WO2017073647A1 - Method for manufacturing core wire for transmission belt, treatment agent, and kit for treatment - Google Patents
Method for manufacturing core wire for transmission belt, treatment agent, and kit for treatment Download PDFInfo
- Publication number
- WO2017073647A1 WO2017073647A1 PCT/JP2016/081834 JP2016081834W WO2017073647A1 WO 2017073647 A1 WO2017073647 A1 WO 2017073647A1 JP 2016081834 W JP2016081834 W JP 2016081834W WO 2017073647 A1 WO2017073647 A1 WO 2017073647A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- rubber
- core wire
- transmission belt
- latex
- mass
- Prior art date
Links
Images



Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/19—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with synthetic macromolecular compounds
- D06M15/37—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- D06M15/39—Aldehyde resins; Ketone resins; Polyacetals
- D06M15/41—Phenol-aldehyde or phenol-ketone resins
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/19—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with synthetic macromolecular compounds
- D06M15/37—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- D06M15/59—Polyamides; Polyimides
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/693—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with natural or synthetic rubber, or derivatives thereof
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16G—BELTS, CABLES, OR ROPES, PREDOMINANTLY USED FOR DRIVING PURPOSES; CHAINS; FITTINGS PREDOMINANTLY USED THEREFOR
- F16G1/00—Driving-belts
- F16G1/06—Driving-belts made of rubber
- F16G1/08—Driving-belts made of rubber with reinforcement bonded by the rubber
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16G—BELTS, CABLES, OR ROPES, PREDOMINANTLY USED FOR DRIVING PURPOSES; CHAINS; FITTINGS PREDOMINANTLY USED THEREFOR
- F16G1/00—Driving-belts
- F16G1/28—Driving-belts with a contact surface of special shape, e.g. toothed
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16G—BELTS, CABLES, OR ROPES, PREDOMINANTLY USED FOR DRIVING PURPOSES; CHAINS; FITTINGS PREDOMINANTLY USED THEREFOR
- F16G5/00—V-belts, i.e. belts of tapered cross-section
- F16G5/04—V-belts, i.e. belts of tapered cross-section made of rubber
- F16G5/06—V-belts, i.e. belts of tapered cross-section made of rubber with reinforcement bonded by the rubber
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16G—BELTS, CABLES, OR ROPES, PREDOMINANTLY USED FOR DRIVING PURPOSES; CHAINS; FITTINGS PREDOMINANTLY USED THEREFOR
- F16G5/00—V-belts, i.e. belts of tapered cross-section
- F16G5/20—V-belts, i.e. belts of tapered cross-section with a contact surface of special shape, e.g. toothed
Definitions
- the present invention relates to a manufacturing method of a core wire used for a transmission belt, and a processing agent and a processing kit used in the manufacturing method.
- the treatment agent mainly includes an aqueous treatment agent containing a rubber component (latex) and an organic solvent treatment agent containing a resin component, but an aqueous treatment agent is preferable from the viewpoint of a small environmental load.
- Patent Document 1 discloses that an aramid core wire used for a transmission belt is composed of a condensate (RF condensate) of resorcin (R) and formaldehyde (F) and latex.
- RF condensate condensate of resorcin (R) and formaldehyde (F) and latex.
- the hydroxyl group of the product can uniformly react with the epoxy group of the water-soluble epoxy compound to modify the surface of the aramid raw yarn, or it can improve the converging property of the filament and give the latex an appropriate flexibility
- both the anti-glare property on the side surface of the transmission belt and the bending fatigue resistance of the transmission belt can be achieved.
- Patent Document 2 is a fiber cord for reinforcing rubber having at least two adhesive layers on the fiber surface, and the first layer adhesive contains a tackifier.
- the second layer adhesive is composed of a mixture of resorcin / formaldehyde initial condensate containing a tackifier and a rubber latex.
- the resorcin / formaldehyde initial condensate resorcin / formalin molar ratio is in the range of 1 / 0.25 to 1/1, and the resorcin / formaldehyde initial condensate / rubber latex solids weight ratio is 1/3 to 1 /.
- a fiber cord for reinforcing rubber in the range of 10 is disclosed. This document describes that pretreatment with an adhesive containing a water-based urethane resin, a polyepoxide compound, a blocked polyisocyanate compound, and a rubber latex is preferable.
- Patent Document 3 discloses an adhesive composition for improving the bond strength between a reinforcing fiber and an elastomer in a tire, a drive belt, a conveyor belt and / or a hose.
- an adhesive formulation comprising an aqueous resorcinol-formaldehyde-latex dispersion containing a carbodiimide, such as TDI carbodiimide, and an active agent.
- a styrene-butadiene-vinylpyridine copolymer latex is preferred as the latex, and is used in the examples.
- the adhesive compound is used to bond the reinforcing fiber and the crosslinked rubber and / or elastomer (form a specific surface coating on the surface of the fiber member to enhance the adhesion to the rubber. ), And bonding between fibers (adhering an adhesive into the fiber member and fixing it) is not assumed. Further, even when this adhesive composition is applied to a twisted cord, the anti-fogging property is not sufficient.
- Japanese Unexamined Patent Publication No. 2013-170333 (Claim 1, paragraph [0011]) Japanese Unexamined Patent Publication No. 2006-274492 (Claim 1, Paragraph [0047], Example) Japanese Unexamined Patent Publication No. 2012-46750 (Claims, paragraph [0023], Examples)
- An object of the present invention is to provide a method of manufacturing a power cord for a transmission belt capable of improving the anti-glare property by firmly bonding between fibers even when a twisted cord is maintained, while maintaining the bending fatigue resistance (flexibility). It is in providing the processing agent and processing kit which are used for a manufacturing method.
- Another object of the present invention is to provide a method for manufacturing a transmission belt core wire that has a low environmental load and can improve adhesion to rubber in which the core wire is embedded, and a processing agent and a processing kit used in this manufacturing method. There is.
- the untreated yarn of the power cord core wire is composed of a condensate (A1) of resorcinol and formaldehyde, a rubber component (A2) containing carboxyl-modified latex, and a plurality of Bending fatigue resistance (flexibility) by treating with a first treatment agent comprising a rubber composition (A) containing a curing agent (A3) containing a polycarbodiimide resin having a carbodiimide group and a hydrophilic solvent (B)
- A1 condensate
- A2 resorcinol and formaldehyde
- A2 containing carboxyl-modified latex
- a plurality of Bending fatigue resistance (flexibility) by treating with a first treatment agent comprising a rubber composition (A) containing a curing agent (A3) containing a polycarbodiimide resin having a carbodiimide group and a hydrophilic solvent (B)
- A3 containing a polycarbodiimide resin having a car
- an untreated yarn of the transmission belt core wire is obtained by using a condensate (A1) of resorcin and formaldehyde, a rubber component (A2) containing carboxyl-modified latex, and a plurality of carbodiimide groups.
- the 1st process process processed with the 1st processing agent which consists of a rubber composition (A) containing the hardening
- the carboxyl-modified latex includes carboxyl-modified acrylonitrile / butadiene copolymer latex, carboxyl-modified hydrogenated acrylonitrile / butadiene copolymer latex, carboxyl-modified styrene / butadiene copolymer latex, and carboxyl-modified styrene / butadiene / vinyl pyridine copolymer latex. It may be at least one selected from the group consisting of The chemical formula amount (NCN equivalent) per mole of carbodiimide groups of the polycarbodiimide resin is about 300 to 450.
- the ratio of the curing agent (A3) is about 1 to 10 parts by mass with respect to 100 parts by mass of the rubber component (A2).
- the ratio of the rubber composition (A) is about 15 to 20% by mass with respect to the entire first treatment agent.
- the ratio of the condensate (A1) is about 1 to 100 parts by mass with respect to 100 parts by mass of the rubber component (A2).
- the hydrophilic solvent (B) may contain water, and the polycarbodiimide resin may form micelles.
- the manufacturing method of the present invention includes a second treatment step of treating the first treatment yarn of the transmission belt core wire treated in the first treatment step with a second treatment agent containing resorcin, formaldehyde, and latex. Also good.
- the second treated yarn of the core wire for a transmission belt treated with the second treating agent containing resorcinol, formaldehyde and latex in the second treating step is treated with the third treating agent containing rubber.
- a third treatment step may be included.
- the manufacturing method of this invention is the 3rd process process which processes the 1st process thread
- the untreated yarn of the core wire for the transmission belt may be a twisted cord.
- the transmission belt core wire may be an aramid core wire.
- the present invention provides a treatment agent for treating an untreated yarn of a conductor wire for a transmission belt, comprising a condensate of resorcinol and formaldehyde (A1), a rubber component (A2) containing a carboxyl-modified latex, and a plurality of carbodiimide groups
- the processing agent which consists of the rubber composition (A) containing the hardening
- the present invention relates to a treatment kit for treating an untreated yarn of a core wire for a transmission belt, comprising a condensate (A1) of resorcinol and formaldehyde, a rubber component (A2) containing a carboxyl-modified latex, and a plurality of carbodiimides
- a first treating agent comprising a rubber composition (A) containing a curing agent (A3) containing a polycarbodiimide resin having a group and a hydrophilic solvent (B); a second treating agent comprising resorcin, formaldehyde and latex; and
- a treatment kit containing a third treatment agent containing rubber is also included.
- the untreated yarn of the power cord core wire is a condensate (A1) of resorcin and formaldehyde, a rubber component (A2) containing a carboxyl-modified latex, and a curing agent containing a polycarbodiimide resin having a plurality of carbodiimide groups ( Since it is processed with the 1st processing agent which consists of a rubber composition (A) containing A3) and a hydrophilic solvent (B), even if it is a twisted-yarn cord, maintaining bending fatigue resistance (flexibility) In addition, the fibers are firmly bonded to each other, and the anti-glare property can be improved.
- a condensate of resorcinol and formaldehyde (A1), a rubber component (A2) containing carboxyl-modified latex, and a curing agent (A3) containing a polycarbodiimide resin having a plurality of carbodiimide groups are combined and blended in a hydrophilic solvent. Therefore, the load on the environment is small, and the adhesion to the rubber in which the core wire is embedded can be improved.
- FIG. 1 is a schematic cross-sectional view showing an example of a transmission belt including a transmission belt core wire obtained by the manufacturing method of the present invention.
- FIG. 2 is a schematic cross-sectional view showing another example of the transmission belt including the transmission belt core wire obtained by the manufacturing method of the present invention.
- FIG. 3 is a schematic cross-sectional view of a belt cut in order to evaluate the fray resistance of V-ribbed belts obtained in Examples and Comparative Examples.
- FIG. 4 is a schematic view showing a testing machine for measuring the bending fatigue resistance of the V-ribbed belts obtained in Examples and Comparative Examples.
- the core wire is a non-treated yarn (core wire body) of the transmission belt core wire treated with a specific first treatment agent (coating treatment, dipping treatment, impregnation treatment, drying treatment). , A curing process) (at least a first treatment process).
- the raw fiber constituting the untreated yarn to be treated with the first treating agent examples include natural fibers (cotton, hemp, etc.), regenerated fibers (rayon, acetate, etc.), synthetic fibers (polyolefin fibers such as polyethylene and polypropylene). , Styrene fibers such as polystyrene, fluorine fibers such as polytetrafluoroethylene, acrylic fibers, vinyl alcohol fibers such as polyvinyl alcohol, polyamide fibers, polyester fibers, wholly aromatic polyester fibers, aramid fibers, etc.), inorganic fibers (Carbon fiber, glass fiber, etc.). These fibers can be used alone or in combination of two or more.
- polyester fibers mainly composed of C 2-4 alkylene arylates such as ethylene terephthalate and ethylene-2,6-naphthalate, from the point of high modulus [polyethylene terephthalate fiber (PET fiber), polyethylene naphthalate Polyalkylene arylate fibers such as phthalate fibers (PEN fibers), polytrimethylene terephthalate fibers (PTT fibers)], synthetic fibers such as aramid fibers, inorganic fibers such as carbon fibers, etc.
- PET fiber polyethylene terephthalate fiber
- PEN fibers phthalate fibers
- PTT fibers polytrimethylene terephthalate fibers
- synthetic fibers such as aramid fibers
- inorganic fibers such as carbon fibers, etc.
- para-aramid fibers are widely used, with high tensile strength, high Aramid fibers (aromatic polyamide fibers) are preferably included, and para-aramid fibers are particularly preferable from the viewpoint of being able to meet demands for tension and high load.
- the para-aramid fibers include polyparaphenylene terephthalamide fibers (for example, “Twaron (registered trademark)” by Teijin Limited, “Kevlar (registered trademark)” by Toray DuPont), and polypara Examples thereof include copolymer fibers of phenylene terephthalamide and 3,4'-oxydiphenylene terephthalamide (for example, “Technola (registered trademark)” manufactured by Teijin Limited).
- the untreated yarn to be treated with the first treatment agent may be in the state of a raw yarn that has not been twisted, or in the state of a twisted yarn in which the raw yarn has been twisted (untreated twisted yarn cord) Good.
- the untreated twisted cord has a property that the treatment agent is difficult to enter between the filaments inside because the filaments are twisted together. For this reason, in the untreated twisted cord, the treatment agent cannot be firmly attached to the internal filament, and the adhesion to the rubber tends to be lowered.
- the fraying and adhesion are improved, the filament alignment property is reduced.
- the tensile strength and the bending fatigue resistance are likely to be lowered.
- the treatment process is provided before and after the twisting, the process becomes complicated, and when the treatment liquid adheres to the raw yarn, the tackiness is increased and the handleability during the twisting operation is also lowered.
- transmittance of a processing agent is excellent, even if it is a twisted cord, adhesiveness with rubber
- the untreated twisted cord including the raw material fiber may be an untreated twisted cord obtained by adding a twist to a multifilament yarn (raw yarn) including the raw material fiber (particularly para-aramid fiber).
- a multifilament yarn raw yarn
- the raw material fiber particularly para-aramid fiber.
- the multifilament yarn preferably includes a monofilament yarn of para-aramid fiber, and may include a monofilament yarn of another fiber (such as polyester fiber) if necessary.
- the proportion of the para-aramid fiber is 50% by mass or more (particularly 80 to 100% by mass) with respect to the entire monofilament yarn (multifilament yarn).
- the untreated twisted cord is treated with the specific first treatment agent, the untreated twisted cord is a multi-filament yarn made of para-aramid fibers (a multi-filament yarn made only of mono-filament yarns of para-aramid fibers).
- the multifilament yarn only needs to include a plurality of monofilament yarns. From the viewpoint of durability of the transmission belt, for example, 100 to 5000, preferably 300 to 2000, and more preferably about 600 to 1000 monofilament yarns are used. May be included.
- the average fineness of the monofilament yarn may be, for example, about 0.8 to 10 dtex, preferably about 0.8 to 5 dtex, and more preferably about 1.1 to 1.7 dtex.
- the twisted cord may be a twisted cord (single twisted yarn) obtained by right-twisting (S-twisting) or left-twisting (Z-twisting) at least one of the raw yarns.
- a combined twisted cord is preferred.
- the twisted cord obtained by twisting a plurality of raw yarns may be a twisted cord obtained by twisting a plurality of single twisted yarns as a lower twisted yarn (for example, various twisted yarns, piece twisted yarns, Lang twisted yarns, etc.). May be a twisted yarn cord (for example, a wall twisted yarn) that is twisted as a lower twisted yarn.
- the single twist direction (primary twist direction) and the upper twist direction may be either the same direction (Lang twist) or the reverse direction (various twists).
- a twisted cord (twisted yarn or rung twisted yarn) that is twisted in two stages obtained by twisting a plurality of single-twisted yarns as a lower twisted yarn is particularly preferable from the viewpoint of excellent twist back suppression and bending fatigue resistance.
- the number of lower twisted yarns constituting these twisted cords may be, for example, 2 to 5, preferably 2 to 4, and more preferably about 2 to 3.
- the number of twists of the lower twist may be, for example, about 20 to 300 times / m, preferably about 30 to 200 times / m, and more preferably about 50 to 180 times / m.
- the twist coefficient (TF) represented by the following formula (1) can be selected from a range of about 0.01 to 10, for example, about 1 to 6 is preferable for various twisted yarns, and 0 for the long twisted yarns. About 2 to 2 is preferable.
- Twisting coefficient (TF) [twisting number (times / m) ⁇ ⁇ total fineness (tex)] / 960 (1).
- the number of twists of the upper twist is not particularly limited, and may be, for example, about 30 to 200 times / m, preferably about 40 to 180 times / m, and more preferably about 50 to 150 times / m.
- the twist coefficient (TF) represented by the formula (1) can be selected from a range of about 0.01 to 10, for example, about 1 to 6 is preferable for various twisted yarns, and 2 to about 2 for long twisted yarns. About 5 is preferable.
- the average diameter of the untwisted twisted cord for the power transmission belt twisted may be, for example, about 0.2 to 3.5 mm, preferably about 0.4 to 3 mm, and more preferably about 0.5 to 2.5 mm. Good.
- twist structure in a twisted cord obtained by twisting a plurality of raw yarns is expressed by (number of original yarns aligned at the time of lower twisting) ⁇ (number of lower twisted yarns at the time of upper twist), 1 ⁇ 2, 1 ⁇ 3, It may be a twisted cord having a configuration of 1 ⁇ 5, 2 ⁇ 3, 2 ⁇ 5, 3 ⁇ 5, or the like.
- the first treatment agent (or pretreatment agent) comprises a condensate (A1) of resorcin and formaldehyde, a rubber component (A2) containing a carboxyl-modified latex (carboxyl group-containing latex or carboxyl group-terminated latex), and a plurality of carbodiimide groups. It consists of a rubber composition (A) containing a curing agent (A3) containing a polycarbodiimide resin and a hydrophilic solvent (B).
- the first treatment agent mainly contains a condensate (RF condensate) of resorcin (R) and formaldehyde (F) in order to improve anti-fogging resistance.
- the RF condensate is excellent in compatibility with the carboxyl-modified latex, and can form a film that can achieve both flexibility and anti-glare property.
- the RF condensate (A1) is not particularly limited, and examples thereof include novolac type, resol type, and combinations thereof.
- the RF condensate is, for example, a reaction product (for example, a reaction product obtained by reacting resorcin with formaldehyde in the presence of water and a base catalyst (an alkali metal salt such as sodium hydroxide; an alkaline earth metal salt; ammonia or the like). , An initial condensate or a prepolymer).
- a reaction product for example, a reaction product obtained by reacting resorcin with formaldehyde in the presence of water and a base catalyst (an alkali metal salt such as sodium hydroxide; an alkaline earth metal salt; ammonia or the like).
- a base catalyst an alkali metal salt such as sodium hydroxide; an alkaline earth metal salt; ammonia or the like.
- An initial condensate or a prepolymer may be used together.
- aromatic monools such as a phenol and cresol
- aromatic di or polyols such as catechol and hydroquinone
- formaldehyde a condensate of formaldehyde (for example, trioxane, paraformaldehyde, etc.) may be used, or an aqueous solution of formaldehyde (formalin, etc.) may be used.
- formaldehyde for example, trioxane, paraformaldehyde, etc.
- formalin formalin, etc.
- the ratio of the RF condensate (A1) is, for example, 1 to 100 parts by weight, preferably 3 to 80 parts by weight (eg 5 to 50 parts by weight), more preferably 10 to 100 parts by weight with respect to 100 parts by weight of the rubber component (A2). It is about 40 parts by mass (particularly 20 to 30 parts by mass).
- the ratio of the RF condensate is within this range with respect to the flexible rubber component, the permeability of the treatment agent between the fibers is increased and the flexibility is secured to fix the aramid fibers (anti-scratch resistance). And the balance between flexibility (bending fatigue resistance) are adjusted.
- the rubber component (A2) contains carboxyl-modified latex.
- carboxyl-modified latex as the rubber component, the strength of the film formed by the first treatment agent can be improved, and the bending fatigue resistance can be maintained by the flexibility of the latex.
- the latex (rubber component) constituting the carboxyl-modified latex is not particularly limited.
- diene rubber natural rubber, isoprene rubber, butadiene rubber, chloroprene rubber, styrene butadiene rubber (SBR latex), styrene-butadiene-vinyl.
- VP latex Pyridine terpolymer latex
- NBR latex acrylonitrile butadiene rubber
- H-NBR latex hydrogenated nitrile rubber
- olefin rubber eg, ethylene- ⁇ -olefin elastomer, ethylene-propylene copolymer
- EPM ethylene-propylene-diene terpolymer
- acrylic rubber fluorine rubber, silicone rubber, urethane rubber, epichlorohydrin rubber, chlorosulfonated polyethylene Down (CSM), alkyl chlorosulfonated polyethylene (ACSM), olefin - vinyl ester copolymer (e.g., ethylene - vinyl acetate copolymer (EAM), etc.) and the like.
- These latexes (rubbers) can be used alone or in combination of two or more.
- diene rubber, chlorosulfonated polyethylene rubber, epichlorohydrin rubber and the like are widely used, and NBR latex is preferable from the viewpoint of excellent adhesion to rubber, and RF condensate (A1), resorcin, formaldehyde and latex are used.
- a diene rubber having a vinylpyridine skeleton is preferable from the viewpoint of excellent adhesion to the second treating agent.
- NBR latex is a conventional copolymer component [for example, vinyl compounds such as methacrylonitrile, (meth) acrylic acid, 2-methyl-5-vinylpyridine, isoprene, methyl Diene compounds such as butadiene and pentadiene] may be included.
- the acrylonitrile content (center value) in the NBR latex is, for example, about 10 to 50% by mass, preferably about 20 to 45% by mass, and more preferably about 30 to 43% by mass. If the acrylonitrile content is too low, the strength may decrease, and if the acrylonitrile content is too high, crosslinking may be difficult and durability may be reduced.
- Diene rubbers having a vinylpyridine skeleton include, in addition to butadiene and vinylpyridine, conventional copolymerization components [styrene, ⁇ -methylstyrene, chlorostyrene, (meth) acrylonitrile, (meth) acrylic acid, (meth) acrylic. Acid alkyl ester, etc.].
- aromatic vinyl monomers such as styrene are widely used. That is, as the vinylpyridine-butadiene copolymer, for example, a butadiene-vinylpyridine copolymer, a styrene-butadiene-vinylpyridine terpolymer (VP latex), or the like is widely used.
- the method for introducing a carboxyl group into these latexes is not particularly limited, but a method of copolymerizing an unsaturated carboxylic acid having an ethylenically unsaturated bond is usually used.
- unsaturated carboxylic acids include unsaturated monocarboxylic acids such as (meth) acrylic acid and crotonic acid; unsaturated polycarboxylic acids such as fumaric acid, maleic acid, itaconic acid, and butenetricarboxylic acid; Examples thereof include partially esterified products of unsaturated polyvalent carboxylic acids such as monoethyl acid and monomethyl itaconate. These unsaturated carboxylic acids can be used alone or in combination of two or more.
- carboxyl-modified latexes include, for example, carboxyl-modified acrylonitrile / butadiene copolymer latex (XNBR latex), carboxyl-modified hydrogenated acrylonitrile / butadiene copolymer latex (XHNBR latex), carboxyl-modified styrene / butadiene copolymer latex. (XSBR latex) and carboxyl-modified styrene / butadiene / vinylpyridine copolymer latex (XVP latex). These carboxyl-modified latexes can be used alone or in combination of two or more. Of these, XNBR latex and XVP latex are preferred.
- the rubber component may contain, in addition to the carboxyl-modified latex (carboxyl group-containing latex), a carboxyl group-free latex (unmodified latex) that is not modified with a carboxyl group.
- a carboxyl group-free latex unmodified latex
- examples of the unmodified latex include the latex exemplified as the latex constituting the carboxyl-modified latex.
- the ratio of the unmodified latex is 50% by mass or less, preferably 30% by mass or less (eg 0.1 to 30% by mass), more preferably 10% by mass or less (eg 1 to 10%) with respect to the entire rubber component. Mass%).
- the proportion of the carboxyl-modified latex may be 50% by mass or more, preferably 70% by mass or more, more preferably 90% by mass or more, based on the entire rubber component (A2). It may be formed of carboxyl-modified latex alone (100% by mass). If the proportion of the carboxyl-modified latex is too small, the strength of the film formed by the first treatment agent may be reduced.
- the curing agent (A3) includes a polycarbodiimide resin having a plurality of carbodiimide groups.
- the polycarbodiimide resin as a curing agent, the latex is cross-linked and reinforced by a cross-linking reaction between the carboxyl group and carbodiimide group of the latex, and the resulting coating can be toughened.
- the following chemical structural adhesion acts between the polycarbodiimide resin and the aramid fiber, so that the aramid fiber can be more firmly fixed.
- the polycarbodiimide resin is not particularly limited as long as it has a plurality of carbodiimide groups (—N ⁇ C ⁇ N—).
- R represents a divalent hydrocarbon group which may have a substituent
- the divalent hydrocarbon group includes an aliphatic hydrocarbon group, an alicyclic hydrocarbon group, an aromatic hydrocarbon group, and the like.
- Examples of the aliphatic hydrocarbon group include an alkylene group, an alkenylene group, and an alkynylene group.
- Examples of the alkylene group include C 1 such as methylene group, ethylene group, propylene group, trimethylene group, butylene group, tetramethylene group, hexamethylene group, isohexylene group, octamethylene group, isooctylene group, decamethylene group, and dodecamethylene group.
- a -20 alkylene group is a -20 alkylene group.
- alkenylene group examples include C 2-20 alkenylene groups such as vinylene group, arylene group, metalrylene group, 1-propenylene group, isopropenylene group, butenylene group, pentenylene group, hexenylene group and the like.
- alkynylene group examples include C 2-20 alkynylene groups such as ethynylene group and propynylene group.
- Examples of the alicyclic hydrocarbon group include a C 3-12 cycloalkylene group such as a cyclopropylene group, a cyclobutylene group, a cyclopentylene group, a cyclohexylene group, and a cyclododecane-diyl group; a C such as a cyclohexenylene group. 3-12 cycloalkenylene group; C 4-15 bridged cyclic hydrocarbon group such as bicycloheptanylene group and bicycloheptenylene group.
- aromatic hydrocarbon group examples include C 6-14 arylene groups such as a phenylene group and a naphthylene group.
- the hydrocarbon group may be, for example, a group in which two or more selected from an aliphatic hydrocarbon group, an alicyclic hydrocarbon group, and an aromatic hydrocarbon group are bonded.
- the group in which an aliphatic hydrocarbon group and an alicyclic hydrocarbon group are bonded include, for example, a cyclohexylenemethylene group, a methylenecyclohexylene group, a dicyclohexylmethane-4,4′-diyl group, and a dicyclohexylpropane-4,4.
- dicycloalkylalkane-diyl groups such as a '-diyl group.
- Examples of the group in which an aliphatic hydrocarbon group and an aromatic hydrocarbon group are bonded include diaryls such as a tolylene group, a xylylene group, a diphenylmethane-4,4′-diyl group, and a diphenylpropane-4,4′-diyl group. And alkane-diyl group.
- hydrocarbon groups a C 1-10 alkylene group such as a methylene group and a hexamethylene group, a C 5-8 cycloalkylene group such as a cyclohexylene group, a C 6-10 arylene group such as a phenylene group, A combination of hydrocarbon groups (for example, a combination of a C 1-10 alkylene group such as a dicyclohexylmethane-4,4′-diyl group and a C 5-8 cycloalkylene group) is preferable.
- substituent of these hydrocarbon groups include alkyl groups (C 1-10 alkyl groups such as methyl, ethyl, propyl, isopropyl, and butyl groups), alkenyl groups, cycloalkyl groups, aryl groups, Halogen atom (fluorine atom, chlorine atom, bromine atom, iodine atom, etc.), oxo group, hydroxyl group, carbonyl group, carboxyl group, amino group, alkoxy group (C 1-6 alkoxy group such as methoxy group, ethoxy group, etc.) , Acyl groups, mercapto groups, sulfonic acid (salt) groups, alkylthio groups, epoxy groups, cyano groups, phosphoric acid groups, and the like.
- alkyl groups C 1-10 alkyl groups such as methyl, ethyl, propyl, isopropyl, and butyl groups
- alkenyl groups alkenyl groups
- substituents can be used alone or in combination of two or more.
- C 1-4 alkyl groups such as isopropyl group
- hydrophilic groups such as hydroxyl group, carboxyl group, amino group, and sulfonic acid (salt) group are widely used.
- the polycarbodiimide resin may be a homopolymer in which the groups R constituting the repeating unit are the same hydrocarbon group or a copolymer in which different hydrocarbon groups are used.
- the polycarbodiimide resin is preferably a resin capable of forming micelles in the first treatment agent containing the hydrophilic solvent (B) (particularly water).
- the end group of the polycarbodiimide resin may be an isocyanate group, and further, at least a part of this isocyanate group is a group blocked with a blocking agent.
- the blocking agent may be any compound having a reactive group with an isocyanate group (such as amine or alcohol), but a blocking agent having a hydrophilic group is preferred from the viewpoint that hydrophilicity can be imparted to the polycarbodiimide resin.
- Such sequestering agents for example, di C 1-4 alkylamino C 1-4 alkanols such as dimethylaminoethanol, di C 1-4 alkylamino C 1-4 alkyl amines such as dimethylaminopropylamine, hydroxy propane Examples thereof include hydroxy C 1-4 alkane sulfonates such as sodium sulfonate, C 2-4 alkylene glycol mono C 1-4 alkyl ethers such as ethylene glycol monoethyl ether, and the like.
- di C 1-4 alkylamino C 1-4 alkanols such as dimethylaminoethanol
- di C 1-4 alkylamino C 1-4 alkyl amines such as dimethylaminopropylamine
- propane examples thereof include hydroxy C 1-4 alkane sulfonates such as sodium sulfonate, C 2-4 alkylene glycol mono C 1-4 alkyl ethers such as ethylene glycol monoethyl ether, and the like
- aqueous (water-soluble or water-dispersible) polycarbodiimide is superior in that it has excellent dispersibility in the first treatment agent containing the hydrophilic solvent (B) (particularly water) and can form micelles.
- Resins are preferred.
- the aqueous polycarbodiimide resin the repeating unit may have the hydrophilic group, and the terminal group may be blocked with a hydrophilic group. From the viewpoint of excellent reactivity of the carbodiimide group, the terminal group May be a polycarbodiimide resin blocked with a hydrophilic group.
- the aqueous polycarbodiimide resin When an aqueous polycarbodiimide resin is used as the polycarbodiimide resin, the aqueous polycarbodiimide resin can form micelles in the treatment agent, and the reactivity of the carbodiimide group in a hydrophilic solvent (especially in water) can be suppressed. Thus, the reactivity is recovered and it can function as a crosslinking agent.
- micelles can be formed in the first treatment agent by combining with a surfactant.
- a surfactant a conventional anionic surfactant, cationic surfactant, nonionic surfactant, amphoteric surfactant and the like can be used.
- the polycarbodiimide resin preferably has a carbodiimide group in a predetermined ratio in the molecule from the viewpoint that the reactivity with the carboxyl group of the carboxyl-modified latex is increased and the carboxyl-modified latex can be efficiently crosslinked.
- the chemical formula amount (NCN equivalent) per mole of carbodiimide groups of the polycarbodiimide resin may be 600 or less, for example 200 to 600, preferably 250 to 500, more preferably 300 to 450 (particularly 350 to 450). ) If the NCN equivalent is too large, the reactivity with the carboxyl-modified latex may be reduced.
- the degree of polymerization of the polycarbodiimide resin may be 2 or more, for example, 2 to 100, preferably 3 to 50, and more preferably 5 to 30 (especially 6 to 10).
- polycarbodiimide resin commercially available polycarbodiimide resins can be used.
- “Carbodilite (registered trademark)” series (E-02, E-03A, manufactured by Nisshinbo Chemical Co., Ltd.) commercially available as a crosslinking agent for aqueous resins. E-05) can be used.
- the curing agent (A3) may contain other conventional curing agents as long as the effects of the present invention are not impaired.
- the other curing agent may have a plurality of groups capable of reacting with a carboxyl group, and examples thereof include polyisocyanates, polyols, and polyamines.
- blocked isocyanate blocked polyisocyanate
- a conventional blocked isocyanate can be used as the blocked isocyanate.
- An aliphatic polyisocyanate or a derivative thereof eg, hexamethylene diisocyanate (HDI) or a trimer thereof
- an aromatic polyisocyanate tolylene diisocyanate (TDI), xylylene Range isocyanate (XDI) and the like
- the blocking agent for example, oximes and lactams are widely used.
- the dissociation temperature of the blocked isocyanate may be higher than the temperature (room temperature) in the immersion treatment with the first treatment agent and not more than the heat treatment temperature after the immersion treatment, for example, 80 to 220 ° C, preferably 100 to 200 ° C, More preferably, it is about 120 to 180 ° C.
- the ratio of the blocked isocyanate may be 1000 parts by mass or less with respect to 100 parts by mass of the polycarbodiimide resin, for example, about 10 to 500 parts by mass, preferably about 30 to 300 parts by mass, and more preferably about 50 to 200 parts by mass. is there. If the proportion of blocked isocyanate is too large, the anti-fogging property may be reduced.
- the ratio of the polycarbodiimide resin with respect to the entire curing agent (A3) is, for example, 10% by mass or more, preferably 50% by mass or more, more preferably 80% by mass or more (particularly 90% by mass or more), and 100 The mass% (only polycarbodiimide resin) may be sufficient.
- the ratio of the curing agent (A3) (especially polycarbodiimide resin) can be selected from the range of about 0.1 to 20 parts by mass with respect to 100 parts by mass of the rubber component (A2) (particularly carboxyl-modified latex).
- 0.5 to 15 parts by mass (for example, 0.8 to 12 parts by mass) is preferable from the viewpoint that the reaction between the carboxyl group and the curing agent (particularly polycarbodiimide resin) easily occurs and the carboxyl-modified latex can be efficiently crosslinked.
- the proportion of the curing agent is too small, there is a possibility that the adhesion between fibers is reduced and the anti-glare property is lowered, and if too much, the anti-glare property and the bending fatigue resistance (flexibility) may be lowered. .
- the rubber composition (A) is a conventional additive, for example, a reactive binder resin (such as an epoxy compound) or an organic solvent (such as a reactive diluent such as a monocarbodiimide compound) as long as the effects of the present invention are not impaired. , Curing accelerators, adhesion improvers, fillers, anti-aging agents, lubricants, tackifiers, stabilizers, coupling agents, plasticizers, lubricants, colorants, and the like.
- the proportion of conventional additives may be 30% by mass or less with respect to the entire first treatment agent, for example, 0.01 to 30% by mass, preferably 0.05 to 20% by mass, and more preferably 0.8%. It is about 1 to 10% by mass.
- hydrophilic solvent In this invention, since the solvent of a 1st processing agent is a hydrophilic solvent (B), compared with a hydrophobic solvent, the load with respect to an environment is small.
- the hydrophilic solvent (B) include water, lower aliphatic alcohols (eg, C 1-4 alkyl alcohols such as ethanol and isopropanol), alkylene glycols (eg, ethylene glycol, diethylene glycol, propylene glycol, etc.), Ketones (acetone etc.) etc. are mentioned. These hydrophilic solvents can be used alone or in combination of two or more. Of these, hydrophilic solvents containing water are preferred, with water alone being particularly preferred.
- the ratio of the rubber composition (A) in the first treatment agent can be selected from the range of about 1 to 50% by mass.
- the fibers For example, 2 to 30% by mass, preferably 5 to 28% by mass, more preferably 10 to 25% by mass (especially 15 to 20 mass%). If the ratio of the rubber composition (A) is too small, the fibers cannot be firmly bonded to each other, and there is a risk that the core wire may be frayed. If it is too much, a solid mass is formed on the surface of the processed core wire. There is a fear.
- the peel strength (adhesive strength) between the aramid core wire and rubber is high when the peeled state is destruction of the rubber part, and if the peel is caused by breakage between fibers, fiber breakage, or film breakage, Although the force (adhesive force) is reduced, when such a first treatment agent is used, the peeled state results in the destruction of the rubber part, and the adhesion between the aramid core wire and the rubber composition can be improved.
- the method for preparing the first treatment agent is not particularly limited, and for example, it may be prepared by stirring and mixing all at once, or by dividing and stirring and mixing.
- the method for treating the first treatment agent on the untreated yarn of the core wire for the transmission belt is not particularly limited, and examples thereof include spraying, coating, and dipping. Of these treatment methods, immersion is widely used.
- the immersion time may be, for example, about 1 to 20 seconds, preferably about 2 to 15 seconds.
- the drying temperature may be, for example, about 100 to 250 ° C., preferably about 130 to 240 ° C., more preferably about 150 to 230 ° C. (especially 180 to 220 ° C.).
- the drying time may be, for example, about 10 seconds to 30 minutes, preferably about 30 seconds to 10 minutes, and more preferably about 1 to 5 minutes.
- the drying may be performed by applying tension to the untreated yarn of the core wire for the transmission belt.
- the tension may be, for example, about 5 to 15N, preferably about 10 to 15N.
- the average thickness of the film formed by the first treating agent can be selected from the range of, for example, about 0.001 to 20 ⁇ m, for example, 0.05 to 18 ⁇ m, preferably 0.1 to 15 ⁇ m, more preferably 1 to 12 ⁇ m (particularly 5 to 10 ⁇ m). If the thickness is too thin, the peel adhesive strength between the aramid cord and the rubber may be reduced, and if it is too thick, the shear bond strength between the aramid cord and the rubber may be reduced.
- the thickness of the coating can be measured by a method using a scanning electron microscope. Specifically, using a scanning electron microscope, the cross section of the treatment cord of the aramid cord treated with the treatment agent is observed, the thickness of the film at any 10 points is measured, and the average value can be obtained. .
- the first treated yarn treated with the first treating agent may be used as it is as a transmission belt core wire, but may be further treated with a second treating agent containing resorcinol, formaldehyde and latex.
- a second treating agent containing resorcinol, formaldehyde and latex By passing through the process (2nd process process) processed with such a 2nd processing agent, the adhesiveness of the core wire for transmission belts and a transmission belt main body can be improved further.
- the second treating agent (unvulcanized rubber composition or RFL liquid) contains resorcin (R), formaldehyde (F), and rubber or latex (L). Resorcin (R) and formaldehyde (F) may be contained in the form of these condensates (RF condensates).
- R resorcin
- F formaldehyde
- L rubber or latex
- Resorcin (R) and formaldehyde (F) may be contained in the form of these condensates (RF condensates).
- the second treating agent forms a coating on the coating of the first treating agent and improves the converging property of the twisted cord.
- the film formed by the second treatment agent is firmly bonded to the film formed by the third treatment agent, and the films formed by the first to third treatment agents can be firmly integrated.
- the RF condensate As the RF condensate, the RF condensate exemplified in the section of the first treatment agent can be used.
- the rubber constituting the latex is not particularly limited as long as it can impart flexibility to the aramid core wire.
- diene rubber for example, natural rubber, isoprene rubber, butadiene rubber, chloroprene rubber, styrene butadiene rubber, vinylpyridine- Styrene-butadiene copolymer rubber, acrylonitrile butadiene rubber (nitrile rubber), hydrogenated products of these diene rubbers, etc.
- olefin rubber for example, ethylene- ⁇ -olefin rubber (ethylene- ⁇ -olefin elastomer), Polyoctenylene rubber, ethylene-vinyl acetate copolymer rubber, chlorosulfonated polyethylene rubber, alkylated chlorosulfonated polyethylene rubber, etc.] acrylic rubber, silicone rubber, urethane rubber, epichlorohydrin rubber, fluoro rubber, etc. Combinations can be exemplified.
- the rubber constituting the latex can be appropriately selected according to the type of latex of the first treatment agent (for example, carboxyl-modified latex or unmodified latex), the type of rubber of the third treatment agent described later, and the like.
- the type of latex of the first treatment agent for example, carboxyl-modified latex or unmodified latex
- the type of rubber of the third treatment agent described later and the like.
- rubbers of the same or the same type as those of these rubbers can be suitably used.
- the same or the same type of rubber as the first treatment agent particularly, the carboxyl-modified latex of the first treatment agent.
- the same rubber can be used particularly preferably.
- the ratio of the latex to 100 parts by mass of the RF condensate can be selected from the range of about 40 to 700 parts by mass in terms of solid content, for example, 50 to 600 parts by mass, preferably 100 to 550 parts by mass, and more preferably It may be about 200 to 500 parts by mass (particularly 300 to 450 parts by mass).
- the second treatment agent usually contains water in many cases.
- the second treating agent may be a reactive binder resin (such as an epoxy compound) or an additive exemplified in the third treating agent (for example, a vulcanizing agent, a vulcanization accelerator, a co-addition). (Sulfur agent, adhesion improver, filler, anti-aging agent, lubricant, etc.).
- the total solid concentration of the second treatment agent (concentration obtained by dividing the total mass of the solid content of the RF condensate and the solid content of the latex by the mass of the treatment agent) is, for example, 0.1 to 20% by mass, preferably The amount may be about 0.5 to 15% by mass (for example, 1 to 11% by mass), more preferably about 1.5 to 10% by mass (particularly 2 to 10% by mass).
- the amount may be about 0.5 to 15% by mass (for example, 1 to 11% by mass), more preferably about 1.5 to 10% by mass (particularly 2 to 10% by mass).
- a preferable drying temperature may be about 150 to 250 ° C. (particularly 200 to 240 ° C.).
- the average thickness of the film formed by the second treating agent may be, for example, about 0.05 to 30 ⁇ m, preferably about 0.1 to 5 ⁇ m.
- the second treated yarn of the transmission belt core wire treated with the second treating agent may be treated with a third treating agent (unvulcanized rubber composition or rubber paste) containing rubber.
- a third treating agent unvulcanized rubber composition or rubber paste
- the coating formed by the third treatment agent adheres firmly to the rubber part of the transmission belt.
- the adhesion between the aramid core wire and the transmission belt body (particularly the adhesive rubber layer) can be further improved.
- the rubber component in the latex in the first treatment agent and the rubber component contained in the third treatment agent are vulcanized and bonded to form the first treatment agent. Can be firmly integrated with the coated film.
- the said adhesiveness can be improved without passing through a 2nd process process, it is excellent in simplicity (productivity of a core wire).
- the rubber can be appropriately selected according to the type of rubber contained in the first treatment agent or the second treatment agent, the type of rubber in the rubber layer in which the core wire (especially an aramid core wire) is embedded in the transmission belt, 2 Rubbers exemplified in the section of the treating agent, for example, olefin rubber (for example, ethylene- ⁇ -olefin elastomer (or ethylene- ⁇ -olefin rubber, ethylene propylene diene rubber (EPDM), etc.), chlorosulfonated polyethylene rubber, Examples thereof include alkylated chlorosulfonated polyethylene rubber) and diene rubber (for example, chloroprene rubber, nitrile rubber, hydrogenated nitrile rubber, etc.). These rubbers can be used alone or in combination of two or more.
- olefin rubber for example, ethylene- ⁇ -olefin elastomer (or ethylene- ⁇ -olefin rubber, ethylene propylene diene rubber (EPDM), etc
- the third treatment agent may be a conventional additive, if necessary, for example, a vulcanizing agent (or a crosslinking agent), a co-vulcanizing agent (or a co-crosslinking agent), a vulcanization accelerator (or a crosslinking aid). ), Vulcanization retarder, adhesion improver, filler, anti-aging agent, tackifier, stabilizer, coupling agent, plasticizer, lubricant, colorant, solvent and the like.
- An additive can be used individually or in combination of 2 or more types.
- vulcanizing agents, co-curing agents, vulcanization accelerators, adhesion improvers, fillers, anti-aging agents, lubricants, solvents, and the like are widely used.
- Vulcanizing agents can be classified into sulfur-based vulcanizing agents and non-sulfur-based vulcanizing agents.
- sulfur-based vulcanizing agent include sulfur (eg, powdered sulfur, precipitated sulfur, colloidal sulfur, insoluble sulfur, highly dispersible sulfur, etc.), sulfur compounds (eg, sulfur chloride such as sulfur monochloride, sulfur dichloride, etc.) And the like.
- non-sulfur vulcanizing agent examples include organic peroxides [for example, diacyl peroxide, peroxy ester, dialkyl peroxide (for example, dicumyl peroxide, t-butylcumyl peroxide, 1,1-di-).
- organic peroxides for example, diacyl peroxide, peroxy ester, dialkyl peroxide (for example, dicumyl peroxide, t-butylcumyl peroxide, 1,1-di-).
- Vulcanizing agents can be used alone or in combination of two or more.
- the proportion of the vulcanizing agent is, for example, 30 parts by mass or less, preferably 0.01 to 20 parts by mass, more preferably 0.1 to 15 parts by mass (particularly 0.5 to 10 parts by mass) with respect to 100 parts by mass of rubber. ) Degree.
- co-vulcanizing agent examples include metal oxides such as zinc oxide, magnesium oxide, calcium oxide, barium oxide, iron oxide, copper oxide, titanium oxide, and aluminum oxide.
- a co-vulcanizing agent can be used individually or in combination of 2 or more types.
- the proportion of the co-vulcanizing agent is, for example, 30 parts by mass or less, preferably 0.1 to 20 parts by mass, more preferably 0.5 to 15 parts by mass (particularly 1 to 10 parts by mass) with respect to 100 parts by mass of rubber. ) Degree.
- vulcanization accelerator examples include thiuram accelerators (for example, tetramethylthiuram monosulfide (TMTM), tetramethylthiuram disulfide (TMTD), tetraethylthiuram disulfide (TETD), tetrabutylthiuram disulfide (TBTD).
- TMTM tetramethylthiuram monosulfide
- TMTD tetramethylthiuram disulfide
- TETD tetraethylthiuram disulfide
- TBTD tetrabutylthiuram disulfide
- thiazol accelerators eg 2-mercaptobenzothiazol or salts thereof
- sulfenamide accelerators eg N-cyclohexyl-
- 2-benzothiazylsulfenamide urea accelerators (for example, ethylenethiourea), and combinations thereof.
- the proportion of the vulcanization accelerator is, for example, 30 parts by mass or less, preferably 0.1 to 20 parts by mass, more preferably 0.5 to 15 parts by mass (particularly 1 to 10 parts by mass) with respect to 100 parts by mass of rubber. It may be a degree.
- adhesion improver examples include RF condensates exemplified in the section of the first treatment agent, condensates of melamines and aldehydes (for example, melamine-formaldehyde condensate, hexa C 1-4 alkoxymethylol melamine, etc.) , epoxy compounds (e.g., alkane tri to hexa-ol polyglycidyl ethers, poly C 2-4 alkylene glycol diglycidyl ethers, such as C 6-8 port real country or tetraol polyglycidyl ether), isocyanate compounds (e.g., polymethylene polyphenylene Examples thereof include polyisocyanates and the like, and combinations thereof.
- a commercially available adhesive such as “Chemlock 402” manufactured by Lord Corporation may be used.
- the ratio of the adhesion improver is, for example, 50 parts by mass or less, preferably 0.1 to 40 parts by mass, more preferably 0.5 to 30 parts by mass (particularly 1 to 20 parts by mass) with respect to 100 parts by mass of rubber. It may be a degree.
- Fillers include organic or inorganic fillers such as particulate fillers (eg, carbon black (eg, furnace black such as SAF, ISAF, HAF, MAF, FEF, GPF, SRF, etc.) , Silica (dry silica, wet silica), calcium carbonate, talc, etc.], fibrous fillers (eg, short fibers such as polyamide fibers, glass fibers, carbon fibers, etc.), combinations thereof, and the like.
- particulate fillers eg, carbon black (eg, furnace black such as SAF, ISAF, HAF, MAF, FEF, GPF, SRF, etc.)
- Silica dry silica, wet silica
- calcium carbonate talc
- fibrous fillers eg, short fibers such as polyamide fibers, glass fibers, carbon fibers, etc.
- inorganic fillers for example, granular fillers such as carbon black and silica are widely used.
- the ratio of the filler may be, for example, about 1 to 80 parts by mass, preferably 5 to 70 parts by mass, and more preferably about 10 to 60 parts by mass with respect to 100 parts by mass of the rubber.
- anti-aging agent examples include amine-based anti-aging agents [for example, aromatic secondary amines (for example, N-phenyl-1-naphthylamine, octylated diphenylamine, 4,4′-bis ( ⁇ , ⁇ -dimethyl).
- aromatic secondary amines for example, N-phenyl-1-naphthylamine, octylated diphenylamine, 4,4′-bis ( ⁇ , ⁇ -dimethyl).
- a phenolic antioxidant eg, monophenols (eg, 2,6- Di-t-butyl-4-methylphenol), bisphenols (for example, 2,2′-methylenebis (4-me Til-6-t
- the proportion of the antioxidant is, for example, 30 parts by mass or less, preferably 0.1 to 20 parts by mass, more preferably 0.5 to 15 parts by mass (particularly 1 to 10 parts by mass) with respect to 100 parts by mass of rubber. It may be.
- the lubricant examples include higher saturated fatty acids or salts thereof (for example, stearic acid, metal stearate), wax, paraffin, and combinations thereof.
- the ratio of the lubricant is, for example, 30 parts by mass or less, preferably 0.1 to 20 parts by mass, more preferably 0.5 to 15 parts by mass (particularly 1 to 10 parts by mass) with respect to 100 parts by mass of the rubber. May be.
- the solvent examples include hydrocarbons (for example, aromatic hydrocarbons such as toluene and xylene), halogenated hydrocarbons (for example, haloalkanes such as methylene chloride and chloroform), alcohols (such as ethanol, propanol, and isopropanol).
- Alkanols for example, ethers (for example, cyclic ethers such as dioxane and tetrahydrofuran), esters (for example, ethyl acetate and the like), ketones (for example, chain ketones such as acetone and methyl ethyl ketone, and cyclic ketones such as cyclohexanone), Examples include cellosolves and carbitols.
- the solvent may be used alone or as a mixed solvent.
- the ratio of the solvent may be, for example, about 0.5 to 50 parts by mass, preferably about 1 to 20 parts by mass with respect to 1 part by mass of the rubber.
- Typical third treatment agents include rubber, RF condensate and additives (for example, vulcanizing agents, co-curing agents, vulcanization accelerators, adhesion improvers, fillers, anti-aging agents, lubricants) And rubber paste in which a composition containing is dissolved in a solvent.
- the rubber concentration relative to the rubber paste is not particularly limited, and may be, for example, about 1 to 20% by mass, preferably 2 to 15% by mass, and more preferably about 3 to 10% by mass.
- a preferable drying temperature may be about 100 to 250 ° C. (especially 150 to 200 ° C.).
- Adhesion rate of the third treatment agent adhering to the third treatment yarn of the transmission belt core wire treated with the first treatment agent (and the second treatment agent if necessary) and the third treatment agent [(depending on the third treatment agent [Mass after treatment ⁇ mass before treatment with the third treatment agent) / mass after treatment with the third treatment agent ⁇ 100] may be, for example, about 1 to 20 mass%, preferably about 5 to 15 mass%. .
- the average thickness of the film formed by the third treatment agent is not particularly limited, and may be, for example, about 1 to 20 ⁇ m, preferably about 5 to 15 ⁇ m.
- the core wire for a transmission belt obtained by the manufacturing method of the present invention is a core wire for a transmission belt provided with a rubber composition between the surface and the fiber by the manufacturing method, and at least the carboxyl-modified latex between the surface and the fiber.
- a cured product of polycarbodiimide resin it is preferable to further include a cured product of RFL liquid by being treated with the second treatment agent, and further by being treated with the third treatment agent. It is particularly preferable to include a rubber composition for use.
- the core wire obtained by the production method of the present invention is suitable for use in a transmission belt, and is normally used by being embedded in a rubber layer of the transmission belt.
- the rubber layer can be appropriately selected according to the use of the transmission belt.
- an aramid cord is selected from diene rubber (natural rubber, styrene butadiene rubber, chloroprene rubber, etc.), olefin rubber ( It may be embedded in a rubber layer formed of rubber (or a composition thereof) such as EPDM.
- the core wire for the transmission belt may be an aramid core wire obtained by the above manufacturing method. That is, the aramid core wire for a transmission belt is treated with the first treatment agent (and further, with the second treatment agent or the third treatment agent, or with the second treatment agent and the third treatment agent, as necessary) An impregnated aramid multifilament yarn (for example, twisted cord) may be used. Further, the aramid core wire for the transmission belt is treated (for example, coated or impregnated) with the first treatment agent (further, the second treatment agent or the third treatment agent, or the second treatment agent and the third treatment agent as necessary). Then, a vulcanized aramid multifilament yarn may be used.
- the average diameter of the core wire for the transmission belt may be, for example, about 0.3 to 3.6 mm, preferably about 0.5 to 3.1 mm, and more preferably about 0.6 to 2.7 mm.
- the power transmission belt only needs to include the power transmission core, and usually a rubber layer in which the power transmission core (in particular, a plurality of power transmission cores) is embedded along the longitudinal direction (or circumferential direction) of the belt. It is often a transmission belt provided.
- the spacing between adjacent core wires (spinning pitch) may be, for example, about 0.5 to 3 mm, preferably about 0.6 to 1.5 mm, and more preferably about 0.7 to 1.3 mm.
- the transmission belt may be a transmission belt that has an adhesive rubber layer and a compression rubber layer on one surface of the adhesive rubber layer, and the adhesive rubber layer embeds a core wire for the transmission belt.
- An extended rubber layer may be provided on the other surface of the adhesive rubber layer.
- the transmission belt may cover (or laminate) a part (for example, the surface of the stretch rubber layer and / or the compression rubber layer) or the whole of the belt main body made of a rubber layer with a reinforcing cloth.
- transmission belts examples include V belts such as a wrapped V belt and a low edge V belt, a V-ribbed belt, a flat belt, and a toothed belt.
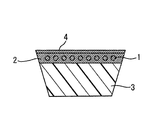
- FIG. 1 is a schematic sectional view showing a V-ribbed belt which is an example of a transmission belt including a transmission belt core wire obtained by the manufacturing method of the present invention.
- an adhesive rubber layer 2 having a transmission belt core wire 1 embedded in the longitudinal direction of the belt, a compressed rubber layer 3 formed on one surface (inner peripheral surface) of the adhesive rubber layer, and the adhesive rubber layer And a stretched rubber layer 4 formed on the other surface (outer peripheral surface or back surface), and ribs 5 of V-shaped grooves are formed in the compressed rubber layer 3.
- the compressed rubber layer 3 contains short fibers 6 in order to improve the side pressure resistance of the transmission belt.
- the adhesive rubber layer 2, the compressed rubber layer 3, and the stretch rubber layer 4 are each a rubber composition [olefin rubber (for example, ethylene- ⁇ -olefin) containing the same components as those contained in the third treatment agent. In many cases, it is formed of a rubber composition or the like containing an elastomer. Further, a reinforcing fabric formed of a woven fabric, a nonwoven fabric, a knitted fabric or the like may be laminated on the back surface of the stretch rubber layer 4.
- FIG. 2 is a schematic cross-sectional view showing a low edge V-belt which is another example of a transmission belt including a transmission belt core wire obtained by the manufacturing method of the present invention.
- the belt shown in FIG. 2 is a V-ribbed belt shown in FIG. 1 except that the rib 5 is not formed on the compressed rubber layer 3 and a trapezoidal shape in which the belt width decreases from the outer peripheral surface toward the inner peripheral surface. It is configured in the same way.
- a plurality of cogs (convex portions) may be formed at predetermined intervals along the longitudinal direction of the belt.
- a reinforcing fabric formed of a woven fabric, a nonwoven fabric, a knitted fabric or the like may be laminated on the surface (inner peripheral surface) of the compressed rubber layer 3 and the surface (outer peripheral surface) of the stretched rubber layer 4.
- a compression rubber layer sheet and a first adhesive rubber layer sheet are sequentially wound around a cylindrical molding drum, and a transmission belt core wire is spun into a spiral shape, and further, a second bonding is performed.
- a rubber layer sheet and a stretch rubber layer sheet are sequentially wound to form a laminated body, and the laminated body is vulcanized to produce a vulcanized belt sleeve.
- the cylindrical vulcanized belt sleeve is cut in the circumferential direction. Formed. At the time of this cutting, the core wire for the transmission belt arranged or oriented in the circumferential direction is also cut, and the core wire for the transmission belt is exposed on the side surface (cut surface) of the transmission belt.
- the transmission belt core wire treated with a specific treatment agent is embedded in the adhesive rubber layer, and the transmission belt core wire has a high binding property between the filaments.
- the belt for the transmission belt is not unraveled on the side surface of the belt, the pop-out of the transmission belt can be effectively prevented, and the durability of the transmission belt can be remarkably improved.
- the transmission belt is not limited to the V-ribbed belt and the low-edge V-belt, and can be used for a toothed belt, a flat belt, and the like.
- the transmission belt is a conventional method, for example, a cylindrical belt in which a core wire for a transmission belt treated with a specific treatment agent is sandwiched between a pair of unvulcanized rubber sheets (including an unvulcanized laminated rubber sheet).
- the laminate can be vulcanized to produce a transmission belt precursor (vulcanized belt sleeve), and this cylindrical transmission belt precursor can be cut in the circumferential direction.
- the transmission belt core wire obtained by the manufacturing method of the present invention is applied, fuzz and fraying of the transmission belt core wire are not generated on the side surface of the transmission belt even if cutting is performed in this way.
- the pair of unvulcanized rubber sheets may be the same or different, and is often formed of a rubber composition containing the components exemplified in the third treatment agent.
- Carboxyl-modified NBR latex (COOH-modified NBR): “Nipol 1571CL” manufactured by Nippon Zeon Co., Ltd., active ingredient 38 mass%, high nitrile type carboxyl-modified styrene / butadiene / vinylpyridine copolymer latex (COOH modified VP): Nippon Zeon "NipolLX603" manufactured by Co., Ltd., active ingredient 36% by mass
- Unmodified NBR latex (unmodified NBR): “Nipol 1562” manufactured by Nippon Zeon Co., Ltd., active ingredient 38% by mass, medium-high nitrile type EPDM: “IP3640” manufactured by DuPont Dow Elastomer Japan Co., Ltd., Mooney viscosity 40 (100 ° C).
- RFL solution Table 1 shows the components of the RFL solution. First, resorcin and water were added to a container and dissolved by stirring at room temperature (about 25 ° C.) for 10 minutes. Then, 37 mass% formalin was further added and stirred at room temperature for 10 minutes. After stirring, the mixture was aged at room temperature for 60 minutes to prepare solution A.
- Polycarbodiimide dispersion A “Carbodilite E-02” manufactured by Nisshinbo Chemical Co., Ltd., active ingredient 40 mass%, NCN equivalent 445
- Polycarbodiimide dispersion B “Carbodilite E-05” manufactured by Nisshinbo Chemical Co., Ltd., active ingredient 40 mass%, NCN equivalent 310
- Block isocyanate dispersion “Elastolon BN-27” manufactured by Daiichi Kogyo Seiyaku Co., Ltd., active ingredient 30 mass%, dissociation temperature 180 ° C.
- Water-soluble epoxy compound “Denacol EX313” manufactured by Nagase ChemteX Corporation, liquid, 100% by mass of active ingredient.
- HAF carbon black “Seast 3” manufactured by Tokai Carbon Co., Ltd.
- Hydrous silica “Nippil VN3” manufactured by Tosoh Silica Co., Ltd., specific surface area 240 m 2 / g RF condensate: resorcinol less than 20%, formalin less than 0.1% resorcin / formaldehyde condensate anti-aging agent: “Nonflex OD3” manufactured by Seiko Chemical Co., Ltd.
- Vulcanization accelerator MBTS 2-mercaptothiazoline, dibenzothiazyl disulfide
- Vulcanization accelerator DM Di-2-benzothiazolyl disulfide
- Paraffin oil “Diana Process Oil” manufactured by Idemitsu Kosan Co., Ltd.
- Polyamide short fiber “66 nylon” manufactured by Asahi Kasei Corporation.
- aramid fiber twisted cord One bundle of aramid fiber filaments (referred to as aramid fiber single yarn) made of untwisted ribbons made of 1670 dtex (1000 filaments) aramid fibers (“Technola T-200” manufactured by Teijin Ltd.) The lower twisted number was 4 times / 10 cm, and two lower twisted yarns were bundled, and the upper twisted number was 13 times / 10 cm, and the upper twisted in the same direction as the lower twisted, and a Lang twisted twisted cord was obtained. For the twisted cord, both S twist and Z twist were produced.
- ⁇ There is no fray on the end face when the belt is cut. ⁇ : There is a slight fray on the end face when the belt is cut (the filaments are concentrated and do not spread). X: There is a fuzz on the end face when the belt is cut (spreads in units of filaments and spreads like flowers).
- the evaluation “ ⁇ ” is mainly caused by external factors such as friction, and is at a level acceptable as a product.
- the evaluation “x” is a flaw due to the intrinsic cause of the processing code and cannot be accepted as a product. Intrinsic means that the binding force between fibers due to processing is inferior to the resilience against distortion caused by post-processing such as twisting and drawing that aramid fibers have in the processing cord.
- the V-ribbed belts produced in the examples and comparative examples were driven pulley 11 (diameter 120 mm, rotation speed: 4900 rpm), driven pulley 12 (diameter 120 mm, load: 8.8 kW), idler pulley 13 ( 70 mm in diameter) and a tension pulley 14 (45 mm in diameter, axial load: 21 kgf (constant)), and measured for tensile strength at break (residual strength) (N) after running for 300 hours at an ambient temperature of 120 ° C. Bending fatigue resistance was evaluated.
- the belt running test the belt continues to undergo reverse bending and repeated bending with a minimum pulley diameter of 45 mm, and the bending fatigue of the aramid fiber and the fatigue failure of the inter-fiber treatment layer synergistically reduce the tensile strength of the cord and the belt. Let Therefore, it can be determined that the higher the remaining strength, the better the bending fatigue resistance and the durability of the belt. As a detailed index, a strength retention of 80% or more is good, and 70% is slightly inferior, but there is no problem as a product (it becomes NG depending on use conditions).
- Example 1 to 9 and Comparative Examples 1 to 5 (Preparation of first treatment agent) Polycarbodiimide resin, blocked isocyanate, and water-soluble epoxy compound are represented on the RFL liquid (RFL-X, RFL-Y, RFL-Z, RFL-W) or carboxyl-modified latex containing no RF condensate having the composition shown in Table 1.
- the first treatment agent having the composition shown in Tables 2 and 3 was prepared by mixing at a ratio shown in 2 and 3 and stirring at room temperature for 10 minutes.
- the untreated twisted cord was dipped in the first treatment agent for 10 seconds and dried at 150 ° C. for 2 minutes (first treatment step).
- the twisted yarn cord treated with the first treatment agent was immersed in the second treatment agent for 10 seconds, and dried at 230 ° C. for 2 minutes (second treatment step).
- the twisted cord treated with the second treatment agent is immersed in the third treatment agent for 3 seconds, and the immersion / drying treatment is repeated 3 times at 100 ° C. for 1 minute, and then heated for another 2 minutes. Processed (3rd process process).
- Example 5 the twisted cords treated with the first treatment agent were not treated with the second treatment agent, but treated with the third treatment agent in the same manner as in the other Examples and Comparative Examples. Processing code was obtained.
- the molding mold was placed in a vulcanizing can and vulcanized in a state where a vulcanizing jacket was disposed outside the compressed rubber layer sheet.
- the cylindrical vulcanized rubber sleeve obtained by vulcanization is taken out from the molding mold, the compressed rubber layer of the vulcanized rubber sleeve is ground simultaneously with a plurality of V-shaped grooves by a grinder, and then the vulcanized rubber sleeve is cut into rings.
- a V-ribbed belt having a circumferential length of 1000 mm having three ribs was obtained by cutting in the circumferential direction with a cutter (the obtained belt is a cross-sectional view in the direction shown in FIG. It was in parallel with the Z-twisted processing cord).
- Table 9 shows the evaluation results of the obtained belt.
- the first treating agent of Example 1 also contains an RF condensate, a carboxyl-modified latex, and a polycarbodiimide resin, but the amount of the polycarbodiimide resin is 1 part by mass as compared with Examples 2 to 4. Therefore, the anti-fogging property was lowered, but it was at a level acceptable as a product.
- the first treating agent of Example 6 is an example in which the blending amount of the polycarbodiimide resin is as small as 0.5 parts by mass. However, since the anti-fogging property is considerably reduced as compared with Examples 1 to 5, It can be said that the effect on anti-glare property is small.
- the first treating agent of Example 7 is an example in which the blending amount of the polycarbodiimide resin is increased to 15 parts by mass. However, when the amount is too large, the effect of improving the anti-fogging property has reached its peak, or rather decreased. The reason for this is considered to be that the carbodiimide group becomes excessive with respect to the active hydrogen group, and the unreacted polycarbodiimide resin reduces the adhesive strength. Furthermore, the bending fatigue resistance was also reduced as compared with Examples 1-5.
- the first treating agent of Comparative Examples 1 and 2 is an example in which a blocked isocyanate is used in place of the polycarbodiimide resin, but the anti-glare property is lower than in Examples 1 to 5, and the carboxyl-modified latex and It can be said that the combination with the blocked isocyanate has a smaller effect on the anti-fogging property than the combination with the polycarbodiimide resin.
- the first treating agent of Example 5 is an example in which, in addition to the polycarbodiimide resin as a curing (crosslinking) agent, the block isocyanate is also used as a curing (crosslinking) agent and not treated with the second treating agent with respect to the formulation of Example 3.
- the effect of the blocked isocyanate was small, and although the anti-fogging property was lower than that of Example 3, it was an acceptable level as a product.
- the polycarbodiimide resin is more excellent in the anti-fogging property in Example 5 in which the polycarbodiimide resin is used in combination. Can be said to be more effective.
- the first treatment agent of Comparative Example 3 is an example in which an unmodified latex was used instead of a carboxyl-modified latex with respect to the formulation of Example 3, but the anti-glare property was lower than that of Example 3. It can be said that a combination of a carboxyl-modified latex and a polycarbodiimide resin is effective.
- the first treating agent of Example 9 is an example in which a carboxyl-modified styrene / butadiene / vinylpyridine copolymer latex is used as a carboxyl-modified latex in place of the carboxyl-modified NBR latex with respect to the formulation of Example 3.
- a carboxyl-modified styrene / butadiene / vinylpyridine copolymer latex is used as a carboxyl-modified latex in place of the carboxyl-modified NBR latex with respect to the formulation of Example 3.
- the rubber component of the carboxyl-modified latex used for the first treatment agent is not limited to NBR, and even a different rubber component is effective.
- the first treatment agent of Comparative Example 4 is an example in which an RF condensate, latex, and a water-soluble epoxy compound are combined and does not contain a curing (crosslinking) agent, but in Examples 1 to 5 using a curing (crosslinking) agent, Compared to the anti-glare property.
- the first treatment agent of Comparative Example 5 is an example in which a carboxyl-modified latex and a polycarbodiimide resin are combined and does not contain an RF condensate, but the anti-fogging property is reduced as compared with Examples 1-5. It turns out that the processing agent containing RF condensate, carboxyl modified latex, and polycarbodiimide resin is effective.
- Example 8 is a processing agent containing RF condensate, carboxyl modification latex, and polycarbodiimide resin, since there were many compounding ratios of a resin ingredient (RF condensate) to rubber ingredient (latex), The produced adhesive layer became rigid and the flexibility was lowered. As a result, the bending fatigue resistance was lowered as compared with Examples 1 to 5, but it was an acceptable level as a product.
- the transmission belt for example, friction transmission belts such as V-belt and V-ribbed belt, toothed belt, double-sided toothed Suitable for applications such as meshing transmission belts such as belts.
- the core wire for the transmission belt obtained by the manufacturing method of the present invention is also excellent in adhesiveness to rubber, a belt (for example, a low-edge cog) used in a transmission in which the gear ratio changes steplessly while the belt is running. (De-V belt).
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
Abstract
The present invention relates to a method for manufacturing a core wire for a transmission belt, including a first treatment step of treating untreated threads of a core wire for a transmission belt with a first treatment agent comprising: a rubber composition (A) containing a condensate (A1) of resorcin and formaldehyde, a rubber component (A2) containing carboxyl modified latex, and a hardening agent (A3) containing a polycarbodiimide resin having a plurality of carbodiimide groups; and a hydrophilic solvent (B).
Description
本発明は、伝動ベルトに用いられる心線の製造方法、並びにこの製造方法に用いられる処理剤及び処理用キットに関する。
The present invention relates to a manufacturing method of a core wire used for a transmission belt, and a processing agent and a processing kit used in the manufacturing method.
伝動ベルトには、種々の形態があるが、心線を埋設する加硫ゴム層を備えたものが一般的である。このような心線としては、ガラス心線、ポリエステル心線、ポリアミド心線、アラミド心線などが汎用されており、中でも、パラ系アラミド心線(パラ系アラミド繊維の原糸を撚糸したコード)は、強力と弾性とを両立させるという点で好適である。しかし、パラ系アラミド繊維は、ポリエステル繊維やポリアミド繊維に比べると、ゴムとの接着性が低い。また、心線とゴムとを引き剥がす力が作用すると、繊維間の破壊や繊維の切断により剥離し易い。さらに、VリブドベルトやローエッジVベルトのように伝動ベルト側面でパラ系アラミド心線を露出させて使用する場合、パラ系アラミド心線内部の繊維間(心線のフィラメント間)の接着が不十分であると、心線のホツレが生じ易い。そこで、接着性を向上させる成分を含む処理剤でパラ系アラミド繊維を浸漬する処理(接着処理)をすることにより、パラ系アラミド心線とゴムとの接着性を向上させ、心線内部の繊維間接着力を向上して剥離やホツレを防止する方法が行われてきた。その一方で、接着処理をすると、処理剤の硬化によりパラ系アラミド心線が剛直になって、伝動ベルトの耐屈曲疲労性の低下につながる虞があるため、その抑制も考慮する必要がある。
There are various types of transmission belts, but those having a vulcanized rubber layer in which a core wire is embedded are common. As such cords, glass cords, polyester cords, polyamide cords, aramid cords, etc. are widely used. Among them, para-aramid cords (cords in which para-aramid fibers are twisted) Is preferable in terms of achieving both strength and elasticity. However, para-aramid fibers have lower adhesion to rubber than polyester fibers and polyamide fibers. Moreover, when the force which peels a core wire and rubber | gum acts, it will be easy to peel by the destruction between fibers, or the cutting | disconnection of a fiber. Furthermore, when using a para-aramid core wire exposed on the side of the transmission belt, such as a V-ribbed belt or a low-edge V-belt, adhesion between fibers inside the para-aramid core wire (between filaments of the core wire) is insufficient. If it exists, it will be easy to cause the core wire to fray. Therefore, the treatment of immersing the para-aramid fiber with a treatment containing a component that improves the adhesiveness (adhesion treatment) improves the adhesion between the para-aramid core and the rubber, and the fibers inside the core There have been methods for improving the adhesive strength between the layers and preventing peeling and fraying. On the other hand, if the adhesive treatment is performed, the para-aramid core becomes stiff due to the curing of the treatment agent, which may lead to a decrease in the bending fatigue resistance of the transmission belt.
接着処理には、原糸(無撚りのフィラメント群)の状態で接着処理する方法と、原糸を撚糸した撚糸コード(未処理撚糸コード)を接着処理する方法とがある。これらの方法のうち、原糸の状態で接着処理する方法は、処理剤が原糸の繊維間に充分に含浸するため、耐剥離性や耐ホツレ性には優れており、撚糸コードの状態で接着処理する方法では、耐剥離性や耐ホツレ性を向上させるのは困難である。さらに、処理剤には、主として、ゴム成分(ラテックス)を含む水系処理剤と、樹脂成分を含む有機溶媒系処理剤とがあるが、環境への負荷が小さい点からは水系処理剤が好ましい。
There are two methods of adhesion treatment: a method in which the original yarn (untwisted filament group) is adhered and a method in which a twisted cord obtained by twisting the original yarn (untreated twisted cord) is adhered. Among these methods, the method of bonding treatment in the state of the raw yarn is excellent in peeling resistance and fray resistance because the treatment agent is sufficiently impregnated between the fibers of the raw yarn, and in the state of twisted yarn cord It is difficult to improve the peel resistance and the anti-glare property by the method of adhesion treatment. Furthermore, the treatment agent mainly includes an aqueous treatment agent containing a rubber component (latex) and an organic solvent treatment agent containing a resin component, but an aqueous treatment agent is preferable from the viewpoint of a small environmental load.
日本国特開2013-170333号公報(特許文献1)には、伝動ベルトに使用されるアラミド心線の原糸を、レゾルシン(R)及びホルムアルデヒド(F)の縮合物(RF縮合物)とラテックスと水溶性エポキシ化合物とを組み合わせた処理剤で処理すると、上記処理剤を原糸のフィラメント間に均一かつ効率よく浸透して含浸でき、アラミド繊維の残存アミノ基及び/又はカルボキシル基、並びにRF縮合物のヒドロキシル基が、水溶性エポキシ化合物のエポキシ基と均一に反応してアラミド原糸の表面を改質できるためか、フィラメントの集束性を向上できるとともに、ラテックスにより適度な柔軟性を付与できるため、伝動ベルト側面での耐ホツレ性と、伝動ベルトの耐屈曲疲労性とを両立できることが開示されている。
Japanese Patent Application Laid-Open No. 2013-170333 (Patent Document 1) discloses that an aramid core wire used for a transmission belt is composed of a condensate (RF condensate) of resorcin (R) and formaldehyde (F) and latex. Can be impregnated by uniformly and efficiently infiltrating the filaments of the original yarn, and the residual amino groups and / or carboxyl groups of the aramid fibers, and RF condensation Because the hydroxyl group of the product can uniformly react with the epoxy group of the water-soluble epoxy compound to modify the surface of the aramid raw yarn, or it can improve the converging property of the filament and give the latex an appropriate flexibility In addition, it is disclosed that both the anti-glare property on the side surface of the transmission belt and the bending fatigue resistance of the transmission belt can be achieved.
しかし、この処理剤で処理しても、伝動ベルトの実使用においては、用途や使用環境(例えば、厳しい走行条件)においては、耐ホツレ性が充分でない場合があった。
However, even when treated with this treating agent, in actual use of the transmission belt, there are cases where the anti-glare property is not sufficient in the application and usage environment (for example, severe driving conditions).
日本国特開2006-274492号公報(特許文献2)には、繊維表面に少なくとも二層以上の接着剤層を有するゴム補強用繊維コードであって、一層目接着剤が、粘着付与剤を含まないレゾルシン・ホルムアルデヒド初期縮合物とゴムラテックスとの混合物からなり、二層目接着剤が、粘着付与剤を含むレゾルシン・ホルムアルデヒド初期縮合物とゴムラテックスとの混合物からなり、前記二層目接着剤におけるレゾルシン・ホルムアルデヒド初期縮合物のレゾルシン/ホルマリンのモル比が1/0.25~1/1の範囲であり、かつレゾルシン・ホルムアルデヒド初期縮合物/ゴムラテックスの固形分重量比が1/3~1/10の範囲であるゴム補強用繊維コードが開示されている。この文献には、水系ウレタン系樹脂、ポリエポキシド化合物、ブロックドポリイソシアネート化合物及びゴムラテックスを含む接着剤で前処理するのが好ましいと記載されている。
Japanese Patent Application Laid-Open No. 2006-274492 (Patent Document 2) is a fiber cord for reinforcing rubber having at least two adhesive layers on the fiber surface, and the first layer adhesive contains a tackifier. In the second layer adhesive, the second layer adhesive is composed of a mixture of resorcin / formaldehyde initial condensate containing a tackifier and a rubber latex. The resorcin / formaldehyde initial condensate resorcin / formalin molar ratio is in the range of 1 / 0.25 to 1/1, and the resorcin / formaldehyde initial condensate / rubber latex solids weight ratio is 1/3 to 1 /. A fiber cord for reinforcing rubber in the range of 10 is disclosed. This document describes that pretreatment with an adhesive containing a water-based urethane resin, a polyepoxide compound, a blocked polyisocyanate compound, and a rubber latex is preferable.
しかし、この繊維コードでは、処理剤の繊維間への浸透が、エポキシ化合物の硬化反応により阻害されるためか、繊維間を強固に接着できず、耐ホツレ性が充分でない。
However, in this fiber cord, the penetration of the treatment agent between the fibers is hindered by the curing reaction of the epoxy compound, so that the fibers cannot be firmly bonded to each other, and the anti-fogging property is not sufficient.
日本国特開2012-46750号公報(特許文献3)には、強化繊維と、タイヤ、駆動ベルト、コンベヤーベルト及び/又はホース中のエラストマーとの間の結合強度を改善するための接着剤配合物として、TDIカルボジイミドなどのカルボジイミドを含む水性レゾルシノール-ホルムアルデヒド-ラテックス分散系と、活性剤とを含む接着剤配合物が開示されている。この文献には、前記ラテックスとして、スチレン-ブタジエン-ビニルピリジンコポリマーラテックスが好ましいと記載され、実施例で使用されている。
Japanese Patent Application Laid-Open No. 2012-46750 (Patent Document 3) discloses an adhesive composition for improving the bond strength between a reinforcing fiber and an elastomer in a tire, a drive belt, a conveyor belt and / or a hose. Discloses an adhesive formulation comprising an aqueous resorcinol-formaldehyde-latex dispersion containing a carbodiimide, such as TDI carbodiimide, and an active agent. This document describes that a styrene-butadiene-vinylpyridine copolymer latex is preferred as the latex, and is used in the examples.
しかし、この文献では、接着剤配合物は、強化繊維と架橋ゴム及び/又はエラストマーとを接合させること(繊維部材の表面にゴムとの接着性を高めるための特異的な表面被膜を形成すること)を目的としており、繊維間の接着(繊維部材の内部へ接着剤を浸透させて固着すること)は想定されていない。さらに、この接着剤配合物を、撚糸コードに適用しても耐ホツレ性は充分でない。
However, in this document, the adhesive compound is used to bond the reinforcing fiber and the crosslinked rubber and / or elastomer (form a specific surface coating on the surface of the fiber member to enhance the adhesion to the rubber. ), And bonding between fibers (adhering an adhesive into the fiber member and fixing it) is not assumed. Further, even when this adhesive composition is applied to a twisted cord, the anti-fogging property is not sufficient.
本発明の目的は、耐屈曲疲労性(柔軟性)を維持しつつ、撚糸コードであっても、繊維間が強固に接着され、耐ホツレ性を向上できる伝動ベルト用心線の製造方法、並びにこの製造方法に用いられる処理剤及び処理用キットを提供することにある。
An object of the present invention is to provide a method of manufacturing a power cord for a transmission belt capable of improving the anti-glare property by firmly bonding between fibers even when a twisted cord is maintained, while maintaining the bending fatigue resistance (flexibility). It is in providing the processing agent and processing kit which are used for a manufacturing method.
本発明の他の目的は、環境に対する負荷が小さく、心線を埋設するゴムに対する接着性を向上できる伝動ベルト用心線の製造方法、並びにこの製造方法に用いられる処理剤及び処理用キットを提供することにある。
Another object of the present invention is to provide a method for manufacturing a transmission belt core wire that has a low environmental load and can improve adhesion to rubber in which the core wire is embedded, and a processing agent and a processing kit used in this manufacturing method. There is.
本発明者は、前記課題を達成するため鋭意検討した結果、伝動ベルト用心線の未処理糸を、レゾルシンとホルムアルデヒドとの縮合物(A1)、カルボキシル変性ラテックスを含むゴム成分(A2)及び複数のカルボジイミド基を有するポリカルボジイミド樹脂を含む硬化剤(A3)を含むゴム組成物(A)と親水性溶媒(B)とからなる第1処理剤で処理することにより、耐屈曲疲労性(柔軟性)を維持しつつ、撚糸コードであっても、繊維間が強固に接着され、耐ホツレ性を向上できることを見出し、本発明を完成した。
As a result of intensive studies to achieve the above-mentioned problems, the present inventor determined that the untreated yarn of the power cord core wire is composed of a condensate (A1) of resorcinol and formaldehyde, a rubber component (A2) containing carboxyl-modified latex, and a plurality of Bending fatigue resistance (flexibility) by treating with a first treatment agent comprising a rubber composition (A) containing a curing agent (A3) containing a polycarbodiimide resin having a carbodiimide group and a hydrophilic solvent (B) The present invention has been completed by finding that even when a twisted cord is maintained, the fibers are firmly bonded to each other, and the anti-glare property can be improved.
すなわち、本発明の伝動ベルト用心線の製造方法は、伝動ベルト用心線の未処理糸を、レゾルシンとホルムアルデヒドとの縮合物(A1)、カルボキシル変性ラテックスを含むゴム成分(A2)及び複数のカルボジイミド基を有するポリカルボジイミド樹脂を含む硬化剤(A3)を含むゴム組成物(A)と親水性溶媒(B)とからなる第1処理剤で処理する第1処理工程を含む。前記カルボキシル変性ラテックスは、カルボキシル変性アクリロニトリル・ブタジエン共重合体ラテックス、カルボキシル変性水素化アクリロニトリル・ブタジエン共重合体ラテックス、カルボキシル変性スチレン・ブタジエン共重合体ラテックス及びカルボキシル変性スチレン・ブタジエン・ビニルピリジン共重合体ラテックスからなる群より選択された少なくとも1種であってもよい。前記ポリカルボジイミド樹脂のカルボジイミド基1モル当たりの化学式量(NCN当量)は300~450程度である。前記硬化剤(A3)の割合が、ゴム成分(A2)100質量部に対して1~10質量部程度である。前記ゴム組成物(A)の割合は第1処理剤全体に対して15~20質量%程度である。前記縮合物(A1)の割合は、ゴム成分(A2)100質量部に対して1~100質量部程度である。前記親水性溶媒(B)が水を含み、かつポリカルボジイミド樹脂がミセルを形成していてもよい。
That is, in the method for producing a transmission belt core wire according to the present invention, an untreated yarn of the transmission belt core wire is obtained by using a condensate (A1) of resorcin and formaldehyde, a rubber component (A2) containing carboxyl-modified latex, and a plurality of carbodiimide groups. The 1st process process processed with the 1st processing agent which consists of a rubber composition (A) containing the hardening | curing agent (A3) containing polycarbodiimide resin which has and a hydrophilic solvent (B) is included. The carboxyl-modified latex includes carboxyl-modified acrylonitrile / butadiene copolymer latex, carboxyl-modified hydrogenated acrylonitrile / butadiene copolymer latex, carboxyl-modified styrene / butadiene copolymer latex, and carboxyl-modified styrene / butadiene / vinyl pyridine copolymer latex. It may be at least one selected from the group consisting of The chemical formula amount (NCN equivalent) per mole of carbodiimide groups of the polycarbodiimide resin is about 300 to 450. The ratio of the curing agent (A3) is about 1 to 10 parts by mass with respect to 100 parts by mass of the rubber component (A2). The ratio of the rubber composition (A) is about 15 to 20% by mass with respect to the entire first treatment agent. The ratio of the condensate (A1) is about 1 to 100 parts by mass with respect to 100 parts by mass of the rubber component (A2). The hydrophilic solvent (B) may contain water, and the polycarbodiimide resin may form micelles.
本発明の製造方法は、前記第1処理工程で処理された伝動ベルト用心線の第1処理糸を、レゾルシンとホルムアルデヒドとラテックスとを含む第2処理剤で処理する第2処理工程を含んでいてもよい。本発明の製造方法は、前記第2処理工程でレゾルシンとホルムアルデヒドとラテックスとを含む第2処理剤により処理された伝動ベルト用心線の第2処理糸を、ゴムを含む第3処理剤で処理する第3処理工程を含んでいてもよい。本発明の製造方法は、前記第2処理工程を経ることなく、第1処理工程で処理された伝動ベルト用心線の第1処理糸を、ゴムを含む第3処理剤で処理する第3処理工程を含んでいてもよい。前記伝動ベルト用心線の未処理糸は撚糸コードであってもよい。前記伝動ベルト用心線がアラミド心線であってもよい。
The manufacturing method of the present invention includes a second treatment step of treating the first treatment yarn of the transmission belt core wire treated in the first treatment step with a second treatment agent containing resorcin, formaldehyde, and latex. Also good. In the production method of the present invention, the second treated yarn of the core wire for a transmission belt treated with the second treating agent containing resorcinol, formaldehyde and latex in the second treating step is treated with the third treating agent containing rubber. A third treatment step may be included. The manufacturing method of this invention is the 3rd process process which processes the 1st process thread | yarn of the core wire for transmission belts processed by the 1st process process with the 3rd process agent containing rubber | gum, without passing through the said 2nd process process. May be included. The untreated yarn of the core wire for the transmission belt may be a twisted cord. The transmission belt core wire may be an aramid core wire.
本発明には、伝動ベルト用心線の未処理糸を処理するための処理剤であって、レゾルシンとホルムアルデヒドとの縮合物(A1)、カルボキシル変性ラテックスを含むゴム成分(A2)及び複数のカルボジイミド基を有するポリカルボジイミド樹脂を含む硬化剤(A3)を含むゴム組成物(A)と親水性溶媒(B)とからなる処理剤も含まれる。
The present invention provides a treatment agent for treating an untreated yarn of a conductor wire for a transmission belt, comprising a condensate of resorcinol and formaldehyde (A1), a rubber component (A2) containing a carboxyl-modified latex, and a plurality of carbodiimide groups The processing agent which consists of the rubber composition (A) containing the hardening | curing agent (A3) containing polycarbodiimide resin which has and hydrophilic solvent (B) is also contained.
本発明には、伝動ベルト用心線の未処理糸を処理するための処理用キットであって、レゾルシンとホルムアルデヒドとの縮合物(A1)、カルボキシル変性ラテックスを含むゴム成分(A2)及び複数のカルボジイミド基を有するポリカルボジイミド樹脂を含む硬化剤(A3)を含むゴム組成物(A)と親水性溶媒(B)とからなる第1処理剤と、レゾルシンとホルムアルデヒドとラテックスとを含む第2処理剤及び/又はゴムを含む第3処理剤とを含む処理用キットも含まれる。
The present invention relates to a treatment kit for treating an untreated yarn of a core wire for a transmission belt, comprising a condensate (A1) of resorcinol and formaldehyde, a rubber component (A2) containing a carboxyl-modified latex, and a plurality of carbodiimides A first treating agent comprising a rubber composition (A) containing a curing agent (A3) containing a polycarbodiimide resin having a group and a hydrophilic solvent (B); a second treating agent comprising resorcin, formaldehyde and latex; and A treatment kit containing a third treatment agent containing rubber is also included.
本発明では、伝動ベルト用心線の未処理糸が、レゾルシンとホルムアルデヒドとの縮合物(A1)、カルボキシル変性ラテックスを含むゴム成分(A2)及び複数のカルボジイミド基を有するポリカルボジイミド樹脂を含む硬化剤(A3)を含むゴム組成物(A)と親水性溶媒(B)とからなる第1処理剤で処理されているため、耐屈曲疲労性(柔軟性)を維持しつつ、撚糸コードであっても、繊維間が強固に接着され、耐ホツレ性を向上できる。さらに、レゾルシンとホルムアルデヒドとの縮合物(A1)とカルボキシル変性ラテックスを含むゴム成分(A2)と複数のカルボジイミド基を有するポリカルボジイミド樹脂を含む硬化剤(A3)とを組み合わせ、親水性溶媒に配合しているため、環境に対する負荷が小さい上に、心線を埋設するゴムに対する接着性も向上できる。
In the present invention, the untreated yarn of the power cord core wire is a condensate (A1) of resorcin and formaldehyde, a rubber component (A2) containing a carboxyl-modified latex, and a curing agent containing a polycarbodiimide resin having a plurality of carbodiimide groups ( Since it is processed with the 1st processing agent which consists of a rubber composition (A) containing A3) and a hydrophilic solvent (B), even if it is a twisted-yarn cord, maintaining bending fatigue resistance (flexibility) In addition, the fibers are firmly bonded to each other, and the anti-glare property can be improved. Further, a condensate of resorcinol and formaldehyde (A1), a rubber component (A2) containing carboxyl-modified latex, and a curing agent (A3) containing a polycarbodiimide resin having a plurality of carbodiimide groups are combined and blended in a hydrophilic solvent. Therefore, the load on the environment is small, and the adhesion to the rubber in which the core wire is embedded can be improved.
<伝動ベルト用心線の製造方法>
本発明の伝動ベルト用心線の製造方法において、心線は、伝動ベルト用心線の未処理糸(心線本体)を特定の第1処理剤で処理(被覆処理、浸漬処理、含浸処理、乾燥処理、硬化処理)する工程(第1処理工程)を少なくとも経て、製造される。 <Manufacturing method of core wire for transmission belt>
In the method for manufacturing a transmission belt core wire according to the present invention, the core wire is a non-treated yarn (core wire body) of the transmission belt core wire treated with a specific first treatment agent (coating treatment, dipping treatment, impregnation treatment, drying treatment). , A curing process) (at least a first treatment process).
本発明の伝動ベルト用心線の製造方法において、心線は、伝動ベルト用心線の未処理糸(心線本体)を特定の第1処理剤で処理(被覆処理、浸漬処理、含浸処理、乾燥処理、硬化処理)する工程(第1処理工程)を少なくとも経て、製造される。 <Manufacturing method of core wire for transmission belt>
In the method for manufacturing a transmission belt core wire according to the present invention, the core wire is a non-treated yarn (core wire body) of the transmission belt core wire treated with a specific first treatment agent (coating treatment, dipping treatment, impregnation treatment, drying treatment). , A curing process) (at least a first treatment process).
[第1処理工程]
(伝動ベルト用心線の未処理糸)
第1処理剤で処理するための未処理糸を構成する原料繊維としては、例えば、天然繊維(綿、麻など)、再生繊維(レーヨン、アセテートなど)、合成繊維(ポリエチレンやポリプロピレンなどのポリオレフィン繊維、ポリスチレンなどのスチレン系繊維、ポリテトラフルオロエチレンなどのフッ素系繊維、アクリル系繊維、ポリビニルアルコールなどのビニルアルコール系繊維、ポリアミド繊維、ポリエステル繊維、全芳香族ポリエステル繊維、アラミド繊維など)、無機繊維(炭素繊維、ガラス繊維など)などが挙げられる。これらの繊維は、単独で又は二種以上組み合わせて使用できる。 [First processing step]
(Untreated yarn of the core wire for the transmission belt)
Examples of the raw fiber constituting the untreated yarn to be treated with the first treating agent include natural fibers (cotton, hemp, etc.), regenerated fibers (rayon, acetate, etc.), synthetic fibers (polyolefin fibers such as polyethylene and polypropylene). , Styrene fibers such as polystyrene, fluorine fibers such as polytetrafluoroethylene, acrylic fibers, vinyl alcohol fibers such as polyvinyl alcohol, polyamide fibers, polyester fibers, wholly aromatic polyester fibers, aramid fibers, etc.), inorganic fibers (Carbon fiber, glass fiber, etc.). These fibers can be used alone or in combination of two or more.
(伝動ベルト用心線の未処理糸)
第1処理剤で処理するための未処理糸を構成する原料繊維としては、例えば、天然繊維(綿、麻など)、再生繊維(レーヨン、アセテートなど)、合成繊維(ポリエチレンやポリプロピレンなどのポリオレフィン繊維、ポリスチレンなどのスチレン系繊維、ポリテトラフルオロエチレンなどのフッ素系繊維、アクリル系繊維、ポリビニルアルコールなどのビニルアルコール系繊維、ポリアミド繊維、ポリエステル繊維、全芳香族ポリエステル繊維、アラミド繊維など)、無機繊維(炭素繊維、ガラス繊維など)などが挙げられる。これらの繊維は、単独で又は二種以上組み合わせて使用できる。 [First processing step]
(Untreated yarn of the core wire for the transmission belt)
Examples of the raw fiber constituting the untreated yarn to be treated with the first treating agent include natural fibers (cotton, hemp, etc.), regenerated fibers (rayon, acetate, etc.), synthetic fibers (polyolefin fibers such as polyethylene and polypropylene). , Styrene fibers such as polystyrene, fluorine fibers such as polytetrafluoroethylene, acrylic fibers, vinyl alcohol fibers such as polyvinyl alcohol, polyamide fibers, polyester fibers, wholly aromatic polyester fibers, aramid fibers, etc.), inorganic fibers (Carbon fiber, glass fiber, etc.). These fibers can be used alone or in combination of two or more.
これらの繊維のうち、高モジュラスの点から、エチレンテレフタレート、エチレン-2,6-ナフタレートなどのC2-4アルキレンアリレートを主たる構成単位とするポリエステル繊維[ポリエチレンテレフタレート系繊維(PET繊維)、ポリエチレンナフタレート系繊維(PEN繊維)、ポリトリメチレンテレフタレート繊維(PTT繊維)などのポリアルキレンアリレート系繊維]、アラミド繊維などの合成繊維、炭素繊維などの無機繊維などが汎用され、引張強度が高く、高張力、高負荷の要求に対応できる点から、アラミド繊維(芳香族ポリアミド繊維)を含むのが好ましく、パラ系アラミド繊維が特に好ましい。パラ系アラミド繊維としては、例えば、ポリパラフェニレンテレフタルアミド繊維(例えば、帝人(株)の「トワロン(登録商標)」、東レ・デュポン(株)の「ケブラー(登録商標)」など)、ポリパラフェニレンテレフタルアミドと3,4’-オキシジフェニレンテレフタルアミドとの共重合体繊維(例えば、帝人(株)の「テクノーラ(登録商標)」など)などが例示できる。
Among these fibers, polyester fibers mainly composed of C 2-4 alkylene arylates such as ethylene terephthalate and ethylene-2,6-naphthalate, from the point of high modulus [polyethylene terephthalate fiber (PET fiber), polyethylene naphthalate Polyalkylene arylate fibers such as phthalate fibers (PEN fibers), polytrimethylene terephthalate fibers (PTT fibers)], synthetic fibers such as aramid fibers, inorganic fibers such as carbon fibers, etc. are widely used, with high tensile strength, high Aramid fibers (aromatic polyamide fibers) are preferably included, and para-aramid fibers are particularly preferable from the viewpoint of being able to meet demands for tension and high load. Examples of the para-aramid fibers include polyparaphenylene terephthalamide fibers (for example, “Twaron (registered trademark)” by Teijin Limited, “Kevlar (registered trademark)” by Toray DuPont), and polypara Examples thereof include copolymer fibers of phenylene terephthalamide and 3,4'-oxydiphenylene terephthalamide (for example, “Technola (registered trademark)” manufactured by Teijin Limited).
第1処理剤で処理するための未処理糸は、撚りが加えられていない原糸の状態であってもよく、原糸に撚りを加えた撚糸の状態(未処理撚糸コード)であってもよい。未処理撚糸コードは、フィラメントが撚り合わされているため、処理剤が内部のフィラメント間に侵入し難い性質を有している。そのため、未処理撚糸コードでは、通常、処理剤が強固に内部のフィラメントに付着できずにゴムとの密着性が低下し易い。一方、原糸を処理剤で処理してから撚りを加えて撚糸コードを作製し、さらに処理剤で処理する方法があるが、ホツレや接着性は改善されるものの、フィラメントの引き揃え性が低下して、引張強度や耐屈曲疲労性が低下し易い。また、撚糸前と後に処理工程を設けるため工程が複雑になる上に、原糸に処理液が付着すると粘着性が増して撚糸作業時の取り扱い性も低下する。これに対して、本発明では、処理剤の浸透性が優れているためか、撚糸コードであってもゴムとの密着性を向上できる。そのため、本発明では、伝動ベルト用心線の未処理糸が原糸、撚糸コードのいずれであっても優れた効果を発現するが、未処理撚糸コードである場合に、特に効果的である。
The untreated yarn to be treated with the first treatment agent may be in the state of a raw yarn that has not been twisted, or in the state of a twisted yarn in which the raw yarn has been twisted (untreated twisted yarn cord) Good. The untreated twisted cord has a property that the treatment agent is difficult to enter between the filaments inside because the filaments are twisted together. For this reason, in the untreated twisted cord, the treatment agent cannot be firmly attached to the internal filament, and the adhesion to the rubber tends to be lowered. On the other hand, there is a method in which the raw yarn is treated with a treating agent and then twisted to produce a twisted cord, and further treated with the treating agent. However, although the fraying and adhesion are improved, the filament alignment property is reduced. Accordingly, the tensile strength and the bending fatigue resistance are likely to be lowered. In addition, since the treatment process is provided before and after the twisting, the process becomes complicated, and when the treatment liquid adheres to the raw yarn, the tackiness is increased and the handleability during the twisting operation is also lowered. On the other hand, in this invention, since the permeability | transmittance of a processing agent is excellent, even if it is a twisted cord, adhesiveness with rubber | gum can be improved. For this reason, in the present invention, an excellent effect is exhibited regardless of whether the untreated yarn of the core wire for the transmission belt is a raw yarn or a twisted yarn cord, but it is particularly effective when it is an untreated twisted yarn cord.
原料繊維を含む未処理撚糸コードは、原料繊維(特にパラ系アラミド繊維)を含むマルチフィラメント糸(原糸)に撚りを加えた未処理の撚糸コードであってもよい。本発明では、このような撚糸コードであっても、処理剤の撚糸コード(モノフィラメント間及び/又はマルチフィラメント間)への含浸性が優れているため、耐剥離性、耐ホツレ性、ゴムとの接着性を向上できる。
The untreated twisted cord including the raw material fiber may be an untreated twisted cord obtained by adding a twist to a multifilament yarn (raw yarn) including the raw material fiber (particularly para-aramid fiber). In the present invention, even with such a twisted cord, since the impregnation property of the treating agent into the twisted cord (between monofilaments and / or between the multifilaments) is excellent, the peel resistance, the fray resistance, and the rubber Adhesion can be improved.
原糸において、マルチフィラメント糸は、パラ系アラミド繊維のモノフィラメント糸を含むのが好ましく、必要であれば、他の繊維(ポリエステル繊維など)のモノフィラメント糸を含んでいてもよい。パラ系アラミド繊維の割合は、モノフィラメント糸全体(マルチフィラメント糸)に対して50質量%以上(特に80~100質量%)であり、通常、全モノフィラメント糸がパラ系アラミド繊維で構成されていてもよい。本発明では、特定の第1処理剤で未処理撚糸コードを処理するため、未処理撚糸コードがパラ系アラミド繊維のマルチフィラメント糸(パラ系アラミド繊維のモノフィラメント糸のみからなるマルチフィラメント糸)であっても伝動ベルト側面でのホツレを防止でき、かつ伝動ベルトの耐屈曲疲労性を向上できる。
In the original yarn, the multifilament yarn preferably includes a monofilament yarn of para-aramid fiber, and may include a monofilament yarn of another fiber (such as polyester fiber) if necessary. The proportion of the para-aramid fiber is 50% by mass or more (particularly 80 to 100% by mass) with respect to the entire monofilament yarn (multifilament yarn). Usually, even if all monofilament yarns are composed of para-aramid fibers. Good. In the present invention, since the untreated twisted cord is treated with the specific first treatment agent, the untreated twisted cord is a multi-filament yarn made of para-aramid fibers (a multi-filament yarn made only of mono-filament yarns of para-aramid fibers). However, it is possible to prevent fraying on the side surface of the transmission belt and to improve the bending fatigue resistance of the transmission belt.
マルチフィラメント糸は、複数のモノフィラメント糸を含んでいればよく、伝動ベルトの耐久性の点から、例えば100~5000本、好ましくは300~2000本、さらに好ましくは600~1000本程度のモノフィラメント糸を含んでいてもよい。
The multifilament yarn only needs to include a plurality of monofilament yarns. From the viewpoint of durability of the transmission belt, for example, 100 to 5000, preferably 300 to 2000, and more preferably about 600 to 1000 monofilament yarns are used. May be included.
モノフィラメント糸の平均繊度は、例えば0.8~10dtex、好ましくは0.8~5dtex、さらに好ましくは1.1~1.7dtex程度であってもよい。
The average fineness of the monofilament yarn may be, for example, about 0.8 to 10 dtex, preferably about 0.8 to 5 dtex, and more preferably about 1.1 to 1.7 dtex.
撚糸コードは、少なくとも1本の原糸を右撚り(S撚り)又は左撚り(Z撚り)した撚糸コード(片撚糸)であってもよいが、強度の点から、複数本の原糸を撚り合わせた撚糸コードが好ましい。
The twisted cord may be a twisted cord (single twisted yarn) obtained by right-twisting (S-twisting) or left-twisting (Z-twisting) at least one of the raw yarns. A combined twisted cord is preferred.
複数本の原糸を撚り合わせた撚糸コードは、複数の片撚糸を下撚り糸として上撚りした撚糸コード(例えば、諸撚糸、駒撚糸、ラング撚糸など)であってもよく、片撚糸と単糸とを下撚り糸として上撚りした撚糸コード(例えば、壁撚糸など)であってもよい。また、片撚り方向(下撚り方向)と上撚り方向とは、同一方向(ラング撚り)及び逆方向(諸撚り)のいずれであってもよい。これらのうち、撚り戻りの抑制や耐屈曲疲労性に優れる点から、複数の片撚糸を下撚糸として上撚りした2段階に撚糸した撚糸コード(諸撚糸やラング撚糸)が特に好ましい。
The twisted cord obtained by twisting a plurality of raw yarns may be a twisted cord obtained by twisting a plurality of single twisted yarns as a lower twisted yarn (for example, various twisted yarns, piece twisted yarns, Lang twisted yarns, etc.). May be a twisted yarn cord (for example, a wall twisted yarn) that is twisted as a lower twisted yarn. Further, the single twist direction (primary twist direction) and the upper twist direction may be either the same direction (Lang twist) or the reverse direction (various twists). Among these, a twisted cord (twisted yarn or rung twisted yarn) that is twisted in two stages obtained by twisting a plurality of single-twisted yarns as a lower twisted yarn is particularly preferable from the viewpoint of excellent twist back suppression and bending fatigue resistance.
これらの撚糸コードを構成する下撚り糸の数は、例えば、2~5本、好ましくは2~4本、さらに好ましくは2~3本程度であってもよい。下撚りの撚り数は、例えば、20~300回/m、好ましくは30~200回/m、さらに好ましくは50~180回/m程度であってもよい。下撚りにおいて、下記式(1)で表される撚り係数(T.F.)は、例えば0.01~10程度の範囲から選択でき、諸撚糸では1~6程度が好ましく、ラング撚糸では0.2~2程度が好ましい。
The number of lower twisted yarns constituting these twisted cords may be, for example, 2 to 5, preferably 2 to 4, and more preferably about 2 to 3. The number of twists of the lower twist may be, for example, about 20 to 300 times / m, preferably about 30 to 200 times / m, and more preferably about 50 to 180 times / m. In the lower twist, the twist coefficient (TF) represented by the following formula (1) can be selected from a range of about 0.01 to 10, for example, about 1 to 6 is preferable for various twisted yarns, and 0 for the long twisted yarns. About 2 to 2 is preferable.
撚り係数(T.F.)=[撚り数(回/m)×√トータル繊度(tex)]/960 (1)。
Twisting coefficient (TF) = [twisting number (times / m) × √total fineness (tex)] / 960 (1).
上撚りの撚り数は、特に制限されず、例えば、30~200回/m、好ましくは40~180回/m、さらに好ましくは50~150回/m程度であってもよい。上撚りにおいて、式(1)で表される撚り係数(T.F.)は、例えば0.01~10程度の範囲から選択でき、諸撚糸では1~6程度が好ましく、ラング撚糸では2~5程度が好ましい。
The number of twists of the upper twist is not particularly limited, and may be, for example, about 30 to 200 times / m, preferably about 40 to 180 times / m, and more preferably about 50 to 150 times / m. In the upper twist, the twist coefficient (TF) represented by the formula (1) can be selected from a range of about 0.01 to 10, for example, about 1 to 6 is preferable for various twisted yarns, and 2 to about 2 for long twisted yarns. About 5 is preferable.
上撚りされた伝動ベルト用心線未処理撚糸コードの平均径は、例えば、0.2~3.5mm、好ましくは0.4~3mm、さらに好ましくは0.5~2.5mm程度であってもよい。
The average diameter of the untwisted twisted cord for the power transmission belt twisted may be, for example, about 0.2 to 3.5 mm, preferably about 0.4 to 3 mm, and more preferably about 0.5 to 2.5 mm. Good.
複数本の原糸を撚り合わせた撚糸コードにおける撚り構成を(下撚り時の原糸引き揃え本数)×(上撚り時の下撚り糸引き揃え本数)で表す場合、1×2、1×3、1×5、2×3、2×5、3×5などの構成の撚糸コードであってもよい。
When the twist structure in a twisted cord obtained by twisting a plurality of raw yarns is expressed by (number of original yarns aligned at the time of lower twisting) × (number of lower twisted yarns at the time of upper twist), 1 × 2, 1 × 3, It may be a twisted cord having a configuration of 1 × 5, 2 × 3, 2 × 5, 3 × 5, or the like.
(第1処理剤)
第1処理剤(又は前処理剤)は、レゾルシンとホルムアルデヒドとの縮合物(A1)、カルボキシル変性ラテックス(カルボキシル基含有ラテックス又はカルボキシル基末端ラテックス)を含むゴム成分(A2)及び複数のカルボジイミド基を有するポリカルボジイミド樹脂を含む硬化剤(A3)を含むゴム組成物(A)と親水性溶媒(B)とからなる。 (First treatment agent)
The first treatment agent (or pretreatment agent) comprises a condensate (A1) of resorcin and formaldehyde, a rubber component (A2) containing a carboxyl-modified latex (carboxyl group-containing latex or carboxyl group-terminated latex), and a plurality of carbodiimide groups. It consists of a rubber composition (A) containing a curing agent (A3) containing a polycarbodiimide resin and a hydrophilic solvent (B).
第1処理剤(又は前処理剤)は、レゾルシンとホルムアルデヒドとの縮合物(A1)、カルボキシル変性ラテックス(カルボキシル基含有ラテックス又はカルボキシル基末端ラテックス)を含むゴム成分(A2)及び複数のカルボジイミド基を有するポリカルボジイミド樹脂を含む硬化剤(A3)を含むゴム組成物(A)と親水性溶媒(B)とからなる。 (First treatment agent)
The first treatment agent (or pretreatment agent) comprises a condensate (A1) of resorcin and formaldehyde, a rubber component (A2) containing a carboxyl-modified latex (carboxyl group-containing latex or carboxyl group-terminated latex), and a plurality of carbodiimide groups. It consists of a rubber composition (A) containing a curing agent (A3) containing a polycarbodiimide resin and a hydrophilic solvent (B).
(A1)レゾルシンとホルムアルデヒドとの縮合物(RF縮合物)
第1処理剤は、主として耐ホツレ性を向上させるために、レゾルシン(R)とホルムアルデヒド(F)との縮合物(RF縮合物)を含む。RF縮合物は、カルボキシル変性ラテックスとの相溶性に優れ、柔軟性と耐ホツレ性とを両立できる被膜を形成できる。 (A1) Condensate of resorcin and formaldehyde (RF condensate)
The first treatment agent mainly contains a condensate (RF condensate) of resorcin (R) and formaldehyde (F) in order to improve anti-fogging resistance. The RF condensate is excellent in compatibility with the carboxyl-modified latex, and can form a film that can achieve both flexibility and anti-glare property.
第1処理剤は、主として耐ホツレ性を向上させるために、レゾルシン(R)とホルムアルデヒド(F)との縮合物(RF縮合物)を含む。RF縮合物は、カルボキシル変性ラテックスとの相溶性に優れ、柔軟性と耐ホツレ性とを両立できる被膜を形成できる。 (A1) Condensate of resorcin and formaldehyde (RF condensate)
The first treatment agent mainly contains a condensate (RF condensate) of resorcin (R) and formaldehyde (F) in order to improve anti-fogging resistance. The RF condensate is excellent in compatibility with the carboxyl-modified latex, and can form a film that can achieve both flexibility and anti-glare property.
RF縮合物(A1)としては、特に制限されず、例えば、ノボラック型、レゾール型、これらの組み合わせなどが例示できる。
The RF condensate (A1) is not particularly limited, and examples thereof include novolac type, resol type, and combinations thereof.
RF縮合物は、例えば、水及び塩基触媒(水酸化ナトリウムなどのアルカリ金属塩;アルカリ土類金属塩;アンモニアなど)の存在下、レゾルシンとホルムアルデヒドとを反応することにより得られる反応生成物(例えば、初期縮合物又はプレポリマー)であってもよい。なお、本発明の効果を阻害しない限り、レゾルシンと共に、フェノール、クレゾールなどの芳香族モノオールを併用してもよく、カテコール、ハイドロキノンなどの芳香族ジ又はポリオールを併用してもよい。また、ホルムアルデヒドとしては、ホルムアルデヒドの縮合体(例えば、トリオキサン、パラホルムアルデヒドなど)を使用してもよく、ホルムアルデヒドの水溶液(ホルマリンなど)を使用してもよい。
The RF condensate is, for example, a reaction product (for example, a reaction product obtained by reacting resorcin with formaldehyde in the presence of water and a base catalyst (an alkali metal salt such as sodium hydroxide; an alkaline earth metal salt; ammonia or the like). , An initial condensate or a prepolymer). In addition, unless the effect of this invention is inhibited, aromatic monools, such as a phenol and cresol, may be used together with resorcin, and aromatic di or polyols, such as catechol and hydroquinone, may be used together. As formaldehyde, a condensate of formaldehyde (for example, trioxane, paraformaldehyde, etc.) may be used, or an aqueous solution of formaldehyde (formalin, etc.) may be used.
レゾルシンとホルムアルデヒドとの割合(使用割合)は、例えば、前者/後者(モル比)=1/0.1~1/5程度の範囲から選択でき、レゾール型とノボラック型との混合物を生成する場合、両者のモル比は、例えば、前者/後者=1/0.3~1/1、好ましくは1/0.4~1/0.95、さらに好ましくは1/0.5~1/0.9程度であってもよい。ホルムアルデヒドの割合が多すぎると、残留ホルムアルデヒドによる汚染の虞があり、逆に少なすぎると、レゾール型RF縮合物の含有量が不足して硬化物の機械的特性が低下する虞がある。
The ratio (use ratio) of resorcin to formaldehyde can be selected from the range of the former / latter (molar ratio) = 1 / 0.1 to 1/5, for example, and a mixture of resole type and novolak type is produced. The molar ratio of the two is, for example, the former / the latter = 1 / 0.3 to 1/1, preferably 1 / 0.4 to 1 / 0.95, and more preferably 1 / 0.5 to 1 / 0.0. It may be about 9. If the proportion of formaldehyde is too large, there is a risk of contamination with residual formaldehyde. Conversely, if it is too small, the content of the resol-type RF condensate may be insufficient and the mechanical properties of the cured product may be deteriorated.
RF縮合物(A1)の割合は、ゴム成分(A2)100質量部に対して、例えば1~100質量部、好ましくは3~80質量部(例えば5~50質量部)、さらに好ましくは10~40質量部(特に20~30質量部)程度である。柔軟なゴム成分に対して、RF縮合物の割合がこの範囲にあると、処理剤の繊維間への浸透性を高めるとともに、柔軟性をも確保して、アラミド繊維の固着(耐ホツレ性)と柔軟性(耐屈曲疲労性)とのバランスが調整される。これに対して、RF縮合物(A1)の割合が多すぎると、生成する硬化物が剛直になり易く、耐屈曲疲労性が低下する虞がある。一方、RF縮合物(A1)の割合が少なすぎると、硬化物の機械的特性が低下して、耐ホツレ性が低下する虞がある。
The ratio of the RF condensate (A1) is, for example, 1 to 100 parts by weight, preferably 3 to 80 parts by weight (eg 5 to 50 parts by weight), more preferably 10 to 100 parts by weight with respect to 100 parts by weight of the rubber component (A2). It is about 40 parts by mass (particularly 20 to 30 parts by mass). When the ratio of the RF condensate is within this range with respect to the flexible rubber component, the permeability of the treatment agent between the fibers is increased and the flexibility is secured to fix the aramid fibers (anti-scratch resistance). And the balance between flexibility (bending fatigue resistance) are adjusted. On the other hand, when there is too much ratio of RF condensate (A1), the hardened | cured material to produce | generate will become rigid easily and there exists a possibility that bending fatigue resistance may fall. On the other hand, if the ratio of the RF condensate (A1) is too small, the mechanical properties of the cured product may be lowered, and the anti-fogging property may be lowered.
(A2)ゴム成分
ゴム成分(A2)は、カルボキシル変性ラテックスを含む。本発明では、ゴム成分としてカルボキシル変性ラテックスを用いることにより、第1処理剤によって形成される被膜の強度を向上できるとともに、ラテックスの柔軟性により、耐屈曲疲労性も保持できる。 (A2) Rubber component The rubber component (A2) contains carboxyl-modified latex. In the present invention, by using carboxyl-modified latex as the rubber component, the strength of the film formed by the first treatment agent can be improved, and the bending fatigue resistance can be maintained by the flexibility of the latex.
ゴム成分(A2)は、カルボキシル変性ラテックスを含む。本発明では、ゴム成分としてカルボキシル変性ラテックスを用いることにより、第1処理剤によって形成される被膜の強度を向上できるとともに、ラテックスの柔軟性により、耐屈曲疲労性も保持できる。 (A2) Rubber component The rubber component (A2) contains carboxyl-modified latex. In the present invention, by using carboxyl-modified latex as the rubber component, the strength of the film formed by the first treatment agent can be improved, and the bending fatigue resistance can be maintained by the flexibility of the latex.
カルボキシル変性ラテックスを構成するラテックス(ゴム成分)としては、特に限定されず、例えば、ジエン系ゴム[天然ゴム、イソプレンゴム、ブタジエンゴム、クロロプレンゴム、スチレンブタジエンゴム(SBRラテックス)、スチレン-ブタジエン-ビニルピリジン三元共重合体ラテックス(VPラテックス)、アクリロニトリルブタジエンゴム(NBRラテックス)、水素化ニトリルゴム(H-NBRラテックス)など]、オレフィン系ゴム(例えば、エチレン-α-オレフィンエラストマー、エチレン-プロピレン共重合体(EPM)、エチレン-プロピレン-ジエン三元共重合体(EPDM)など)、アクリル系ゴム、フッ素ゴム、シリコーン系ゴム、ウレタン系ゴム、エピクロロヒドリンゴム、クロロスルホン化ポリエチレン(CSM)、アルキルクロロスルホン化ポリエチレン(ACSM)、オレフィン-ビニルエステル共重合体(例えば、エチレン-酢酸ビニル共重合体(EAM)など)などが挙げられる。これらのラテックス(ゴム)は、単独で又は二種以上組み合わせて使用できる。
The latex (rubber component) constituting the carboxyl-modified latex is not particularly limited. For example, diene rubber [natural rubber, isoprene rubber, butadiene rubber, chloroprene rubber, styrene butadiene rubber (SBR latex), styrene-butadiene-vinyl. Pyridine terpolymer latex (VP latex), acrylonitrile butadiene rubber (NBR latex), hydrogenated nitrile rubber (H-NBR latex), etc.], olefin rubber (eg, ethylene-α-olefin elastomer, ethylene-propylene copolymer) Polymer (EPM), ethylene-propylene-diene terpolymer (EPDM), etc.), acrylic rubber, fluorine rubber, silicone rubber, urethane rubber, epichlorohydrin rubber, chlorosulfonated polyethylene Down (CSM), alkyl chlorosulfonated polyethylene (ACSM), olefin - vinyl ester copolymer (e.g., ethylene - vinyl acetate copolymer (EAM), etc.) and the like. These latexes (rubbers) can be used alone or in combination of two or more.
これらのうち、ジエン系ゴム、クロロスルホン化ポリエチレンゴム、エピクロルヒドリンゴムなどが汎用され、ゴムとの接着性に優れる点から、NBRラテックスが好ましく、RF縮合物(A1)やレゾルシンとホルムアルデヒドとラテックスとを含む第2処理剤との接着性に優れる点から、ビニルピリジン骨格を有するジエン系ゴムが好ましい。
Among these, diene rubber, chlorosulfonated polyethylene rubber, epichlorohydrin rubber and the like are widely used, and NBR latex is preferable from the viewpoint of excellent adhesion to rubber, and RF condensate (A1), resorcin, formaldehyde and latex are used. A diene rubber having a vinylpyridine skeleton is preferable from the viewpoint of excellent adhesion to the second treating agent.
NBRラテックスは、重合成分であるアクリロニトリル及びブタジエンに加えて、慣用の共重合成分[例えば、メタクリロニトリル、(メタ)アクリル酸、2-メチル-5-ビニルピリジンなどのビニル系化合物、イソプレン、メチルブタジエン、ペンタジエンなどのジエン系化合物など]を含んでいてもよい。NBRラテックスにおけるアクリロニトリル含量(中心値)は、例えば10~50質量%、好ましくは20~45質量%、さらに好ましくは30~43質量%程度である。アクリロニトリル含量が少なすぎると、強度が低下する虞があり、アクリロニトリル含量が多すぎると、架橋が困難となり、耐久性が低下する虞がある。
In addition to acrylonitrile and butadiene, which are polymerization components, NBR latex is a conventional copolymer component [for example, vinyl compounds such as methacrylonitrile, (meth) acrylic acid, 2-methyl-5-vinylpyridine, isoprene, methyl Diene compounds such as butadiene and pentadiene] may be included. The acrylonitrile content (center value) in the NBR latex is, for example, about 10 to 50% by mass, preferably about 20 to 45% by mass, and more preferably about 30 to 43% by mass. If the acrylonitrile content is too low, the strength may decrease, and if the acrylonitrile content is too high, crosslinking may be difficult and durability may be reduced.
ビニルピリジン骨格を有するジエン系ゴムとしては、ブタジエン及びビニルピリジンに加えて、慣用の共重合成分[スチレン、α-メチルスチレン、クロロスチレン、(メタ)アクリロニトリル、(メタ)アクリル酸、(メタ)アクリル酸アルキルエステルなど]を含んでいてもよい。これらのうち、スチレンなどの芳香族ビニル系単量体が汎用される。すなわち、ビニルピリジン-ブタジエン系共重合体としては、例えば、ブタジエン-ビニルピリジン共重合体、スチレン-ブタジエン-ビニルピリジン三元共重合体(VPラテックス)などが汎用される。
Diene rubbers having a vinylpyridine skeleton include, in addition to butadiene and vinylpyridine, conventional copolymerization components [styrene, α-methylstyrene, chlorostyrene, (meth) acrylonitrile, (meth) acrylic acid, (meth) acrylic. Acid alkyl ester, etc.]. Of these, aromatic vinyl monomers such as styrene are widely used. That is, as the vinylpyridine-butadiene copolymer, for example, a butadiene-vinylpyridine copolymer, a styrene-butadiene-vinylpyridine terpolymer (VP latex), or the like is widely used.
これらのラテックスにカルボキシル基を導入する方法は、特に限定されないが、通常、エチレン性不飽和結合を有する不飽和カルボン酸を共重合させる方法が利用される。このような不飽和カルボン酸としては、例えば、(メタ)アクリル酸、クロトン酸などの不飽和モノカルボン酸;フマル酸、マレイン酸、イタコン酸、ブテントリカルボン酸などの不飽和多価カルボン酸;マレイン酸モノエチル、イタコン酸モノメチルなどの不飽和多価カルボン酸の部分エステル化物などが挙げられる。これらの不飽和カルボン酸単独で又は二種以上組み合わせて使用できる。
The method for introducing a carboxyl group into these latexes is not particularly limited, but a method of copolymerizing an unsaturated carboxylic acid having an ethylenically unsaturated bond is usually used. Examples of such unsaturated carboxylic acids include unsaturated monocarboxylic acids such as (meth) acrylic acid and crotonic acid; unsaturated polycarboxylic acids such as fumaric acid, maleic acid, itaconic acid, and butenetricarboxylic acid; Examples thereof include partially esterified products of unsaturated polyvalent carboxylic acids such as monoethyl acid and monomethyl itaconate. These unsaturated carboxylic acids can be used alone or in combination of two or more.
具体的なカルボキシル変性ラテックスとしては、例えば、カルボキシル変性アクリロニトリル・ブタジエン共重合体ラテックス(XNBRラテックス)、カルボキシル変性水素化アクリロニトリル・ブタジエン共重合体ラテックス(XHNBRラテックス)、カルボキシル変性スチレン・ブタジエン共重合体ラテックス(XSBRラテックス)及びカルボキシル変性スチレン・ブタジエン・ビニルピリジン共重合体ラテックス(XVPラテックス)などが挙げられる。これらのカルボキシル変性ラテックスは、単独で又は二種以上組み合わせて使用できる。これらのうち、XNBRラテックス、XVPラテックスが好ましい。
Specific carboxyl-modified latexes include, for example, carboxyl-modified acrylonitrile / butadiene copolymer latex (XNBR latex), carboxyl-modified hydrogenated acrylonitrile / butadiene copolymer latex (XHNBR latex), carboxyl-modified styrene / butadiene copolymer latex. (XSBR latex) and carboxyl-modified styrene / butadiene / vinylpyridine copolymer latex (XVP latex). These carboxyl-modified latexes can be used alone or in combination of two or more. Of these, XNBR latex and XVP latex are preferred.
ゴム成分は、カルボキシル変性ラテックス(カルボキシル基含有ラテックス)に加えて、カルボキシル基で変性されていないカルボキシル基非含有ラテックス(未変性ラテックス)を含んでいてもよい。未変性ラテックスとしては、カルボキシル変性ラテックスを構成するラテックスとして例示されたラテックスなどが挙げられる。未変性ラテックスの割合は、ゴム成分全体に対して、50質量%以下であり、好ましくは30質量%以下(例えば0.1~30質量%)、さらに好ましくは10質量%以下(例えば1~10質量%)程度である。
The rubber component may contain, in addition to the carboxyl-modified latex (carboxyl group-containing latex), a carboxyl group-free latex (unmodified latex) that is not modified with a carboxyl group. Examples of the unmodified latex include the latex exemplified as the latex constituting the carboxyl-modified latex. The ratio of the unmodified latex is 50% by mass or less, preferably 30% by mass or less (eg 0.1 to 30% by mass), more preferably 10% by mass or less (eg 1 to 10%) with respect to the entire rubber component. Mass%).
カルボキシル変性ラテックスの割合は、ゴム成分(A2)全体に対して、50質量%以上であってもよく、好ましくは70質量%以上、さらに好ましくは90質量%以上であり、ゴム成分(A2)がカルボキシル変性ラテックス単独(100質量%)で形成されていてもよい。カルボキシル変性ラテックスの割合が少なすぎると、第1処理剤によって形成される被膜の強度が低下する虞がある。
The proportion of the carboxyl-modified latex may be 50% by mass or more, preferably 70% by mass or more, more preferably 90% by mass or more, based on the entire rubber component (A2). It may be formed of carboxyl-modified latex alone (100% by mass). If the proportion of the carboxyl-modified latex is too small, the strength of the film formed by the first treatment agent may be reduced.
(A3)硬化剤
硬化剤(A3)は、複数のカルボジイミド基を有するポリカルボジイミド樹脂を含む。本発明では、硬化剤として前記ポリカルボジイミド樹脂を用いることにより、ラテックスのカルボキシル基とカルボジイミド基との架橋反応によりラテックスを架橋して補強し、生成する被膜を強靭化できる。さらに、前記ポリカルボジイミド樹脂とアラミド繊維との間では、以下の化学構造的な密着(化学結合や分子間相互作用)が作用し、アラミド繊維をより強固に固着できる。 (A3) Curing Agent The curing agent (A3) includes a polycarbodiimide resin having a plurality of carbodiimide groups. In the present invention, by using the polycarbodiimide resin as a curing agent, the latex is cross-linked and reinforced by a cross-linking reaction between the carboxyl group and carbodiimide group of the latex, and the resulting coating can be toughened. Furthermore, the following chemical structural adhesion (chemical bond or intermolecular interaction) acts between the polycarbodiimide resin and the aramid fiber, so that the aramid fiber can be more firmly fixed.
硬化剤(A3)は、複数のカルボジイミド基を有するポリカルボジイミド樹脂を含む。本発明では、硬化剤として前記ポリカルボジイミド樹脂を用いることにより、ラテックスのカルボキシル基とカルボジイミド基との架橋反応によりラテックスを架橋して補強し、生成する被膜を強靭化できる。さらに、前記ポリカルボジイミド樹脂とアラミド繊維との間では、以下の化学構造的な密着(化学結合や分子間相互作用)が作用し、アラミド繊維をより強固に固着できる。 (A3) Curing Agent The curing agent (A3) includes a polycarbodiimide resin having a plurality of carbodiimide groups. In the present invention, by using the polycarbodiimide resin as a curing agent, the latex is cross-linked and reinforced by a cross-linking reaction between the carboxyl group and carbodiimide group of the latex, and the resulting coating can be toughened. Furthermore, the following chemical structural adhesion (chemical bond or intermolecular interaction) acts between the polycarbodiimide resin and the aramid fiber, so that the aramid fiber can be more firmly fixed.
(1)ポリカルボジイミド樹脂のカルボジイミド基がアラミド繊維の残存アミノ基及び/又はカルボキシル基と化学反応して結合する化学的密着
(2)ポリカルボジイミド樹脂のカルボジイミド基と、アラミド繊維のアミド結合との分子間相互作用(水素結合)による化学的密着。 (1) Chemical adhesion in which a carbodiimide group of a polycarbodiimide resin is bonded by a chemical reaction with a residual amino group and / or carboxyl group of an aramid fiber (2) A molecule between a carbodiimide group of a polycarbodiimide resin and an amide bond of an aramid fiber Chemical adhesion by intermolecular interaction (hydrogen bonding).
(2)ポリカルボジイミド樹脂のカルボジイミド基と、アラミド繊維のアミド結合との分子間相互作用(水素結合)による化学的密着。 (1) Chemical adhesion in which a carbodiimide group of a polycarbodiimide resin is bonded by a chemical reaction with a residual amino group and / or carboxyl group of an aramid fiber (2) A molecule between a carbodiimide group of a polycarbodiimide resin and an amide bond of an aramid fiber Chemical adhesion by intermolecular interaction (hydrogen bonding).
前記ポリカルボジイミド樹脂は、複数のカルボジイミド基(-N=C=N-)を有していればよく、特に限定されないが、例えば、下記式(I)で表される繰り返し単位を有する樹脂(又はオリゴマー)などが挙げられる。
The polycarbodiimide resin is not particularly limited as long as it has a plurality of carbodiimide groups (—N═C═N—). For example, a resin having a repeating unit represented by the following formula (I) (or Oligomer).
-(N=C=N-R)- (I)
(式中、Rは、置換基を有していてもよい二価の炭化水素基を示す) -(N = C = NR)-(I)
(In the formula, R represents a divalent hydrocarbon group which may have a substituent)
(式中、Rは、置換基を有していてもよい二価の炭化水素基を示す) -(N = C = NR)-(I)
(In the formula, R represents a divalent hydrocarbon group which may have a substituent)
前記式(I)のRにおいて、二価の炭化水素基には、脂肪族炭化水素基、脂環式炭化水素基、芳香族炭化水素基などが含まれる。
In R of the above formula (I), the divalent hydrocarbon group includes an aliphatic hydrocarbon group, an alicyclic hydrocarbon group, an aromatic hydrocarbon group, and the like.
脂肪族炭化水素基としては、例えば、アルキレン基、アルケニレン基、アルキニレン基が挙げられる。アルキレン基としては、例えば、メチレン基、エチレン基、プロピレン基、トリメチレン基、ブチレン基、テトラメチレン基、ヘキサメチレン基、イソヘキシレン基、オクタメチレン基、イソオクチレン基、デカメチレン基、ドデカメチレン基などのC1-20アルキレン基などが挙げられる。アルケニレン基としては、例えば、ビニレン基、アリレン基、メタリレン基、1-プロペニレン基、イソプロペニレン基、ブテニレン基、ペンテニレン基、ヘキセニレン基などのC2-20アルケニレン基などが挙げられる。アルキニレン基としては、例えば、エチニレン基、プロピニレン基などのC2-20アルキニレン基などが挙げられる。
Examples of the aliphatic hydrocarbon group include an alkylene group, an alkenylene group, and an alkynylene group. Examples of the alkylene group include C 1 such as methylene group, ethylene group, propylene group, trimethylene group, butylene group, tetramethylene group, hexamethylene group, isohexylene group, octamethylene group, isooctylene group, decamethylene group, and dodecamethylene group. And a -20 alkylene group. Examples of the alkenylene group include C 2-20 alkenylene groups such as vinylene group, arylene group, metalrylene group, 1-propenylene group, isopropenylene group, butenylene group, pentenylene group, hexenylene group and the like. Examples of the alkynylene group include C 2-20 alkynylene groups such as ethynylene group and propynylene group.
脂環式炭化水素基としては、例えば、シクロプロピレン基、シクロブチレン基、シクロペンチレン基、シクロヘキシレン基、シクロドデカン-ジイル基などのC3-12シクロアルキレン基;シクロヘキセニレン基などのC3-12シクロアルケニレン基;ビシクロヘプタニレン基、ビシクロヘプテニレン基などのC4-15架橋環式炭化水素基などが挙げられる。
Examples of the alicyclic hydrocarbon group include a C 3-12 cycloalkylene group such as a cyclopropylene group, a cyclobutylene group, a cyclopentylene group, a cyclohexylene group, and a cyclododecane-diyl group; a C such as a cyclohexenylene group. 3-12 cycloalkenylene group; C 4-15 bridged cyclic hydrocarbon group such as bicycloheptanylene group and bicycloheptenylene group.
芳香族炭化水素基としては、例えば、フェニレン基、ナフチレン基などのC6-14アリーレン基などが挙げられる。
Examples of the aromatic hydrocarbon group include C 6-14 arylene groups such as a phenylene group and a naphthylene group.
さらに、炭化水素基としては、例えば、脂肪族炭化水素基、脂環式炭化水素基及び芳香族炭化水素基から選択される二種以上を結合した基であってもよい。脂肪族炭化水素基と脂環式炭化水素基とが結合した基としては、例えば、シクロへキシレンメチレン基、メチレンシクロヘキシレン基、ジシクロヘキシルメタン-4,4’-ジイル基、ジシクロヘキシルプロパン-4,4’-ジイル基などのジシクロアルキルアルカン-ジイル基などが挙げられる。脂肪族炭化水素基と芳香族炭化水素基とが結合した基としては、例えば、トリレン基、キシリレン基、ジフェニルメタン-4,4’-ジイル基、ジフェニルプロパン-4,4’-ジイル基などのジアリールアルカン-ジイル基などが挙げられる。
Furthermore, the hydrocarbon group may be, for example, a group in which two or more selected from an aliphatic hydrocarbon group, an alicyclic hydrocarbon group, and an aromatic hydrocarbon group are bonded. Examples of the group in which an aliphatic hydrocarbon group and an alicyclic hydrocarbon group are bonded include, for example, a cyclohexylenemethylene group, a methylenecyclohexylene group, a dicyclohexylmethane-4,4′-diyl group, and a dicyclohexylpropane-4,4. And dicycloalkylalkane-diyl groups such as a '-diyl group. Examples of the group in which an aliphatic hydrocarbon group and an aromatic hydrocarbon group are bonded include diaryls such as a tolylene group, a xylylene group, a diphenylmethane-4,4′-diyl group, and a diphenylpropane-4,4′-diyl group. And alkane-diyl group.
これらの炭化水素基のうち、メチレン基やヘキサメチレン基などのC1-10アルキレン基、シクロヘキシレン基などのC5-8シクロアルキレン基、フェニレン基などのC6-10アリーレン基や、これらの炭化水素基の組み合わせ(例えば、ジシクロヘキシルメタン-4,4’-ジイル基などのC1-10アルキレン基とC5-8シクロアルキレン基との組み合わせなど)が好ましい。
Among these hydrocarbon groups, a C 1-10 alkylene group such as a methylene group and a hexamethylene group, a C 5-8 cycloalkylene group such as a cyclohexylene group, a C 6-10 arylene group such as a phenylene group, A combination of hydrocarbon groups (for example, a combination of a C 1-10 alkylene group such as a dicyclohexylmethane-4,4′-diyl group and a C 5-8 cycloalkylene group) is preferable.
これらの炭化水素基の置換基としては、例えば、アルキル基(メチル基、エチル基、プロピル基、イソプロピル基、ブチル基などのC1-10アルキル基)、アルケニル基、シクロアルキル基、アリール基、ハロゲン原子(フッ素原子、塩素原子、臭素原子、ヨウ素原子など)、オキソ基、ヒドロキシル基、カルボニル基、カルボキシル基、アミノ基、アルコキシ基(メトキシ基、エトキシ基などのC1-6アルコキシ基など)、アシル基、メルカプト基、スルホン酸(塩)基、アルキルチオ基、エポキシ基、シアノ基、リン酸基などが挙げられる。これらの置換基は、単独で又は二種以上組み合わせて使用できる。これらの置換基のうち、イソプロピル基などのC1-4アルキル基や、ヒドロキシル基、カルボキシル基、アミノ基、スルホン酸(塩)基などの親水性基などが汎用される。
Examples of the substituent of these hydrocarbon groups include alkyl groups (C 1-10 alkyl groups such as methyl, ethyl, propyl, isopropyl, and butyl groups), alkenyl groups, cycloalkyl groups, aryl groups, Halogen atom (fluorine atom, chlorine atom, bromine atom, iodine atom, etc.), oxo group, hydroxyl group, carbonyl group, carboxyl group, amino group, alkoxy group (C 1-6 alkoxy group such as methoxy group, ethoxy group, etc.) , Acyl groups, mercapto groups, sulfonic acid (salt) groups, alkylthio groups, epoxy groups, cyano groups, phosphoric acid groups, and the like. These substituents can be used alone or in combination of two or more. Among these substituents, C 1-4 alkyl groups such as isopropyl group, and hydrophilic groups such as hydroxyl group, carboxyl group, amino group, and sulfonic acid (salt) group are widely used.
なお、ポリカルボジイミド樹脂は、繰り返し単位を構成する基Rが同一の炭化水素基である単独重合体であってもよく、異なる炭化水素基である共重合体であってもよい。
The polycarbodiimide resin may be a homopolymer in which the groups R constituting the repeating unit are the same hydrocarbon group or a copolymer in which different hydrocarbon groups are used.
なお、ポリカルボジイミド樹脂は、親水性溶媒(B)(特に水)を含む第1処理剤中でミセルを形成できる樹脂が好ましい。
The polycarbodiimide resin is preferably a resin capable of forming micelles in the first treatment agent containing the hydrophilic solvent (B) (particularly water).
ポリカルボジイミド樹脂は、通常、イソシアネート化合物の縮合により製造されるため、ポリカルボジイミド樹脂の末端基は、イソシアネート基であってもよく、さらにこのイソシアネート基の少なくとも一部を封鎖剤で封鎖された基であってもよい。封鎖剤としては、イソシアネート基との反応性基を有する化合物(アミンやアルコールなど)であればよいが、ポリカルボジイミド樹脂に親水性を付与できる点から、親水性基を有する封鎖剤が好ましい。このような封鎖剤としては、例えば、ジメチルアミノエタノールなどのジC1-4アルキルアミノC1-4アルカノール、ジメチルアミノプロピルアミンなどのジC1-4アルキルアミノC1-4アルキルアミン、ヒドロキシプロパンスルホン酸ナトリウムなどのヒドロキシC1-4アルカンスルホン酸塩、エチレングリコールモノエチルエーテルなどのC2-4アルキレングリコールモノC1-4アルキルエーテルなどが挙げられる。
Since the polycarbodiimide resin is usually produced by condensation of an isocyanate compound, the end group of the polycarbodiimide resin may be an isocyanate group, and further, at least a part of this isocyanate group is a group blocked with a blocking agent. There may be. The blocking agent may be any compound having a reactive group with an isocyanate group (such as amine or alcohol), but a blocking agent having a hydrophilic group is preferred from the viewpoint that hydrophilicity can be imparted to the polycarbodiimide resin. Such sequestering agents, for example, di C 1-4 alkylamino C 1-4 alkanols such as dimethylaminoethanol, di C 1-4 alkylamino C 1-4 alkyl amines such as dimethylaminopropylamine, hydroxy propane Examples thereof include hydroxy C 1-4 alkane sulfonates such as sodium sulfonate, C 2-4 alkylene glycol mono C 1-4 alkyl ethers such as ethylene glycol monoethyl ether, and the like.
これらのポリカルボジイミド樹脂のうち、親水性溶媒(B)(特に水)を含む第1処理剤中での分散性に優れ、ミセルを形成できる点から、水性(水溶性又は水分散性)ポリカルボジイミド樹脂が好ましい。水性ポリカルボジイミド樹脂としては、繰り返し単位が前記親水性基を有していてもよく、末端基が親水性基で封鎖されていてもよいが、カルボジイミド基の反応性に優れる点などから、末端基が親水性基で封鎖されたポリカルボジイミド樹脂であってもよい。ポリカルボジイミド樹脂として、水性ポリカルボジイミド樹脂を用いると、水性ポリカルボジイミド樹脂が、処理剤中でミセルを形成でき、カルボジイミド基の親水性溶媒中(特に水中)での反応性を抑制できる上に、乾燥により反応性が回復し、架橋剤として機能させることもできる。
Among these polycarbodiimide resins, aqueous (water-soluble or water-dispersible) polycarbodiimide is superior in that it has excellent dispersibility in the first treatment agent containing the hydrophilic solvent (B) (particularly water) and can form micelles. Resins are preferred. As the aqueous polycarbodiimide resin, the repeating unit may have the hydrophilic group, and the terminal group may be blocked with a hydrophilic group. From the viewpoint of excellent reactivity of the carbodiimide group, the terminal group May be a polycarbodiimide resin blocked with a hydrophilic group. When an aqueous polycarbodiimide resin is used as the polycarbodiimide resin, the aqueous polycarbodiimide resin can form micelles in the treatment agent, and the reactivity of the carbodiimide group in a hydrophilic solvent (especially in water) can be suppressed. Thus, the reactivity is recovered and it can function as a crosslinking agent.
なお、ポリカルボジイミド樹脂が親水性基を有さない樹脂であっても、界面活性剤と組み合わせることにより第1処理剤中でミセルを形成できる。界面活性剤としては、慣用のアニオン性界面活性剤、カチオン性界面活性剤、ノニオン性界面活性剤、両性界面活性剤などを利用できる。
In addition, even if the polycarbodiimide resin is a resin that does not have a hydrophilic group, micelles can be formed in the first treatment agent by combining with a surfactant. As the surfactant, a conventional anionic surfactant, cationic surfactant, nonionic surfactant, amphoteric surfactant and the like can be used.
ポリカルボジイミド樹脂は、カルボキシル変性ラテックスのカルボキシル基との反応性を高め、効率良くカルボキシル変性ラテックスを架橋できる点から、分子内に所定の割合でカルボジイミド基を有するのが好ましい。詳しくは、ポリカルボジイミド樹脂のカルボジイミド基1モル当たりの化学式量(NCN当量)は600以下であってもよく、例えば200~600、好ましくは250~500、さらに好ましくは300~450(特に350~450)程度である。NCN当量が大きすぎると、カルボキシル変性ラテックスとの反応性が低下する虞がある。
The polycarbodiimide resin preferably has a carbodiimide group in a predetermined ratio in the molecule from the viewpoint that the reactivity with the carboxyl group of the carboxyl-modified latex is increased and the carboxyl-modified latex can be efficiently crosslinked. Specifically, the chemical formula amount (NCN equivalent) per mole of carbodiimide groups of the polycarbodiimide resin may be 600 or less, for example 200 to 600, preferably 250 to 500, more preferably 300 to 450 (particularly 350 to 450). ) If the NCN equivalent is too large, the reactivity with the carboxyl-modified latex may be reduced.
ポリカルボジイミド樹脂の重合度は、例えば2以上であればよく、例えば2~100、好ましくは3~50、さらに好ましくは5~30(特に6~10)程度である。
The degree of polymerization of the polycarbodiimide resin may be 2 or more, for example, 2 to 100, preferably 3 to 50, and more preferably 5 to 30 (especially 6 to 10).
ポリカルボジイミド樹脂としては、市販のポリカルボジイミド樹脂を利用でき、例えば、水性樹脂用架橋剤として市販されている日清紡ケミカル(株)製「カルボジライト(登録商標)」シリーズ(E-02、E-03A、E-05など)などを利用できる。
As the polycarbodiimide resin, commercially available polycarbodiimide resins can be used. For example, “Carbodilite (registered trademark)” series (E-02, E-03A, manufactured by Nisshinbo Chemical Co., Ltd.) commercially available as a crosslinking agent for aqueous resins. E-05) can be used.
硬化剤(A3)は、本発明の効果を損なわない範囲で、他の慣用の硬化剤を含んでいてもよい。他の硬化剤としては、カルボキシル基と反応可能な基を複数有していればよく、ポリイソシアネート類、ポリオール類、ポリアミン類などが挙げられる。これらのうち、処理剤の繊維間への浸透性に優れる点から、ポリイソシアネートのイソシアネート基をブロック剤でマスクし反応を抑制した化合物であるブロックイソシアネート(ブロックドポリイソシアネート)が好ましい。ブロックイソシアネートとしては、慣用のブロックイソシアネートを利用でき、脂肪族ポリイソシアネート又はその誘導体[例えば、ヘキサメチレンジイソシアネート(HDI)又はその三量体など]、芳香族ポリイソシアネート[トリレンジイソシアネート(TDI)、キシリレンジイソシアネート(XDI)など]などが汎用される。ブロック剤(保護剤)としては、例えば、オキシム類やラクタム類などが汎用される。ブロックイソシアネートの解離温度は、第1処理剤での浸漬処理における温度(常温)を超え、かつ浸漬処理後の熱処理温度以下であればよいが、例えば80~220℃、好ましくは100~200℃、さらに好ましくは120~180℃程度である。ブロックイソシアネートの割合は、ポリカルボジイミド樹脂100質量部に対して1000質量部以下であってもよく、例えば10~500質量部、好ましくは30~300質量部、さらに好ましくは50~200質量部程度である。ブロックイソシアネートの割合が多すぎると、耐ホツレ性が低下する虞がある。
The curing agent (A3) may contain other conventional curing agents as long as the effects of the present invention are not impaired. The other curing agent may have a plurality of groups capable of reacting with a carboxyl group, and examples thereof include polyisocyanates, polyols, and polyamines. Of these, blocked isocyanate (blocked polyisocyanate), which is a compound in which the isocyanate group of the polyisocyanate is masked with a blocking agent to suppress the reaction, is preferable because the treatment agent has excellent permeability between fibers. As the blocked isocyanate, a conventional blocked isocyanate can be used. An aliphatic polyisocyanate or a derivative thereof [eg, hexamethylene diisocyanate (HDI) or a trimer thereof], an aromatic polyisocyanate [tolylene diisocyanate (TDI), xylylene Range isocyanate (XDI) and the like] are widely used. As the blocking agent (protective agent), for example, oximes and lactams are widely used. The dissociation temperature of the blocked isocyanate may be higher than the temperature (room temperature) in the immersion treatment with the first treatment agent and not more than the heat treatment temperature after the immersion treatment, for example, 80 to 220 ° C, preferably 100 to 200 ° C, More preferably, it is about 120 to 180 ° C. The ratio of the blocked isocyanate may be 1000 parts by mass or less with respect to 100 parts by mass of the polycarbodiimide resin, for example, about 10 to 500 parts by mass, preferably about 30 to 300 parts by mass, and more preferably about 50 to 200 parts by mass. is there. If the proportion of blocked isocyanate is too large, the anti-fogging property may be reduced.
硬化剤(A3)全体に対して、ポリカルボジイミド樹脂の割合は、例えば10質量%以上であり、好ましくは50質量%以上、さらに好ましくは80質量%以上(特に90質量%以上)であり、100質量%(ポリカルボジイミド樹脂のみ)であってもよい。
The ratio of the polycarbodiimide resin with respect to the entire curing agent (A3) is, for example, 10% by mass or more, preferably 50% by mass or more, more preferably 80% by mass or more (particularly 90% by mass or more), and 100 The mass% (only polycarbodiimide resin) may be sufficient.
硬化剤(A3)(特にポリカルボジイミド樹脂)の割合は、ゴム成分(A2)(特にカルボキシル変性ラテックス)100質量部に対して0.1~20質量部程度の範囲から選択でき、カルボキシル変性ラテックスのカルボキシル基と硬化剤(特にポリカルボジイミド樹脂)との反応が起こり易く、効率良くカルボキシル変性ラテックスを架橋できる点から、例えば0.5~15質量部(例えば、0.8~12質量部)、好ましくは1~10質量部(例えば2~8質量部)、さらに好ましくは3~10質量部(特に3~8質量部)程度である。硬化剤の割合が少なすぎると、繊維間の固着力が低下して耐ホツレ性が低下する虞があり、多すぎると、耐ホツレ性及び耐屈曲疲労性(柔軟性)が低下する虞がある。
The ratio of the curing agent (A3) (especially polycarbodiimide resin) can be selected from the range of about 0.1 to 20 parts by mass with respect to 100 parts by mass of the rubber component (A2) (particularly carboxyl-modified latex). For example, 0.5 to 15 parts by mass (for example, 0.8 to 12 parts by mass) is preferable from the viewpoint that the reaction between the carboxyl group and the curing agent (particularly polycarbodiimide resin) easily occurs and the carboxyl-modified latex can be efficiently crosslinked. Is about 1 to 10 parts by mass (eg 2 to 8 parts by mass), more preferably about 3 to 10 parts by mass (particularly 3 to 8 parts by mass). If the proportion of the curing agent is too small, there is a possibility that the adhesion between fibers is reduced and the anti-glare property is lowered, and if too much, the anti-glare property and the bending fatigue resistance (flexibility) may be lowered. .
ゴム組成物(A)は、本発明の効果を損なわない範囲で、慣用の添加剤、例えば、反応性のバインダー樹脂(エポキシ化合物など)、有機溶媒(モノカルボジイミド化合物などの反応性希釈剤など)、硬化促進剤、接着性改善剤、充填剤、老化防止剤、滑剤、粘着付与剤、安定剤、カップリング剤、可塑剤、滑剤、着色剤などを含んでいてもよい。慣用の添加剤の割合は、第1処理剤全体に対して30質量%以下であってもよく、例えば0.01~30質量%、好ましくは0.05~20質量%、さらに好ましくは0.1~10質量%程度である。
The rubber composition (A) is a conventional additive, for example, a reactive binder resin (such as an epoxy compound) or an organic solvent (such as a reactive diluent such as a monocarbodiimide compound) as long as the effects of the present invention are not impaired. , Curing accelerators, adhesion improvers, fillers, anti-aging agents, lubricants, tackifiers, stabilizers, coupling agents, plasticizers, lubricants, colorants, and the like. The proportion of conventional additives may be 30% by mass or less with respect to the entire first treatment agent, for example, 0.01 to 30% by mass, preferably 0.05 to 20% by mass, and more preferably 0.8%. It is about 1 to 10% by mass.
(B)親水性溶媒
本発明では、第1処理剤の溶媒が親水性溶媒(B)であるため、疎水性溶媒に比べて、環境に対する負荷が小さい。親水性溶媒(B)としては、例えば、水、低級脂肪族アルコール(例えば、エタノール、イソプロパノールなどのC1-4アルキルアルコールなど)、アルキレングリコール類(例えば、エチレングリコール、ジエチレングリコール、プロピレングリコールなど)、ケトン類(アセトンなど)などが挙げられる。これらの親水性溶媒は、単独で又は二種以上組み合わせて使用できる。これらのうち、水を含む親水性溶媒が好ましく、水単独が特に好ましい。 (B) Hydrophilic solvent In this invention, since the solvent of a 1st processing agent is a hydrophilic solvent (B), compared with a hydrophobic solvent, the load with respect to an environment is small. Examples of the hydrophilic solvent (B) include water, lower aliphatic alcohols (eg, C 1-4 alkyl alcohols such as ethanol and isopropanol), alkylene glycols (eg, ethylene glycol, diethylene glycol, propylene glycol, etc.), Ketones (acetone etc.) etc. are mentioned. These hydrophilic solvents can be used alone or in combination of two or more. Of these, hydrophilic solvents containing water are preferred, with water alone being particularly preferred.
本発明では、第1処理剤の溶媒が親水性溶媒(B)であるため、疎水性溶媒に比べて、環境に対する負荷が小さい。親水性溶媒(B)としては、例えば、水、低級脂肪族アルコール(例えば、エタノール、イソプロパノールなどのC1-4アルキルアルコールなど)、アルキレングリコール類(例えば、エチレングリコール、ジエチレングリコール、プロピレングリコールなど)、ケトン類(アセトンなど)などが挙げられる。これらの親水性溶媒は、単独で又は二種以上組み合わせて使用できる。これらのうち、水を含む親水性溶媒が好ましく、水単独が特に好ましい。 (B) Hydrophilic solvent In this invention, since the solvent of a 1st processing agent is a hydrophilic solvent (B), compared with a hydrophobic solvent, the load with respect to an environment is small. Examples of the hydrophilic solvent (B) include water, lower aliphatic alcohols (eg, C 1-4 alkyl alcohols such as ethanol and isopropanol), alkylene glycols (eg, ethylene glycol, diethylene glycol, propylene glycol, etc.), Ketones (acetone etc.) etc. are mentioned. These hydrophilic solvents can be used alone or in combination of two or more. Of these, hydrophilic solvents containing water are preferred, with water alone being particularly preferred.
第1処理剤中のゴム組成物(A)の割合(全固形分濃度)は1~50質量%程度の範囲から選択でき、特に、未処理糸が撚糸コードである場合、撚糸内部の繊維(フィラメント)間にまで第1処理時剤が浸透して耐ホツレ性を向上できる点から、例えば2~30質量%、好ましくは5~28質量%、さらに好ましくは10~25質量%(特に15~20質量%)程度である。ゴム組成物(A)の割合が少なすぎると、繊維間を強固に接着できず、心線のホツレが起こる虞があり、多すぎると、処理後の心線の表面に固形分のかたまりができる虞がある。
The ratio of the rubber composition (A) in the first treatment agent (total solid content concentration) can be selected from the range of about 1 to 50% by mass. In particular, when the untreated yarn is a twisted cord, the fibers ( For example, 2 to 30% by mass, preferably 5 to 28% by mass, more preferably 10 to 25% by mass (especially 15 to 20 mass%). If the ratio of the rubber composition (A) is too small, the fibers cannot be firmly bonded to each other, and there is a risk that the core wire may be frayed. If it is too much, a solid mass is formed on the surface of the processed core wire. There is a fear.
アラミド心線とゴムとの剥離力(接着力)は、剥離状態がゴム部の破壊である場合に高く、繊維間の破壊や繊維の切断による剥離や、被膜の破壊による剥離であると、剥離力(接着力)が小さくなるが、このような第1処理剤を用いると、剥離状態がゴム部の破壊となり、アラミド心線とゴム組成物との接着性を向上できる。
The peel strength (adhesive strength) between the aramid core wire and rubber is high when the peeled state is destruction of the rubber part, and if the peel is caused by breakage between fibers, fiber breakage, or film breakage, Although the force (adhesive force) is reduced, when such a first treatment agent is used, the peeled state results in the destruction of the rubber part, and the adhesion between the aramid core wire and the rubber composition can be improved.
(処理方法)
第1処理剤の調製方法は、特に限定されず、例えば、一括して攪拌混合することにより調製してもよく、分割して攪拌混合することにより調製してもよい。 (Processing method)
The method for preparing the first treatment agent is not particularly limited, and for example, it may be prepared by stirring and mixing all at once, or by dividing and stirring and mixing.
第1処理剤の調製方法は、特に限定されず、例えば、一括して攪拌混合することにより調製してもよく、分割して攪拌混合することにより調製してもよい。 (Processing method)
The method for preparing the first treatment agent is not particularly limited, and for example, it may be prepared by stirring and mixing all at once, or by dividing and stirring and mixing.
伝動ベルト用心線の未処理糸に第1処理剤を処理する方法としては、特に制限されず、例えば、噴霧、塗布、浸漬などが例示できる。これらの処理方法のうち、浸漬が汎用される。浸漬時間は、例えば1~20秒、好ましくは2~15秒程度であってもよい。
The method for treating the first treatment agent on the untreated yarn of the core wire for the transmission belt is not particularly limited, and examples thereof include spraying, coating, and dipping. Of these treatment methods, immersion is widely used. The immersion time may be, for example, about 1 to 20 seconds, preferably about 2 to 15 seconds.
伝動ベルト用心線の未処理糸を第1処理剤で処理した後、必要に応じて乾燥してもよい。乾燥温度は、例えば100~250℃、好ましくは130~240℃、さらに好ましくは150~230℃(特に180~220℃)程度であってもよい。乾燥時間は、例えば、10秒~30分、好ましくは30秒~10分、さらに好ましくは1~5分程度であってもよい。さらに、乾燥は、伝動ベルト用心線の未処理糸に対して張力を作用させて行ってもよい。張力は、例えば、5~15N、好ましくは10~15N程度であってもよい。張力の作用下で乾燥させると、伝動ベルト用心線の未処理糸に対して処理剤が馴染み易くなり、撚りムラを低減でき、撚りムラによって生じる撚糸コードの径のばらつきを小さくすることができる。
After the untreated yarn of the core wire for the transmission belt is treated with the first treating agent, it may be dried as necessary. The drying temperature may be, for example, about 100 to 250 ° C., preferably about 130 to 240 ° C., more preferably about 150 to 230 ° C. (especially 180 to 220 ° C.). The drying time may be, for example, about 10 seconds to 30 minutes, preferably about 30 seconds to 10 minutes, and more preferably about 1 to 5 minutes. Furthermore, the drying may be performed by applying tension to the untreated yarn of the core wire for the transmission belt. The tension may be, for example, about 5 to 15N, preferably about 10 to 15N. When drying is performed under the action of tension, the treatment agent can be easily adapted to the untreated yarn of the core wire for the transmission belt, the twist unevenness can be reduced, and the variation in the diameter of the twisted yarn cord caused by the twist unevenness can be reduced.
第1処理剤により形成される被膜の平均厚みは、例えば0.001~20μm程度の範囲から選択でき、例えば0.05~18μm、好ましくは0.1~15μm、さらに好ましくは1~12μm(特に5~10μm)程度である。厚みが薄すぎると、アラミド心線とゴムとの剥離接着強度が低下する虞があり、厚すぎると、アラミド心線とゴムとのせん断接着強度が低下する虞がある。本発明では、被膜の厚みは走査型電子顕微鏡を用いた方法により測定できる。具体的には、走査型電子顕微鏡を用いて、処理剤で処理したアラミド心線の処理コードの断面を観察し、任意の10点の被膜の厚みを測定し、平均値を求めることで測定できる。
The average thickness of the film formed by the first treating agent can be selected from the range of, for example, about 0.001 to 20 μm, for example, 0.05 to 18 μm, preferably 0.1 to 15 μm, more preferably 1 to 12 μm (particularly 5 to 10 μm). If the thickness is too thin, the peel adhesive strength between the aramid cord and the rubber may be reduced, and if it is too thick, the shear bond strength between the aramid cord and the rubber may be reduced. In the present invention, the thickness of the coating can be measured by a method using a scanning electron microscope. Specifically, using a scanning electron microscope, the cross section of the treatment cord of the aramid cord treated with the treatment agent is observed, the thickness of the film at any 10 points is measured, and the average value can be obtained. .
[第2処理工程]
第1処理剤で処理した第1処理糸は、そのまま伝動ベルト用心線として用いてもよいが、通常、さらに、レゾルシンとホルムアルデヒドとラテックスとを含む第2処理剤で処理してもよい。このような第2処理剤で処理する工程(第2処理工程)を経ることにより、伝動ベルト用心線と伝動ベルト本体との接着性をより一層向上できる。 [Second treatment step]
The first treated yarn treated with the first treating agent may be used as it is as a transmission belt core wire, but may be further treated with a second treating agent containing resorcinol, formaldehyde and latex. By passing through the process (2nd process process) processed with such a 2nd processing agent, the adhesiveness of the core wire for transmission belts and a transmission belt main body can be improved further.
第1処理剤で処理した第1処理糸は、そのまま伝動ベルト用心線として用いてもよいが、通常、さらに、レゾルシンとホルムアルデヒドとラテックスとを含む第2処理剤で処理してもよい。このような第2処理剤で処理する工程(第2処理工程)を経ることにより、伝動ベルト用心線と伝動ベルト本体との接着性をより一層向上できる。 [Second treatment step]
The first treated yarn treated with the first treating agent may be used as it is as a transmission belt core wire, but may be further treated with a second treating agent containing resorcinol, formaldehyde and latex. By passing through the process (2nd process process) processed with such a 2nd processing agent, the adhesiveness of the core wire for transmission belts and a transmission belt main body can be improved further.
第2処理剤(未加硫のゴム組成物又はRFL液)は、レゾルシン(R)とホルムアルデヒド(F)とゴム又はラテックス(L)とを含んでいる。レゾルシン(R)とホルムアルデヒド(F)とは、これらの縮合物(RF縮合物)の形態で含まれていてもよい。特に、第1処理糸が撚糸コードである場合、第2処理剤は、第1処理剤の被膜の上に被膜を形成し、撚糸コードの集束性を向上する。さらに、第2処理剤によって形成される被膜は、第3処理剤によって形成される被膜とも強固に接着して、第1から第3処理剤によって形成される被膜を強固に一体化できる。
The second treating agent (unvulcanized rubber composition or RFL liquid) contains resorcin (R), formaldehyde (F), and rubber or latex (L). Resorcin (R) and formaldehyde (F) may be contained in the form of these condensates (RF condensates). In particular, when the first treated yarn is a twisted cord, the second treating agent forms a coating on the coating of the first treating agent and improves the converging property of the twisted cord. Furthermore, the film formed by the second treatment agent is firmly bonded to the film formed by the third treatment agent, and the films formed by the first to third treatment agents can be firmly integrated.
RF縮合物としては、第1処理剤の項で例示されたRF縮合物を利用できる。
As the RF condensate, the RF condensate exemplified in the section of the first treatment agent can be used.
ラテックスを構成するゴムとしては、アラミド心線に柔軟性を付与できる限り特に制限されず、例えば、ジエン系ゴム[例えば、天然ゴム、イソプレンゴム、ブタジエンゴム、クロロプレンゴム、スチレンブタジエンゴム、ビニルピリジン-スチレン-ブタジエン共重合体ゴム、アクリロニトリルブタジエンゴム(ニトリルゴム)、これらのジエン系ゴムの水添物など]、オレフィン系ゴム[例えば、エチレン-α-オレフィン系ゴム(エチレン-α-オレフィンエラストマー)、ポリオクテニレンゴム、エチレン-酢酸ビニル共重合体ゴム、クロロスルホン化ポリエチレンゴム、アルキル化クロロスルホン化ポリエチレンゴムなど]、アクリル系ゴム、シリコーン系ゴム、ウレタン系ゴム、エピクロルヒドリンゴム、フッ素ゴム、これらの組み合わせなどが例示できる。
The rubber constituting the latex is not particularly limited as long as it can impart flexibility to the aramid core wire. For example, diene rubber [for example, natural rubber, isoprene rubber, butadiene rubber, chloroprene rubber, styrene butadiene rubber, vinylpyridine- Styrene-butadiene copolymer rubber, acrylonitrile butadiene rubber (nitrile rubber), hydrogenated products of these diene rubbers, etc.], olefin rubber [for example, ethylene-α-olefin rubber (ethylene-α-olefin elastomer), Polyoctenylene rubber, ethylene-vinyl acetate copolymer rubber, chlorosulfonated polyethylene rubber, alkylated chlorosulfonated polyethylene rubber, etc.], acrylic rubber, silicone rubber, urethane rubber, epichlorohydrin rubber, fluoro rubber, etc. Combinations can be exemplified.
なお、ラテックスを構成するゴムは、第1処理剤のラテックス(例えば、カルボキシル変性ラテックスや未変性ラテックス)の種類や、後述する第3処理剤のゴムの種類などに応じて適宜選択することもでき、例えば、これらのゴムと同一又は同系統のゴムを好適に使用することもでき、特に、第1処理剤のカルボキシル変性ラテックスと同一又は同系統のゴム(特に第1処理剤のカルボキシル変性ラテックスと同一のゴム)を特に好適に使用できる。
The rubber constituting the latex can be appropriately selected according to the type of latex of the first treatment agent (for example, carboxyl-modified latex or unmodified latex), the type of rubber of the third treatment agent described later, and the like. For example, rubbers of the same or the same type as those of these rubbers can be suitably used. Particularly, the same or the same type of rubber as the first treatment agent (particularly, the carboxyl-modified latex of the first treatment agent). The same rubber) can be used particularly preferably.
RF縮合物100質量部に対して、ラテックスの割合は、固形分換算で、40~700質量部程度の範囲から選択でき、例えば50~600質量部、好ましくは100~550質量部、さらに好ましくは200~500質量部(特に300~450質量部)程度であってもよい。
The ratio of the latex to 100 parts by mass of the RF condensate can be selected from the range of about 40 to 700 parts by mass in terms of solid content, for example, 50 to 600 parts by mass, preferably 100 to 550 parts by mass, and more preferably It may be about 200 to 500 parts by mass (particularly 300 to 450 parts by mass).
第2処理剤は、通常、水を含んでいる場合が多い。また、第2処理剤は、必要であれば、反応性のバインダー樹脂(エポキシ化合物など)や、第3処理剤の項で例示する添加剤(例えば、加硫剤、加硫促進剤、共加硫剤、接着性改善剤、充填剤、老化防止剤、滑剤など)を含んでいてもよい。
The second treatment agent usually contains water in many cases. If necessary, the second treating agent may be a reactive binder resin (such as an epoxy compound) or an additive exemplified in the third treating agent (for example, a vulcanizing agent, a vulcanization accelerator, a co-addition). (Sulfur agent, adhesion improver, filler, anti-aging agent, lubricant, etc.).
第2処理剤の全固形分濃度(RF縮合物の固形分質量とラテックスの固形分質量との合計質量を処理剤の質量で除した濃度)は、例えば0.1~20質量%、好ましくは0.5~15質量%(例えば1~11質量%)、さらに好ましくは1.5~10質量%(特に2~10質量%)程度であってもよい。このような割合とすることにより、第1処理糸に対する固形分付着量を適度な範囲に調整し、伝動ベルト用心線の特性を効率よく改善しやすい。
The total solid concentration of the second treatment agent (concentration obtained by dividing the total mass of the solid content of the RF condensate and the solid content of the latex by the mass of the treatment agent) is, for example, 0.1 to 20% by mass, preferably The amount may be about 0.5 to 15% by mass (for example, 1 to 11% by mass), more preferably about 1.5 to 10% by mass (particularly 2 to 10% by mass). By setting it as such a ratio, the solid content adhesion amount with respect to a 1st process thread | yarn is adjusted to a moderate range, and it is easy to improve the characteristic of the core wire for transmission belts efficiently.
なお、第2処理剤による処理方法は、第1処理剤による処理方法と同様である。好ましい乾燥温度は150~250℃(特に200~240℃)程度であってもよい。
Note that the treatment method using the second treatment agent is the same as the treatment method using the first treatment agent. A preferable drying temperature may be about 150 to 250 ° C. (particularly 200 to 240 ° C.).
第2処理剤により形成される被膜の平均厚みは、例えば0.05~30μm、好ましくは0.1~5μm程度であってもよい。
The average thickness of the film formed by the second treating agent may be, for example, about 0.05 to 30 μm, preferably about 0.1 to 5 μm.
[第3処理工程]
第2処理剤で処理した伝動ベルト用心線の第2処理糸は、ゴムを含む第3処理剤(未加硫のゴム組成物又はゴム糊)で処理してもよい。このような第3処理剤で処理する工程(第3処理工程)を経ることにより、第3処理剤によって形成される被膜が伝動ベルトのゴム部と強固に接着するため、伝動ベルト用心線(特にアラミド心線)と伝動ベルト本体(特に接着ゴム層)との接着性をより一層向上できる。 [Third treatment step]
The second treated yarn of the transmission belt core wire treated with the second treating agent may be treated with a third treating agent (unvulcanized rubber composition or rubber paste) containing rubber. By passing through the step of treating with the third treatment agent (third treatment step), the coating formed by the third treatment agent adheres firmly to the rubber part of the transmission belt. The adhesion between the aramid core wire and the transmission belt body (particularly the adhesive rubber layer) can be further improved.
第2処理剤で処理した伝動ベルト用心線の第2処理糸は、ゴムを含む第3処理剤(未加硫のゴム組成物又はゴム糊)で処理してもよい。このような第3処理剤で処理する工程(第3処理工程)を経ることにより、第3処理剤によって形成される被膜が伝動ベルトのゴム部と強固に接着するため、伝動ベルト用心線(特にアラミド心線)と伝動ベルト本体(特に接着ゴム層)との接着性をより一層向上できる。 [Third treatment step]
The second treated yarn of the transmission belt core wire treated with the second treating agent may be treated with a third treating agent (unvulcanized rubber composition or rubber paste) containing rubber. By passing through the step of treating with the third treatment agent (third treatment step), the coating formed by the third treatment agent adheres firmly to the rubber part of the transmission belt. The adhesion between the aramid core wire and the transmission belt body (particularly the adhesive rubber layer) can be further improved.
なお、前記第2処理工程を経ることなく、前記第1処理工程で処理された伝動ベルト用心線の第1処理糸を、ゴムを含む第3処理剤で処理してもよい。この場合、前述の第3処理剤による効果に加えて、第1処理剤におけるラテックス中のゴム成分と、第3処理剤に含まれるゴム成分とが加硫接着して、第1処理剤によって形成される被膜と強固に一体化できる。さらに、第2処理工程を経ることなく、前記接着性を向上できるため、簡便性(心線の生産性)に優れている。
In addition, you may process the 1st process thread | yarn of the core wire for transmission belts processed by the said 1st process process with the 3rd processing agent containing rubber | gum, without passing through the said 2nd process process. In this case, in addition to the effect of the third treatment agent, the rubber component in the latex in the first treatment agent and the rubber component contained in the third treatment agent are vulcanized and bonded to form the first treatment agent. Can be firmly integrated with the coated film. Furthermore, since the said adhesiveness can be improved without passing through a 2nd process process, it is excellent in simplicity (productivity of a core wire).
ゴムとしては、第1処理剤又は第2処理剤に含有されるゴムの種類、伝動ベルトで心線(特にアラミド心線)を埋設するゴム層のゴムの種類などに応じて適宜選択でき、第2処理剤の項で例示したゴム、例えば、オレフィン系ゴム(例えば、エチレン-α-オレフィンエラストマー(又はエチレン-α-オレフィン系ゴム、エチレンプロピレンジエンゴム(EPDM)など)、クロロスルホン化ポリエチレンゴム、アルキル化クロロスルホン化ポリエチレンゴムなど)、ジエン系ゴム(例えば、クロロプレンゴム、ニトリルゴム、水素化ニトリルゴムなど)などが例示できる。これらのゴムは、単独で又は二種以上組み合わせて使用できる。
The rubber can be appropriately selected according to the type of rubber contained in the first treatment agent or the second treatment agent, the type of rubber in the rubber layer in which the core wire (especially an aramid core wire) is embedded in the transmission belt, 2 Rubbers exemplified in the section of the treating agent, for example, olefin rubber (for example, ethylene-α-olefin elastomer (or ethylene-α-olefin rubber, ethylene propylene diene rubber (EPDM), etc.), chlorosulfonated polyethylene rubber, Examples thereof include alkylated chlorosulfonated polyethylene rubber) and diene rubber (for example, chloroprene rubber, nitrile rubber, hydrogenated nitrile rubber, etc.). These rubbers can be used alone or in combination of two or more.
なお、ゴムとして、心線を埋設するゴムと同じ又は同系統のゴムを好適に使用することもできる。
It should be noted that the same or the same rubber as the rubber in which the core wire is embedded can be suitably used as the rubber.
第3処理剤は、ゴムに加えて、必要により、慣用の添加剤、例えば、加硫剤(又は架橋剤)、共加硫剤(又は共架橋剤)、加硫促進剤(又は架橋助剤)、加硫遅延剤、接着性改善剤、充填剤、老化防止剤、粘着付与剤、安定剤、カップリング剤、可塑剤、滑剤、着色剤、溶媒などを含んでいてもよい。添加剤は、単独で又は二種以上組み合わせて使用できる。添加剤のうち、加硫剤、共加硫剤、加硫促進剤、接着性改善剤、充填剤、老化防止剤、滑剤、溶媒などが汎用される。
In addition to rubber, the third treatment agent may be a conventional additive, if necessary, for example, a vulcanizing agent (or a crosslinking agent), a co-vulcanizing agent (or a co-crosslinking agent), a vulcanization accelerator (or a crosslinking aid). ), Vulcanization retarder, adhesion improver, filler, anti-aging agent, tackifier, stabilizer, coupling agent, plasticizer, lubricant, colorant, solvent and the like. An additive can be used individually or in combination of 2 or more types. Of the additives, vulcanizing agents, co-curing agents, vulcanization accelerators, adhesion improvers, fillers, anti-aging agents, lubricants, solvents, and the like are widely used.
加硫剤は、硫黄系加硫剤と非硫黄系加硫剤とに分類できる。硫黄系加硫剤としては、例えば、硫黄(例えば、粉末硫黄、沈降硫黄、コロイド硫黄、不溶性硫黄、高分散性硫黄など)、硫黄化合物(例えば、一塩化硫黄、二塩化硫黄などの塩化硫黄など)などが例示できる。
Vulcanizing agents can be classified into sulfur-based vulcanizing agents and non-sulfur-based vulcanizing agents. Examples of the sulfur-based vulcanizing agent include sulfur (eg, powdered sulfur, precipitated sulfur, colloidal sulfur, insoluble sulfur, highly dispersible sulfur, etc.), sulfur compounds (eg, sulfur chloride such as sulfur monochloride, sulfur dichloride, etc.) And the like.
非硫黄系加硫剤としては、例えば、有機過酸化物[例えば、ジアシルパーオキサイド、パーオキシエステル、ジアルキルパーオキサイド(例えば、ジクミルパーオキサイド、t-ブチルクミルパーオキサイド、1,1-ジ-ブチルパーオキシ-3,3,5-トリメチルシクロヘキサン2,5-ジメチル-2,5-ジ(t-ブチルパーオキシ)-ヘキサン、1,3-ビス(t-ブチルパーオキシ-イソプロピル)ベンゼン、ジ-t-ブチルパーオキサイドなど)など]、オキシム類[例えば、キノンジオキシムなど]、マレイミド類[例えば、ビスマレイミド、フェニルマレイミド、N,N’-m-フェニレンビスマレイミドなど]、アリルエステル類[例えば、DAF(ジアリルフマレート)、DAP(ジアリルフタレート)、TAC(トリアリルシアヌレート)、TAIC(トリアリルイソシアヌレート)、TMAIC(トリメタリルイソシアヌレート)など]、(メタ)アクリレート類[例えば、メチル(メタ)アクリレートなどのアルキル(メタ)アクリレート;エチレングリコールジ(メタ)アクリレートなどのアルカンジ乃至テトラオールのジ乃至テトラ(メタ)アクリレートなど]などが例示できる。
Examples of the non-sulfur vulcanizing agent include organic peroxides [for example, diacyl peroxide, peroxy ester, dialkyl peroxide (for example, dicumyl peroxide, t-butylcumyl peroxide, 1,1-di-). Butylperoxy-3,3,5-trimethylcyclohexane 2,5-dimethyl-2,5-di (t-butylperoxy) -hexane, 1,3-bis (t-butylperoxy-isopropyl) benzene, di -T-butyl peroxide etc.], oximes [eg quinonedioxime etc.], maleimides [eg bismaleimide, phenylmaleimide, N, N′-m-phenylenebismaleimide etc.], allyl esters [ For example, DAF (diallyl fumarate), DAP (diallyl phthalate), TAC (t Allyl cyanurate), TAIC (triallyl isocyanurate), TMAIC (trimethallyl isocyanurate), etc.], (meth) acrylates [for example, alkyl (meth) acrylates such as methyl (meth) acrylate; ethylene glycol di (meth) Examples include alkanedi such as acrylate or diol or tetra (meth) acrylate of tetraol].
加硫剤は、単独で又は二種以上組み合わせて使用できる。加硫剤の割合は、ゴム100質量部に対して、例えば30質量部以下、好ましくは0.01~20質量部、さらに好ましくは0.1~15質量部(特に0.5~10質量部)程度であってもよい。
Vulcanizing agents can be used alone or in combination of two or more. The proportion of the vulcanizing agent is, for example, 30 parts by mass or less, preferably 0.01 to 20 parts by mass, more preferably 0.1 to 15 parts by mass (particularly 0.5 to 10 parts by mass) with respect to 100 parts by mass of rubber. ) Degree.
共加硫剤としては、金属酸化物、例えば、酸化亜鉛、酸化マグネシウム、酸化カルシウム、酸化バリウム、酸化鉄、酸化銅、酸化チタン、酸化アルミニウムなどが例示できる。共加硫剤は、単独で又は二種以上組み合わせて使用できる。共加硫剤の割合は、ゴム100質量部に対して、例えば、30質量部以下、好ましくは0.1~20質量部、さらに好ましくは0.5~15質量部(特に1~10質量部)程度であってもよい。
Examples of the co-vulcanizing agent include metal oxides such as zinc oxide, magnesium oxide, calcium oxide, barium oxide, iron oxide, copper oxide, titanium oxide, and aluminum oxide. A co-vulcanizing agent can be used individually or in combination of 2 or more types. The proportion of the co-vulcanizing agent is, for example, 30 parts by mass or less, preferably 0.1 to 20 parts by mass, more preferably 0.5 to 15 parts by mass (particularly 1 to 10 parts by mass) with respect to 100 parts by mass of rubber. ) Degree.
加硫促進剤としては、例えば、チウラム系促進剤(例えば、テトラメチルチウラム・モノスルフィド(TMTM)、テトラメチルチウラム・ジスルフィド(TMTD)、テトラエチルチウラム・ジスルフィド(TETD)、テトラブチルチウラム・ジスルフィド(TBTD)、ジペンタメチレンチウラムテトラスルフィド(DPTT)など)、チアゾ-ル系促進剤(例えば、2-メルカプトベンゾチアゾ-ル又はその塩など)、スルフェンアミド系促進剤(例えば、N-シクロヘキシル-2-ベンゾチアジルスルフェンアミドなど)、ウレア系促進剤(例えば、エチレンチオウレアなど)、これらの組み合わせなどが例示できる。
Examples of the vulcanization accelerator include thiuram accelerators (for example, tetramethylthiuram monosulfide (TMTM), tetramethylthiuram disulfide (TMTD), tetraethylthiuram disulfide (TETD), tetrabutylthiuram disulfide (TBTD). ), Dipentamethylene thiuram tetrasulfide (DPTT), etc.), thiazol accelerators (eg 2-mercaptobenzothiazol or salts thereof), sulfenamide accelerators (eg N-cyclohexyl-) Examples thereof include 2-benzothiazylsulfenamide), urea accelerators (for example, ethylenethiourea), and combinations thereof.
加硫促進剤の割合は、ゴム100質量部に対して、例えば30質量部以下、好ましくは0.1~20質量部、さらに好ましくは0.5~15質量部(特に1~10質量部)程度であってもよい。
The proportion of the vulcanization accelerator is, for example, 30 parts by mass or less, preferably 0.1 to 20 parts by mass, more preferably 0.5 to 15 parts by mass (particularly 1 to 10 parts by mass) with respect to 100 parts by mass of rubber. It may be a degree.
接着性改善剤としては、例えば、第1処理剤の項で例示したRF縮合物、メラミン類とアルデヒド類との縮合物(例えば、メラミン-ホルムアルデヒド縮合物、ヘキサC1-4アルコキシメチロールメラミンなど)、エポキシ化合物(例えば、アルカントリ乃至ヘキサオールポリグリシジルエーテル、ポリC2-4アルキレングリコールジグリシジルエーテル、C6-8ポリアルカントリ乃至テトラオールポリグリシジルエーテルなど)、イソシアネート化合物(例えば、ポリメチレンポリフェニレンポリイソシアネートなど)、これらの組み合わせなどが例示できる。なお、接着性改善剤は、市販の接着剤、例えば、ロード社製の「ケムロック402」などを使用してもよい。
Examples of the adhesion improver include RF condensates exemplified in the section of the first treatment agent, condensates of melamines and aldehydes (for example, melamine-formaldehyde condensate, hexa C 1-4 alkoxymethylol melamine, etc.) , epoxy compounds (e.g., alkane tri to hexa-ol polyglycidyl ethers, poly C 2-4 alkylene glycol diglycidyl ethers, such as C 6-8 port real country or tetraol polyglycidyl ether), isocyanate compounds (e.g., polymethylene polyphenylene Examples thereof include polyisocyanates and the like, and combinations thereof. As the adhesion improver, a commercially available adhesive such as “Chemlock 402” manufactured by Lord Corporation may be used.
接着性改善剤の割合は、ゴム100質量部に対して、例えば50質量部以下、好ましくは0.1~40質量部、さらに好ましくは0.5~30質量部(特に1~20質量部)程度であってもよい。
The ratio of the adhesion improver is, for example, 50 parts by mass or less, preferably 0.1 to 40 parts by mass, more preferably 0.5 to 30 parts by mass (particularly 1 to 20 parts by mass) with respect to 100 parts by mass of rubber. It may be a degree.
充填剤(補強剤も含む)としては、有機又は無機充填剤、例えば、粉粒状充填剤[例えば、カーボンブラック(例えば、SAF、ISAF、HAF、MAF、FEF、GPF、SRFなどのファーネスブラックなど)、シリカ(乾式シリカ、湿式シリカ)、炭酸カルシウム、タルクなど]、繊維状充填剤[例えば、ポリアミド繊維、ガラス繊維、炭素繊維などの短繊維など]、これらの組合せなどが例示できる。充填剤のうち、無機充填剤(例えば、カーボンブラック、シリカなどの粉粒状充填剤)が汎用される。
Fillers (including reinforcing agents) include organic or inorganic fillers such as particulate fillers (eg, carbon black (eg, furnace black such as SAF, ISAF, HAF, MAF, FEF, GPF, SRF, etc.) , Silica (dry silica, wet silica), calcium carbonate, talc, etc.], fibrous fillers (eg, short fibers such as polyamide fibers, glass fibers, carbon fibers, etc.), combinations thereof, and the like. Among the fillers, inorganic fillers (for example, granular fillers such as carbon black and silica) are widely used.
充填剤の割合は、ゴム100質量部に対して、例えば1~80質量部、好ましくは5~70質量部、さらに好ましくは10~60質量部程度であってもよい。
The ratio of the filler may be, for example, about 1 to 80 parts by mass, preferably 5 to 70 parts by mass, and more preferably about 10 to 60 parts by mass with respect to 100 parts by mass of the rubber.
老化防止剤としては、例えば、アミン系老化防止剤[例えば、芳香族第2級アミン類(例えば、N-フェニル-1-ナフチルアミン、オクチル化ジフェニルアミン、4,4’-ビス(α,α-ジメチルベンジル)ジフェニルアミン、N,N’-ジフェニル-p-フェニレンジアミン、N,N’-ジナフチル-p-フェニレンジアミンなど)、ケトン-アミン反応生成物(例えば、2,2,4-トリメチル-1,2-ジヒドロキノリン重合物、アセトンとジフェニルアミンとの縮合物、アセトンとN-フェニル-2-ナフチルアミンとの縮合物など)など]、フェノール系老化防止剤[例えば、モノフェノール類(例えば、2,6-ジ-t-ブチル-4-メチルフェノールなど)、ビスフェノール類(例えば、2,2’-メチレンビス(4-メチル-6-t-ブチルフェノール)など)など]、これらの組み合わせなどが例示できる。
Examples of the anti-aging agent include amine-based anti-aging agents [for example, aromatic secondary amines (for example, N-phenyl-1-naphthylamine, octylated diphenylamine, 4,4′-bis (α, α-dimethyl). Benzyl) diphenylamine, N, N′-diphenyl-p-phenylenediamine, N, N′-dinaphthyl-p-phenylenediamine, etc.), ketone-amine reaction products (for example, 2,2,4-trimethyl-1,2 A dihydroquinoline polymer, a condensate of acetone and diphenylamine, a condensate of acetone and N-phenyl-2-naphthylamine, etc.], a phenolic antioxidant [eg, monophenols (eg, 2,6- Di-t-butyl-4-methylphenol), bisphenols (for example, 2,2′-methylenebis (4-me Til-6-t-butylphenol) and the like], and combinations thereof.
老化防止剤の割合は、ゴム100質量部に対して、例えば30質量部以下、好ましくは0.1~20質量部、さらに好ましくは0.5~15質量部(特に1~10質量部)程度であってもよい。
The proportion of the antioxidant is, for example, 30 parts by mass or less, preferably 0.1 to 20 parts by mass, more preferably 0.5 to 15 parts by mass (particularly 1 to 10 parts by mass) with respect to 100 parts by mass of rubber. It may be.
滑剤としては、例えば、高級飽和脂肪酸又はその塩(例えば、ステアリン酸、ステアリン酸金属塩など)、ワックス、パラフィン、これらの組み合わせなどが例示できる。滑剤の割合は、ゴム100質量部に対して、例えば30質量部以下、好ましくは0.1~20質量部、さらに好ましくは0.5~15質量部(特に1~10質量部)程度であってもよい。
Examples of the lubricant include higher saturated fatty acids or salts thereof (for example, stearic acid, metal stearate), wax, paraffin, and combinations thereof. The ratio of the lubricant is, for example, 30 parts by mass or less, preferably 0.1 to 20 parts by mass, more preferably 0.5 to 15 parts by mass (particularly 1 to 10 parts by mass) with respect to 100 parts by mass of the rubber. May be.
溶媒としては、炭化水素類(例えば、トルエン、キシレンなどの芳香族炭化水素類)、ハロゲン化炭化水素類(例えば、塩化メチレン、クロロホルムなどのハロアルカン類)、アルコール類(エタノール、プロパノール、イソプロパノールなどのアルカノール類)、エーテル類(例えば、ジオキサン、テトラヒドロフランなどの環状エーテル類)、エステル類(例えば、酢酸エチルなど)、ケトン類(例えば、アセトン、メチルエチルケトンなどの鎖状ケトン、シクロヘキサノンなどの環状ケトン)、セロソルブ類、カルビトール類などが例示できる。溶媒は、単独で又は混合溶媒として使用してもよい。
Examples of the solvent include hydrocarbons (for example, aromatic hydrocarbons such as toluene and xylene), halogenated hydrocarbons (for example, haloalkanes such as methylene chloride and chloroform), alcohols (such as ethanol, propanol, and isopropanol). Alkanols), ethers (for example, cyclic ethers such as dioxane and tetrahydrofuran), esters (for example, ethyl acetate and the like), ketones (for example, chain ketones such as acetone and methyl ethyl ketone, and cyclic ketones such as cyclohexanone), Examples include cellosolves and carbitols. The solvent may be used alone or as a mixed solvent.
溶媒の割合は、ゴム1質量部に対して、例えば0.5~50質量部、好ましくは1~20質量部程度であってもよい。
The ratio of the solvent may be, for example, about 0.5 to 50 parts by mass, preferably about 1 to 20 parts by mass with respect to 1 part by mass of the rubber.
代表的な第3処理剤としては、ゴムとRF縮合物と添加剤(例えば、加硫剤、共加硫剤、加硫促進剤、接着性改善剤、充填剤、老化防止剤、滑剤)とを含む組成物を溶媒に溶解させたゴム糊などが挙げられる。なお、ゴム糊に対するゴム濃度は、特に限定されず、例ば1~20質量%、好ましくは2~15質量%、さらに好ましくは3~10質量%程度であってもよい。
Typical third treatment agents include rubber, RF condensate and additives (for example, vulcanizing agents, co-curing agents, vulcanization accelerators, adhesion improvers, fillers, anti-aging agents, lubricants) And rubber paste in which a composition containing is dissolved in a solvent. The rubber concentration relative to the rubber paste is not particularly limited, and may be, for example, about 1 to 20% by mass, preferably 2 to 15% by mass, and more preferably about 3 to 10% by mass.
なお、第3処理剤による処理方法も、第1処理剤による処理方法と同様である。好ましい乾燥温度は100~250℃(特に150~200℃)程度であってもよい。
Note that the treatment method using the third treatment agent is the same as the treatment method using the first treatment agent. A preferable drying temperature may be about 100 to 250 ° C. (especially 150 to 200 ° C.).
第1処理剤と(必要に応じて第2処理剤と)第3処理剤とで処理した伝動ベルト用心線の第3処理糸に付着した第3処理剤の付着率[(第3処理剤による処理後の質量-第3処理剤による処理前の質量)/第3処理剤による処理後の質量×100]は、例えば1~20質量%、好ましくは5~15質量%程度であってもよい。
Adhesion rate of the third treatment agent adhering to the third treatment yarn of the transmission belt core wire treated with the first treatment agent (and the second treatment agent if necessary) and the third treatment agent [(depending on the third treatment agent [Mass after treatment−mass before treatment with the third treatment agent) / mass after treatment with the third treatment agent × 100] may be, for example, about 1 to 20 mass%, preferably about 5 to 15 mass%. .
第3処理剤により形成される被膜の平均厚みは、特に制限されず、例えば、1~20μm、好ましくは5~15μm程度であってもよい。
The average thickness of the film formed by the third treatment agent is not particularly limited, and may be, for example, about 1 to 20 μm, preferably about 5 to 15 μm.
<伝動ベルト用心線>
本発明の製造方法によって得られた伝動ベルト用心線は、前記製造方法により、表面及び繊維間にゴム組成物が付与された伝動ベルト用心線であり、表面及び繊維間に、少なくとも前記カルボキシル変性ラテックスとポリカルボジイミド樹脂との硬化物を含んでおり、さらに第2処理剤で処理されることにより、RFL液の硬化物を含むのが好ましく、さらに第3処理剤で処理されることにより、オーバーコート用ゴム組成物を含むのが特に好ましい。 <Cable wire for transmission belt>
The core wire for a transmission belt obtained by the manufacturing method of the present invention is a core wire for a transmission belt provided with a rubber composition between the surface and the fiber by the manufacturing method, and at least the carboxyl-modified latex between the surface and the fiber. And a cured product of polycarbodiimide resin, it is preferable to further include a cured product of RFL liquid by being treated with the second treatment agent, and further by being treated with the third treatment agent. It is particularly preferable to include a rubber composition for use.
本発明の製造方法によって得られた伝動ベルト用心線は、前記製造方法により、表面及び繊維間にゴム組成物が付与された伝動ベルト用心線であり、表面及び繊維間に、少なくとも前記カルボキシル変性ラテックスとポリカルボジイミド樹脂との硬化物を含んでおり、さらに第2処理剤で処理されることにより、RFL液の硬化物を含むのが好ましく、さらに第3処理剤で処理されることにより、オーバーコート用ゴム組成物を含むのが特に好ましい。 <Cable wire for transmission belt>
The core wire for a transmission belt obtained by the manufacturing method of the present invention is a core wire for a transmission belt provided with a rubber composition between the surface and the fiber by the manufacturing method, and at least the carboxyl-modified latex between the surface and the fiber. And a cured product of polycarbodiimide resin, it is preferable to further include a cured product of RFL liquid by being treated with the second treatment agent, and further by being treated with the third treatment agent. It is particularly preferable to include a rubber composition for use.
本発明の製造方法によって得られた心線は、伝動ベルト用途に適しており、通常、伝動ベルトのゴム層に埋設して利用される。なお、ゴム層は、伝動ベルトの用途等に応じて適宜選択でき、例えば、ラップドVベルトでは、アラミド心線を、ジエン系ゴム(天然ゴム、スチレンブタジエンゴム、クロロプレンゴムなど)、オレフィン系ゴム(EPDMなど)などのゴム(又はその組成物)で形成されたゴム層に埋設してもよい。
The core wire obtained by the production method of the present invention is suitable for use in a transmission belt, and is normally used by being embedded in a rubber layer of the transmission belt. The rubber layer can be appropriately selected according to the use of the transmission belt. For example, in the case of a wrapped V belt, an aramid cord is selected from diene rubber (natural rubber, styrene butadiene rubber, chloroprene rubber, etc.), olefin rubber ( It may be embedded in a rubber layer formed of rubber (or a composition thereof) such as EPDM.
伝動ベルト用心線は、前記の製造方法により得られるアラミド心線であってもよい。すなわち、伝動ベルト用アラミド心線は、第1処理剤で(さらに必要に応じて、第2処理剤又は第3処理剤、又は第2処理剤及び第3処理剤で)処理(例えば、被覆又は含浸)したアラミド系マルチフィラメント糸(例えば、撚糸コード)であってもよい。さらに、伝動ベルト用アラミド心線は、第1処理剤(さらに必要に応じて第2処理剤又は第3処理剤、又は第2処理剤及び第3処理剤)で処理(例えば、被覆又は含浸)した後、加硫されたアラミド系マルチフィラメント糸であってもよい。
The core wire for the transmission belt may be an aramid core wire obtained by the above manufacturing method. That is, the aramid core wire for a transmission belt is treated with the first treatment agent (and further, with the second treatment agent or the third treatment agent, or with the second treatment agent and the third treatment agent, as necessary) An impregnated aramid multifilament yarn (for example, twisted cord) may be used. Further, the aramid core wire for the transmission belt is treated (for example, coated or impregnated) with the first treatment agent (further, the second treatment agent or the third treatment agent, or the second treatment agent and the third treatment agent as necessary). Then, a vulcanized aramid multifilament yarn may be used.
伝動ベルト用心線の平均径は、例えば、0.3~3.6mm、好ましくは0.5~3.1mm、さらに好ましくは0.6~2.7mm程度であってもよい。
The average diameter of the core wire for the transmission belt may be, for example, about 0.3 to 3.6 mm, preferably about 0.5 to 3.1 mm, and more preferably about 0.6 to 2.7 mm.
<伝動ベルト>
伝動ベルトは、前記伝動ベルト用心線を含んでいればよく、通常、ベルトの長手方向(又は周方向)に沿って、伝動ベルト用心線(特に複数の伝動ベルト用心線)を埋設したゴム層を備えた伝動ベルトである場合が多い。隣接する心線の間隔(スピニングピッチ)は、例えば0.5~3mm、好ましくは0.6~1.5mm、さらに好ましくは0.7~1.3mm程度であってもよい。 <Power transmission belt>
The power transmission belt only needs to include the power transmission core, and usually a rubber layer in which the power transmission core (in particular, a plurality of power transmission cores) is embedded along the longitudinal direction (or circumferential direction) of the belt. It is often a transmission belt provided. The spacing between adjacent core wires (spinning pitch) may be, for example, about 0.5 to 3 mm, preferably about 0.6 to 1.5 mm, and more preferably about 0.7 to 1.3 mm.
伝動ベルトは、前記伝動ベルト用心線を含んでいればよく、通常、ベルトの長手方向(又は周方向)に沿って、伝動ベルト用心線(特に複数の伝動ベルト用心線)を埋設したゴム層を備えた伝動ベルトである場合が多い。隣接する心線の間隔(スピニングピッチ)は、例えば0.5~3mm、好ましくは0.6~1.5mm、さらに好ましくは0.7~1.3mm程度であってもよい。 <Power transmission belt>
The power transmission belt only needs to include the power transmission core, and usually a rubber layer in which the power transmission core (in particular, a plurality of power transmission cores) is embedded along the longitudinal direction (or circumferential direction) of the belt. It is often a transmission belt provided. The spacing between adjacent core wires (spinning pitch) may be, for example, about 0.5 to 3 mm, preferably about 0.6 to 1.5 mm, and more preferably about 0.7 to 1.3 mm.
代表的には、伝動ベルトは、接着ゴム層と、この接着ゴム層の一方の面に圧縮ゴム層とを有し、接着ゴム層が伝動ベルト用心線を埋設する伝動ベルトであってもよい。なお、接着ゴム層の他方の面には伸張ゴム層を設けてもよい。また、伝動ベルトは、ゴム層からなるベルト本体の一部(例えば、伸張ゴム層及び/又は圧縮ゴム層の表面)又は全部を補強布で被覆(又は積層)していてもよい。
Typically, the transmission belt may be a transmission belt that has an adhesive rubber layer and a compression rubber layer on one surface of the adhesive rubber layer, and the adhesive rubber layer embeds a core wire for the transmission belt. An extended rubber layer may be provided on the other surface of the adhesive rubber layer. In addition, the transmission belt may cover (or laminate) a part (for example, the surface of the stretch rubber layer and / or the compression rubber layer) or the whole of the belt main body made of a rubber layer with a reinforcing cloth.
このような伝動ベルトとしては、ラップドVベルト、ローエッジVベルトなどのVベルト、Vリブドベルト、平ベルト、歯付ベルトなどが挙げられる。
Examples of such transmission belts include V belts such as a wrapped V belt and a low edge V belt, a V-ribbed belt, a flat belt, and a toothed belt.
図1は、本発明の製造方法によって得られた伝動ベルト用心線を含む伝動ベルトの一例であるVリブドベルトを示す概略断面図である。この例では、ベルトの長手方向に伝動ベルト用心線1を埋設した接着ゴム層2と、この接着ゴム層の一方の面(内周面)に形成された圧縮ゴム層3と、前記接着ゴム層の他方の面(外周面又は背面)に形成された伸張ゴム層4とを備えており、圧縮ゴム層3にV字状溝のリブ5が形成されている。圧縮ゴム層3には、伝動ベルトの耐側圧性を向上させるため、短繊維6が含有されている。なお、接着ゴム層2、圧縮ゴム層3及び伸張ゴム層4は、それぞれ、第3処理剤に含有する成分と同様の成分を含有するゴム組成物[オレフィン系ゴム(例えば、エチレン-α-オレフィンエラストマーなど)]を含むゴム組成物などで形成されている場合が多い。また、伸張ゴム層4の背面には、織物、不織布、編物などで形成された補強布を積層してもよい。
FIG. 1 is a schematic sectional view showing a V-ribbed belt which is an example of a transmission belt including a transmission belt core wire obtained by the manufacturing method of the present invention. In this example, an adhesive rubber layer 2 having a transmission belt core wire 1 embedded in the longitudinal direction of the belt, a compressed rubber layer 3 formed on one surface (inner peripheral surface) of the adhesive rubber layer, and the adhesive rubber layer And a stretched rubber layer 4 formed on the other surface (outer peripheral surface or back surface), and ribs 5 of V-shaped grooves are formed in the compressed rubber layer 3. The compressed rubber layer 3 contains short fibers 6 in order to improve the side pressure resistance of the transmission belt. The adhesive rubber layer 2, the compressed rubber layer 3, and the stretch rubber layer 4 are each a rubber composition [olefin rubber (for example, ethylene-α-olefin) containing the same components as those contained in the third treatment agent. In many cases, it is formed of a rubber composition or the like containing an elastomer. Further, a reinforcing fabric formed of a woven fabric, a nonwoven fabric, a knitted fabric or the like may be laminated on the back surface of the stretch rubber layer 4.
図2は、本発明の製造方法によって得られた伝動ベルト用心線を含む伝動ベルトの他の例であるローエッジVベルトを示す概略断面図である。図2に示すベルトは、圧縮ゴム層3にリブ5が形成されていない点及び外周面から内周面に向かってベルト幅が小さくなる台形状である点を除き、図1に示されるVリブドベルトと同様に構成されている。なお、圧縮ゴム層3には、ベルトの長手方向に沿って、複数のコグ(凸部)を所定の間隔をおいて形成してもよい。また、圧縮ゴム層3の面(内周面)及び伸張ゴム層4の面(外周面)には、織物、不織布、編物などで形成された補強布を積層してもよい。
FIG. 2 is a schematic cross-sectional view showing a low edge V-belt which is another example of a transmission belt including a transmission belt core wire obtained by the manufacturing method of the present invention. The belt shown in FIG. 2 is a V-ribbed belt shown in FIG. 1 except that the rib 5 is not formed on the compressed rubber layer 3 and a trapezoidal shape in which the belt width decreases from the outer peripheral surface toward the inner peripheral surface. It is configured in the same way. In the compressed rubber layer 3, a plurality of cogs (convex portions) may be formed at predetermined intervals along the longitudinal direction of the belt. Further, a reinforcing fabric formed of a woven fabric, a nonwoven fabric, a knitted fabric or the like may be laminated on the surface (inner peripheral surface) of the compressed rubber layer 3 and the surface (outer peripheral surface) of the stretched rubber layer 4.
これらの伝動ベルトは、円筒状の成形ドラムに、圧縮ゴム層用シートと第1接着ゴム層用シートとを順次巻き付け、この上に伝動ベルト用心線を螺旋状にスピニングし、さらに、第2接着ゴム層用シートと伸張ゴム層用シートとを順次巻き付けて積層体を形成し、この積層体を加硫して加硫ベルトスリーブを作製し、この円筒状の加硫ベルトスリーブを周方向に切断して形成される。この切断の際、周方向に配列又は配向した伝動ベルト用心線も切断され、伝動ベルト用心線が伝動ベルトの側面(切断面)に露出する。伝動ベルト用心線が伝動ベルトの側面に露出していると、心線の糸が解れ易くなり、伝動ベルトの側面から解れた糸を起点として、伝動ベルト用心線が伝動ベルトの側面から突出するポップアウトが生じ、ポップアウトした伝動ベルト用心線が回転するプーリの軸に巻き付いて伝動ベルトが破断するおそれがある。しかし、図1及び図2に示す伝動ベルトでは、接着ゴム層に特定の処理剤で処理された伝動ベルト用心線を埋設しており、伝動ベルト用心線のフィラメント同士の結束性が高いため、伝動ベルトの側面で伝動ベルト用心線が解れることがなく、伝動ベルト用心線のポップアウトを有効に防止でき、伝動ベルトの耐久性を著しく向上できる。
In these transmission belts, a compression rubber layer sheet and a first adhesive rubber layer sheet are sequentially wound around a cylindrical molding drum, and a transmission belt core wire is spun into a spiral shape, and further, a second bonding is performed. A rubber layer sheet and a stretch rubber layer sheet are sequentially wound to form a laminated body, and the laminated body is vulcanized to produce a vulcanized belt sleeve. The cylindrical vulcanized belt sleeve is cut in the circumferential direction. Formed. At the time of this cutting, the core wire for the transmission belt arranged or oriented in the circumferential direction is also cut, and the core wire for the transmission belt is exposed on the side surface (cut surface) of the transmission belt. When the core wire for the transmission belt is exposed on the side surface of the transmission belt, the thread of the core wire is easily unwound, and the pop that the core wire for the transmission belt protrudes from the side surface of the transmission belt starts from the thread that has been released from the side surface of the transmission belt. There is a possibility that the transmission belt core wire that has popped out is wound around the rotating pulley shaft and the transmission belt is broken. However, in the transmission belt shown in FIG. 1 and FIG. 2, the transmission belt core wire treated with a specific treatment agent is embedded in the adhesive rubber layer, and the transmission belt core wire has a high binding property between the filaments. The belt for the transmission belt is not unraveled on the side surface of the belt, the pop-out of the transmission belt can be effectively prevented, and the durability of the transmission belt can be remarkably improved.
伝動ベルトは、前記Vリブドベルト及びローエッジVベルトに限定されず、歯付ベルト、平ベルトなどにも利用できる。
The transmission belt is not limited to the V-ribbed belt and the low-edge V-belt, and can be used for a toothed belt, a flat belt, and the like.
<伝動ベルトの製造方法>
伝動ベルトは、慣用の方法、例えば、一対の未加硫ゴムシート(未加硫の積層ゴムシートを含む)の間に、特定の処理剤で処理した伝動ベルト用心線を挟持させた円筒状の積層体を加硫して伝動ベルト前駆体(加硫ベルトスリーブ)を作製し、この円筒状の伝動ベルト前駆体を周方向にカッティングすることにより作製できる。本発明の製造方法によって得られた伝動ベルト用心線を適用した場合、このようにカッティングしても、伝動ベルトの側面において、伝動ベルト用心線の毛羽立ちやホツレが生成しない。なお、一対の未加硫ゴムシートは、同一でも異なっていてもよく、第3処理剤の項で例示した成分を含むゴム組成物で形成されている場合が多い。 <Manufacturing method of transmission belt>
The transmission belt is a conventional method, for example, a cylindrical belt in which a core wire for a transmission belt treated with a specific treatment agent is sandwiched between a pair of unvulcanized rubber sheets (including an unvulcanized laminated rubber sheet). The laminate can be vulcanized to produce a transmission belt precursor (vulcanized belt sleeve), and this cylindrical transmission belt precursor can be cut in the circumferential direction. When the transmission belt core wire obtained by the manufacturing method of the present invention is applied, fuzz and fraying of the transmission belt core wire are not generated on the side surface of the transmission belt even if cutting is performed in this way. The pair of unvulcanized rubber sheets may be the same or different, and is often formed of a rubber composition containing the components exemplified in the third treatment agent.
伝動ベルトは、慣用の方法、例えば、一対の未加硫ゴムシート(未加硫の積層ゴムシートを含む)の間に、特定の処理剤で処理した伝動ベルト用心線を挟持させた円筒状の積層体を加硫して伝動ベルト前駆体(加硫ベルトスリーブ)を作製し、この円筒状の伝動ベルト前駆体を周方向にカッティングすることにより作製できる。本発明の製造方法によって得られた伝動ベルト用心線を適用した場合、このようにカッティングしても、伝動ベルトの側面において、伝動ベルト用心線の毛羽立ちやホツレが生成しない。なお、一対の未加硫ゴムシートは、同一でも異なっていてもよく、第3処理剤の項で例示した成分を含むゴム組成物で形成されている場合が多い。 <Manufacturing method of transmission belt>
The transmission belt is a conventional method, for example, a cylindrical belt in which a core wire for a transmission belt treated with a specific treatment agent is sandwiched between a pair of unvulcanized rubber sheets (including an unvulcanized laminated rubber sheet). The laminate can be vulcanized to produce a transmission belt precursor (vulcanized belt sleeve), and this cylindrical transmission belt precursor can be cut in the circumferential direction. When the transmission belt core wire obtained by the manufacturing method of the present invention is applied, fuzz and fraying of the transmission belt core wire are not generated on the side surface of the transmission belt even if cutting is performed in this way. The pair of unvulcanized rubber sheets may be the same or different, and is often formed of a rubber composition containing the components exemplified in the third treatment agent.
以下に、実施例に基づいて本発明をより詳細に説明するが、本発明はこれらの実施例によって限定されるものではない。
Hereinafter, the present invention will be described in more detail based on examples, but the present invention is not limited to these examples.
[原料]
(ゴム成分)
カルボキシル変性NBRラテックス(COOH変性NBR):日本ゼオン(株)製「Nipol 1571CL」、有効成分38質量%、高ニトリルタイプ
カルボキシル変性スチレン・ブタジエン・ビニルピリジン共重合体ラテックス(COOH変性VP):日本ゼオン(株)製「NipolLX603」、有効成分36質量%
未変性NBRラテックス(未変性NBR):日本ゼオン(株)製「Nipol 1562」、有効成分38質量%、中高ニトリルタイプ
EPDM:デュポン・ダウエラストマージャパン(株)製「IP3640」、ムーニー粘度40(100℃)。 [material]
(Rubber component)
Carboxyl-modified NBR latex (COOH-modified NBR): “Nipol 1571CL” manufactured by Nippon Zeon Co., Ltd., active ingredient 38 mass%, high nitrile type carboxyl-modified styrene / butadiene / vinylpyridine copolymer latex (COOH modified VP): Nippon Zeon "NipolLX603" manufactured by Co., Ltd., active ingredient 36% by mass
Unmodified NBR latex (unmodified NBR): “Nipol 1562” manufactured by Nippon Zeon Co., Ltd., active ingredient 38% by mass, medium-high nitrile type EPDM: “IP3640” manufactured by DuPont Dow Elastomer Japan Co., Ltd., Mooney viscosity 40 (100 ° C).
(ゴム成分)
カルボキシル変性NBRラテックス(COOH変性NBR):日本ゼオン(株)製「Nipol 1571CL」、有効成分38質量%、高ニトリルタイプ
カルボキシル変性スチレン・ブタジエン・ビニルピリジン共重合体ラテックス(COOH変性VP):日本ゼオン(株)製「NipolLX603」、有効成分36質量%
未変性NBRラテックス(未変性NBR):日本ゼオン(株)製「Nipol 1562」、有効成分38質量%、中高ニトリルタイプ
EPDM:デュポン・ダウエラストマージャパン(株)製「IP3640」、ムーニー粘度40(100℃)。 [material]
(Rubber component)
Carboxyl-modified NBR latex (COOH-modified NBR): “Nipol 1571CL” manufactured by Nippon Zeon Co., Ltd., active ingredient 38 mass%, high nitrile type carboxyl-modified styrene / butadiene / vinylpyridine copolymer latex (COOH modified VP): Nippon Zeon "NipolLX603" manufactured by Co., Ltd., active ingredient 36% by mass
Unmodified NBR latex (unmodified NBR): “Nipol 1562” manufactured by Nippon Zeon Co., Ltd., active ingredient 38% by mass, medium-high nitrile type EPDM: “IP3640” manufactured by DuPont Dow Elastomer Japan Co., Ltd., Mooney viscosity 40 (100 ° C).
(RFL液)
表1にRFL液の構成成分を示す。まず、容器にレゾルシン及び水を加えて、室温(約25℃)で10分間攪拌して溶解させた後、さらに37質量%ホルマリンを加えて室温で10分間攪拌した。攪拌後、室温で60分間熟成し、A液を調製した。 (RFL solution)
Table 1 shows the components of the RFL solution. First, resorcin and water were added to a container and dissolved by stirring at room temperature (about 25 ° C.) for 10 minutes. Then, 37 mass% formalin was further added and stirred at room temperature for 10 minutes. After stirring, the mixture was aged at room temperature for 60 minutes to prepare solution A.
表1にRFL液の構成成分を示す。まず、容器にレゾルシン及び水を加えて、室温(約25℃)で10分間攪拌して溶解させた後、さらに37質量%ホルマリンを加えて室温で10分間攪拌した。攪拌後、室温で60分間熟成し、A液を調製した。 (RFL solution)
Table 1 shows the components of the RFL solution. First, resorcin and water were added to a container and dissolved by stirring at room temperature (about 25 ° C.) for 10 minutes. Then, 37 mass% formalin was further added and stirred at room temperature for 10 minutes. After stirring, the mixture was aged at room temperature for 60 minutes to prepare solution A.
次に、別容器にラテックスを加え、室温で攪拌しながら水を加えてB液を調製した。水の添加後、B液を攪拌しながらさらにA液を加えて、室温で10分間攪拌した。この混合液を、室温でさらに7日間熟成し、RFL液を作製した。
Next, latex was added to another container, and water was added while stirring at room temperature to prepare solution B. After the addition of water, liquid A was further added while stirring liquid B, and the mixture was stirred at room temperature for 10 minutes. This mixed solution was further aged at room temperature for 7 days to prepare an RFL solution.

(硬化剤)
ポリカルボジイミド分散液A:日清紡ケミカル(株)製「カルボジライトE-02」、有効成分40質量%、NCN当量445
ポリカルボジイミド分散液B:日清紡ケミカル(株)製「カルボジライトE-05」、有効成分40質量%、NCN当量310
ブロックイソシアネート分散液:第一工業製薬(株)製「エラストロンBN-27」、有効成分30質量%、解離温度180℃以上
水溶性エポキシ化合物:ナガセケムテックス(株)製「デナコールEX313」、液状、有効成分100質量%。 (Curing agent)
Polycarbodiimide dispersion A: “Carbodilite E-02” manufactured by Nisshinbo Chemical Co., Ltd., active ingredient 40 mass%, NCN equivalent 445
Polycarbodiimide dispersion B: “Carbodilite E-05” manufactured by Nisshinbo Chemical Co., Ltd., active ingredient 40 mass%, NCN equivalent 310
Block isocyanate dispersion: “Elastolon BN-27” manufactured by Daiichi Kogyo Seiyaku Co., Ltd., active ingredient 30 mass%, dissociation temperature 180 ° C.
Water-soluble epoxy compound: “Denacol EX313” manufactured by Nagase ChemteX Corporation, liquid, 100% by mass of active ingredient.
ポリカルボジイミド分散液A:日清紡ケミカル(株)製「カルボジライトE-02」、有効成分40質量%、NCN当量445
ポリカルボジイミド分散液B:日清紡ケミカル(株)製「カルボジライトE-05」、有効成分40質量%、NCN当量310
ブロックイソシアネート分散液:第一工業製薬(株)製「エラストロンBN-27」、有効成分30質量%、解離温度180℃以上
水溶性エポキシ化合物:ナガセケムテックス(株)製「デナコールEX313」、液状、有効成分100質量%。 (Curing agent)
Polycarbodiimide dispersion A: “Carbodilite E-02” manufactured by Nisshinbo Chemical Co., Ltd., active ingredient 40 mass%, NCN equivalent 445
Polycarbodiimide dispersion B: “Carbodilite E-05” manufactured by Nisshinbo Chemical Co., Ltd., active ingredient 40 mass%, NCN equivalent 310
Block isocyanate dispersion: “Elastolon BN-27” manufactured by Daiichi Kogyo Seiyaku Co., Ltd., active ingredient 30 mass%, dissociation temperature 180 ° C.
Water-soluble epoxy compound: “Denacol EX313” manufactured by Nagase ChemteX Corporation, liquid, 100% by mass of active ingredient.
(第3処理剤、接着ゴム層及び圧縮ゴム層用ゴム組成物の添加剤)
HAFカーボンブラック:東海カーボン(株)製「シースト3」
含水シリカ:東ソー・シリカ(株)製「Nipsil VN3」、比表面積240m2/g
RF縮合物:レゾルシノール20%未満、ホルマリン0.1%未満のレゾルシン・ホルムアルデヒド縮合物
老化防止剤:精工化学(株)製「ノンフレックスOD3」
加硫促進剤MBTS:2-メルカプトチアゾリン、ジベンゾチアジル・ジスルフィド
加硫促進剤DM:ジ-2-ベンゾチアゾリルジスルフィド
パラフィンオイル:出光興産(株)製「ダイアナプロセスオイル」
ポリアミド短繊維:旭化成(株)製「66ナイロン」。 (Additive for rubber composition for third treatment agent, adhesive rubber layer and compression rubber layer)
HAF carbon black: “Seast 3” manufactured by Tokai Carbon Co., Ltd.
Hydrous silica: “Nippil VN3” manufactured by Tosoh Silica Co., Ltd., specific surface area 240 m 2 / g
RF condensate: resorcinol less than 20%, formalin less than 0.1% resorcin / formaldehyde condensate anti-aging agent: “Nonflex OD3” manufactured by Seiko Chemical Co., Ltd.
Vulcanization accelerator MBTS: 2-mercaptothiazoline, dibenzothiazyl disulfide Vulcanization accelerator DM: Di-2-benzothiazolyl disulfide Paraffin oil: “Diana Process Oil” manufactured by Idemitsu Kosan Co., Ltd.
Polyamide short fiber: “66 nylon” manufactured by Asahi Kasei Corporation.
HAFカーボンブラック:東海カーボン(株)製「シースト3」
含水シリカ:東ソー・シリカ(株)製「Nipsil VN3」、比表面積240m2/g
RF縮合物:レゾルシノール20%未満、ホルマリン0.1%未満のレゾルシン・ホルムアルデヒド縮合物
老化防止剤:精工化学(株)製「ノンフレックスOD3」
加硫促進剤MBTS:2-メルカプトチアゾリン、ジベンゾチアジル・ジスルフィド
加硫促進剤DM:ジ-2-ベンゾチアゾリルジスルフィド
パラフィンオイル:出光興産(株)製「ダイアナプロセスオイル」
ポリアミド短繊維:旭化成(株)製「66ナイロン」。 (Additive for rubber composition for third treatment agent, adhesive rubber layer and compression rubber layer)
HAF carbon black: “
Hydrous silica: “Nippil VN3” manufactured by Tosoh Silica Co., Ltd., specific surface area 240 m 2 / g
RF condensate: resorcinol less than 20%, formalin less than 0.1% resorcin / formaldehyde condensate anti-aging agent: “Nonflex OD3” manufactured by Seiko Chemical Co., Ltd.
Vulcanization accelerator MBTS: 2-mercaptothiazoline, dibenzothiazyl disulfide Vulcanization accelerator DM: Di-2-benzothiazolyl disulfide Paraffin oil: “Diana Process Oil” manufactured by Idemitsu Kosan Co., Ltd.
Polyamide short fiber: “66 nylon” manufactured by Asahi Kasei Corporation.
(アラミド繊維の撚糸コード)
1670dtex(フィラメント数1000本)のアラミド繊維(帝人(株)製「テクノーラT-200」)からなる無撚りでリボン状に引き揃えたアラミド繊維フィラメントの束(アラミド繊維単糸という)1本を、下撚り数4回/10cmで下撚りし、この下撚り糸を2本束ね上撚り数13回/10cmで下撚りと同じ方向に上撚りし、ラング撚りの撚糸コードを得た。撚糸コードについては、S撚り・Z撚りの両方を作製した。 (Aramid fiber twisted cord)
One bundle of aramid fiber filaments (referred to as aramid fiber single yarn) made of untwisted ribbons made of 1670 dtex (1000 filaments) aramid fibers (“Technola T-200” manufactured by Teijin Ltd.) The lower twisted number was 4 times / 10 cm, and two lower twisted yarns were bundled, and the upper twisted number was 13 times / 10 cm, and the upper twisted in the same direction as the lower twisted, and a Lang twisted twisted cord was obtained. For the twisted cord, both S twist and Z twist were produced.
1670dtex(フィラメント数1000本)のアラミド繊維(帝人(株)製「テクノーラT-200」)からなる無撚りでリボン状に引き揃えたアラミド繊維フィラメントの束(アラミド繊維単糸という)1本を、下撚り数4回/10cmで下撚りし、この下撚り糸を2本束ね上撚り数13回/10cmで下撚りと同じ方向に上撚りし、ラング撚りの撚糸コードを得た。撚糸コードについては、S撚り・Z撚りの両方を作製した。 (Aramid fiber twisted cord)
One bundle of aramid fiber filaments (referred to as aramid fiber single yarn) made of untwisted ribbons made of 1670 dtex (1000 filaments) aramid fibers (“Technola T-200” manufactured by Teijin Ltd.) The lower twisted number was 4 times / 10 cm, and two lower twisted yarns were bundled, and the upper twisted number was 13 times / 10 cm, and the upper twisted in the same direction as the lower twisted, and a Lang twisted twisted cord was obtained. For the twisted cord, both S twist and Z twist were produced.
[耐ホツレ性]
実施例及び比較例で作製したVリブドベルトについて、カッターで周方向(ベルト長さ方向)に切断したベルト側面において露出しているアラミド心線のホツレの状態を評価した。すなわち、図3に示すように、接着ゴム層2と、この接着ゴム層の内周面に形成された圧縮ゴム層3と、前記接着ゴム層の外周面に形成された伸張ゴム層4とを備えたVリブドベルトにおいて、前記接着ゴム層2に埋設されたアラミド心線を切断により露出させ、アラミド心線のホツレの状態を以下の基準で評価した。なお、評価が「△」以上の場合を、製品として許容レベルとして良好と判定した。 [Scratch resistance]
About the V-ribbed belt produced by the Example and the comparative example, the state of the fray of the aramid cord exposed on the side surface of the belt cut in the circumferential direction (belt length direction) with a cutter was evaluated. That is, as shown in FIG. 3, theadhesive rubber layer 2, the compression rubber layer 3 formed on the inner peripheral surface of the adhesive rubber layer, and the stretched rubber layer 4 formed on the outer peripheral surface of the adhesive rubber layer. In the V-ribbed belt provided, the aramid core wire embedded in the adhesive rubber layer 2 was exposed by cutting, and the state of the aramid core wire was evaluated according to the following criteria. In addition, the case where evaluation was "(triangle | delta)" or more was determined with the acceptable level as a product being favorable.
実施例及び比較例で作製したVリブドベルトについて、カッターで周方向(ベルト長さ方向)に切断したベルト側面において露出しているアラミド心線のホツレの状態を評価した。すなわち、図3に示すように、接着ゴム層2と、この接着ゴム層の内周面に形成された圧縮ゴム層3と、前記接着ゴム層の外周面に形成された伸張ゴム層4とを備えたVリブドベルトにおいて、前記接着ゴム層2に埋設されたアラミド心線を切断により露出させ、アラミド心線のホツレの状態を以下の基準で評価した。なお、評価が「△」以上の場合を、製品として許容レベルとして良好と判定した。 [Scratch resistance]
About the V-ribbed belt produced by the Example and the comparative example, the state of the fray of the aramid cord exposed on the side surface of the belt cut in the circumferential direction (belt length direction) with a cutter was evaluated. That is, as shown in FIG. 3, the
○:ベルトカット時に端面にホツレがない
△:ベルトカット時に端面に軽微なホツレがある(フィラメントは集束しており、拡がらない程度)
×:ベルトカット時に端面にホツレがある(フィラメント単位でばらけて、花が咲くように拡がる)。 ○: There is no fray on the end face when the belt is cut. Δ: There is a slight fray on the end face when the belt is cut (the filaments are concentrated and do not spread).
X: There is a fuzz on the end face when the belt is cut (spreads in units of filaments and spreads like flowers).
△:ベルトカット時に端面に軽微なホツレがある(フィラメントは集束しており、拡がらない程度)
×:ベルトカット時に端面にホツレがある(フィラメント単位でばらけて、花が咲くように拡がる)。 ○: There is no fray on the end face when the belt is cut. Δ: There is a slight fray on the end face when the belt is cut (the filaments are concentrated and do not spread).
X: There is a fuzz on the end face when the belt is cut (spreads in units of filaments and spreads like flowers).
特に、評価「△」については、主に摩擦などの外因によるホツレであり、製品として許容できるレベルであるとする。一方、評価「×」については、処理コードの内因によるホツレであり、製品として許容できない。内因とは、アラミド繊維が処理コード中で潜在的にもっている撚糸や延伸などの後加工による歪に対する復元力に、処理による繊維間の拘束力が劣ることを意味する。
In particular, the evaluation “△” is mainly caused by external factors such as friction, and is at a level acceptable as a product. On the other hand, the evaluation “x” is a flaw due to the intrinsic cause of the processing code and cannot be accepted as a product. Intrinsic means that the binding force between fibers due to processing is inferior to the resilience against distortion caused by post-processing such as twisting and drawing that aramid fibers have in the processing cord.
[耐屈曲疲労性]
実施例及び比較例で作製したVリブドベルトを、図4に示すように、駆動プーリ11(直径120mm、回転数:4900rpm)、従動プーリ12(直径120mm、負荷:8.8kW)、アイドラプーリ13(直径70mm)及びテンションプーリ14(直径45mm、軸荷重:21kgf(一定))に巻き付け、120℃の雰囲気温度で、300時間走行させた後の引張破断強力(残存強力)(N)を測定し、耐屈曲疲労性を評価した。ベルト走行試験においては、ベルトは逆曲げと最小プーリ径φ45mmの繰返し屈曲を受け続け、アラミド繊維の屈曲疲労と繊維間処理層の疲労破壊が相乗効果的に心線及びベルトの引張破断強力を低下させる。そのため、残存強力が高い方が耐屈曲疲労性及びベルトの耐久性が優れていると判断することができる。詳細な指標としては、強力保持率80%以上が良好であり、70%はやや劣るが製品としては問題ない(使用条件によってはNGになる)レベルである。 [Bending fatigue resistance]
As shown in FIG. 4, the V-ribbed belts produced in the examples and comparative examples were driven pulley 11 (diameter 120 mm, rotation speed: 4900 rpm), driven pulley 12 (diameter 120 mm, load: 8.8 kW), idler pulley 13 ( 70 mm in diameter) and a tension pulley 14 (45 mm in diameter, axial load: 21 kgf (constant)), and measured for tensile strength at break (residual strength) (N) after running for 300 hours at an ambient temperature of 120 ° C. Bending fatigue resistance was evaluated. In the belt running test, the belt continues to undergo reverse bending and repeated bending with a minimum pulley diameter of 45 mm, and the bending fatigue of the aramid fiber and the fatigue failure of the inter-fiber treatment layer synergistically reduce the tensile strength of the cord and the belt. Let Therefore, it can be determined that the higher the remaining strength, the better the bending fatigue resistance and the durability of the belt. As a detailed index, a strength retention of 80% or more is good, and 70% is slightly inferior, but there is no problem as a product (it becomes NG depending on use conditions).
実施例及び比較例で作製したVリブドベルトを、図4に示すように、駆動プーリ11(直径120mm、回転数:4900rpm)、従動プーリ12(直径120mm、負荷:8.8kW)、アイドラプーリ13(直径70mm)及びテンションプーリ14(直径45mm、軸荷重:21kgf(一定))に巻き付け、120℃の雰囲気温度で、300時間走行させた後の引張破断強力(残存強力)(N)を測定し、耐屈曲疲労性を評価した。ベルト走行試験においては、ベルトは逆曲げと最小プーリ径φ45mmの繰返し屈曲を受け続け、アラミド繊維の屈曲疲労と繊維間処理層の疲労破壊が相乗効果的に心線及びベルトの引張破断強力を低下させる。そのため、残存強力が高い方が耐屈曲疲労性及びベルトの耐久性が優れていると判断することができる。詳細な指標としては、強力保持率80%以上が良好であり、70%はやや劣るが製品としては問題ない(使用条件によってはNGになる)レベルである。 [Bending fatigue resistance]
As shown in FIG. 4, the V-ribbed belts produced in the examples and comparative examples were driven pulley 11 (diameter 120 mm, rotation speed: 4900 rpm), driven pulley 12 (diameter 120 mm, load: 8.8 kW), idler pulley 13 ( 70 mm in diameter) and a tension pulley 14 (45 mm in diameter, axial load: 21 kgf (constant)), and measured for tensile strength at break (residual strength) (N) after running for 300 hours at an ambient temperature of 120 ° C. Bending fatigue resistance was evaluated. In the belt running test, the belt continues to undergo reverse bending and repeated bending with a minimum pulley diameter of 45 mm, and the bending fatigue of the aramid fiber and the fatigue failure of the inter-fiber treatment layer synergistically reduce the tensile strength of the cord and the belt. Let Therefore, it can be determined that the higher the remaining strength, the better the bending fatigue resistance and the durability of the belt. As a detailed index, a strength retention of 80% or more is good, and 70% is slightly inferior, but there is no problem as a product (it becomes NG depending on use conditions).
[実施例1~9及び比較例1~5]
(第1処理剤の調製)
表1に示す組成のRFL液(RFL-X、RFL-Y、RFL-Z、RFL-W)又はRF縮合物を含まないカルボキシル変性ラテックスに、ポリカルボジイミド樹脂、ブロックイソシアネート、水溶性エポキシ化合物を表2及び3に示す割合で混合し、室温で10分間攪拌して、表2及び3に示す組成の第1処理剤を調製した。 [Examples 1 to 9 and Comparative Examples 1 to 5]
(Preparation of first treatment agent)
Polycarbodiimide resin, blocked isocyanate, and water-soluble epoxy compound are represented on the RFL liquid (RFL-X, RFL-Y, RFL-Z, RFL-W) or carboxyl-modified latex containing no RF condensate having the composition shown in Table 1. The first treatment agent having the composition shown in Tables 2 and 3 was prepared by mixing at a ratio shown in 2 and 3 and stirring at room temperature for 10 minutes.
(第1処理剤の調製)
表1に示す組成のRFL液(RFL-X、RFL-Y、RFL-Z、RFL-W)又はRF縮合物を含まないカルボキシル変性ラテックスに、ポリカルボジイミド樹脂、ブロックイソシアネート、水溶性エポキシ化合物を表2及び3に示す割合で混合し、室温で10分間攪拌して、表2及び3に示す組成の第1処理剤を調製した。 [Examples 1 to 9 and Comparative Examples 1 to 5]
(Preparation of first treatment agent)
Polycarbodiimide resin, blocked isocyanate, and water-soluble epoxy compound are represented on the RFL liquid (RFL-X, RFL-Y, RFL-Z, RFL-W) or carboxyl-modified latex containing no RF condensate having the composition shown in Table 1. The first treatment agent having the composition shown in Tables 2 and 3 was prepared by mixing at a ratio shown in 2 and 3 and stirring at room temperature for 10 minutes.
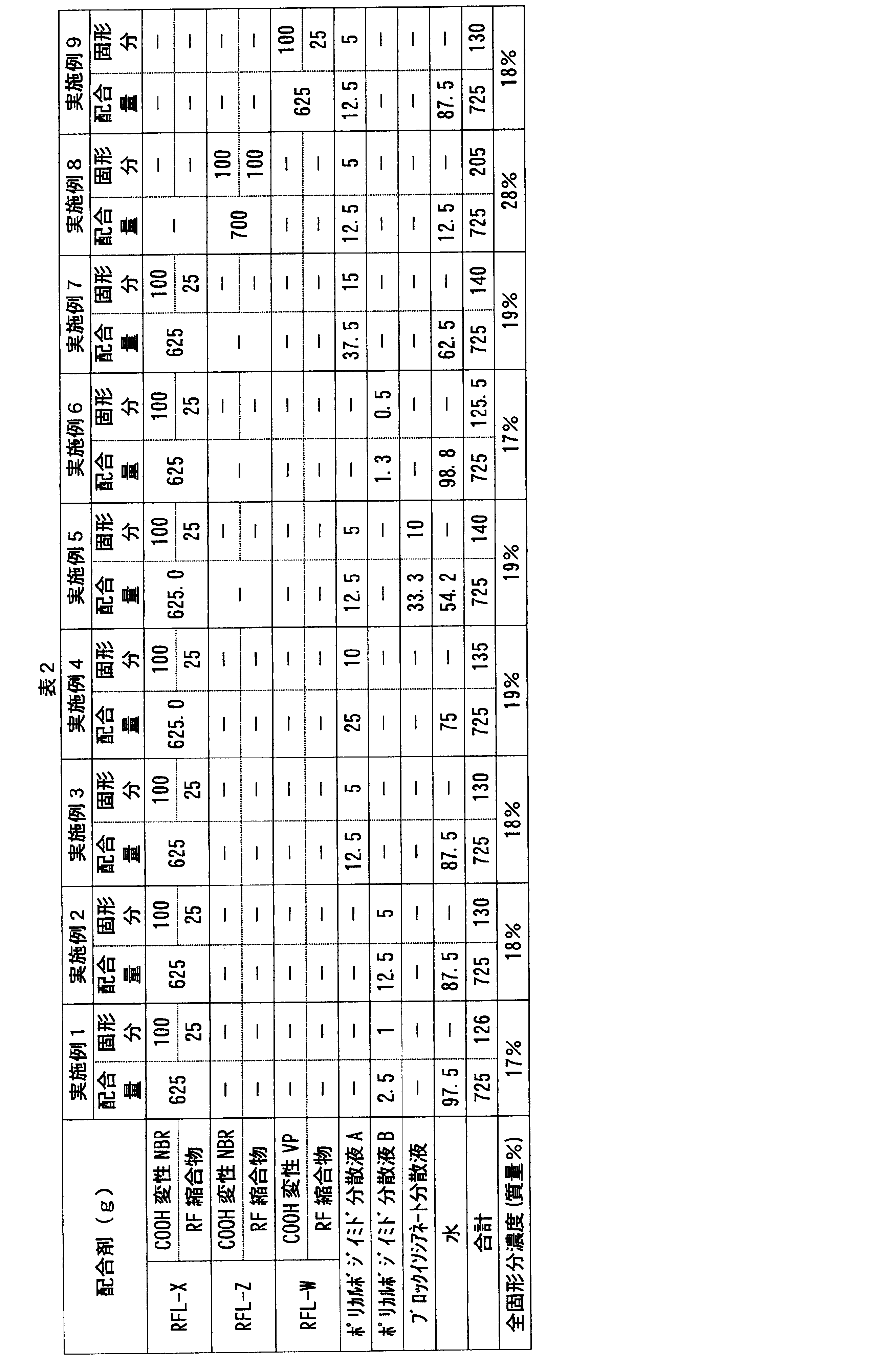
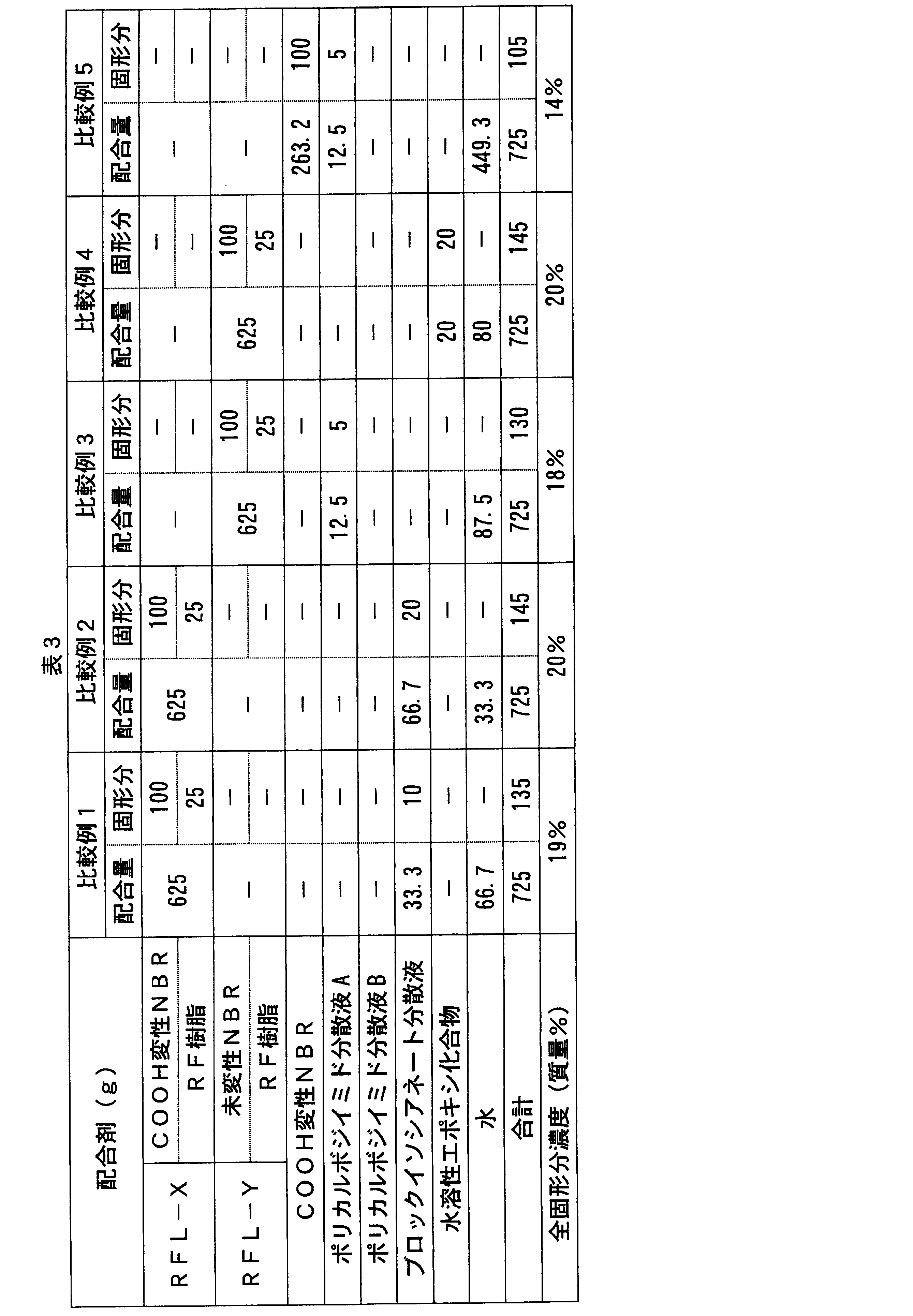
(第2処理剤の調製)
表1に示す組成のRFL液(RFL-X)と水とを表4に示す割合で混合し、室温で10分間攪拌して、表4に示す組成の第2処理剤を調製した。 (Preparation of second treatment agent)
An RFL solution (RFL-X) having the composition shown in Table 1 and water were mixed at a ratio shown in Table 4 and stirred at room temperature for 10 minutes to prepare a second treatment agent having the composition shown in Table 4.
表1に示す組成のRFL液(RFL-X)と水とを表4に示す割合で混合し、室温で10分間攪拌して、表4に示す組成の第2処理剤を調製した。 (Preparation of second treatment agent)
An RFL solution (RFL-X) having the composition shown in Table 1 and water were mixed at a ratio shown in Table 4 and stirred at room temperature for 10 minutes to prepare a second treatment agent having the composition shown in Table 4.

(第3処理剤の調製)
表5に示すEPDM配合ゴム組成物を、表6に示す割合で、トルエンに溶解し、ポリメリックイソシアネートを添加し、第3処理剤(ゴム糊)を調製した。 (Preparation of third treatment agent)
The EPDM compounded rubber composition shown in Table 5 was dissolved in toluene at the ratio shown in Table 6, and polymeric isocyanate was added to prepare a third treatment agent (rubber paste).
表5に示すEPDM配合ゴム組成物を、表6に示す割合で、トルエンに溶解し、ポリメリックイソシアネートを添加し、第3処理剤(ゴム糊)を調製した。 (Preparation of third treatment agent)
The EPDM compounded rubber composition shown in Table 5 was dissolved in toluene at the ratio shown in Table 6, and polymeric isocyanate was added to prepare a third treatment agent (rubber paste).


(接着処理)
実施例1~4、6~9及び比較例1~5については、アラミド繊維の撚糸コードについて、以下に示すように、第1~3処理剤の3浴処理を順に行い、処理コードを得た。 (Adhesion treatment)
For Examples 1 to 4, 6 to 9, and Comparative Examples 1 to 5, the aramid fiber twisted yarn cords were subjected to the three-bath treatment of the first to third treatment agents in order as shown below to obtain treated cords. .
実施例1~4、6~9及び比較例1~5については、アラミド繊維の撚糸コードについて、以下に示すように、第1~3処理剤の3浴処理を順に行い、処理コードを得た。 (Adhesion treatment)
For Examples 1 to 4, 6 to 9, and Comparative Examples 1 to 5, the aramid fiber twisted yarn cords were subjected to the three-bath treatment of the first to third treatment agents in order as shown below to obtain treated cords. .
すなわち、未処理撚糸コードを、第1処理剤に10秒間浸漬し、150℃、2分間の条件で乾燥処理した(第1処理工程)。次に、第1処理剤で処理した撚糸コードを、第2処理剤に10秒間浸漬し、230℃、2分間の条件で乾燥処理した(第2処理工程)。最後に、第2処理剤で処理した撚糸コードを、第3処理剤に3秒間浸漬し、100℃、1分間の条件で乾燥処理する浸漬・乾燥処理を3回繰り返した後、さらに2分間加熱処理した(第3処理工程)。
That is, the untreated twisted cord was dipped in the first treatment agent for 10 seconds and dried at 150 ° C. for 2 minutes (first treatment step). Next, the twisted yarn cord treated with the first treatment agent was immersed in the second treatment agent for 10 seconds, and dried at 230 ° C. for 2 minutes (second treatment step). Finally, the twisted cord treated with the second treatment agent is immersed in the third treatment agent for 3 seconds, and the immersion / drying treatment is repeated 3 times at 100 ° C. for 1 minute, and then heated for another 2 minutes. Processed (3rd process process).
一方、実施例5については、第1処理剤で処理した撚糸コードを、第2処理剤で処理することなく、第3処理剤で処理すること以外は他の実施例及び比較例と同様に接着処理して処理コードを得た。
On the other hand, for Example 5, the twisted cords treated with the first treatment agent were not treated with the second treatment agent, but treated with the third treatment agent in the same manner as in the other Examples and Comparative Examples. Processing code was obtained.
(Vリブドベルトの製造)
まず、表面が平滑な円筒状の成形モールドの外周に、1プライ(1枚重ね)のゴム付綿帆布を巻き付け、この綿帆布の外側に、表7に示すゴム組成物で形成された未加硫の接着ゴム層用シートを巻き付けた。次に、接着ゴム層用シートの上からS撚りの処理コードとZ撚りの処理コードとを所定間隔で並列した状態で、2本の処理コード(S撚り、Z撚り)をらせん状にスピニングして巻き付け、さらにこの上に、表5に示すゴム組成物で形成された未加硫の接着ゴム層用シート及び表8に示すゴム組成物で形成された未加硫の圧縮ゴム層用シートをこの順に巻き付けた。圧縮ゴム層用シートの外側に加硫用ジャケットを配置した状態で、成形モールドを加硫缶に入れて加硫した。加硫して得られた筒状の加硫ゴムスリーブを成形モールドから取り出し、加硫ゴムスリーブの圧縮ゴム層をグラインダーにより複数のV字状溝を同時に研削した後、加硫ゴムスリーブを輪切りするようにカッターで周方向に切断することによって、3つのリブを形成した周長1000mmのVリブドベルトを得た(得られたベルトは、図1に示す方向の断面図では、S撚りの処理コードとZ撚りの処理コードとは交互に並列していた)。得られたベルトの評価結果を表9に示す。 (Manufacture of V-ribbed belt)
First, a one-ply (one-ply) cotton canvas with rubber is wrapped around the outer periphery of a cylindrical molding mold having a smooth surface, and an unaddition formed with a rubber composition shown in Table 7 is formed on the outside of the cotton canvas. A sheet for adhesive rubber layer of sulfur was wound. Next, two processing cords (S-twisted and Z-twisted) are spun in a spiral shape with the S-twisted processing cord and the Z-twisting processing cord arranged in parallel at a predetermined interval from above the adhesive rubber layer sheet. Further, an unvulcanized adhesive rubber layer sheet formed of the rubber composition shown in Table 5 and an unvulcanized compressed rubber layer sheet formed of the rubber composition shown in Table 8 are further formed thereon. Wound in this order. The molding mold was placed in a vulcanizing can and vulcanized in a state where a vulcanizing jacket was disposed outside the compressed rubber layer sheet. The cylindrical vulcanized rubber sleeve obtained by vulcanization is taken out from the molding mold, the compressed rubber layer of the vulcanized rubber sleeve is ground simultaneously with a plurality of V-shaped grooves by a grinder, and then the vulcanized rubber sleeve is cut into rings. In this way, a V-ribbed belt having a circumferential length of 1000 mm having three ribs was obtained by cutting in the circumferential direction with a cutter (the obtained belt is a cross-sectional view in the direction shown in FIG. It was in parallel with the Z-twisted processing cord). Table 9 shows the evaluation results of the obtained belt.
まず、表面が平滑な円筒状の成形モールドの外周に、1プライ(1枚重ね)のゴム付綿帆布を巻き付け、この綿帆布の外側に、表7に示すゴム組成物で形成された未加硫の接着ゴム層用シートを巻き付けた。次に、接着ゴム層用シートの上からS撚りの処理コードとZ撚りの処理コードとを所定間隔で並列した状態で、2本の処理コード(S撚り、Z撚り)をらせん状にスピニングして巻き付け、さらにこの上に、表5に示すゴム組成物で形成された未加硫の接着ゴム層用シート及び表8に示すゴム組成物で形成された未加硫の圧縮ゴム層用シートをこの順に巻き付けた。圧縮ゴム層用シートの外側に加硫用ジャケットを配置した状態で、成形モールドを加硫缶に入れて加硫した。加硫して得られた筒状の加硫ゴムスリーブを成形モールドから取り出し、加硫ゴムスリーブの圧縮ゴム層をグラインダーにより複数のV字状溝を同時に研削した後、加硫ゴムスリーブを輪切りするようにカッターで周方向に切断することによって、3つのリブを形成した周長1000mmのVリブドベルトを得た(得られたベルトは、図1に示す方向の断面図では、S撚りの処理コードとZ撚りの処理コードとは交互に並列していた)。得られたベルトの評価結果を表9に示す。 (Manufacture of V-ribbed belt)
First, a one-ply (one-ply) cotton canvas with rubber is wrapped around the outer periphery of a cylindrical molding mold having a smooth surface, and an unaddition formed with a rubber composition shown in Table 7 is formed on the outside of the cotton canvas. A sheet for adhesive rubber layer of sulfur was wound. Next, two processing cords (S-twisted and Z-twisted) are spun in a spiral shape with the S-twisted processing cord and the Z-twisting processing cord arranged in parallel at a predetermined interval from above the adhesive rubber layer sheet. Further, an unvulcanized adhesive rubber layer sheet formed of the rubber composition shown in Table 5 and an unvulcanized compressed rubber layer sheet formed of the rubber composition shown in Table 8 are further formed thereon. Wound in this order. The molding mold was placed in a vulcanizing can and vulcanized in a state where a vulcanizing jacket was disposed outside the compressed rubber layer sheet. The cylindrical vulcanized rubber sleeve obtained by vulcanization is taken out from the molding mold, the compressed rubber layer of the vulcanized rubber sleeve is ground simultaneously with a plurality of V-shaped grooves by a grinder, and then the vulcanized rubber sleeve is cut into rings. In this way, a V-ribbed belt having a circumferential length of 1000 mm having three ribs was obtained by cutting in the circumferential direction with a cutter (the obtained belt is a cross-sectional view in the direction shown in FIG. It was in parallel with the Z-twisted processing cord). Table 9 shows the evaluation results of the obtained belt.


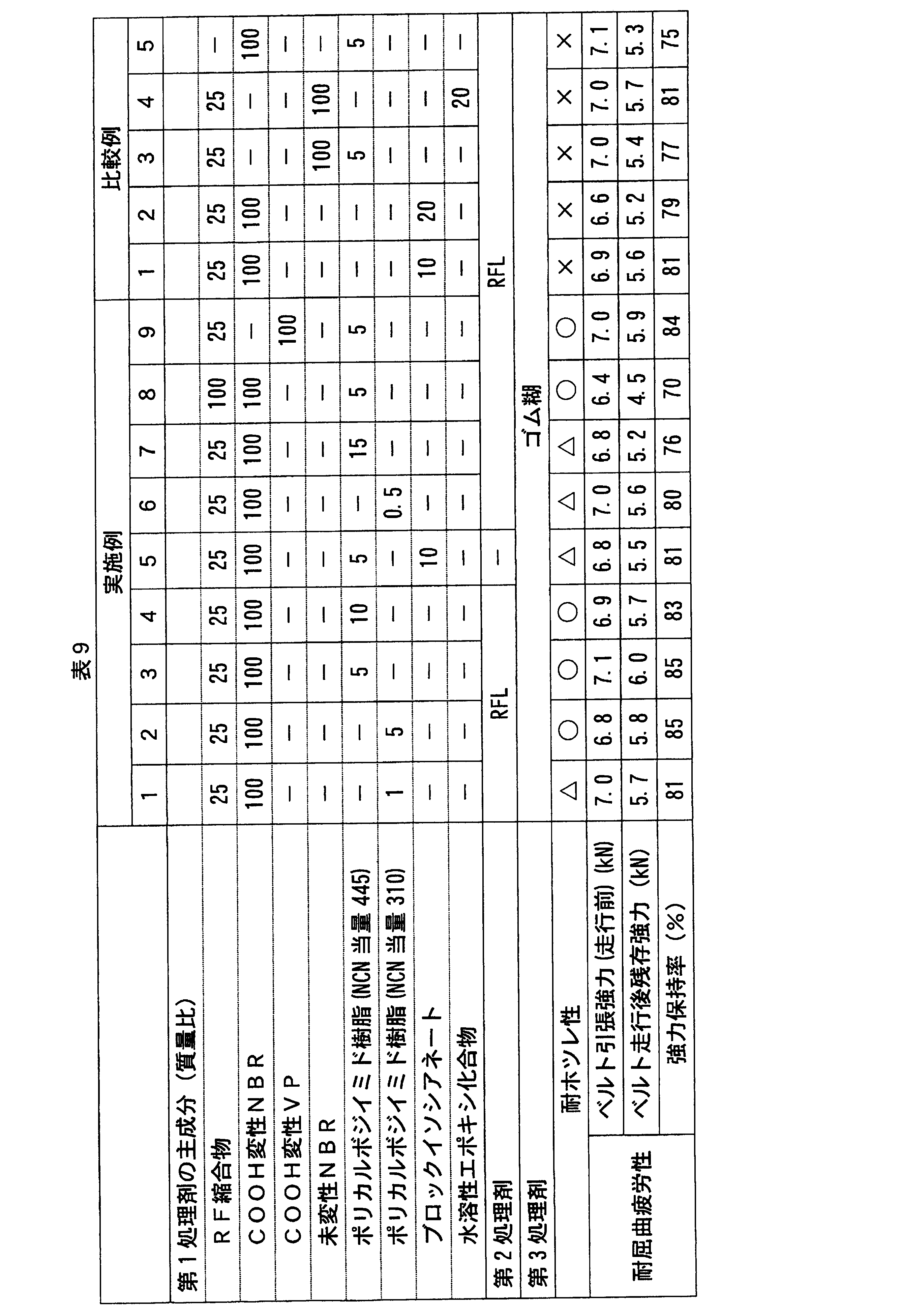
表9の結果から明らかなように、実施例2~4の第1処理剤は、RF縮合物とカルボキシル変性ラテックスとポリカルボジイミド樹脂とを含むため、アラミド繊維の固着(耐ホツレ性)と柔軟性(耐屈曲疲労性)とが高いレベルで両立できていた。
As is apparent from the results in Table 9, since the first treating agents of Examples 2 to 4 contain an RF condensate, a carboxyl-modified latex, and a polycarbodiimide resin, aramid fibers are fixed (fogging resistance) and flexible. (Flexural fatigue resistance) was compatible at a high level.
一方、実施例1の第1処理剤もRF縮合物とカルボキシル変性ラテックスとポリカルボジイミド樹脂とを含むが、実施例2~4に比べて、ポリカルボジイミド樹脂の配合量が1質量部と少量であるため、耐ホツレ性が低下したが、製品として許容できるレベルであった。
On the other hand, the first treating agent of Example 1 also contains an RF condensate, a carboxyl-modified latex, and a polycarbodiimide resin, but the amount of the polycarbodiimide resin is 1 part by mass as compared with Examples 2 to 4. Therefore, the anti-fogging property was lowered, but it was at a level acceptable as a product.
実施例6の第1処理剤は、ポリカルボジイミド樹脂の配合量を0.5質量部と少量にした例であるが、実施例1~5に比べると耐ホツレ性がかなり低下したので、少量では耐ホツレ性への効果が小さいといえる。
The first treating agent of Example 6 is an example in which the blending amount of the polycarbodiimide resin is as small as 0.5 parts by mass. However, since the anti-fogging property is considerably reduced as compared with Examples 1 to 5, It can be said that the effect on anti-glare property is small.
実施例7の第1処理剤は、ポリカルボジイミド樹脂の配合量を15質量部と増量した例であるが、多すぎると耐ホツレ性向上の効果が頭打ちになるばかりか、むしろ低下していた。この理由は、活性水素基に対してカルボジイミド基が過剰となり、未反応のポリカルボジイミド樹脂が接着強度を低下させるためであると考えられる。さらに、耐屈曲疲労性も実施例1~5に比べると低下した。
The first treating agent of Example 7 is an example in which the blending amount of the polycarbodiimide resin is increased to 15 parts by mass. However, when the amount is too large, the effect of improving the anti-fogging property has reached its peak, or rather decreased. The reason for this is considered to be that the carbodiimide group becomes excessive with respect to the active hydrogen group, and the unreacted polycarbodiimide resin reduces the adhesive strength. Furthermore, the bending fatigue resistance was also reduced as compared with Examples 1-5.
これに対して、比較例1~2の第1処理剤は、ポリカルボジイミド樹脂の代わりにブロックイソシアネートを用いた例であるが、実施例1~5に比べ耐ホツレ性が低く、カルボキシル変性ラテックスとブロックイソシアネートとの組み合わせでは、ポリカルボジイミド樹脂との組み合わせよりも耐ホツレ性への効果が小さいといえる。
In contrast, the first treating agent of Comparative Examples 1 and 2 is an example in which a blocked isocyanate is used in place of the polycarbodiimide resin, but the anti-glare property is lower than in Examples 1 to 5, and the carboxyl-modified latex and It can be said that the combination with the blocked isocyanate has a smaller effect on the anti-fogging property than the combination with the polycarbodiimide resin.
実施例5の第1処理剤は、実施例3の配合に対して、硬化(架橋)剤としてポリカルボジイミド樹脂に加え、ブロックイソシアネートも併用し、かつ第2処理剤で処理しなかった例であるが、ブロックイソシアネートの効果は小さく、かえって実施例3より耐ホツレ性が低下したが、製品として許容できるレベルであった。また、硬化(架橋)剤として、ブロックイソシアネートのみ用いる比較例1~2と比べると、ポリカルボジイミド樹脂を併用する実施例5の方が耐ホツレ性が優れることからも、ブロックイソシアネートよりもポリカルボジイミド樹脂の方が効果的であるといえる。
The first treating agent of Example 5 is an example in which, in addition to the polycarbodiimide resin as a curing (crosslinking) agent, the block isocyanate is also used as a curing (crosslinking) agent and not treated with the second treating agent with respect to the formulation of Example 3. However, the effect of the blocked isocyanate was small, and although the anti-fogging property was lower than that of Example 3, it was an acceptable level as a product. Further, compared with Comparative Examples 1 and 2 in which only the blocked isocyanate is used as a curing (crosslinking) agent, the polycarbodiimide resin is more excellent in the anti-fogging property in Example 5 in which the polycarbodiimide resin is used in combination. Can be said to be more effective.
比較例3の第1処理剤は、実施例3の配合に対して、カルボキシル変性ラテックスの代わりに、未変性ラテックスを用いた例であるが、実施例3に比べ耐ホツレ性が低下した。カルボキシル変性ラテックスとポリカルボジイミド樹脂との組み合わせが有効であるといえる。
The first treatment agent of Comparative Example 3 is an example in which an unmodified latex was used instead of a carboxyl-modified latex with respect to the formulation of Example 3, but the anti-glare property was lower than that of Example 3. It can be said that a combination of a carboxyl-modified latex and a polycarbodiimide resin is effective.
実施例9の第1処理剤は、実施例3の配合に対して、カルボキシル変性ラテックスとして、カルボキシル変性NBRラテックスの代わりに、カルボキシル変性スチレン・ブタジエン・ビニルピリジン共重合体ラテックスを用いた例であるが、実施例3と同じく、良好な耐ホツレ性と強力保持率が得られた。第1処理剤に用いるカルボキシル変性ラテックスのゴム成分はNBRに限らず、異なるゴム成分であっても有効であることが判る。
The first treating agent of Example 9 is an example in which a carboxyl-modified styrene / butadiene / vinylpyridine copolymer latex is used as a carboxyl-modified latex in place of the carboxyl-modified NBR latex with respect to the formulation of Example 3. However, as in Example 3, good frost resistance and strong retention were obtained. It can be seen that the rubber component of the carboxyl-modified latex used for the first treatment agent is not limited to NBR, and even a different rubber component is effective.
比較例4の第1処理剤は、RF縮合物とラテックスと水溶性エポキシ化合物とを組み合わせ、硬化(架橋)剤を含まない例であるが、硬化(架橋)剤を用いる実施例1~5に比べ耐ホツレ性が低下した。
The first treatment agent of Comparative Example 4 is an example in which an RF condensate, latex, and a water-soluble epoxy compound are combined and does not contain a curing (crosslinking) agent, but in Examples 1 to 5 using a curing (crosslinking) agent, Compared to the anti-glare property.
比較例5の第1処理剤は、カルボキシル変性ラテックスとポリカルボジイミド樹脂とを組み合わせ、RF縮合物を含まない例であるが、実施例1~5に比べ耐ホツレ性が低下した。RF縮合物とカルボキシル変性ラテックスとポリカルボジイミド樹脂を含む処理剤が有効であることが判る。
The first treatment agent of Comparative Example 5 is an example in which a carboxyl-modified latex and a polycarbodiimide resin are combined and does not contain an RF condensate, but the anti-fogging property is reduced as compared with Examples 1-5. It turns out that the processing agent containing RF condensate, carboxyl modified latex, and polycarbodiimide resin is effective.
実施例8の第1処理剤は、RF縮合物とカルボキシル変性ラテックスとポリカルボジイミド樹脂とを含む処理剤ではあるが、ゴム成分(ラテックス)に対する樹脂成分(RF縮合物)の配合比率が多かったため、生成した接着剤層が剛直になり柔軟性が低下し、その結果、実施例1~5に比べ耐屈曲疲労性が低下したが、製品としては許容レベルであった。
Although the 1st processing agent of Example 8 is a processing agent containing RF condensate, carboxyl modification latex, and polycarbodiimide resin, since there were many compounding ratios of a resin ingredient (RF condensate) to rubber ingredient (latex), The produced adhesive layer became rigid and the flexibility was lowered. As a result, the bending fatigue resistance was lowered as compared with Examples 1 to 5, but it was an acceptable level as a product.
本発明を詳細に、また特定の実施態様を参照して説明したが、本発明の精神と範囲を逸脱することなく、様々な修正や変更を加えることができることは、当業者にとって明らかである。
本出願は、2015年10月29日付出願の日本特許出願2015-213243、および2016年10月18日付出願の日本特許出願2016-204528に基づくものであり、その内容はここに参照として取り込まれる。 Although the invention has been described in detail and with reference to specific embodiments, it will be apparent to those skilled in the art that various modifications and variations can be made without departing from the spirit and scope of the invention.
This application is based on Japanese Patent Application No. 2015-213243 filed on October 29, 2015 and Japanese Patent Application No. 2016-204528 filed on October 18, 2016, the contents of which are incorporated herein by reference.
本出願は、2015年10月29日付出願の日本特許出願2015-213243、および2016年10月18日付出願の日本特許出願2016-204528に基づくものであり、その内容はここに参照として取り込まれる。 Although the invention has been described in detail and with reference to specific embodiments, it will be apparent to those skilled in the art that various modifications and variations can be made without departing from the spirit and scope of the invention.
This application is based on Japanese Patent Application No. 2015-213243 filed on October 29, 2015 and Japanese Patent Application No. 2016-204528 filed on October 18, 2016, the contents of which are incorporated herein by reference.
本発明の製造方法によって得られた伝動ベルト用心線は、耐屈曲疲労性及び耐ホツレ性に優れるため、伝動ベルト[例えば、Vベルト、Vリブドベルトなどの摩擦伝動ベルト、歯付ベルト、両面歯付ベルトなどの噛み合い伝動ベルトなど]の用途に適している。また、本発明の製造方法によって得られた伝動ベルト用心線は、ゴムとの接着性にも優れるため、ベルト走行中に変速比が無段階で変わる変速機に使用されるベルト(例えば、ローエッジコグドVベルト)にも適している。
Since the core wire for a transmission belt obtained by the manufacturing method of the present invention is excellent in bending fatigue resistance and anti-slip property, the transmission belt [for example, friction transmission belts such as V-belt and V-ribbed belt, toothed belt, double-sided toothed Suitable for applications such as meshing transmission belts such as belts]. In addition, since the core wire for the transmission belt obtained by the manufacturing method of the present invention is also excellent in adhesiveness to rubber, a belt (for example, a low-edge cog) used in a transmission in which the gear ratio changes steplessly while the belt is running. (De-V belt).
1…伝動ベルト用心線
2…接着ゴム層
3…圧縮ゴム層
4…伸張ゴム層
5…リブ
6…短繊維
11…駆動プーリ
12…従動プーリ
13…アイドラプーリ
14…テンションプーリ DESCRIPTION OFSYMBOLS 1 ... Core wire for transmission belts 2 ... Adhesive rubber layer 3 ... Compression rubber layer 4 ... Stretch rubber layer 5 ... Rib 6 ... Short fiber 11 ... Drive pulley 12 ... Drive pulley 13 ... Idler pulley 14 ... Tension pulley
2…接着ゴム層
3…圧縮ゴム層
4…伸張ゴム層
5…リブ
6…短繊維
11…駆動プーリ
12…従動プーリ
13…アイドラプーリ
14…テンションプーリ DESCRIPTION OF
Claims (14)
- 伝動ベルト用心線の未処理糸を、レゾルシンとホルムアルデヒドとの縮合物(A1)、カルボキシル変性ラテックスを含むゴム成分(A2)及び複数のカルボジイミド基を有するポリカルボジイミド樹脂を含む硬化剤(A3)を含むゴム組成物(A)と親水性溶媒(B)とからなる第1処理剤で処理する第1処理工程を含む伝動ベルト用心線の製造方法。 The untreated yarn of the core wire for the transmission belt includes a condensate of resorcin and formaldehyde (A1), a rubber component (A2) containing carboxyl-modified latex, and a curing agent (A3) containing a polycarbodiimide resin having a plurality of carbodiimide groups. The manufacturing method of the core wire for transmission belts including the 1st process process processed with the 1st processing agent which consists of a rubber composition (A) and a hydrophilic solvent (B).
- カルボキシル変性ラテックスが、カルボキシル変性アクリロニトリル・ブタジエン共重合体ラテックス、カルボキシル変性水素化アクリロニトリル・ブタジエン共重合体ラテックス、カルボキシル変性スチレン・ブタジエン共重合体ラテックス及びカルボキシル変性スチレン・ブタジエン・ビニルピリジン共重合体ラテックスからなる群より選択された少なくとも1種である請求項1に記載の製造方法。 The carboxyl-modified latex is a carboxyl-modified acrylonitrile-butadiene copolymer latex, a carboxyl-modified hydrogenated acrylonitrile-butadiene copolymer latex, a carboxyl-modified styrene-butadiene copolymer latex, and a carboxyl-modified styrene-butadiene-vinylpyridine copolymer latex. The production method according to claim 1, wherein the production method is at least one selected from the group consisting of:
- ポリカルボジイミド樹脂のカルボジイミド基1モル当たりの化学式量(NCN当量)が300~450である請求項1又は2に記載の製造方法。 The production method according to claim 1 or 2, wherein the polycarbodiimide resin has a chemical formula amount (NCN equivalent) per mole of carbodiimide groups of 300 to 450.
- 硬化剤(A3)の割合が、ゴム成分(A2)100質量部に対して1~10質量部である請求項1~3のいずれか一項に記載の製造方法。 The production method according to any one of claims 1 to 3, wherein a ratio of the curing agent (A3) is 1 to 10 parts by mass with respect to 100 parts by mass of the rubber component (A2).
- ゴム組成物(A)の割合が第1処理剤全体に対して15~20質量%である請求項1~4のいずれか一項に記載の製造方法。 The production method according to any one of claims 1 to 4, wherein the ratio of the rubber composition (A) is 15 to 20 mass% with respect to the entire first treatment agent.
- 縮合物(A1)の割合が、ゴム成分(A2)100質量部に対して1~100質量部である請求項1~5のいずれか一項に記載の製造方法。 The production method according to any one of claims 1 to 5, wherein the ratio of the condensate (A1) is 1 to 100 parts by mass with respect to 100 parts by mass of the rubber component (A2).
- 親水性溶媒(B)が水を含み、かつポリカルボジイミド樹脂がミセルを形成している請求項1~6のいずれか一項に記載の製造方法。 The production method according to any one of claims 1 to 6, wherein the hydrophilic solvent (B) contains water and the polycarbodiimide resin forms micelles.
- 第1処理工程で処理された伝動ベルト用心線の第1処理糸を、レゾルシンとホルムアルデヒドとラテックスとを含む第2処理剤で処理する第2処理工程を含む請求項1~7のいずれか一項に記載の製造方法。 8. The method according to claim 1, further comprising a second treatment step of treating the first treated yarn of the transmission belt core wire treated in the first treatment step with a second treatment agent containing resorcin, formaldehyde, and latex. The manufacturing method as described in.
- 第2処理工程でレゾルシンとホルムアルデヒドとラテックスとを含む第2処理剤により処理された伝動ベルト用心線の第2処理糸を、ゴムを含む第3処理剤で処理する第3処理工程を含む請求項8に記載の製造方法。 The third treatment step of treating the second treated yarn of the core wire for the transmission belt treated with the second treatment agent containing resorcin, formaldehyde and latex in the second treatment step with the third treatment agent containing rubber. 9. The production method according to 8.
- 第1処理工程で処理された伝動ベルト用心線の第1処理糸を、ゴムを含む第3処理剤で処理する第3処理工程を含む請求項1~7のいずれか一項に記載の製造方法。 The production method according to any one of claims 1 to 7, further comprising a third treatment step of treating the first treated yarn of the transmission belt core wire treated in the first treatment step with a third treatment agent containing rubber. .
- 伝動ベルト用心線の未処理糸が撚糸コードである請求項1~10のいずれか一項に記載の製造方法。 The production method according to any one of claims 1 to 10, wherein the untreated yarn of the core wire for the transmission belt is a twisted yarn cord.
- 伝動ベルト用心線がアラミド心線である請求項1~11のいずれか一項に記載の製造方法。 The manufacturing method according to any one of claims 1 to 11, wherein the core wire for the transmission belt is an aramid core wire.
- 伝動ベルト用心線の未処理糸を処理するための処理剤であって、レゾルシンとホルムアルデヒドとの縮合物(A1)、カルボキシル変性ラテックスを含むゴム成分(A2)及び複数のカルボジイミド基を有するポリカルボジイミド樹脂を含む硬化剤(A3)を含むゴム組成物(A)と親水性溶媒(B)とからなる処理剤。 A treatment agent for treating untreated yarn of a core wire for a transmission belt, comprising a condensate (A1) of resorcin and formaldehyde, a rubber component (A2) containing a carboxyl-modified latex, and a polycarbodiimide resin having a plurality of carbodiimide groups The processing agent which consists of a rubber composition (A) containing the hardening | curing agent (A3) containing and a hydrophilic solvent (B).
- 伝動ベルト用心線の未処理糸を処理するための処理用キットであって、レゾルシンとホルムアルデヒドとの縮合物(A1)、カルボキシル変性ラテックスを含むゴム成分(A2)及び複数のカルボジイミド基を有するポリカルボジイミド樹脂を含む硬化剤(A3)を含むゴム組成物(A)と親水性溶媒(B)とからなる第1処理剤と、レゾルシンとホルムアルデヒドとラテックスとを含む第2処理剤及び/又はゴムを含む第3処理剤とを含む処理用キット。 A treatment kit for treating untreated yarn of a core wire for a transmission belt, comprising a condensate (A1) of resorcin and formaldehyde, a rubber component (A2) containing a carboxyl-modified latex, and a polycarbodiimide having a plurality of carbodiimide groups A first treatment agent comprising a rubber composition (A) containing a curing agent (A3) containing a resin and a hydrophilic solvent (B); a second treatment agent containing resorcinol, formaldehyde and latex; and / or rubber. A treatment kit comprising a third treatment agent.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/770,376 US11131058B2 (en) | 2015-10-29 | 2016-10-27 | Method for manufacturing core wire for transmission belt, treatment agent, and kit for treatment |
| EP16859876.1A EP3369860B1 (en) | 2015-10-29 | 2016-10-27 | Method for manufacturing core wire for transmission belt, treatment agent, and kit for treatment |
| CN201680063218.9A CN108350644B (en) | 2015-10-29 | 2016-10-27 | Method for producing core wire for transmission belt, treating agent, and jacket for treatment |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015213243 | 2015-10-29 | ||
| JP2015-213243 | 2015-10-29 | ||
| JP2016-204528 | 2016-10-18 | ||
| JP2016204528A JP6349369B2 (en) | 2015-10-29 | 2016-10-18 | Manufacturing method of core wire for transmission belt, treatment agent, and treatment kit |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017073647A1 true WO2017073647A1 (en) | 2017-05-04 |
Family
ID=58631648
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/081834 WO2017073647A1 (en) | 2015-10-29 | 2016-10-27 | Method for manufacturing core wire for transmission belt, treatment agent, and kit for treatment |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2017073647A1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10716912B2 (en) | 2015-03-31 | 2020-07-21 | Fisher & Paykel Healthcare Limited | User interface and system for supplying gases to an airway |
| US11324908B2 (en) | 2016-08-11 | 2022-05-10 | Fisher & Paykel Healthcare Limited | Collapsible conduit, patient interface and headgear connector |
| US20220267634A1 (en) * | 2019-07-24 | 2022-08-25 | Mitsuboshi Belting Ltd. | Transmission Belt Core Wire Production Method, Transmission Belt Production Method, Processing Agent and Processing Kit |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3661623A (en) * | 1969-10-03 | 1972-05-09 | Goodyear Tire & Rubber | Heat stable polyester cord reinforced rubber structure and method of making |
| US3821017A (en) * | 1972-06-23 | 1974-06-28 | Goodyear Tire & Rubber | Process for treating tire cord fabric and improved rubber structures therefrom |
| WO2003031479A1 (en) * | 2001-10-12 | 2003-04-17 | Bayer Inc. | Process for crosslinking carboxylated nitrile rubber, hydrogenating carboxylated nitrile rubber, the crosslinked rubber and its'uses |
| JP2012046750A (en) * | 2010-08-30 | 2012-03-08 | Rhein Chemie Rheinau Gmbh | New aqueous resorcinol-formaldehyde-latex dispersed system, fiber with improved adhesion, method for producing the same, and use thereof |
| JP2012149363A (en) * | 2011-01-21 | 2012-08-09 | Nippon Zeon Co Ltd | Rubber-reinforcing cord and rubber product including the same |
-
2016
- 2016-10-27 WO PCT/JP2016/081834 patent/WO2017073647A1/en active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3661623A (en) * | 1969-10-03 | 1972-05-09 | Goodyear Tire & Rubber | Heat stable polyester cord reinforced rubber structure and method of making |
| US3821017A (en) * | 1972-06-23 | 1974-06-28 | Goodyear Tire & Rubber | Process for treating tire cord fabric and improved rubber structures therefrom |
| WO2003031479A1 (en) * | 2001-10-12 | 2003-04-17 | Bayer Inc. | Process for crosslinking carboxylated nitrile rubber, hydrogenating carboxylated nitrile rubber, the crosslinked rubber and its'uses |
| JP2012046750A (en) * | 2010-08-30 | 2012-03-08 | Rhein Chemie Rheinau Gmbh | New aqueous resorcinol-formaldehyde-latex dispersed system, fiber with improved adhesion, method for producing the same, and use thereof |
| JP2012149363A (en) * | 2011-01-21 | 2012-08-09 | Nippon Zeon Co Ltd | Rubber-reinforcing cord and rubber product including the same |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10716912B2 (en) | 2015-03-31 | 2020-07-21 | Fisher & Paykel Healthcare Limited | User interface and system for supplying gases to an airway |
| US11904097B2 (en) | 2015-03-31 | 2024-02-20 | Fisher & Paykel Healthcare Limited | User interface and system for supplying gases to an airway |
| US11324908B2 (en) | 2016-08-11 | 2022-05-10 | Fisher & Paykel Healthcare Limited | Collapsible conduit, patient interface and headgear connector |
| US20220267634A1 (en) * | 2019-07-24 | 2022-08-25 | Mitsuboshi Belting Ltd. | Transmission Belt Core Wire Production Method, Transmission Belt Production Method, Processing Agent and Processing Kit |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6349369B2 (en) | Manufacturing method of core wire for transmission belt, treatment agent, and treatment kit | |
| JP5711167B2 (en) | Aramid cord and transmission belt | |
| JP6605974B2 (en) | Aramid core wire manufacturing method and treatment agent, and transmission belt manufacturing method | |
| JP6740174B2 (en) | Transmission belt | |
| WO2017073647A1 (en) | Method for manufacturing core wire for transmission belt, treatment agent, and kit for treatment | |
| JP5470201B2 (en) | LAMINATE, MANUFACTURING METHOD THEREOF, AND POWER TRANSMISSION BELT | |
| JP5702222B2 (en) | Molded parts for vulcanization | |
| US7781528B2 (en) | Power transmission belt | |
| US20190128372A1 (en) | Friction Transmission Belt | |
| JP6783553B2 (en) | Transmission belt core wire manufacturing method, transmission belt manufacturing method, and treatment agent | |
| JP5964674B2 (en) | Transmission belt | |
| JP5997206B2 (en) | Aramid core, manufacturing method thereof, treatment agent, and transmission belt | |
| JP2008164167A (en) | Transmission belt and method of manufacturing transmission belt | |
| WO2021014980A1 (en) | Transmission belt core wire production method, transmission belt production method, processing agent and processing kit | |
| JP6853908B2 (en) | Method of manufacturing transmission belt core wire, method of manufacturing transmission belt, and treatment agent and treatment kit | |
| JP4683470B2 (en) | Friction transmission belt and manufacturing method thereof | |
| JP5922493B2 (en) | Aramid cord and transmission belt | |
| JP6740494B1 (en) | Processing agent for core wire for power transmission belt, core wire and manufacturing method thereof | |
| JP2007118218A (en) | Manufacturing method of friction transmission belt | |
| JP2006153152A (en) | Transmission belt | |
| JP4624747B2 (en) | Power transmission belt | |
| JP2003254391A (en) | Toothed belt and adhering method of rubber to fiber |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16859876 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15770376 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2016859876 Country of ref document: EP |