WO2018034261A1 - 塗膜および物品 - Google Patents
塗膜および物品 Download PDFInfo
- Publication number
- WO2018034261A1 WO2018034261A1 PCT/JP2017/029259 JP2017029259W WO2018034261A1 WO 2018034261 A1 WO2018034261 A1 WO 2018034261A1 JP 2017029259 W JP2017029259 W JP 2017029259W WO 2018034261 A1 WO2018034261 A1 WO 2018034261A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- pigment particles
- coating film
- laminate
- layer
- thickness
- Prior art date
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/004—Reflecting paints; Signal paints
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/006—Surface treatment of glass, not in the form of fibres or filaments, by coating with materials of composite character
- C03C17/007—Surface treatment of glass, not in the form of fibres or filaments, by coating with materials of composite character containing a dispersed phase, e.g. particles, fibres or flakes, in a continuous phase
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09C—TREATMENT OF INORGANIC MATERIALS, OTHER THAN FIBROUS FILLERS, TO ENHANCE THEIR PIGMENTING OR FILLING PROPERTIES ; PREPARATION OF CARBON BLACK ; PREPARATION OF INORGANIC MATERIALS WHICH ARE NO SINGLE CHEMICAL COMPOUNDS AND WHICH ARE MAINLY USED AS PIGMENTS OR FILLERS
- C09C1/00—Treatment of specific inorganic materials other than fibrous fillers; Preparation of carbon black
- C09C1/0015—Pigments exhibiting interference colours, e.g. transparent platelets of appropriate thinness or flaky substrates, e.g. mica, bearing appropriate thin transparent coatings
- C09C1/0021—Pigments exhibiting interference colours, e.g. transparent platelets of appropriate thinness or flaky substrates, e.g. mica, bearing appropriate thin transparent coatings comprising a core coated with only one layer having a high or low refractive index
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09C—TREATMENT OF INORGANIC MATERIALS, OTHER THAN FIBROUS FILLERS, TO ENHANCE THEIR PIGMENTING OR FILLING PROPERTIES ; PREPARATION OF CARBON BLACK ; PREPARATION OF INORGANIC MATERIALS WHICH ARE NO SINGLE CHEMICAL COMPOUNDS AND WHICH ARE MAINLY USED AS PIGMENTS OR FILLERS
- C09C1/00—Treatment of specific inorganic materials other than fibrous fillers; Preparation of carbon black
- C09C1/62—Metallic pigments or fillers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09C—TREATMENT OF INORGANIC MATERIALS, OTHER THAN FIBROUS FILLERS, TO ENHANCE THEIR PIGMENTING OR FILLING PROPERTIES ; PREPARATION OF CARBON BLACK ; PREPARATION OF INORGANIC MATERIALS WHICH ARE NO SINGLE CHEMICAL COMPOUNDS AND WHICH ARE MAINLY USED AS PIGMENTS OR FILLERS
- C09C3/00—Treatment in general of inorganic materials, other than fibrous fillers, to enhance their pigmenting or filling properties
- C09C3/06—Treatment with inorganic compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D133/00—Coating compositions based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Coating compositions based on derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D201/00—Coating compositions based on unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/006—Anti-reflective coatings
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
- C09D7/70—Additives characterised by shape, e.g. fibres, flakes or microspheres
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2217/00—Coatings on glass
- C03C2217/40—Coatings comprising at least one inhomogeneous layer
- C03C2217/43—Coatings comprising at least one inhomogeneous layer consisting of a dispersed phase in a continuous phase
- C03C2217/46—Coatings comprising at least one inhomogeneous layer consisting of a dispersed phase in a continuous phase characterized by the dispersed phase
- C03C2217/47—Coatings comprising at least one inhomogeneous layer consisting of a dispersed phase in a continuous phase characterized by the dispersed phase consisting of a specific material
- C03C2217/475—Inorganic materials
- C03C2217/479—Metals
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2217/00—Coatings on glass
- C03C2217/40—Coatings comprising at least one inhomogeneous layer
- C03C2217/43—Coatings comprising at least one inhomogeneous layer consisting of a dispersed phase in a continuous phase
- C03C2217/46—Coatings comprising at least one inhomogeneous layer consisting of a dispersed phase in a continuous phase characterized by the dispersed phase
- C03C2217/48—Coatings comprising at least one inhomogeneous layer consisting of a dispersed phase in a continuous phase characterized by the dispersed phase having a specific function
- C03C2217/485—Pigments
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09C—TREATMENT OF INORGANIC MATERIALS, OTHER THAN FIBROUS FILLERS, TO ENHANCE THEIR PIGMENTING OR FILLING PROPERTIES ; PREPARATION OF CARBON BLACK ; PREPARATION OF INORGANIC MATERIALS WHICH ARE NO SINGLE CHEMICAL COMPOUNDS AND WHICH ARE MAINLY USED AS PIGMENTS OR FILLERS
- C09C2200/00—Compositional and structural details of pigments exhibiting interference colours
- C09C2200/10—Interference pigments characterized by the core material
- C09C2200/1054—Interference pigments characterized by the core material the core consisting of a metal
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09C—TREATMENT OF INORGANIC MATERIALS, OTHER THAN FIBROUS FILLERS, TO ENHANCE THEIR PIGMENTING OR FILLING PROPERTIES ; PREPARATION OF CARBON BLACK ; PREPARATION OF INORGANIC MATERIALS WHICH ARE NO SINGLE CHEMICAL COMPOUNDS AND WHICH ARE MAINLY USED AS PIGMENTS OR FILLERS
- C09C2200/00—Compositional and structural details of pigments exhibiting interference colours
- C09C2200/30—Interference pigments characterised by the thickness of the core or layers thereon or by the total thickness of the final pigment particle
- C09C2200/308—Total thickness of the pigment particle
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09C—TREATMENT OF INORGANIC MATERIALS, OTHER THAN FIBROUS FILLERS, TO ENHANCE THEIR PIGMENTING OR FILLING PROPERTIES ; PREPARATION OF CARBON BLACK ; PREPARATION OF INORGANIC MATERIALS WHICH ARE NO SINGLE CHEMICAL COMPOUNDS AND WHICH ARE MAINLY USED AS PIGMENTS OR FILLERS
- C09C2210/00—Special effects or uses of interference pigments
- C09C2210/10—Optical properties in the IR-range, e.g. camouflage pigments
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09C—TREATMENT OF INORGANIC MATERIALS, OTHER THAN FIBROUS FILLERS, TO ENHANCE THEIR PIGMENTING OR FILLING PROPERTIES ; PREPARATION OF CARBON BLACK ; PREPARATION OF INORGANIC MATERIALS WHICH ARE NO SINGLE CHEMICAL COMPOUNDS AND WHICH ARE MAINLY USED AS PIGMENTS OR FILLERS
- C09C2220/00—Methods of preparing the interference pigments
- C09C2220/20—PVD, CVD methods or coating in a gas-phase using a fluidized bed
Definitions
- the present invention relates to a coating film and an article.
- the coating film formed using these materials has excellent infrared light reflectivity and visible light transmission.
- radio wave permeability and haze there is room for improvement in radio wave permeability and haze.
- an object of the present invention is to provide a coating film having high radio wave transmissivity and low haze in addition to excellent infrared light reflectivity and visible light transmissivity. Moreover, an object of this invention is to provide the articles
- the coating film according to the present invention is A coating film produced using a coating composition
- the coating composition includes flat pigment particles and a resin component,
- the flat pigment particles include a laminate of a dielectric layer and a metal thin film layer, In the laminate, dielectric layers and metal thin film layers are alternately laminated, and the dielectric layer is located on the outermost side of the laminate,
- the aspect ratio of the tabular pigment particles (average of the maximum diameter of the tabular pigment particles / average of the thickness of the tabular pigment particles) is 10 to 400,
- a pigment surface density of the flat pigment particles in the coating film is 50 to 300%;
- the film thickness of the coating film is 1 ⁇ m or more.
- the average of the maximum diameter of the flat pigment particles is 1000 nm or more.
- the thickness of the laminate is 30 to 115 nm.
- the thickness of the laminate is 50 to 100 nm.
- the article according to the present invention has any one of the above-described coating films. Thereby, in addition to having excellent infrared light reflectivity and visible light transmittance, it is possible to provide an article having a coating film with high radio wave transparency and low haze.
- the present invention in addition to having excellent infrared light reflectivity and visible light transmittance, it is possible to provide a coating film having high radio wave permeability and low haze.
- an article having a high radio wave transmissivity and a coating film having a small haze in addition to having excellent infrared light reflectivity and visible light transmissibility, an article having a high radio wave transmissivity and a coating film having a small haze can be provided.
- FIG. 1 is a schematic diagram showing an example of the structure of tabular pigment particles.
- FIG. 2 is a schematic diagram showing another example of the structure of the flat pigment particles.
- FIG. 3 is a schematic diagram showing still another example of the configuration of the flat pigment particles.
- FIG. 4 is a schematic diagram showing an example of a flat pigment particle having a surface tension adjusting layer.
- FIG. 5 is a schematic view showing an example of a method for producing tabular pigment particles.
- FIG. 6 is a schematic view showing another example of a method for producing tabular pigment particles.
- the flat pigment particle means an individual flat plate constituting the pigment or a substantially flat substance.
- the thickness of the coating film and various layers is represented as “film thickness”.
- film thickness and “dry film thickness” other than “optical film thickness” mean physical film thickness unless otherwise specified.
- the visible light region refers to a wavelength range of 380 to 780 nm.
- the visible light peripheral region indicates a wavelength of 180 to 980 nm.
- the wavelength range of infrared light indicates a range of 780 to 2,500 nm, and the wavelength range of radio waves indicates a range of 0.1 mm to 10 km.
- the coating film according to the present invention is A coating film produced using a coating composition,
- the coating composition includes flat pigment particles and a resin component,
- the flat pigment particles include a laminate of a dielectric layer and a metal thin film layer, In the laminate, dielectric layers and metal thin film layers are alternately laminated, and the dielectric layer is located on the outermost side of the laminate,
- the aspect ratio of the tabular pigment particles (average of the maximum diameter of the tabular pigment particles / average of the thickness of the tabular pigment particles) is 10 to 400,
- a pigment surface density of the flat pigment particles in the coating film is 50 to 300%;
- the film thickness of the coating film is 1 ⁇ m or more.
- the coating composition for forming the coating film according to the present invention will be described as an example.
- the coating composition contains flat pigment particles and a resin component.
- the coating composition may contain other components other than the flat pigment particles and the resin component.
- the flat pigment particles have a function of imparting infrared light reflectivity and visible light transmittance to the coating film.
- the flat pigment particles include a laminate of a dielectric layer and a metal thin film layer. And in the said laminated body, a dielectric material layer and a metal thin film layer are laminated
- the “laminate” refers to a laminate in which dielectric layers and metal thin film layers are alternately laminated, and the dielectric layers are located on the outermost side.
- FIG. 1 is a schematic diagram showing an example of the structure of tabular pigment particles.
- the tabular grain pigment 1 shown in FIG. 1 is composed of a laminate 10 of two dielectric layers 11 and one metal thin film layer 12, and as shown in FIG. Layers 12 and dielectric layers 11 are stacked alternately adjacent in this order.
- the laminated body 10 in FIG. 1 is a laminated body including the least number of components. Moreover, in the laminated body 10 of FIG. 1, the two dielectric layers 11 have the same film thickness.
- FIG. 2 is a schematic diagram showing another example of the structure of the flat pigment particles.
- the tabular grain pigment 1 of FIG. 2 is composed of a laminate 10 of three dielectric layers 11 and two metal thin film layers 12. 2, the outermost two dielectric layers 11 have the same film thickness, and the innermost dielectric layer 11 is thicker than the outermost dielectric layer 11. large. Further, the two metal thin film layers 12 have the same film thickness.
- FIG. 3 is a schematic diagram showing still another example of the configuration of the flat pigment particles.
- the tabular grain pigment 1 of FIG. 3 has a surface treatment layer 13 on the surface of the laminate 10 of FIG.
- the surface treatment layer 13 constitutes the flat pigment particles 1 but is not included in the laminate 10.
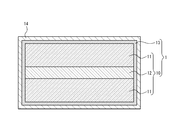
- FIG. 4 is a schematic diagram showing an example of a flat pigment particle having a surface tension adjusting layer.
- the tabular grain pigment 1 of FIG. 4 has a surface tension adjusting layer 14 on the surface of the tabular pigment particle 1 of FIG.
- the surface tension adjusting layer 14 is not included in the flat pigment particles 1.
- the number of layers in the laminated body is a minimum of 3 because dielectric layers and metal thin film layers are alternately laminated, and the dielectric layer is located on the outermost side of the laminated body. It may be an odd number such as 5, 7, 9. In one embodiment, the number of layers in the stack is 3 or 5. In the laminate, since the dielectric layers and the metal thin film layers are alternately laminated, the dielectric layers and the metal thin film layers are adjacent to each other.
- the dielectric layers and the metal thin film layers are alternately laminated, and the dielectric layer only needs to be positioned on the outermost side of the laminate.
- Laminates (flat pigment particles) having the same film thickness and number may be used, or laminates (flat pigment particles) having different thicknesses may be used in combination.
- flat pigment particle consisting of 3 layers (2 dielectric layers and 1 metal thin film layer) and 5 layers (3 dielectric layers and 2 metal thin film layers)
- the tabular pigment particles to be used may be used in combination.
- the thickness of the laminate may be appropriately adjusted in consideration of the infrared light reflectivity and visible light transmittance due to a dielectric layer and a metal thin film layer, which will be described later, and the electromagnetic wave wavelength region of interest.
- the average thickness of the laminate can be set to 30 to 150 nm.
- the average thickness of the laminate is 30-115 nm, in another embodiment, the average thickness of the laminate is 50-100 nm, and in another embodiment, the laminate has three layers.
- the average thickness of the laminate is 30 to 100 nm.
- the laminate has five layers, and the average thickness of the laminate is 50 to 150 nm.
- the average thickness of the laminate can be determined by a method for measuring the average thickness of the flat pigment particles described later.
- the average thickness of the laminate is preferably smaller than the wavelength of visible light (380 to 780 nm). From this viewpoint, the average thickness of the laminate is the wavelength of visible light. It is preferable that it is 115 nm or less, it is more preferable that it is 100 nm or less, and it is further more preferable that it is 80 nm or less.
- the dielectric layer, the metal thin film layer, and the optional surface treatment layer constituting the flat pigment particles will be described by way of example.
- the dielectric layer functions as an antireflection layer in the visible light peripheral region of the metal thin film layer. That is, the dielectric layer has a function of improving the transmittance of incident light in the visible light peripheral region.
- the dielectric layer imparts excellent visible light transparency to a coating film containing flat pigment particles.
- a conventionally known dielectric layer material can be used as a material for the dielectric layer.
- the material for the dielectric layer include titanium dioxide, zinc oxide, aluminum oxide, zirconium oxide, silicon dioxide, tin (IV) (SnO 2 ), tin-doped indium oxide (ITO), and antimony-doped tin oxide (ATO). , Niobium pentoxide (Nb 2 O 5 ), cerium oxide (CeO 2 ), and the like.
- the material for the dielectric layer those described above can be used alone or in combination of two or more.
- the material of the dielectric layer is at least one selected from the group consisting of tin-doped indium oxide, zinc oxide, titanium oxide, tin (IV) oxide, niobium pentoxide and cerium oxide.
- the film thickness of the dielectric layer may be appropriately set in consideration of the refractive index of the dielectric layer and the metal thin film layer within a range in which visible light transmittance can be enhanced by utilizing the light interference effect.
- the thickness of the dielectric layer is an integer of ⁇ / 4n. It is preferable that the magnification is ⁇ 10 nm. From the viewpoint of visible light transmittance, an integer of 1 to 4 is preferable as the integer multiple.
- the refractive index n is determined by ellipsometry measurement. Specifically, HORIBA or J.I. A. A value measured at 25 ° C. using an ellipsometer manufactured by Woolam Japan.
- the refractive index of the dielectric layer is, for example, 2.3 for titanium dioxide (TiO 2 ), 1.83 for zinc oxide (ZnO), 1.9 for tin-doped indium oxide (ITO), and niobium pentoxide (Nb 2 O). 5 ) is 2.3, and cerium oxide (CeO 2 ) is 2.2.
- the refractive index of the dielectric layer in the stack is higher than the refractive index of the metal thin film layer.
- the film thickness of the dielectric layer is 10 nm or more in one embodiment, 15 nm or more in another embodiment, 18 nm or more in still another embodiment, 20 nm or more in still another embodiment, In embodiments, it is 80 nm or less, in another embodiment, 50 nm or less, in yet another embodiment, 40 nm or less, and in yet another embodiment, 36 nm or less.
- each dielectric layer since the dielectric layer is located on the outermost side of the laminate, there are at least two dielectric layers.
- the material and film thickness of each dielectric layer may be the same or different.
- the metal thin film layer has a function of reflecting infrared light.
- the metal thin film layer imparts excellent infrared light reflectivity to a coating film containing flat pigment particles.
- a conventionally known metal thin film layer or infrared reflective layer material can be used.
- the material for the metal thin film layer include silver, a silver compound, aluminum, copper, gold, palladium, zinc, titanium, chromium, and silicon.
- the material for the metal thin film layer those described above can be used alone or in combination of two or more.
- a silver compound means the silver compound which contains silver as a main component (for example, 50 mass% or more of a composition).
- a silver-indium alloy, a silver-gold alloy, a silver-palladium-gold alloy, or the like can be used.
- the material of the metal thin film layer is at least one selected from the group consisting of silver, silver compounds, aluminum, zinc and titanium.
- the film thickness of the metal thin film layer may be appropriately set in consideration of the refractive index of the dielectric layer and the metal thin film layer within a range where the infrared light reflectivity can be enhanced. For example, it is 5 to 20 nm.
- the film thickness of the metal thin film layer is 5 nm or more in one embodiment, 8 nm or more in another embodiment, 10 nm or more in still another embodiment, 20 nm or less in one embodiment, and another implementation. In form, it is 15 nm or less, and in yet another embodiment it is 14 nm or less.
- the film thickness of the metal thin film layer is 20 nm or less, the visible light transmittance of the coating film is increased, and when it is 5 nm or more, the infrared light reflectivity of the coating film is increased.
- each metal thin film layer may be the same or different.
- the flat pigment particles may optionally have a surface treatment layer on the surface of the laminate as shown in FIG.
- the surface treatment layer has a function of suppressing deterioration of the laminate, for example, a resin component, which will be described later in the coating film, is brought into contact with a dielectric layer including the end of the laminate or a metal thin film layer to be oxidized. Thereby, a coating film has the outstanding weather resistance.
- the surface treatment layer should just be provided in at least one part of the surface containing the edge part of a laminated body, and may be provided in the whole surface of the laminated body.
- the material for the surface treatment layer can be appropriately selected from known materials in consideration of its function. Examples thereof include aluminum oxide, silica, and zirconium oxide. As the material for the surface treatment layer, those described above may be used alone or in combination of two or more. When stearic acid is used as the surface tension adjusting layer described later, aluminum oxide can also function as an adsorptive base for the surface tension adjusting layer.
- the film thickness of the surface treatment layer may be appropriately adjusted in consideration of its function.
- the thickness can be 0.5 to 15 nm. Preferably, it is 1 to 10 nm.
- the aspect ratio of the tabular pigment particles (the value obtained by dividing the average of the maximum diameter of the tabular pigment particles by the average of the thickness of the tabular pigment particles) is 10 to 400.
- the coating film is provided with high radio wave transmission.
- the aspect ratio is 10 or more and the pigment surface density described later is 50% or more, the coating film has excellent infrared light reflectivity and visible light transmittance.
- the maximum diameter of the tabular pigment particles means the maximum length (major axis) of the tabular pigment particles.
- the maximum diameter of the flat pigment particles is determined by burning the organic material in the coating composition or the coating film in the same manner as that applied to ash measurement in JIS K 7250-1: 2006. Are obtained by observing the flat pigment particles contained in the sample using a shape analysis laser microscope VK-X 250 manufactured by Keyence Corporation.
- the average of the maximum diameter of the tabular pigment particles means the number average of the maximum diameters of 100 arbitrarily selected tabular pigment particles included in the combustion residue.
- the average maximum diameter of the tabular pigment particles is 1000 nm or more in one embodiment, 6000 nm or more in another embodiment, 10,000 nm or more in another embodiment, and 20000 nm or less in another embodiment.
- the average of the maximum diameter of the flat pigment particles is preferably larger than the wavelength of visible light (380 to 780 nm), and the average of the maximum diameter of the flat pigment particles is 6000 nm or more. Is more preferable.
- the thickness of the tabular pigment particle means the length of the tabular pigment particle in a direction perpendicular to the plane on which the maximum diameter of the tabular pigment particle exists. Specifically, the thickness of the flat pigment particles is determined by burning the organic material in the coating composition or the coating film in the same manner as that applied to ash measurement in JIS K 7250-1: 2006. The length of the tabular pigment particles in the direction perpendicular to the plane on which the maximum diameter of the tabular pigment particles contained is present is obtained by observing using a shape analysis laser microscope VK-X 250 manufactured by Keyence Corporation. The average thickness of the tabular pigment particles means the average number of the thicknesses of 100 arbitrarily selected tabular pigment particles included in the combustion residue.
- the average thickness of the tabular pigment particles is 50 nm or more in one embodiment, 80 nm or more in another embodiment, 95 nm or more in yet another embodiment, 150 nm or less in one embodiment, In embodiments, it is 115 nm or less, in another embodiment, 100 nm or less, in yet another embodiment, 95 nm or less, and in yet another embodiment, 80 nm or less.
- the average thickness of the tabular pigment particles is preferably smaller than the wavelength of visible light (380 to 780 nm). From this viewpoint, the average thickness of the tabular pigment particles is The wavelength is preferably half or less, more preferably 150 nm or less, more preferably 100 nm or less, and still more preferably 80 nm or less.
- the aspect ratio is 25 or more in one embodiment, 50 or more in another embodiment, 85 or more in yet another embodiment, 100 or more in yet another embodiment, and yet another embodiment. 120 or more, in yet another embodiment 125 or more, in yet another embodiment 130 or more, in one embodiment 370 or less, and in another embodiment 250 or less.
- the aspect ratio is preferably 75 or more.
- the manufacturing method of a flat pigment particle is not specifically limited, A manufacturing method, such as a conventionally well-known pigment laminated body, can be used.
- a manufacturing method such as a conventionally well-known pigment laminated body
- the first manufacturing method and the second manufacturing method described in Patent Document 1 can be used.
- a production method by a wet method for example, a known metal such as a neutralization titration method or a uniform precipitation method is applied to a flat metal synthesized by the method described in JP-A-2002-004031 or International Publication No. 2015/1111095.
- a method of coating a flat metal with a dielectric layer by firing after hydrating oxide coating treatment can be used. Further, as a manufacturing method by a wet method, for example, flat alumina particles are coated with a metal thin film layer by an electroless plating method or the like, and further, a known metal hydrated oxide coating such as a neutralization titration method or a uniform precipitation method is coated. You may use the method of coat
- FIG. 5 is a schematic view showing a first production method as an example of a method for producing tabular pigment particles.
- the method for producing the flat pigment particles 1 includes a step of forming the laminate 10 on the support 20 (hereinafter referred to as a laminate formation step), and a step of peeling the laminate 10 from the support 20 (hereinafter referred to as a laminate 20). And a step of pulverizing the peeled laminate 10 (hereinafter referred to as a pulverization step).
- a step of forming a treatment layer; a step of classifying the pulverized laminate or formed flat pigment particles may be included. Note that these optional steps are not shown in FIG.
- a laminated body is formed by alternately laminating dielectric layers and metal thin film layers on at least one surface (upper surface in FIG. 5) of the support. You may form a laminated body on both surfaces of a support body as needed.
- a polymer material or an inorganic material used for the use of the support is used. These may be either transparent materials or opaque materials. These may be used individually by 1 type and may be used in combination of 2 or more type.
- polymer materials include polyolefin films (polyethylene, polypropylene, etc.), polyester films (polyethylene terephthalate, polyethylene naphthalate, etc.), polyvinyl chloride, cellulose triacetate, water-soluble films (starch, gelatin, carboxymethyl cellulose (CMC)) And cellulose derivatives such as methylcellulose (MC) or cellulose polymers, polyvinyl alcohol (PVA), polyacrylic acid polymers, polyacrylamide (PAM), polyethylene oxide (PEO)) and other resin films.
- polyolefin films polyethylene, polypropylene, etc.
- polyester films polyethylene terephthalate, polyethylene naphthalate, etc.
- polyvinyl chloride cellulose triacetate
- water-soluble films starch, gelatin, carboxymethyl cellulose (CMC)
- CMC carboxymethyl cellulose
- cellulose derivatives such as methylcellulose (MC) or cellulose polymers
- PVA polyvinyl alcohol
- PAM polyacrylamide
- inorganic materials include metallic materials and non-metallic materials.
- metal materials include various types of stainless steel (SUS), gold, platinum, silver, copper, nickel, cobalt, titanium, iron, aluminum, tin; nickel-titanium (Ni-Ti) alloy, nickel-cobalt (Ni- Co) alloy, cobalt-chromium (Co—Cr) alloy, zinc-tungsten (Zn—W) alloy, and the like.
- SUS stainless steel
- Au gold, platinum, silver, copper, nickel, cobalt, titanium, iron, aluminum, tin
- Ni-Ti nickel-titanium
- Ni- Co nickel-cobalt
- Co—Cr cobalt-chromium
- Zn—W zinc-tungsten
- Nonmetallic materials include, for example, inorganic compounds such as titanium dioxide, zinc oxide, aluminum oxide, zirconium oxide, silicon dioxide, tin (IV) oxide, ITO, and ATO; glass such as soda lime silica glass and silica glass. It is done.
- inorganic compounds such as titanium dioxide, zinc oxide, aluminum oxide, zirconium oxide, silicon dioxide, tin (IV) oxide, ITO, and ATO
- glass such as soda lime silica glass and silica glass. It is done.
- a metal-ceramic composite may be used as the inorganic material.
- the metal-ceramic composite include an aluminum-silicon carbide composite and a silicon-silicon carbide composite.
- the thickness of the support is not particularly limited and may be adjusted as appropriate. For example, it can be 0.01 to 10 mm. The thickness is preferably 0.05 to 5 mm. One support may be used alone, or two or more different types and thicknesses may be used in an overlapping manner.
- the dielectric layer and the metal thin film layer are respectively formed by electron beam evaporation (EB), chemical vapor deposition (CVD), sputtering, solution coating, ion plating, dipping, or spray.
- the laminate is formed on the support by a method or the like, and the laminate is formed on the support.
- electron beam evaporation (EB), chemical vapor deposition (CVD), sputtering, and solution coating are preferable. Since the dielectric layer is positioned on the outermost side in the laminated body, the dielectric layer is usually formed on the support, and then the metal thin film layer and the dielectric layer are once or twice. These are sequentially formed.
- the laminate is peeled from the support.
- the peeling method is not particularly limited, and a known peeling method can be used.
- a water-soluble film is used as the support, by immersing the support having the laminate in water, the water-soluble film as the support is dissolved and the laminate can be peeled off.
- the peeling layer mentioned later is provided in the surface of the support body, a laminated body can be easily peeled with a peeling layer.
- the method of peeling a laminated body from a support body by immersing the support body which has a laminated body in a water tank, and applying an ultrasonic wave to this can also be used.
- the laminate peeled from the support is pulverized to a desired size (maximum diameter).
- a pulverization method a known pulverization method such as a pigment can be used.
- mechanical pulverization using a pulverizer, wet pulverization using a vibration mill, ball mill, jet mill, ultrasonic homogenizer, and dry pulverization are used.
- the input energy in the above pulverization method specifically, for example, when performing mechanical pulverization, the apparatus output and the pulverization time may be adjusted.
- the apparatus output, amplitude, and pulverization time may be adjusted.
- the apparatus output may be adjusted within the range of 15 W to 240 W
- the amplitude is 10 ⁇ m to 60 ⁇ m
- the pulverization time is within the range of 30 seconds to 3600 seconds.
- the wet pulverization solvent may be any solvent that does not dissolve the components of the laminate.
- water alcohols such as methanol, ethanol, isopropanol, n-butyl alcohol, t-butyl alcohol, and ethylene glycol; acetone, Ketones such as methyl ethyl ketone; esters such as ethyl acetate; halides such as chloroform and methylene chloride; aliphatic hydrocarbons such as butane and hexane; ethers such as tetrahydrofuran (THF), butyl ether and dioxane; benzene, xylene, Aromatic hydrocarbons such as toluene; amides such as N, N-dimethylformamide (DMF) and dimethylacetamide (DMAc). These solvents may be used alone or in combination of two or more. Moreover, you may grind
- the laminate may be pulverized after cooling with liquid nitrogen or the like.
- the pulverized laminate obtained by the pulverization step becomes flat pigment particles.
- the first manufacturing method may optionally include a step of forming a release layer on the support before the layered body forming step. More specifically, in the step of forming the release layer, for example, the release layer using an acrylic resin or the like as a raw material is formed on the surface of the support before the laminate forming step. As a method for forming the release layer, a conventionally known method such as the method described in Patent Document 1 can be used. By forming a release layer on the surface of the support, the laminate can be easily peeled from the support in the subsequent release step.
- the first production method may optionally include a step of classifying the pulverized laminate or formed flat pigment particles.
- the classification method is not particularly limited, and a conventionally known classification method can be used. For example, a classification method using a classifier described in Patent Document 1 can be given.
- the first production method may optionally include a step of forming a surface treatment layer on at least a part of the surface of the laminate before, after or during the pulverization step.
- the method includes a step of forming a surface treatment layer on at least a part of the surface of the laminate after the pulverization step.
- the surface treatment layer As a method for forming the surface treatment layer, a conventionally known method can be used. For example, neutralization hydrolysis method, sol-gel method, heat decomposition method and the like can be mentioned. By these methods, the surface treatment layer can be uniformly formed on the end face of the laminate (the surface in the thickness direction of the laminate).
- a slurry is prepared by dispersing the pulverized laminate in distilled water, and an aqueous sodium aluminate solution is added to the slurry.
- an aqueous sodium aluminate solution is added to the slurry.
- the pH of the slurry is maintained at about 6.5 by adding sulfuric acid.
- a surface treatment layer made of aluminum oxide can be formed on the surface of the laminate by adding a sodium aluminate aqueous solution, followed by filtration and washing with water.
- sol-gel method a solution such as an organometallic compound is hydrolyzed and polycondensed to form a sol and then gelled. Then, the surface treatment layer which consists of metal oxides can be formed in the surface of a laminated body by heating.
- FIG. 6 is a schematic view showing a second production method as another example of the production method of tabular pigment particles.
- the second manufacturing method includes a laminated body forming step and a step of pulverizing the laminated body 10 including the support 20.
- the second production method is different from the first production method in that the support 20 constitutes a part of the tabular pigment particle 1.
- the support 20 functions as the dielectric layer 11 of the stacked body 10.
- the laminated body forming step one or more layers of a dielectric layer and a metal thin film layer are laminated on the support to form a laminated body.
- a support body of a 2nd manufacturing method the transparent thing is used among the materials of the support body enumerated by the 1st manufacturing method.
- the above-described dielectric layer material may be used as the support material.
- a support body comprises the metal thin film layer of a laminated body
- the material of a support body should just use the material of the metal thin film layer mentioned above.
- the support constitutes a dielectric layer or a metal thin film layer of the laminate
- the outermost layer of the final laminate is supported as a dielectric layer.
- One or more layers of a dielectric layer and a metal thin film layer may be laminated on one side or both sides of the body.
- the second manufacturing method includes a step of pulverizing the laminate including the support.
- the pulverization method the same method as the method described in the first production method can be used.
- the step of optionally classifying the pulverized laminate or the formed flat pigment particles; the surface of the laminate before, after or during the pulverization step A step of forming a surface treatment layer on at least a part of the substrate may be included. Since these steps are the same as those in the first manufacturing method, description thereof will be omitted.
- the surface of the flat pigment particles may be optionally coated with a surface tension adjusting layer.
- the surface tension adjusting layer may be provided on at least a part of the surface of the tabular pigment particle, and may be provided on the entire surface of the tabular pigment particle.
- the material of the surface tension adjusting layer can be appropriately selected from known materials in consideration of its function. For example, stearic acid, oleic acid, phosphonic acid, phosphate ester, etc. are mentioned. As the material for the surface tension adjusting layer, those described above can be used alone or in combination of two or more.
- the blending amount of the material for the surface tension adjusting layer may be appropriately adjusted in consideration of its function.
- the blending amount of the surface tension adjusting layer can be 0.01 to 10 parts by mass with respect to 100 parts by mass of the flat pigment particles.
- the amount is preferably 0.1 to 3 parts by mass.
- the thickness of the surface tension adjusting layer may be appropriately adjusted in consideration of its function.
- the thickness of the surface tension adjusting layer can be 0.1 to 10 nm.
- the thickness is preferably 0.1 to 5 nm, more preferably 0.1 to 2 nm.
- the method for forming the surface tension adjusting layer a conventionally known method can be used. For example, tabular pigment particles are blended in a solution containing stearic acid and petroleum distillate and dispersed using an ultrasonic bath. The dispersion is then filtered with suction, washed with a solvent and dried. Thereby, the surface tension adjusting layer can be formed on the flat pigment particles.
- the resin component functions as a coating film forming element.
- a resin component the resin component of a conventionally well-known coating composition can be used.
- the resin component include an acrylic resin, a polyester resin, an alkyd resin, a fluororesin, an epoxy resin, a polyurethane resin, and a polyether resin described in Patent Document 1.
- a polymer compound containing an inorganic component or made of an inorganic component such as a silicone resin or an alkoxysilane condensate can be used. You may use a resin component individually by 1 type or in combination of 2 or more types.
- the resin component includes a cured type and a lacquer type, which may be used alone or in combination.
- a curing type it is used by mixing with a crosslinking agent such as an amino resin, a (block) polyisocyanate compound, an amine, a polyamide, a polyvalent carboxylic acid, or a polyvalent acrylate.
- a crosslinking agent such as an amino resin, a (block) polyisocyanate compound, an amine, a polyamide, a polyvalent carboxylic acid, or a polyvalent acrylate.
- a hardening type you may use the said crosslinking agent as the said resin component.
- the curing type resin component can cause the curing reaction to proceed by heating or at room temperature.
- a curing type it may be mixed with a curing catalyst as necessary.
- the coating composition comprises a solvent, an anti-sagging agent, a viscosity modifier, an anti-settling agent, a crosslinking accelerator, a curing agent, a leveling agent, a surface conditioner, an antifoaming agent, a plasticizer, an antiseptic
- a solvent such as an agent, a fungicide, and an ultraviolet stabilizer may be included.
- an agent such as an agent, a fungicide, and an ultraviolet stabilizer may be included.
- an agent such as an agent, a fungicide, and an ultraviolet stabilizer may be included.
- Each of these other components may be used alone or in combination of two or more.
- a conventionally known coating composition solvent can be appropriately selected and used.
- alcohols such as methanol, ethanol, 2-propanol, 1-butanol; ethyl acetate, butyl acetate, isobutyl acetate, ethyl propionate, ethylene glycol monomethyl ether acetate, propylene glycol monomethyl ether acetate, propylene glycol monoethyl ether acetate, etc.
- the method for preparing the coating composition is not particularly limited, and can be prepared by mixing the above-described flat pigment particles, the resin component, and other components which are optional components by a conventionally known method. After obtaining the value of the water surface diffusion area of the flat pigment particles by the method described later, if the coating film specific gravity, the film thickness and the pigment surface density described later are assumed in advance for the coating film to be formed, for example, preparation of a coating composition In this case, the pigment surface density of the coating film can be easily adjusted to a desired value by adjusting the pigment mass concentration according to the water surface diffusion area.
- the method for preparing the coating film is not particularly limited except that the coating film is prepared on the surface to be coated using the coating composition so that the film thickness of the coating film is 1 ⁇ m or more, and a conventionally known coating method is used.
- the coating can be performed using an applicator, bar coater, brush, spray, roller, roll coater, curtain coater, or the like.
- What is necessary is just to adjust the drying temperature after apply
- the temperature can be 30 to 200 ° C., preferably 40 to 160 ° C.
- energy rays such as a two-component curing reaction and ultraviolet rays may be used.
- the film thickness of the coating film according to the present invention is 1 ⁇ m (1000 nm) or more. If the film thickness is less than 1 ⁇ m, high radio wave permeability cannot be obtained.
- the upper limit of the film thickness may be adjusted as appropriate according to the desired infrared light reflectivity and visible light transmittance.
- the film thickness is 3 ⁇ m (3000 nm) or more in one embodiment, 15 ⁇ m (15000 nm) or more in another embodiment, 40 ⁇ m (40000 nm) or less in one embodiment, and 35 ⁇ m (35000 nm) in another embodiment. It is as follows. In one embodiment, the film thickness is 1-40 ⁇ m (1000-40000 nm).
- the thickness of the coating film is preferably such that the flat pigment particles are included in the coating film without protruding onto the coating film surface.
- the thickness is preferably 3 ⁇ m or more.
- the pigment surface density in the coating film is 50 to 300%.
- the aspect ratio of the flat pigment particles is 400 or less and the pigment surface density of the coating film is 300% or less, high radio wave permeability is imparted to the coating film.
- the aspect ratio of the flat pigment particles is 10 or more and the pigment surface density of the coating film is 50% or more, the coating film has excellent infrared light reflectivity and visible light transmittance.
- the pigment surface density is 50% or more in one embodiment, 75% or more in another embodiment, 150% or more in still another embodiment, and 250% or less in one embodiment.
- the pigment surface density is the content of tabular pigment particles contained in the coating film with respect to the content of the flat pigment particles arranged on a surface of a predetermined area without overlapping each other and covering the surface without excess or deficiency. It is a mass ratio (%). Therefore, when the pigment surface density is 100%, the content of the tabular pigment particles contained in the coating film is equal to the content of the tabular pigment particles covering the surface of a predetermined area without excess or deficiency without overlapping each other.
- the pigment surface density is calculated from the following formula (1).
- Pigment surface density (%) water surface diffusion area (cm 2 / g) ⁇ pigment mass concentration (%) ⁇ coating film specific gravity (g / cm 3 ) ⁇ film thickness (cm) Formula (1)
- a water surface diffusion area (cm ⁇ 2 > / g, WCA) is calculated
- the water surface diffusion area can be increased by reducing the thickness of the flat pigment particles, and the water surface diffusion area can be reduced by increasing the thickness of the flat pigment particles.
- pigment mass concentration (%, PWC) is computed from the following formula
- Pigment mass concentration (%) mass (g) of flat pigment particles ⁇ 100 / (mass of coating film (g))
- the article according to the present invention has any one of the above-described coating films. Thereby, in addition to having excellent infrared light reflectivity and visible light transmittance, it is possible to provide an article having a coating film with high radio wave transparency and low haze.
- the object to be coated, the coated surface or the coating target for forming the coating film is not particularly limited as long as it is an object, surface or target that requires infrared light reflectivity, visible light transmittance and radio wave transmittance, and is appropriately selected. can do.
- the object to be coated, the coated surface, or the coating object includes the interior and exterior of the body of a vehicle such as an automobile or a railway vehicle, the body of an aircraft, the hull of a ship, and the superstructure (fitting); Interior and exterior; Furniture, joinery; Window glass for vehicles, aircraft, ships, buildings, etc .; Transparent bodies such as cases made of glass, acrylic, polycarbonate, containers, resin plates, films; displays, monitors, refrigerators, etc. And the like, and a coating member coated on these.
- examples of the article according to the present invention include vehicles such as automobiles and railway vehicles, aircraft, ships, buildings, furniture, joinery, window glass, transparent bodies, electrical appliances, and the like.
- ACCRIDIC registered trademark
- A-1371 manufactured by DIC was used as an acrylic resin for forming the release layer.
- a vacuum deposition apparatus EX-200 manufactured by ULVAC, Inc. was used for forming the dielectric layer and the metal thin film layer.
- a quartz oscillation type film-formation controller CRTM-6000G manufactured by ULVAC was used for controlling the film thickness.
- ACRICID registered trademark
- A-322 manufactured by DIC Corporation was used as an acrylic resin that is a resin component of the coating composition.
- a super insulation meter SM-8220 manufactured by Hioki Electric Co., Ltd. was used for the measurement of the surface resistivity.
- a spectrophotometer UV-3600 manufactured by Shimadzu Corporation was used for measuring the visible light transmittance and the solar heat gain rate.
- a haze meter (model number NDH 2000) manufactured by Nippon Denshoku Industries Co., Ltd. was used for haze measurement.
- An acrylic resin (A-1371) that forms a release layer using butyl acetate was prepared to a concentration of 10% by mass (in terms of solid content). Next, this acrylic resin solution was applied on one side of the support with a spin coater so as to have a dry film thickness of 1 ⁇ m. Thereafter, this was dried at 80 ° C. for 15 minutes to form a release layer on one side of the support.
- a dielectric layer (TiO 2 layer) having a film thickness of 32.5 nm as a first layer and a metal thin film layer having a film thickness of 15 nm as a second layer are formed by electron beam evaporation using the above vacuum evaporation apparatus.
- An Ag layer) and a dielectric layer (TiO 2 layer) having a thickness of 32.5 nm were alternately laminated as a third layer to form a laminate having a thickness of 80 nm.
- the support including the obtained laminate was immersed in acetone for 30 minutes to dissolve the release layer, and the laminate was released from the support.
- ultrasonic treatment was performed on acetone containing the laminate, and the laminate was pulverized.
- the supernatant was removed by decantation and dried under reduced pressure overnight using a vacuum desiccator.
- the surface treatment layer and the surface tension adjusting layer were not formed, and the obtained laminate was used as flat pigment particles.
- the maximum diameter of 100 tabular pigment particles obtained was measured using a laser microscope VK-X 250 manufactured by Keyence Corporation, and the average was calculated. The average maximum diameter was 1000 nm.
- the average thickness of the flat pigment particles was 80 nm by controlling the film thickness at the time of preparing the laminate. From these, the aspect ratio was calculated to be 12.5.
- the obtained coating composition was applied on a glass plate using a bar coater # 10 so that the dry film thickness was 3 ⁇ m. After coating, the mixture was allowed to stand at room temperature for 10 minutes and then dried at 110 ° C. for 15 minutes to obtain a coating film having a thickness of 3 ⁇ m.
- Example 2 to 21 and Comparative Examples 1 to 6 In Example 1, as shown in Table 1, except that the layer material (flat pigment particles) layer material, layer structure, layer thickness, aspect ratio, coating thickness and pigment surface density were changed, Flat pigment particles were produced in the same manner as in Example 1 to obtain a coating film.
- the silver alloy of Example 7 a silver-indium alloy was used.
- the surface resistivity was measured at 23 ° C. in a 50% environment at an applied voltage of 100 V using the super insulation meter SM-8220, and the radio wave permeability was evaluated according to the following criteria.
- Evaluation 3 represents the most excellent radio wave transmission, evaluation 2 and evaluation 3 are acceptable, and evaluation 1 is unacceptable.
- Evaluation 1 Surface resistivity is less than 1.0 ⁇ 10 10 ⁇ / ⁇
- Evaluation 2 Surface resistivity is 1.0 ⁇ 10 10 ⁇ / ⁇ or more and less than 1.0 ⁇ 10 11 ⁇ / ⁇
- Evaluation 3 Surface resistivity Is 1.0 ⁇ 10 11 ⁇ / ⁇ or more
- Visible light transmittance evaluation 1 Visible light transmittance is less than 60% Evaluation 2: Visible light transmittance is 60% or more and less than 70% Evaluation 3: Visible light transmittance is 70% or more
- Infrared light reflectivity evaluation 1 Evaluation of heat insulation coefficient greater than 0.8 2: Heat insulation coefficient greater than 0.7 and 0.8 or less Evaluation 3: Heat insulation coefficient of 0.7 or less
- Haze value is greater than 7%
- Evaluation 2 Haze value is greater than 5% and is 7% or less
- Evaluation 3 Haze value is 5% or less
- Example 2 and Comparative Example 2 and Comparative Example 3 As can be seen from the comparison between Example 2 and Comparative Example 2 and Comparative Example 3, and the comparison between Example 11 and Comparative Example 5 and Comparative Example 6, even if flat pigment particles having the same layer structure are used, the flat pigment particles In Comparative Example 2, Comparative Example 3, Comparative Example 5 and Comparative Example 6 in which the aspect ratio or the pigment surface density in the coating film was out of the predetermined range, the infrared light reflectivity was low or the radio wave permeability was low.
- Example 2 and Example 11 in which the aspect ratio of the flat pigment particles and the pigment surface density in the coating film are within a predetermined range, in addition to having excellent infrared light reflectivity and visible light transmittance.
- a coating film having high radio wave permeability could be obtained.
- the coating film with small haze was able to be obtained in all.
- the present invention in addition to having excellent infrared light reflectivity and visible light transmittance, it is possible to provide a coating film having high radio wave permeability and low haze. Moreover, according to this invention, the articles
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Wood Science & Technology (AREA)
- Dispersion Chemistry (AREA)
- Composite Materials (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Laminated Bodies (AREA)
- Paints Or Removers (AREA)
- Pigments, Carbon Blacks, Or Wood Stains (AREA)
- Optical Filters (AREA)
Abstract
優れた赤外光反射性と可視光透過性を有することに加えて、高い電波透過性も有し、かつヘイズの小さい塗膜を提供すること。このような塗膜を有する物品を提供すること。塗料組成物を用いて作製された塗膜であって、塗料組成物は、平板顔料粒子と樹脂成分とを含み、平板顔料粒子は、誘電体層と金属薄膜層との積層体を含み、積層体では、誘電体層と金属薄膜層とが交互に積層されており、かつ、誘電体層が積層体の最も外側に位置し、平板顔料粒子のアスペクト比が、10~400であり、塗膜における平板顔料粒子の顔料面密度が、50~300%であり、塗膜の膜厚が、1μm以上である、塗膜。このような塗膜を有する物品。
Description
本発明は、塗膜および物品に関する。
近年、建物の屋根や道路に遮熱性を付与可能であり、さらに自動車ボディなどの高い意匠性が求められる用途にも適用可能な赤外反射性顔料および赤外反射性塗料組成物が提案されている(例えば、特許文献1参照)。
しかし、本発明者らが上記赤外反射性顔料および赤外反射性塗料組成物についてさらに検討したところ、これらの材料を用いて形成した塗膜では、優れた赤外光反射性と可視光透過性を有するものの、電波の透過性とヘイズに改善の余地があることが分かった。
そこで、本発明は、優れた赤外光反射性と可視光透過性を有することに加えて、高い電波透過性も有し、かつヘイズの小さい塗膜を提供することを目的とする。また、本発明は、このような塗膜を有する物品を提供することを目的とする。
本発明に係る塗膜は、
塗料組成物を用いて作製された塗膜であって、
前記塗料組成物は、平板顔料粒子と樹脂成分とを含み、
前記平板顔料粒子は、誘電体層と金属薄膜層との積層体を含み、
前記積層体では、誘電体層と金属薄膜層とが交互に積層されており、かつ、誘電体層が当該積層体の最も外側に位置し、
前記平板顔料粒子のアスペクト比(平板顔料粒子の最大径の平均/平板顔料粒子の厚みの平均)が、10~400であり、
前記塗膜における前記平板顔料粒子の顔料面密度が、50~300%であり、
前記塗膜の膜厚が、1μm以上である。この構成により、優れた赤外光反射性と可視光透過性を有することに加えて、高い電波透過性も有し、かつヘイズの小さい塗膜を提供することができる。
塗料組成物を用いて作製された塗膜であって、
前記塗料組成物は、平板顔料粒子と樹脂成分とを含み、
前記平板顔料粒子は、誘電体層と金属薄膜層との積層体を含み、
前記積層体では、誘電体層と金属薄膜層とが交互に積層されており、かつ、誘電体層が当該積層体の最も外側に位置し、
前記平板顔料粒子のアスペクト比(平板顔料粒子の最大径の平均/平板顔料粒子の厚みの平均)が、10~400であり、
前記塗膜における前記平板顔料粒子の顔料面密度が、50~300%であり、
前記塗膜の膜厚が、1μm以上である。この構成により、優れた赤外光反射性と可視光透過性を有することに加えて、高い電波透過性も有し、かつヘイズの小さい塗膜を提供することができる。
本発明に係る塗膜の一実施形態では、平板顔料粒子の最大径の平均が、1000nm以上である。
本発明に係る塗膜の一実施形態では、積層体の厚みが、30~115nmである。
本発明に係る塗膜の一実施形態では、積層体の厚みが、50~100nmである。
本発明に係る物品は、上記のいずれかの塗膜を有する。これにより、優れた赤外光反射性と可視光透過性を有することに加えて、高い電波透過性も有し、かつヘイズの小さい塗膜を有する物品を提供することができる。
本発明によれば、優れた赤外光反射性と可視光透過性を有することに加えて、高い電波透過性も有し、かつヘイズの小さい塗膜を提供することができる。
本発明によれば、優れた赤外光反射性と可視光透過性を有することに加えて、高い電波透過性も有し、かつヘイズの小さい塗膜を有する物品を提供することができる。
以下、本発明の実施形態について説明する。これらの記載は、本発明の例示を目的とするものであり、本発明を何ら限定するものではない。
本発明において、2以上の実施形態を任意に組み合わせることができる。
本発明において、平板顔料粒子は、顔料を構成する個々の平板またはおよそ平板状の物質を意味する。
本発明において、塗膜および各種の層の厚みを「膜厚」と表す。「光学膜厚」以外の「膜厚」および「乾燥膜厚」の用語は、特に断らない限り、物理膜厚を意味する。
本発明において、可視光域は、波長380~780nmの範囲を指す。また、可視光周辺域は、波長180~980nmを指す。また、赤外光の波長域は780~2,500nmの範囲を指し、電波の波長域は0.1mm~10kmの範囲を指す。
(塗膜)
本発明に係る塗膜は、
塗料組成物を用いて作製された塗膜であって、
前記塗料組成物は、平板顔料粒子と樹脂成分とを含み、
前記平板顔料粒子は、誘電体層と金属薄膜層との積層体を含み、
前記積層体では、誘電体層と金属薄膜層とが交互に積層されており、かつ、誘電体層が当該積層体の最も外側に位置し、
前記平板顔料粒子のアスペクト比(平板顔料粒子の最大径の平均/平板顔料粒子の厚みの平均)が、10~400であり、
前記塗膜における前記平板顔料粒子の顔料面密度が、50~300%であり、
前記塗膜の膜厚が、1μm以上である。この構成により、優れた赤外光反射性と可視光透過性を有することに加えて、高い電波透過性も有し、かつヘイズの小さい塗膜を提供することができる。
本発明に係る塗膜は、
塗料組成物を用いて作製された塗膜であって、
前記塗料組成物は、平板顔料粒子と樹脂成分とを含み、
前記平板顔料粒子は、誘電体層と金属薄膜層との積層体を含み、
前記積層体では、誘電体層と金属薄膜層とが交互に積層されており、かつ、誘電体層が当該積層体の最も外側に位置し、
前記平板顔料粒子のアスペクト比(平板顔料粒子の最大径の平均/平板顔料粒子の厚みの平均)が、10~400であり、
前記塗膜における前記平板顔料粒子の顔料面密度が、50~300%であり、
前記塗膜の膜厚が、1μm以上である。この構成により、優れた赤外光反射性と可視光透過性を有することに加えて、高い電波透過性も有し、かつヘイズの小さい塗膜を提供することができる。
以下、本発明に係る塗膜を形成する塗料組成物について例示説明する。
<塗料組成物>
塗料組成物は、平板顔料粒子と樹脂成分とを含む。塗料組成物は、平板顔料粒子と樹脂成分以外のその他の成分を含んでいてもよい。
塗料組成物は、平板顔料粒子と樹脂成分とを含む。塗料組成物は、平板顔料粒子と樹脂成分以外のその他の成分を含んでいてもよい。
<平板顔料粒子>
平板顔料粒子は、塗膜に赤外光反射性と可視光透過性を付与する働きを有する。平板顔料粒子は、誘電体層と金属薄膜層との積層体を含む。そして、当該積層体では、誘電体層と金属薄膜層とが交互に積層されており、かつ、誘電体層が当該積層体の最も外側に位置する。以下、「積層体」は、誘電体層と金属薄膜層とが交互に積層されており、かつ、誘電体層が最も外側に位置する積層体を指す。
平板顔料粒子は、塗膜に赤外光反射性と可視光透過性を付与する働きを有する。平板顔料粒子は、誘電体層と金属薄膜層との積層体を含む。そして、当該積層体では、誘電体層と金属薄膜層とが交互に積層されており、かつ、誘電体層が当該積層体の最も外側に位置する。以下、「積層体」は、誘電体層と金属薄膜層とが交互に積層されており、かつ、誘電体層が最も外側に位置する積層体を指す。
図1は、平板顔料粒子の構成の一例を示す模式図である。この図1の平板粒子顔料1は、2層の誘電体層11と1層の金属薄膜層12との積層体10から構成されており、図1に示すように、誘電体層11、金属薄膜層12および誘電体層11が、この順序で交互に隣接して積層されている。この図1の積層体10は、最も少ない構成要素からなる積層体である。また、この図1の積層体10では、2層の誘電体層11は同じ膜厚を有する。
図2は、平板顔料粒子の構成の別の一例を示す模式図である。この図2の平板粒子顔料1は、3層の誘電体層11と2層の金属薄膜層12との積層体10から構成されている。また、この図2の積層体10では、最外層の2層の誘電体層11は同じ膜厚を有し、最内層の誘電体層11は、最外層の誘電体層11よりも膜厚が大きい。さらに、2層の金属薄膜層12は同じ膜厚を有する。
図3は、平板顔料粒子の構成のさらに別の一例を示す模式図である。この図3の平板粒子顔料1は、図1の積層体10の表面に表面処理層13を有する。表面処理層13は、平板顔料粒子1を構成するが、積層体10には含まれない。
図4は、表面張力調整層を有する平板顔料粒子の一例を示す模式図である。この図4の平板粒子顔料1は、図3の平板顔料粒子1の表面に表面張力調整層14を有する。表面張力調整層14は、平板顔料粒子1には含まれない。
積層体における層の数は、誘電体層と金属薄膜層とが交互に積層されており、かつ、誘電体層が積層体の最も外側に位置することから、最小で3であり、この他の5、7、9などの奇数であってもよい。一実施形態では、積層体の層の数は、3または5である。なお、積層体では、誘電体層と金属薄膜層とが交互に積層されていることから、誘電体層と金属薄膜層は隣接している。
積層体は、上述したように誘電体層と金属薄膜層とが交互に積層されており、かつ、誘電体層が積層体の最も外側に位置すればよく、積層体における層の種類(組成)、膜厚、数が同じ積層体(平板顔料粒子)を用いてもよいし、これらが異なる積層体(平板顔料粒子)を組み合わせて用いてもよい。例えば、積層体が3層(誘電体層が2層と金属薄膜層が1層)からなる平板顔料粒子と、積層体が5層(誘電体層が3層と金属薄膜層が2層)からなる平板顔料粒子を組み合わせて用いてもよい。
積層体の厚みは、後述する誘電体層と金属薄膜層による赤外光反射性と可視光透過性、これらの対象とする電磁波波長の領域などを考慮して適宜調節すればよい。例えば、積層体の厚みの平均を30~150nmとすることができる。一実施形態では、積層体の厚みの平均は、30~115nmであり、別の実施形態では積層体の厚みの平均は、50~100nmであり、別の実施形態では積層体が3層であって積層体の厚みの平均は30~100nmであり、さらに別の実施形態では積層体が5層であって積層体の厚みの平均は50~150nmである。積層体の厚みの平均は、後述する平板顔料粒子の厚みの平均の測定方法によって求めることができる。
塗膜のヘイズを小さくする観点から、積層体の厚みの平均は、可視光の波長(380~780nm)よりも小さいことが好ましく、その観点から、積層体の厚みの平均は、可視光の波長の半分以下であることが好ましく、115nm以下であることが好ましく、100nm以下であることがより好ましく、80nm以下であることがさらに好ましい。
以下、平板顔料粒子を構成する誘電体層、金属薄膜層、および任意の表面処理層を例示説明する。
<誘電体層>
誘電体層は、金属薄膜層の可視光周辺域における反射防止層として機能する。すなわち、誘電体層は、可視光周辺域の入射光の透過率を向上させる機能を有する。誘電体層は、平板顔料粒子を含む塗膜に優れた可視光透過性を付与する。
誘電体層は、金属薄膜層の可視光周辺域における反射防止層として機能する。すなわち、誘電体層は、可視光周辺域の入射光の透過率を向上させる機能を有する。誘電体層は、平板顔料粒子を含む塗膜に優れた可視光透過性を付与する。
誘電体層の材料としては、従来公知の誘電体層の材料を用いることができる。誘電体層の材料としては、例えば、二酸化チタン、酸化亜鉛、酸化アルミニウム、酸化ジルコニウム、二酸化ケイ素、酸化錫(IV)(SnO2)、錫ドープ酸化インジウム(ITO)およびアンチモンドープ酸化錫(ATO)、五酸化ニオブ(Nb2O5)、酸化セリウム(CeO2)などが挙げられる。誘電体層の材料は、上述したものを1種単独でまたは2種以上を組み合わせて用いることができる。
好ましい一実施形態では、誘電体層の材料は、錫ドープ酸化インジウム、酸化亜鉛、酸化チタン、酸化錫(IV)、五酸化ニオブおよび酸化セリウムからなる群より選択される1種以上である。
誘電体層の膜厚は、光干渉作用を利用して可視光の透過性を高めることができる範囲で誘電体層と金属薄膜層の屈折率を考慮して適宜設定すればよい。例えば、特許文献1に記載のように、可視光周辺域の入射光の波長をλとし、誘電体層の屈折率をnとしたときに、誘電体層の膜厚は、λ/4nの整数倍±10nmであることが好ましい。可視光透過率の観点から、上記整数倍の整数としては1~4の整数が好ましい。
本発明において、屈折率nは、エリプソメトリー測定により求める。具体的には、HORIBA製やJ.A.Woolam JAPAN製のエリプソメータを用いて、温度25℃で測定した値とする。
誘電体層の屈折率は、例えば、二酸化チタン(TiO2)が2.3、酸化亜鉛(ZnO)が1.83、錫ドープ酸化インジウム(ITO)が1.9、五酸化ニオブ(Nb2O5)が2.3、酸化セリウム(CeO2)が2.2である。一実施形態では、積層体における誘電体層の屈折率は、金属薄膜層の屈折率よりも高い。
誘電体層の膜厚は、一実施形態では10nm以上であり、別の実施形態では15nm以上であり、さらに別の実施形態では18nm以上であり、さらに別の実施形態では20nm以上であり、一実施形態では80nm以下であり、別の実施形態では50nm以下であり、さらに別の実施形態では40nm以下であり、さらに別の実施形態では36nm以下である。
本発明では、誘電体層が積層体の最も外側に位置するため、誘電体層は少なくとも2層存在する。各誘電体層の材料および膜厚は、それぞれ、同じであってもよいし、異なっていてもよい。
<金属薄膜層>
金属薄膜層は、赤外光を反射する機能を有する。金属薄膜層は、平板顔料粒子を含む塗膜に優れた赤外光反射性を付与する。
金属薄膜層は、赤外光を反射する機能を有する。金属薄膜層は、平板顔料粒子を含む塗膜に優れた赤外光反射性を付与する。
金属薄膜層の材料としては、従来公知の金属薄膜層または赤外反射層の材料を用いることができる。金属薄膜層の材料としては、例えば、銀、銀化合物、アルミニウム、銅、金、パラジウム、亜鉛、チタン、クロムおよびケイ素などが挙げられる。金属薄膜層の材料は、上述したものを1種単独でまたは2種以上を組み合わせて用いることができる。銀化合物は、銀を主成分(例えば、組成の50質量%以上)として含む銀化合物をいう。銀化合物としては、例えば、銀-インジウム系合金、銀-金系合金、銀-パラジウム-金系合金などを用いることができる。
好ましい一実施形態では、金属薄膜層の材料は、銀、銀化合物、アルミニウム、亜鉛およびチタンからなる群より選択される1種以上である。
金属薄膜層の膜厚は、赤外光反射性を高めることができる範囲で誘電体層と金属薄膜層の屈折率を考慮して適宜設定すればよい。例えば、5~20nmである。金属薄膜層の膜厚は、一実施形態では5nm以上であり、別の実施形態では8nm以上であり、さらに別の実施形態では10nm以上であり、一実施形態では20nm以下であり、別の実施形態では15nm以下であり、さらに別の実施形態では14nm以下である。金属薄膜層の膜厚が20nm以下であると、塗膜の可視光透過性が高まり、5nm以上であると、塗膜の赤外光反射性が高まる。
金属薄膜層が2層以上ある場合、各金属薄膜層の材料および膜厚は、それぞれ、同じであってもよいし、異なっていてもよい。
<表面処理層>
平板顔料粒子は、任意に、図3に示すように積層体の表面に表面処理層を有していてもよい。表面処理層は、塗膜中で後述する樹脂成分が積層体の端部を含む誘電体層や金属薄膜層と接触して酸化させるなど積層体が劣化するのを抑制する機能を有する。これにより、塗膜が優れた耐候性を有する。表面処理層は、積層体の端部を含む表面の少なくとも一部に設けられていればよく、積層体の表面全体に設けられていてもよい。
平板顔料粒子は、任意に、図3に示すように積層体の表面に表面処理層を有していてもよい。表面処理層は、塗膜中で後述する樹脂成分が積層体の端部を含む誘電体層や金属薄膜層と接触して酸化させるなど積層体が劣化するのを抑制する機能を有する。これにより、塗膜が優れた耐候性を有する。表面処理層は、積層体の端部を含む表面の少なくとも一部に設けられていればよく、積層体の表面全体に設けられていてもよい。
表面処理層の材料としては、その機能を考慮して公知の材料から適宜選択することができる。例えば、酸化アルミニウム、シリカおよび酸化ジルコニウムなどが挙げられる。表面処理層の材料は、上述したものを1種単独でまたは2種以上を組み合わせて用いることができる。後述する表面張力調整層としてステアリン酸を用いる場合、酸化アルミニウムは表面張力調整層の吸着性下地としても機能し得る。
表面処理層の膜厚は、その機能を考慮して適宜調節すればよい。例えば、0.5~15nmとすることができる。好ましくは、1~10nmである。
<平板顔料粒子のアスペクト比>
本発明において、平板顔料粒子のアスペクト比(平板顔料粒子の最大径の平均を、平板顔料粒子の厚みの平均で除した値)は、10~400である。アスペクト比が400以下であり、かつ後述する顔料面密度が300%以下であることにより、塗膜に高い電波透過性が付与される。また、アスペクト比が10以上であり、かつ後述する顔料面密度が50%以上であることにより、塗膜が優れた赤外光反射性と可視光透過性を有する。
本発明において、平板顔料粒子のアスペクト比(平板顔料粒子の最大径の平均を、平板顔料粒子の厚みの平均で除した値)は、10~400である。アスペクト比が400以下であり、かつ後述する顔料面密度が300%以下であることにより、塗膜に高い電波透過性が付与される。また、アスペクト比が10以上であり、かつ後述する顔料面密度が50%以上であることにより、塗膜が優れた赤外光反射性と可視光透過性を有する。
平板顔料粒子の最大径は、平板顔料粒子の最大長さ(長軸)を意味する。具体的には、平板顔料粒子の最大径は、塗料組成物中または塗膜中の有機材料を、JIS K 7250-1:2006における灰分測定に適用するのと同様の方法で燃焼し、燃焼残渣に含まれる平板顔料粒子をキーエンス社製の形状解析レーザー顕微鏡 VK-X 250を用いて観察して求める。また、平板顔料粒子の最大径の平均は、前記燃焼残渣に含まれる任意に選んだ平板顔料粒子100個の最大径の数平均を意味する。
平板顔料粒子の最大径の平均は、一実施形態では1000nm以上であり、別の実施形態では6000nm以上であり、別の実施形態では10000nm以上であり、別の実施形態では20000nm以下である。
塗膜のヘイズを小さくする観点から、平板顔料粒子の最大径の平均は、可視光の波長(380~780nm)より大きいことが好ましく、平板顔料粒子の最大径の平均は、6000nm以上であることがさらに好ましい。
平板顔料粒子の厚みは、平板顔料粒子の最大径が存在する平面に対して垂直をなす方向の平板顔料粒子の長さを意味する。具体的には、平板顔料粒子の厚みは、塗料組成物中または塗膜中の有機材料を、JIS K 7250-1:2006における灰分測定に適用するのと同様の方法で燃焼し、燃焼残渣に含まれる平板顔料粒子の最大径が存在する平面に対して垂直をなす方向の平板顔料粒子の長さを、キーエンス社製の形状解析レーザー顕微鏡 VK-X 250を用いて観察して求める。また、平板顔料粒子の厚みの平均は、前記燃焼残渣に含まれる任意に選んだ平板顔料粒子100個の厚みの数平均を意味する。
平板顔料粒子の厚みの平均は、一実施形態では50nm以上であり、別の実施形態では80nm以上であり、さらに別の実施形態では95nm以上であり、一実施形態では150nm以下であり、別の実施形態では115nm以下であり、別の実施形態では100nm以下であり、さらに別の実施形態では95nm以下であり、さらに別の実施形態では80nm以下である。
塗膜のヘイズを小さくする観点から、平板顔料粒子の厚みの平均は、可視光の波長(380~780nm)よりも小さいことが好ましく、その観点から、平板顔料粒子の厚みの平均は、可視光の波長の半分以下であることが好ましく、150nm以下であることが好ましく、100nm以下であることがより好ましく、80nm以下であることがさらに好ましい。
アスペクト比は、一実施形態では25以上であり、別の実施形態では50以上であり、さらに別の実施形態では85以上であり、さらに別の実施形態では100以上であり、さらに別の実施形態では120以上であり、さらに別の実施形態では125以上であり、さらに別の実施形態では130以上であり、一実施形態では370以下であり、別の実施形態では250以下である。
塗膜のヘイズを小さくする観点から、アスペクト比は、75以上であることが好ましい。
<平板顔料粒子の製造方法>
平板顔料粒子の製造方法は、特に限定されず、従来公知の顔料積層体などの製造方法を用いることができる。例えば、特許文献1に記載の第1製造方法、第2製造方法などを用いることができる。また、平板顔料粒子の製造方法として、溶液中で積層体を形成させる湿式法を用いてもよい。湿式法による製造方法として、例えば、特開2002-004031号公報または国際公開第2015/111095号に記載の方法などによって合成した平板状金属に、中和滴定法または均一沈殿法などの公知の金属水和酸化物被覆処理を行ったのち焼成することによって、平板状金属を誘電体層で被覆する方法を用いることができる。また、湿式法による製造方法として、例えば、平板状アルミナ粒子を、無電解メッキ法などにより金属薄膜層で被覆し、さらに、中和滴定法または均一沈殿法などの公知の金属水和酸化物被覆処理を行ったのち焼成することによって、誘電体層で被覆する方法を用いてもよい。また、上記の方法によって製造した金属層と誘電体層の積層体を用いて、後述の第1製造方法と同様に、必要に応じて表面処理層を形成し、粉砕したものを、湿式法による平板顔料粒子として用いてもよい。また、平板顔料粒子の表面に必要に応じて後述する表面張力調整層を形成してもよい。以下では、第1製造方法および第2製造方法を例示説明する。
平板顔料粒子の製造方法は、特に限定されず、従来公知の顔料積層体などの製造方法を用いることができる。例えば、特許文献1に記載の第1製造方法、第2製造方法などを用いることができる。また、平板顔料粒子の製造方法として、溶液中で積層体を形成させる湿式法を用いてもよい。湿式法による製造方法として、例えば、特開2002-004031号公報または国際公開第2015/111095号に記載の方法などによって合成した平板状金属に、中和滴定法または均一沈殿法などの公知の金属水和酸化物被覆処理を行ったのち焼成することによって、平板状金属を誘電体層で被覆する方法を用いることができる。また、湿式法による製造方法として、例えば、平板状アルミナ粒子を、無電解メッキ法などにより金属薄膜層で被覆し、さらに、中和滴定法または均一沈殿法などの公知の金属水和酸化物被覆処理を行ったのち焼成することによって、誘電体層で被覆する方法を用いてもよい。また、上記の方法によって製造した金属層と誘電体層の積層体を用いて、後述の第1製造方法と同様に、必要に応じて表面処理層を形成し、粉砕したものを、湿式法による平板顔料粒子として用いてもよい。また、平板顔料粒子の表面に必要に応じて後述する表面張力調整層を形成してもよい。以下では、第1製造方法および第2製造方法を例示説明する。
<第1製造方法>
図5は、平板顔料粒子の製造方法の一例としての第1製造方法を示す模式図である。この例では、平板顔料粒子1の製造方法は、支持体20上に積層体10を形成する工程(以下、積層体形成工程という)と、積層体10を支持体20から剥離する工程(以下、剥離工程という)と、剥離された積層体10を粉砕する工程(以下、粉砕工程という)と、を含む。
図5は、平板顔料粒子の製造方法の一例としての第1製造方法を示す模式図である。この例では、平板顔料粒子1の製造方法は、支持体20上に積層体10を形成する工程(以下、積層体形成工程という)と、積層体10を支持体20から剥離する工程(以下、剥離工程という)と、剥離された積層体10を粉砕する工程(以下、粉砕工程という)と、を含む。
また、第1製造方法では、任意に、積層体形成工程の前に支持体に剥離層を形成する工程;粉砕工程の前、後または粉砕工程中に、積層体の表面の少なくとも一部に表面処理層を形成する工程;粉砕した積層体または形成した平板顔料粒子を分級する工程などを含んでいてもよい。なお、図5では、これらの任意工程は示していない。
第1製造方法の積層体形成工程では、支持体の少なくとも一方の面(図5では上面)上に、誘電体層および金属薄膜層を交互に積層することで積層体を形成する。必要に応じて支持体の両面に積層体を形成してもよい。
支持体の材料としては、例えば、支持体などの用途に使用される高分子材料または無機材料などが用いられる。これらは透明な材料または不透明な材料のいずれであってもよい。これらは1種単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
高分子材料としては、例えば、ポリオレフィンフィルム(ポリエチレン、ポリプロピレンなど)、ポリエステルフィルム(ポリエチレンテレフタレート、ポリエチレンナフタレートなど)、ポリ塩化ビニル、三酢酸セルロース、水溶性フィルム(デンプン、ゼラチン、カルボキシメチルセルロース(CMC)、メチルセルロース(MC)などのセルロース誘導体またはセルロース系高分子、ポリビニルアルコール(PVA)、ポリアクリル酸系ポリマー、ポリアクリルアミド(PAM)、ポリエチレンオキシド(PEO))などの樹脂フィルムなどが挙げられる。
無機材料としては、例えば、金属材料と非金属材料が挙げられる。
金属材料としては、例えば、各種ステンレス鋼(SUS)、金、白金、銀、銅、ニッケル、コバルト、チタン、鉄、アルミニウム、スズ;ニッケル-チタン(Ni-Ti)合金、ニッケル-コバルト(Ni-Co)合金、コバルト-クロム(Co-Cr)合金、亜鉛-タングステン(Zn-W)合金などが挙げられる。
非金属材料としては、例えば、二酸化チタン、酸化亜鉛、酸化アルミニウム、酸化ジルコニウム、二酸化ケイ素、酸化錫(IV)、ITO、ATOなどの無機化合物;ソーダ石灰シリカガラス、シリカガラスなどのガラスなどが挙げられる。
この他、無機材料としては、金属-セラミックス複合体を用いてもよい。金属-セラミックス複合体としては、例えば、アルミ-シリコンカーバイド複合体、シリコン-シリコンカーバイド複合体などが挙げられる。
支持体の厚みは、特に限定されず、適宜調節すればよい。例えば、0.01~10mmとすることができる。好ましくは0.05~5mmである。支持体は、1枚単独で用いてもよいし、種類や厚みの異なるものを2枚以上重ねて用いてもよい。
<積層体形成工程>
積層体形成工程では、誘電体層および金属薄膜層を、それぞれ、電子ビーム蒸着法(EB)、化学気相蒸着法(CVD)、スパッタリング法、溶液塗布法、イオンプレーティング法、ディッピング法またはスプレー法などにより、支持体上に積層し、支持体上に積層体を形成する。中でも、電子ビーム蒸着法(EB)、化学気相蒸着法(CVD)、スパッタリング法および溶液塗布法が好ましい。積層の順序としては、積層体において誘電体層が最も外側に位置することから、通常は、支持体上に誘電体層を形成し、その後、金属薄膜層および誘電体層を1回または2回以上順次形成する。
積層体形成工程では、誘電体層および金属薄膜層を、それぞれ、電子ビーム蒸着法(EB)、化学気相蒸着法(CVD)、スパッタリング法、溶液塗布法、イオンプレーティング法、ディッピング法またはスプレー法などにより、支持体上に積層し、支持体上に積層体を形成する。中でも、電子ビーム蒸着法(EB)、化学気相蒸着法(CVD)、スパッタリング法および溶液塗布法が好ましい。積層の順序としては、積層体において誘電体層が最も外側に位置することから、通常は、支持体上に誘電体層を形成し、その後、金属薄膜層および誘電体層を1回または2回以上順次形成する。
<剥離工程>
剥離工程では、積層体を支持体から剥離する。剥離方法は特に限定されず、公知の剥離方法を用いることができる。例えば、支持体として水溶性フィルムを用いた場合は、積層体を有する支持体を水中に浸漬することで支持体である水溶性フィルムが溶解して積層体を剥離することができる。また、後述する剥離層を支持体の表面に設けた場合は、剥離層により積層体を容易に剥離することができる。また、積層体を有する支持体を水槽に浸漬し、これに超音波を適用して支持体から積層体を剥離する方法も用いることができる。
剥離工程では、積層体を支持体から剥離する。剥離方法は特に限定されず、公知の剥離方法を用いることができる。例えば、支持体として水溶性フィルムを用いた場合は、積層体を有する支持体を水中に浸漬することで支持体である水溶性フィルムが溶解して積層体を剥離することができる。また、後述する剥離層を支持体の表面に設けた場合は、剥離層により積層体を容易に剥離することができる。また、積層体を有する支持体を水槽に浸漬し、これに超音波を適用して支持体から積層体を剥離する方法も用いることができる。
<粉砕工程>
粉砕工程では、支持体から剥離した積層体を所望の大きさ(最大径)に粉砕する。粉砕方法としては、公知の顔料などの粉砕方法を用いることができる。例えば、粉砕機による機械的粉砕、振動ミル、ボールミル、ジェットミル、超音波ホモジナイザーなどを用いた湿式粉砕および乾式粉砕が用いられる。積層体の最大径の平均を調節する手法としては、上記粉砕方法における投入エネルギー、具体的には、例えば機械的粉砕を行う場合、装置出力や粉砕時間を調節すればよい。また、具体的には、例えば超音波ホモジナイザーを用いた粉砕を行う場合、装置出力や振幅、粉砕時間を調節すればよい。例えば、超音波ホモジナイザーを用いた粉砕の場合、装置出力は15W~240W、振幅は10μm~60μm、粉砕時間は30秒~3600秒の範囲で調節すればよい。
粉砕工程では、支持体から剥離した積層体を所望の大きさ(最大径)に粉砕する。粉砕方法としては、公知の顔料などの粉砕方法を用いることができる。例えば、粉砕機による機械的粉砕、振動ミル、ボールミル、ジェットミル、超音波ホモジナイザーなどを用いた湿式粉砕および乾式粉砕が用いられる。積層体の最大径の平均を調節する手法としては、上記粉砕方法における投入エネルギー、具体的には、例えば機械的粉砕を行う場合、装置出力や粉砕時間を調節すればよい。また、具体的には、例えば超音波ホモジナイザーを用いた粉砕を行う場合、装置出力や振幅、粉砕時間を調節すればよい。例えば、超音波ホモジナイザーを用いた粉砕の場合、装置出力は15W~240W、振幅は10μm~60μm、粉砕時間は30秒~3600秒の範囲で調節すればよい。
湿式粉砕の溶媒としては、積層体の構成成分が溶解しない溶媒であればよく、例えば、水;メタノール、エタノール、イソプロパノール、n-ブチルアルコール、t-ブチルアルコール、エチレングリコールなどのアルコール類;アセトン、メチルエチルケトンなどのケトン類;酢酸エチルなどのエステル類;クロロホルム、塩化メチレンなどのハロゲン化物;ブタン、ヘキサンなどの脂肪族炭化水素類;テトラヒドロフラン(THF)、ブチルエーテル、ジオキサンなどのエーテル類;ベンゼン、キシレン、トルエンなどの芳香族炭化水素類;N,N-ジメチルホルムアミド(DMF)、ジメチルアセトアミド(DMAc)などのアミド類などが挙げられる。溶媒は、これらを1種単独で用いてもよいし、2種以上を組み合わせて用いてもよい。また、超音波によって積層体を粉砕してもよい。
乾式粉砕の場合には、積層体を液体窒素などで冷却してから粉砕してもよい。
後述する表面処理層を形成する工程を行わない場合、粉砕工程によって得られる粉砕された積層体が平板顔料粒子となる。
<第1製造方法の任意の工程>
上述したように第1製造方法では、任意に、積層体形成工程の前に支持体に剥離層を形成する工程を含んでいてもよい。剥離層を形成する工程では、より具体的には、例えば、積層体形成工程の前に支持体の表面に、アクリル樹脂などを原料とした剥離層を形成する。剥離層の形成方法は、特許文献1に記載の方法など、従来公知の方法を用いることができる。支持体の表面に剥離層を形成することにより、その後の剥離工程において、積層体を支持体から容易に剥離することができる。
上述したように第1製造方法では、任意に、積層体形成工程の前に支持体に剥離層を形成する工程を含んでいてもよい。剥離層を形成する工程では、より具体的には、例えば、積層体形成工程の前に支持体の表面に、アクリル樹脂などを原料とした剥離層を形成する。剥離層の形成方法は、特許文献1に記載の方法など、従来公知の方法を用いることができる。支持体の表面に剥離層を形成することにより、その後の剥離工程において、積層体を支持体から容易に剥離することができる。
また、第1製造方法では、任意に、粉砕した積層体または形成した平板顔料粒子を分級する工程を含んでいてもよい。分級の方法としては、特に限定されず、従来公知の分級方法を用いることができる。例えば、特許文献1に記載の分級機などを用いた分級法が挙げられる。
また、第1製造方法では、任意に、粉砕工程の前、後または粉砕工程中に、積層体の表面の少なくとも一部に表面処理層を形成する工程を含んでいてもよい。一実施形態では、粉砕工程の後に、積層体の表面の少なくとも一部に表面処理層を形成する工程を含む。
表面処理層の形成方法としては、従来公知の方法を用いることができる。例えば、中和加水分解法、ゾルゲル法、加熱分解法などが挙げられる。これらの方法により、積層体の端面(積層体の厚み方向の面)にも均一に表面処理層を形成することができる。
中和加水分解法の具体例としては、粉砕後の積層体を蒸留水中に分散させてスラリーを調製し、そのスラリーにアルミン酸ナトリウム水溶液を添加する。アルミン酸ナトリウム水溶液の添加中、硫酸を添加することにより、スラリーのpHを約6.5に維持する。アルミン酸ナトリウム水溶液を添加後、ろ別し、水で洗浄することで、酸化アルミニウムからなる表面処理層を積層体の表面に形成することができる。
また、ゾルゲル法の例としては、有機金属化合物などの溶液を加水分解および重縮合させ、ゾルを形成した後にゲル化する。その後、加熱することにより、金属酸化物からなる表面処理層を積層体の表面に形成することができる。
<第2製造方法>
図6は、平板顔料粒子の製造方法の別の一例としての第2製造方法を示す模式図である。図6に示すように、第2製造方法は、積層体形成工程と、支持体20を含む積層体10を粉砕する工程と、を含む。第2製造方法は、支持体20が平板顔料粒子1の一部を構成する点において、第1製造方法と相違する。なお、図6の例では、支持体20が積層体10の誘電体層11として機能する。
図6は、平板顔料粒子の製造方法の別の一例としての第2製造方法を示す模式図である。図6に示すように、第2製造方法は、積層体形成工程と、支持体20を含む積層体10を粉砕する工程と、を含む。第2製造方法は、支持体20が平板顔料粒子1の一部を構成する点において、第1製造方法と相違する。なお、図6の例では、支持体20が積層体10の誘電体層11として機能する。
<積層体形成工程>
積層体形成工程では、支持体上に誘電体層と金属薄膜層の1種類以上の層を積層して積層体を形成する。第2製造方法の支持体としては、第1製造方法で列挙した支持体の材料のうち、透明なものを用いる。
積層体形成工程では、支持体上に誘電体層と金属薄膜層の1種類以上の層を積層して積層体を形成する。第2製造方法の支持体としては、第1製造方法で列挙した支持体の材料のうち、透明なものを用いる。
支持体が積層体の誘電体層を構成する場合、支持体の材料は、上述した誘電体層の材料を用いればよい。支持体が積層体の金属薄膜層を構成する場合、支持体の材料は、上述した金属薄膜層の材料を用いればよい。
支持体が積層体の誘電体層または金属薄膜層のいずれを構成する場合であっても、積層体形成工程では、最終的な積層体の最も外側の層が誘電体層となるように、支持体の片面または両面に、誘電体層と金属薄膜層の1種類以上の層を積層すればよい。
<支持体を含む積層体を粉砕する工程>
第2製造方法では、支持体を含む積層体を粉砕する工程を含む。粉砕する方法は、第1製造方法で挙げた方法と同様の方法を用いることができる。
第2製造方法では、支持体を含む積層体を粉砕する工程を含む。粉砕する方法は、第1製造方法で挙げた方法と同様の方法を用いることができる。
<第2製造方法の任意の工程>
第2製造方法では、支持体が積層体の誘電体層または金属薄膜層のいずれかを構成するため、支持体に剥離層を形成する工程がなくともよいが、必要に応じて支持体に剥離層を形成する工程を含んでいてもよい。支持体に剥離層を形成する方法は、第1製造方法で説明した方法と同様である。
第2製造方法では、支持体が積層体の誘電体層または金属薄膜層のいずれかを構成するため、支持体に剥離層を形成する工程がなくともよいが、必要に応じて支持体に剥離層を形成する工程を含んでいてもよい。支持体に剥離層を形成する方法は、第1製造方法で説明した方法と同様である。
また、第2製造方法では、第1製造方法と同様に、任意に、粉砕した積層体または形成した平板顔料粒子を分級する工程;粉砕工程の前、後または粉砕工程中に、積層体の表面の少なくとも一部に表面処理層を形成する工程を含んでいてもよい。これらの工程は、第1製造方法と同様であるので説明は省略する。
<表面張力調整層>
平板顔料粒子は、任意に、その表面を表面張力調整層で被覆されていてもよい。表面張力調整層は、平板顔料粒子の表面の少なくとも一部に設けられていればよく、平板顔料粒子の表面全体に設けられていてもよい。
平板顔料粒子は、任意に、その表面を表面張力調整層で被覆されていてもよい。表面張力調整層は、平板顔料粒子の表面の少なくとも一部に設けられていればよく、平板顔料粒子の表面全体に設けられていてもよい。
表面張力調整層の材料は、その機能を考慮して公知の材料から適宜選択することができる。例えば、ステアリン酸、オレイン酸、ホスホン酸およびリン酸エステルなどが挙げられる。表面張力調整層の材料は、上述したものを1種単独でまたは2種以上を組み合わせて用いることができる。
表面張力調整層の材料の配合量は、その機能を考慮して適宜調節すればよい。例えば、表面張力調整層の配合量は平板顔料粒子100質量部に対して0.01~10質量部とすることができる。好ましくは、0.1~3質量部である。
表面張力調整層の厚みは、その機能を考慮して適宜調節すればよい。例えば、表面張力調整層の厚みは0.1~10nmとすることができる。好ましくは0.1~5nm、より好ましくは0.1~2nmである。
表面張力調整層の形成方法としては、従来公知の方法を用いることができる。例えば、ステアリン酸と石油蒸留物を含む溶液中に、平板顔料粒子を配合し、超音波バスを用いて分散する。次いで、その分散物を吸引ろ過して溶媒で洗浄した後、乾燥する。これにより、表面張力調整層を平板顔料粒子上に形成することができる。
<樹脂成分>
樹脂成分は塗膜形成要素としての働きを有する。樹脂成分としては、従来公知の塗料組成物の樹脂成分を用いることができる。樹脂成分としては、例えば、特許文献1に記載のアクリル樹脂、ポリエステル樹脂、アルキド樹脂、フッ素樹脂、エポキシ樹脂、ポリウレタン樹脂、ポリエーテル樹脂などを挙げることができる。また、樹脂成分として、例えばシリコーン樹脂やアルコキシシラン縮合物などの、無機成分を含む、または、無機成分からなる高分子化合物を用いることもできる。樹脂成分は、1種単独でまたは2種以上を組み合わせて用いてもよい。
樹脂成分は塗膜形成要素としての働きを有する。樹脂成分としては、従来公知の塗料組成物の樹脂成分を用いることができる。樹脂成分としては、例えば、特許文献1に記載のアクリル樹脂、ポリエステル樹脂、アルキド樹脂、フッ素樹脂、エポキシ樹脂、ポリウレタン樹脂、ポリエーテル樹脂などを挙げることができる。また、樹脂成分として、例えばシリコーン樹脂やアルコキシシラン縮合物などの、無機成分を含む、または、無機成分からなる高分子化合物を用いることもできる。樹脂成分は、1種単独でまたは2種以上を組み合わせて用いてもよい。
上記樹脂成分には、硬化タイプとラッカータイプがあり、これらはそれぞれ単独で、または組み合わせて用いてもよい。硬化タイプの場合には、アミノ樹脂、(ブロック)ポリイソシアネート化合物、アミン系、ポリアミド系、多価カルボン酸、多価アクリレートなどの架橋剤と混合して用いられる。また、硬化タイプの場合には、上記架橋剤を上記樹脂成分として用いてもよい。硬化タイプの樹脂成分は、加熱により、または常温で硬化反応を進行させることができる。また、硬化タイプの場合には、必要に応じて硬化触媒と混合して用いてもよい。
<その他の成分>
塗料組成物は、平板顔料粒子と樹脂成分以外に、溶剤、タレ防止剤、粘度調整剤、沈降防止剤、架橋促進剤、硬化剤、レベリング剤、表面調整剤、消泡剤、可塑剤、防腐剤、防カビ剤、紫外線安定剤などのその他の成分を含んでいてもよい。これらその他の成分はそれぞれ、1種単独でまたは2種以上を組み合わせて用いてもよい。
塗料組成物は、平板顔料粒子と樹脂成分以外に、溶剤、タレ防止剤、粘度調整剤、沈降防止剤、架橋促進剤、硬化剤、レベリング剤、表面調整剤、消泡剤、可塑剤、防腐剤、防カビ剤、紫外線安定剤などのその他の成分を含んでいてもよい。これらその他の成分はそれぞれ、1種単独でまたは2種以上を組み合わせて用いてもよい。
溶剤としては、従来公知の塗料組成物の溶剤を適宜選択して用いることができる。例えば、メタノール、エタノール、2-プロパノール、1-ブタノールなどのアルコール類;酢酸エチル、酢酸ブチル、酢酸イソブチル、プロピオン酸エチル、エチレングリコールモノメチルエーテルアセテート、プロピレングリコールモノメチルエーテルアセテート、プロピレングリコールモノエチルエーテルアセテートなどのエステル類;ジエチルエーテル、プロピレングリコールモノメチルエーテル、エチレングリコールモノメチルエーテル、エチレングリコールモノエチルエーテル、ジオキサン、テトラヒドロフラン(THF)などのエーテル類;エチレングリコール、ジエチレングリコール、プロピレングリコール、ジプロピレングリコール、1、3-ブチレングリコール、ペンタメチレングリコール、1、3-オクチレングリコールなどのグリコール類;ホルムアミド、N-メチルホルムアミド、ジメチルホルムアミド(DMF)、ジメチルアセトアミド、ジメチルスルフォキシド(DMSO)、N-メチルピロリドン(NMP)などのアミド類;アセトン、メチルエチルケトン(MEK)、メチルプロピルケトン、メチルイソブチルケトン、アセチルアセトン、シクロヘキサノンなどのケトン類;トルエン、キシレン、メシチレン、ドデシルベンゼンなどの芳香族炭化水素;クロロホルム、ジクロロメチレンなどのハロゲン系溶媒などが挙げられる。
<塗料組成物の調製方法>
塗料組成物の調製方法は、特に限定されず、上述した平板顔料粒子および樹脂成分ならびに任意成分であるその他の成分を従来公知の方法により、混合して調製することができる。後述する方法により平板顔料粒子の水面拡散面積の値を得た後、形成する塗膜について塗膜比重、膜厚および後述する顔料面密度が予め想定される場合は、例えば、塗料組成物の調製の際に当該水面拡散面積に応じて顔料質量濃度を調節することにより、塗膜の顔料面密度を所望の値に容易に調節することができる。
塗料組成物の調製方法は、特に限定されず、上述した平板顔料粒子および樹脂成分ならびに任意成分であるその他の成分を従来公知の方法により、混合して調製することができる。後述する方法により平板顔料粒子の水面拡散面積の値を得た後、形成する塗膜について塗膜比重、膜厚および後述する顔料面密度が予め想定される場合は、例えば、塗料組成物の調製の際に当該水面拡散面積に応じて顔料質量濃度を調節することにより、塗膜の顔料面密度を所望の値に容易に調節することができる。
<塗膜の作製方法>
塗膜の作製方法は、塗膜の膜厚が1μm以上となるように上記塗料組成物を用いて被塗布面上に塗膜を作製すること以外は特に限定されず、従来公知の塗装方法を用いることができる。例えば、アプリケータ、バーコーター、刷毛、スプレー、ローラー、ロールコーター、カーテンコーターなどを用いて塗装することができる。塗料組成物を塗布した後の乾燥温度は、溶剤などに応じて適宜調節すればよい。例えば、10秒~30分などの短時間での乾燥が必要な場合には、30~200℃とすることができ、40~160℃が好ましい。短時間での乾燥が必要な場合には、2液型硬化反応、紫外線などのエネルギー線を用いてもよい。また、短時間での乾燥が必要でない場合には、例えば室温などで乾燥してもよい。
塗膜の作製方法は、塗膜の膜厚が1μm以上となるように上記塗料組成物を用いて被塗布面上に塗膜を作製すること以外は特に限定されず、従来公知の塗装方法を用いることができる。例えば、アプリケータ、バーコーター、刷毛、スプレー、ローラー、ロールコーター、カーテンコーターなどを用いて塗装することができる。塗料組成物を塗布した後の乾燥温度は、溶剤などに応じて適宜調節すればよい。例えば、10秒~30分などの短時間での乾燥が必要な場合には、30~200℃とすることができ、40~160℃が好ましい。短時間での乾燥が必要な場合には、2液型硬化反応、紫外線などのエネルギー線を用いてもよい。また、短時間での乾燥が必要でない場合には、例えば室温などで乾燥してもよい。
本発明に係る塗膜の膜厚は、1μm(1000nm)以上である。膜厚1μm未満では、高い電波透過性が得られない。膜厚の上限は、所望の赤外光反射性と可視光透過性などに応じて適宜調節すればよい。膜厚は、一実施形態では3μm(3000nm)以上であり、別の実施形態では15μm(15000nm)以上であり、一実施形態では40μm(40000nm)以下であり、別の実施形態では35μm(35000nm)以下である。一実施形態では、塗膜の膜厚は、1~40μm(1000~40000nm)である。
塗膜のヘイズを小さくする観点から、塗膜の膜厚は、平板顔料粒子が塗膜表面に突出せずに塗膜内に含まれる厚みであることが好ましく、その観点から、塗膜の膜厚は、3μm以上であることが好ましい。
<顔料面密度>
本発明において、塗膜における顔料面密度は、50~300%である。平板顔料粒子のアスペクト比が400以下であり、かつ塗膜の顔料面密度が300%以下であることにより、塗膜に高い電波透過性が付与される。また、平板顔料粒子のアスペクト比が10以上であり、かつ塗膜の顔料面密度が50%以上であることにより、塗膜が優れた赤外光反射性と可視光透過性を有する。
本発明において、塗膜における顔料面密度は、50~300%である。平板顔料粒子のアスペクト比が400以下であり、かつ塗膜の顔料面密度が300%以下であることにより、塗膜に高い電波透過性が付与される。また、平板顔料粒子のアスペクト比が10以上であり、かつ塗膜の顔料面密度が50%以上であることにより、塗膜が優れた赤外光反射性と可視光透過性を有する。
顔料面密度は、一実施形態では50%以上であり、別の実施形態では75%以上であり、さらに別の実施形態では150%以上であり、一実施形態では250%以下である。
顔料面密度は、平板顔料粒子が互いに重なり合わずに所定の面積の面上に配列した状態で当該面を過不足なく覆う含有量に対して、塗膜に含まれる平板顔料粒子の含有量の質量割合(%)である。したがって、顔料面密度が100%の場合、塗膜に含まれる平板顔料粒子の含有量は、平板顔料粒子が互いに重なり合わずに所定の面積の面を過不足なく覆う含有量と等しい。顔料面密度は、具体的には以下の式(1)から算出する。
顔料面密度(%)=水面拡散面積(cm2/g)×顔料質量濃度(%)×塗膜比重(g/cm3)×膜厚(cm)・・・式(1)
顔料面密度(%)=水面拡散面積(cm2/g)×顔料質量濃度(%)×塗膜比重(g/cm3)×膜厚(cm)・・・式(1)
式(1)中、水面拡散面積(cm2/g、WCA)は、JIS K 5906:1998に準拠した方法に従って求める。例えば、平板顔料粒子の厚みを小さくすることで水面拡散面積を大きくすることができ、平板顔料粒子の厚みを大きくすることで水面拡散面積を小さくすることができる。
また、式(1)中、顔料質量濃度(%、PWC)は、単位質量の塗膜について以下の式(2)から算出する。
顔料質量濃度(%)=平板顔料粒子の質量(g)×100/(塗膜の質量(g))・・・式(2)
顔料質量濃度(%)=平板顔料粒子の質量(g)×100/(塗膜の質量(g))・・・式(2)
(物品)
本発明に係る物品は、上記のいずれかの塗膜を有する。これにより、優れた赤外光反射性と可視光透過性を有することに加えて、高い電波透過性も有し、かつヘイズの小さい塗膜を有する物品を提供することができる。
本発明に係る物品は、上記のいずれかの塗膜を有する。これにより、優れた赤外光反射性と可視光透過性を有することに加えて、高い電波透過性も有し、かつヘイズの小さい塗膜を有する物品を提供することができる。
塗膜を形成する被塗布物、塗布面または塗布対象としては、赤外光反射性、可視光透過性および電波透過性が要求される物、面または対象であれば特に限定されず、適宜選択することができる。例えば、被塗布物、塗布面または塗布対象としては、自動車、鉄道車両などの車両の車体(ボディ)、航空機の機体、船舶の船体および上部構造物(艤装)、の内装および外装;建築物の内装および外装;家具、建具;車両、航空機、船舶、建築物などの窓ガラス;ガラス製、アクリル製、ポリカーボネート製などのケース、容器、樹脂板、フィルムなどの透明体;ディスプレイ、モニター、冷蔵庫などの電化製品の筺体およびガラス部材;これらに塗装した塗膜;などが挙げられる。
したがって、本発明に係る物品としては、例えば、自動車、鉄道車両などの車両、航空機、船舶、建築物、家具、建具、窓ガラス、透明体、電化製品などが挙げられる。
以下、実施例を挙げて本発明をさらに詳しく説明するが、これらの実施例は、本発明の例示を目的とするものであり、本発明を何ら限定するものではない。
積層体形成工程の支持体として、TP技研社製の50mm×50mm×2mmのガラス板を用いた。
剥離層を形成するアクリル樹脂として、DIC社製のアクリディック(登録商標)A-1371を用いた。
誘電体層および金属薄膜層の形成には、アルバック社製の真空蒸着装置EX-200を用いた。膜厚の制御には、アルバック社製の水晶発振式成膜コントローラCRTM-6000Gを用いた。
塗料組成物の樹脂成分であるアクリル樹脂として、DIC社製のアクリディック(登録商標)A-322を用いた。
超音波装置として、日本精機製作所社製の超音波ホモジナイザー US-600Tを用いた。
表面抵抗率の測定には、日置電機社製の超絶縁計 SM-8220を用いた。
可視光透過率および日射熱取得率の測定には、島津製作所社製の分光光度計 UV-3600を用いた。
ヘイズの測定には、日本電色工業社製のヘーズメーター(型番NDH 2000)を用いた。
(実施例1)
第1製造方法により以下のように平板顔料粒子を製造した。
第1製造方法により以下のように平板顔料粒子を製造した。
酢酸ブチルを用いて剥離層を形成するアクリル樹脂(A-1371)を濃度10質量%(固形分換算)に調製した。次いで、このアクリル樹脂溶液を支持体の一面側にスピンコーターで乾燥膜厚1μmとなるように塗布した。その後、これを80℃で15分間乾燥し、支持体の一面側に剥離層を形成した。
その剥離層上に、上記真空蒸着装置を用いて電子ビーム蒸着法により、第一層として膜厚32.5nmの誘電体層(TiO2層)、第二層として膜厚15nmの金属薄膜層(Ag層)および第三層として膜厚32.5nmの誘電体層(TiO2層)を交互に積層して、厚み80nmの積層体を形成した。
得られた積層体を含む支持体をアセトンに30分間浸漬して剥離層を溶解させて、積層体を支持体から剥離させた。次いで、支持体を除去したのち、積層体を含有するアセトンに超音波処理を行い、積層体を粉砕した。次いで、粉砕した積層体を含有するアセトンを1時間静置したのち、上澄みをデカンテーションにより除去し、真空デシケーターを用いて一晩減圧乾燥した。表面処理層と表面張力調整層の形成は行わず、得られた積層体を平板顔料粒子として用いた。得られた平板顔料粒子100個の最大径を、キーエンス社製のレーザーマイクロスコープ VK-X 250を用いて測定し、その平均を算出したところ、最大径の平均は1000nmであった。また、積層体作製時の膜厚の制御によって平板顔料粒子の厚みの平均は80nmであった。これらからアスペクト比は12.5と算出した。
得られた平板顔料粒子の水面拡散面積(cm2/g)を、JIS K 5906:1998に準拠した方法に従って求めたところ、24000cm2/gであった。
(塗料組成物の調製)
得られた平板顔料粒子と溶剤である酢酸エチルとを混合し、撹拌してスラリーとした。次いで、このスラリーに、樹脂成分であるアクリル樹脂(A-322)を、塗膜比重1.3g/cm3、塗膜の膜厚3μm(3×10-4cm)の塗膜を形成したときの顔料面密度が150%となるように顔料質量濃度を調節して添加して、撹拌して、塗料固形分が40質量%の塗料組成物を得た。
得られた平板顔料粒子と溶剤である酢酸エチルとを混合し、撹拌してスラリーとした。次いで、このスラリーに、樹脂成分であるアクリル樹脂(A-322)を、塗膜比重1.3g/cm3、塗膜の膜厚3μm(3×10-4cm)の塗膜を形成したときの顔料面密度が150%となるように顔料質量濃度を調節して添加して、撹拌して、塗料固形分が40質量%の塗料組成物を得た。
(塗膜の形成)
次いで、得られた塗料組成物を、ガラス板上にバーコーター#10を用いて乾燥膜厚が3μmになるように塗布した。塗布後、室温で10分間静置した後、110℃で15分間乾燥させて、膜厚3μmの塗膜を得た。
次いで、得られた塗料組成物を、ガラス板上にバーコーター#10を用いて乾燥膜厚が3μmになるように塗布した。塗布後、室温で10分間静置した後、110℃で15分間乾燥させて、膜厚3μmの塗膜を得た。
(実施例2~実施例21および比較例1~6)
実施例1において、表1に示すように積層体(平板顔料粒子)の層の材料、層構成、層の膜厚、アスペクト比ならびに塗膜の膜厚および顔料面密度を変更したこと以外は、実施例1と同様に平板顔料粒子を製造し、塗膜を得た。実施例7の銀合金は、銀-インジウム系合金を用いた。
実施例1において、表1に示すように積層体(平板顔料粒子)の層の材料、層構成、層の膜厚、アスペクト比ならびに塗膜の膜厚および顔料面密度を変更したこと以外は、実施例1と同様に平板顔料粒子を製造し、塗膜を得た。実施例7の銀合金は、銀-インジウム系合金を用いた。
(塗膜の評価)
以下に示すように、各実施例および比較例の塗膜について、電波透過性、可視光透過性、赤外光反射性およびヘイズを評価した。その結果を表1に合わせて示す。
以下に示すように、各実施例および比較例の塗膜について、電波透過性、可視光透過性、赤外光反射性およびヘイズを評価した。その結果を表1に合わせて示す。
<電波透過性>
得られた塗膜について、上記超絶縁計 SM-8220を用いて、23℃、50%環境下で印加電圧100Vにて、表面抵抗率を測定し、以下の基準で電波透過性を評価した。評価3が最も電波透過性に優れることを表し、評価2および評価3が合格であり、評価1は不合格である。
評価1:表面抵抗率が1.0×1010 Ω/□未満
評価2:表面抵抗率が1.0×1010 Ω/□以上1.0×1011 Ω/□未満
評価3:表面抵抗率が1.0×1011 Ω/□以上
得られた塗膜について、上記超絶縁計 SM-8220を用いて、23℃、50%環境下で印加電圧100Vにて、表面抵抗率を測定し、以下の基準で電波透過性を評価した。評価3が最も電波透過性に優れることを表し、評価2および評価3が合格であり、評価1は不合格である。
評価1:表面抵抗率が1.0×1010 Ω/□未満
評価2:表面抵抗率が1.0×1010 Ω/□以上1.0×1011 Ω/□未満
評価3:表面抵抗率が1.0×1011 Ω/□以上
<可視光透過性および赤外光反射性>
得られた塗膜について、JIS-R3106:1998「板ガラス類の透過率・反射率・放射率・日射熱取得率の試験方法」に準拠して、可視光透過率と日射熱取得率を測定し、測定した日射熱取得率の値を用いて以下の式(3)から遮熱係数を算出した。そして、以下の基準で可視光透過性および赤外光反射性を評価した。評価3が最も可視光透過性または赤外光反射性に優れることを表し、評価2および評価3が合格であり、評価1は不合格である。
遮熱係数=日射熱取得率/0.88・・・式(3)
得られた塗膜について、JIS-R3106:1998「板ガラス類の透過率・反射率・放射率・日射熱取得率の試験方法」に準拠して、可視光透過率と日射熱取得率を測定し、測定した日射熱取得率の値を用いて以下の式(3)から遮熱係数を算出した。そして、以下の基準で可視光透過性および赤外光反射性を評価した。評価3が最も可視光透過性または赤外光反射性に優れることを表し、評価2および評価3が合格であり、評価1は不合格である。
遮熱係数=日射熱取得率/0.88・・・式(3)
可視光透過性
評価1:可視光透過率が60%未満
評価2:可視光透過率が60%以上70%未満
評価3:可視光透過率が70%以上
評価1:可視光透過率が60%未満
評価2:可視光透過率が60%以上70%未満
評価3:可視光透過率が70%以上
赤外光反射性
評価1:遮熱係数が0.8より大きい
評価2:遮熱係数が0.7より大きく0.8以下
評価3:遮熱係数が0.7以下
評価1:遮熱係数が0.8より大きい
評価2:遮熱係数が0.7より大きく0.8以下
評価3:遮熱係数が0.7以下
<ヘイズ>
得られた塗膜について、上記ヘーズメーターを用いてヘイズを測定した。以下の基準でヘイズを評価した。評価3が最もヘイズが小さいことを表し、評価2および評価3が合格であり、評価1は不合格である。
評価1:ヘイズ値が7%より大きい
評価2:ヘイズ値が5%より大きく7%以下
評価3:ヘイズ値が5%以下
得られた塗膜について、上記ヘーズメーターを用いてヘイズを測定した。以下の基準でヘイズを評価した。評価3が最もヘイズが小さいことを表し、評価2および評価3が合格であり、評価1は不合格である。
評価1:ヘイズ値が7%より大きい
評価2:ヘイズ値が5%より大きく7%以下
評価3:ヘイズ値が5%以下

実施例2と比較例2、比較例3との対比、および実施例11と比較例5、比較例6との対比から分かるように、同じ層構成の平板顔料粒子を用いても、平板顔料粒子のアスペクト比または塗膜における顔料面密度が所定範囲を外れる比較例2,比較例3,比較例5および比較例6では、赤外光反射性が低いまたは電波透過性が低い結果となった。一方、平板顔料粒子のアスペクト比と塗膜における顔料面密度が所定範囲内の実施例2および実施例11などの実施例では、優れた赤外光反射性と可視光透過性を有することに加えて、高い電波透過性も有する塗膜を得ることができた。また、実施例では、いずれもヘイズの小さい塗膜を得ることができた。
1:平板顔料粒子
10:積層体
11:誘電体層
12:金属薄膜層
13:表面処理層
14:表面張力調整層
20:支持体
10:積層体
11:誘電体層
12:金属薄膜層
13:表面処理層
14:表面張力調整層
20:支持体
本発明によれば、優れた赤外光反射性と可視光透過性を有することに加えて、高い電波透過性も有し、かつヘイズの小さい塗膜を提供することができる。また、本発明によれば、このような塗膜を有する物品を提供することができる。
Claims (5)
- 塗料組成物を用いて作製された塗膜であって、
前記塗料組成物は、平板顔料粒子と樹脂成分とを含み、
前記平板顔料粒子は、誘電体層と金属薄膜層との積層体を含み、
前記積層体では、誘電体層と金属薄膜層とが交互に積層されており、かつ、誘電体層が当該積層体の最も外側に位置し、
前記平板顔料粒子のアスペクト比(平板顔料粒子の最大径の平均/平板顔料粒子の厚みの平均)が、10~400であり、
前記塗膜における前記平板顔料粒子の顔料面密度が、50~300%であり、
前記塗膜の膜厚が、1μm以上である、塗膜。 - 前記平板顔料粒子の最大径の平均が、1000nm以上である、請求項1に記載の塗膜。
- 前記積層体の厚みが、30~115nmである、請求項1または2に記載の塗膜。
- 前記積層体の厚みが、50~100nmである、請求項1~3のいずれか一項に記載の塗膜。
- 請求項1~4のいずれか一項に記載の塗膜を有する、物品。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018534394A JP6956089B2 (ja) | 2016-08-17 | 2017-08-14 | 塗膜および物品 |
| CN201780049701.6A CN109642119B (zh) | 2016-08-17 | 2017-08-14 | 涂膜及物品 |
| EP17841483.5A EP3502201B1 (en) | 2016-08-17 | 2017-08-14 | Coating film and article |
| US16/325,553 US20190211211A1 (en) | 2016-08-17 | 2017-08-14 | Coating film and article |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016160205 | 2016-08-17 | ||
| JP2016-160205 | 2016-08-17 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018034261A1 true WO2018034261A1 (ja) | 2018-02-22 |
Family
ID=61196637
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/029259 WO2018034261A1 (ja) | 2016-08-17 | 2017-08-14 | 塗膜および物品 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20190211211A1 (ja) |
| EP (1) | EP3502201B1 (ja) |
| JP (1) | JP6956089B2 (ja) |
| CN (1) | CN109642119B (ja) |
| WO (1) | WO2018034261A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020510721A (ja) * | 2017-03-02 | 2020-04-09 | ザ・スウォッチ・グループ・リサーチ・アンド・ディベロップメント・リミテッド | 干渉顔料 |
| CN112028658A (zh) * | 2020-08-04 | 2020-12-04 | 中国航天科工飞航技术研究院(中国航天海鹰机电技术研究院) | 一种电磁性能可控的透波结构 |
| WO2021074360A1 (en) | 2019-10-17 | 2021-04-22 | Basf Coatings Gmbh | Nir light scattering coatings and compositions for preparing them |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3532866A1 (en) | 2016-10-28 | 2019-09-04 | PPG Industries Ohio, Inc. | Coatings for increasing near-infrared detection distances |
| EP3881236A1 (en) | 2018-11-13 | 2021-09-22 | PPG Industries Ohio Inc. | Method of detecting a concealed pattern |
| US11561329B2 (en) | 2019-01-07 | 2023-01-24 | Ppg Industries Ohio, Inc. | Near infrared control coating, articles formed therefrom, and methods of making the same |
| US12011057B2 (en) | 2020-01-13 | 2024-06-18 | Msa Technology, Llc | Safety helmet |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2000069975A1 (en) * | 1999-05-14 | 2000-11-23 | Flex Products, Inc. | Bright aluminum pigment |
| JP2002500258A (ja) * | 1998-01-09 | 2002-01-08 | フレックス プロダクツ インコーポレイテッド | 光沢金属薄片 |
| JP2005298905A (ja) * | 2004-04-13 | 2005-10-27 | Oike Ind Co Ltd | 鱗片状メタルフレーク及び鱗片状メタルフレークの製造方法 |
| JP2008511704A (ja) * | 2004-08-23 | 2008-04-17 | チバ スペシャルティ ケミカルズ ホールディング インコーポレーテッド | アルミニウムおよびSiOz(z=0.7〜2.0)をベースとするフレーク状顔料を製造する方法 |
| WO2016006664A1 (ja) * | 2014-07-10 | 2016-01-14 | 日本ペイントホールディングス株式会社 | 赤外反射性顔料及び赤外反射性塗料組成物 |
| WO2017122734A1 (ja) * | 2016-01-13 | 2017-07-20 | 日本ペイントホールディングス株式会社 | 複層塗膜及び複層塗膜の形成方法 |
| WO2017122733A1 (ja) * | 2016-01-13 | 2017-07-20 | 日本ペイントホールディングス株式会社 | 赤外反射性塗料組成物 |
-
2017
- 2017-08-14 EP EP17841483.5A patent/EP3502201B1/en active Active
- 2017-08-14 WO PCT/JP2017/029259 patent/WO2018034261A1/ja unknown
- 2017-08-14 JP JP2018534394A patent/JP6956089B2/ja active Active
- 2017-08-14 US US16/325,553 patent/US20190211211A1/en not_active Abandoned
- 2017-08-14 CN CN201780049701.6A patent/CN109642119B/zh not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002500258A (ja) * | 1998-01-09 | 2002-01-08 | フレックス プロダクツ インコーポレイテッド | 光沢金属薄片 |
| WO2000069975A1 (en) * | 1999-05-14 | 2000-11-23 | Flex Products, Inc. | Bright aluminum pigment |
| JP2005298905A (ja) * | 2004-04-13 | 2005-10-27 | Oike Ind Co Ltd | 鱗片状メタルフレーク及び鱗片状メタルフレークの製造方法 |
| JP2008511704A (ja) * | 2004-08-23 | 2008-04-17 | チバ スペシャルティ ケミカルズ ホールディング インコーポレーテッド | アルミニウムおよびSiOz(z=0.7〜2.0)をベースとするフレーク状顔料を製造する方法 |
| WO2016006664A1 (ja) * | 2014-07-10 | 2016-01-14 | 日本ペイントホールディングス株式会社 | 赤外反射性顔料及び赤外反射性塗料組成物 |
| WO2017122734A1 (ja) * | 2016-01-13 | 2017-07-20 | 日本ペイントホールディングス株式会社 | 複層塗膜及び複層塗膜の形成方法 |
| WO2017122733A1 (ja) * | 2016-01-13 | 2017-07-20 | 日本ペイントホールディングス株式会社 | 赤外反射性塗料組成物 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3502201A4 * |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020510721A (ja) * | 2017-03-02 | 2020-04-09 | ザ・スウォッチ・グループ・リサーチ・アンド・ディベロップメント・リミテッド | 干渉顔料 |
| JP7051885B2 (ja) | 2017-03-02 | 2022-04-11 | ザ・スウォッチ・グループ・リサーチ・アンド・ディベロップメント・リミテッド | 干渉顔料 |
| US11692100B2 (en) | 2017-03-02 | 2023-07-04 | The Swatch Group Research And Development Ltd | Interference pigment |
| WO2021074360A1 (en) | 2019-10-17 | 2021-04-22 | Basf Coatings Gmbh | Nir light scattering coatings and compositions for preparing them |
| CN112028658A (zh) * | 2020-08-04 | 2020-12-04 | 中国航天科工飞航技术研究院(中国航天海鹰机电技术研究院) | 一种电磁性能可控的透波结构 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN109642119B (zh) | 2021-04-16 |
| EP3502201A4 (en) | 2020-04-08 |
| US20190211211A1 (en) | 2019-07-11 |
| CN109642119A (zh) | 2019-04-16 |
| JP6956089B2 (ja) | 2021-10-27 |
| JPWO2018034261A1 (ja) | 2019-06-20 |
| EP3502201A1 (en) | 2019-06-26 |
| EP3502201B1 (en) | 2021-03-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2018034261A1 (ja) | 塗膜および物品 | |
| JP6162901B2 (ja) | 赤外反射性顔料及び赤外反射性塗料組成物 | |
| TWI356084B (ja) | ||
| WO2019065316A1 (ja) | 塗料組成物及び塗膜 | |
| JP4891519B2 (ja) | 光学活性フィルムコンポジット | |
| Han et al. | Erasable nanoporous antireflection coatings based on the reconstruction effect of layered double hydroxides | |
| CN105814149B (zh) | 低辐射涂敷膜、其的制备方法及包含其的窗户用功能性建材 | |
| KR20140138775A (ko) | 투명 도전성 필름 기재용 적층체 | |
| CN107076897A (zh) | 红外线屏蔽层叠体及使用它的红外线屏蔽材料 | |
| JP2019085482A (ja) | 赤外線反射顔料の粉末を製造する方法 | |
| Kermadi et al. | Sol-gel synthesis of xTiO2 (100− x) SiO2 nanocomposite thin films: Structure, optical and antireflection properties | |
| TW201636209A (zh) | 多層積層基板 | |
| Subasri et al. | Sol–gel derived solar selective coatings on SS 321 substrates for solar thermal applications | |
| JP6877180B2 (ja) | 赤外線反射多層膜付き基材、および赤外線反射多層膜付き基材の製造方法 | |
| Subasri et al. | Sol–gel derived Ba/SrTiO 3–MgF 2 solar control coating stack on glass for architectural and automobile applications | |
| JP2003266577A (ja) | 熱線遮断材 | |
| WO2021206062A1 (ja) | 赤外反射性顔料、塗料組成物、塗膜および物品 | |
| JP2011241357A (ja) | 熱線反射積層体及び熱線反射層形成用塗布液 | |
| CN110662995A (zh) | 具有受控取向的等离子体纳米颗粒层 | |
| Sun et al. | Structural, infrared optical and mechanical properties of the magnesium fluoride films | |
| JP2017219694A (ja) | 光学反射フィルム、光学反射フィルムの製造方法、及び、光学反射体 | |
| JP2001279304A (ja) | 鎖状金属コロイド分散液及びその製造方法 | |
| JP2017096990A (ja) | 光反射フィルムの製造方法 | |
| WO2014148366A1 (ja) | 光線反射フィルムおよびその製造方法 | |
| CN107615116B (zh) | 热射线反射材料及窗 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2018534394 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17841483 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2017841483 Country of ref document: EP Effective date: 20190318 |