WO2017073647A1 - Procédé de fabrication d'âme pour courroie de transmission, agent de traitement, et kit pour traitement - Google Patents
Procédé de fabrication d'âme pour courroie de transmission, agent de traitement, et kit pour traitement Download PDFInfo
- Publication number
- WO2017073647A1 WO2017073647A1 PCT/JP2016/081834 JP2016081834W WO2017073647A1 WO 2017073647 A1 WO2017073647 A1 WO 2017073647A1 JP 2016081834 W JP2016081834 W JP 2016081834W WO 2017073647 A1 WO2017073647 A1 WO 2017073647A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- rubber
- core wire
- transmission belt
- latex
- mass
- Prior art date
Links
Images



Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/19—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with synthetic macromolecular compounds
- D06M15/37—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- D06M15/39—Aldehyde resins; Ketone resins; Polyacetals
- D06M15/41—Phenol-aldehyde or phenol-ketone resins
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/19—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with synthetic macromolecular compounds
- D06M15/37—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- D06M15/59—Polyamides; Polyimides
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/693—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with natural or synthetic rubber, or derivatives thereof
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16G—BELTS, CABLES, OR ROPES, PREDOMINANTLY USED FOR DRIVING PURPOSES; CHAINS; FITTINGS PREDOMINANTLY USED THEREFOR
- F16G1/00—Driving-belts
- F16G1/06—Driving-belts made of rubber
- F16G1/08—Driving-belts made of rubber with reinforcement bonded by the rubber
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16G—BELTS, CABLES, OR ROPES, PREDOMINANTLY USED FOR DRIVING PURPOSES; CHAINS; FITTINGS PREDOMINANTLY USED THEREFOR
- F16G1/00—Driving-belts
- F16G1/28—Driving-belts with a contact surface of special shape, e.g. toothed
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16G—BELTS, CABLES, OR ROPES, PREDOMINANTLY USED FOR DRIVING PURPOSES; CHAINS; FITTINGS PREDOMINANTLY USED THEREFOR
- F16G5/00—V-belts, i.e. belts of tapered cross-section
- F16G5/04—V-belts, i.e. belts of tapered cross-section made of rubber
- F16G5/06—V-belts, i.e. belts of tapered cross-section made of rubber with reinforcement bonded by the rubber
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16G—BELTS, CABLES, OR ROPES, PREDOMINANTLY USED FOR DRIVING PURPOSES; CHAINS; FITTINGS PREDOMINANTLY USED THEREFOR
- F16G5/00—V-belts, i.e. belts of tapered cross-section
- F16G5/20—V-belts, i.e. belts of tapered cross-section with a contact surface of special shape, e.g. toothed
Definitions
- the present invention relates to a manufacturing method of a core wire used for a transmission belt, and a processing agent and a processing kit used in the manufacturing method.
- the treatment agent mainly includes an aqueous treatment agent containing a rubber component (latex) and an organic solvent treatment agent containing a resin component, but an aqueous treatment agent is preferable from the viewpoint of a small environmental load.
- Patent Document 1 discloses that an aramid core wire used for a transmission belt is composed of a condensate (RF condensate) of resorcin (R) and formaldehyde (F) and latex.
- RF condensate condensate of resorcin (R) and formaldehyde (F) and latex.
- the hydroxyl group of the product can uniformly react with the epoxy group of the water-soluble epoxy compound to modify the surface of the aramid raw yarn, or it can improve the converging property of the filament and give the latex an appropriate flexibility
- both the anti-glare property on the side surface of the transmission belt and the bending fatigue resistance of the transmission belt can be achieved.
- Patent Document 2 is a fiber cord for reinforcing rubber having at least two adhesive layers on the fiber surface, and the first layer adhesive contains a tackifier.
- the second layer adhesive is composed of a mixture of resorcin / formaldehyde initial condensate containing a tackifier and a rubber latex.
- the resorcin / formaldehyde initial condensate resorcin / formalin molar ratio is in the range of 1 / 0.25 to 1/1, and the resorcin / formaldehyde initial condensate / rubber latex solids weight ratio is 1/3 to 1 /.
- a fiber cord for reinforcing rubber in the range of 10 is disclosed. This document describes that pretreatment with an adhesive containing a water-based urethane resin, a polyepoxide compound, a blocked polyisocyanate compound, and a rubber latex is preferable.
- Patent Document 3 discloses an adhesive composition for improving the bond strength between a reinforcing fiber and an elastomer in a tire, a drive belt, a conveyor belt and / or a hose.
- an adhesive formulation comprising an aqueous resorcinol-formaldehyde-latex dispersion containing a carbodiimide, such as TDI carbodiimide, and an active agent.
- a styrene-butadiene-vinylpyridine copolymer latex is preferred as the latex, and is used in the examples.
- the adhesive compound is used to bond the reinforcing fiber and the crosslinked rubber and / or elastomer (form a specific surface coating on the surface of the fiber member to enhance the adhesion to the rubber. ), And bonding between fibers (adhering an adhesive into the fiber member and fixing it) is not assumed. Further, even when this adhesive composition is applied to a twisted cord, the anti-fogging property is not sufficient.
- Japanese Unexamined Patent Publication No. 2013-170333 (Claim 1, paragraph [0011]) Japanese Unexamined Patent Publication No. 2006-274492 (Claim 1, Paragraph [0047], Example) Japanese Unexamined Patent Publication No. 2012-46750 (Claims, paragraph [0023], Examples)
- An object of the present invention is to provide a method of manufacturing a power cord for a transmission belt capable of improving the anti-glare property by firmly bonding between fibers even when a twisted cord is maintained, while maintaining the bending fatigue resistance (flexibility). It is in providing the processing agent and processing kit which are used for a manufacturing method.
- Another object of the present invention is to provide a method for manufacturing a transmission belt core wire that has a low environmental load and can improve adhesion to rubber in which the core wire is embedded, and a processing agent and a processing kit used in this manufacturing method. There is.
- the untreated yarn of the power cord core wire is composed of a condensate (A1) of resorcinol and formaldehyde, a rubber component (A2) containing carboxyl-modified latex, and a plurality of Bending fatigue resistance (flexibility) by treating with a first treatment agent comprising a rubber composition (A) containing a curing agent (A3) containing a polycarbodiimide resin having a carbodiimide group and a hydrophilic solvent (B)
- A1 condensate
- A2 resorcinol and formaldehyde
- A2 containing carboxyl-modified latex
- a plurality of Bending fatigue resistance (flexibility) by treating with a first treatment agent comprising a rubber composition (A) containing a curing agent (A3) containing a polycarbodiimide resin having a carbodiimide group and a hydrophilic solvent (B)
- A3 containing a polycarbodiimide resin having a car
- an untreated yarn of the transmission belt core wire is obtained by using a condensate (A1) of resorcin and formaldehyde, a rubber component (A2) containing carboxyl-modified latex, and a plurality of carbodiimide groups.
- the 1st process process processed with the 1st processing agent which consists of a rubber composition (A) containing the hardening
- the carboxyl-modified latex includes carboxyl-modified acrylonitrile / butadiene copolymer latex, carboxyl-modified hydrogenated acrylonitrile / butadiene copolymer latex, carboxyl-modified styrene / butadiene copolymer latex, and carboxyl-modified styrene / butadiene / vinyl pyridine copolymer latex. It may be at least one selected from the group consisting of The chemical formula amount (NCN equivalent) per mole of carbodiimide groups of the polycarbodiimide resin is about 300 to 450.
- the ratio of the curing agent (A3) is about 1 to 10 parts by mass with respect to 100 parts by mass of the rubber component (A2).
- the ratio of the rubber composition (A) is about 15 to 20% by mass with respect to the entire first treatment agent.
- the ratio of the condensate (A1) is about 1 to 100 parts by mass with respect to 100 parts by mass of the rubber component (A2).
- the hydrophilic solvent (B) may contain water, and the polycarbodiimide resin may form micelles.
- the manufacturing method of the present invention includes a second treatment step of treating the first treatment yarn of the transmission belt core wire treated in the first treatment step with a second treatment agent containing resorcin, formaldehyde, and latex. Also good.
- the second treated yarn of the core wire for a transmission belt treated with the second treating agent containing resorcinol, formaldehyde and latex in the second treating step is treated with the third treating agent containing rubber.
- a third treatment step may be included.
- the manufacturing method of this invention is the 3rd process process which processes the 1st process thread
- the untreated yarn of the core wire for the transmission belt may be a twisted cord.
- the transmission belt core wire may be an aramid core wire.
- the present invention provides a treatment agent for treating an untreated yarn of a conductor wire for a transmission belt, comprising a condensate of resorcinol and formaldehyde (A1), a rubber component (A2) containing a carboxyl-modified latex, and a plurality of carbodiimide groups
- the processing agent which consists of the rubber composition (A) containing the hardening
- the present invention relates to a treatment kit for treating an untreated yarn of a core wire for a transmission belt, comprising a condensate (A1) of resorcinol and formaldehyde, a rubber component (A2) containing a carboxyl-modified latex, and a plurality of carbodiimides
- a first treating agent comprising a rubber composition (A) containing a curing agent (A3) containing a polycarbodiimide resin having a group and a hydrophilic solvent (B); a second treating agent comprising resorcin, formaldehyde and latex; and
- a treatment kit containing a third treatment agent containing rubber is also included.
- the untreated yarn of the power cord core wire is a condensate (A1) of resorcin and formaldehyde, a rubber component (A2) containing a carboxyl-modified latex, and a curing agent containing a polycarbodiimide resin having a plurality of carbodiimide groups ( Since it is processed with the 1st processing agent which consists of a rubber composition (A) containing A3) and a hydrophilic solvent (B), even if it is a twisted-yarn cord, maintaining bending fatigue resistance (flexibility) In addition, the fibers are firmly bonded to each other, and the anti-glare property can be improved.
- a condensate of resorcinol and formaldehyde (A1), a rubber component (A2) containing carboxyl-modified latex, and a curing agent (A3) containing a polycarbodiimide resin having a plurality of carbodiimide groups are combined and blended in a hydrophilic solvent. Therefore, the load on the environment is small, and the adhesion to the rubber in which the core wire is embedded can be improved.
- FIG. 1 is a schematic cross-sectional view showing an example of a transmission belt including a transmission belt core wire obtained by the manufacturing method of the present invention.
- FIG. 2 is a schematic cross-sectional view showing another example of the transmission belt including the transmission belt core wire obtained by the manufacturing method of the present invention.
- FIG. 3 is a schematic cross-sectional view of a belt cut in order to evaluate the fray resistance of V-ribbed belts obtained in Examples and Comparative Examples.
- FIG. 4 is a schematic view showing a testing machine for measuring the bending fatigue resistance of the V-ribbed belts obtained in Examples and Comparative Examples.
- the core wire is a non-treated yarn (core wire body) of the transmission belt core wire treated with a specific first treatment agent (coating treatment, dipping treatment, impregnation treatment, drying treatment). , A curing process) (at least a first treatment process).
- the raw fiber constituting the untreated yarn to be treated with the first treating agent examples include natural fibers (cotton, hemp, etc.), regenerated fibers (rayon, acetate, etc.), synthetic fibers (polyolefin fibers such as polyethylene and polypropylene). , Styrene fibers such as polystyrene, fluorine fibers such as polytetrafluoroethylene, acrylic fibers, vinyl alcohol fibers such as polyvinyl alcohol, polyamide fibers, polyester fibers, wholly aromatic polyester fibers, aramid fibers, etc.), inorganic fibers (Carbon fiber, glass fiber, etc.). These fibers can be used alone or in combination of two or more.
- polyester fibers mainly composed of C 2-4 alkylene arylates such as ethylene terephthalate and ethylene-2,6-naphthalate, from the point of high modulus [polyethylene terephthalate fiber (PET fiber), polyethylene naphthalate Polyalkylene arylate fibers such as phthalate fibers (PEN fibers), polytrimethylene terephthalate fibers (PTT fibers)], synthetic fibers such as aramid fibers, inorganic fibers such as carbon fibers, etc.
- PET fiber polyethylene terephthalate fiber
- PEN fibers phthalate fibers
- PTT fibers polytrimethylene terephthalate fibers
- synthetic fibers such as aramid fibers
- inorganic fibers such as carbon fibers, etc.
- para-aramid fibers are widely used, with high tensile strength, high Aramid fibers (aromatic polyamide fibers) are preferably included, and para-aramid fibers are particularly preferable from the viewpoint of being able to meet demands for tension and high load.
- the para-aramid fibers include polyparaphenylene terephthalamide fibers (for example, “Twaron (registered trademark)” by Teijin Limited, “Kevlar (registered trademark)” by Toray DuPont), and polypara Examples thereof include copolymer fibers of phenylene terephthalamide and 3,4'-oxydiphenylene terephthalamide (for example, “Technola (registered trademark)” manufactured by Teijin Limited).
- the untreated yarn to be treated with the first treatment agent may be in the state of a raw yarn that has not been twisted, or in the state of a twisted yarn in which the raw yarn has been twisted (untreated twisted yarn cord) Good.
- the untreated twisted cord has a property that the treatment agent is difficult to enter between the filaments inside because the filaments are twisted together. For this reason, in the untreated twisted cord, the treatment agent cannot be firmly attached to the internal filament, and the adhesion to the rubber tends to be lowered.
- the fraying and adhesion are improved, the filament alignment property is reduced.
- the tensile strength and the bending fatigue resistance are likely to be lowered.
- the treatment process is provided before and after the twisting, the process becomes complicated, and when the treatment liquid adheres to the raw yarn, the tackiness is increased and the handleability during the twisting operation is also lowered.
- transmittance of a processing agent is excellent, even if it is a twisted cord, adhesiveness with rubber
- the untreated twisted cord including the raw material fiber may be an untreated twisted cord obtained by adding a twist to a multifilament yarn (raw yarn) including the raw material fiber (particularly para-aramid fiber).
- a multifilament yarn raw yarn
- the raw material fiber particularly para-aramid fiber.
- the multifilament yarn preferably includes a monofilament yarn of para-aramid fiber, and may include a monofilament yarn of another fiber (such as polyester fiber) if necessary.
- the proportion of the para-aramid fiber is 50% by mass or more (particularly 80 to 100% by mass) with respect to the entire monofilament yarn (multifilament yarn).
- the untreated twisted cord is treated with the specific first treatment agent, the untreated twisted cord is a multi-filament yarn made of para-aramid fibers (a multi-filament yarn made only of mono-filament yarns of para-aramid fibers).
- the multifilament yarn only needs to include a plurality of monofilament yarns. From the viewpoint of durability of the transmission belt, for example, 100 to 5000, preferably 300 to 2000, and more preferably about 600 to 1000 monofilament yarns are used. May be included.
- the average fineness of the monofilament yarn may be, for example, about 0.8 to 10 dtex, preferably about 0.8 to 5 dtex, and more preferably about 1.1 to 1.7 dtex.
- the twisted cord may be a twisted cord (single twisted yarn) obtained by right-twisting (S-twisting) or left-twisting (Z-twisting) at least one of the raw yarns.
- a combined twisted cord is preferred.
- the twisted cord obtained by twisting a plurality of raw yarns may be a twisted cord obtained by twisting a plurality of single twisted yarns as a lower twisted yarn (for example, various twisted yarns, piece twisted yarns, Lang twisted yarns, etc.). May be a twisted yarn cord (for example, a wall twisted yarn) that is twisted as a lower twisted yarn.
- the single twist direction (primary twist direction) and the upper twist direction may be either the same direction (Lang twist) or the reverse direction (various twists).
- a twisted cord (twisted yarn or rung twisted yarn) that is twisted in two stages obtained by twisting a plurality of single-twisted yarns as a lower twisted yarn is particularly preferable from the viewpoint of excellent twist back suppression and bending fatigue resistance.
- the number of lower twisted yarns constituting these twisted cords may be, for example, 2 to 5, preferably 2 to 4, and more preferably about 2 to 3.
- the number of twists of the lower twist may be, for example, about 20 to 300 times / m, preferably about 30 to 200 times / m, and more preferably about 50 to 180 times / m.
- the twist coefficient (TF) represented by the following formula (1) can be selected from a range of about 0.01 to 10, for example, about 1 to 6 is preferable for various twisted yarns, and 0 for the long twisted yarns. About 2 to 2 is preferable.
- Twisting coefficient (TF) [twisting number (times / m) ⁇ ⁇ total fineness (tex)] / 960 (1).
- the number of twists of the upper twist is not particularly limited, and may be, for example, about 30 to 200 times / m, preferably about 40 to 180 times / m, and more preferably about 50 to 150 times / m.
- the twist coefficient (TF) represented by the formula (1) can be selected from a range of about 0.01 to 10, for example, about 1 to 6 is preferable for various twisted yarns, and 2 to about 2 for long twisted yarns. About 5 is preferable.
- the average diameter of the untwisted twisted cord for the power transmission belt twisted may be, for example, about 0.2 to 3.5 mm, preferably about 0.4 to 3 mm, and more preferably about 0.5 to 2.5 mm. Good.
- twist structure in a twisted cord obtained by twisting a plurality of raw yarns is expressed by (number of original yarns aligned at the time of lower twisting) ⁇ (number of lower twisted yarns at the time of upper twist), 1 ⁇ 2, 1 ⁇ 3, It may be a twisted cord having a configuration of 1 ⁇ 5, 2 ⁇ 3, 2 ⁇ 5, 3 ⁇ 5, or the like.
- the first treatment agent (or pretreatment agent) comprises a condensate (A1) of resorcin and formaldehyde, a rubber component (A2) containing a carboxyl-modified latex (carboxyl group-containing latex or carboxyl group-terminated latex), and a plurality of carbodiimide groups. It consists of a rubber composition (A) containing a curing agent (A3) containing a polycarbodiimide resin and a hydrophilic solvent (B).
- the first treatment agent mainly contains a condensate (RF condensate) of resorcin (R) and formaldehyde (F) in order to improve anti-fogging resistance.
- the RF condensate is excellent in compatibility with the carboxyl-modified latex, and can form a film that can achieve both flexibility and anti-glare property.
- the RF condensate (A1) is not particularly limited, and examples thereof include novolac type, resol type, and combinations thereof.
- the RF condensate is, for example, a reaction product (for example, a reaction product obtained by reacting resorcin with formaldehyde in the presence of water and a base catalyst (an alkali metal salt such as sodium hydroxide; an alkaline earth metal salt; ammonia or the like). , An initial condensate or a prepolymer).
- a reaction product for example, a reaction product obtained by reacting resorcin with formaldehyde in the presence of water and a base catalyst (an alkali metal salt such as sodium hydroxide; an alkaline earth metal salt; ammonia or the like).
- a base catalyst an alkali metal salt such as sodium hydroxide; an alkaline earth metal salt; ammonia or the like.
- An initial condensate or a prepolymer may be used together.
- aromatic monools such as a phenol and cresol
- aromatic di or polyols such as catechol and hydroquinone
- formaldehyde a condensate of formaldehyde (for example, trioxane, paraformaldehyde, etc.) may be used, or an aqueous solution of formaldehyde (formalin, etc.) may be used.
- formaldehyde for example, trioxane, paraformaldehyde, etc.
- formalin formalin, etc.
- the ratio of the RF condensate (A1) is, for example, 1 to 100 parts by weight, preferably 3 to 80 parts by weight (eg 5 to 50 parts by weight), more preferably 10 to 100 parts by weight with respect to 100 parts by weight of the rubber component (A2). It is about 40 parts by mass (particularly 20 to 30 parts by mass).
- the ratio of the RF condensate is within this range with respect to the flexible rubber component, the permeability of the treatment agent between the fibers is increased and the flexibility is secured to fix the aramid fibers (anti-scratch resistance). And the balance between flexibility (bending fatigue resistance) are adjusted.
- the rubber component (A2) contains carboxyl-modified latex.
- carboxyl-modified latex as the rubber component, the strength of the film formed by the first treatment agent can be improved, and the bending fatigue resistance can be maintained by the flexibility of the latex.
- the latex (rubber component) constituting the carboxyl-modified latex is not particularly limited.
- diene rubber natural rubber, isoprene rubber, butadiene rubber, chloroprene rubber, styrene butadiene rubber (SBR latex), styrene-butadiene-vinyl.
- VP latex Pyridine terpolymer latex
- NBR latex acrylonitrile butadiene rubber
- H-NBR latex hydrogenated nitrile rubber
- olefin rubber eg, ethylene- ⁇ -olefin elastomer, ethylene-propylene copolymer
- EPM ethylene-propylene-diene terpolymer
- acrylic rubber fluorine rubber, silicone rubber, urethane rubber, epichlorohydrin rubber, chlorosulfonated polyethylene Down (CSM), alkyl chlorosulfonated polyethylene (ACSM), olefin - vinyl ester copolymer (e.g., ethylene - vinyl acetate copolymer (EAM), etc.) and the like.
- These latexes (rubbers) can be used alone or in combination of two or more.
- diene rubber, chlorosulfonated polyethylene rubber, epichlorohydrin rubber and the like are widely used, and NBR latex is preferable from the viewpoint of excellent adhesion to rubber, and RF condensate (A1), resorcin, formaldehyde and latex are used.
- a diene rubber having a vinylpyridine skeleton is preferable from the viewpoint of excellent adhesion to the second treating agent.
- NBR latex is a conventional copolymer component [for example, vinyl compounds such as methacrylonitrile, (meth) acrylic acid, 2-methyl-5-vinylpyridine, isoprene, methyl Diene compounds such as butadiene and pentadiene] may be included.
- the acrylonitrile content (center value) in the NBR latex is, for example, about 10 to 50% by mass, preferably about 20 to 45% by mass, and more preferably about 30 to 43% by mass. If the acrylonitrile content is too low, the strength may decrease, and if the acrylonitrile content is too high, crosslinking may be difficult and durability may be reduced.
- Diene rubbers having a vinylpyridine skeleton include, in addition to butadiene and vinylpyridine, conventional copolymerization components [styrene, ⁇ -methylstyrene, chlorostyrene, (meth) acrylonitrile, (meth) acrylic acid, (meth) acrylic. Acid alkyl ester, etc.].
- aromatic vinyl monomers such as styrene are widely used. That is, as the vinylpyridine-butadiene copolymer, for example, a butadiene-vinylpyridine copolymer, a styrene-butadiene-vinylpyridine terpolymer (VP latex), or the like is widely used.
- the method for introducing a carboxyl group into these latexes is not particularly limited, but a method of copolymerizing an unsaturated carboxylic acid having an ethylenically unsaturated bond is usually used.
- unsaturated carboxylic acids include unsaturated monocarboxylic acids such as (meth) acrylic acid and crotonic acid; unsaturated polycarboxylic acids such as fumaric acid, maleic acid, itaconic acid, and butenetricarboxylic acid; Examples thereof include partially esterified products of unsaturated polyvalent carboxylic acids such as monoethyl acid and monomethyl itaconate. These unsaturated carboxylic acids can be used alone or in combination of two or more.
- carboxyl-modified latexes include, for example, carboxyl-modified acrylonitrile / butadiene copolymer latex (XNBR latex), carboxyl-modified hydrogenated acrylonitrile / butadiene copolymer latex (XHNBR latex), carboxyl-modified styrene / butadiene copolymer latex. (XSBR latex) and carboxyl-modified styrene / butadiene / vinylpyridine copolymer latex (XVP latex). These carboxyl-modified latexes can be used alone or in combination of two or more. Of these, XNBR latex and XVP latex are preferred.
- the rubber component may contain, in addition to the carboxyl-modified latex (carboxyl group-containing latex), a carboxyl group-free latex (unmodified latex) that is not modified with a carboxyl group.
- a carboxyl group-free latex unmodified latex
- examples of the unmodified latex include the latex exemplified as the latex constituting the carboxyl-modified latex.
- the ratio of the unmodified latex is 50% by mass or less, preferably 30% by mass or less (eg 0.1 to 30% by mass), more preferably 10% by mass or less (eg 1 to 10%) with respect to the entire rubber component. Mass%).
- the proportion of the carboxyl-modified latex may be 50% by mass or more, preferably 70% by mass or more, more preferably 90% by mass or more, based on the entire rubber component (A2). It may be formed of carboxyl-modified latex alone (100% by mass). If the proportion of the carboxyl-modified latex is too small, the strength of the film formed by the first treatment agent may be reduced.
- the curing agent (A3) includes a polycarbodiimide resin having a plurality of carbodiimide groups.
- the polycarbodiimide resin as a curing agent, the latex is cross-linked and reinforced by a cross-linking reaction between the carboxyl group and carbodiimide group of the latex, and the resulting coating can be toughened.
- the following chemical structural adhesion acts between the polycarbodiimide resin and the aramid fiber, so that the aramid fiber can be more firmly fixed.
- the polycarbodiimide resin is not particularly limited as long as it has a plurality of carbodiimide groups (—N ⁇ C ⁇ N—).
- R represents a divalent hydrocarbon group which may have a substituent
- the divalent hydrocarbon group includes an aliphatic hydrocarbon group, an alicyclic hydrocarbon group, an aromatic hydrocarbon group, and the like.
- Examples of the aliphatic hydrocarbon group include an alkylene group, an alkenylene group, and an alkynylene group.
- Examples of the alkylene group include C 1 such as methylene group, ethylene group, propylene group, trimethylene group, butylene group, tetramethylene group, hexamethylene group, isohexylene group, octamethylene group, isooctylene group, decamethylene group, and dodecamethylene group.
- a -20 alkylene group is a -20 alkylene group.
- alkenylene group examples include C 2-20 alkenylene groups such as vinylene group, arylene group, metalrylene group, 1-propenylene group, isopropenylene group, butenylene group, pentenylene group, hexenylene group and the like.
- alkynylene group examples include C 2-20 alkynylene groups such as ethynylene group and propynylene group.
- Examples of the alicyclic hydrocarbon group include a C 3-12 cycloalkylene group such as a cyclopropylene group, a cyclobutylene group, a cyclopentylene group, a cyclohexylene group, and a cyclododecane-diyl group; a C such as a cyclohexenylene group. 3-12 cycloalkenylene group; C 4-15 bridged cyclic hydrocarbon group such as bicycloheptanylene group and bicycloheptenylene group.
- aromatic hydrocarbon group examples include C 6-14 arylene groups such as a phenylene group and a naphthylene group.
- the hydrocarbon group may be, for example, a group in which two or more selected from an aliphatic hydrocarbon group, an alicyclic hydrocarbon group, and an aromatic hydrocarbon group are bonded.
- the group in which an aliphatic hydrocarbon group and an alicyclic hydrocarbon group are bonded include, for example, a cyclohexylenemethylene group, a methylenecyclohexylene group, a dicyclohexylmethane-4,4′-diyl group, and a dicyclohexylpropane-4,4.
- dicycloalkylalkane-diyl groups such as a '-diyl group.
- Examples of the group in which an aliphatic hydrocarbon group and an aromatic hydrocarbon group are bonded include diaryls such as a tolylene group, a xylylene group, a diphenylmethane-4,4′-diyl group, and a diphenylpropane-4,4′-diyl group. And alkane-diyl group.
- hydrocarbon groups a C 1-10 alkylene group such as a methylene group and a hexamethylene group, a C 5-8 cycloalkylene group such as a cyclohexylene group, a C 6-10 arylene group such as a phenylene group, A combination of hydrocarbon groups (for example, a combination of a C 1-10 alkylene group such as a dicyclohexylmethane-4,4′-diyl group and a C 5-8 cycloalkylene group) is preferable.
- substituent of these hydrocarbon groups include alkyl groups (C 1-10 alkyl groups such as methyl, ethyl, propyl, isopropyl, and butyl groups), alkenyl groups, cycloalkyl groups, aryl groups, Halogen atom (fluorine atom, chlorine atom, bromine atom, iodine atom, etc.), oxo group, hydroxyl group, carbonyl group, carboxyl group, amino group, alkoxy group (C 1-6 alkoxy group such as methoxy group, ethoxy group, etc.) , Acyl groups, mercapto groups, sulfonic acid (salt) groups, alkylthio groups, epoxy groups, cyano groups, phosphoric acid groups, and the like.
- alkyl groups C 1-10 alkyl groups such as methyl, ethyl, propyl, isopropyl, and butyl groups
- alkenyl groups alkenyl groups
- substituents can be used alone or in combination of two or more.
- C 1-4 alkyl groups such as isopropyl group
- hydrophilic groups such as hydroxyl group, carboxyl group, amino group, and sulfonic acid (salt) group are widely used.
- the polycarbodiimide resin may be a homopolymer in which the groups R constituting the repeating unit are the same hydrocarbon group or a copolymer in which different hydrocarbon groups are used.
- the polycarbodiimide resin is preferably a resin capable of forming micelles in the first treatment agent containing the hydrophilic solvent (B) (particularly water).
- the end group of the polycarbodiimide resin may be an isocyanate group, and further, at least a part of this isocyanate group is a group blocked with a blocking agent.
- the blocking agent may be any compound having a reactive group with an isocyanate group (such as amine or alcohol), but a blocking agent having a hydrophilic group is preferred from the viewpoint that hydrophilicity can be imparted to the polycarbodiimide resin.
- Such sequestering agents for example, di C 1-4 alkylamino C 1-4 alkanols such as dimethylaminoethanol, di C 1-4 alkylamino C 1-4 alkyl amines such as dimethylaminopropylamine, hydroxy propane Examples thereof include hydroxy C 1-4 alkane sulfonates such as sodium sulfonate, C 2-4 alkylene glycol mono C 1-4 alkyl ethers such as ethylene glycol monoethyl ether, and the like.
- di C 1-4 alkylamino C 1-4 alkanols such as dimethylaminoethanol
- di C 1-4 alkylamino C 1-4 alkyl amines such as dimethylaminopropylamine
- propane examples thereof include hydroxy C 1-4 alkane sulfonates such as sodium sulfonate, C 2-4 alkylene glycol mono C 1-4 alkyl ethers such as ethylene glycol monoethyl ether, and the like
- aqueous (water-soluble or water-dispersible) polycarbodiimide is superior in that it has excellent dispersibility in the first treatment agent containing the hydrophilic solvent (B) (particularly water) and can form micelles.
- Resins are preferred.
- the aqueous polycarbodiimide resin the repeating unit may have the hydrophilic group, and the terminal group may be blocked with a hydrophilic group. From the viewpoint of excellent reactivity of the carbodiimide group, the terminal group May be a polycarbodiimide resin blocked with a hydrophilic group.
- the aqueous polycarbodiimide resin When an aqueous polycarbodiimide resin is used as the polycarbodiimide resin, the aqueous polycarbodiimide resin can form micelles in the treatment agent, and the reactivity of the carbodiimide group in a hydrophilic solvent (especially in water) can be suppressed. Thus, the reactivity is recovered and it can function as a crosslinking agent.
- micelles can be formed in the first treatment agent by combining with a surfactant.
- a surfactant a conventional anionic surfactant, cationic surfactant, nonionic surfactant, amphoteric surfactant and the like can be used.
- the polycarbodiimide resin preferably has a carbodiimide group in a predetermined ratio in the molecule from the viewpoint that the reactivity with the carboxyl group of the carboxyl-modified latex is increased and the carboxyl-modified latex can be efficiently crosslinked.
- the chemical formula amount (NCN equivalent) per mole of carbodiimide groups of the polycarbodiimide resin may be 600 or less, for example 200 to 600, preferably 250 to 500, more preferably 300 to 450 (particularly 350 to 450). ) If the NCN equivalent is too large, the reactivity with the carboxyl-modified latex may be reduced.
- the degree of polymerization of the polycarbodiimide resin may be 2 or more, for example, 2 to 100, preferably 3 to 50, and more preferably 5 to 30 (especially 6 to 10).
- polycarbodiimide resin commercially available polycarbodiimide resins can be used.
- “Carbodilite (registered trademark)” series (E-02, E-03A, manufactured by Nisshinbo Chemical Co., Ltd.) commercially available as a crosslinking agent for aqueous resins. E-05) can be used.
- the curing agent (A3) may contain other conventional curing agents as long as the effects of the present invention are not impaired.
- the other curing agent may have a plurality of groups capable of reacting with a carboxyl group, and examples thereof include polyisocyanates, polyols, and polyamines.
- blocked isocyanate blocked polyisocyanate
- a conventional blocked isocyanate can be used as the blocked isocyanate.
- An aliphatic polyisocyanate or a derivative thereof eg, hexamethylene diisocyanate (HDI) or a trimer thereof
- an aromatic polyisocyanate tolylene diisocyanate (TDI), xylylene Range isocyanate (XDI) and the like
- the blocking agent for example, oximes and lactams are widely used.
- the dissociation temperature of the blocked isocyanate may be higher than the temperature (room temperature) in the immersion treatment with the first treatment agent and not more than the heat treatment temperature after the immersion treatment, for example, 80 to 220 ° C, preferably 100 to 200 ° C, More preferably, it is about 120 to 180 ° C.
- the ratio of the blocked isocyanate may be 1000 parts by mass or less with respect to 100 parts by mass of the polycarbodiimide resin, for example, about 10 to 500 parts by mass, preferably about 30 to 300 parts by mass, and more preferably about 50 to 200 parts by mass. is there. If the proportion of blocked isocyanate is too large, the anti-fogging property may be reduced.
- the ratio of the polycarbodiimide resin with respect to the entire curing agent (A3) is, for example, 10% by mass or more, preferably 50% by mass or more, more preferably 80% by mass or more (particularly 90% by mass or more), and 100 The mass% (only polycarbodiimide resin) may be sufficient.
- the ratio of the curing agent (A3) (especially polycarbodiimide resin) can be selected from the range of about 0.1 to 20 parts by mass with respect to 100 parts by mass of the rubber component (A2) (particularly carboxyl-modified latex).
- 0.5 to 15 parts by mass (for example, 0.8 to 12 parts by mass) is preferable from the viewpoint that the reaction between the carboxyl group and the curing agent (particularly polycarbodiimide resin) easily occurs and the carboxyl-modified latex can be efficiently crosslinked.
- the proportion of the curing agent is too small, there is a possibility that the adhesion between fibers is reduced and the anti-glare property is lowered, and if too much, the anti-glare property and the bending fatigue resistance (flexibility) may be lowered. .
- the rubber composition (A) is a conventional additive, for example, a reactive binder resin (such as an epoxy compound) or an organic solvent (such as a reactive diluent such as a monocarbodiimide compound) as long as the effects of the present invention are not impaired. , Curing accelerators, adhesion improvers, fillers, anti-aging agents, lubricants, tackifiers, stabilizers, coupling agents, plasticizers, lubricants, colorants, and the like.
- the proportion of conventional additives may be 30% by mass or less with respect to the entire first treatment agent, for example, 0.01 to 30% by mass, preferably 0.05 to 20% by mass, and more preferably 0.8%. It is about 1 to 10% by mass.
- hydrophilic solvent In this invention, since the solvent of a 1st processing agent is a hydrophilic solvent (B), compared with a hydrophobic solvent, the load with respect to an environment is small.
- the hydrophilic solvent (B) include water, lower aliphatic alcohols (eg, C 1-4 alkyl alcohols such as ethanol and isopropanol), alkylene glycols (eg, ethylene glycol, diethylene glycol, propylene glycol, etc.), Ketones (acetone etc.) etc. are mentioned. These hydrophilic solvents can be used alone or in combination of two or more. Of these, hydrophilic solvents containing water are preferred, with water alone being particularly preferred.
- the ratio of the rubber composition (A) in the first treatment agent can be selected from the range of about 1 to 50% by mass.
- the fibers For example, 2 to 30% by mass, preferably 5 to 28% by mass, more preferably 10 to 25% by mass (especially 15 to 20 mass%). If the ratio of the rubber composition (A) is too small, the fibers cannot be firmly bonded to each other, and there is a risk that the core wire may be frayed. If it is too much, a solid mass is formed on the surface of the processed core wire. There is a fear.
- the peel strength (adhesive strength) between the aramid core wire and rubber is high when the peeled state is destruction of the rubber part, and if the peel is caused by breakage between fibers, fiber breakage, or film breakage, Although the force (adhesive force) is reduced, when such a first treatment agent is used, the peeled state results in the destruction of the rubber part, and the adhesion between the aramid core wire and the rubber composition can be improved.
- the method for preparing the first treatment agent is not particularly limited, and for example, it may be prepared by stirring and mixing all at once, or by dividing and stirring and mixing.
- the method for treating the first treatment agent on the untreated yarn of the core wire for the transmission belt is not particularly limited, and examples thereof include spraying, coating, and dipping. Of these treatment methods, immersion is widely used.
- the immersion time may be, for example, about 1 to 20 seconds, preferably about 2 to 15 seconds.
- the drying temperature may be, for example, about 100 to 250 ° C., preferably about 130 to 240 ° C., more preferably about 150 to 230 ° C. (especially 180 to 220 ° C.).
- the drying time may be, for example, about 10 seconds to 30 minutes, preferably about 30 seconds to 10 minutes, and more preferably about 1 to 5 minutes.
- the drying may be performed by applying tension to the untreated yarn of the core wire for the transmission belt.
- the tension may be, for example, about 5 to 15N, preferably about 10 to 15N.
- the average thickness of the film formed by the first treating agent can be selected from the range of, for example, about 0.001 to 20 ⁇ m, for example, 0.05 to 18 ⁇ m, preferably 0.1 to 15 ⁇ m, more preferably 1 to 12 ⁇ m (particularly 5 to 10 ⁇ m). If the thickness is too thin, the peel adhesive strength between the aramid cord and the rubber may be reduced, and if it is too thick, the shear bond strength between the aramid cord and the rubber may be reduced.
- the thickness of the coating can be measured by a method using a scanning electron microscope. Specifically, using a scanning electron microscope, the cross section of the treatment cord of the aramid cord treated with the treatment agent is observed, the thickness of the film at any 10 points is measured, and the average value can be obtained. .
- the first treated yarn treated with the first treating agent may be used as it is as a transmission belt core wire, but may be further treated with a second treating agent containing resorcinol, formaldehyde and latex.
- a second treating agent containing resorcinol, formaldehyde and latex By passing through the process (2nd process process) processed with such a 2nd processing agent, the adhesiveness of the core wire for transmission belts and a transmission belt main body can be improved further.
- the second treating agent (unvulcanized rubber composition or RFL liquid) contains resorcin (R), formaldehyde (F), and rubber or latex (L). Resorcin (R) and formaldehyde (F) may be contained in the form of these condensates (RF condensates).
- R resorcin
- F formaldehyde
- L rubber or latex
- Resorcin (R) and formaldehyde (F) may be contained in the form of these condensates (RF condensates).
- the second treating agent forms a coating on the coating of the first treating agent and improves the converging property of the twisted cord.
- the film formed by the second treatment agent is firmly bonded to the film formed by the third treatment agent, and the films formed by the first to third treatment agents can be firmly integrated.
- the RF condensate As the RF condensate, the RF condensate exemplified in the section of the first treatment agent can be used.
- the rubber constituting the latex is not particularly limited as long as it can impart flexibility to the aramid core wire.
- diene rubber for example, natural rubber, isoprene rubber, butadiene rubber, chloroprene rubber, styrene butadiene rubber, vinylpyridine- Styrene-butadiene copolymer rubber, acrylonitrile butadiene rubber (nitrile rubber), hydrogenated products of these diene rubbers, etc.
- olefin rubber for example, ethylene- ⁇ -olefin rubber (ethylene- ⁇ -olefin elastomer), Polyoctenylene rubber, ethylene-vinyl acetate copolymer rubber, chlorosulfonated polyethylene rubber, alkylated chlorosulfonated polyethylene rubber, etc.] acrylic rubber, silicone rubber, urethane rubber, epichlorohydrin rubber, fluoro rubber, etc. Combinations can be exemplified.
- the rubber constituting the latex can be appropriately selected according to the type of latex of the first treatment agent (for example, carboxyl-modified latex or unmodified latex), the type of rubber of the third treatment agent described later, and the like.
- the type of latex of the first treatment agent for example, carboxyl-modified latex or unmodified latex
- the type of rubber of the third treatment agent described later and the like.
- rubbers of the same or the same type as those of these rubbers can be suitably used.
- the same or the same type of rubber as the first treatment agent particularly, the carboxyl-modified latex of the first treatment agent.
- the same rubber can be used particularly preferably.
- the ratio of the latex to 100 parts by mass of the RF condensate can be selected from the range of about 40 to 700 parts by mass in terms of solid content, for example, 50 to 600 parts by mass, preferably 100 to 550 parts by mass, and more preferably It may be about 200 to 500 parts by mass (particularly 300 to 450 parts by mass).
- the second treatment agent usually contains water in many cases.
- the second treating agent may be a reactive binder resin (such as an epoxy compound) or an additive exemplified in the third treating agent (for example, a vulcanizing agent, a vulcanization accelerator, a co-addition). (Sulfur agent, adhesion improver, filler, anti-aging agent, lubricant, etc.).
- the total solid concentration of the second treatment agent (concentration obtained by dividing the total mass of the solid content of the RF condensate and the solid content of the latex by the mass of the treatment agent) is, for example, 0.1 to 20% by mass, preferably The amount may be about 0.5 to 15% by mass (for example, 1 to 11% by mass), more preferably about 1.5 to 10% by mass (particularly 2 to 10% by mass).
- the amount may be about 0.5 to 15% by mass (for example, 1 to 11% by mass), more preferably about 1.5 to 10% by mass (particularly 2 to 10% by mass).
- a preferable drying temperature may be about 150 to 250 ° C. (particularly 200 to 240 ° C.).
- the average thickness of the film formed by the second treating agent may be, for example, about 0.05 to 30 ⁇ m, preferably about 0.1 to 5 ⁇ m.
- the second treated yarn of the transmission belt core wire treated with the second treating agent may be treated with a third treating agent (unvulcanized rubber composition or rubber paste) containing rubber.
- a third treating agent unvulcanized rubber composition or rubber paste
- the coating formed by the third treatment agent adheres firmly to the rubber part of the transmission belt.
- the adhesion between the aramid core wire and the transmission belt body (particularly the adhesive rubber layer) can be further improved.
- the rubber component in the latex in the first treatment agent and the rubber component contained in the third treatment agent are vulcanized and bonded to form the first treatment agent. Can be firmly integrated with the coated film.
- the said adhesiveness can be improved without passing through a 2nd process process, it is excellent in simplicity (productivity of a core wire).
- the rubber can be appropriately selected according to the type of rubber contained in the first treatment agent or the second treatment agent, the type of rubber in the rubber layer in which the core wire (especially an aramid core wire) is embedded in the transmission belt, 2 Rubbers exemplified in the section of the treating agent, for example, olefin rubber (for example, ethylene- ⁇ -olefin elastomer (or ethylene- ⁇ -olefin rubber, ethylene propylene diene rubber (EPDM), etc.), chlorosulfonated polyethylene rubber, Examples thereof include alkylated chlorosulfonated polyethylene rubber) and diene rubber (for example, chloroprene rubber, nitrile rubber, hydrogenated nitrile rubber, etc.). These rubbers can be used alone or in combination of two or more.
- olefin rubber for example, ethylene- ⁇ -olefin elastomer (or ethylene- ⁇ -olefin rubber, ethylene propylene diene rubber (EPDM), etc
- the third treatment agent may be a conventional additive, if necessary, for example, a vulcanizing agent (or a crosslinking agent), a co-vulcanizing agent (or a co-crosslinking agent), a vulcanization accelerator (or a crosslinking aid). ), Vulcanization retarder, adhesion improver, filler, anti-aging agent, tackifier, stabilizer, coupling agent, plasticizer, lubricant, colorant, solvent and the like.
- An additive can be used individually or in combination of 2 or more types.
- vulcanizing agents, co-curing agents, vulcanization accelerators, adhesion improvers, fillers, anti-aging agents, lubricants, solvents, and the like are widely used.
- Vulcanizing agents can be classified into sulfur-based vulcanizing agents and non-sulfur-based vulcanizing agents.
- sulfur-based vulcanizing agent include sulfur (eg, powdered sulfur, precipitated sulfur, colloidal sulfur, insoluble sulfur, highly dispersible sulfur, etc.), sulfur compounds (eg, sulfur chloride such as sulfur monochloride, sulfur dichloride, etc.) And the like.
- non-sulfur vulcanizing agent examples include organic peroxides [for example, diacyl peroxide, peroxy ester, dialkyl peroxide (for example, dicumyl peroxide, t-butylcumyl peroxide, 1,1-di-).
- organic peroxides for example, diacyl peroxide, peroxy ester, dialkyl peroxide (for example, dicumyl peroxide, t-butylcumyl peroxide, 1,1-di-).
- Vulcanizing agents can be used alone or in combination of two or more.
- the proportion of the vulcanizing agent is, for example, 30 parts by mass or less, preferably 0.01 to 20 parts by mass, more preferably 0.1 to 15 parts by mass (particularly 0.5 to 10 parts by mass) with respect to 100 parts by mass of rubber. ) Degree.
- co-vulcanizing agent examples include metal oxides such as zinc oxide, magnesium oxide, calcium oxide, barium oxide, iron oxide, copper oxide, titanium oxide, and aluminum oxide.
- a co-vulcanizing agent can be used individually or in combination of 2 or more types.
- the proportion of the co-vulcanizing agent is, for example, 30 parts by mass or less, preferably 0.1 to 20 parts by mass, more preferably 0.5 to 15 parts by mass (particularly 1 to 10 parts by mass) with respect to 100 parts by mass of rubber. ) Degree.
- vulcanization accelerator examples include thiuram accelerators (for example, tetramethylthiuram monosulfide (TMTM), tetramethylthiuram disulfide (TMTD), tetraethylthiuram disulfide (TETD), tetrabutylthiuram disulfide (TBTD).
- TMTM tetramethylthiuram monosulfide
- TMTD tetramethylthiuram disulfide
- TETD tetraethylthiuram disulfide
- TBTD tetrabutylthiuram disulfide
- thiazol accelerators eg 2-mercaptobenzothiazol or salts thereof
- sulfenamide accelerators eg N-cyclohexyl-
- 2-benzothiazylsulfenamide urea accelerators (for example, ethylenethiourea), and combinations thereof.
- the proportion of the vulcanization accelerator is, for example, 30 parts by mass or less, preferably 0.1 to 20 parts by mass, more preferably 0.5 to 15 parts by mass (particularly 1 to 10 parts by mass) with respect to 100 parts by mass of rubber. It may be a degree.
- adhesion improver examples include RF condensates exemplified in the section of the first treatment agent, condensates of melamines and aldehydes (for example, melamine-formaldehyde condensate, hexa C 1-4 alkoxymethylol melamine, etc.) , epoxy compounds (e.g., alkane tri to hexa-ol polyglycidyl ethers, poly C 2-4 alkylene glycol diglycidyl ethers, such as C 6-8 port real country or tetraol polyglycidyl ether), isocyanate compounds (e.g., polymethylene polyphenylene Examples thereof include polyisocyanates and the like, and combinations thereof.
- a commercially available adhesive such as “Chemlock 402” manufactured by Lord Corporation may be used.
- the ratio of the adhesion improver is, for example, 50 parts by mass or less, preferably 0.1 to 40 parts by mass, more preferably 0.5 to 30 parts by mass (particularly 1 to 20 parts by mass) with respect to 100 parts by mass of rubber. It may be a degree.
- Fillers include organic or inorganic fillers such as particulate fillers (eg, carbon black (eg, furnace black such as SAF, ISAF, HAF, MAF, FEF, GPF, SRF, etc.) , Silica (dry silica, wet silica), calcium carbonate, talc, etc.], fibrous fillers (eg, short fibers such as polyamide fibers, glass fibers, carbon fibers, etc.), combinations thereof, and the like.
- particulate fillers eg, carbon black (eg, furnace black such as SAF, ISAF, HAF, MAF, FEF, GPF, SRF, etc.)
- Silica dry silica, wet silica
- calcium carbonate talc
- fibrous fillers eg, short fibers such as polyamide fibers, glass fibers, carbon fibers, etc.
- inorganic fillers for example, granular fillers such as carbon black and silica are widely used.
- the ratio of the filler may be, for example, about 1 to 80 parts by mass, preferably 5 to 70 parts by mass, and more preferably about 10 to 60 parts by mass with respect to 100 parts by mass of the rubber.
- anti-aging agent examples include amine-based anti-aging agents [for example, aromatic secondary amines (for example, N-phenyl-1-naphthylamine, octylated diphenylamine, 4,4′-bis ( ⁇ , ⁇ -dimethyl).
- aromatic secondary amines for example, N-phenyl-1-naphthylamine, octylated diphenylamine, 4,4′-bis ( ⁇ , ⁇ -dimethyl).
- a phenolic antioxidant eg, monophenols (eg, 2,6- Di-t-butyl-4-methylphenol), bisphenols (for example, 2,2′-methylenebis (4-me Til-6-t
- the proportion of the antioxidant is, for example, 30 parts by mass or less, preferably 0.1 to 20 parts by mass, more preferably 0.5 to 15 parts by mass (particularly 1 to 10 parts by mass) with respect to 100 parts by mass of rubber. It may be.
- the lubricant examples include higher saturated fatty acids or salts thereof (for example, stearic acid, metal stearate), wax, paraffin, and combinations thereof.
- the ratio of the lubricant is, for example, 30 parts by mass or less, preferably 0.1 to 20 parts by mass, more preferably 0.5 to 15 parts by mass (particularly 1 to 10 parts by mass) with respect to 100 parts by mass of the rubber. May be.
- the solvent examples include hydrocarbons (for example, aromatic hydrocarbons such as toluene and xylene), halogenated hydrocarbons (for example, haloalkanes such as methylene chloride and chloroform), alcohols (such as ethanol, propanol, and isopropanol).
- Alkanols for example, ethers (for example, cyclic ethers such as dioxane and tetrahydrofuran), esters (for example, ethyl acetate and the like), ketones (for example, chain ketones such as acetone and methyl ethyl ketone, and cyclic ketones such as cyclohexanone), Examples include cellosolves and carbitols.
- the solvent may be used alone or as a mixed solvent.
- the ratio of the solvent may be, for example, about 0.5 to 50 parts by mass, preferably about 1 to 20 parts by mass with respect to 1 part by mass of the rubber.
- Typical third treatment agents include rubber, RF condensate and additives (for example, vulcanizing agents, co-curing agents, vulcanization accelerators, adhesion improvers, fillers, anti-aging agents, lubricants) And rubber paste in which a composition containing is dissolved in a solvent.
- the rubber concentration relative to the rubber paste is not particularly limited, and may be, for example, about 1 to 20% by mass, preferably 2 to 15% by mass, and more preferably about 3 to 10% by mass.
- a preferable drying temperature may be about 100 to 250 ° C. (especially 150 to 200 ° C.).
- Adhesion rate of the third treatment agent adhering to the third treatment yarn of the transmission belt core wire treated with the first treatment agent (and the second treatment agent if necessary) and the third treatment agent [(depending on the third treatment agent [Mass after treatment ⁇ mass before treatment with the third treatment agent) / mass after treatment with the third treatment agent ⁇ 100] may be, for example, about 1 to 20 mass%, preferably about 5 to 15 mass%. .
- the average thickness of the film formed by the third treatment agent is not particularly limited, and may be, for example, about 1 to 20 ⁇ m, preferably about 5 to 15 ⁇ m.
- the core wire for a transmission belt obtained by the manufacturing method of the present invention is a core wire for a transmission belt provided with a rubber composition between the surface and the fiber by the manufacturing method, and at least the carboxyl-modified latex between the surface and the fiber.
- a cured product of polycarbodiimide resin it is preferable to further include a cured product of RFL liquid by being treated with the second treatment agent, and further by being treated with the third treatment agent. It is particularly preferable to include a rubber composition for use.
- the core wire obtained by the production method of the present invention is suitable for use in a transmission belt, and is normally used by being embedded in a rubber layer of the transmission belt.
- the rubber layer can be appropriately selected according to the use of the transmission belt.
- an aramid cord is selected from diene rubber (natural rubber, styrene butadiene rubber, chloroprene rubber, etc.), olefin rubber ( It may be embedded in a rubber layer formed of rubber (or a composition thereof) such as EPDM.
- the core wire for the transmission belt may be an aramid core wire obtained by the above manufacturing method. That is, the aramid core wire for a transmission belt is treated with the first treatment agent (and further, with the second treatment agent or the third treatment agent, or with the second treatment agent and the third treatment agent, as necessary) An impregnated aramid multifilament yarn (for example, twisted cord) may be used. Further, the aramid core wire for the transmission belt is treated (for example, coated or impregnated) with the first treatment agent (further, the second treatment agent or the third treatment agent, or the second treatment agent and the third treatment agent as necessary). Then, a vulcanized aramid multifilament yarn may be used.
- the average diameter of the core wire for the transmission belt may be, for example, about 0.3 to 3.6 mm, preferably about 0.5 to 3.1 mm, and more preferably about 0.6 to 2.7 mm.
- the power transmission belt only needs to include the power transmission core, and usually a rubber layer in which the power transmission core (in particular, a plurality of power transmission cores) is embedded along the longitudinal direction (or circumferential direction) of the belt. It is often a transmission belt provided.
- the spacing between adjacent core wires (spinning pitch) may be, for example, about 0.5 to 3 mm, preferably about 0.6 to 1.5 mm, and more preferably about 0.7 to 1.3 mm.
- the transmission belt may be a transmission belt that has an adhesive rubber layer and a compression rubber layer on one surface of the adhesive rubber layer, and the adhesive rubber layer embeds a core wire for the transmission belt.
- An extended rubber layer may be provided on the other surface of the adhesive rubber layer.
- the transmission belt may cover (or laminate) a part (for example, the surface of the stretch rubber layer and / or the compression rubber layer) or the whole of the belt main body made of a rubber layer with a reinforcing cloth.
- transmission belts examples include V belts such as a wrapped V belt and a low edge V belt, a V-ribbed belt, a flat belt, and a toothed belt.
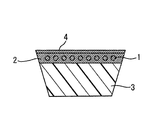
- FIG. 1 is a schematic sectional view showing a V-ribbed belt which is an example of a transmission belt including a transmission belt core wire obtained by the manufacturing method of the present invention.
- an adhesive rubber layer 2 having a transmission belt core wire 1 embedded in the longitudinal direction of the belt, a compressed rubber layer 3 formed on one surface (inner peripheral surface) of the adhesive rubber layer, and the adhesive rubber layer And a stretched rubber layer 4 formed on the other surface (outer peripheral surface or back surface), and ribs 5 of V-shaped grooves are formed in the compressed rubber layer 3.
- the compressed rubber layer 3 contains short fibers 6 in order to improve the side pressure resistance of the transmission belt.
- the adhesive rubber layer 2, the compressed rubber layer 3, and the stretch rubber layer 4 are each a rubber composition [olefin rubber (for example, ethylene- ⁇ -olefin) containing the same components as those contained in the third treatment agent. In many cases, it is formed of a rubber composition or the like containing an elastomer. Further, a reinforcing fabric formed of a woven fabric, a nonwoven fabric, a knitted fabric or the like may be laminated on the back surface of the stretch rubber layer 4.
- FIG. 2 is a schematic cross-sectional view showing a low edge V-belt which is another example of a transmission belt including a transmission belt core wire obtained by the manufacturing method of the present invention.
- the belt shown in FIG. 2 is a V-ribbed belt shown in FIG. 1 except that the rib 5 is not formed on the compressed rubber layer 3 and a trapezoidal shape in which the belt width decreases from the outer peripheral surface toward the inner peripheral surface. It is configured in the same way.
- a plurality of cogs (convex portions) may be formed at predetermined intervals along the longitudinal direction of the belt.
- a reinforcing fabric formed of a woven fabric, a nonwoven fabric, a knitted fabric or the like may be laminated on the surface (inner peripheral surface) of the compressed rubber layer 3 and the surface (outer peripheral surface) of the stretched rubber layer 4.
- a compression rubber layer sheet and a first adhesive rubber layer sheet are sequentially wound around a cylindrical molding drum, and a transmission belt core wire is spun into a spiral shape, and further, a second bonding is performed.
- a rubber layer sheet and a stretch rubber layer sheet are sequentially wound to form a laminated body, and the laminated body is vulcanized to produce a vulcanized belt sleeve.
- the cylindrical vulcanized belt sleeve is cut in the circumferential direction. Formed. At the time of this cutting, the core wire for the transmission belt arranged or oriented in the circumferential direction is also cut, and the core wire for the transmission belt is exposed on the side surface (cut surface) of the transmission belt.
- the transmission belt core wire treated with a specific treatment agent is embedded in the adhesive rubber layer, and the transmission belt core wire has a high binding property between the filaments.
- the belt for the transmission belt is not unraveled on the side surface of the belt, the pop-out of the transmission belt can be effectively prevented, and the durability of the transmission belt can be remarkably improved.
- the transmission belt is not limited to the V-ribbed belt and the low-edge V-belt, and can be used for a toothed belt, a flat belt, and the like.
- the transmission belt is a conventional method, for example, a cylindrical belt in which a core wire for a transmission belt treated with a specific treatment agent is sandwiched between a pair of unvulcanized rubber sheets (including an unvulcanized laminated rubber sheet).
- the laminate can be vulcanized to produce a transmission belt precursor (vulcanized belt sleeve), and this cylindrical transmission belt precursor can be cut in the circumferential direction.
- the transmission belt core wire obtained by the manufacturing method of the present invention is applied, fuzz and fraying of the transmission belt core wire are not generated on the side surface of the transmission belt even if cutting is performed in this way.
- the pair of unvulcanized rubber sheets may be the same or different, and is often formed of a rubber composition containing the components exemplified in the third treatment agent.
- Carboxyl-modified NBR latex (COOH-modified NBR): “Nipol 1571CL” manufactured by Nippon Zeon Co., Ltd., active ingredient 38 mass%, high nitrile type carboxyl-modified styrene / butadiene / vinylpyridine copolymer latex (COOH modified VP): Nippon Zeon "NipolLX603" manufactured by Co., Ltd., active ingredient 36% by mass
- Unmodified NBR latex (unmodified NBR): “Nipol 1562” manufactured by Nippon Zeon Co., Ltd., active ingredient 38% by mass, medium-high nitrile type EPDM: “IP3640” manufactured by DuPont Dow Elastomer Japan Co., Ltd., Mooney viscosity 40 (100 ° C).
- RFL solution Table 1 shows the components of the RFL solution. First, resorcin and water were added to a container and dissolved by stirring at room temperature (about 25 ° C.) for 10 minutes. Then, 37 mass% formalin was further added and stirred at room temperature for 10 minutes. After stirring, the mixture was aged at room temperature for 60 minutes to prepare solution A.
- Polycarbodiimide dispersion A “Carbodilite E-02” manufactured by Nisshinbo Chemical Co., Ltd., active ingredient 40 mass%, NCN equivalent 445
- Polycarbodiimide dispersion B “Carbodilite E-05” manufactured by Nisshinbo Chemical Co., Ltd., active ingredient 40 mass%, NCN equivalent 310
- Block isocyanate dispersion “Elastolon BN-27” manufactured by Daiichi Kogyo Seiyaku Co., Ltd., active ingredient 30 mass%, dissociation temperature 180 ° C.
- Water-soluble epoxy compound “Denacol EX313” manufactured by Nagase ChemteX Corporation, liquid, 100% by mass of active ingredient.
- HAF carbon black “Seast 3” manufactured by Tokai Carbon Co., Ltd.
- Hydrous silica “Nippil VN3” manufactured by Tosoh Silica Co., Ltd., specific surface area 240 m 2 / g RF condensate: resorcinol less than 20%, formalin less than 0.1% resorcin / formaldehyde condensate anti-aging agent: “Nonflex OD3” manufactured by Seiko Chemical Co., Ltd.
- Vulcanization accelerator MBTS 2-mercaptothiazoline, dibenzothiazyl disulfide
- Vulcanization accelerator DM Di-2-benzothiazolyl disulfide
- Paraffin oil “Diana Process Oil” manufactured by Idemitsu Kosan Co., Ltd.
- Polyamide short fiber “66 nylon” manufactured by Asahi Kasei Corporation.
- aramid fiber twisted cord One bundle of aramid fiber filaments (referred to as aramid fiber single yarn) made of untwisted ribbons made of 1670 dtex (1000 filaments) aramid fibers (“Technola T-200” manufactured by Teijin Ltd.) The lower twisted number was 4 times / 10 cm, and two lower twisted yarns were bundled, and the upper twisted number was 13 times / 10 cm, and the upper twisted in the same direction as the lower twisted, and a Lang twisted twisted cord was obtained. For the twisted cord, both S twist and Z twist were produced.
- ⁇ There is no fray on the end face when the belt is cut. ⁇ : There is a slight fray on the end face when the belt is cut (the filaments are concentrated and do not spread). X: There is a fuzz on the end face when the belt is cut (spreads in units of filaments and spreads like flowers).
- the evaluation “ ⁇ ” is mainly caused by external factors such as friction, and is at a level acceptable as a product.
- the evaluation “x” is a flaw due to the intrinsic cause of the processing code and cannot be accepted as a product. Intrinsic means that the binding force between fibers due to processing is inferior to the resilience against distortion caused by post-processing such as twisting and drawing that aramid fibers have in the processing cord.
- the V-ribbed belts produced in the examples and comparative examples were driven pulley 11 (diameter 120 mm, rotation speed: 4900 rpm), driven pulley 12 (diameter 120 mm, load: 8.8 kW), idler pulley 13 ( 70 mm in diameter) and a tension pulley 14 (45 mm in diameter, axial load: 21 kgf (constant)), and measured for tensile strength at break (residual strength) (N) after running for 300 hours at an ambient temperature of 120 ° C. Bending fatigue resistance was evaluated.
- the belt running test the belt continues to undergo reverse bending and repeated bending with a minimum pulley diameter of 45 mm, and the bending fatigue of the aramid fiber and the fatigue failure of the inter-fiber treatment layer synergistically reduce the tensile strength of the cord and the belt. Let Therefore, it can be determined that the higher the remaining strength, the better the bending fatigue resistance and the durability of the belt. As a detailed index, a strength retention of 80% or more is good, and 70% is slightly inferior, but there is no problem as a product (it becomes NG depending on use conditions).
- Example 1 to 9 and Comparative Examples 1 to 5 (Preparation of first treatment agent) Polycarbodiimide resin, blocked isocyanate, and water-soluble epoxy compound are represented on the RFL liquid (RFL-X, RFL-Y, RFL-Z, RFL-W) or carboxyl-modified latex containing no RF condensate having the composition shown in Table 1.
- the first treatment agent having the composition shown in Tables 2 and 3 was prepared by mixing at a ratio shown in 2 and 3 and stirring at room temperature for 10 minutes.
- the untreated twisted cord was dipped in the first treatment agent for 10 seconds and dried at 150 ° C. for 2 minutes (first treatment step).
- the twisted yarn cord treated with the first treatment agent was immersed in the second treatment agent for 10 seconds, and dried at 230 ° C. for 2 minutes (second treatment step).
- the twisted cord treated with the second treatment agent is immersed in the third treatment agent for 3 seconds, and the immersion / drying treatment is repeated 3 times at 100 ° C. for 1 minute, and then heated for another 2 minutes. Processed (3rd process process).
- Example 5 the twisted cords treated with the first treatment agent were not treated with the second treatment agent, but treated with the third treatment agent in the same manner as in the other Examples and Comparative Examples. Processing code was obtained.
- the molding mold was placed in a vulcanizing can and vulcanized in a state where a vulcanizing jacket was disposed outside the compressed rubber layer sheet.
- the cylindrical vulcanized rubber sleeve obtained by vulcanization is taken out from the molding mold, the compressed rubber layer of the vulcanized rubber sleeve is ground simultaneously with a plurality of V-shaped grooves by a grinder, and then the vulcanized rubber sleeve is cut into rings.
- a V-ribbed belt having a circumferential length of 1000 mm having three ribs was obtained by cutting in the circumferential direction with a cutter (the obtained belt is a cross-sectional view in the direction shown in FIG. It was in parallel with the Z-twisted processing cord).
- Table 9 shows the evaluation results of the obtained belt.
- the first treating agent of Example 1 also contains an RF condensate, a carboxyl-modified latex, and a polycarbodiimide resin, but the amount of the polycarbodiimide resin is 1 part by mass as compared with Examples 2 to 4. Therefore, the anti-fogging property was lowered, but it was at a level acceptable as a product.
- the first treating agent of Example 6 is an example in which the blending amount of the polycarbodiimide resin is as small as 0.5 parts by mass. However, since the anti-fogging property is considerably reduced as compared with Examples 1 to 5, It can be said that the effect on anti-glare property is small.
- the first treating agent of Example 7 is an example in which the blending amount of the polycarbodiimide resin is increased to 15 parts by mass. However, when the amount is too large, the effect of improving the anti-fogging property has reached its peak, or rather decreased. The reason for this is considered to be that the carbodiimide group becomes excessive with respect to the active hydrogen group, and the unreacted polycarbodiimide resin reduces the adhesive strength. Furthermore, the bending fatigue resistance was also reduced as compared with Examples 1-5.
- the first treating agent of Comparative Examples 1 and 2 is an example in which a blocked isocyanate is used in place of the polycarbodiimide resin, but the anti-glare property is lower than in Examples 1 to 5, and the carboxyl-modified latex and It can be said that the combination with the blocked isocyanate has a smaller effect on the anti-fogging property than the combination with the polycarbodiimide resin.
- the first treating agent of Example 5 is an example in which, in addition to the polycarbodiimide resin as a curing (crosslinking) agent, the block isocyanate is also used as a curing (crosslinking) agent and not treated with the second treating agent with respect to the formulation of Example 3.
- the effect of the blocked isocyanate was small, and although the anti-fogging property was lower than that of Example 3, it was an acceptable level as a product.
- the polycarbodiimide resin is more excellent in the anti-fogging property in Example 5 in which the polycarbodiimide resin is used in combination. Can be said to be more effective.
- the first treatment agent of Comparative Example 3 is an example in which an unmodified latex was used instead of a carboxyl-modified latex with respect to the formulation of Example 3, but the anti-glare property was lower than that of Example 3. It can be said that a combination of a carboxyl-modified latex and a polycarbodiimide resin is effective.
- the first treating agent of Example 9 is an example in which a carboxyl-modified styrene / butadiene / vinylpyridine copolymer latex is used as a carboxyl-modified latex in place of the carboxyl-modified NBR latex with respect to the formulation of Example 3.
- a carboxyl-modified styrene / butadiene / vinylpyridine copolymer latex is used as a carboxyl-modified latex in place of the carboxyl-modified NBR latex with respect to the formulation of Example 3.
- the rubber component of the carboxyl-modified latex used for the first treatment agent is not limited to NBR, and even a different rubber component is effective.
- the first treatment agent of Comparative Example 4 is an example in which an RF condensate, latex, and a water-soluble epoxy compound are combined and does not contain a curing (crosslinking) agent, but in Examples 1 to 5 using a curing (crosslinking) agent, Compared to the anti-glare property.
- the first treatment agent of Comparative Example 5 is an example in which a carboxyl-modified latex and a polycarbodiimide resin are combined and does not contain an RF condensate, but the anti-fogging property is reduced as compared with Examples 1-5. It turns out that the processing agent containing RF condensate, carboxyl modified latex, and polycarbodiimide resin is effective.
- Example 8 is a processing agent containing RF condensate, carboxyl modification latex, and polycarbodiimide resin, since there were many compounding ratios of a resin ingredient (RF condensate) to rubber ingredient (latex), The produced adhesive layer became rigid and the flexibility was lowered. As a result, the bending fatigue resistance was lowered as compared with Examples 1 to 5, but it was an acceptable level as a product.
- the transmission belt for example, friction transmission belts such as V-belt and V-ribbed belt, toothed belt, double-sided toothed Suitable for applications such as meshing transmission belts such as belts.
- the core wire for the transmission belt obtained by the manufacturing method of the present invention is also excellent in adhesiveness to rubber, a belt (for example, a low-edge cog) used in a transmission in which the gear ratio changes steplessly while the belt is running. (De-V belt).
Abstract
L'invention concerne un procédé de fabrication d'âme pour courroie de transmission qui inclut une première étape de traitement au cours de laquelle un fil non traité d'une âme pour courroie de transmission est traitée au moyen d'un premier agent de traitement constitué : d'une composition de caoutchouc (A) et d'un solvant hydrophile (B). La composition de caoutchouc (A) contient un condensat (A1) de résorcine et de formaldéhyde, un composant caoutchouc (A2) contenant un latex modifié par carboxyle, et un agent de durcissement (A3) qui contient une résine polycarbodiimide possédant une pluralité de groupes carbodiimide.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201680063218.9A CN108350644B (zh) | 2015-10-29 | 2016-10-27 | 传动带用芯线的制造方法以及处理剂及处理用套装 |
| US15/770,376 US11131058B2 (en) | 2015-10-29 | 2016-10-27 | Method for manufacturing core wire for transmission belt, treatment agent, and kit for treatment |
| EP16859876.1A EP3369860B1 (fr) | 2015-10-29 | 2016-10-27 | Procédé de fabrication d'âme pour courroie de transmission, agent de traitement, et kit pour traitement |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015-213243 | 2015-10-29 | ||
| JP2015213243 | 2015-10-29 | ||
| JP2016204528A JP6349369B2 (ja) | 2015-10-29 | 2016-10-18 | 伝動ベルト用心線の製造方法並びに処理剤及び処理用キット |
| JP2016-204528 | 2016-10-18 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017073647A1 true WO2017073647A1 (fr) | 2017-05-04 |
Family
ID=58631648
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/081834 WO2017073647A1 (fr) | 2015-10-29 | 2016-10-27 | Procédé de fabrication d'âme pour courroie de transmission, agent de traitement, et kit pour traitement |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2017073647A1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10716912B2 (en) | 2015-03-31 | 2020-07-21 | Fisher & Paykel Healthcare Limited | User interface and system for supplying gases to an airway |
| US11324908B2 (en) | 2016-08-11 | 2022-05-10 | Fisher & Paykel Healthcare Limited | Collapsible conduit, patient interface and headgear connector |
| US20220267634A1 (en) * | 2019-07-24 | 2022-08-25 | Mitsuboshi Belting Ltd. | Transmission Belt Core Wire Production Method, Transmission Belt Production Method, Processing Agent and Processing Kit |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3661623A (en) * | 1969-10-03 | 1972-05-09 | Goodyear Tire & Rubber | Heat stable polyester cord reinforced rubber structure and method of making |
| US3821017A (en) * | 1972-06-23 | 1974-06-28 | Goodyear Tire & Rubber | Process for treating tire cord fabric and improved rubber structures therefrom |
| WO2003031479A1 (fr) * | 2001-10-12 | 2003-04-17 | Bayer Inc. | Procede de reticulation, et d'hydrogenation, de caoutchouc nitrile carboxyle, caoutchouc reticule resultant, et utilisations correspondantes |
| JP2012046750A (ja) * | 2010-08-30 | 2012-03-08 | Rhein Chemie Rheinau Gmbh | 新規な水性レゾルシノール−ホルムアルデヒド−ラテックス分散系、接着力の改善された繊維、その製造方法およびその使用 |
| JP2012149363A (ja) * | 2011-01-21 | 2012-08-09 | Nippon Zeon Co Ltd | ゴム補強用コード及びそれを用いたゴム製品 |
-
2016
- 2016-10-27 WO PCT/JP2016/081834 patent/WO2017073647A1/fr active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3661623A (en) * | 1969-10-03 | 1972-05-09 | Goodyear Tire & Rubber | Heat stable polyester cord reinforced rubber structure and method of making |
| US3821017A (en) * | 1972-06-23 | 1974-06-28 | Goodyear Tire & Rubber | Process for treating tire cord fabric and improved rubber structures therefrom |
| WO2003031479A1 (fr) * | 2001-10-12 | 2003-04-17 | Bayer Inc. | Procede de reticulation, et d'hydrogenation, de caoutchouc nitrile carboxyle, caoutchouc reticule resultant, et utilisations correspondantes |
| JP2012046750A (ja) * | 2010-08-30 | 2012-03-08 | Rhein Chemie Rheinau Gmbh | 新規な水性レゾルシノール−ホルムアルデヒド−ラテックス分散系、接着力の改善された繊維、その製造方法およびその使用 |
| JP2012149363A (ja) * | 2011-01-21 | 2012-08-09 | Nippon Zeon Co Ltd | ゴム補強用コード及びそれを用いたゴム製品 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10716912B2 (en) | 2015-03-31 | 2020-07-21 | Fisher & Paykel Healthcare Limited | User interface and system for supplying gases to an airway |
| US11904097B2 (en) | 2015-03-31 | 2024-02-20 | Fisher & Paykel Healthcare Limited | User interface and system for supplying gases to an airway |
| US11324908B2 (en) | 2016-08-11 | 2022-05-10 | Fisher & Paykel Healthcare Limited | Collapsible conduit, patient interface and headgear connector |
| US20220267634A1 (en) * | 2019-07-24 | 2022-08-25 | Mitsuboshi Belting Ltd. | Transmission Belt Core Wire Production Method, Transmission Belt Production Method, Processing Agent and Processing Kit |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6349369B2 (ja) | 伝動ベルト用心線の製造方法並びに処理剤及び処理用キット | |
| JP5711167B2 (ja) | アラミド心線及び伝動ベルト | |
| JP6605974B2 (ja) | アラミド心線の製造方法及び処理剤並びに伝動ベルトの製造方法 | |
| JP6740174B2 (ja) | 伝動ベルト | |
| WO2017073647A1 (fr) | Procédé de fabrication d'âme pour courroie de transmission, agent de traitement, et kit pour traitement | |
| JP5470201B2 (ja) | 積層体及びその製造方法並びに動力伝動用ベルト | |
| JP5702222B2 (ja) | 加硫用成形部材 | |
| US7781528B2 (en) | Power transmission belt | |
| US20190128372A1 (en) | Friction Transmission Belt | |
| JP6783553B2 (ja) | 伝動ベルト用心線の製造方法及び伝動ベルトの製造方法並びに処理剤 | |
| JP5964674B2 (ja) | 伝動ベルト | |
| JP5997206B2 (ja) | アラミド心線及びその製造方法と処理剤並びに伝動ベルト | |
| JP2008164167A (ja) | 伝動ベルト及び伝動ベルトの製造方法 | |
| WO2021014980A1 (fr) | Procédé de production de fil central de courroie de transmission, procédé de production de courroie de transmission, agent de traitement et kit de traitement | |
| JP4683470B2 (ja) | 摩擦伝動ベルト及びその製造方法 | |
| JP5922493B2 (ja) | アラミド心線及び伝動ベルト | |
| JP6853908B2 (ja) | 伝動ベルト用心線の製造方法および伝動ベルトの製造方法、ならびに処理剤および処理用キット | |
| JP6740494B1 (ja) | 伝動ベルト用心線の処理剤、並びに心線とその製造方法 | |
| JP2007118218A (ja) | 摩擦伝動ベルトの製造方法 | |
| JP2006153152A (ja) | 伝動ベルト | |
| JP4624747B2 (ja) | 動力伝動ベルト | |
| JP2003254391A (ja) | 歯付ベルトおよびゴムと繊維との接着方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16859876 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15770376 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2016859876 Country of ref document: EP |