WO2017078162A1 - 電気接続構造、端子付きガラス板、及び端子付きガラス板の製造方法 - Google Patents
電気接続構造、端子付きガラス板、及び端子付きガラス板の製造方法 Download PDFInfo
- Publication number
- WO2017078162A1 WO2017078162A1 PCT/JP2016/082864 JP2016082864W WO2017078162A1 WO 2017078162 A1 WO2017078162 A1 WO 2017078162A1 JP 2016082864 W JP2016082864 W JP 2016082864W WO 2017078162 A1 WO2017078162 A1 WO 2017078162A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- glass plate
- terminal
- spring member
- base
- adhesive layer
- Prior art date
Links
Images















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R12/00—Structural associations of a plurality of mutually-insulated electrical connecting elements, specially adapted for printed circuits, e.g. printed circuit boards [PCB], flat or ribbon cables, or like generally planar structures, e.g. terminal strips, terminal blocks; Coupling devices specially adapted for printed circuits, flat or ribbon cables, or like generally planar structures; Terminals specially adapted for contact with, or insertion into, printed circuits, flat or ribbon cables, or like generally planar structures
- H01R12/50—Fixed connections
- H01R12/51—Fixed connections for rigid printed circuits or like structures
- H01R12/55—Fixed connections for rigid printed circuits or like structures characterised by the terminals
- H01R12/57—Fixed connections for rigid printed circuits or like structures characterised by the terminals surface mounting terminals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J1/00—Windows; Windscreens; Accessories therefor
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R12/00—Structural associations of a plurality of mutually-insulated electrical connecting elements, specially adapted for printed circuits, e.g. printed circuit boards [PCB], flat or ribbon cables, or like generally planar structures, e.g. terminal strips, terminal blocks; Coupling devices specially adapted for printed circuits, flat or ribbon cables, or like generally planar structures; Terminals specially adapted for contact with, or insertion into, printed circuits, flat or ribbon cables, or like generally planar structures
- H01R12/50—Fixed connections
- H01R12/51—Fixed connections for rigid printed circuits or like structures
- H01R12/515—Terminal blocks providing connections to wires or cables
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R12/00—Structural associations of a plurality of mutually-insulated electrical connecting elements, specially adapted for printed circuits, e.g. printed circuit boards [PCB], flat or ribbon cables, or like generally planar structures, e.g. terminal strips, terminal blocks; Coupling devices specially adapted for printed circuits, flat or ribbon cables, or like generally planar structures; Terminals specially adapted for contact with, or insertion into, printed circuits, flat or ribbon cables, or like generally planar structures
- H01R12/70—Coupling devices
- H01R12/7005—Guiding, mounting, polarizing or locking means; Extractors
- H01R12/7011—Locking or fixing a connector to a PCB
- H01R12/7041—Gluing or taping
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R12/00—Structural associations of a plurality of mutually-insulated electrical connecting elements, specially adapted for printed circuits, e.g. printed circuit boards [PCB], flat or ribbon cables, or like generally planar structures, e.g. terminal strips, terminal blocks; Coupling devices specially adapted for printed circuits, flat or ribbon cables, or like generally planar structures; Terminals specially adapted for contact with, or insertion into, printed circuits, flat or ribbon cables, or like generally planar structures
- H01R12/70—Coupling devices
- H01R12/7088—Arrangements for power supply
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R12/00—Structural associations of a plurality of mutually-insulated electrical connecting elements, specially adapted for printed circuits, e.g. printed circuit boards [PCB], flat or ribbon cables, or like generally planar structures, e.g. terminal strips, terminal blocks; Coupling devices specially adapted for printed circuits, flat or ribbon cables, or like generally planar structures; Terminals specially adapted for contact with, or insertion into, printed circuits, flat or ribbon cables, or like generally planar structures
- H01R12/70—Coupling devices
- H01R12/71—Coupling devices for rigid printing circuits or like structures
- H01R12/712—Coupling devices for rigid printing circuits or like structures co-operating with the surface of the printed circuit or with a coupling device exclusively provided on the surface of the printed circuit
- H01R12/716—Coupling device provided on the PCB
- H01R12/718—Contact members provided on the PCB without an insulating housing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/02—Contact members
- H01R13/04—Pins or blades for co-operation with sockets
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/02—Contact members
- H01R13/15—Pins, blades or sockets having separate spring member for producing or increasing contact pressure
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/02—Contact members
- H01R13/22—Contacts for co-operating by abutting
- H01R13/24—Contacts for co-operating by abutting resilient; resiliently-mounted
- H01R13/2457—Contacts for co-operating by abutting resilient; resiliently-mounted consisting of at least two resilient arms contacting the same counterpart
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/18—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for manufacturing bases or cases for contact members
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/20—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for assembling or disassembling contact members with insulating base, case or sleeve
- H01R43/205—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for assembling or disassembling contact members with insulating base, case or sleeve with a panel or printed circuit board
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/02—Details
- H05B3/06—Heater elements structurally combined with coupling elements or holders
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/84—Heating arrangements specially adapted for transparent or reflecting areas, e.g. for demisting or de-icing windows, mirrors or vehicle windshields
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/02—Surface treatment of glass, not in the form of fibres or filaments, by coating with glass
- C03C17/04—Surface treatment of glass, not in the form of fibres or filaments, by coating with glass by fritting glass powder
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R12/00—Structural associations of a plurality of mutually-insulated electrical connecting elements, specially adapted for printed circuits, e.g. printed circuit boards [PCB], flat or ribbon cables, or like generally planar structures, e.g. terminal strips, terminal blocks; Coupling devices specially adapted for printed circuits, flat or ribbon cables, or like generally planar structures; Terminals specially adapted for contact with, or insertion into, printed circuits, flat or ribbon cables, or like generally planar structures
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R12/00—Structural associations of a plurality of mutually-insulated electrical connecting elements, specially adapted for printed circuits, e.g. printed circuit boards [PCB], flat or ribbon cables, or like generally planar structures, e.g. terminal strips, terminal blocks; Coupling devices specially adapted for printed circuits, flat or ribbon cables, or like generally planar structures; Terminals specially adapted for contact with, or insertion into, printed circuits, flat or ribbon cables, or like generally planar structures
- H01R12/70—Coupling devices
- H01R12/71—Coupling devices for rigid printing circuits or like structures
- H01R12/712—Coupling devices for rigid printing circuits or like structures co-operating with the surface of the printed circuit or with a coupling device exclusively provided on the surface of the printed circuit
- H01R12/714—Coupling devices for rigid printing circuits or like structures co-operating with the surface of the printed circuit or with a coupling device exclusively provided on the surface of the printed circuit with contacts abutting directly the printed circuit; Button contacts therefore provided on the printed circuit
Definitions
- the present invention relates to an electrical connection structure, a glass plate with a terminal, and a method for manufacturing a glass plate with a terminal.
- solder containing lead is used for bonding between a conductor (feeding portion) formed on the surface of a glass plate and a terminal.
- solder containing no lead has been desired in order to reduce environmental load.
- solder that does not contain lead is expensive because indium, tin, silver, etc., which are alternative materials for lead, are expensive.
- conductive rubber other than lead-free solder as a means for joining a conductor and a terminal (see, for example, Patent Document 1). The conductive rubber is held in a compressed state, thereby electrically connecting the conductor and the terminal.
- the present invention has been made in view of such problems, and an electrical connection structure that suppresses an increase in electrical resistance even after long-term use, a glass plate with a terminal provided with the electrical connection structure, and It aims at providing the manufacturing method of the glass plate with a terminal.
- the electrical connection structure of one aspect of the present invention is formed of a glass plate, a power feeding portion formed on the glass plate, a terminal having a base opposite to the glass plate, and a conductor, and the power feeding portion and the base A spring member disposed between the power supply portion and the base portion, and the power supply portion and the base portion are electrically connected to each other via the spring member.
- the electrical connection structure of one aspect of the present invention may include an adhesive layer formed by adhering at least one of the glass plate and the power feeding unit and the base.
- the spring member is formed in a plate shape extending in the first direction, and a central portion in the first direction faces the thickness direction of the glass plate.
- a curved portion curved so as to be convex, a central portion of the curved portion is in contact with one of the power feeding portion and the base portion, and both end portions of the curved portion in the first direction are You may be in contact with the other of the said electric power feeding part and the said base.
- a central portion of the bending portion is in contact with the power feeding portion, and both end portions in the first direction of the bending portion are in contact with the base portion. Also good.
- the spring member has a relief portion in which a recess is formed, and the recess is from a reference surface disposed on the same plane as both ends of the bending portion, You may be dented toward the curved side so that the said curved part may become convex.
- the escape portion is formed in a plate shape extending in the first direction, and the first portion toward the curved side so that the curved portion is convex. You may curve so that the center part of one direction may become convex.
- the spring member may include a flat portion provided at at least one end portion in the first direction of the bending portion and extending in the first direction. Good.
- the base portion is formed in a plate shape, the base portion protrudes from a main surface of the base portion, and contacts with at least one of the glass plate and the power feeding portion, A protrusion that restricts deformation of the spring member that is sandwiched between the power feeding portion and the base portion at a predetermined ratio or more may be provided.
- the adhesive layer may be disposed so as to surround the spring member.
- the base is formed in a plate shape, and the region between the region where the spring member is disposed and the region where the adhesive layer is disposed on the main surface of the base. A groove portion may be formed.
- the glass plate with a terminal of one aspect of the present invention has an electrical connection structure.
- the manufacturing method of the glass plate with a terminal of one aspect of the present invention includes a first step of disposing a spring member formed of a conductor between a power feeding portion of a glass plate and a base portion of the terminal, and the spring member as the glass. A second step of compressing in the thickness direction of the plate, and bringing the power feeding portion and the base portion into contact with each other by contacting the spring member.
- thermosetting adhesive layer is disposed between at least one of the glass plate and the power feeding portion and the base portion, and in the second step, in the state where the thermosetting adhesive layer is compressed in the thickness direction, the thermosetting adhesive layer may be heated and cured to form an adhesive layer.
- the glass plate in the second step, a softening step of temporarily softening the thermosetting adhesive layer by heating, and a state in which the thermosetting adhesive layer is compressed And a curing step of curing by heating.
- the glass plate is a laminated glass obtained by bonding a plurality of glass single plates through an intermediate film, and the plurality of glass single plates and the glass plate
- the first step and the second step may be performed after the heating and bonding step of heating and bonding the intermediate film.
- the glass plate with terminals According to the electrical connection structure of the present invention, the glass plate with terminals, and the method for producing the glass plate with terminals, it is possible to suppress an increase in electrical resistance even when used for a long time.
- FIG. 1 is a side sectional view of a glass plate with a terminal according to a first embodiment of the present invention.
- FIG. 2 is a plan view of the glass plate with the terminals.
- FIG. 3 is a bottom view of the terminal of the glass plate with the terminal.
- FIG. 4 is a graph showing a heating profile for the thermosetting adhesive.
- FIG. 5 is a graph showing the viscosity of the thermosetting adhesive with respect to the heating temperature.
- FIG. 6 is a graph showing the amount of residual curing heat with respect to the heating temperature of the thermosetting adhesive.
- FIG. 7 is a side view showing a state in which a spring member is attached to the base of the terminal.
- FIG. 8 is a diagram showing the results of a thermal shock test of the glass plate with the terminals.
- FIG. 1 is a side sectional view of a glass plate with a terminal according to a first embodiment of the present invention.
- FIG. 2 is a plan view of the glass plate with the terminals.
- FIG. 9 is a diagram showing the results of a thermal shock test of a conventional glass plate with a terminal.
- FIG. 10 is a diagram showing the results of a high temperature storage test of the glass plate with a terminal according to the present embodiment.
- FIG. 11 is a diagram showing the results of a low-temperature storage test of the glass plate with the terminals.
- FIG. 12 is a diagram showing the results of a high-temperature and high-humidity test of the glass plate with terminals.
- FIG. 13 is a diagram showing a result of an energization characteristic test of the glass plate with the terminal.
- FIG. 14 is a flowchart showing a method for manufacturing a glass plate with a terminal according to the first embodiment of the present invention.
- FIG. 14 is a flowchart showing a method for manufacturing a glass plate with a terminal according to the first embodiment of the present invention.
- FIG. 15 is a bottom view of a terminal in a modification of the first embodiment of the present invention.
- FIG. 16 is a bottom view of the spring member in the modification of the first embodiment of the present invention.
- FIG. 17 is a side cross-sectional view showing a state in which the spring member is attached to the base of the terminal in the modification of the first embodiment of the present invention.
- FIG. 18 is a side view of the terminal used for the glass plate with a terminal of 2nd Embodiment of this invention.
- FIG. 19 is a plan view of the terminal.
- FIG. 20 is a front view of the terminal.
- FIG. 21 is a side view of a terminal used in the glass plate with a terminal according to the third embodiment of the present invention.
- FIG. 22 is a plan view of the terminal.
- FIG. 23 is a front view of the terminal.
- FIG. 24 is a side view of a terminal used in the glass plate with a terminal according to the fourth embodiment of the present invention.
- FIG. 25 is a plan view of the terminal.
- FIG. 26 is a front view of the terminal.
- FIG. 27 is a bottom view of the terminal.
- FIG. 28 is a cross-sectional view of a side surface of a glass plate with a terminal in an embodiment of a modification of the present invention.
- FIG. 29 is a bottom view of the terminal of the glass plate with the terminal.
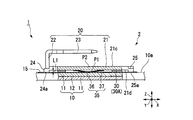
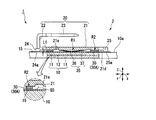
- FIG. 1 is a cross-sectional view of a side surface of a glass plate 1 with a terminal according to the present embodiment
- FIG. 2 is a plan view of the glass plate 1 with a terminal.
- a glass plate 1 with a terminal according to the present embodiment includes a glass plate 10, a power feeding unit 15 formed on the glass plate 10, and a terminal 20 having a base 21 that faces the glass plate 10.
- the adhesive layer 30 formed by bonding the power feeding unit 15 and the base 21 and the spring member 35 disposed between the power feeding unit 15 and the base 21 are provided.
- the electrical connection structure 2 of this embodiment is comprised with the glass plate 10, the electric power feeding part 15, the terminal 20, the adhesive bond layer 30, and the spring member 35.
- the glass plate 10 has a known configuration, and is a laminated glass in which a plurality of (in this embodiment, two) glass single plates 11 are bonded via an intermediate film 12.
- the power feeding unit 15 is formed in a rectangular shape on the main surface 10 a of the glass plate 10.
- the main surface referred to here means an outer surface of a plate-shaped member that is substantially orthogonal to the thickness direction.
- the power feeding unit 15 is formed over an area wider than the base 21 in a plan view.
- a linear conductor 16 is connected to the power feeding unit 15.
- the power feeding unit 15 and the linear conductor 16 are formed by printing a paste containing a conductive metal such as a silver paste on the main surface 10a of the glass plate 10 and baking the paste.
- the method of forming the power feeding unit 15 and the linear conductor 16 is not limited to this.
- the power supply portion 15 and the linear conductor 16 may be formed by attaching a linear or foil-like body made of a conductive material such as copper on the main surface 10a of the glass plate 10 with an adhesive or the like.
- the linear conductor 16 is, for example, an antenna element or a feed line to the antenna element.
- the linear conductor 16 may be a heater wire that prevents the glass plate 10 from fogging.
- the power feeding unit 15 may be a power feeding to a conductive film formed on the glass plate 10 or may be a part for feeding power to any conductor formed on the glass plate 10. Note that the power feeding may mean either the meaning of supplying power to the linear conductor or the meaning of receiving power from the linear conductor, for example.
- the terminal 20 is erected with the above-described base portion 21 formed in a rectangular plate shape in plan view, and a support portion 22 erected from one end portion in the longitudinal direction (first direction) X of the base portion 21.
- the male terminal portion 23 provided at the distal end portion of the support portion 22 and the stoppers (protruding portions) 24 and 25 provided at both end portions in the longitudinal direction X of the base portion 21 are provided.
- the base 21 has a longer second side 21b extending in the longitudinal direction X adjacent to the first side 21a than the first side 21a extending in the width direction Y.
- the support portion 22 is erected in the thickness direction Z of the glass plate 10 from the central portion of one first side 21a.
- the length of the support portion 22 in the width direction Y is shorter than the length of the base portion 21 in the width direction Y.
- the width direction Y is a direction orthogonal to the longitudinal direction X and the thickness direction Z.
- the support portion 22 holds the base portion 21 and the male terminal portion 23 so as to be separated from each other by a predetermined distance.
- the male terminal portion 23 extends from the distal end portion of the support portion 22 toward the other end portion in the longitudinal direction X along the first main surface 21 c of the base portion 21.
- the male terminal portion 23 is a flat tab terminal to which an electric wire is connected.
- the male terminal portion 23 is formed in accordance with PA or PB of Japanese Industrial Standard JIS D5403 (1989).
- the stoppers 24 described above are provided at both ends of the first side 21 a at one end in the longitudinal direction X of the base 21.
- the stopper 24 protrudes in the longitudinal direction X from the end of the first side 21a.
- the stopper 24 is stepped with respect to the base portion 21 in the direction along the thickness direction Z and away from the male terminal portion 23 (direction approaching the glass plate 10).
- the bottom surface 24 a of the stopper 24 is configured by a flat surface parallel to the second main surface (main surface) 21 d of the base portion 21.
- the second main surface 21d is a surface of the base portion 21 opposite to the first main surface 21c.
- the distance L1 between the second main surface 21d of the base portion 21 and the bottom surface 24a of the stopper 24 is 0.2 to 0.6 mm because the spring member 35 stably contacts the second main surface 21d and the power feeding portion 15. preferable.
- the stoppers 25 described above are provided at both ends of the first side 21 a of the other end in the longitudinal direction X of the base 21.
- the stopper 25 is formed by stepping the corner portion of the base portion 21 along the thickness direction Z and away from the male terminal portion 23.
- the bottom surface 25 a of the stopper 25 is configured by a flat surface that is flush with the bottom surface 24 a of the stopper 24.
- the stoppers 24 and 25 protrude from the second main surface 21 d of the base portion 21. Further, the bottom surfaces 24 a and 25 a of the stoppers 24 and 25 are in contact with or in close proximity to the power feeding unit 15.
- the close proximity mentioned here means that the distance between the bottom surfaces 24a and 25a and the power feeding unit 15 is longer than 0 mm and not more than 0.2 mm.
- the base 21, the support 22, the male terminal 23, and the stoppers 24 and 25 are integrally formed by punching and pressing a thin plate of copper or the like and plated with tin or nickel. It is.
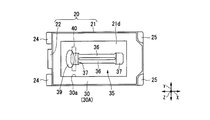
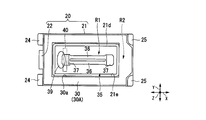
- FIG. 3 is a bottom view of the terminal 20.
- the adhesive layer 30 is formed in a frame shape having a rectangular outer shape in plan view.
- the outer edge of the adhesive layer 30 is disposed along the edge of the second main surface 21 d of the base 21.
- the adhesive layer 30 is disposed so as to surround the spring member 35.
- the adhesive layer 30 applies a force that narrows the distance between the power supply unit 15 and the terminal 20.
- the adhesive layer 30 is obtained by curing a thermosetting adhesive layer 30 ⁇ / b> A in which the thermosetting adhesive before curing is formed in substantially the same shape as the adhesive layer 30 by heating.
- the thermosetting adhesive is softened once by heating, but is cured if the heating is continued after softening.
- the thermosetting adhesive is heated from a state before bonding the power feeding portion 15 and the base portion 21, whereby the viscosity becomes 6.0 ⁇ 10 3 Pa ⁇ s or less at a temperature of 70 ° C. or more and less than 120 ° C., It preferably has a property of curing at a temperature of 120 ° C. or higher.
- the viscosity of the thermosetting adhesive is preferably 6.0 ⁇ 10 3 Pa ⁇ s or less at a temperature of 80 ° C. or higher and lower than 110 ° C. Furthermore, it is preferable that the viscosity is 5.0 ⁇ 10 3 Pa ⁇ s or less at a temperature of 70 ° C. or more and less than 120 ° C. The temperature at which the thermosetting adhesive is cured may be 130 ° C. or higher.
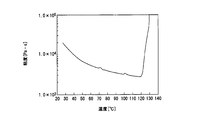
- thermosetting adhesive changes as shown in FIG. 5 when the temperature profile of FIG. 4 is given.
- the thermosetting adhesive softens as the temperature rises due to heating from room temperature, and cures when it exceeds a predetermined temperature.
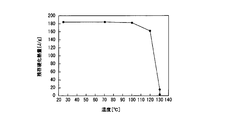
- FIG. 6 shows the measurement of the residual curing heat quantity by differential scanning calorimetry (DSC).
- DSC differential scanning calorimetry
- thermosetting adhesive layer 30A When the thermosetting adhesive layer 30A is softened by heating, the power supply unit 15 and the base 21 are in close contact with each other through the thermosetting adhesive layer 30A. By further pressurizing the thermosetting adhesive layer 30A, the thickness of the thermosetting adhesive layer 30A can be more easily compressed than the state before bonding. Then, the thermosetting adhesive layer 30A becomes the adhesive layer 30 by curing the thermosetting adhesive layer 30A by further heating. Thus, the adhesive layer 30 can be cured in a state compressed in the thickness direction Z. In the present embodiment, it is assumed that the adhesive layer 30 bonds the power feeding unit 15 and the base 21. However, when the area where the power feeding portion 15 is formed on the main surface 10a of the glass plate 10 is small, the adhesive layer 30 may bond the glass plate 10 and the base 21 or the glass plate 10 and the electric power feeding part 15 and the base 21 may be adhere
- FIG. 7 is a side view showing a state in which the spring member 35 is attached to the base portion 21.
- the spring member 35 is a so-called bridge contact, which is formed in a plate shape extending in the longitudinal direction X and curved so as to be convex in the thickness direction Z.
- the curved portion 36 includes flat portions 37 that are provided at both end portions 36 a in the longitudinal direction X of the curved portion 36 and extend in the longitudinal direction X.
- Each curved portion 36 is curved so that the central portion 36b in the longitudinal direction X is convex toward the thickness direction Z, in other words, convex toward the power feeding portion 15.
- the two curved portions 36 are arranged side by side with a space in the width direction Y.
- the end portion in the longitudinal direction X of the flat portion 37 is connected to the end portion in the longitudinal direction X of the curved portion 36.
- the flat part 37 communicates the two curved parts 36.
- the curved portion 36 and the flat portion 37 constituting the spring member 35 are integrally formed by punching and pressing a plate material made of a metal such as beryllium copper alloy.
- the spring member 35 is preferably subjected to gold plating, silver plating, or the like. As the spring member 35, a so-called torsion contact and a chip contact can be used in addition to the bridge contact.
- the spring member 35 is formed of metal, the spring member 35 only needs to be formed of a conductor (electric conductor).
- conductors include conductive polymers, conductors, insulators, and the like coated with a conductive material by plating or the like.
- the spring member 35 is disposed in the hollow portion 30 a of the adhesive layer 30.
- the spring member 35 is attached (temporarily fixed) to the second main surface 21 d of the base portion 21 by an auxiliary adhesive portion 39 that connects the base portion 21 and the flat portion 37.
- the auxiliary adhesive portion 39 it is preferable to use an ultraviolet curable adhesive having a relatively high viscosity. This is because the UV curable adhesive is less likely to spread between the base portion 21 and the flat portion 37 when the viscosity is relatively high.
- the base portion 21 and the flat portion 37 may be temporarily fixed with the tape 40.
- the curved portion 36 of the spring member 35 is sandwiched between the power feeding portion 15 and the base portion 21 and is compressed in the thickness direction Z by the power feeding portion 15 and the base portion 21.
- the spring member 35 applies a force that increases the distance between the power supply unit 15 and the terminal 20.
- both end portions 36 a and flat portions 37 of each bending portion 36 are in contact with the second main surface 21 d of the base portion 21, and a central portion 36 b of the bending portion 36 is in contact with the power feeding portion 15. That is, each bending portion 36 contacts the base portion 21 at two points and contacts the power feeding portion 15 at one point.
- the power feeding unit 15 and the base 21 are in contact with the spring member 35, the power feeding unit 15 and the base 21 are electrically connected via the spring member 35.
- the spring member 35 can be temporarily fixed to the base portion 21.
- the bottom surfaces 24 a and 25 a of the stoppers 24 and 25 are in contact with the power feeding unit 15, so that a gap with a certain height is formed between the second main surface 21 d of the base 21 and the power feeding unit 15. Is formed.
- This gap restricts the bending portion 36 of the spring member 35 from being deformed to a predetermined ratio or more.
- the predetermined ratio is preferably 0.2% proof stress (elastic deformation limit) of the material forming the spring member 35, for example.
- the auxiliary bonding portion 39 enters between the one end portion 36a and the base portion 21 of the both end portions 36a, so that the end portion 36a and the base portion 21 are electrically insulated. Even if electrically insulated, if the other end 36 a and the base 21 are electrically connected, a current can flow from the power feeding unit 15 to the base 21 via the spring member 35.
- the glass plate 10 As the glass plate 10, a relatively small test piece was used. As shown in FIG. 3, the spring member 35 used in the following test includes two curved portions 36.
- the power supply unit 15 is a bus bar (not shown) that is a band-shaped metal film.
- FIG. 8 is a diagram showing the results of a thermal shock test of the glass plate 1 with a terminal.
- the thermal shock test is performed on the glass plate 1 with a terminal disposed in the test tank as 1000 cycles, with one cycle of holding at an external temperature of 80 ° C. for 30 minutes and holding at an external temperature of ⁇ 30 ° C. for 30 minutes. It will be repeated.
- a state where 1000 cycles are repeated corresponds to, for example, a state where the terminal-attached glass plate 1 has been used for 5 to 10 years for automobile use. Since the thermal shock test is a test with a relatively high concern about performance degradation due to thermal fluctuations, it was repeated up to 2000 cycles.
- the contact resistance of the glass plate 1 with a terminal should be an electrical resistance between the point P1 of the power feeding part 15 and the point P2 of the base part 21 in FIG.
- the contact resistance described below includes the electrical resistance of the bus bar used as the power feeding unit 15.
- the horizontal axis in FIG. 8 represents the number of cycles (times), and the vertical axis represents the contact resistance (m ⁇ (milliohm)).
- Each of the ⁇ mark, the ⁇ mark, and the ⁇ mark represents a different sample. That is, a thermal shock test was performed on the glass plate 1 with a terminal 1 having the same configuration using three samples. It was found that the contact resistance of the terminal-attached glass plate 1 hardly changed from 7 to 10 m ⁇ even when the temperature change was repeated 2000 cycles.
- FIG. 9 is a diagram showing the results of a thermal shock test of a conventional glass plate with a terminal shown in Patent Document 1 as a comparative example.
- the glass plate with a terminal of a comparative example it replaces with the spring member 35 of the glass plate with a terminal 1 of this embodiment, and is provided with conductive rubber.
- the thermal shock test was performed with three samples. The contact resistance, which was about 6 to 7 m ⁇ at the beginning of the test, was found to be about 30 m ⁇ when 1000 cycles were repeated, and about 90 m ⁇ when 2000 cycles were repeated.
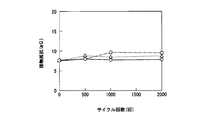
- FIG. 10 is a diagram showing the results of a high-temperature storage test of the terminal-attached glass plate 1.
- the high temperature standing test is a test in which the outside temperature is held at 105 ° C. for 1000 hours.
- the high temperature storage test was a test with a relatively high concern about performance degradation due to heat, and was maintained for up to 2000 hours.
- the horizontal axis of FIG. 10 represents elapsed time (h: time), and the vertical axis represents contact resistance (m ⁇ ). It was found that the contact resistance of the terminal-attached glass plate 1 hardly changed from 6 to 9 m ⁇ even when held for 1000 hours and 2000 hours.
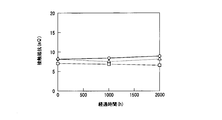
- FIG. 11 is a diagram showing the results of a low temperature storage test of the glass plate 1 with a terminal.
- the low-temperature standing test is a test that is held at an external temperature of ⁇ 40 ° C. for 1000 hours. ⁇ mark and ⁇ mark represent different samples. That is, a low temperature standing test was performed with 2 samples. It was found that the contact resistance of the glass plate 1 with a terminal hardly changed from 7 to 9 m ⁇ regardless of whether the contact resistance was maintained for 1000 hours or not.
- FIG. 12 is a diagram showing the results of a high-temperature and high-humidity test for the terminal-attached glass plate 1.
- the high-temperature and high-humidity test is a test in which an outside air temperature of 80 ° C. and a humidity of 85% are maintained for 1000 hours. It was found that the contact resistance of the glass plate 1 with a terminal hardly changed from 6 to 7 m ⁇ even when held for 1000 hours.
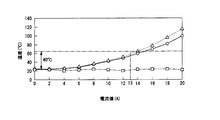
- FIG. 13 is a diagram showing a result of an energization characteristic test of the glass plate with terminal 1.
- the energization characteristic test is a temperature when the temperature of the spring member 35 that has generated heat is stabilized when a predetermined current is passed through the spring member 35.
- the horizontal axis in FIG. 13 represents the current value (A (ampere)), and the vertical axis represents the temperature (° C.).
- ⁇ mark and ⁇ mark represent different samples. That is, the energization characteristic test was performed with two samples.
- ⁇ indicates the outside air temperature. In general, it is considered that the difference between the temperature of the spring member 35 and the outside air temperature is less than 40 ° C. as the temperature of the spring member 35 in the energization characteristic test. It has been found that a relatively large current of about 13 A at maximum can flow through the spring member 35.
- the spring member 35 is formed of a metal, it is possible to suppress an increase in contact resistance even in a thermal shock test, a high temperature storage test, another low temperature storage test, and a high temperature high humidity test performed at a relatively high temperature. I understood that.
- FIG. 14 is a flowchart showing the manufacturing method.
- the cutting process of step S10 is a process of cutting the glass single plate 11 used for the laminated glass from the glass base plate.
- the cutting method of a glass base plate is not limited,
- the glass single plate 11 is cut out by forming a scribe line in the shape of a window glass with a cutter on a rectangular glass base plate, and breaking.
- the cut out glass single plate 11 is chamfered at the periphery.
- the glass veneer 11 on the vehicle inner side and the glass veneer 11 on the vehicle outer side are cut out.
- a silver paste serving as the power feeding portion 15 formed on the vehicle inner surface of the glass veneer 11 on the vehicle inner side is printed.
- the linear conductor 16 may be printed at the same time as the power feeding unit 15, or a dark ceramic paste serving as a concealing layer formed on the periphery of the glass veneer 11 is printed on the glass veneer 11 before the power feeding unit 15 is printed. May be.
- the bending process of step S14 is a process of bending a pair of glass single plates 11 that have undergone the printing process S12 by a method such as gravity bending in a state where they are overlapped with a release agent therebetween.
- the pair of glass single plates 11 are bent in a state of being heated and softened in a furnace.
- the pair of glass single plates 11 are bent into a predetermined shape and then slowly cooled.
- the bending step S14 is not limited to gravity bending, and the pair of glass single plates 11 may be formed by press bending, or may be bent one by one without being overlapped.
- the lamination process of step S16 is a process of laminating the intermediate film 12 between the pair of bent glass single plates 11.
- the intermediate film 12 is, for example, polyvinyl butyral.
- the pair of glass single plates 11 and the intermediate film 12 are removed by performing a deaeration process for extracting air between the pair of glass single plates 11 and the intermediate film 12. It is a process of bonding by heating. For example, air can be extracted by heating the laminated body of the pair of glass single plates 11 and the intermediate film 12 under reduced pressure. Further, the pre-compression bonding step S18 may be performed using a nipper roll method or a rubber channel method.
- the terminal forming step of step S20 is a step of forming the terminal 20 by punching and pressing a metal plate material.
- the adhesive layer application process of step S22 is a process of applying the thermosetting adhesive layer 30A along the edge of the second main surface 21d of the base 21 of the terminal 20.
- the thermosetting adhesive layer 30A can be formed by punching a thermosetting adhesive formed in a sheet shape with a blade formed in a predetermined shape.
- the spring member temporary fixing step of step S24 is a step of disposing the spring member 35 in the hollow portion of the thermosetting adhesive layer 30A, which is the second main surface 21d of the base portion 21.
- the operator arranges the spring member 35 on the second main surface 21d of the base portion 21 so that the extending direction of the bending portion 36 is parallel to the longitudinal direction X.
- the bending portion 36 is arranged so as to be convex along the thickness direction Z and in a direction away from the second main surface 21d of the base portion 21.
- the thermosetting adhesive layer 30 ⁇ / b> A and the spring member 35 protrude from the second main surface 21 d of the base portion 21 rather than the stoppers 24 and 25.
- an ultraviolet curable adhesive is applied to the base portion 21 and the flat portion 37, and the adhesive is irradiated with ultraviolet rays. Then, the adhesive is cured to form the auxiliary adhesive portion 39.
- the ultraviolet curable adhesive has an effect of shortening the working time, but is not limited thereto, and other adhesives may be used. Instead of the auxiliary adhesive portion 39, the base portion 21 and the flat portion 37 may be temporarily fixed with the tape 40.
- the terminal 20 is arranged on the power feeding portion 15 of one glass single plate 11 (for example, the glass single plate 11 inside the vehicle) of the pair of glass single plates 11. It is a process.
- the spring member 35 is disposed between the power feeding portion 15 of the glass plate 10 and the base portion 21 of the terminal 20.
- a thermosetting adhesive layer 30 ⁇ / b> A is disposed between the power supply unit 15 and the base 21 so as to surround the spring member 35.
- the hollow portion of the thermosetting adhesive layer 30A is sealed from the outside of the glass plate 1 with terminals.
- the pressure of the air in the hollow portion of the thermosetting adhesive layer 30A is about 1 atm in absolute pressure.
- the spring member temporary fixing step S24 is performed after the adhesive layer applying step S22, the adhesive layer applying step S22 may be performed after the spring member temporary fixing step S24.
- the pair of glass single plates 11 is processed by processing the superposed body of the pair of glass single plates 11 and the intermediate film 12 at high temperature and high pressure in an autoclave. And the intermediate film 12 are heated and bonded to each other.
- the terminal arrangement step S30 and the main crimping step S32 are performed after the preliminary crimping step S18. However, the terminal arrangement step S30 may be performed before the pre-compression bonding step S18. Since the pressure in the autoclave is sufficiently higher than 1 atm and the hollow portion of the thermosetting adhesive layer 30A is sealed, the spring member 35 and the thermosetting adhesive layer 30A are in the thickness direction Z. Compressed.
- satisfying the expression (1) is a condition (margin) for mounting the base 21 on the glass plate 10.
- thermosetting adhesive layer 30A is heated and cured in a state where the spring member 35 and the thermosetting adhesive layer 30A are compressed in the thickness direction Z.
- the power supply unit 15 and the base 21 come into contact with the spring member 35 and are conducted through the spring member 35.
- a softening step S32a for temporarily softening the thermosetting adhesive layer 30A by heating and a curing step S32b for heating and hardening the thermosetting adhesive layer 30A in a compressed state are performed.
- the pressure bonding of the thermosetting adhesive layer 30A can be performed, for example, by curing the thermosetting adhesive layer 30A by pressurization and heating.
- the thermosetting adhesive layer 30 ⁇ / b> A contains a polymer that crosslinks when heated, and thus is cured to become the adhesive layer 30. Further, when the thermosetting adhesive layer 30A changes color before and after pressure bonding (for example, changes from black before curing to gray after curing), the pressure bonding state of the thermosetting adhesive layer 30A can be visually recognized by color identification. is there.
- thermosetting adhesive layer 30A when the thermosetting adhesive layer 30A is softened, the power feeding portion 15 and the terminal 20 are pressed in the thickness direction Z. Close or in close proximity. Thereby, the distance between the power feeding unit 15 and the base 21 is maintained.
- the thermosetting adhesive layer 30A and the curved portions 36 of the spring member 35 are held in a state where they are bent by a predetermined amount.
- the thermosetting adhesive layer 30 ⁇ / b> A and the curved portions 36 are in close contact with the power feeding unit 15 and the base 21.
- the thermosetting adhesive layer 30 ⁇ / b> A is cured in a compressed state and becomes the adhesive layer 30.
- the said manufacturing method is not limited to the said step, You may implement by a well-known method. For example, a cleaning process for cleaning the glass veneer may be appropriately performed.
- the spring member 35 is formed of metal, long-term durability is stable and long-term use is possible. Even so, the increase in electrical resistance can be suppressed. Since the spring member 35 has a shape having the curved portion 36, even if the current does not flow to one end portion 36a of the both end portions 36a, the current can flow to the other end portion 36a of the both end portions 36a. it can. Since the current flowing through the curved portion 36 of the spring member 35 is split into two, a relatively large current can be passed even with the small spring member 35. Even if the reaction force of the bending portion 36 is small, the contact resistance is good, so that the process of mounting the terminals 20 on the glass plate 10 is simplified.
- the spring member 35 has a flat portion 37.
- the spring member 35 When the flat portion 37 is brought into contact with the base portion 21, the spring member 35 is less likely to wobble with respect to the base portion 21. Therefore, the work of attaching the spring member 35 to the base portion 21 with the auxiliary bonding portion 39 or the like becomes easy. Since the spring member 35 includes the stoppers 24 and 25, the distance between the power supply unit 15 and the base 21 is maintained by bringing the power supply unit 15 into contact with the stoppers 24 and 25, and the thermosetting adhesive layer 30 ⁇ / b> A and the spring member 35 are retained. Can be prevented from being compressed too much in the thickness direction Z.
- thermosetting adhesive layer 30 is disposed so as to surround the periphery of the spring member 35, when the terminal-attached glass plate 1 is disposed in the autoclave in the main crimping step S32, the inside of the hollow portion of the thermosetting adhesive layer 30A.
- the high-pressure air in the autoclave does not enter. Since the high-pressure air does not enter, the spring member 35 and the thermosetting adhesive layer 30A can be easily compressed in the thickness direction Z.
- the terminal arrangement step S30 and the main crimping step S32 are performed.
- the thermosetting adhesive layer 30 ⁇ / b> A can be brought into close contact with the power supply unit 15 and the base 21 by compressing and curing the thermosetting adhesive layer 30 ⁇ / b> A once softened.
- FIG. 15 is a bottom view of the terminal 20 in a modification of the present embodiment.
- the spring member 45 attached to the terminal 20 has four curved portions 36.
- the number of the curved parts 36 which a spring member has is not specifically limited. As the number of the curved portions 36 included in the spring member increases, a larger current can flow through the spring member.
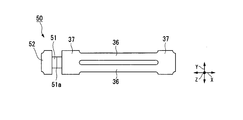
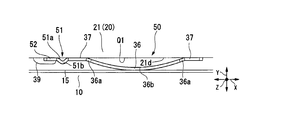
- FIG. 16 is a bottom view of the spring member 50 in a modification of the present embodiment.
- FIG. 17 is a side sectional view showing a state where the spring member 50 is attached to the terminal 20.
- the spring member 50 of the modification shown in FIGS. 16 and 17 includes, in addition to the components of the spring member 35 of the present embodiment, a relief portion 51 in which a recess 51 a is formed, and a second flat portion 52 that continues to the relief portion 51. And have.
- the escape portion 51 is formed in a plate shape extending in the longitudinal direction X.
- the escape portion 51 is curved so that the central portion 51b in the longitudinal direction X is convex toward the side that is curved so that the curved portion 36 is convex (the glass plate 10 side).
- the recessed portion 51a is a portion that is recessed by bending the relief portion 51 formed in a plate shape.
- the recessed portion 51a is recessed from the reference surface Q1 disposed on the same plane as the both end portions 36a of the bending portion 36 toward the curved side so that the bending portion 36 is convex.
- the end portion of the escape portion 51 is connected to the end portion of the flat portion 37 opposite to the end portion where the curved portion 36 is continuous.
- the second flat portion 52 extends in the longitudinal direction X and is disposed on the same plane as the flat portion 37.
- the second flat portion 52 is connected to the end portion of the escape portion 51 opposite to the end portion where the flat portion 37 is continuous.
- the spring member 50 configured in this manner is attached to the second main surface 21d of the base portion 21 by the auxiliary adhesive portion 39 that connects the base portion 21 and the second flat portion 52. Even if the auxiliary bonding portion 39 enters between the base portion 21 and the second flat portion 52, the base portion 21 and the concave portion 51a of the escape portion 51 are separated from each other, so that the auxiliary bonding portion 39 is interposed between the base portion 21 and the concave portion 51a. Does not spread.
- By providing the escape portion 51 in the spring member 50 it is possible to prevent the auxiliary bonding portion 39 from entering between the base portion 21 and the flat portion 37.
- the escape portion 51 is formed by curving a plate-like member, the escape portion 51 can be easily formed by pressing.
- the recess 51a is formed by the relief portion 51 being curved, but the recess is formed on the outer surface of the plate-like relief portion (the surface on the second main surface 21d side) so as to extend in the width direction Y.
- the groove part etc. which were made may be sufficient.
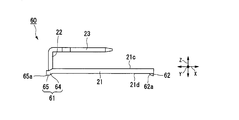
- FIG. 18 is a side view of the terminal 60 of the present embodiment.
- FIG. 19 is a plan view of the terminal 60 of the present embodiment.
- FIG. 20 is a front view of the terminal 60 of the present embodiment.
- the terminal 60 used in the glass plate with a terminal of this embodiment includes stoppers 61 and 62 instead of the stoppers 24 and 25 of the terminal 20 of the first embodiment.
- the stopper 61 protrudes in the longitudinal direction X from both ends of the first side 21 a at one end in the longitudinal direction X of the base 21.
- the stopper 61 includes an inclined portion 64 that extends so as to be inclined with respect to the longitudinal direction X of the base portion 21, and a support portion 65 that is provided at an end of the inclined portion 64 and extends along the longitudinal direction X.
- the bottom surface 65 a of the support portion 65 is configured by a flat surface parallel to the second main surface 21 d of the base portion 21.
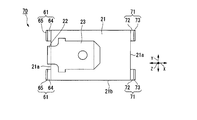
- the stoppers 62 described above are provided at both ends of the first side 21 a of the other end in the longitudinal direction X of the base 21.
- the outer surface 62a of the stopper 62 on the second main surface 21d side is formed in a curved surface and protrudes from the second main surface 21d.
- the distance in the thickness direction Z between the second main surface 21d of the base portion 21 and the bottom surface 65a of the support portion 65 and the distance in the thickness direction Z at which the outer surface 62a of the stopper 62 protrudes from the second main surface 21d are , About 0.4 mm each.
- the stopper 62 can be easily formed by hitting the end of the first main surface 21c of the base 21 on the first side 21a side with a punch or the like. By bringing the stoppers 61 and 62 into contact with or in close proximity to the power feeding portion 15 of the glass plate 10, it is possible to prevent the thermosetting adhesive layer 30 ⁇ / b> A and the spring member 35 from being compressed too much in the thickness direction Z.
- FIG. 21 is a side view of the terminal 70 of the present embodiment.
- FIG. 22 is a plan view of the terminal 70 of the present embodiment.
- FIG. 23 is a front view of the terminal 70 of the present embodiment.
- the terminal 70 used in the glass plate with a terminal of this embodiment includes a stopper 71 instead of the stopper 62 of the terminal 60 of the second embodiment.
- the stoppers 71 described above are provided at both ends of the first side 21 a of the other end in the longitudinal direction X of the base 21.
- the stopper 71 is formed in the same manner as the stopper 61. That is, the stopper 71 projects in the longitudinal direction X from the end of the first side 21a.
- the stopper 71 includes an inclined portion 72 that extends so as to be inclined with respect to the longitudinal direction X of the base portion 21, and a support portion 73 that is provided at an end of the inclined portion 72 and extends along the longitudinal direction X. .
- the bottom surface 73 a of the support portion 73 is configured by a flat surface that is flush with the bottom surface 65 a of the support portion 65. Also with the terminal 70 of this embodiment, the effect similar to the terminal 60 of 2nd Embodiment can be show
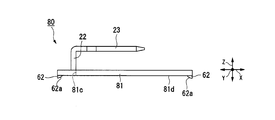
- FIG. 24 is a side view of the terminal 80 of the present embodiment.
- FIG. 25 is a plan view of the terminal 80 of the present embodiment.
- FIG. 26 is a front view of the terminal 80 of the present embodiment.
- FIG. 27 is a bottom view of the terminal 80 of the present embodiment.
- the terminal 80 used in the glass plate with a terminal of this embodiment is replaced with a base 81 and the stopper 62 described above instead of the base 21 and the stoppers 24 and 25 of the terminal 20 of the first embodiment. It has.
- the base 81 is longer in the width direction Y and in the longitudinal direction X than the base 21 described above.
- the second side 81 b extending in the longitudinal direction X adjacent to the first side 81 a is longer than the first side 81 a extending in the width direction Y.
- a rectangular notch 81c is formed in the first side 81a on one end side in the longitudinal direction X of the base 81 in a plan view.
- the above-described support portion 22 is erected in the thickness direction Z from the bottom portion of the notch 81c (the end portion on the other end side in the longitudinal direction X of the base portion 81).
- the stoppers 62 described above are formed at both ends of the first side 81a of one end in the longitudinal direction X of the base 81 and the other end.
- the adhesive layer 83 is formed in a frame having a rectangular outer shape in plan view.
- the outer edge of the adhesive layer 83 is disposed along the edge of the second main surface 81 d of the base 81.
- a spring member 85 is mounted on the second main surface 81 d of the base portion 81 and in the hollow portion 83 a of the adhesive layer 83.
- the spring member 85 includes six curved portions 36.
- the terminal 80 configured as described above has the same effect as the terminal 60 of the second embodiment, and can pass a large current because the number of the bending portions 36 is larger than that of the terminal of the above-described embodiment.
- thermosetting adhesive layer 30A Since the inside of the autoclave has a higher pressure than the inside of the hollow portion of the thermosetting adhesive layer 30A, the compressed thermosetting adhesive layer 30A moves to the hollow portion side.
- the thermosetting adhesive layer 30A that has moved to the position Q3 on the hollow portion side enters the groove 21e. For this reason, it is possible to prevent the thermosetting adhesive layer 30 ⁇ / b> A from coming into contact with the spring member 35 without increasing the distance between the thermosetting adhesive layer 30 ⁇ / b> A and the spring member 35 and increasing the base 21.
- the second to fourth embodiments The same applies to the second to fourth embodiments.
- each bending portion 36 contacts the base portion 21 at two points and contacts the power feeding portion 15 at one point.
- both end portions 36 a and the flat portion 37 of each bending portion 36 may be in contact with the power feeding portion 15, and the center portion 36 b of the bending portion 36 may be in contact with the second main surface 21 d of the base portion 21. That is, each bending portion 36 contacts the power feeding portion 15 at two points and contacts the base portion 21 at one point.
- the adhesive layer is disposed so as to surround the periphery of the spring member, the adhesive layer may be disposed in a part around the spring member.
- the electrical connection structure may not include an adhesive layer.
- the area of the power feeding unit 15 may be smaller than the area of the base 21. When the area of the base 21 is small, the bottom surfaces 24 a and 25 a of the stoppers 24 and 25 of the terminal 20 are in contact with the glass plate 10.
- the flat portion 37 may not be formed on the spring member. This is because the spring member 35 can be temporarily fixed to the base portion 21 by positioning the spring member 35 on the second main surface 21d of the base portion 21 using an appropriate jig. Further, the stopper may not be formed on the terminal. This is because by using the pad and boss described in Patent Document 1, it is possible to regulate the deformation of the curved portion 36 of the spring member 35 and the thermosetting adhesive layer 30A.
- the terminal may be a connector terminal having a plurality of bases 21 so that the terminal can be mounted across the plurality of power feeding units 15.
- the terminal is not limited to the terminal having the form defined in JIS, and may have any other form of terminal. Further, the form of the terminal portion is not limited to the male type, and may be a female type.
- the terminals are not limited to those used for connection between the power feeding portion 15 of the glass plate 10 and the electric wire, but are used for connection between the power feeding portion 15 of the glass plate 10 and another conductive portion (for example, a glass plate).
- a grounding member that electrically connects the power feeding unit and the vehicle body.
- the terminal includes the base portion 21, the terminal portion may not include the support portion 22 and the male terminal portion 23 provided at the distal end portion of the support portion 22.
- a conductive member such as an electric wire, another terminal having the same configuration as the embodiment, and a terminal with a wire is attached to the first main surface 21c of the base 21 by a conductive fixing member (for example, lead-free solder). That's fine.
- the glass plate 10 is not limited to a vehicle windshield, but may be a rear glass, a side glass, or a roof glass. Moreover, the glass plate 10 may be used not only for vehicles but also for building materials and electronic devices.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Joining Of Glass To Other Materials (AREA)
- Resistance Heating (AREA)
- Manufacturing Of Electrical Connectors (AREA)
- Connections Effected By Soldering, Adhesion, Or Permanent Deformation (AREA)
Abstract
電気接続構造(1)は、ガラス板(10)と、ガラス板(10)に形成された給電部(15)と、ガラス板(10)と対向する基部(21)を有する端子(20)と、導体で形成され、給電部(15)と基部(21)との間に配置されたバネ部材(35)と、を備え、給電部(15)と基部(21)とがバネ部材(35)に接触することで、給電部(15)と基部(21)とがバネ部材(35)を介して導通する。
Description
本発明は、電気接続構造、端子付きガラス板、及び端子付きガラス板の製造方法に関する。
自動車用の窓ガラス用途において、ガラス板の表面に形成された導体(給電部)と端子との接合に鉛を含む半田が使用されている。近年、環境に対する負荷の低減等のために、鉛を含まない半田の使用が望まれている。
ところが、鉛を含まない半田は、鉛の代替材料であるインジウム、錫、銀等が高額であるため、鉛を含まない半田の採用が進んでいない。一方で、導体と端子との接合手段として、鉛を含まない半田以外には、たとえば導電性ゴムを使用することが提案されている(たとえば、特許文献1を参照。)。導電性ゴムは、圧縮された状態で保持されることで、導体と端子とを電気的に接続する。
ところが、鉛を含まない半田は、鉛の代替材料であるインジウム、錫、銀等が高額であるため、鉛を含まない半田の採用が進んでいない。一方で、導体と端子との接合手段として、鉛を含まない半田以外には、たとえば導電性ゴムを使用することが提案されている(たとえば、特許文献1を参照。)。導電性ゴムは、圧縮された状態で保持されることで、導体と端子とを電気的に接続する。
導電性ゴムは、長期間使用すると劣化して電気抵抗が大きくなる問題がある。アンテナ等の用途のように流れる電流が比較的小さい場合には、電気抵抗が比較的大きい導電性ゴムを使用することは問題ない。しかし、ガラス板の曇り止め等の用途のように電流が比較的大きい場合には、導電性ゴムを使用することは電力のロスが多くなり問題となる。
本発明は、このような問題点に鑑みてなされたものであって、長期間使用しても電気抵抗が大きくなることを抑えた電気接続構造、該電気接続構造を備える端子付きガラス板、及び端子付きガラス板の製造方法を提供することを目的とする。
本発明の一つの態様の電気接続構造は、ガラス板と、前記ガラス板に形成された給電部と、前記ガラス板と対向する基部を有する端子と、導体で形成され、前記給電部と前記基部との間に配置されたバネ部材と、を備え、前記給電部と前記基部とが前記バネ部材に接触することで、前記給電部と前記基部とが前記バネ部材を介して導通する。
本発明の一つの態様の電気接続構造において、前記ガラス板及び前記給電部の少なくとも一方と前記基部とを接着してなる接着剤層を備えてもよい。
本発明の一つの態様の電気接続構造において、前記ガラス板及び前記給電部の少なくとも一方と前記基部とを接着してなる接着剤層を備えてもよい。
本発明の一つの態様の電気接続構造において、前記バネ部材は、第一の方向に延びる板状に形成されているとともに、前記第一の方向の中央部が前記ガラス板の厚さ方向に向かって凸となるように湾曲した湾曲部を有し、前記湾曲部の中央部が、前記給電部及び前記基部の一方に接触されており、前記湾曲部の前記第一の方向の両端部が、前記給電部及び前記基部の他方に接触されていてもよい。
本発明の一つの態様の電気接続構造において、前記湾曲部の中央部が、前記給電部に接触されており、前記湾曲部の前記第一の方向の両端部が、前記基部に接触されていてもよい。
本発明の一つの態様の電気接続構造において、前記湾曲部の中央部が、前記給電部に接触されており、前記湾曲部の前記第一の方向の両端部が、前記基部に接触されていてもよい。
本発明の一つの態様の電気接続構造において、前記バネ部材は、凹部が形成された逃げ部を有し、前記凹部は、前記湾曲部の両端部と同一面上に配置された基準面から、前記湾曲部が凸となるように湾曲する側に向かって凹んでいてもよい。
本発明の一つの態様の電気接続構造において、前記逃げ部は、前記第一の方向に延びる板状に形成されているとともに、前記湾曲部が凸となるように湾曲する側に向かって前記第一の方向の中央部が凸となるように湾曲してなってもよい。
本発明の一つの態様の電気接続構造において、前記逃げ部は、前記第一の方向に延びる板状に形成されているとともに、前記湾曲部が凸となるように湾曲する側に向かって前記第一の方向の中央部が凸となるように湾曲してなってもよい。
本発明の一つの態様の電気接続構造において、前記バネ部材は、前記湾曲部の前記第一の方向の少なくとも一方の端部に設けられ、前記第一の方向に延びる平坦部を有してもよい。
本発明の一つの態様の電気接続構造において、前記基部は、板状に形成され、前記基部には、前記基部の主面から突出して前記ガラス板及び前記給電部の少なくとも一方と接触し、前記給電部と前記基部との間に挟まれた前記バネ部材の所定の割合以上の変形を規制する突出部が設けられていてもよい。
本発明の一つの態様の電気接続構造において、前記基部は、板状に形成され、前記基部には、前記基部の主面から突出して前記ガラス板及び前記給電部の少なくとも一方と接触し、前記給電部と前記基部との間に挟まれた前記バネ部材の所定の割合以上の変形を規制する突出部が設けられていてもよい。
本発明の一つの態様の電気接続構造において、前記接着剤層は、前記バネ部材の周囲を囲むように配置されてもよい。
本発明の一つの態様の電気接続構造において、前記基部は、板状に形成され、前記基部の主面における前記バネ部材が配置される領域と前記接着剤層が配置される領域との間には、溝部が形成されてもよい。
本発明の一つの態様の端子付きガラス板は、電気接続構造を有する。
本発明の一つの態様の電気接続構造において、前記基部は、板状に形成され、前記基部の主面における前記バネ部材が配置される領域と前記接着剤層が配置される領域との間には、溝部が形成されてもよい。
本発明の一つの態様の端子付きガラス板は、電気接続構造を有する。
本発明の一つの態様の端子付きガラス板の製造方法は、ガラス板の給電部と端子の基部との間に導体で形成されたバネ部材を配置する第一工程と、前記バネ部材を前記ガラス板の厚さ方向に圧縮させる第二工程と、を行い、前記給電部と前記基部とを、前記バネ部材に接触することで前記バネ部材を介して導通させる。
本発明の一つの態様の端子付きガラス板の製造方法において、前記第一工程では、前記ガラス板及び前記給電部の少なくとも一方と前記基部との間に熱硬化型接着剤層を配置し、前記第二工程では、前記熱硬化型接着剤層を前記厚さ方向に圧縮した状態で、前記熱硬化型接着剤層を加熱して硬化させて接着剤層としてもよい。
本発明の一つの態様の端子付きガラス板の製造方法において、前記第一工程では、前記ガラス板及び前記給電部の少なくとも一方と前記基部との間に熱硬化型接着剤層を配置し、前記第二工程では、前記熱硬化型接着剤層を前記厚さ方向に圧縮した状態で、前記熱硬化型接着剤層を加熱して硬化させて接着剤層としてもよい。
本発明の一つの態様の端子付きガラス板の製造方法において、前記第二工程では、前記熱硬化型接着剤層を加熱により一旦軟化させる軟化工程と、前記熱硬化型接着剤層を圧縮した状態で加熱して硬化させる硬化工程と、を行ってもよい。
本発明の一つの態様の端子付きガラス板の製造方法において、前記ガラス板は、複数枚のガラス単板を、中間膜を介して接着した合わせガラスであり、前記複数枚のガラス単板と前記中間膜とを加熱して接着する加熱接着工程の後で、前記第一工程及び前記第二工程を行ってもよい。
本発明の一つの態様の端子付きガラス板の製造方法において、前記ガラス板は、複数枚のガラス単板を、中間膜を介して接着した合わせガラスであり、前記複数枚のガラス単板と前記中間膜とを加熱して接着する加熱接着工程の後で、前記第一工程及び前記第二工程を行ってもよい。
本発明の電気接続構造、端子付きガラス板、及び端子付きガラス板の製造方法によれば、長期間使用しても電気抵抗が大きくなることを抑えることができる。
(第1実施形態)
以下、本発明に係る端子付きガラス板の第1実施形態を、図1~17を参照しながら説明する。
図1は本実施形態の端子付きガラス板1の側面の断面図であり、図2は本端子付きガラス板1の平面図である。
図1及び2に示すように、本実施形態の端子付きガラス板1は、ガラス板10と、ガラス板10に形成された給電部15と、ガラス板10と対向する基部21を有する端子20と、給電部15と基部21とを接着してなる接着剤層30と、給電部15と基部21との間に配置されたバネ部材35とを備えている。
なお、ガラス板10、給電部15、端子20、接着剤層30、及びバネ部材35で、本実施形態の電気接続構造2を構成する。
以下、本発明に係る端子付きガラス板の第1実施形態を、図1~17を参照しながら説明する。
図1は本実施形態の端子付きガラス板1の側面の断面図であり、図2は本端子付きガラス板1の平面図である。
図1及び2に示すように、本実施形態の端子付きガラス板1は、ガラス板10と、ガラス板10に形成された給電部15と、ガラス板10と対向する基部21を有する端子20と、給電部15と基部21とを接着してなる接着剤層30と、給電部15と基部21との間に配置されたバネ部材35とを備えている。
なお、ガラス板10、給電部15、端子20、接着剤層30、及びバネ部材35で、本実施形態の電気接続構造2を構成する。
<ガラス板>
ガラス板10は、公知の構成のものであり、複数枚(本実施形態では2枚)のガラス単板11を、中間膜12を介して接着した合わせガラスである。
たとえば、給電部15は、ガラス板10の主面10a上に矩形状に形成されている。ここで言う主面とは、板状に形成された部材の、厚さ方向に略直交する外面のことを意味する。給電部15は、平面視において基部21よりも広い面積にわたり形成されている。
給電部15には、線状導体16が接続されている。給電部15及び線状導体16は、銀ペースト等の導電性金属を含有するペーストをガラス板10の主面10a上にプリントし、そのペーストを焼付けて形成されている。
しかし、給電部15及び線状導体16を形成する方法は、これに限定されない。たとえば、銅などの導電性物質からなる線状又は箔状体をガラス板10の主面10a上に接着剤等により貼り付けて、給電部15及び線状導体16を形成してもよい。
ガラス板10は、公知の構成のものであり、複数枚(本実施形態では2枚)のガラス単板11を、中間膜12を介して接着した合わせガラスである。
たとえば、給電部15は、ガラス板10の主面10a上に矩形状に形成されている。ここで言う主面とは、板状に形成された部材の、厚さ方向に略直交する外面のことを意味する。給電部15は、平面視において基部21よりも広い面積にわたり形成されている。
給電部15には、線状導体16が接続されている。給電部15及び線状導体16は、銀ペースト等の導電性金属を含有するペーストをガラス板10の主面10a上にプリントし、そのペーストを焼付けて形成されている。
しかし、給電部15及び線状導体16を形成する方法は、これに限定されない。たとえば、銅などの導電性物質からなる線状又は箔状体をガラス板10の主面10a上に接着剤等により貼り付けて、給電部15及び線状導体16を形成してもよい。
線状導体16は、たとえば、アンテナエレメント又はアンテナエレメントへの給電線である。線状導体16は、ガラス板10の曇りを防止するヒータ線であってもよい。また、給電部15はガラス板10に形成された導電膜への給電であってもよく、ガラス板10に形成されたいかなる導体へ給電するための部位であってよい。
なお、給電とは、たとえば線状導体へ電力を供給する意味と、線状導体から電力を受け取る意味とのいずれであってもよい。
なお、給電とは、たとえば線状導体へ電力を供給する意味と、線状導体から電力を受け取る意味とのいずれであってもよい。
<端子>
端子20は、平面視で矩形の板状に形成された前述の基部21と、基部21の長手方向(第一の方向)Xの一方の端部から立設する支持部22と、立設された支持部22の先端部に設けられた雄型端子部23と、基部21の長手方向Xの両端部に設けられたストッパ(突出部)24、25とを有している。
基部21は、幅方向Yに延伸する第一辺21aよりも、第一辺21aに隣接して長手方向Xに延伸する第二辺21bの方が長い。
支持部22は、一方の第一辺21aの中央部からガラス板10の厚さ方向Zに立設している。支持部22の幅方向Yの長さは、基部21の幅方向Yの長さよりも短い。なお、幅方向Yは長手方向X及び厚さ方向Zにそれぞれ直交する方向である。支持部22は、基部21と雄型端子部23との間が所定距離離間するように保持している。
端子20は、平面視で矩形の板状に形成された前述の基部21と、基部21の長手方向(第一の方向)Xの一方の端部から立設する支持部22と、立設された支持部22の先端部に設けられた雄型端子部23と、基部21の長手方向Xの両端部に設けられたストッパ(突出部)24、25とを有している。
基部21は、幅方向Yに延伸する第一辺21aよりも、第一辺21aに隣接して長手方向Xに延伸する第二辺21bの方が長い。
支持部22は、一方の第一辺21aの中央部からガラス板10の厚さ方向Zに立設している。支持部22の幅方向Yの長さは、基部21の幅方向Yの長さよりも短い。なお、幅方向Yは長手方向X及び厚さ方向Zにそれぞれ直交する方向である。支持部22は、基部21と雄型端子部23との間が所定距離離間するように保持している。
雄型端子部23は、支持部22の先端部から基部21の第一の主面21cに沿って長手方向Xの他方の端部に向かって延びている。雄型端子部23は、電線が連結される平形のタブ端子である。たとえば、雄型端子部23は、日本工業規格JIS D5403(1989年)のPA又はPBに従って形成されたものである。
基部21の長手方向Xの一方の端部の第一辺21aの両端部には、前述のストッパ24が設けられている。ストッパ24は、第一辺21aの端部から長手方向Xに突出している。ストッパ24は、基部21に対して、厚さ方向Zに沿うとともに雄型端子部23から離間する向き(ガラス板10に近づく向き)に段付けされている。ストッパ24の底面24aは、基部21の第二の主面(主面)21dに平行な平坦な面で構成されている。第二の主面21dは、基部21における第一の主面21cの反対側の面である。
基部21の第二の主面21dとストッパ24の底面24aとの距離L1は、バネ部材35が第二の主面21d及び給電部15に安定して接するため、0.2~0.6mmが好ましい。
基部21の第二の主面21dとストッパ24の底面24aとの距離L1は、バネ部材35が第二の主面21d及び給電部15に安定して接するため、0.2~0.6mmが好ましい。
基部21の長手方向Xの他方の端部の第一辺21aの両端部には、前述のストッパ25が設けられている。ストッパ25は、基部21の角部が厚さ方向Zに沿うとともに雄型端子部23から離間する方向に段付けされることで形成されている。ストッパ25の底面25aは、ストッパ24の底面24aと面一になる平坦な面で構成されている。ストッパ24、25は、基部21の第二の主面21dから突出している。また、ストッパ24、25の底面24a、25aは、給電部15と接触又は極近接している。ここで言う極近接とは、底面24a、25aと給電部15との距離が、0mmより長く0.2mm以下であることを意味する。
基部21、支持部22、雄型端子部23、及びストッパ24、25は、銅等の薄板を打抜き加工及びプレス加工等をすることにより一体に形成して、錫又はニッケルでメッキを施したものである。
基部21、支持部22、雄型端子部23、及びストッパ24、25は、銅等の薄板を打抜き加工及びプレス加工等をすることにより一体に形成して、錫又はニッケルでメッキを施したものである。
<接着剤層>
図3は、端子20の底面図である。
図1及び3に示すように、接着剤層30は、平面視で外形が矩形の額縁状に形成されている。接着剤層30の外縁は、基部21の第二の主面21dの縁部に沿って配置されている。接着剤層30は、バネ部材35の周囲を囲むように配置されている。接着剤層30は、給電部15と端子20との距離を狭める力を作用させる。
図3は、端子20の底面図である。
図1及び3に示すように、接着剤層30は、平面視で外形が矩形の額縁状に形成されている。接着剤層30の外縁は、基部21の第二の主面21dの縁部に沿って配置されている。接着剤層30は、バネ部材35の周囲を囲むように配置されている。接着剤層30は、給電部15と端子20との距離を狭める力を作用させる。
接着剤層30は、硬化する前の熱硬化型接着剤を接着剤層30と略同一形状に形成した熱硬化型接着剤層30Aを加熱により硬化させたものであることが好ましい。熱硬化型接着剤は、加熱により一旦軟化するが、軟化の後も加熱を続けると硬化する。熱硬化型接着剤は、給電部15と基部21とを接着する前の状態から加熱されることにより、粘度が70℃以上120℃未満の温度で6.0×103Pa・s以下となり、120℃以上の温度で硬化する特性を有することが好ましい。熱硬化型接着剤の粘度は、80℃以上110℃未満の温度で6.0×103Pa・s以下となることが好ましい。さらには、70℃以上120℃未満の温度で、粘度が5.0×103Pa・s以下となることが好ましい。熱硬化型接着剤が硬化する温度は、130℃以上であってもよい。
具体的に、熱硬化型接着剤の粘度特性は、図4の温度プロファイルを与えたとき、図5のように変化する。熱硬化型接着剤は、常温からの加熱による温度上昇とともに軟化し、所定の温度を超えると硬化する。図6は、示差走査熱量測定(Differential Scanning Calorimetry、DSC)による残存硬化熱量を測定したものである。熱硬化型接着剤は、所定の温度(図6では120℃)を超えて急速に硬化が進む特性を有する。
熱硬化型接着剤層30Aを加熱により-旦軟化させると、給電部15と基部21とが熱硬化型接着剤層30Aを介して密着する。熱硬化型接着剤層30Aをさらに加圧することで、熱硬化型接着剤層30Aの厚さを接着前の状態より容易に圧縮することができる。そして、さらなる加熱により熱硬化型接着剤層30Aを硬化させることで、熱硬化型接着剤層30Aが接着剤層30になる。こうして、接着剤層30を厚さ方向Zに圧縮された状態で硬化させることができる。
なお、本実施形態では接着剤層30が給電部15と基部21とを接着するとした。しかし、給電部15がガラス板10の主面10a上に形成されている面積が狭い場合等には、接着剤層30がガラス板10と基部21とを接着してもよく、あるいは、ガラス板10及び給電部15と基部21とを接着してもよい。
なお、本実施形態では接着剤層30が給電部15と基部21とを接着するとした。しかし、給電部15がガラス板10の主面10a上に形成されている面積が狭い場合等には、接着剤層30がガラス板10と基部21とを接着してもよく、あるいは、ガラス板10及び給電部15と基部21とを接着してもよい。
<バネ部材>
図7は、基部21にバネ部材35が取付けられている状態を示す側面図である。図3及び7に示すように、バネ部材35は、いわゆるブリッジ・コンタクトであり、長手方向Xに延びる板状に形成されていて厚さ方向Zに向かって凸となるように湾曲した2本の湾曲部36と、湾曲部36の長手方向Xの両端部36aに設けられて長手方向Xに延びる平坦部37と、を有している。
各湾曲部36は、長手方向Xの中央部36bが厚さ方向Zに向かって凸となるように、換言すると給電部15に向かって凸となるように湾曲している。2本の湾曲部36は、幅方向Yに互いに間隔を開けて並べて配置されている。湾曲部36の長手方向Xの端部に、平坦部37の長手方向Xの端部が連なっている。平坦部37は、2本の湾曲部36を連通している。
バネ部材35を構成する湾曲部36及び平坦部37は、ベリリウム銅合金等の金属で形成された板材を打抜き加工及びプレス加工等をすることにより一体に形成されている。バネ部材35には、金メッキ、銀メッキ処理等が施されていることが好ましい。
なお、バネ部材35としては、ブリッジ・コンタクト以外にも、いわゆるトーション・コンタクト及びチップ・コンタクトを用いることができる。バネ部材35は金属で形成されているとしたが、バネ部材35は導体(電気伝導体)で形成されていればよい。導体としては、金属以外にも、導電性高分子、導体や絶縁体等の表面に導電性物質をメッキ等により被覆したもの等も含む。
図7は、基部21にバネ部材35が取付けられている状態を示す側面図である。図3及び7に示すように、バネ部材35は、いわゆるブリッジ・コンタクトであり、長手方向Xに延びる板状に形成されていて厚さ方向Zに向かって凸となるように湾曲した2本の湾曲部36と、湾曲部36の長手方向Xの両端部36aに設けられて長手方向Xに延びる平坦部37と、を有している。
各湾曲部36は、長手方向Xの中央部36bが厚さ方向Zに向かって凸となるように、換言すると給電部15に向かって凸となるように湾曲している。2本の湾曲部36は、幅方向Yに互いに間隔を開けて並べて配置されている。湾曲部36の長手方向Xの端部に、平坦部37の長手方向Xの端部が連なっている。平坦部37は、2本の湾曲部36を連通している。
バネ部材35を構成する湾曲部36及び平坦部37は、ベリリウム銅合金等の金属で形成された板材を打抜き加工及びプレス加工等をすることにより一体に形成されている。バネ部材35には、金メッキ、銀メッキ処理等が施されていることが好ましい。
なお、バネ部材35としては、ブリッジ・コンタクト以外にも、いわゆるトーション・コンタクト及びチップ・コンタクトを用いることができる。バネ部材35は金属で形成されているとしたが、バネ部材35は導体(電気伝導体)で形成されていればよい。導体としては、金属以外にも、導電性高分子、導体や絶縁体等の表面に導電性物質をメッキ等により被覆したもの等も含む。
バネ部材35は、接着剤層30の中空部30a内に配置されている。
バネ部材35は、基部21と平坦部37とを接続する補助接着部39により、基部21の第二の主面21dに取付けられ(仮止めされ)ている。第二の主面21dに平坦部37を当接させることで、第二の主面21dに対してバネ部材35がぐらつきにくくなる。
補助接着部39としては、比較的粘度が高い紫外線硬化性の接着剤を用いることが好ましい。比較的粘度が高い方が、紫外線硬化性の接着剤が基部21と平坦部37との間を広がりにくいためである。
なお、補助接着部39に代えて、基部21と平坦部37とをテープ40で仮止めしてもよい。
バネ部材35は、基部21と平坦部37とを接続する補助接着部39により、基部21の第二の主面21dに取付けられ(仮止めされ)ている。第二の主面21dに平坦部37を当接させることで、第二の主面21dに対してバネ部材35がぐらつきにくくなる。
補助接着部39としては、比較的粘度が高い紫外線硬化性の接着剤を用いることが好ましい。比較的粘度が高い方が、紫外線硬化性の接着剤が基部21と平坦部37との間を広がりにくいためである。
なお、補助接着部39に代えて、基部21と平坦部37とをテープ40で仮止めしてもよい。
バネ部材35の湾曲部36は、給電部15と基部21との間に挟まれ、給電部15及び基部21により厚さ方向Zに圧縮されている。バネ部材35は、給電部15と端子20との距離を広げる力を作用させる。
バネ部材35は、各湾曲部36の両端部36a及び平坦部37が基部21の第二の主面21dに接触し、湾曲部36の中央部36bが給電部15に接触する。すなわち、各湾曲部36は、基部21に2点で接触し給電部15に1点で接触する。給電部15と基部21とがバネ部材35に接触することで、給電部15と基部21とがバネ部材35を介して導通する。基部21に平坦部37を接触させることで、基部21にバネ部材35を仮止めしやすくなる。
図1に示すように、ストッパ24、25の底面24a、25aが給電部15と接触することで、基部21の第二の主面21dと給電部15との間に、一定の高さの隙間が形成される。この隙間によって、バネ部材35の湾曲部36が所定の割合以上に変形することが規制される。所定の割合とは、たとえばバネ部材35を形成する材料の0.2%耐力(弾性変形限界)等であることが好ましい。
バネ部材35は、各湾曲部36の両端部36a及び平坦部37が基部21の第二の主面21dに接触し、湾曲部36の中央部36bが給電部15に接触する。すなわち、各湾曲部36は、基部21に2点で接触し給電部15に1点で接触する。給電部15と基部21とがバネ部材35に接触することで、給電部15と基部21とがバネ部材35を介して導通する。基部21に平坦部37を接触させることで、基部21にバネ部材35を仮止めしやすくなる。
図1に示すように、ストッパ24、25の底面24a、25aが給電部15と接触することで、基部21の第二の主面21dと給電部15との間に、一定の高さの隙間が形成される。この隙間によって、バネ部材35の湾曲部36が所定の割合以上に変形することが規制される。所定の割合とは、たとえばバネ部材35を形成する材料の0.2%耐力(弾性変形限界)等であることが好ましい。
このように構成された製造された端子付きガラス板1において、たとえば給電部15からバネ部材35を介して基部21に電流が流れる場合について説明する。給電部15に流れ込む電流は、バネ部材35の湾曲部36の中央部36bから両端部36aに向かって二手に分かれて流れる(分流する。)。したがって、バネ部材35に比較的大きい電流を流すことができる。
両端部36aのうちの一方の端部36aと基部21との間に補助接着部39が入り込む等して、端部36aと基部21との間が電気的に絶縁される場合がある。電気的に絶縁されても、他方の端部36aと基部21との間が電気的に接続されていれば、給電部15からバネ部材35を介して基部21に電流を流すことができる。
両端部36aのうちの一方の端部36aと基部21との間に補助接着部39が入り込む等して、端部36aと基部21との間が電気的に絶縁される場合がある。電気的に絶縁されても、他方の端部36aと基部21との間が電気的に接続されていれば、給電部15からバネ部材35を介して基部21に電流を流すことができる。
このように構成された端子付きガラス板1を用いて各種の試験を行った結果を、以下で説明する。なお、ガラス板10としては、比較的小型のテストピースを用いた。以下の試験に用いたバネ部材35は、図3に示すように、2本の湾曲部36を備えている。また、給電部15は、帯状の金属膜であるバスバー(不図示)を用いた。
接着剤層30として、熱硬化型のスリーエム・ジャパン株式会社製の準構造用アクリルフォームテープ、#9270を用いた。バネ部材35として、株式会社グローブ・テック社製のブリッジ・コンタクト、GCB4を用いた。
接着剤層30として、熱硬化型のスリーエム・ジャパン株式会社製の準構造用アクリルフォームテープ、#9270を用いた。バネ部材35として、株式会社グローブ・テック社製のブリッジ・コンタクト、GCB4を用いた。
図8は、端子付きガラス板1の熱衝撃試験の結果を示す図である。熱衝撃試験は、試験槽内に配置した端子付きガラス板1に対して、外気温80℃で30分間保持した状態と外気温-30℃で30分間保持した状態とで1サイクルとして、1000サイクル繰り返すものである。1000サイクル繰り返した状態が、たとえば端子付きガラス板1を自動車の用途に5~10年使用された状態に相当する。
なお、熱衝撃試験は熱変動による性能低下の懸念が比較的高い試験であるため、2000サイクルまで繰り返して行った。端子付きガラス板1の接触抵抗としては、本来は図1における給電部15の点P1と基部21の点P2との間の電気抵抗とすべきであると考えられる。しかし、以下に説明する接触抵抗は、給電部15として用いたバスバーの電気抵抗も含んでいる。
なお、熱衝撃試験は熱変動による性能低下の懸念が比較的高い試験であるため、2000サイクルまで繰り返して行った。端子付きガラス板1の接触抵抗としては、本来は図1における給電部15の点P1と基部21の点P2との間の電気抵抗とすべきであると考えられる。しかし、以下に説明する接触抵抗は、給電部15として用いたバスバーの電気抵抗も含んでいる。
図8の横軸はサイクル数(回)を表し、縦軸は接触抵抗(mΩ(ミリオーム))を表す。
○印、△印、及び□印のそれぞれは、互いに異なるサンプルを表す。すなわち、同じ構成の端子付きガラス板1をサンプル数3で、熱衝撃試験を行った。端子付きガラス板1の接触抵抗は、温度変化を2000サイクル繰り返しても接触抵抗が7~10mΩからほとんど変化しないことが分かった。
○印、△印、及び□印のそれぞれは、互いに異なるサンプルを表す。すなわち、同じ構成の端子付きガラス板1をサンプル数3で、熱衝撃試験を行った。端子付きガラス板1の接触抵抗は、温度変化を2000サイクル繰り返しても接触抵抗が7~10mΩからほとんど変化しないことが分かった。
図9は、比較例となる、特許文献1に示された従来の端子付きガラス板の熱衝撃試験の結果を示す図である。比較例の端子付きガラス板では、本実施形態の端子付きガラス板1のバネ部材35に代えて導電性ゴムを備えている。熱衝撃試験は、サンプル数3で行った。
試験を開始する当初は6~7mΩ程度だった接触抵抗は、1000サイクル繰り返したときに約30mΩになり、2000サイクル繰り返したときに約90mΩになることが分かった。
試験を開始する当初は6~7mΩ程度だった接触抵抗は、1000サイクル繰り返したときに約30mΩになり、2000サイクル繰り返したときに約90mΩになることが分かった。
図10は、端子付きガラス板1の高温放置試験の結果を示す図である。高温放置試験は、外気温105℃で1000時間保持するものである。なお、高温放置試験は熱による性能低下の懸念が比較的高い試験であるため、2000時間まで保持した。図10の横軸は経過時間(h:時間)を表し、縦軸は接触抵抗(mΩ)を表す。
端子付きガラス板1の接触抵抗は、1000時間及び2000時間保持しても接触抵抗が6~9mΩからほとんど変化しないことが分かった。
端子付きガラス板1の接触抵抗は、1000時間及び2000時間保持しても接触抵抗が6~9mΩからほとんど変化しないことが分かった。
図11は、端子付きガラス板1の低温放置試験の結果を示す図である。低温放置試験は、外気温-40℃で1000時間保持するものである。○印及び△印は、互いに異なるサンプルを表す。すなわち、サンプル数2で、低温放置試験を行った。
端子付きガラス板1の接触抵抗は、1000時間保持しても時間保持しても接触抵抗が7~9mΩからほとんど変化しないことが分かった。
端子付きガラス板1の接触抵抗は、1000時間保持しても時間保持しても接触抵抗が7~9mΩからほとんど変化しないことが分かった。
図12は、端子付きガラス板1の高温高湿試験の結果を示す図である。高温高湿試験は、外気温80℃、湿度85%で1000時間保持するものである。
端子付きガラス板1の接触抵抗は、1000時間保持しても接触抵抗が6~7mΩからほとんど変化しないことが分かった。
端子付きガラス板1の接触抵抗は、1000時間保持しても接触抵抗が6~7mΩからほとんど変化しないことが分かった。
図13は、端子付きガラス板1の通電特性試験の結果を示す図である。通電特性試験は、バネ部材35に所定の電流を流したときに、発熱したバネ部材35の温度が安定したときの温度である。図13の横軸は電流値(A(アンペア))を表し、縦軸は温度(℃)を表す。
○印及び△印は、互いに異なるサンプルを表す。すなわち、サンプル数2で、通電特性試験を行った。□印は、外気温を表す。
一般的に、バネ部材35の温度と外気温との差が40℃未満であることが、通電特性試験におけるバネ部材35の温度として好ましいと考えられる。該バネ部材35には、最大13A程度の比較的大きい電流が流せることが分かった。
○印及び△印は、互いに異なるサンプルを表す。すなわち、サンプル数2で、通電特性試験を行った。□印は、外気温を表す。
一般的に、バネ部材35の温度と外気温との差が40℃未満であることが、通電特性試験におけるバネ部材35の温度として好ましいと考えられる。該バネ部材35には、最大13A程度の比較的大きい電流が流せることが分かった。
バネ部材35は金属で形成されているため、比較的高い温度で行われる熱衝撃試験、高温放置試験、及び他の低温放置試験、高温高湿試験においても、接触抵抗が大きくなることが抑えられることが分かった。
<端子付きガラス板の製造方法>
次に、以上のように構成された端子付きガラス板1の製造方法(以下、製造方法とも略称する。)について説明する。ここでは、車両のウィンドシールド(フロントガラス)に使用される端子付きガラス板1の製造方法を例に挙げて説明する。図14は、製造方法を示すフローチャートである。
次に、以上のように構成された端子付きガラス板1の製造方法(以下、製造方法とも略称する。)について説明する。ここでは、車両のウィンドシールド(フロントガラス)に使用される端子付きガラス板1の製造方法を例に挙げて説明する。図14は、製造方法を示すフローチャートである。
ステップS10の切り出し工程は、合わせガラスに使用されるガラス単板11をガラス素板から切り出す工程である。ガラス素板の切断方法は限定されないが、たとえば、矩形のガラス素板にカッターで窓ガラスの形状にスクライブ線を形成し、ブレイクすることでガラス単板11が切り出される。切り出されたガラス単板11は、周縁を面取り加工される。切り出し工程では、車内側のガラス単板11と車外側のガラス単板11が切り出される。
ステップS12のプリント工程は、車内側のガラス単板11の車内側表面に形成される給電部15となる銀ペーストがプリントされる。線状導体16も給電部15と同時にプリントされてもよいし、給電部15をプリントする前にガラス単板11の周縁に形成される隠蔽層となる暗色セラミックペーストがガラス単板11にプリントされてもよい。
ステップS14の曲げ工程は、プリント工程S12を経た一対のガラス単板11を、間に離型剤を介して重ね合わせた状態で、重力曲げ等の方法により曲げる工程である。曲げ工程S14では、一対のガラス単板11が、炉で加熱され軟化した状態で曲げ加工される。一対のガラス単板11は所定の形状に曲げ加工された後、徐冷される。なお、曲げ工程S14は、重力曲げに限定されず、一対のガラス単板11をプレス曲げで成形してもよいし、重ね合わせずに1枚ずつを曲げ加工してもよい。
ステップS16の積層工程は、曲げ加工された一対のガラス単板11の間に中間膜12を積層する工程である。中間膜12は、たとえばポリビニルブチラールである。
ステップS18の予備圧着工程(加熱接着工程)は、一対のガラス単板11と中間膜12との間の空気を抜く脱気処理を行うことによって、一対のガラス単板11と中間膜12とを加熱して接着する工程である。たとえば、一対のガラス単板11と中間膜12との重ね合わせ体を減圧加熱することで、空気を抜くことができる。また、予備圧着工程S18は、ニッパーロール法又はラバーチャンネル法を用いて行われてもよい。
ステップS20の端子形成工程は、金属の板材を打抜き加工及びプレス加工等をすることにより端子20を形成する工程である。
ステップS22の接着剤層貼付け工程は、端子20の基部21の第二の主面21dの縁部に沿って熱硬化型接着剤層30Aを貼り付ける工程である。熱硬化型接着剤層30Aは、シート状に形成された熱硬化型接着剤を所定の形状に形成された刃で打ち抜き加工することで形成できる。
ステップS24のバネ部材仮止め工程は、基部21の第二の主面21dであって、熱硬化型接着剤層30Aの中空部内にバネ部材35を配置する工程である。作業者は、湾曲部36が延びる方向が長手方向Xと平行になるように、基部21の第二の主面21dにバネ部材35を配置する。湾曲部36が、厚さ方向Zに沿うとともに基部21の第二の主面21dから離間する方向に向かって凸となるように配置する。このとき、ストッパ24、25よりも熱硬化型接着剤層30A及びバネ部材35の方が、基部21の第二の主面21dから突出していることが好ましい。
基部21の第二の主面21dにバネ部材35の平坦部37を接触させた状態で、基部21と平坦部37とに紫外線硬化性の接着剤を塗布し、接着剤に紫外線を照射することで接着剤を硬化させて補助接着部39とする。紫外線硬化性の接着剤は作業時間を短くできる効果があるが、これに限定されず、その他の接着剤を使用してもよい。
補助接着部39に代えて、基部21と平坦部37とをテープ40で仮止めしてもよい。
基部21の第二の主面21dにバネ部材35の平坦部37を接触させた状態で、基部21と平坦部37とに紫外線硬化性の接着剤を塗布し、接着剤に紫外線を照射することで接着剤を硬化させて補助接着部39とする。紫外線硬化性の接着剤は作業時間を短くできる効果があるが、これに限定されず、その他の接着剤を使用してもよい。
補助接着部39に代えて、基部21と平坦部37とをテープ40で仮止めしてもよい。
ステップS30の端子配置工程(第一工程)は、端子20を、一対のガラス単板11のうち片方のガラス単板11(たとえば、車内側のガラス単板11)の給電部15上に配置する工程である。
図1に示すように、バネ部材35が、ガラス板10の給電部15と端子20の基部21との間に配置される。給電部15と基部21との間であってバネ部材35の周囲を囲むように熱硬化型接着剤層30Aが配置される。端子配置工程S30の終了時には、熱硬化型接着剤層30Aの中空部内は、端子付きガラス板1の外界から封止される。たとえば、熱硬化型接着剤層30Aの中空部内の空気の圧力は、絶対圧力で1気圧程度である。
なお、接着剤層貼付け工程S22の後でバネ部材仮止め工程S24を行うとしたが、バネ部材仮止め工程S24の後で接着剤層貼付け工程S22を行ってもよい。
図1に示すように、バネ部材35が、ガラス板10の給電部15と端子20の基部21との間に配置される。給電部15と基部21との間であってバネ部材35の周囲を囲むように熱硬化型接着剤層30Aが配置される。端子配置工程S30の終了時には、熱硬化型接着剤層30Aの中空部内は、端子付きガラス板1の外界から封止される。たとえば、熱硬化型接着剤層30Aの中空部内の空気の圧力は、絶対圧力で1気圧程度である。
なお、接着剤層貼付け工程S22の後でバネ部材仮止め工程S24を行うとしたが、バネ部材仮止め工程S24の後で接着剤層貼付け工程S22を行ってもよい。
ステップS32の本圧着工程(第二工程)は、一対のガラス単板11と中間膜12との重ね合わせ体をオートクレープ内で高温下及び高圧下で処理することで、一対のガラス単板11と中間膜12とを加熱して接着する加熱接着工程である。これら端子配置工程S30及び本圧着工程S32は、予備圧着工程S18の後で行われる。ただし、端子配置工程S30は、予備圧着工程S18の前で行ってもよい。
オートクレープ内の圧力が1気圧に比べて充分に高く、熱硬化型接着剤層30Aの中空部内が封止されているため、バネ部材35及び熱硬化型接着剤層30Aが厚さ方向Zに圧縮される。
具体的には、(1)式を満たすことが、ガラス板10に基部21を実装する条件(余裕度)となる。
「熱硬化型接着剤層30Aの粘着力」+「オートクレープ内の高圧による圧縮力」>「圧縮されて変形されたバネ部材35の反力」 ・・(1)
オートクレープ内の圧力が1気圧に比べて充分に高く、熱硬化型接着剤層30Aの中空部内が封止されているため、バネ部材35及び熱硬化型接着剤層30Aが厚さ方向Zに圧縮される。
具体的には、(1)式を満たすことが、ガラス板10に基部21を実装する条件(余裕度)となる。
「熱硬化型接着剤層30Aの粘着力」+「オートクレープ内の高圧による圧縮力」>「圧縮されて変形されたバネ部材35の反力」 ・・(1)
本圧着工程S32では、バネ部材35及び熱硬化型接着剤層30Aを厚さ方向Zに圧縮した状態で、熱硬化型接着剤層30Aを加熱して硬化させる。バネ部材35及び熱硬化型接着剤層30Aが厚さ方向Zに圧縮されることで、給電部15と基部21とがバネ部材35に接触し、バネ部材35を介して導通する。
本圧着工程S32では、熱硬化型接着剤層30Aを加熱により一旦軟化させる軟化工程S32aと、熱硬化型接着剤層30Aを圧縮した状態で加熱して硬化させる硬化工程S32bとを行う。
本圧着工程S32では、熱硬化型接着剤層30Aを加熱により一旦軟化させる軟化工程S32aと、熱硬化型接着剤層30Aを圧縮した状態で加熱して硬化させる硬化工程S32bとを行う。
熱硬化型接着剤層30Aの圧着は、たとえば、熱硬化型接着剤層30Aを加圧と加熱により硬化させることで行うことができる。熱硬化型接着剤層30Aは、加熱することで架橋するポリマーを含有するため、硬化して接着剤層30となる。また、熱硬化型接着剤層30Aが圧着前後で変色する場合(たとえば、硬化前の黒色から硬化後にグレーに変化する)、熱硬化型接着剤層30Aの圧着状態を色の識別によって視認可能である。
軟化工程S32aでは、熱硬化型接着剤層30Aが-旦軟化したときに給電部15と端子20とを厚さ方向Zに押し付けるため、給電部15にストッパ24、25の底面24a、25aが当接又は極近接する。これにより、給電部15と基部21との距離が保持される。熱硬化型接着剤層30A及びバネ部材35の各湾曲部36が、所定量撓んだ状態で保持される。給電部15及び基部21に、熱硬化型接着剤層30A及び各湾曲部36が密着する。
硬化工程S32bでは、熱硬化型接着剤層30Aが圧縮された状態で硬化し、接着剤層30となる。
硬化工程S32bでは、熱硬化型接着剤層30Aが圧縮された状態で硬化し、接着剤層30となる。
なお、前記の製造方法は、前記ステップに限定されず、公知の方法で実施されてよい。たとえば、適宜、ガラス単板を洗浄する洗浄工程等が実施されてよい。
以上説明したように、本実施形態の電気接続構造2、端子付きガラス板1、及び製造方法によれば、バネ部材35は金属で形成されているため、長期耐久性が安定し、長期間使用しても電気抵抗が大きくなることを抑えることができる。
バネ部材35は湾曲部36を有する形状であるため、両端部36aのうちの一方の端部36aに電流が流れなくなっても、両端部36aのうちの他方の端部36aに電流を流すことができる。バネ部材35の湾曲部36を流れる電流が二手に分流するため、小型のバネ部材35でも比較的大きな電流を流すことができる。
湾曲部36の反力が小さくても良好な接触抵抗となるため、ガラス板10に端子20を実装する工程が簡単になる。
バネ部材35は湾曲部36を有する形状であるため、両端部36aのうちの一方の端部36aに電流が流れなくなっても、両端部36aのうちの他方の端部36aに電流を流すことができる。バネ部材35の湾曲部36を流れる電流が二手に分流するため、小型のバネ部材35でも比較的大きな電流を流すことができる。
湾曲部36の反力が小さくても良好な接触抵抗となるため、ガラス板10に端子20を実装する工程が簡単になる。
バネ部材35は、平坦部37を有する。基部21に平坦部37を接触させると基部21に対してバネ部材35がぐらつきにくいため、基部21にバネ部材35を補助接着部39等により取付ける作業が容易になる。
バネ部材35はストッパ24、25を有するため、給電部15にストッパ24、25を当接させることで給電部15と基部21との距離が保持され、熱硬化型接着剤層30A及びバネ部材35が厚さ方向Zに圧縮されすぎるのを防ぐことができる。
バネ部材35はストッパ24、25を有するため、給電部15にストッパ24、25を当接させることで給電部15と基部21との距離が保持され、熱硬化型接着剤層30A及びバネ部材35が厚さ方向Zに圧縮されすぎるのを防ぐことができる。
接着剤層30はバネ部材35の周囲を囲むように配置されているため、本圧着工程S32において端子付きガラス板1がオートクレープ内に配置されたときに熱硬化型接着剤層30Aの中空部内にオートクレープ内の高圧の空気が入らない。高圧の空気が入らないことで、バネ部材35及び熱硬化型接着剤層30Aを厚さ方向Zに圧縮させやすくなる。
本製造方法では、端子配置工程S30及び本圧着工程S32を行う。一旦軟化した熱硬化型接着剤層30Aを圧縮して硬化させることで、給電部15及び基部21に熱硬化型接着剤層30Aを密着させることができる。
本製造方法では、端子配置工程S30及び本圧着工程S32を行う。一旦軟化した熱硬化型接着剤層30Aを圧縮して硬化させることで、給電部15及び基部21に熱硬化型接着剤層30Aを密着させることができる。
図15は、本実施形態の変形例における端子20の底面図である。
本変形例では、端子20に取り付けられているバネ部材45は4本の湾曲部36を有している。このように、バネ部材が有する湾曲部36の数は特に限定されない。バネ部材が有する湾曲部36の数が多いほど、バネ部材に大きい電流を流すことができる。
本変形例では、端子20に取り付けられているバネ部材45は4本の湾曲部36を有している。このように、バネ部材が有する湾曲部36の数は特に限定されない。バネ部材が有する湾曲部36の数が多いほど、バネ部材に大きい電流を流すことができる。
図16は、本実施形態の変形例におけるバネ部材50の底面図である。図17は、端子20にバネ部材50が取付けられている状態を示す側面の断面図である。
図16及び17に示す変形例のバネ部材50は、本実施形態のバネ部材35の各構成に加えて、凹部51aが形成された逃げ部51と、逃げ部51に連なる第二の平坦部52とを有している。
逃げ部51は、長手方向Xに延びる板状に形成されている。逃げ部51は、湾曲部36が凸となるように湾曲する側(ガラス板10側)に向かって長手方向Xの中央部51bが凸となるように湾曲してなる。凹部51aは、板状に形成された逃げ部51が湾曲することで凹んだ部分である。凹部51aは、湾曲部36の両端部36aと同一面上に配置された基準面Q1から、湾曲部36が凸となるように湾曲する側に向かって凹んでいる。逃げ部51の端部は、平坦部37における湾曲部36が連なる端部とは反対側の端部に連なる。
第二の平坦部52は、長手方向Xに延び、平坦部37と同一面上に配置されている。第二の平坦部52は、逃げ部51における平坦部37が連なる端部とは反対側の端部に連なる。
図16及び17に示す変形例のバネ部材50は、本実施形態のバネ部材35の各構成に加えて、凹部51aが形成された逃げ部51と、逃げ部51に連なる第二の平坦部52とを有している。
逃げ部51は、長手方向Xに延びる板状に形成されている。逃げ部51は、湾曲部36が凸となるように湾曲する側(ガラス板10側)に向かって長手方向Xの中央部51bが凸となるように湾曲してなる。凹部51aは、板状に形成された逃げ部51が湾曲することで凹んだ部分である。凹部51aは、湾曲部36の両端部36aと同一面上に配置された基準面Q1から、湾曲部36が凸となるように湾曲する側に向かって凹んでいる。逃げ部51の端部は、平坦部37における湾曲部36が連なる端部とは反対側の端部に連なる。
第二の平坦部52は、長手方向Xに延び、平坦部37と同一面上に配置されている。第二の平坦部52は、逃げ部51における平坦部37が連なる端部とは反対側の端部に連なる。
このように構成されたバネ部材50は、基部21と第二の平坦部52とを接続する補助接着部39により、基部21の第二の主面21dに取付けられる。基部21と第二の平坦部52との間に補助接着部39が入り込んでも、基部21と逃げ部51の凹部51aとが離間するため、補助接着部39が基部21と凹部51aとの間に広がらない。バネ部材50に逃げ部51を設けることで、補助接着部39が基部21と平坦部37との間に入り込むのを防止することができる。
したがって、基部21と第二の平坦部52との間に補助接着部39が入り込んでも、基部21と平坦部37とを電気的に接続することができる。
逃げ部51は板状の部材を湾曲させて形成しているため、逃げ部51をプレス加工により容易に形成することができる。
なお、凹部51aは逃げ部51が湾曲することで形成されるとしたが、凹部は板状の逃げ部の外面(第二の主面21d側の面)に、幅方向Yに延びるように形成された溝部等でもよい。
したがって、基部21と第二の平坦部52との間に補助接着部39が入り込んでも、基部21と平坦部37とを電気的に接続することができる。
逃げ部51は板状の部材を湾曲させて形成しているため、逃げ部51をプレス加工により容易に形成することができる。
なお、凹部51aは逃げ部51が湾曲することで形成されるとしたが、凹部は板状の逃げ部の外面(第二の主面21d側の面)に、幅方向Yに延びるように形成された溝部等でもよい。
(第2実施形態)
次に、本発明の第2実施形態について図18~20を参照しながら説明するが、前記実施形態と同一の部位には同一の符号を付してその説明は省略し、異なる点についてのみ説明する。
<端子>
図18は、本実施形態の端子60の側面図である。図19は、本実施形態の端子60の平面図である。図20は、本実施形態の端子60の正面図である。
図18~20に示すように、本実施形態の端子付きガラス板に用いられる端子60は、第1実施形態の端子20のストッパ24、25に代えてストッパ61、62を備えている。
ストッパ61は、基部21の長手方向Xの一方の端部の第一辺21aの両端部から長手方向Xに突出している。ストッパ61は、基部21の長手方向Xに対して傾斜するように延びる傾斜部64と、傾斜部64の端部に設けられて長手方向Xに沿うように延びる支持部65とを有している。支持部65の底面65aは、基部21の第二の主面21dに平行な平坦な面で構成されている。
次に、本発明の第2実施形態について図18~20を参照しながら説明するが、前記実施形態と同一の部位には同一の符号を付してその説明は省略し、異なる点についてのみ説明する。
<端子>
図18は、本実施形態の端子60の側面図である。図19は、本実施形態の端子60の平面図である。図20は、本実施形態の端子60の正面図である。
図18~20に示すように、本実施形態の端子付きガラス板に用いられる端子60は、第1実施形態の端子20のストッパ24、25に代えてストッパ61、62を備えている。
ストッパ61は、基部21の長手方向Xの一方の端部の第一辺21aの両端部から長手方向Xに突出している。ストッパ61は、基部21の長手方向Xに対して傾斜するように延びる傾斜部64と、傾斜部64の端部に設けられて長手方向Xに沿うように延びる支持部65とを有している。支持部65の底面65aは、基部21の第二の主面21dに平行な平坦な面で構成されている。
基部21の長手方向Xの他方の端部の第一辺21aの両端部には、前述のストッパ62が設けられている。ストッパ62の第二の主面21d側の外面62aは、曲面状に形成され、第二の主面21dから突出している。
基部21の第二の主面21dと支持部65の底面65aとの厚さ方向Zの距離、及び、ストッパ62の外面62aが第二の主面21dから突出している厚さ方向Zの距離は、それぞれ0.4mm程度である。
本実施形態の端子60では、基部21の第一の主面21cの第一辺21a側の端部をポンチ等で叩くことによって、ストッパ62を容易に形成することができる。
ストッパ61、62をガラス板10の給電部15に当接又は極近接させることで、熱硬化型接着剤層30A及びバネ部材35が厚さ方向Zに圧縮されすぎるのを防ぐことができる。
基部21の第二の主面21dと支持部65の底面65aとの厚さ方向Zの距離、及び、ストッパ62の外面62aが第二の主面21dから突出している厚さ方向Zの距離は、それぞれ0.4mm程度である。
本実施形態の端子60では、基部21の第一の主面21cの第一辺21a側の端部をポンチ等で叩くことによって、ストッパ62を容易に形成することができる。
ストッパ61、62をガラス板10の給電部15に当接又は極近接させることで、熱硬化型接着剤層30A及びバネ部材35が厚さ方向Zに圧縮されすぎるのを防ぐことができる。
(第3実施形態)
次に、本発明の第3実施形態について図21~23を参照しながら説明するが、前記実施形態と同一の部位には同一の符号を付してその説明は省略し、異なる点についてのみ説明する。
<端子>
図21は、本実施形態の端子70の側面図である。図22は、本実施形態の端子70の平面図である。図23は、本実施形態の端子70の正面図である。
図21~23に示すように、本実施形態の端子付きガラス板に用いられる端子70は、第2実施形態の端子60のストッパ62に代えてストッパ71を備えている。
次に、本発明の第3実施形態について図21~23を参照しながら説明するが、前記実施形態と同一の部位には同一の符号を付してその説明は省略し、異なる点についてのみ説明する。
<端子>
図21は、本実施形態の端子70の側面図である。図22は、本実施形態の端子70の平面図である。図23は、本実施形態の端子70の正面図である。
図21~23に示すように、本実施形態の端子付きガラス板に用いられる端子70は、第2実施形態の端子60のストッパ62に代えてストッパ71を備えている。
基部21の長手方向Xの他方の端部の第一辺21aの両端部には、前述のストッパ71が設けられている。ストッパ71は、ストッパ61と同様に形成されている。すなわち、ストッパ71は、第一辺21aの端部から長手方向Xに突出している。ストッパ71は、基部21の長手方向Xに対して傾斜するように延びる傾斜部72と、傾斜部72の端部に設けられて長手方向Xに沿うように延びる支持部73とを有している。支持部73の底面73aは、支持部65の底面65aと面一になる平坦な面で構成されている。
本実施形態の端子70によっても、第2実施形態の端子60と同様の効果を奏することができる。
本実施形態の端子70によっても、第2実施形態の端子60と同様の効果を奏することができる。
(第4実施形態)
次に、本発明の第4実施形態について図24~27を参照しながら説明するが、前記実施形態と同一の部位には同一の符号を付してその説明は省略し、異なる点についてのみ説明する。
<端子>
図24は、本実施形態の端子80の側面図である。図25は、本実施形態の端子80の平面図である。図26は、本実施形態の端子80の正面図である。図27は、本実施形態の端子80の底面図である。
図24~26に示すように、本実施形態の端子付きガラス板に用いられる端子80は、第1実施形態の端子20の基部21、ストッパ24、25に代えて、基部81、前述のストッパ62を備えている。
基部81は、前述の基部21よりも幅方向Yの長さ及び長手方向Xの長さがそれぞれ長い。基部81は、幅方向Yに延伸する第一辺81aよりも、第一辺81aに隣接して長手方向Xに延伸する第二辺81bの方が長い。
基部81の長手方向Xの一方の端部側の第一辺81aには、平面視で矩形状の切欠き81cが形成されている。前述の支持部22は、切欠き81cの底部(基部81の長手方向Xの他方の端部側の端部)から厚さ方向Zに立設している。
基部81の長手方向Xの一方の端部及び他方の端部の第一辺81aの両端部には、前述のストッパ62が形成されている。
次に、本発明の第4実施形態について図24~27を参照しながら説明するが、前記実施形態と同一の部位には同一の符号を付してその説明は省略し、異なる点についてのみ説明する。
<端子>
図24は、本実施形態の端子80の側面図である。図25は、本実施形態の端子80の平面図である。図26は、本実施形態の端子80の正面図である。図27は、本実施形態の端子80の底面図である。
図24~26に示すように、本実施形態の端子付きガラス板に用いられる端子80は、第1実施形態の端子20の基部21、ストッパ24、25に代えて、基部81、前述のストッパ62を備えている。
基部81は、前述の基部21よりも幅方向Yの長さ及び長手方向Xの長さがそれぞれ長い。基部81は、幅方向Yに延伸する第一辺81aよりも、第一辺81aに隣接して長手方向Xに延伸する第二辺81bの方が長い。
基部81の長手方向Xの一方の端部側の第一辺81aには、平面視で矩形状の切欠き81cが形成されている。前述の支持部22は、切欠き81cの底部(基部81の長手方向Xの他方の端部側の端部)から厚さ方向Zに立設している。
基部81の長手方向Xの一方の端部及び他方の端部の第一辺81aの両端部には、前述のストッパ62が形成されている。
<接着剤層、バネ部材>
図27に示すように、接着剤層83は、平面視で外形が矩形の額縁に形成されている。接着剤層83の外縁は、基部81の第二の主面81dの縁部に沿って配置されている。
基部81の第二の主面81d上であって接着剤層83の中空部83a内にはバネ部材85が取付けられている。バネ部材85は、6本の湾曲部36を備えている。
このように構成された端子80は、第2実施形態の端子60と同様の効果を奏するとともに、湾曲部36の本数が前述の実施形態の端子よりも多いため、大電流を流せる。
図27に示すように、接着剤層83は、平面視で外形が矩形の額縁に形成されている。接着剤層83の外縁は、基部81の第二の主面81dの縁部に沿って配置されている。
基部81の第二の主面81d上であって接着剤層83の中空部83a内にはバネ部材85が取付けられている。バネ部材85は、6本の湾曲部36を備えている。
このように構成された端子80は、第2実施形態の端子60と同様の効果を奏するとともに、湾曲部36の本数が前述の実施形態の端子よりも多いため、大電流を流せる。
以上、本発明の第1実施形態から第4実施形態について図面を参照して詳述したが、具体的な構成はこの実施形態に限られるものではなく、本発明の要旨を逸脱しない範囲の構成の変更、組み合わせ、削除等も含まれる。さらに、各実施形態で示した構成のそれぞれを適宜組み合わせて利用できることは、言うまでもない。
たとえば、前記第1実施形態では、図28及び29に示すように、基部21の第二の主面21dにおけるバネ部材35が配置される領域R1と接着剤層30が配置される領域R2との間に、溝部21eが形成されていてもよい。溝部21eは、バネ部材35周りの一部でもよいが、バネ部材35周りの全周にわたり形成されていることが好ましい。オートクレープ内は熱硬化型接着剤層30Aの中空部内よりも高圧であるため、圧縮された熱硬化型接着剤層30Aは中空部側に移動する。中空部側の位置Q3(図28中の拡大図を参照。)に移動した熱硬化型接着剤層30Aは、溝部21e内に入る。このため、熱硬化型接着剤層30Aとバネ部材35との距離を広げて基部21を大きくすることなく、熱硬化型接着剤層30Aがバネ部材35に接触するのを抑制することができる。
前記第2実施形態から第4実施形態についても、同様である。
たとえば、前記第1実施形態では、図28及び29に示すように、基部21の第二の主面21dにおけるバネ部材35が配置される領域R1と接着剤層30が配置される領域R2との間に、溝部21eが形成されていてもよい。溝部21eは、バネ部材35周りの一部でもよいが、バネ部材35周りの全周にわたり形成されていることが好ましい。オートクレープ内は熱硬化型接着剤層30Aの中空部内よりも高圧であるため、圧縮された熱硬化型接着剤層30Aは中空部側に移動する。中空部側の位置Q3(図28中の拡大図を参照。)に移動した熱硬化型接着剤層30Aは、溝部21e内に入る。このため、熱硬化型接着剤層30Aとバネ部材35との距離を広げて基部21を大きくすることなく、熱硬化型接着剤層30Aがバネ部材35に接触するのを抑制することができる。
前記第2実施形態から第4実施形態についても、同様である。
たとえば、前記第1実施形態から第4実施形態では、各湾曲部36は基部21に2点で接触し給電部15に1点で接触するとした。しかし、各湾曲部36の両端部36a及び平坦部37が給電部15に接触し、湾曲部36の中央部36bが基部21の第二の主面21dに接触するとしてもよい。すなわち、各湾曲部36は、給電部15に2点で接触し基部21に1点で接触する。
接着剤層はバネ部材の周囲を囲むように配置されているとしたが、接着剤層はバネ部材の周りの一部に配置されていてもよい。電気接続構造は、接着剤層を備えなくてもよい。
給電部15の面積は、基部21の面積よりも狭くてもよい。基部21の面積が狭い場合には、端子20のストッパ24、25の底面24a、25aは、ガラス板10と接触する。
接着剤層はバネ部材の周囲を囲むように配置されているとしたが、接着剤層はバネ部材の周りの一部に配置されていてもよい。電気接続構造は、接着剤層を備えなくてもよい。
給電部15の面積は、基部21の面積よりも狭くてもよい。基部21の面積が狭い場合には、端子20のストッパ24、25の底面24a、25aは、ガラス板10と接触する。
バネ部材に、平坦部37は形成されなくてもよい。適切な治具を用いて基部21の第二の主面21dにバネ部材35を位置決めすることで、基部21にバネ部材35を仮止めすることができるからである。
また、端子にストッパは形成されなくてもよい。特許文献1に記載されたパッド及びボスを用いることで、バネ部材35の湾曲部36及び熱硬化型接着剤層30Aの変形を規制することができるからである。
また、端子にストッパは形成されなくてもよい。特許文献1に記載されたパッド及びボスを用いることで、バネ部材35の湾曲部36及び熱硬化型接着剤層30Aの変形を規制することができるからである。
端子は、複数の給電部15を跨いで実装できるように、複数の基部21を有するコネクタ端子でもよい。
端子は、JISに規定された形態の端子部を有するものに限らず、任意の他の形態の端子部を有するものでもよい。また、端子部の形態は、雄型に限らず、雌型でもよい。
端子は、ガラス板10の給電部15と電線との接続に使用されるものに限らず、ガラス板10の給電部15と他の導電部との接続に使用されるもの(たとえば、ガラス板の給電部と車体とを電気的に接続するアース部材。)でもよい。
端子は、基部21を有するが、支持部22と、支持部22の先端部に設けられた雄型端子部23と、を有さない形態でもよい。この場合、電線、実施形態と同じ構成の他の端子、及び電線付きの端子等の導電性部材が、導電性固定部材(例えば、無鉛はんだ)によって基部21の第一の主面21cに取付けられればよい。
ガラス板10は、車両のフロントガラスに限らず、リヤガラス、サイドガラス、ルーフガラスでもよい。また、ガラス板10は、車両用に限らず、建材用、電子機器用でもよい。
端子は、JISに規定された形態の端子部を有するものに限らず、任意の他の形態の端子部を有するものでもよい。また、端子部の形態は、雄型に限らず、雌型でもよい。
端子は、ガラス板10の給電部15と電線との接続に使用されるものに限らず、ガラス板10の給電部15と他の導電部との接続に使用されるもの(たとえば、ガラス板の給電部と車体とを電気的に接続するアース部材。)でもよい。
端子は、基部21を有するが、支持部22と、支持部22の先端部に設けられた雄型端子部23と、を有さない形態でもよい。この場合、電線、実施形態と同じ構成の他の端子、及び電線付きの端子等の導電性部材が、導電性固定部材(例えば、無鉛はんだ)によって基部21の第一の主面21cに取付けられればよい。
ガラス板10は、車両のフロントガラスに限らず、リヤガラス、サイドガラス、ルーフガラスでもよい。また、ガラス板10は、車両用に限らず、建材用、電子機器用でもよい。
本出願は、2015年11月5日出願の日本特許出願、特願2015-217459、2016年8月8日出願の日本特許出願、特願2016-155853に基づくものであり、その内容はここに参照として取り込まれる。
1 端子付きガラス板
2 電気接続構造
10 ガラス板
11 ガラス単板
12 中間膜
15 給電部
20、60、70、80 端子
21、81 基部
21d 第二の主面(主面)
21e 溝部
24、25、61、62、71 ストッパ(突出部)
30、83 接着剤層
30A 熱硬化型接着剤層
35、45、50、85 バネ部材
36 湾曲部
36a 端部
36b 中央部
37 平坦部
51 逃げ部
51a 凹部
51b 中央部
Q1 基準面
R1、R2 領域
S30 端子配置工程(第一工程)
S32 本圧着工程(第二工程)
S32a 軟化工程
S32b 硬化工程
X 長手方向(第一の方向)
Z 厚さ方向
2 電気接続構造
10 ガラス板
11 ガラス単板
12 中間膜
15 給電部
20、60、70、80 端子
21、81 基部
21d 第二の主面(主面)
21e 溝部
24、25、61、62、71 ストッパ(突出部)
30、83 接着剤層
30A 熱硬化型接着剤層
35、45、50、85 バネ部材
36 湾曲部
36a 端部
36b 中央部
37 平坦部
51 逃げ部
51a 凹部
51b 中央部
Q1 基準面
R1、R2 領域
S30 端子配置工程(第一工程)
S32 本圧着工程(第二工程)
S32a 軟化工程
S32b 硬化工程
X 長手方向(第一の方向)
Z 厚さ方向
Claims (15)
- ガラス板と、
前記ガラス板に形成された給電部と、
前記ガラス板と対向する基部を有する端子と、
導体で形成され、前記給電部と前記基部との間に配置されたバネ部材と、を備え、
前記給電部と前記基部とが前記バネ部材に接触することで、前記給電部と前記基部とが前記バネ部材を介して導通する、電気接続構造。 - 前記ガラス板及び前記給電部の少なくとも一方と前記基部とを接着してなる接着剤層を備える、請求項1に記載の電気接続構造。
- 前記バネ部材は、第一の方向に延びる板状に形成されているとともに、前記第一の方向の中央部が前記ガラス板の厚さ方向に向かって凸となるように湾曲した湾曲部を有し、
前記湾曲部の中央部が、前記給電部及び前記基部の一方に接触されており、
前記湾曲部の前記第一の方向の両端部が、前記給電部及び前記基部の他方に接触されている、請求項1に記載の電気接続構造。 - 前記湾曲部の中央部が、前記給電部に接触されており、
前記湾曲部の前記第一の方向の両端部が、前記基部に接触されている、請求項3に記載の電気接続構造。 - 前記バネ部材は、凹部が形成された逃げ部を有し、
前記凹部は、前記湾曲部の両端部と同一面上に配置された基準面から、前記湾曲部が凸となるように湾曲する側に向かって凹む、請求項3又は4に記載の電気接続構造。 - 前記逃げ部は、前記第一の方向に延びる板状に形成されているとともに、前記湾曲部が凸となるように湾曲する側に向かって前記第一の方向の中央部が凸となるように湾曲してなる、請求項5に記載の電気接続構造。
- 前記バネ部材は、前記湾曲部の前記第一の方向の少なくとも一方の端部に設けられ、前記第一の方向に延びる平坦部を有する、請求項3から6のいずれか一項に記載の電気接続構造。
- 前記基部は、板状に形成され、
前記基部には、前記基部の主面から突出して前記ガラス板及び前記給電部の少なくとも一方と接触し、前記給電部と前記基部との間に挟まれた前記バネ部材の所定の割合以上の変形を規制する突出部が設けられている、請求項1から7のいずれか一項に記載の電気接続構造。 - 前記接着剤層は、前記バネ部材の周囲を囲むように配置されている、請求項2に記載の電気接続構造。
- 前記基部は、板状に形成され、
前記基部の主面における前記バネ部材が配置される領域と前記接着剤層が配置される領域との間には、溝部が形成されている、請求項2に記載の電気接続構造。 - 請求項1から10のいずれか一項に記載の電気接続構造を有する端子付きガラス板。
- ガラス板の給電部と端子の基部との間に導体で形成されたバネ部材を配置する第一工程と、
前記バネ部材を前記ガラス板の厚さ方向に圧縮させる第二工程と、
を行い、
前記給電部と前記基部とを、前記バネ部材に接触することで前記バネ部材を介して導通させる、端子付きガラス板の製造方法。 - 前記第一工程では、前記ガラス板及び前記給電部の少なくとも一方と前記基部との間に熱硬化型接着剤層を配置し、
前記第二工程では、前記熱硬化型接着剤層を前記厚さ方向に圧縮した状態で、前記熱硬化型接着剤層を加熱して硬化させて接着剤層とする、請求項12に記載の端子付きガラス板の製造方法。 - 前記第二工程では、
前記熱硬化型接着剤層を加熱により一旦軟化させる軟化工程と、
前記熱硬化型接着剤層を圧縮した状態で加熱して硬化させる硬化工程と、
を行う、請求項13に記載の端子付きガラス板の製造方法。 - 前記ガラス板は、複数枚のガラス単板を、中間膜を介して接着した合わせガラスであり、
前記複数枚のガラス単板と前記中間膜とを加熱して接着する加熱接着工程の後で、前記第一工程及び前記第二工程を行う、請求項13又は14に記載の端子付きガラス板の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201680064581.2A CN108352640B (zh) | 2015-11-05 | 2016-11-04 | 电连接构造、带端子的玻璃板以及带端子的玻璃板的制造方法 |
| EP16862221.5A EP3373394B1 (en) | 2015-11-05 | 2016-11-04 | Electric connection structure and method for manufacturing electric connection structure |
| JP2017549136A JP6753414B2 (ja) | 2015-11-05 | 2016-11-04 | 電気接続構造、端子付きガラス板、及び端子付きガラス板の製造方法 |
| US15/969,066 US10326221B2 (en) | 2015-11-05 | 2018-05-02 | Electric connection structure, glass plate with terminal, and method for manufacturing glass plate with terminal |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015217459 | 2015-11-05 | ||
| JP2015-217459 | 2015-11-05 | ||
| JP2016155853 | 2016-08-08 | ||
| JP2016-155853 | 2016-08-08 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US15/969,066 Continuation US10326221B2 (en) | 2015-11-05 | 2018-05-02 | Electric connection structure, glass plate with terminal, and method for manufacturing glass plate with terminal |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017078162A1 true WO2017078162A1 (ja) | 2017-05-11 |
Family
ID=58662115
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/082864 WO2017078162A1 (ja) | 2015-11-05 | 2016-11-04 | 電気接続構造、端子付きガラス板、及び端子付きガラス板の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10326221B2 (ja) |
| EP (1) | EP3373394B1 (ja) |
| JP (1) | JP6753414B2 (ja) |
| CN (1) | CN108352640B (ja) |
| WO (1) | WO2017078162A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019072445A1 (de) * | 2017-10-09 | 2019-04-18 | Robert Bosch Gmbh | Verfahren und vorrichtung zur herstellung einer elektrisch leitenden verbindung zwischen einer leiterbahn und einem elektrischen leiter |
| CN112332134A (zh) * | 2019-08-05 | 2021-02-05 | Agc汽车美国研发公司 | 带有无焊料的电连接器的窗总成 |
| JP2021022556A (ja) * | 2019-07-24 | 2021-02-18 | Agc株式会社 | 電気接続構造 |
| US11342702B2 (en) | 2019-07-24 | 2022-05-24 | AGC Inc. | Electrical connection structure |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11490465B2 (en) * | 2017-03-02 | 2022-11-01 | Pilkington Group Limited | Window assembly having a terminal connector |
| US11753858B2 (en) * | 2019-06-21 | 2023-09-12 | Gentex Corporation | Electrical connection method to movable window |
| CN114128054A (zh) * | 2019-08-09 | 2022-03-01 | 积水保力马科技株式会社 | 连接部件和连接结构 |
| CN114488431B (zh) * | 2021-12-16 | 2023-08-18 | 中国电子科技集团公司第二十九研究所 | 一种小型化高可靠外调制光源封装结构及封装方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0543608U (ja) * | 1991-11-05 | 1993-06-11 | 日本板硝子株式会社 | 窓ガラスアンテナ装置 |
| WO2004049511A1 (ja) * | 2002-11-28 | 2004-06-10 | Asahi Glass Company, Limited | ガラス面に形成された導体のための電気接続構造 |
| WO2014024980A1 (ja) * | 2012-08-10 | 2014-02-13 | 旭硝子株式会社 | 電気接続構造及びそれを有する端子付きガラス板、並びに端子付きガラス板の製造方法 |
| JP2014072101A (ja) * | 2012-09-28 | 2014-04-21 | 3M Innovative Properties Co | 端子および端子構造体 |
| JP2014071964A (ja) * | 2012-09-27 | 2014-04-21 | Fujitsu Component Ltd | コンタクト部材 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4658331A (en) * | 1985-09-09 | 1987-04-14 | Tektronix, Inc. | Mounting an integrated circuit chip to an etched circuit board |
| US6544047B2 (en) * | 2001-03-30 | 2003-04-08 | Intel Corporation | Dual-swiping interconnection clip, and hook and slot arrangement for printed circuit board (PCB) attachment |
| KR100391665B1 (ko) * | 2001-05-10 | 2003-07-12 | 현대자동차주식회사 | 자동차 윈도우의 열선 컨넥터 구조 |
| JP3956201B2 (ja) * | 2002-05-24 | 2007-08-08 | ジー・ピー・ダイキョー株式会社 | 端子接続構造 |
| EP1523069A1 (de) * | 2003-10-10 | 2005-04-13 | Hirschmann Electronics GmbH & Co. KG | Kontaktfeder für einen Antennenverstärker |
| DE102005033592A1 (de) * | 2005-07-19 | 2007-01-25 | Hirschmann Car Communication Gmbh | Träger zur Aufnahme eines Antennenverstärkers eines Fahrzeuges |
| JP5197263B2 (ja) * | 2007-10-01 | 2013-05-15 | スリーエム イノベイティブ プロパティズ カンパニー | 端子取付け構造及び端子取付け方法 |
| JP5593953B2 (ja) * | 2010-08-20 | 2014-09-24 | 旭硝子株式会社 | 接続部材 |
| JP2012248419A (ja) * | 2011-05-27 | 2012-12-13 | Three M Innovative Properties Co | 端子 |
| JP2012248425A (ja) * | 2011-05-27 | 2012-12-13 | Three M Innovative Properties Co | 端子 |
| JP5917928B2 (ja) * | 2012-01-31 | 2016-05-18 | 日本板硝子株式会社 | シール部材付きウインドウガラス |
| JP2015187619A (ja) * | 2012-08-09 | 2015-10-29 | シャープ株式会社 | 液晶表示装置 |
| JP6014492B2 (ja) * | 2012-12-27 | 2016-10-25 | ダイキョーニシカワ株式会社 | 車両用端子接続構造 |
| WO2015056582A1 (ja) * | 2013-10-16 | 2015-04-23 | 旭硝子株式会社 | 給電構造及びそれを備えた窓用樹脂製板状体、並びに給電構造を備えた窓用樹脂製板状体の製造方法 |
-
2016
- 2016-11-04 EP EP16862221.5A patent/EP3373394B1/en active Active
- 2016-11-04 WO PCT/JP2016/082864 patent/WO2017078162A1/ja active Application Filing
- 2016-11-04 CN CN201680064581.2A patent/CN108352640B/zh active Active
- 2016-11-04 JP JP2017549136A patent/JP6753414B2/ja active Active
-
2018
- 2018-05-02 US US15/969,066 patent/US10326221B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0543608U (ja) * | 1991-11-05 | 1993-06-11 | 日本板硝子株式会社 | 窓ガラスアンテナ装置 |
| WO2004049511A1 (ja) * | 2002-11-28 | 2004-06-10 | Asahi Glass Company, Limited | ガラス面に形成された導体のための電気接続構造 |
| WO2014024980A1 (ja) * | 2012-08-10 | 2014-02-13 | 旭硝子株式会社 | 電気接続構造及びそれを有する端子付きガラス板、並びに端子付きガラス板の製造方法 |
| JP2014071964A (ja) * | 2012-09-27 | 2014-04-21 | Fujitsu Component Ltd | コンタクト部材 |
| JP2014072101A (ja) * | 2012-09-28 | 2014-04-21 | 3M Innovative Properties Co | 端子および端子構造体 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019072445A1 (de) * | 2017-10-09 | 2019-04-18 | Robert Bosch Gmbh | Verfahren und vorrichtung zur herstellung einer elektrisch leitenden verbindung zwischen einer leiterbahn und einem elektrischen leiter |
| JP2021022556A (ja) * | 2019-07-24 | 2021-02-18 | Agc株式会社 | 電気接続構造 |
| US11342702B2 (en) | 2019-07-24 | 2022-05-24 | AGC Inc. | Electrical connection structure |
| JP7424214B2 (ja) | 2019-07-24 | 2024-01-30 | Agc株式会社 | 電気接続構造 |
| CN112332134A (zh) * | 2019-08-05 | 2021-02-05 | Agc汽车美国研发公司 | 带有无焊料的电连接器的窗总成 |
| JP2021027040A (ja) * | 2019-08-05 | 2021-02-22 | エージーシー オートモーティヴ アメリカズ アールアンドディー,インコーポレイテッド | 無はんだコネクタを備えたウィンドウアセンブリ |
| JP2022133398A (ja) * | 2019-08-05 | 2022-09-13 | エージーシー オートモーティヴ アメリカズ アールアンドディー,インコーポレイテッド | 無はんだコネクタを備えたウィンドウアセンブリ |
| JP7455903B2 (ja) | 2019-08-05 | 2024-03-26 | エージーシー オートモーティヴ アメリカズ アールアンドディー,インコーポレイテッド | 無はんだコネクタを備えたウィンドウアセンブリ |
Also Published As
| Publication number | Publication date |
|---|---|
| CN108352640B (zh) | 2020-01-10 |
| US20180254570A1 (en) | 2018-09-06 |
| EP3373394A1 (en) | 2018-09-12 |
| JPWO2017078162A1 (ja) | 2018-08-23 |
| EP3373394A4 (en) | 2019-05-15 |
| US10326221B2 (en) | 2019-06-18 |
| EP3373394B1 (en) | 2020-05-06 |
| CN108352640A (zh) | 2018-07-31 |
| JP6753414B2 (ja) | 2020-09-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2017078162A1 (ja) | 電気接続構造、端子付きガラス板、及び端子付きガラス板の製造方法 | |
| JP6070707B2 (ja) | 電気接続構造及びそれを有する端子付きガラス板、並びに端子付きガラス板の製造方法 | |
| US9967967B2 (en) | Pane having an electrical connection element | |
| KR101821465B1 (ko) | 전기 연결 소자 및 연결 다리를 포함하는 디스크 | |
| CN107925170B (zh) | 玻璃板组件 | |
| WO2010100961A1 (ja) | 端子付きガラス | |
| US9711926B2 (en) | Method of forming an interface for an electrical terminal | |
| CN111344903B (zh) | 车窗用玻璃组件 | |
| KR101999468B1 (ko) | 전기 커넥션 요소 및 그에 장착된 커넥팅 요소를 갖는 웨이퍼 | |
| JP2014022702A (ja) | 太陽電池モジュール用ジャンクションボックス及び太陽電池モジュールの製造方法 | |
| US20070236891A1 (en) | Semiconductor device having heat radiation member and semiconductor chip and method for manufacturing the same | |
| JP2012185985A (ja) | 端子金具付き電線及び端子金具付き電線の製造方法 | |
| WO2013183160A1 (ja) | 端子金具付き電線及び端子金具付き電線の製造方法 | |
| JP3328596B2 (ja) | 圧接型コネクタ及びその製造方法 | |
| CN113412173B (zh) | 玻璃板组件 | |
| CN216980917U (zh) | 一种具有扁平导体的电连接元件及车窗玻璃总成 | |
| JP2010176967A (ja) | 電線接続端子並びに電線接続端子を用いた電線接続方法、電線接続構造および電磁継電器 | |
| CN113841299A (zh) | 连接端子 | |
| JP2007220714A (ja) | 抵抗器およびその製造方法 | |
| EP3721681A1 (en) | Electrical crimp connector with a shield element | |
| WO2014177852A2 (en) | Glazing | |
| JP2007335655A (ja) | 回路部品の実装方法、及びその実装構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16862221 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2017549136 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2016862221 Country of ref document: EP |