が示されている。
金属板100Aが、支持ローラーR01から送り出されて図7に示される位置に到達するまでの過程においては、金属板100Aには、成形ローラーR11、R12の表面が上下から近づいてくることとなる。図5、6、7には、このように成形ローラーR11、R12が金属板100Aに近づいてくる様子が順に示されている。
つまり、図5には、図7に示される位置よりも手前側(図4における左側)における断面が示されている。また、図6には、図7に示される位置よりも手前側(図4における左側)であり、且つ図5に示される位置よりも奥側(図4における右側)における金属板100A等の断面が示されている。
図5乃至7に示されるように、成形ローラーR11の表面には凹部311と凸部312とが複数形成されており、これらがy方向に沿って交互に並んでいる。凹部311はz方向に向けて後退しており、凸部312は-z方向(つまり成形ローラーR12側)に向けて突出している。それぞれの凹部311は、金属板100Aを受け入れて山部110を形成するための部分である。また、それぞれの凸部312は、金属板100Aを押し込んで谷部120を形成するための部分である。
凹部311と凸部312との間には傾斜部313が形成されている。傾斜部313は、後述の傾斜部323と共に金属板100Aを挟み込んで加圧しながら、斜辺部130を形成するための部分である。
成形ローラーR12の表面には凸部321と凹部322とが複数形成されており、これらがy方向に沿って交互に並んでいる。凸部321は、z軸に沿って凹部311と対向する位置において、z方向(つまり成形ローラーR11側)に向けて突出している。凹部322は、z軸に沿って凸部312と対向する位置において、-z方向に向けて後退している。それぞれの凸部321は、金属板100Aを押し込んで山部110を形成するための部分である。また、それぞれの凹部322は、金属板100Aを受け入れて谷部120を形成するための部分である。
凸部321と凹部322との間、すなわちz軸に沿って傾斜部313と対向する位置には傾斜部323が形成されている。既に述べたように、傾斜部323は、傾斜部313と共に金属板100Aを挟み込んで加圧しながら、斜辺部130を形成するための部分である。
図5に示される位置においては、金属板100Aには、成形ローラーR11、R12が未だ当接していない。このため。金属板100Aは概ね平坦なままとなっている。
図6に示される位置においては、金属板100Aには凸部312及び凸部321のそれぞれが当接しており、これより金属板100Aが波形に成形され始めている。図6の状態における金属板100Aの厚さは、その全体において概ね均等となっている。
図7に示される位置においては、成形ローラーR11と成形ローラーR12との間の距離が最も小さくなっている。当該位置における、傾斜部313と傾斜部323との距離は、当初における金属板100Aの厚さよりも小さい。このため、金属板100Aは、複数の部分において傾斜部313と傾斜部323との間に挟み込まれて圧縮されるので、当該部分における厚さが薄くなる。当該部分は、フィン100の斜辺部130となる部分である。
一方、互いに対向する凹部311と凸部321との間の距離、及び凸部312と凹部322との間の距離は、当初における金属板100Aの厚さよりも大きく、図3に示される厚さD1よりも更に大きい。このため、凸部321や凸部312と当接する部分においては、フィン100は圧縮されない。
傾斜部313と傾斜部323とによって、金属板100Aが上記のように圧縮されると、金属板100Aの材料は圧縮されていない部分へと押し出されることとなる。つまり、金属板100Aのうち凸部312や凸部321と対向する部分に向けて金属材料が移動するように、金属板100Aが変形して行くこととなる。図7には、上記のような金属材料の移動が複数の矢印によって示されている。
金属材料が移動することにより、金属板100Aのうち凹部311と対向する部分の厚さは、傾斜部313及び傾斜部323によって圧縮される部分の厚さよりも厚くなる。その結果、凹部311と対向する部分においては、金属板100Aは凹部311の表面に当接し、凸部321から離間した状態となる。尚、このように金属板100Aが成形される過程において、金属板100Aのうち凹部311と対向する部分は、凹部311と凸部321によって圧縮されない。
上記と同様に、金属板100Aのうち凹部322と対向する部分の厚さは、傾斜部313及び傾斜部323によって圧縮される部分の厚さよりも厚くなる。その結果、凹部322と対向する部分においては、金属板100Aは凹部322の表面に当接し、凸部312から離間した状態となる。尚、このように金属板100Aが成形される過程において、金属板100Aのうち凹部322と対向する部分は、凹部322と凸部312によって圧縮されない。
このように、準備工程の後においては、成形ローラーR11及び成形ローラーR12で挟み込むことによって金属板100Aが波形に成形される。当該工程は、本実施形態における「成形工程」に該当する。この成形工程では、山部110及び谷部120のそれぞれの頂点における金属板100Aの厚さが斜辺部130における厚さよりも厚くなるように、金属板100Aが部分的に圧縮される。具体的には、金属板100Aのうち斜辺部130となる部分が、成形ローラーR11の傾斜部313及び成形ローラーR12の傾斜部323により圧縮され、これにより当該部分における金属板100Aの厚さが薄くされる。
尚、本実施形態における成形工程では、金属板100Aのうち山部110となる部分(凹部311と対向する部分)、及び金属板100Aのうち谷部120となる部分(凹部322と対向する部分)は、成形ローラーR11及び成形ローラーR12によって圧縮されない。このような態様に替えて、金属板100Aのうち山部110や谷部120となる部分についても、成形ローラーR11及び成形ローラーR12によって圧縮されることとしてもよい。
具体的には、図7の状態において互いに対向する凹部311と凸部321との間の距離、及び凸部312と凹部322との間の距離を、図3に示される厚さD1と同一の距離としてもよい。この場合、金属板100Aのうち山部110や谷部120となる部分についても成形ローラーR11で圧縮されるのであるが、その圧縮量は、金属板100Aのうち斜辺部130となる部分の圧縮量よりも小さくなる。このような態様であっても、図3に示される形状のフィン100を製造することができる。
図4に戻って説明を続ける。矯正ローラーR21、R22は、成形ローラーR11、R12を通過した後の金属板100A、つまり山部110及び谷部120が形成された状態の金属板100Aを上下方向に挟み込むことにより、フィン100の厚さを全体で均一なものとするためのものである。
矯正ローラーR21、R22は、いずれも概ね円柱形状のローラーであって、その中心軸を紙面奥行方向に沿わせた状態で配置されている。上方側に配置された矯正ローラーR21は、その中心軸の周りを図4において反時計回り方向に回転している。下方側に配置された矯正ローラーR22は、その中心軸の周りを図4において時計回り方向に回転している。
図8には、矯正ローラーR21と矯正ローラーR22とが最も近接している部分における断面が示されている。図8に示されるように、矯正ローラーR21と矯正ローラーR22との間の距離は、図3に示されるフィン100の厚さD10と等しいか、それよりも小さい。このような矯正ローラーR21と矯正ローラーR22との間を通過することにより、山部110及び谷部120が形成された状態の金属板100Aの厚さが、全体で均一となるように矯正される。矯正ローラーR21は本実施形態における「第3ローラー」に該当し、矯正ローラーR22は本実施形態における「第4ローラー」に該当する。
このように、成形工程の後においては、山部110及び谷部120が形成された金属板100Aが矯正ローラーR21及び矯正ローラーR22で挟み込まれることにより、フィン100の厚さが全体で均一なものとされる。当該工程は、本実施形態における「矯正工程」に該当する。
既に述べたように、本実施形態における成形工程では、金属板100Aのうち山部110となる部分や谷部120となる部分が、成形ローラーR11及び成形ローラーR12によって圧縮されない。このため、成形ローラーR11等を通過した直後においては、フィン100の厚さが場所によってばらついてしまうことがある。しかしながら、本実施形態では上記のような矯正工程を経ることにより、フィン100の厚さを全体で均等なものとすることができる。
図9を参照しながら、本実施形態の比較例として、厚さが全体で概ね均等なフィンの製造方法について説明する。この比較例においても、当初は平坦であった金属板100Aを、上下に配置されたローラー(ローラーR101、R102等)で挟み込むことにより、金属板100Aが波形に成形される。ただし、この比較例においては、金属板100Aを波形に成形するための一対のローラーが、金属板100Aが送り込まれる方向に沿って複数組並ぶように設けられている。
金属板100Aは、それぞれのローラーを通過する毎に成形され、その形状を段階的に変化させて行く。図9においては、それぞれのローラーを通過した直後における金属板100Aの断面形状が、当該ローラーの上段となる位置に示されている。それぞれの断面形状は、金属板100Aの幅方向(下段の図における紙面奥行方向)を、図9の上下方向に沿わせた状態で示されている。
図9において最も左側に配置されたローラーR101、R102は、それぞれ図4に示される成形ローラーR11、R12と同様に回転しており、金属板100Aを右側に送り出している。他のローラーR111等についても同様である。
上部に配置されたローラーR101のうち幅方向の中央となる位置には、内側に向けて後退する1つの凹部(不図示)が形成されている。また、下部に配置されたローラーR102のうち、上記の凹部と対向する位置には、外側に向かって突出する1つの凸部(不図示)が形成されている。このようなローラーR101、R102を金属板100Aが通過すると、金属板100Aの幅方向中央となる位置には1つの凸部111が形成される。その際、金属板100Aは凸部111側に引き寄せられるので、その幅方向の寸法が僅かに小さくなる。
ローラーR101、R102の右側となる位置には、ローラーR111、R112が配置されている。上部に配置されたローラーR111にはローラーR101と同様の凹部(不図示)が形成されており、下部に配置されたローラーR112にはローラーR102と同様の凸部(不図示)が形成されている。これら凸部及び凹部の形状は、フィンにおいて最終的に形成される山部110の形状に対応するものとなっている。金属板100Aに形成されていた凸部111は、ローラーR111、R112を通過する際において上記の形状となるよう成形され、山部110となる。
これ以降、金属板100Aがローラーを通過する毎に、金属板100Aの幅方向中央となる位置において山部110や谷部120が増加して行く。つまり、金属板100Aのうち山部110や谷部120が形成されている領域が、幅方向の中央となる位置から外側に向けて順に広がって行くように金属板100Aが成形される。図9において最も右側に配置されたローラーR161、R162を通過すると金属板100Aの成形が完了し、金属板100Aは最終的なフィンの形状となる。このときにおける金属板100Aの厚さ(つまりフィンの厚さ)は、当初における金属板100Aの厚さと概ね同じである。
金属板100Aの幅方向における寸法は、山部110となる凸部や谷部120となる凹部が新たに形成される毎に小さくなって行く。図9においては、当初における金属板100Aの幅方向における寸法が幅W01として示されている。また、最終的な金属板100Aの幅方向における寸法が、幅W01よりも小さな幅W06として示されている。
このように、比較例におけるフィンの製造方法においては、ローラーを用いた山部110や谷部120の形成が複数回に亘って行われる。これは、1組のみのローラーによって全ての山部110等を一度に形成すると、幅方向に沿った金属板100Aの引き込み量が大きくなり過ぎてしまい、金属板100Aの一部で破損等が生じるからである。
これに対し、図4乃至図8を参照しながら説明した本実施形態における製造方法においては、一組の成形ローラーR11、R12のみによって全ての山部110及び谷部120が一度に形成される。しかしながら、本実施形態では、傾斜部313と傾斜部323とによって金属板100Aが圧縮され押し広げられるので、比較例に係る製法において生じていたような金属板の引き込みがほとんど発生しない。金属板100Aの幅方向における寸法は、成形工程の前後においてほとんど変化しないので、金属板100Aの破損などを考慮して複数組のローラーを設ける必要が無い。
本実施形態では、成形工程のためのローラーの数を、比較例の場合よりも少なくすることができるので、消耗部品であるローラーを交換するための費用を低減することができる。また、工程全体の管理を容易に行うことができるという利点もある。
以上においては、熱交換器10のインナーフィンとして用いられるフィン100の形状や製造方法について説明したが、このフィン100の形状や製造方法は、アウターフィンであるフィン13について適用してもよい。
以上、具体例を参照しつつ本実施形態について説明した。しかし、本開示はこれらの具体例に限定されるものではない。これら具体例に、当業者が適宜設計変更を加えたものも、本開示の特徴を備えている限り、本開示の範囲に包含される。前述した各具体例が備える各要素およびその配置、条件、形状などは、例示したものに限定されるわけではなく適宜変更することができる。前述した各具体例が備える各要素は、技術的な矛盾が生じない限り、適宜組み合わせを変えることができる。
Claims (5)
- 金属板を波形に折り曲げることにより形成された波形フィン(100)であって、
第1方向に沿って伸びるように形成された山部(110)と、
前記第1方向に沿って伸びるように形成された谷部(120)と、
互いに隣り合う前記山部と前記谷部との間を繋いでいる斜辺部(130)と、を備え、
前記山部及び前記谷部は、前記第1方向とは垂直な第2方向に沿って交互に並ぶように形成されており、
前記山部及び前記谷部のそれぞれの頂点における前記金属板の厚さが、前記斜辺部における前記金属板の厚さよりも厚くなっている波形フィン。 - 金属板を波形に折り曲げることにより形成された波形フィン、を備える熱交換器(10)であって、
前記波形フィンは、
第1方向に沿って伸びるように形成された山部と、
前記第1方向に沿って伸びるように形成された谷部と、
互いに隣り合う前記山部と前記谷部との間を繋いでいる斜辺部と、を備え、
前記山部及び谷部は、前記第1方向とは垂直な第2方向に沿って交互に並ぶように形成されており、
前記山部及び前記谷部のそれぞれの頂点における前記金属板の厚さが、前記斜辺部における前記金属板の厚さよりも厚くなっている熱交換器。 - 第1方向に沿って伸びるように形成された山部及び谷部が、前記第1方向とは垂直な第2方向に沿って交互に並ぶように形成された波形フィンの製造方法であって、
平板状の金属板を準備する準備工程と、
前記金属板を第1ローラー及び第2ローラーで挟み込むことにより、前記金属板を波形に成形する成形工程と、を有しており、
前記成形工程では、
前記山部及び前記谷部のそれぞれの頂点における前記金属板の厚さが、互いに隣り合う前記山部と前記谷部とを繋いでいる斜辺部、における前記金属板の厚さよりも厚くなるように、
前記金属板のうち少なくとも前記斜辺部となる部分を、前記第1ローラー(R11)及び前記第2ローラー(R12)により圧縮することで、当該部分における前記金属板の厚さを薄くする製造方法。 - 前記成形工程においては、前記金属板のうち前記山部となる部分、及び前記金属板のうち前記谷部となる部分は、前記第1ローラー及び前記第2ローラーによって圧縮されない、請求項3に記載の製造方法。
- 前記成形工程の後に行われる工程であって、
前記山部及び前記谷部が形成された前記金属板を、第3ローラー(R21)及び第4ローラー(R22)で挟み込むことにより、前記波形フィンの厚さを全体で均一なものとする矯正工程、を更に有する、請求項3又は4に記載の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17892199.5A EP3572757B1 (en) | 2017-01-20 | 2017-11-30 | Method for manufacturing a heat exchanger fin |
| US16/513,923 US11897022B2 (en) | 2017-01-20 | 2019-07-17 | Fin, heat exchanger with fin, and method of manufacturing fin |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017008229A JP6680226B2 (ja) | 2017-01-20 | 2017-01-20 | フィン、フィンを備えた熱交換器、及びフィンの製造方法 |
| JP2017-008229 | 2017-01-20 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US16/513,923 Continuation US11897022B2 (en) | 2017-01-20 | 2019-07-17 | Fin, heat exchanger with fin, and method of manufacturing fin |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018135152A1 true WO2018135152A1 (ja) | 2018-07-26 |
Family
ID=62908164
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/043081 WO2018135152A1 (ja) | 2017-01-20 | 2017-11-30 | フィン、フィンを備えた熱交換器、及びフィンの製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11897022B2 (ja) |
| EP (1) | EP3572757B1 (ja) |
| JP (1) | JP6680226B2 (ja) |
| WO (1) | WO2018135152A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020080097A1 (ja) * | 2018-10-19 | 2020-04-23 | 株式会社デンソー | フィン |
| US20200297142A1 (en) * | 2018-12-03 | 2020-09-24 | The Broaster Company | Pressure fryer |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7184009B2 (ja) * | 2019-10-10 | 2022-12-06 | 株式会社豊田自動織機 | 伝熱管およびその製造方法 |
| DE102020201556A1 (de) * | 2020-02-07 | 2021-08-12 | Mahle International Gmbh | Innenrippe und Flachrohr mit einer Innenrippe |
| US20210254904A1 (en) * | 2020-02-19 | 2021-08-19 | The Boeing Company | Additively manufactured heat exchanger |
| US11927402B2 (en) | 2021-07-13 | 2024-03-12 | The Boeing Company | Heat transfer device with nested layers of helical fluid channels |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60145268A (ja) * | 1984-01-04 | 1985-07-31 | Nippon Denso Co Ltd | 熱交換素子の製造方法 |
| JPS63174920U (ja) * | 1987-04-30 | 1988-11-14 | ||
| JPH051893A (ja) * | 1991-06-25 | 1993-01-08 | Nippondenso Co Ltd | 熱交換器 |
| JPH0679358A (ja) * | 1992-09-07 | 1994-03-22 | Nippondenso Co Ltd | コルゲートフィン用成形ローラ |
| JP2003083692A (ja) * | 2001-09-13 | 2003-03-19 | Denso Corp | 熱交換器 |
| JP2003336989A (ja) | 2002-05-15 | 2003-11-28 | Denso Corp | 熱交換器用チューブ及びその製造方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2095595B (en) * | 1981-03-26 | 1985-10-02 | Sections & Profiles H & E Ltd | Sheet material and method of producing formations in continuously processed material |
| JP2003279279A (ja) | 2002-03-22 | 2003-10-02 | Mitsubishi Electric Corp | 熱交換器 |
| FR2845153B1 (fr) * | 2002-10-01 | 2005-11-18 | Nordon Cryogenie Snc | Ailette pour echangeur de chaleur a plaques, procedes de fabrication d'une telle ailette, et echangeur de chaleur comportant une telle ailette |
| JP4587707B2 (ja) * | 2004-02-19 | 2010-11-24 | カルソニックカンセイ株式会社 | コルゲートフィン製造装置及びコルゲートフィン製造方法 |
| JP2007292403A (ja) * | 2006-04-26 | 2007-11-08 | Denso Corp | チューブ及びチューブの製造方法 |
| US20090250201A1 (en) * | 2008-04-02 | 2009-10-08 | Grippe Frank M | Heat exchanger having a contoured insert and method of assembling the same |
| JP6206322B2 (ja) * | 2014-05-14 | 2017-10-04 | 日本軽金属株式会社 | ろう付け性と耐サグ性に優れた熱交換器用アルミニウム合金フィン材およびその製造方法 |
| JP6481532B2 (ja) * | 2015-07-06 | 2019-03-13 | トヨタ紡織株式会社 | 金属板材の成形方法及び金属板材の成形装置 |
-
2017
- 2017-01-20 JP JP2017008229A patent/JP6680226B2/ja active Active
- 2017-11-30 EP EP17892199.5A patent/EP3572757B1/en active Active
- 2017-11-30 WO PCT/JP2017/043081 patent/WO2018135152A1/ja unknown
-
2019
- 2019-07-17 US US16/513,923 patent/US11897022B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60145268A (ja) * | 1984-01-04 | 1985-07-31 | Nippon Denso Co Ltd | 熱交換素子の製造方法 |
| JPS63174920U (ja) * | 1987-04-30 | 1988-11-14 | ||
| JPH051893A (ja) * | 1991-06-25 | 1993-01-08 | Nippondenso Co Ltd | 熱交換器 |
| JPH0679358A (ja) * | 1992-09-07 | 1994-03-22 | Nippondenso Co Ltd | コルゲートフィン用成形ローラ |
| JP2003083692A (ja) * | 2001-09-13 | 2003-03-19 | Denso Corp | 熱交換器 |
| JP2003336989A (ja) | 2002-05-15 | 2003-11-28 | Denso Corp | 熱交換器用チューブ及びその製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020080097A1 (ja) * | 2018-10-19 | 2020-04-23 | 株式会社デンソー | フィン |
| US20200297142A1 (en) * | 2018-12-03 | 2020-09-24 | The Broaster Company | Pressure fryer |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018115829A (ja) | 2018-07-26 |
| JP6680226B2 (ja) | 2020-04-15 |
| US20190337043A1 (en) | 2019-11-07 |
| EP3572757A1 (en) | 2019-11-27 |
| EP3572757B1 (en) | 2021-03-03 |
| US11897022B2 (en) | 2024-02-13 |
| EP3572757A4 (en) | 2020-01-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2018135152A1 (ja) | フィン、フィンを備えた熱交換器、及びフィンの製造方法 | |
| US11415381B2 (en) | Heat exchanger with aluminum tubes rolled into an aluminum tube support | |
| JP4419140B2 (ja) | 熱交換器用チューブ | |
| US8037930B2 (en) | Heat exchanger | |
| US6234238B1 (en) | Aluminum-alloy heat exchanger | |
| US20070227715A1 (en) | Heat exchanger | |
| US6591900B1 (en) | Heat exchanger, tube for heat exchanger, and method of manufacturing the heat exchanger and the tube | |
| JP2008036650A (ja) | 熱交換器の製造方法 | |
| KR20140020700A (ko) | 열교환기 관, 열교환기 관조립체 및 그 제조 방법 | |
| JP4764647B2 (ja) | 偏平管製造用板状体、偏平管、熱交換器および熱交換器の製造方法 | |
| JP2007107754A (ja) | 熱交換器および熱交換器の製造方法 | |
| CN111527368B (zh) | 热交换器 | |
| JP2009299932A (ja) | 熱交換器および扁平チューブのろう付け方法 | |
| WO2020022171A1 (ja) | 熱交換器 | |
| US20200240715A1 (en) | Heat exchanger tube | |
| JP4467106B2 (ja) | 熱交換器用チューブ及びその製造方法 | |
| WO2022172638A1 (ja) | 熱交換器 | |
| JP7346958B2 (ja) | 熱交換器 | |
| JP5402527B2 (ja) | 複式熱交換器 | |
| JP7552026B2 (ja) | 熱交換器 | |
| WO2008103502A1 (en) | Heat exchanger, method of manufacturing a heat exchanger, and roller train for manufacturing heat exhanger tubes | |
| JP2009008277A (ja) | 熱交換器およびその製造方法 | |
| JP2016080320A (ja) | 蓄熱機能付き熱交換器およびその製造方法 | |
| JP2020143863A (ja) | 熱交換器 | |
| JP2019184166A (ja) | 熱交換器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17892199 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2017892199 Country of ref document: EP Effective date: 20190820 |