WO2018074207A1 - 摺動布帛 - Google Patents
摺動布帛 Download PDFInfo
- Publication number
- WO2018074207A1 WO2018074207A1 PCT/JP2017/035806 JP2017035806W WO2018074207A1 WO 2018074207 A1 WO2018074207 A1 WO 2018074207A1 JP 2017035806 W JP2017035806 W JP 2017035806W WO 2018074207 A1 WO2018074207 A1 WO 2018074207A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fibers
- fabric
- sliding
- fiber
- fluororesin
- Prior art date
Links
Classifications
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/50—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads
- D03D15/58—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads characterised by the coefficients of friction
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/18—Sliding surface consisting mainly of wood or fibrous material
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2321/00—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D10B2321/04—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polymers of halogenated hydrocarbons
- D10B2321/042—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polymers of halogenated hydrocarbons polymers of fluorinated hydrocarbons, e.g. polytetrafluoroethene [PTFE]
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/04—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyesters, e.g. polyethylene terephthalate [PET]
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/06—Load-responsive characteristics
- D10B2401/062—Load-responsive characteristics stiff, shape retention
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/06—Load-responsive characteristics
- D10B2401/063—Load-responsive characteristics high strength
Definitions
- the present invention relates to a sliding fabric containing a fluororesin fiber suitable as a sliding material.
- fluororesin has been used by being laminated or coated on the surface layer of the sliding member by taking advantage of its low friction coefficient.
- the fluororesin film is thin and non-adhesive, so that it is easy to peel off.
- the fluororesin is made into a fiber and placed on the surface of the sliding member as a woven or non-woven fabric to improve the friction durability, and further combined with a woven or knitted fabric that is easy to adhere to other materials.
- a sliding material that has been more firmly bonded has been developed.
- Patent Document 1 discloses a woven fabric in which a fluorine fiber yarn and a high-strength fiber yarn having a tensile strength of 2 GPa or more are interwoven, and the fluorine fiber is 30% of the area on one side of the fabric.
- a fluorine fiber interwoven fabric characterized by covering the above area is disclosed.
- Patent Document 2 discloses a multiple woven fabric composed of a sliding fabric and a base fabric containing PTFE fibers, and has a base surface having an optimum configuration, which has higher heat resistance and wear resistance, and has a higher temperature environment than before.
- a heat-resistant and wear-resistant fabric that can exhibit long-term slidability is disclosed.
- JP 2005-220486 A Japanese Patent Laying-Open No. 2015-124450
- the fluorine fiber unwoven fabric described in Patent Document 1 is a fabric in which a fluorine fiber yarn and a high strength fiber yarn having a tensile strength of 2 GPa or more are interwoven, depending on the high strength fiber used. Further, there is a problem that the tensile modulus is high and the mating material is easily damaged, and the slidability as a woven fabric is lowered. As a result, long-term durability cannot be expected. Moreover, when used for applications such as bearing members, if the amount of compression in the thickness direction of the fluorine fiber unwoven fabric is large when a load is applied, rattling may occur between the members.
- Patent Document 2 tends to cause rattling between members when the amount of compression in the thickness direction is large when a load is applied, and there is still room for improvement in order to exhibit slidability for a longer period of time. there were.
- the present invention solves the problems of the prior art, and provides a sliding fabric that has a small amount of compression in the thickness direction when a load is applied, does not cause backlash between members, and has excellent slidability and durability. This is the issue.
- the present invention has one of the following configurations.
- (1) The fluororesin fiber (X) and the other fiber (Y) are alternately arranged as warp and / or weft on at least one side of the fabric, and the compression amount of the fabric is 25 ⁇ m or less. Sliding fabric.
- the sliding fabric according to (1), wherein the other fiber (Y) is one type.
- (4) The sliding fabric according to (3), wherein the fluororesin fibers (X) and the other fibers (Y) are alternately arranged in the same number.
- the sliding fabric according to (1), wherein the elongation of the other fibers (Y) is 3% or more.
- At least one side of the fabric is alternately arranged with fluororesin fibers and other fibers as warp yarns and / or weft yarns, and the amount of compression of the fabric is 25 ⁇ m or less. Even when used as a moving material for a bearing member or the like, a sliding fabric that has a small amount of compression in the thickness direction when a load is applied, does not cause backlash between members, and has excellent slidability and durability. Provided.
- the yarns constituting the vertical or horizontal or both horizontal and vertical sides are alternately arranged with the fluororesin fibers (X) and the other fibers (Y).
- the compression amount is 25 ⁇ m or less.
- the fluororesin that is a component of the fluororesin fiber (X) may be any resin composed of monomer units containing one or more fluorine atoms in the main chain or side chain. Among these, those composed of monomer units having a large number of fluorine atoms are preferred.
- the monomer unit containing one or more fluorine yarns preferably contains 70 mol% or more, more preferably 90 mol% or more, and more preferably 95 mol% or more of the repeating structural unit of the polymer. preferable.
- Examples of the monomer containing one or more fluorine atoms include fluorine atom-containing vinyl monomers such as tetrafluoroethylene, hexafluoropropylene, and chlorotrifluoroethylene. Among them, at least tetrafluoroethylene is preferably used.
- fluororesin examples include polytetrafluoroethylene (PTFE), tetrafluoroethylene-hexafluoropropylene copolymer (FEP), tetrafluoroethylene-p-fluoroalkyl vinyl ether copolymer (PFA), and polychlorotrifluoroethylene.
- PTFE polytetrafluoroethylene
- FEP tetrafluoroethylene-hexafluoropropylene copolymer
- PFA tetrafluoroethylene-p-fluoroalkyl vinyl ether copolymer
- PCTFE polychlorotrifluoroethylene
- EFE ethylene-tetrafluoroethylene copolymer
- the content of the tetrafluoroethylene unit is preferably large from the viewpoint of sliding characteristics, and it is most preferable to use PTFE fiber as a homopolymer.
- any of a monofilament composed of one filament and a multifilament composed of a plurality of filaments can be used.
- the total fineness of the monofilament or multifilament constituting the fluororesin fiber (X) is preferably in the range of 50 to 2000 dtex, more preferably in the range of 100 to 1000 dtex.
- the strength of the fibers is strong and thread breakage during weaving can be reduced, so that the process passability is improved.
- it is 2000 dtex or less, since the thickness of the fabric is thin and the amount of compression in the thickness direction can be reduced when a load is applied, backlash between members can be suppressed and long-term durability is improved.
- other fibers (Y) include, for example, polyphenylene sulfide (PPS), polyparaphenylene terephthalamide, polymetaphenylene isophthalamide, glass, carbon, nylon, polyester, high molecular weight polyethylene (molecular weight 1 million to 700 Can be used. These are preferably used alone or in combination of two or more. Among them, it is preferable to use PPS fibers having a low tensile elastic modulus and good continuous use high temperature resistance. Further, it is preferable to use polyparaphenylene terephthalamide, glass fiber or the like having good high strength characteristics in a high load use environment. In addition, when the non-sliding surface requires adhesive performance, it is preferable to use nylon fibers.
- the form of the other fibers either a monofilament composed of one filament or a multifilament composed of a plurality of filaments can be used.
- the total fineness of the monofilament or multifilament constituting the other fiber (Y) is preferably in the range of 50 to 800 dtex, and more preferably in the range of 100 to 300 dtex.
- the strength of the fibers is strong and thread breakage during weaving can be reduced, so that the process passability is improved.
- it is 800 dtex or less, since the thickness of the fabric is thin and the amount of compression in the thickness direction can be reduced when a load is applied, the occurrence of rattling between members can be suppressed, and long-term durability is improved.
- the tensile elastic modulus of the fiber comprising the monofilament or multifilament constituting the other fiber (Y) is preferably in the range of 20 to 800 cN / dtex, more preferably in the range of 20 to 100 cN / dtex. If the tensile modulus of the fibers constituting the fabric is 20 cN / dtex or more, the strength of the fibers is strong and the resistance to the shearing force due to the wear of the fabric can be increased, so that even when worn, it is difficult to break. If it is 800 cN / dtex or less, the rigidity of the fiber does not become excessively high and it is difficult to damage the mating member. Therefore, an increase in the coefficient of friction at the friction interface can be suppressed, and long-term durability is improved.
- fibers having a high tensile elastic modulus such as high molecular weight PE, carbon fiber, etc.
- the elongation of the fibers composed of monofilaments or multifilaments constituting other fibers (Y) is preferably 3% or more, and more preferably in the range of 10 to 50%. If the elongation of the fibers constituting the fabric is 3% or more, the stretchability of the fibers is strong, and thread breakage during weaving can be reduced, so that the process passability is improved. If it is within the range of 10 to 50%, it is the same level as the elongation of the fluororesin fiber, so it is easy to set the conditions during weaving, and the fabric surface during post-processing is less likely to wrinkle due to shrinkage, and passes through the process. Improves.
- the fluorine resin fibers (X) and the other fibers (Y) are alternately arranged as the yarns constituting the warp yarn and / or the weft yarn.
- the fluororesin fiber (X) is A and the other fiber (Y) is
- B and C are used, for example, A1 / B1 / C1 A3 / B3 / C3, A1 / B3 / C2 / A3 / B4 / C1 Etc.
- the fluororesin fibers (X) and other fibers (Y) are alternately arranged as warp yarns, and either the fluororesin fibers (X) or other fibers (Y) are arranged as weft yarns. be able to.
- a fluororesin fiber (X) or another fiber (Y) may be arrange
- positions a fluororesin fiber (X) and another fiber (Y) alternately with both a warp yarn and a weft yarn is preferable.
- the fluororesin fibers (X) and other fibers (Y) can be alternately arranged in both the vertical direction and the horizontal direction of the fabric, the low friction property of the fluororesin fibers (X) and other fibers (Y It is possible to sufficiently exhibit the aggregate effect that maintains the fabric strength possessed by) regardless of the directionality of the fabric.
- the fluororesin fibers (X) and other fibers (Y) are alternately arranged” means that the fluorine fibers (X) and one or more other fibers (Y) are used. It means that it is arranged in place of. That is, in one direction of the fabric, the fluororesin fiber (X) and other fibers (Y) are mixed.
- the distance between the fluororesin fibers (X) located on both sides of the other fibers (Y) is preferably in the range of 20 to 3500 ⁇ m, more preferably 50 to 1000 ⁇ m. Within range. If this distance is 20 ⁇ m or more, the other fibers do not become too thin and the strength can be ensured, so that the aggregate effect of maintaining the fabric strength can be exhibited and the durability of the fabric is improved. When it is 3500 ⁇ m or less, the distance between the fluororesin fibers does not become too large, and the fluorine film is easily formed on the friction interface, so that the slidability and durability of the fabric are improved.
- the interval between the fluorine fibers (X) here is, for example, two types (A1, A2) as the fluorine fibers (X) and four types (B1, B2, B3, B4) as the other fibers (Y), and A1
- A1 A2
- B1 B2
- B3 B4
- the other fibers (Y) one type or two or more types can be used, but one type is preferable.
- the term “one type” refers to one type when the materials constituting the fibers are the same.
- the same kind (one kind) of polymer refers to polymers having the same main repeating unit of polymers such as nylon 66, polyethylene terephthalate, and the like.
- a combination of a homopolymer and a copolymer is also the same kind as used in the present invention. Acceptable as a polymer.
- the fluororesin fiber (X) and one type of other fiber (Y) are alternately arranged for the same number of yarns.
- the fluororesin fiber (X) is A and the other fibers (Y) Is B, for example A1 / B1 A5 / B5, A10 / B10, Etc.
- fluororesin fiber (X) and other fiber (Y) are arrange
- the aggregate effect which retains the fabric strength can be sufficiently exhibited.
- fluororesin fibers (X) and one type of other fibers (Y) are alternately arranged.
- the fluororesin fibers (X) are A and other fibers (Y ) Is B, for example, A1 / B1 A2 / B2 A3 / B3, A4 / B4, It can be.
- the interval between the fluororesin fibers (X) can be reduced to easily form a fluororesin film on the sliding surface, and the sliding fabric can be reduced in friction.
- the compression amount of the sliding fabric is 25 ⁇ m or less. Preferably it is 10 micrometers or less.
- a sliding fabric having a small amount of compression in the thickness direction when a load is applied no backlash between members, and excellent slidability and durability is obtained. it can.
- the amount of compression of the sliding fabric exceeds 25 ⁇ m, the amount of compression in the thickness direction increases when a load is applied, and rattling may occur between members, and long-term durability cannot be expected.
- the sliding fabric has a compression amount of 10 ⁇ m or less, it is preferable because the compression amount in the thickness direction is small even when a heavy load is applied, there is no backlash between members, and long-term durability is improved.
- the compression amount of the sliding fabric is based on the following calculation formula.
- T 0 thickness when an initial load of 50 cN / cm 2 is applied
- T 1 thickness when a constant load of 300 cN / cm 2 is applied for 1 minute
- a post-processing method such as calendaring or pressing is also preferable.
- any of woven fabrics, knitted fabrics and multilayer composite materials obtained by multilayering them can be applied, but woven fabrics are preferable because of higher denseness, smoothness and the like.
- the woven fabric can be a single woven fabric or a multilayered woven fabric having two or more layers. However, a woven fabric consisting of one or two layers is preferable because a lower compression amount is preferable.
- the structure of the sliding fabric of the present invention may be plain weave, twill, satin and other structures, but plain weave is preferred because it is better to have high density and strength.
- the thickness of the sliding fabric of the present invention is preferably 1 mm or less, more preferably 0.3 mm or less.
- the thickness of the sliding fabric is 1 mm or less, the amount of compression in the thickness direction when a load is applied is small, the backlash between members does not occur, and the sliding has excellent slidability and durability. It can be a fabric.
- the sliding fabric can be used by impregnating the resin.
- a thermosetting resin or a thermoplastic resin can be used as the resin impregnated in the sliding fabric.
- the thermosetting resin include phenol resin, melamine resin, urea resin, unsaturated polyester resin, epoxy resin, polyurethane resin, diallyl phthalate resin, silicon resin, polyimide resin, vinyl ester.
- thermoplastic resin such as a resin or a modified resin thereof, vinyl chloride resin, polystyrene, ABS resin, polyethylene, polypropylene, fluororesin, polyamide resin, polyacetal resin, polycarbonate resin, polyester, polyamide, etc.
- thermoplastic polyurethane Synthetic rubbers such as butadiene rubber, nitrile rubber, neoprene, polyester, or elastomer
- resins mainly composed of phenol resin and polyvinyl butyral resin, unsaturated polyester resin, vinyl ester resin, polyolefin resin such as polyethylene and polypropylene, polyester resin are impact resistance, dimensional stability, strength, price, etc. Can be preferably used.
- thermosetting resins and thermoplastic resins may contain various additives which are usually used for industrial purposes, applications, productivity in production steps and processing steps, or improvement of properties.
- a modifier, a plasticizer, a filler, a release agent, a colorant, a diluent, and the like can be included.
- the main component here means a component having the largest weight ratio among components excluding the solvent. In the case of a resin mainly composed of phenol resin and polyvinyl butyral resin, these two kinds of resins are used. It means that the weight ratio is the first and second (in no particular order).
- thermosetting resin As a method of impregnating the sliding fabric with a resin, when a thermosetting resin is used, the thermosetting resin is dissolved in a solvent to prepare a varnish, knife coating processing, roll coating processing, comma coating processing, gravure processing. In general, a method of impregnating a fabric with a coating process or the like is used. Further, when a thermoplastic resin is used, melt extrusion lamination or the like is generally used.
- Fluorine-based lubricant and the like can be added to the sliding fabric of the present invention as necessary.
- the other resin (Y) strongly restrains the fluororesin fiber (X) as an aggregate for maintaining the fabric strength
- the worn fluororesin fiber (X) is another Since the structure accumulates in the aggregate of the fibers (Y), the slidability can be exhibited for a long period of time, and since the compression amount is small, the compression amount in the thickness direction when a load is applied is small. There is no backlash between the two, and a sliding fabric having excellent durability can be obtained.
- the measuring method of various characteristics used in the present embodiment is as follows.
- the compression amount measuring instrument is an SE-15 type compression amount experimenter.
- the prepared sample is slowly placed on a 2 cm 2 probe, and the measuring handle is slowly turned in the DOWN direction to apply a load. Then, the thickness T 0 when 100 cN was applied was read, and the thickness T 1 when 600 cN was applied for 1 minute was read, and the compression amount was obtained by the following formula.
- Compression amount T 0 ⁇ T 1 (2) Interval between the fluororesin fibers (X) located on both sides of the other fibers (Y) in the sliding fabric
- interval has other fiber (Y) and the other fiber (Y) of the other fluororesin fiber in the edge part of the side adjacent to the said other fiber (Y) of one fluororesin fiber. ) And the end of the adjacent side.
- Fineness of fiber The fineness of the fiber was measured according to JIS L1013: 2010 (chemical fiber filament yarn test method).
- Tensile modulus of fiber was measured according to the method B described in Section 8.9 of JIS L1013: 2010 (chemical fiber filament yarn test method).
- Fiber elongation was measured according to JIS L1013: 2010 (chemical fiber filament yarn test method).
- Thickness of the fabric was measured according to JIS L1013: 2010 (fabric and knitted fabric test method).
- Ring wear test (friction wear test) JIS K7218: 1986 (Plastic sliding wear test method)
- the fabric was sampled to a length of 30 mm and a width of 30 mm, and placed on a POM resin plate of the same size and a thickness of 2 mm and fixed to the sample holder. .
- the mating material was made of S45C, and the surface of a hollow cylindrical shape having an outer diameter of 25.6 mm, an inner diameter of 20 mm, and a length of 15 mm was polished with a sand paper and measured with a roughness measuring instrument (SJ-201 manufactured by Mitutoyo Corporation). The counterpart material in the range of 8 ⁇ m ⁇ 0.1 Ra was used.
- the ring wear tester uses MODEL: EFM-III-EN manufactured by Orientec, and the test is performed at a friction load of 1 MPa and a friction speed of 180 mm / sec. Calculate the coefficient of friction of the part and observe the surface condition of the fabric sample after sliding. ⁇ indicates that there is almost no wear, ⁇ indicates that there is wear but the friction coefficient is stable, ⁇ indicates that the coefficient of friction is stable. The case where the fabric was raised was evaluated as ⁇ , and the case where the fabric was destroyed was evaluated as ⁇ .
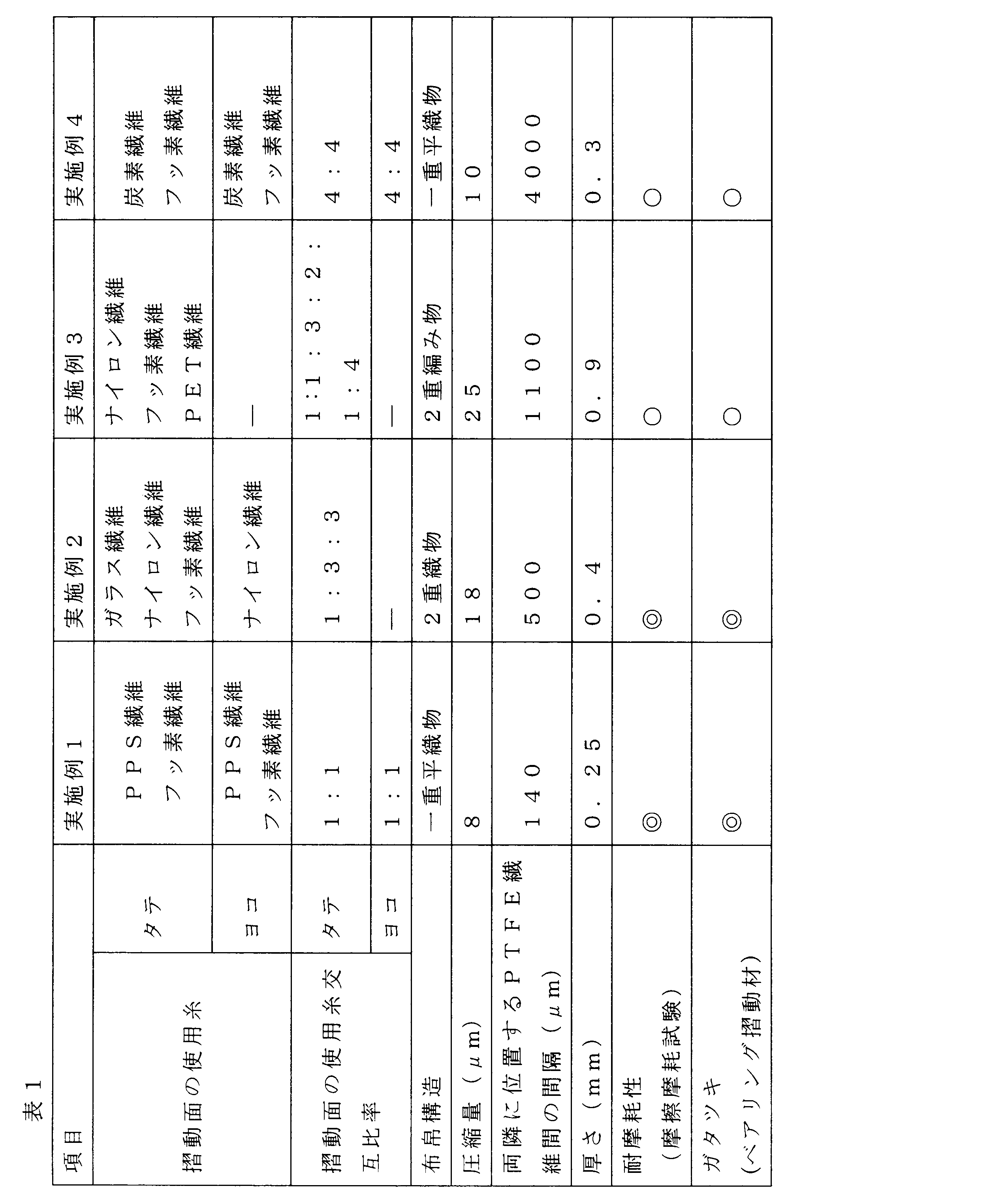
- Example 1 PPS fibers with 220 dtex, tensile modulus of 40 cN / dtex, and elongation of 30%, and PTFE fibers with 440 dtex are alternately arranged in 1 (1): 1 (1) to make warp and weft yarns
- 1 (1) to make warp and weft yarns A single flat woven fabric was produced with a loom so that the weaving density was 70 vertical and 70 horizontal / inch (2.54 cm). Thereafter, scouring was carried out in a scouring tank at 80 ° C. and set at 200 ° C.
- Table 1 summarizes the results of evaluating the compression amount of this woven fabric, the distance between the fluororesin fibers located on both sides of the other fibers, the thickness, the frictional wear tester, and the rattling as the bearing sliding material. .
- Example 2 As a sliding layer, 300 dtex, tensile elastic modulus of 300 cN / dtex, elongation of 3.5% glass fiber, 100 dtex, tensile elastic modulus of 40 cN / dtex, elongation of 40% nylon fiber, and 220 dtex of PTFE. 1 (line): 3 (line): 3 (line) are alternately arranged and used for warp yarn, and nylon fiber with 100 dtex, tensile elastic modulus 40 cN / dtex, and elongation 40% is horizontal. Used for yarn.
- a nylon fiber having a base layer of 100 dtex, a tensile modulus of 40 cN / dtex, and an elongation of 40% was used for the warp yarn and the weft yarn.
- the sliding layer is slid on the loom so that the weaving density of the sliding layer is 85 + 100 horizontal / inch (2.54 cm) and the weaving density of the base layer is 100 + 100 horizontal / inch (2.54 cm).
- a double woven fabric with a twill weave and a plain weave base was produced. Thereafter, scouring was carried out in a scouring tank at 80 ° C. and set at 200 ° C. Then, the fluororesin impregnation process was carried out by the roll coat processing system.
- Table 1 summarizes the results of evaluating the compression amount of this woven fabric, the distance between the fluororesin fibers located on both sides of the other fibers, the thickness, the frictional wear tester, and the rattling as the bearing sliding material. .
- Example 3 A nylon fiber having 220 dtex, a tensile modulus of 40 cN / dtex, and an elongation of 40%, and a PTFE fiber of 440 dtex, 1 (book): 1 (book): 3 (book): 2 (book): 1 (book) ): Alternately arranged at 4 (lines) and used as warp yarn for front, PET fiber having 560 dtex, tensile elastic modulus of 120 cN / dtex, and elongation of 40% is used as warp yarn for backing, 29 courses Double knitting was manufactured with a vertical knitting machine so that the number of wells was 19 well / inch (2.54 cm). Thereafter, scouring was carried out in a scouring tank at 80 ° C. and set at 200 ° C.
- Table 1 summarizes the compression amount of the knitted fabric, the spacing between the fluororesin fibers located on both sides of the other fibers, the thickness, the results of evaluation with a friction and wear tester, and the evaluation of rattling as a bearing sliding material. .
- Example 4 40 dtex, tensile elastic modulus of 1300 cN / dtex, elongation of 1% carbon fiber and 220 dtex of PTFE fiber are alternately arranged in 4 (lines): 4 (lines) to warp and weft
- 4 (lines) 4 (lines) to warp and weft
- a single flat woven fabric was produced with a loom so that the weaving density was 25 vertical and 25 horizontal / inch (2.54 cm). Thereafter, scouring was carried out in a scouring tank at 80 ° C. and set at 200 ° C. Moreover, the fluororesin was impregnated, the prepreg was created, and the composite material was shape
- Table 1 summarizes the compression amount of this composite material, the spacing between fluororesin fibers located on both sides of other fibers, the thickness, the results of evaluation with a friction and wear tester, and the evaluation of rattling as a bearing sliding material. It was.
- Comparative Example 1 PPS fibers with 220 dtex, tensile modulus of 40 cN / dtex, and elongation of 30% are used as warp yarns, 440 dtex PTFE fibers are used as weft yarns, and the weaving density is 70 + 70 yarns / inch (2.54 cm). In addition, a single flat fabric was produced with a loom. Thereafter, the same scouring and setting processes as in Example 1 were performed.
- Table 2 summarizes the compression amount of the woven fabric, the distance between the fluororesin fibers located on both sides of the other fibers, the thickness, the results of evaluation by a friction and wear tester, and the evaluation of the rattling as a bearing sliding material. .
- Comparative Example 2 Carbon fiber of 1000 dtex, tensile elastic modulus of 1300 cN / dtex, elongation of 1% and PTFE fiber of 1760 dtex are alternately arranged in 1 (1): 1 (1) to make warp and weft yarns A single flat woven fabric was produced with a loom so that the weaving density was 18 vertical + 18 horizontal / inch (2.54 cm). Thereafter, the same scouring and setting processes as in Example 1 were performed.
- Table 2 summarizes the compression amount of the woven fabric, the distance between the fluororesin fibers located on both sides of the other fibers, the thickness, the results of evaluation by a friction and wear tester, and the evaluation of the rattling as a bearing sliding material. .
- Comparative Example 3 As a sliding layer, 300 dtex, tensile elastic modulus of 300 cN / dtex, elongation of 3.5% glass fiber, 100 dtex, tensile elastic modulus of 40 cN / dtex, elongation of 40% nylon fiber, and 220 dtex of PTFE.
- the fibers are alternately arranged at 15 (lines): 35 (lines): 15 (lines) and used for warp yarns.
- Nylon fibers with 100 dtex, tensile elastic modulus 40 cN / dtex, and elongation 40% are horizontal. Used for yarn.
- a nylon fiber having a base layer of 100 dtex, a tensile elastic modulus of 40 cN / dtex, and an elongation of 40% was used for the warp yarn and the weft yarn.
- the textile fabric of the same structure as Example 2 was made, and the same scouring and setting process were performed. Then, the fluororesin impregnation process was carried out by the roll coat processing system.
- Table 2 summarizes the compression amount of the woven fabric, the distance between the fluororesin fibers located on both sides of the other fibers, the thickness, the results of evaluation by a friction and wear tester, and the evaluation of the rattling as a bearing sliding material. .
- Comparative Example 4 Using 440 dtex PTFE fiber for the front warp yarn, 560 dtex, tensile elastic modulus of 120 cN / dtex, elongation of 40% PET fiber is used for the back warp yarn, and the same structure as in Example 3 is made. Scouring and set processing. Table 2 summarizes the compression amount of the knitted fabric, the spacing between the fluororesin fibers located on both sides of the other fibers, the thickness, the results of evaluation with a friction and wear tester, and the results of evaluation of rattling as a bearing sliding material. .
- the sliding fabric of the present invention has a small amount of compression in the thickness direction when a load is applied, does not cause backlash between members, and is excellent in slidability and durability. It can be particularly preferably used.
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Mechanical Engineering (AREA)
- Woven Fabrics (AREA)
- Knitting Of Fabric (AREA)
Abstract
【課題】荷重負荷時の厚さ方向の圧縮量が小さく、部材間でガタツキが発生せず、摺動性、耐久性に優れた摺動布帛を提供する。
【解決手段】 布帛の少なくとも片面において、タテ糸および/またはヨコ糸として、フッ素樹脂繊維(X)と他の繊維(Y)とが交互に配置されていて、該布帛の圧縮量が25μm以下である摺動布帛とする。
Description
本発明は、摺動材料として好適なフッ素樹脂繊維を含む摺動布帛に関する。
従来からフッ素樹脂はその低摩擦係数を生かして摺動部材の表層にラミネートやコーティングされて使用されている。しかしながら、フッ素樹脂のラミネートやコーティングではフッ素樹脂膜が薄く、かつ非接着性のため剥がれやすく、長期的に摺動性を維持するためにはラミネートやコーティングを繰り返す必要があった。このような欠点を解消するために、フッ素樹脂を繊維化し、織り編み物や不織布として摺動部材の表面に配置させることで摩擦耐久性を向上させたり、さらに他素材と接着しやすい織り編み物と複合してより強固に接着するようにした摺動材が開発されている。
例えば、特許文献1には、フッ素繊維糸条と、引張強度が2GPa以上である高強度繊維糸条とが交織された織物であって、フッ素繊維が織物のいずれか一方の片面面積の30%以上の面積を被覆していることを特徴とするフッ素繊維交織織物が開示されている。このような構成により、複合材料軸受けの基材とした際にフッ素繊維の低摩擦性が発揮され、かつ、フッ素繊維が剥がれることがなく、優れた耐久性、機械的特性を有する複合材料摺動材を提供できるということである。
さらに特許文献2には、PTFE繊維を含んだ摺動織物とベース織物からなる多重織物であって、ベース面を最適な構成とすることで、耐熱性と耐摩耗性が高く、従来より高温環境したでも長期摺動性を発揮することができるとした耐熱摩耗性布帛が開示されている。
しかしながら、上記特許文献1記載のフッ素繊維交織織物は、フッ素繊維糸条と、引張強度が2GPa以上である高強度繊維糸条とが交織された織物であるため、使用される高強度繊維によっては、引張弾性率が高く相手材を傷付けやすく、織物としての摺動性が低下してしまい、その結果、長期耐久性が期待できないという問題がある。また、ベアリング部材等の用途に使用した場合、荷重負荷時に上記フッ素繊維交織織物の厚さ方向の圧縮量が大きいと、部材間でガタツキが発生することがある。
特許文献2記載の技術は、荷重負荷時に厚さ方向の圧縮量が大きいと、部材間でガタツキが発生しやすくなる傾向にあり、より長期間摺動性を発揮させるには、いまだ改善の余地あった。
本発明は、かかる従来技術の課題を解決し、荷重負荷時の厚さ方向の圧縮量が小さく、部材間でガタツキが発生せず、摺動性、耐久性に優れた摺動布帛を提供することを課題とする。
かかる課題を解決するため本発明は、次のいずれかの構成を有する。
(1) 布帛の少なくとも片面において、タテ糸および/またはヨコ糸として、フッ素樹脂繊維(X)と他の繊維(Y)とが交互に配置されていて、該布帛の圧縮量が25μm以下である摺動布帛。
(2) 前記他の繊維(Y)の両隣に位置するフッ素樹脂繊維(X)の間隔が20~3500μmの範囲内である、前記(1)記載の摺動布帛。
(3) 前記他の繊維(Y)が1種類である、前記(1)記載の摺動布帛。
(4) 前記フッ素樹脂繊維(X)と前記他の繊維(Y)とが同じ本数ずつ交互に配置されている、前記(3)記載の摺動布帛。
(5) 前記フッ素樹脂繊維(X)と前記他の繊維(Y)とが、1~4本ずつ交互に配置されている、前記(3)または(4)記載の摺動布帛。
(6) 前記他の繊維(Y)の繊度が50~800dtexの範囲内である、前記(1)記載の摺動布帛。
(7) 前記他の繊維(Y)の引張弾性率が20~800cN/dtexの範囲内である、前記(1)記載の摺動布帛。
(8) 前記他の繊維(Y)の伸度が3%以上である、前記(1)記載の摺動布帛。
(9) 該摺動布帛が織物である、前記(1)~(8)いずれかに記載の摺動布帛。
(10) 該摺動布帛が1層または2層からなる織物である、前記(9)記載の摺動布帛。
(11) 該摺動布帛が平組織である、前記(9)または(10)記載の摺動布帛。
(12) 該摺動布帛の厚さが1mm以下である、前記(1)~(11)いずれかに記載の摺動布帛。
(1) 布帛の少なくとも片面において、タテ糸および/またはヨコ糸として、フッ素樹脂繊維(X)と他の繊維(Y)とが交互に配置されていて、該布帛の圧縮量が25μm以下である摺動布帛。
(2) 前記他の繊維(Y)の両隣に位置するフッ素樹脂繊維(X)の間隔が20~3500μmの範囲内である、前記(1)記載の摺動布帛。
(3) 前記他の繊維(Y)が1種類である、前記(1)記載の摺動布帛。
(4) 前記フッ素樹脂繊維(X)と前記他の繊維(Y)とが同じ本数ずつ交互に配置されている、前記(3)記載の摺動布帛。
(5) 前記フッ素樹脂繊維(X)と前記他の繊維(Y)とが、1~4本ずつ交互に配置されている、前記(3)または(4)記載の摺動布帛。
(6) 前記他の繊維(Y)の繊度が50~800dtexの範囲内である、前記(1)記載の摺動布帛。
(7) 前記他の繊維(Y)の引張弾性率が20~800cN/dtexの範囲内である、前記(1)記載の摺動布帛。
(8) 前記他の繊維(Y)の伸度が3%以上である、前記(1)記載の摺動布帛。
(9) 該摺動布帛が織物である、前記(1)~(8)いずれかに記載の摺動布帛。
(10) 該摺動布帛が1層または2層からなる織物である、前記(9)記載の摺動布帛。
(11) 該摺動布帛が平組織である、前記(9)または(10)記載の摺動布帛。
(12) 該摺動布帛の厚さが1mm以下である、前記(1)~(11)いずれかに記載の摺動布帛。
本発明によれば、布帛の少なくとも片面において、タテ糸および/またはヨコ糸として、フッ素樹脂繊維と他の繊維とを交互に配置し、かつ該布帛の圧縮量を25μm以下とすることにより、摺動材としてベアリング部材等の用途に使用した場合においても、荷重負荷時の厚さ方向の圧縮量が小さく、部材間でガタツキが発生せず、摺動性、耐久性に優れた摺動布帛が提供される。
本発明による摺動布帛は、布帛の少なくとも片面において、タテ又はヨコ又はタテヨコ両方を構成する糸が、フッ素樹脂繊維(X)と他の繊維(Y)とが交互に配置されていて、該布帛の圧縮量が25μm以下であることを特徴とする。
<フッ素樹脂繊維(X)>
本発明において、フッ素樹脂繊維(X)の成分であるフッ素樹脂としては、主鎖または側鎖にフッ素原子を1個以上含む単量体単位で構成されたものであればよい。その中でも、フッ素原子数の多い単量体単位で構成されたものが好ましい。
本発明において、フッ素樹脂繊維(X)の成分であるフッ素樹脂としては、主鎖または側鎖にフッ素原子を1個以上含む単量体単位で構成されたものであればよい。その中でも、フッ素原子数の多い単量体単位で構成されたものが好ましい。
上記フッ素原糸を1個以上含む単量体単位は、重合体の繰り返し構造単位の70モル%以上含むことが好ましく、90モル%以上を含むことがより好ましく、95モル%以上含むことがさらに好ましい。
フッ素原子を1個以上含む単量体としては、テトラフルオロエチレン、ヘキサフルオロプロピレン、クロロトリフルオロエチレンなどのフッ素原子含有ビニル系単量体が挙げられ、中でも少なくともテトラフルオロエチレンを用いることが好ましい。
フッ素樹脂としては、例えば、ポリテトラフルオロエチレン(PTFE)、テトラフルオロエチレン-ヘキサフルオロプロピレン共重合体(FEP)、テトラフルオロエチレン-p-フルオロアルキルビニルエーテル共重合体(PFA)、ポリクロロトリフルオロエチレン(PCTFE)、エチレン-テトラフルオロエチレン共重合体(ETFE)等を単独または2種類以上ブレンドしたものを使用することができる。
テトラフルオロエチレン単位を含むフッ素樹脂においては、摺動特性の点からテトラフルオロエチレン単位の含有量は多い方が好ましく、ホモポリマーとしてのPTFE繊維を用いるのが最も好ましい。
フッ素樹脂繊維(X)の形態としては、1本のフィラメントで構成されるモノフィラメント、複数本のフィラメントで構成されるマルチフィラメントのいずれも用いることができる。
また、フッ素樹脂繊維(X)を構成するモノフィラメントまたはマルチフィラメントからなる繊維の総繊度としては、50~2000dtexの範囲内が好ましく、さらに好ましくは100~1000dtexの範囲内である。布帛を構成する繊維の総繊度が50dtex以上であると繊維の強力が強く、製織時の糸切れを低減できるので工程通過性が向上する。2000dtex以下であれば布帛の厚さが薄く、荷重負荷時に厚さ方向の圧縮量を低減できるので、部材間でのガタツキを抑制でき、長期耐久性が向上する。
<他の繊維(Y)>
本発明において、他の繊維(Y)としては、例えば、ポリフェニレンサルファイド(PPS)、ポリパラフェニレンテレフタルアミド、ポリメタフェニレンイソフタルアミド、ガラス、炭素、ナイロン、ポリエステル、高分子量ポリエチレン(分子量100万~700万)等の繊維を使用することができる。これらは1種または2種以上で用いることが好ましい。中でも引張弾性率が低く、連続使用耐高温特性が良いPPS繊維を用いるのが好ましい。また、高荷重の使用環境で、高強度特性が良いポリパラフェニレンテレフタルアミド、ガラス繊維等を用いることが好ましい。また、非摺動面に接着性能が要求される場合は、ナイロン繊維を用いるのが好ましい。
本発明において、他の繊維(Y)としては、例えば、ポリフェニレンサルファイド(PPS)、ポリパラフェニレンテレフタルアミド、ポリメタフェニレンイソフタルアミド、ガラス、炭素、ナイロン、ポリエステル、高分子量ポリエチレン(分子量100万~700万)等の繊維を使用することができる。これらは1種または2種以上で用いることが好ましい。中でも引張弾性率が低く、連続使用耐高温特性が良いPPS繊維を用いるのが好ましい。また、高荷重の使用環境で、高強度特性が良いポリパラフェニレンテレフタルアミド、ガラス繊維等を用いることが好ましい。また、非摺動面に接着性能が要求される場合は、ナイロン繊維を用いるのが好ましい。
他の繊維(Y)の形態としては、1本のフィラメントで構成されるモノフィラメント、複数本のフィラメントで構成されるマルチフィラメントのいずれも用いることができる。
また、他の繊維(Y)を構成するモノフィラメントまたはマルチフィラメントからなる繊維の総繊度としては、50~800dtexの範囲内が好ましく、さらに好ましくは100~300dtexの範囲内である。布帛を構成する繊維の総繊度が50dtex以上であると繊維の強力が強く、製織時の糸切れを低減できるので工程通過性が向上する。800dtex以下であれば布帛の厚さが薄く、荷重負荷時に厚さ方向の圧縮量を低減できるので、部材間でのガタツキの発生を抑制でき、長期耐久性が向上する。
また、他の繊維(Y)を構成するモノフィラメントまたはマルチフィラメントからなる繊維の引張弾性率としては、20~800cN/dtexの範囲内が好ましく、さらに好ましくは20~100cN/dtexの範囲内である。布帛を構成する繊維の引張弾性率が20cN/dtex以上であると繊維の強力が強く、布帛の摩耗によるせん断力への抵抗を強くできるので、摩耗した場合においても破断し難くなる。800cN/dtex以下であれば繊維の剛性が高くなり過ぎず、相手材を傷つけ難いので、摩擦界面の摩擦係数の上昇を抑制でき、長期耐久性が向上する。
なお、高分子量PE、炭素繊維等一般に引張弾性率が高い繊維を用いる場合、本発明で規定する圧縮率の範囲を超えないよう、必要に応じて低繊度化したり、使用量低減等の方法で調整することが望ましい。
また、他の繊維(Y)を構成するモノフィラメントまたはマルチフィラメントからなる繊維の伸度としては、3%以上が好ましく、さらに好ましくは10~50%の範囲内である。布帛を構成する繊維の伸度が3%以上であると繊維の伸縮性が強く、製織時の糸切れを低減できるので工程通過性が向上する。10~50%の範囲内であればフッ素樹脂繊維の伸度と同等レベルであるので、製織時の条件設定がしやすく、また後加工時の布帛表面に収縮差によるシワがでにくく、工程通過性が向上する。
<摺動布帛>
本発明による摺動布帛は、布帛の少なくとも片面において、タテ糸および/またはヨコ糸を構成する糸が、フッ素樹脂繊維(X)と他の繊維(Y)とが交互に配置されている。
本発明による摺動布帛は、布帛の少なくとも片面において、タテ糸および/またはヨコ糸を構成する糸が、フッ素樹脂繊維(X)と他の繊維(Y)とが交互に配置されている。
ここで、布帛の少なくとも片面に、フッ素樹脂繊維(X)と他の繊維(Y)とが交互に配置されている形態としては、フッ素樹脂繊維(X)をA、他の繊維(Y)をB及びCとした場合、例えば、
A1本/B1本/C1本、
A3本/B3本/C3本、
A1本/B3本/C2本/A3本/B4本/C1本、
等とすることができる。
A1本/B1本/C1本、
A3本/B3本/C3本、
A1本/B3本/C2本/A3本/B4本/C1本、
等とすることができる。
本発明においては、タテ糸としてフッ素樹脂繊維(X)と他の繊維(Y)とを交互に配置し、ヨコ糸としてフッ素樹脂繊維(X)又は他の繊維(Y)のいずれかを配置することができる。また、タテ糸としてフッ素樹脂繊維(X)又は他の繊維(Y)のいずれかを配置し、ヨコ糸としてフッ素樹脂繊維(X)と他の繊維(Y)とを交互に配置してもよい。また、タテ糸及びヨコ糸ともに、フッ素樹脂繊維(X)と他の繊維(Y)とを交互に配置してもよい。中でも、タテ糸及びヨコ糸ともに、フッ素樹脂繊維(X)と他の繊維(Y)とを交互に配置する構成が好ましい。これにより、布帛のタテ方向及びヨコ方向の両方にフッ素樹脂繊維(X)と他の繊維(Y)を交互に配置できるので、フッ素樹脂繊維(X)が有する低摩擦性と他の繊維(Y)が有する布帛強度を保持する骨材効果を、布帛の方向性に関係なく十分に発揮することができる。
なお、本発明において「フッ素樹脂繊維(X)と他の繊維(Y)とが交互に配置されている」とは、フッ素繊維(X)と1種又は2種類以上の他の繊維(Y)とが代わる代わる配置されていることをいう。すなわち、布帛の一方向において、フッ素樹脂繊維(X)と他の繊維(Y)とが混在している状態である。
また、本発明の摺動布帛において、他の繊維(Y)の両隣に位置するフッ素樹脂繊維(X)の間隔は、20~3500μmの範囲内であることが好ましく、さらに好ましくは50~1000μmの範囲内である。この間隔が20μm以上であると他繊維が細くなり過ぎず、強度を確保できるので布帛強度を保持する骨材効果を発揮でき、布帛の耐久性が向上する。3500μm以下であるとフッ素樹脂繊維同士の間隔が大きくなり過ぎず、摩擦界面にフッ素膜が膜化しやすいので、布帛の摺動性、耐久性が向上する。
ここでいうフッ素繊維(X)の間隔は、例えばフッ素繊維(X)として2種類(A1、A2)、他の繊維(Y)として4種類(B1、B2、B3、B4)使用して、A1/B1/B2/A2/B3/B4の繰り返しとするようなアレンジの場合には、A1-A2間で評価するものとする。
また、他の繊維(Y)としては、1種類または2種類以上使用することができるが、1種類であることが好ましい。ここでいう1種類とは、繊維を構成する素材が同じである場合に1種類とする。同種(1種類)のポリマーとは、ナイロン66同士、ポリエチレンテレフタレート同士等、ポリマーの主たる繰り返し単位が共通するポリマー同士を言い、例えばホモポリマーと共重合ポリマーとの組み合わせも、本発明でいう同種のポリマーとして許容される。
他の繊維(Y)として、異なる繊維(2種類以上)を使用した場合、伸縮性能に差があるため、使用する繊維の種類が少ないほど、製織時の条件設定がしやすく、また後加工時の布帛表面に収縮差によるシワがでにくく、工程通過性が向上する。
また、本発明の摺動布帛においては、フッ素樹脂繊維(X)と一種類の他の繊維(Y)とが同じ糸本数ずつ交互に配置されていることが好ましい。
ここで、フッ素樹脂繊維(X)と1種類の他の繊維(Y)とが同じ糸本数ずつ交互に配置されている形態としては、フッ素樹脂繊維(X)をA、他の繊維(Y)をBとした場合、例えば、
A1本/B1本、
A5本/B5本、
A10本/B10本、
等とすることができる。
A1本/B1本、
A5本/B5本、
A10本/B10本、
等とすることができる。
これにより、フッ素樹脂繊維(X)と他の繊維(Y)とが同等の比率でかつ平均的に配置されるので、フッ素樹脂繊維(X)が有する低摩擦性と他の繊維(Y)が有する布帛強度を保持する骨材効果を十分に発揮することができる。
フッ素樹脂繊維(X)と1種類の他の繊維(Y)は、1~4本ずつ交互に配置されていることがさらに好ましい。
ここで、フッ素樹脂繊維(X)と1種類の他の繊維(Y)とが1~4本ずつ交互に配置されている形態としては、フッ素樹脂繊維(X)をA、他の繊維(Y)をBとした場合、例えば、
A1本/B1本、
A2本/B2本、
A3本/B3本、
A4本/B4本、
とすることができる。
A1本/B1本、
A2本/B2本、
A3本/B3本、
A4本/B4本、
とすることができる。
これにより、フッ素樹脂繊維(X)の間隔を小さくして摺動面にフッ素樹脂を膜化しやすく、摺動布帛として低摩擦化することができる。
本発明において、摺動布帛の圧縮量は、25μm以下とする。好ましくは10μm以下である。上記の構成とすることにより、荷重負荷時の厚さ方向の圧縮量が小さく、部材間でのガタツキが発生することがなく、かつ摺動性、耐久性に優れた摺動布帛とすることができる。摺動布帛の圧縮量が25μmを超えると、荷重負荷時に厚さ方向の圧縮量が大きくなり、部材間でガタツキが発生することがあり、長期耐久性が期待できない。摺動布帛の圧縮量が10μm以下であると、高荷重の負荷時においても厚さ方向の圧縮量が小さく、部材間でのガタツキの発生がなく、長期耐久性が向上するので好ましい。
なお、摺動布帛の圧縮量は、下記計算式による。
圧縮量=T0-T1
ここで、T0:初荷重50cN/cm2を加えたときの厚み
T1:一定荷重300cN/cm2を1分間かけたときの厚み
圧縮量を上記範囲に抑制するため、低繊度の糸、また単層布帛を用いることを好ましい。またカレンダー、プレスなどの後加工方法も好ましい。
ここで、T0:初荷重50cN/cm2を加えたときの厚み
T1:一定荷重300cN/cm2を1分間かけたときの厚み
圧縮量を上記範囲に抑制するため、低繊度の糸、また単層布帛を用いることを好ましい。またカレンダー、プレスなどの後加工方法も好ましい。
また、本発明の該摺動布帛の形態としては、織物、編物及びこれらを多層化した多層複合材のいずれも適用できるが、緻密性、平滑性等が高い方がよいことなどから織物が好ましい。織物としては、1層または2層以上の多層織物とすることができるが、圧縮量が低い方がよいことなどから1層または2層からなる織物が好ましい。
また、本発明の摺動布帛の組織は、平織、綾織、サテンおよびその他組織が適用できるが、緻密性、強力等が高い方がよいことなどから平織が好ましい。
また、本発明の摺動布帛の厚さは、1mm以下が好ましく、さらに好ましくは0.3mm以下である。摺動布帛の厚さが1mm以下であると、荷重負荷時の厚さ方向の圧縮量が小さく、部材間でのガタツキが発生することがなく、かつ摺動性、耐久性に優れた摺動布帛とすることができる。
さらに耐久性を高めるために、前記摺動布帛に樹脂を含浸して使用することも可能である。ここで、摺動布帛に含浸させる樹脂としては、熱硬化性樹脂や熱可塑性樹脂を用いることができる。特に限定されるものではないが、熱硬化性樹脂としては、例えば、フェノール樹脂、メラミン樹脂、ユリア樹脂、不飽和ポリエステル樹脂、エポキシ樹脂、ポリウレタン樹脂、ジアリルフタレート樹脂、珪素樹脂、ポリイミド樹脂、ビニルエステル樹脂などやその変性樹脂など、熱可塑性樹脂であれば塩化ビニル樹脂、ポリスチレン、ABS樹脂、ポリエチレン、ポリプロピレン、フッ素樹脂、ポリアミド樹脂、ポリアセタール樹脂、ポリカーボネート樹脂、ポリエステル、ポリアミドなど、さらには熱可塑性ポリウレタン、ブタジエンゴム、ニトリルゴム、ネオプレン、ポリエステル等の合成ゴム又はエラストマーなどが好ましく使用できる。中でも、フェノール樹脂とポリビニルブチラール樹脂とを主成分とする樹脂、不飽和ポリエステル樹脂、ビニルエステル樹脂、ポリエチレン、ポリプロピレン等のポリオレフィン系樹脂、ポリエステル樹脂が、耐衝撃性、寸法安定性、強度、価格などから好ましく使用できる。かかる熱硬化性樹脂及び熱可塑性樹脂には、工業的にその目的、用途、製造工程や加工工程での生産性あるいは特性改善のため通常使用されている各種添加剤を含んでいてもよい。例えば、変性剤、可塑剤、充填剤、離型剤、着色剤、希釈剤などを含有せしめることができる。なお、ここでいう主成分とは、溶媒を除いた成分のうちで重量比率が一番大きい成分をいい、フェノール樹脂とポリビニルブチラール樹脂を主成分とする樹脂の場合では、これら2種類の樹脂の重量比率が1番目、2番目(順不同)に大きいことを意味する。
前記摺動布帛に樹脂を含浸する方法としては、熱硬化性樹脂を用いる場合は、熱硬化性樹脂を溶剤に溶解してワニスに調整し、ナイフコート加工やロールコート加工、コンマコート加工、グラビアコート加工などで布帛に含浸コートする方法が一般的に用いられる。また、熱可塑性樹脂を用いる場合には溶融押し出しラミネートなどが一般的に用いられる。
本発明の摺動布帛に、必要に応じフッ素系潤滑剤などを添加することも可能である。
かくして得られる本発明の摺動布帛は、他の繊維(Y)が布帛強度を保持する骨材としてフッ素樹脂繊維(X)を強固に拘束し、かつ、摩滅したフッ素樹脂繊維(X)を他の繊維(Y)の骨材に蓄積する構造であるため、長期間摺動性を発揮することができ、また、圧縮量が小さいので、荷重負荷時の厚さ方向の圧縮量が小さく、部材間でのガタツキが発生することがなく、耐久性に優れた摺動布帛とすることができる。
以下、本発明の実施例を比較例と共に説明する。
なお、本実施例で用いる各種特性の測定方法は、以下のとおりである。
(1)布帛の圧縮量
JIS L1096:2010(織物及び編物の生地試験方法)に準じ、布帛を5cm×5cmにサンプリングした。
JIS L1096:2010(織物及び編物の生地試験方法)に準じ、布帛を5cm×5cmにサンプリングした。
圧縮量測定器は、SE-15型の圧縮量実験器を用い、準備できたサンプルを2cm2の測定子の上にゆっくりと載せて、測定用ハンドルをDOWN方向にゆっくりと回して荷重を加えて、100cNかけた時の厚みT0を読取り、また600cN1分間かけた時の厚みT1を読取り、下記計算式で圧縮量を求めた。
圧縮量=T0-T1
(2)摺動布帛における、他の繊維(Y)の両隣に位置するフッ素樹脂繊維(X)の間隔
フッ素樹脂繊維(X)と他の繊維(Y)とが交互に配置された側の織物表面をキーエンス製マイクロスコープVHX-2000にて30倍に拡大した写真をもとに、摺動界内の他の繊維(Y)の両隣に位置するフッ素樹脂繊維(X)の最小間隔をn=5で測定し、平均値を計算した。なお、前記間隔は、他の繊維(Y)を挟んで、一方のフッ素樹脂繊維の当該他の繊維(Y)と隣接する側の端部と、他方のフッ素樹脂繊維の当該他の繊維(Y)と隣接する側の端部との距離を測定した。
(2)摺動布帛における、他の繊維(Y)の両隣に位置するフッ素樹脂繊維(X)の間隔
フッ素樹脂繊維(X)と他の繊維(Y)とが交互に配置された側の織物表面をキーエンス製マイクロスコープVHX-2000にて30倍に拡大した写真をもとに、摺動界内の他の繊維(Y)の両隣に位置するフッ素樹脂繊維(X)の最小間隔をn=5で測定し、平均値を計算した。なお、前記間隔は、他の繊維(Y)を挟んで、一方のフッ素樹脂繊維の当該他の繊維(Y)と隣接する側の端部と、他方のフッ素樹脂繊維の当該他の繊維(Y)と隣接する側の端部との距離を測定した。
(3)繊維の繊度
JIS L1013:2010(化学繊維フィラメント糸試験方法)に準じて繊維の繊度を測定した。
JIS L1013:2010(化学繊維フィラメント糸試験方法)に準じて繊維の繊度を測定した。
(4)繊維の引張弾性率
JIS L1013:2010(化学繊維フィラメント糸試験方法)の8.9項に記載のB法に準じて繊維の引張弾性率を測定した。
JIS L1013:2010(化学繊維フィラメント糸試験方法)の8.9項に記載のB法に準じて繊維の引張弾性率を測定した。
(5)繊維の伸度
JIS L1013:2010(化学繊維フィラメント糸試験方法)に準じて繊維の伸度を測定した。
JIS L1013:2010(化学繊維フィラメント糸試験方法)に準じて繊維の伸度を測定した。
(6)布帛の厚さ
JIS L1013:2010(織物及び編物の生地試験方法)に準じて布帛の厚さを測定した。
JIS L1013:2010(織物及び編物の生地試験方法)に準じて布帛の厚さを測定した。
(7)リング摩耗試験(摩擦摩耗試験)
JIS K7218:1986(プラスチックの滑り摩耗試験方法)A法に準じ、布帛は、タテ30mm、ヨコ30mmにサンプリングし、同じ大きさの厚さ2mmのPOM樹脂板の上にのせてサンプルホルダーに固定した。
JIS K7218:1986(プラスチックの滑り摩耗試験方法)A法に準じ、布帛は、タテ30mm、ヨコ30mmにサンプリングし、同じ大きさの厚さ2mmのPOM樹脂板の上にのせてサンプルホルダーに固定した。
相手材はS45Cで作られた、外径25.6mm、内径20mm、長さ15mmの中空円筒形状の表面をサンドパーパーで磨き、粗さ測定器(ミツトヨ製SJ-201)にて測定し0.8μmm±0.1Raの範囲の相手材を使用した。
リング摩耗試験機は、オリエンテック製MODEL:EFM-III-ENを用い、摩擦荷重:1MPa、摩擦速度:180mm/秒にて試験を行い摩擦摺動距離6000mまでの摺動トルクを測定し、安定部分の摩擦係数を計算するとともに、摺動後の布帛サンプルの表面状態を観察し、摩滅がほとんどないものを◎、摩滅はあるが摩擦係数が安定しているものを○、摩滅して摩擦係数が上昇したものを△、布帛が破壊されたものを×とした。
(8)ガタツキ
得られた布帛をペアリングの摺動材として用い3ヶ月の期間、部材間のガタツキ程度を確認し、ほとんどないものを◎、わずかなものを○、顕著にあるが破壊がいないものを△、破壊されたものを×とした。
得られた布帛をペアリングの摺動材として用い3ヶ月の期間、部材間のガタツキ程度を確認し、ほとんどないものを◎、わずかなものを○、顕著にあるが破壊がいないものを△、破壊されたものを×とした。
実施例1
220dtex、引張弾性率が40cN/dtex、伸度が30%のPPS繊維と、440dtexのPTFE繊維とを、1(本):1(本)にて交互に配置してタテ糸、及びヨコ糸に用い、織り密度がタテ70+ヨコ70本/inch(2.54cm)となるように、織機にて一重平織物を製作した。その後80℃の精練槽にて精練を行い、200℃でセットした。
220dtex、引張弾性率が40cN/dtex、伸度が30%のPPS繊維と、440dtexのPTFE繊維とを、1(本):1(本)にて交互に配置してタテ糸、及びヨコ糸に用い、織り密度がタテ70+ヨコ70本/inch(2.54cm)となるように、織機にて一重平織物を製作した。その後80℃の精練槽にて精練を行い、200℃でセットした。
この織物の圧縮量、他の繊維の両隣に位置するフッ素樹脂繊維の間隔、厚さ、摩擦摩耗試験機で評価した結果、およびベアリング摺動材としてのガタツキを評価した結果を表1にまとめた。
実施例2
摺動層として、300dtex、引張弾性率が300cN/dtex、伸度が3.5%のガラス繊維と、100dtex、引張弾性率が40cN/dtex、伸度が40%のナイロン繊維と、220dtexのPTFE繊維とを、1(本):3(本):3(本)にて交互に配置してタテ糸に用い、100dtex、引張弾性率が40cN/dtex、伸度が40%のナイロン繊維をヨコ糸に用いた。また、ベース層として100dtex、引張弾性率が40cN/dtex、伸度が40%のナイロン繊維をタテ糸、及びヨコ糸に用いた。そして、摺動層の織り密度がタテ85+ヨコ100本/inch(2.54cm)、ベース層の織り密度がタテ100+ヨコ100本/inch(2.54cm)となるように、織機にて摺動層が綾織、ベース層が平織の2重織物を製作した。その後80℃の精練槽にて精練を行い、200℃でセットした。その後、ロールコート加工方式でフッ素樹脂含浸加工した。
摺動層として、300dtex、引張弾性率が300cN/dtex、伸度が3.5%のガラス繊維と、100dtex、引張弾性率が40cN/dtex、伸度が40%のナイロン繊維と、220dtexのPTFE繊維とを、1(本):3(本):3(本)にて交互に配置してタテ糸に用い、100dtex、引張弾性率が40cN/dtex、伸度が40%のナイロン繊維をヨコ糸に用いた。また、ベース層として100dtex、引張弾性率が40cN/dtex、伸度が40%のナイロン繊維をタテ糸、及びヨコ糸に用いた。そして、摺動層の織り密度がタテ85+ヨコ100本/inch(2.54cm)、ベース層の織り密度がタテ100+ヨコ100本/inch(2.54cm)となるように、織機にて摺動層が綾織、ベース層が平織の2重織物を製作した。その後80℃の精練槽にて精練を行い、200℃でセットした。その後、ロールコート加工方式でフッ素樹脂含浸加工した。
この織物の圧縮量、他の繊維の両隣に位置するフッ素樹脂繊維の間隔、厚さ、摩擦摩耗試験機で評価した結果、およびベアリング摺動材としてのガタツキを評価した結果を表1にまとめた。
実施例3
220dtex、引張弾性率が40cN/dtex、伸度が40%のナイロン繊維と、440dtexのPTFE繊維とを、1(本):1(本):3(本):2(本):1(本):4(本)にて交互に配置して表用タテ糸に用い、560dtex、引張弾性率が120cN/dtex、伸度が40%のPET繊維を裏用タテ糸に用い、コース数29コース/inch(2.54cm)、ウェル数19ウェル/inch(2.54cm)となるように、タテ編み機にて2重編み物を製作した。その後80℃の精練槽にて精練を行い、200℃でセットした。
220dtex、引張弾性率が40cN/dtex、伸度が40%のナイロン繊維と、440dtexのPTFE繊維とを、1(本):1(本):3(本):2(本):1(本):4(本)にて交互に配置して表用タテ糸に用い、560dtex、引張弾性率が120cN/dtex、伸度が40%のPET繊維を裏用タテ糸に用い、コース数29コース/inch(2.54cm)、ウェル数19ウェル/inch(2.54cm)となるように、タテ編み機にて2重編み物を製作した。その後80℃の精練槽にて精練を行い、200℃でセットした。
この編み物の圧縮量、他の繊維の両隣に位置するフッ素樹脂繊維の間隔、厚さ、摩擦摩耗試験機で評価した結果、およびベアリング摺動材としてのガタツキを評価した結果を表1にまとめた。
実施例4
40dtex、引張弾性率が1300cN/dtex、伸度が1%の炭素繊維と、220dtexのPTFE繊維とを、4(本):4(本)にて交互に配置してタテ糸、及びヨコ糸に用い、織り密度がタテ25+ヨコ25本/inch(2.54cm)となるように、織機にて一重平織物を製作した。その後80℃の精練槽にて精練を行い、200℃でセットした。また、フッ素樹脂を含浸させ、プリプレグを作成し、複合材料を成形した。
40dtex、引張弾性率が1300cN/dtex、伸度が1%の炭素繊維と、220dtexのPTFE繊維とを、4(本):4(本)にて交互に配置してタテ糸、及びヨコ糸に用い、織り密度がタテ25+ヨコ25本/inch(2.54cm)となるように、織機にて一重平織物を製作した。その後80℃の精練槽にて精練を行い、200℃でセットした。また、フッ素樹脂を含浸させ、プリプレグを作成し、複合材料を成形した。
この複合材料の圧縮量、他の繊維の両隣に位置するフッ素樹脂繊維の間隔、厚さ、摩擦摩耗試験機で評価した結果、およびベアリング摺動材としてのガタツキを評価した結果を表1にまとめた。
比較例1
220dtex、引張弾性率が40cN/dtex、伸度が30%のPPS繊維をタテ糸に用い、440dtexのPTFE繊維をヨコ糸に用い、織り密度がタテ70+70本/inch(2.54cm)となるように、織機にて一重平織物を製作した。その後実施例1と同様の精練、セット処理を行なった。
220dtex、引張弾性率が40cN/dtex、伸度が30%のPPS繊維をタテ糸に用い、440dtexのPTFE繊維をヨコ糸に用い、織り密度がタテ70+70本/inch(2.54cm)となるように、織機にて一重平織物を製作した。その後実施例1と同様の精練、セット処理を行なった。
この織物の圧縮量、他の繊維の両隣に位置するフッ素樹脂繊維の間隔、厚さ、摩擦摩耗試験機で評価した結果、およびベアリング摺動材としてのガタツキを評価した結果を表2にまとめた。
比較例2
1000dtex、引張弾性率が1300cN/dtex、伸度が1%の炭素繊維と、1760dtexのPTFE繊維とを、1(本):1(本)にて交互に配置してタテ糸、及びヨコ糸に用い、織り密度がタテ18+ヨコ18本/inch(2.54cm)となるように、織機にて一重平織物を製作した。その後実施例1と同様の精練、セット処理を行なった。
1000dtex、引張弾性率が1300cN/dtex、伸度が1%の炭素繊維と、1760dtexのPTFE繊維とを、1(本):1(本)にて交互に配置してタテ糸、及びヨコ糸に用い、織り密度がタテ18+ヨコ18本/inch(2.54cm)となるように、織機にて一重平織物を製作した。その後実施例1と同様の精練、セット処理を行なった。
この織物の圧縮量、他の繊維の両隣に位置するフッ素樹脂繊維の間隔、厚さ、摩擦摩耗試験機で評価した結果、およびベアリング摺動材としてのガタツキを評価した結果を表2にまとめた。
比較例3
摺動層として、300dtex、引張弾性率が300cN/dtex、伸度が3.5%のガラス繊維と、100dtex、引張弾性率が40cN/dtex、伸度が40%のナイロン繊維と、220dtexのPTFE繊維とを、15(本):35(本):15(本)にて交互に配置してタテ糸に用い、100dtex、引張弾性率が40cN/dtex、伸度が40%のナイロン繊維をヨコ糸に用いた。また、ベース層として100dtex、引張弾性率が40cN/dtex、伸度が40%のナイロン繊維をタテ糸、ヨコ糸に用いた。そして、実施例2と同じ構造の織物を作り、同様の精練、セット処理を行なった。その後、ロールコート加工方式でフッ素樹脂含浸加工した。
摺動層として、300dtex、引張弾性率が300cN/dtex、伸度が3.5%のガラス繊維と、100dtex、引張弾性率が40cN/dtex、伸度が40%のナイロン繊維と、220dtexのPTFE繊維とを、15(本):35(本):15(本)にて交互に配置してタテ糸に用い、100dtex、引張弾性率が40cN/dtex、伸度が40%のナイロン繊維をヨコ糸に用いた。また、ベース層として100dtex、引張弾性率が40cN/dtex、伸度が40%のナイロン繊維をタテ糸、ヨコ糸に用いた。そして、実施例2と同じ構造の織物を作り、同様の精練、セット処理を行なった。その後、ロールコート加工方式でフッ素樹脂含浸加工した。
この織物の圧縮量、他の繊維の両隣に位置するフッ素樹脂繊維の間隔、厚さ、摩擦摩耗試験機で評価した結果、およびベアリング摺動材としてのガタツキを評価した結果を表2にまとめた。
比較例4
440dtexのPTFE繊維を表用タテ糸に用い、560dtex、引張弾性率が120cN/dtex、伸度が40%のPET繊維を裏用タテ糸に用い、実施例3と同じ構造の編み物を作り、同様の精練、セット処理を行なった。この編み物の圧縮量、他の繊維の両隣に位置するフッ素樹脂繊維の間隔、厚さ、摩擦摩耗試験機で評価した結果、およびベアリング摺動材としてのガタツキを評価した結果を表2にまとめた。
440dtexのPTFE繊維を表用タテ糸に用い、560dtex、引張弾性率が120cN/dtex、伸度が40%のPET繊維を裏用タテ糸に用い、実施例3と同じ構造の編み物を作り、同様の精練、セット処理を行なった。この編み物の圧縮量、他の繊維の両隣に位置するフッ素樹脂繊維の間隔、厚さ、摩擦摩耗試験機で評価した結果、およびベアリング摺動材としてのガタツキを評価した結果を表2にまとめた。

本発明の摺動布帛は、荷重負荷時の厚さ方向の圧縮量が小さく、部材間でガタツキが発生せず、摺動性、耐久性に優れたものであるので、OA機器やベアリング部材等に特に好適に用いることができる。
Claims (12)
- 布帛の少なくとも片面において、タテ糸および/またはヨコ糸として、フッ素樹脂繊維(X)と他の繊維(Y)とが交互に配置されていて、該布帛の圧縮量が25μm以下である摺動布帛。
- 前記他の繊維(Y)の両隣に位置するフッ素樹脂繊維(X)の間隔が20~3500μmの範囲内である、請求項1記載の摺動布帛。
- 前記他の繊維(Y)が1種類である、請求項1記載の摺動布帛。
- 前記フッ素樹脂繊維(X)と前記他の繊維(Y)とが同じ本数ずつ交互に配置されている、請求項3記載の摺動布帛。
- 前記フッ素樹脂繊維(X)と前記他の繊維(Y)とが、1~4本ずつ交互に配置されている、請求項3または4記載の摺動布帛。
- 前記他の繊維(Y)の繊度が50~800dtexの範囲内である、請求項1記載の摺動布帛。
- 前記他の繊維(Y)の引張弾性率が20~800cN/dtexの範囲内である、請求項1記載の摺動布帛。
- 前記他の繊維(Y)の伸度が3%以上である、請求項1記載の摺動布帛。
- 該摺動布帛が織物である、請求項1~8いずれかに記載の摺動布帛。
- 該摺動布帛が1層または2層からなる織物である、請求項9記載の摺動布帛。
- 該摺動布帛が平組織である、請求項9または10記載の摺動布帛。
- 該摺動布帛の厚さが1mm以下である、請求項1~11いずれかに記載の摺動布帛。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201780058809.1A CN109790656A (zh) | 2016-10-20 | 2017-10-02 | 滑动布帛 |
| EP17861572.0A EP3530785A4 (en) | 2016-10-20 | 2017-10-02 | SLIDING FABRIC |
| JP2017558038A JP7006274B2 (ja) | 2016-10-20 | 2017-10-02 | 摺動布帛 |
| US16/342,347 US20190242037A1 (en) | 2016-10-20 | 2017-10-02 | Sliding fabric |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016-205863 | 2016-10-20 | ||
| JP2016205863 | 2016-10-20 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018074207A1 true WO2018074207A1 (ja) | 2018-04-26 |
Family
ID=62018532
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/035806 WO2018074207A1 (ja) | 2016-10-20 | 2017-10-02 | 摺動布帛 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20190242037A1 (ja) |
| EP (1) | EP3530785A4 (ja) |
| JP (1) | JP7006274B2 (ja) |
| CN (1) | CN109790656A (ja) |
| WO (1) | WO2018074207A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020137287A1 (ja) | 2018-12-26 | 2020-07-02 | 東レ株式会社 | 摺動布帛 |
| JPWO2020175304A1 (ja) * | 2019-02-25 | 2020-09-03 | ||
| JP2020148269A (ja) * | 2019-03-14 | 2020-09-17 | 株式会社リコー | 接触部材、乾燥装置、及び印刷装置 |
| JP2020152474A (ja) * | 2019-03-18 | 2020-09-24 | 株式会社リコー | 接触部材、乾燥装置、及び印刷装置 |
| WO2022209961A1 (ja) | 2021-03-29 | 2022-10-06 | 東レ株式会社 | 織物および摺動材 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20230027891A1 (en) * | 2019-12-20 | 2023-01-26 | Toray Industries, Inc. | Fabric, and cable cover for robot arm |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61114123U (ja) * | 1984-12-28 | 1986-07-18 | ||
| JP2009542994A (ja) * | 2006-07-07 | 2009-12-03 | フェデラル−モーグル コーポレイション | スリーブ軸受アセンブリおよび製造方法 |
| JP2011190561A (ja) * | 2010-03-16 | 2011-09-29 | Nihon Gore Kk | 布帛の製造方法および布帛 |
| JP2011214164A (ja) * | 2010-03-31 | 2011-10-27 | Toray Ind Inc | 伸縮性織物 |
| CN102535167A (zh) * | 2012-01-04 | 2012-07-04 | 江苏中天航空配件有限公司 | 一种轴承用自润滑复合材料衬垫及其制备方法 |
| CN105088489A (zh) * | 2012-11-29 | 2015-11-25 | 东丽纤维研究所(中国)有限公司 | 一种含聚四氟乙烯纤维的双层织物及其用途 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3328100A (en) * | 1964-03-17 | 1967-06-27 | Abex Corp | Bearings |
| JP2005220486A (ja) * | 2004-02-06 | 2005-08-18 | Toray Ind Inc | フッ素繊維交織織物および複合材料 |
| CN103572454B (zh) * | 2012-08-07 | 2016-08-10 | 东丽纤维研究所(中国)有限公司 | 一种低摩擦系数织物及其用途 |
| CN105392935B (zh) * | 2013-07-25 | 2017-11-17 | 东丽株式会社 | 耐磨耗性多重织物 |
| US20150361599A1 (en) * | 2014-06-16 | 2015-12-17 | W. L. Gore & Associates, Inc. | Woven Fabrics Containing Expanded Polytetrafluoroethylene Fibers |
-
2017
- 2017-10-02 WO PCT/JP2017/035806 patent/WO2018074207A1/ja active Application Filing
- 2017-10-02 EP EP17861572.0A patent/EP3530785A4/en not_active Withdrawn
- 2017-10-02 US US16/342,347 patent/US20190242037A1/en not_active Abandoned
- 2017-10-02 CN CN201780058809.1A patent/CN109790656A/zh active Pending
- 2017-10-02 JP JP2017558038A patent/JP7006274B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61114123U (ja) * | 1984-12-28 | 1986-07-18 | ||
| JP2009542994A (ja) * | 2006-07-07 | 2009-12-03 | フェデラル−モーグル コーポレイション | スリーブ軸受アセンブリおよび製造方法 |
| JP2011190561A (ja) * | 2010-03-16 | 2011-09-29 | Nihon Gore Kk | 布帛の製造方法および布帛 |
| JP2011214164A (ja) * | 2010-03-31 | 2011-10-27 | Toray Ind Inc | 伸縮性織物 |
| CN102535167A (zh) * | 2012-01-04 | 2012-07-04 | 江苏中天航空配件有限公司 | 一种轴承用自润滑复合材料衬垫及其制备方法 |
| CN105088489A (zh) * | 2012-11-29 | 2015-11-25 | 东丽纤维研究所(中国)有限公司 | 一种含聚四氟乙烯纤维的双层织物及其用途 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3530785A4 * |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3904575A4 (en) * | 2018-12-26 | 2022-09-07 | Toray Industries, Inc. | GLIDING TISSUE |
| WO2020137287A1 (ja) | 2018-12-26 | 2020-07-02 | 東レ株式会社 | 摺動布帛 |
| JP7414007B2 (ja) | 2018-12-26 | 2024-01-16 | 東レ株式会社 | 摺動布帛 |
| KR20210101234A (ko) | 2018-12-26 | 2021-08-18 | 도레이 카부시키가이샤 | 접동 포백 |
| JPWO2020137287A1 (ja) * | 2018-12-26 | 2021-11-11 | 東レ株式会社 | 摺動布帛 |
| JPWO2020175304A1 (ja) * | 2019-02-25 | 2020-09-03 | ||
| WO2020175304A1 (ja) * | 2019-02-25 | 2020-09-03 | 東レ株式会社 | 摺動布帛 |
| JP2020148269A (ja) * | 2019-03-14 | 2020-09-17 | 株式会社リコー | 接触部材、乾燥装置、及び印刷装置 |
| JP7225960B2 (ja) | 2019-03-14 | 2023-02-21 | 株式会社リコー | 接触部材、乾燥装置、及び印刷装置 |
| JP2023052583A (ja) * | 2019-03-18 | 2023-04-11 | 株式会社リコー | 払拭装置、液体吐出装置、及び払拭方法 |
| JP2020152474A (ja) * | 2019-03-18 | 2020-09-24 | 株式会社リコー | 接触部材、乾燥装置、及び印刷装置 |
| JP7420295B2 (ja) | 2019-03-18 | 2024-01-23 | 株式会社リコー | 乾燥装置、及び印刷装置 |
| US11969987B2 (en) | 2019-03-18 | 2024-04-30 | Ricoh Company, Ltd. | Contacting member, drying device, and printing apparatus |
| WO2022209961A1 (ja) | 2021-03-29 | 2022-10-06 | 東レ株式会社 | 織物および摺動材 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3530785A4 (en) | 2020-05-27 |
| CN109790656A (zh) | 2019-05-21 |
| JPWO2018074207A1 (ja) | 2019-08-22 |
| EP3530785A1 (en) | 2019-08-28 |
| US20190242037A1 (en) | 2019-08-08 |
| JP7006274B2 (ja) | 2022-01-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2018074207A1 (ja) | 摺動布帛 | |
| TWI631251B (zh) | 耐磨耗性多重編織物 | |
| JP6520707B2 (ja) | 複合摺動材およびoa機器用耐熱性複合摺動材 | |
| JP6398189B2 (ja) | 耐熱耐摩耗性多重織物 | |
| JP2008150724A (ja) | 布帛 | |
| JP6957943B2 (ja) | 摺動布帛およびウインドウガラススタビライザ | |
| JP7414007B2 (ja) | 摺動布帛 | |
| CN114829689B (zh) | 机织物及机械臂用电缆罩 | |
| JP6481606B2 (ja) | 低摩擦摺動材およびトナー定着装置用低摩擦加圧部材 | |
| WO2020175304A1 (ja) | 摺動布帛 | |
| WO2022209961A1 (ja) | 織物および摺動材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2017558038 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17861572 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2017861572 Country of ref document: EP Effective date: 20190520 |