WO2016163408A1 - 翼の加工方法、翼の加工装置、この加工装置の加工順序制御プログラム - Google Patents
翼の加工方法、翼の加工装置、この加工装置の加工順序制御プログラム Download PDFInfo
- Publication number
- WO2016163408A1 WO2016163408A1 PCT/JP2016/061285 JP2016061285W WO2016163408A1 WO 2016163408 A1 WO2016163408 A1 WO 2016163408A1 JP 2016061285 W JP2016061285 W JP 2016061285W WO 2016163408 A1 WO2016163408 A1 WO 2016163408A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tool
- gripping
- processing
- blade
- workpiece
- Prior art date
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C3/00—Milling particular work; Special milling operations; Machines therefor
- B23C3/16—Working surfaces curved in two directions
- B23C3/18—Working surfaces curved in two directions for shaping screw-propellers, turbine blades, or impellers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/02—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine for mounting on a work-table, tool-slide, or analogous part
- B23Q3/06—Work-clamping means
- B23Q3/062—Work-clamping means adapted for holding workpieces having a special form or being made from a special material
- B23Q3/063—Work-clamping means adapted for holding workpieces having a special form or being made from a special material for holding turbine blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/02—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine for mounting on a work-table, tool-slide, or analogous part
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/02—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine for mounting on a work-table, tool-slide, or analogous part
- B23Q3/10—Auxiliary devices, e.g. bolsters, extension members
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D25/00—Component parts, details, or accessories, not provided for in, or of interest apart from, other groups
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02C—GAS-TURBINE PLANTS; AIR INTAKES FOR JET-PROPULSION PLANTS; CONTROLLING FUEL SUPPLY IN AIR-BREATHING JET-PROPULSION PLANTS
- F02C7/00—Features, components parts, details or accessories, not provided for in, or of interest apart form groups F02C1/00 - F02C6/00; Air intakes for jet-propulsion plants
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/26—Rotors specially for elastic fluids
- F04D29/32—Rotors specially for elastic fluids for axial flow pumps
- F04D29/38—Blades
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/60—Mounting; Assembling; Disassembling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2215/00—Details of workpieces
- B23C2215/44—Turbine blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q2230/00—Special operations in a machine tool
- B23Q2230/006—Machining both ends of a workpiece consecutively
Definitions
- the present invention relates to a blade processing method having a wing portion that is long in one direction and a mounting portion provided at one end of the wing portion, a processing device for the blade, and a processing sequence control program for the processing device. .
- This application claims priority based on Japanese Patent Application No. 2015-079366 for which it applied to Japan on April 8, 2015, and uses the content here.
- a moving blade such as a compressor has a wing portion extending in one direction and a mounting portion provided at one end of the wing portion.
- Patent Document 1 it is necessary to form a fixing portion that does not constitute a blade in the process of processing the blade from the material, and there is a problem that the manufacturing lead time of the blade is increased.
- an object of the present invention is to provide a technique capable of shortening the manufacturing lead time.
- the method for processing a wing as a first aspect according to the invention for solving the above problems is as follows.
- a blade processing method having a blade portion that is long in one direction and a mounting portion provided at an end of the blade portion in one direction, a base, a plurality of workpiece gripping machines that grip a workpiece, and the plurality of workpieces
- a gripping movement mechanism that is provided on the base for each workpiece gripper and changes the orientation and position of the workpiece gripper, and one or more tool drive mechanisms that are mounted with a processing tool for processing a processing target and drive the processing tool
- a tool moving mechanism provided on the base for each of the one or more tool driving mechanisms, and changing a direction and a position of at least a portion on which the processing tool is mounted by the tool driving mechanism
- a first gripping step in which a first workpiece gripper among a plurality of workpiece grippers grips a blade forming portion that becomes the blade portion in a material, and any one of the one or more tool drive mechanisms.
- An attachment portion that drives the tool moving mechanism relative to the tool drive mechanism to process an attachment forming portion that becomes the attachment portion in the material that is gripped by the first workpiece gripper to form the attachment portion.
- a second gripping step of causing the second workpiece gripping machine of the plurality of workpiece gripping machines to grip the mounting portion after the processing step and the mounting portion processing step; and after the second gripping step, the first workpiece
- a first grip release step for releasing gripping of the blade forming part by a gripper, and after the first grip release step, the tool drive mechanism and the tool drive mechanism among the one or more tool drive mechanisms
- a wing part machining step of driving the tool moving mechanism to form the wing part by processing the wing forming part in the material gripped by the second workpiece gripping machine.
- the attachment forming portion in the material is processed to form the attachment portion in a state where the blade forming portion in the material is gripped by the first workpiece gripping machine. Thereafter, in a state where the attachment portion is gripped by the second workpiece gripping machine, the blade forming portion is processed to form the blade portion.
- the blades can be processed consistently with a single processing device by transferring the material from the first work gripper to the second work gripper. For this reason, in the said processing method, it is not necessary to transfer a raw material to a several processing apparatus in the process of forming a wing
- the manufacturing lead time of the wing can be shortened.
- the blades can be processed consistently with a single processing device, so the load of quality control of the processed blades can be reduced.
- the method of processing a wing as the second aspect according to the invention for solving the above problems is as follows.
- the blade processing method according to the first aspect in the state in which the one direction of the material on which the attachment portion is gripped by the second workpiece gripping machine is oriented in a direction including a horizontal component, the blade portion A processing step is executed, and during the execution of the blade processing step, the blade forming portion is supported by a support tool from the lower side of the blade forming portion in the material in which the attachment portion is gripped by the second workpiece gripping machine.
- a supporting step is performed.
- the mounting portion in the material is gripped by the second workpiece gripping machine, and the blade forming portion of the material is supported from below by the support tool, and the blade forming portion is processed.
- blade formation part is processed in the state which is supporting stably the raw material which is long in one direction, the chatter vibration of the process part in process can be suppressed.
- the processing method it is possible to suppress the rough surface roughness of the processed surface, damage to the processing tool, and the like due to chatter vibration.
- An apparatus for processing a wing as a third aspect according to the invention for solving the above problems is as follows.
- a wing processing apparatus having a wing portion that is long in one direction and a mounting portion provided at an end in the one direction of the wing portion, a base, a plurality of workpiece gripping machines that grip a workpiece, and the plurality A gripping movement mechanism that is provided on the base for each workpiece gripper and changes the orientation and position of the workpiece gripper, and one or more tool drive mechanisms that are mounted with a processing tool for processing a processing target and drive the processing tool
- a tool moving mechanism that is provided on the base for each of the one or more tool driving mechanisms, and that changes the direction and position of at least a portion on which the processing tool is mounted by the tool driving mechanism, the plurality of workpiece grippers,
- a controller for controlling the operation of the tool movement mechanism for each of the one or more tool driving mechanisms, the gripping movement mechanism for each of the plurality of workpiece gripping machines, and the controller
- a first grip release step for releasing the grip of the blade forming part by a workpiece gripper, and after the first grip release step, any one of the one or more tool drive mechanisms and the tool drive mechanism Said work A control execution unit that drives a moving mechanism to process the blade forming part in the material gripped by the second workpiece gripping machine to form the blade part.
- the apparatus includes a support that supports the material from below, and the control execution unit is configured to move the second workpiece gripping machine by the gripping movement mechanism with respect to the second workpiece gripping machine.
- the wing portion machining step is performed in the state where the one direction of the material on which the attachment portion is gripped is directed to a direction including a horizontal component, and the wing portion machining step is performed.
- the supporting step of supporting the blade forming part with the support from the lower side of the blade forming part in the material on which the attachment part is gripped by the second workpiece gripping machine is executed.
- the support includes a plurality of cylinders that support the material from below the material, and a cylinder base to which a plurality of cylinders are attached.
- a follow-up mechanism for following the position of the pin in the pin extending direction to the position of the surface of the material in the pin extending direction, and restraining the relative position of the pin in the pin extending direction with respect to the casing.
- a pin restraining mechanism, and each casing of the plurality of cylinders is fixed to the cylinder base.
- the processing sequence control program of the blade processing apparatus as the sixth aspect according to the invention for solving the above problems, In a machining sequence control program for a wing machining apparatus having a wing part that is long in one direction and a mounting portion provided at an end in the one direction of the wing part, the machining apparatus grips a base and a workpiece.
- a plurality of workpiece grippers, a gripping movement mechanism that is provided on the base for each of the plurality of workpiece grippers, and that changes the orientation and position of the workpiece gripper, and a processing tool that processes a processing target, are mounted, One or more tool driving mechanisms for driving a tool, and a tool moving mechanism that is provided on the base for each of the one or more tool driving mechanisms and changes the direction and position of at least a portion on which the processing tool is mounted by the tool driving mechanism. And the plurality of workpiece grippers, the gripping movement mechanism for each of the plurality of workpiece grippers, the one or more tool driving mechanisms, and the operation of the tool movement mechanism for each of the one or more tool driving mechanisms.
- a storage medium as one aspect according to the invention for solving the above problems is A non-transitory computer-readable storage medium storing the processing sequence control program.
- the manufacturing lead time of the wing can be shortened.
- FIG. 3 is a view taken in the direction of arrow III in FIG. 2. It is explanatory drawing which shows the structure of the controller in one Embodiment which concerns on this invention. It is a flowchart which shows the process sequence of the wing
- the blade material 1 a is processed to form the blade 1.
- the wing 1 includes a wing portion 2 that is long in the longitudinal direction Dw, which is one direction, and a mounting portion 3 that is provided at an end of the wing portion 2 in the longitudinal direction Dw.
- the surface of the wing part 2 forms a three-dimensional curved surface.
- the attachment part 3 is a part attached to the rotor shaft of a rotary machine, for example.
- the wing material 1 a has a rectangular parallelepiped shape whose outer shape is larger than that of the wing 1.
- the wing material 1 a includes a wing forming portion 2 a that becomes the wing portion 2 and an attachment forming portion 3 a that becomes the attachment portion 3.
- the blade material 1a, the intermediate material in the process of forming the blade 1 from the blade material 1a, and the blade 1 are collectively referred to as a blade-formed product 1d.
- the longitudinal direction Dw of the blade 1 is also the longitudinal direction of the blade material 1a and the intermediate material.
- the processing device M that processes the wing material 1a into the wing 1 is an NC (Numerical Control) processing device.
- the processing apparatus M includes a base 51, a first work gripping machine 52a, a first gripping movement mechanism 53a, a second work gripping machine 52b, a second gripping movement mechanism 53b, a tool
- the drive mechanism 54, the tool moving mechanism 55, the tool station 56, the support tool 10, the support tool moving mechanism 57, the fluid supply device 40, and the controller 100 are provided.
- the first workpiece gripping machine 52a grips one end portion in the longitudinal direction Dw of the blade forming product 1d.
- the first gripping moving mechanism 53 a moves the first work gripping machine 52 a relative to the base 51.
- the second workpiece gripping machine 52b grips the other end in the longitudinal direction Dw of the blade forming product 1d.
- the second gripping movement mechanism 53 b moves the second workpiece gripping machine 52 b relative to the base 51.
- the tool driving mechanism 54 drives the processing tool T that processes the blade material 1a and the intermediate material.
- the tool moving mechanism 55 moves the tool driving mechanism 54 relative to the base 51 at least at a portion where the processing tool T is mounted. In the tool station 56, a plurality of processing tools T are placed.
- the support 10 supports the wing forming product 1d.
- the support tool moving mechanism 57 moves the support tool 10 relative to the base 51.
- the fluid supplier 40 supplies a driving fluid to the support 10.
- the controller 100 controls the operation of the above devices and the like.
- the vertical direction is the Z direction
- the direction perpendicular to the Z direction is the Y direction
- the direction perpendicular to the Z direction and the Y direction is the X direction.
- the first gripping moving mechanism 53a moves the first workpiece gripper 52a relative to the base 51 at least in the X direction, the Y direction, the Z direction, and the circumferential direction with reference to the gripping axis Ag of the first workpiece gripper 52a. Move relative.
- the second gripping movement mechanism 53b also moves the second workpiece gripping machine 52b from the base 51 in the X direction, the Y direction, the Z direction, and the gripping axis Ag of the second workpiece gripping machine 52b. At least relative movement in the circumferential direction with reference to.
- the tool driving mechanism 54 includes a spindle 54s on which the processing tool T is mounted, and a spindle rotating mechanism 54d that rotates the spindle 54s.
- the tool moving mechanism 55 moves at least the spindle 54s in the tool driving mechanism 54 relative to the base 51 in the X direction, the Y direction, and the Z direction. Further, the tool moving mechanism 55 rotates at least the spindle 54s in the tool driving mechanism 54 around an axis extending in the X direction, an axis extending in the Y direction, and an axis extending in the Z direction.
- the support tool moving mechanism 57 moves the support tool 10 relative to the base 51 at least in the X direction, the Y direction, and the Z direction.
- the fluid supplier 40 is provided in the fluid line 42, a fluid discharge source 41 that discharges a fluid having a pressure equal to or higher than a certain pressure, a fluid line 42 that guides the fluid from the fluid discharge source 41 to the support 10, and the fluid line 42.
- the fluid discharged from the fluid discharge source 41 may be a gas such as air or a liquid such as oil.
- the support 10 includes a plurality of support cylinders 20 and a cylinder base 11 to which the plurality of support cylinders 20 are attached.
- the plurality of support cylinders 20 are attached to the cylinder base 11.
- the support cylinder 20 includes a pin 21, a casing 25, a follow-up mechanism 31, and a pin restraining mechanism 35.
- the casing 25 covers the base end portion of the pin 21 so as to be displaceable in the pin extending direction Dp in which the pin 21 extends.
- the follow-up mechanism 31 causes the position of the pin 21 in the pin extending direction Dp to follow the movement of the surface position of the blade forming product 1d in the pin extending direction Dp.
- the pin restraining mechanism 35 restrains the relative position of the pin 21 with respect to the casing 25 in the pin extending direction Dp.
- one side of the pin extending direction Dp is a distal end side, and the opposite side is a proximal end side.
- the casing 25 is provided with a pin base end portion that is a portion on the base end side of the pin 21, a follow-up mechanism 31, and a pin restraining mechanism 35, and a cylinder chamber 26 into which fluid from the fluid supplier 40 flows. Is formed. Further, the casing 25 has a pin hole 27 through which the pin 21 is inserted from the cylinder chamber 26 in the pin extending direction Dp, and an inlet 28 that receives the fluid from the fluid supplier 40 in the cylinder chamber 26. And are formed.
- the pin 21 has a pin body 22 that is cylindrical with an axis extending in the pin extending direction Dp as a center, and a contact seat 24 that contacts the wing forming product 1d.
- the pin main body 22 is formed with a cylindrical hole 23 that is recessed from the proximal end side toward the distal end side.
- the contact seat 24 is fixed to the tip side of the pin body 22 in the pin extending direction Dp.
- the contact seat 24 closes the opening on the distal end side in the pin extending direction Dp. Therefore, this contact seat 24 forms the tip of the pin 21.
- the follow-up mechanism 31 includes a guide rod 32 and a spring 33 as an elastic member.
- the guide rod 32 guides the movement of the pin 21 in the pin extending direction Dp.
- the spring 33 biases the pin 21 in the pin extending direction Dp and to the side protruding from the casing 25.
- the guide rod 32 has a cylindrical shape and extends in the pin extending direction Dp in the cylinder chamber 26 from the bottom forming the base end side of the casing 25.
- the distal end side portion of the guide rod 32 is inserted into the hole 23 of the pin body 22.
- the spring 33 is disposed in the hole 23 of the pin body 22 and between the guide rod 32 and the bottom surface of the hole 23.
- the spring 33 is in contact with the pin body 22 and the guide rod 32 even when the pin 21 is located at the maximum projecting position.
- the spring 33 contracts when a load is applied to the pin 21 located at the maximum projecting position toward the proximal end side in the pin extending direction Dp, and a biasing force is generated on the distal end side in the pin extending direction Dp.
- the outer periphery of the base end portion of the pin 21 is covered with a cylindrical collet 36.
- the collet 36 is formed to be elastically deformable from the outer peripheral side toward the inner peripheral side.
- a fluid chamber 29 into which the fluid from the fluid supplier 40 flows is formed between the outer peripheral side of the collet 36 and the inner peripheral surface of the casing 25.
- the fluid chamber 29 is a part of the cylinder chamber 26.
- the pin restraining mechanism 35 includes a collet 36, a fluid chamber 29 in the casing 25, and an inflow port 28 formed in the casing 25.
- the collet 36 When a fluid with a constant pressure is supplied from the inlet 28 of the casing 25 to the fluid chamber 29, the collet 36 is elastically deformed toward the inner peripheral side by the pressure of the fluid and grips the proximal end portion of the pin 21. . By holding the pin 21 by the collet 36, the pin 21 is restrained so as not to move in the pin extending direction Dp. That is, the collet 36 constitutes a pin gripping member.
- the casings 25 of the plurality of support cylinders 20 are embedded and fixed.
- the pin extending directions Dp of the pins 21 of the plurality of support cylinders 20 are aligned with each other when the casing 25 is fixed to the cylinder base 11. That is, the pin extending direction Dp in each pin 21 is the same direction. In addition, the pin extending direction Dp in each pin 21 may not be the same direction. Further, the positions of the pins 21 of the plurality of support cylinders 20 in the pin extending direction Dp are the same as each other in a state where the pins 21 are located at the maximum projecting positions.
- the cylinder base 11 is formed with a flow path 12 that receives the fluid from the fluid line 42 of the fluid supplier 40 and guides the fluid to the inlet 28 of each casing 25 in the plurality of support cylinders 20.
- the flow path 12 includes a main flow path 13 and a plurality of branch flow paths 14.
- the main flow path 13 is connected to a fluid line 42 of the fluid supplier 40.
- the main flow path 13 receives the fluid from the fluid line 42.
- the branch channel 14 branches from the main channel 13 for each of the plurality of support cylinders 20 and is connected to the inlet 28 of each casing 25. For this reason, it is not necessary to provide the fluid line 42 connected to the cylinder base 11 for each of the plurality of support cylinders 20, and the fluid line 42 can be integrated.
- the controller 100 is a computer. As shown in FIG. 4, the controller 100 includes a CPU (Central Processing Unit) 101 that performs various operations, a memory 102 that serves as a work area of the CPU 101, an auxiliary storage device 110 such as a hard disk drive, a keyboard, and the like.
- the device interface 105 for transmitting and receiving various signals between the manual input device 103, the display device 104, and each mechanism described above of the processing device M, and the disk-type storage medium D And a storage / reproduction device 106 that performs data storage processing and reproduction processing.
- the auxiliary storage device 110 stores an OS (Operating System) program 111, a machining order control program 112, and programs 113 to 117 executed in individual processes in blade processing.
- OS Operating System
- the first gripping program 113 is a program for executing gripping and releasing of the blade forming product 1d by the first workpiece gripping machine 52a.
- the second gripping program 114 is a program that causes the second workpiece gripping machine 52b to grip and release the blade forming product 1d.
- the attachment part machining program 115 is a program executed when machining the attachment formation part 3a in the blade material 1a.
- the blade processing program 116 is a program executed when processing the blade forming portion 2a in the blade material 1a.
- the support program 117 is a program for executing support of the wing forming product 1 d by the support tool 10.
- these programs 113 to 117 at least the attachment part machining program 115 and the wing part machining program 116 are based on various data input from the manual input device 103 by the operator of the machining apparatus M before the wing machining.
- Program set in the auxiliary storage device 110 Each of the attachment part machining program 115 and the blade part machining program 116 is a collection of data obtained by quantifying the position of the machining tool T or the like.
- the attachment portion machining program 115 and the wing portion machining program 116 may be ones in which various data are taken from the disk-type storage medium D by the storage / reproduction device 106.
- the machining order control program 112 is a program for instructing execution of the programs 113 to 117 executed in individual steps in blade processing.
- the processing sequence control program 112 and the OS program 111 are taken into the auxiliary storage device 110 from the disk type storage medium D via the storage / reproduction device 106, for example. Note that all of the programs 111 to 117 may be taken into the auxiliary storage device 110 from an external computer via a communication network.
- the control execution unit of the controller includes the memory 102 in which the programs 111 to 117 are expanded, and the CPU 101 that executes the programs 111 to 117 expanded on the memory 102.
- each step in the region surrounded by the alternate long and short dash line is a step performed by executing the processing sequence control program 112.
- the first workpiece gripper 52a grips the blade material 1a (S10: first gripping step).
- the CPU 101 of the controller 100 receives an input from the manual input device 103 under the execution of the first gripping program 113, and transmits a control signal to the first workpiece gripper 52a and the first gripping moving mechanism 53a. To make them work.
- the first workpiece gripping machine 52a grips the end portion in the longitudinal direction Dw of the blade material 1a.
- the end of the blade material 1a gripped by the first workpiece gripping machine 52a is a part of the blade forming portion 2a of the blade material 1a.
- the CPU 101 activates the attachment portion machining program 115 and executes the attachment portion machining program 115. Under the execution of the attachment portion machining program 115, the CPU 101 transmits control signals to the tool driving mechanism 54 and the tool movement mechanism 55 to operate them, and attaches the attachment forming portion 3a in the blade material 1a to them.
- the controller 100 drives the tool driving mechanism 54 and the tool moving mechanism 55 as shown in FIG.
- the tool driving mechanism 54 and the tool moving mechanism 55 are processing tools for processing the attachment forming portion 3a instructed from the controller 100 among the plurality of processing tools T (T1 to T4) placed in the tool station 56. T1 is mounted on the spindle 54s.
- the processing tool T1 mounted on the tool driving mechanism 54 processes the attachment forming portion 3a in the blade material 1a to form the attaching portion 3.
- the first gripping movement mechanism 53a is driven as necessary to move and / or rotate the blade material 1a gripped by the first work gripping machine 52a.
- the attachment forming portion 3a in the blade material 1a is processed into the attachment portion 3 by the execution of the attachment portion processing step (S21), and the blade material 1a becomes the first intermediate material 1b (see FIG. 8).
- the CPU 101 instructs the CPU 101 itself to execute the second gripping program 114 under the execution of the machining order control program 112 (S12: second gripping instruction step).
- the CPU 101 activates the second gripping program 114 and executes the second gripping program 114. Under the execution of the second gripping program 114, the CPU 101 transmits control signals to the second workpiece gripper 52b and the second gripping movement mechanism 53b to operate them, and as shown in FIG. The attachment part 3 in the intermediate material 1b is gripped by the second workpiece gripping machine 52b (S22: second gripping step).
- the CPU 101 executes the first gripping program 113 that causes the CPU 101 itself to release the gripping of the blade forming portion 2a by the first workpiece gripping machine 52a under the execution of the machining order control program 112. Execution is instructed (S13: first grip release instruction step).
- the CPU 101 activates the first gripping program 113 and executes the first gripping program 113. Under the execution of the first gripping program 113, the CPU 101 transmits control signals to the first workpiece gripper 52a and the first gripping movement mechanism 53a to operate them, and the first workpiece gripper 52a The holding of the blade forming part 2a is released (S23: first holding releasing process).
- the CPU 101 instructs the CPU 101 itself to execute the support program 117 under the execution of the processing order control program 112 (S24: support instruction step), and the blade processing program 116. Is instructed to execute (S25: second processing instruction step).
- the CPU 101 activates the support program 117 and executes the support program 117. Under the execution of the support program 117, the CPU 101 transmits a control signal to the second gripping movement mechanism 53b, the support tool movement mechanism 57, and the fluid regulating valve 43 of the fluid supply device 40 to operate it. As shown in FIG. 9, the wing forming part 2a in the first intermediate material 1b held by the second workpiece holding machine 52b is supported by the support 10 (S24: support step). Further, the CPU 101 activates the blade processing program 116 and executes the blade processing program 116.
- the CPU 101 transmits control signals to the second gripping movement mechanism 53b, the tool driving mechanism 54, and the tool movement mechanism 55 to operate them, and to the first intermediate movement
- the blade forming part 2a in the material 1b is processed (S25: blade part processing step).
- the controller 100 operates the second gripping movement mechanism 53b and the support tool moving mechanism 57 to position the blade forming portion 2a in the first intermediate material 1b directly above the support tool 10, and this Each pin 21 of the support 10 is brought into contact with the wing forming portion 2a.
- the longitudinal direction Dw of the first intermediate material 1b is the Y direction. That is, the longitudinal direction Dw of the first intermediate material 1 b is a horizontal direction perpendicular to the Z direction, and is a direction perpendicular to the pin extending direction Dp of each pin 21 in the support 10.
- each of the plurality of pins 21 of the support tool 10 contacts the downward surface of the blade forming portion 2a in the first intermediate material 1b.
- the seats 24 are in contact with each other.
- the follower mechanism 31 of the support cylinder 20 moves the position of the surface of the first intermediate material 1b in the pin extending direction Dp to the pin extending direction. The position of the pin 21 at Dp follows.
- the controller 100 causes the fluid regulating valve 43 of the fluid supply device 40 to open in this supporting step (S24). As a result, the fluid adjustment valve 43 is opened, and the fluid from the fluid discharge source 41 is supplied to the support 10 through the fluid line 42.
- This fluid flows into the fluid chambers 29 of the plurality of support cylinders 20 through the main flow path 13 and the branch flow path 14 of the cylinder base 11, and elastically deforms the collet 36 toward the inner peripheral side.
- the collet 36 holds the proximal end portion of the pin 21 and restrains the pin 21 so as not to move in the pin extending direction Dp. Due to the restraint of the pin 21, the blade forming portion 2a in the first intermediate material 1b is supported by the support 10 from below.
- the controller 100 drives the tool driving mechanism 54 and the tool moving mechanism 55.
- the tool driving mechanism 54 and the tool moving mechanism 55 first place the processing tool T1 mounted on the spindle 54s of the tool driving mechanism 54 at the original position in the tool station 56.
- the machining tool T3 for machining the blade forming portion 2a designated by the controller 100 is mounted on the spindle 54s.
- the processing tool T3 attached to the tool driving mechanism 54 processes the upper portion of the blade forming portion 2a in the first intermediate material 1b.
- the attachment portion 3 of the first intermediate material 1b is gripped by the second workpiece gripping machine 52b, and the blade forming portion 2a is supported by the support tool 10.
- the support 10 need not be moved at all, but may be moved.
- the support tool 10 may be moved so that both face each other.
- the movement of the machining tool T3 is stopped, the machining is temporarily stopped, and the pin 21 restraint of the support tool 10 is released, and then the support tool 10 is moved so as to face the machining tool T3. Then, after restraining the pin 21 of the support tool 10, processing with the processing tool T3 is started again.
- the first intermediate material 1b becomes the second intermediate material 1c (see FIG. 10).
- the controller 100 drives the second gripping movement mechanism 53b to grip the second workpiece.
- the second intermediate material 1c gripped by the second workpiece gripping machine 52b is moved upward to separate the support 10 and the second intermediate material 1c.
- the controller 100 causes the fluid regulating valve 43 of the fluid supply device 40 to perform a closing operation to restrain the pin 21 of the support tool 10. Is released.
- the second gripping movement mechanism 53b is further driven, and as shown in FIG. 10, the second intermediate material c gripped by the second workpiece gripping machine 52b and the second workpiece gripping machine 52b are The workpiece gripper 52b is reversed around the grip axis Ag. As a result, in the second intermediate material 1c, the lower part becomes the upper part, and the upper part becomes the lower part.
- the controller 100 sets the second gripping movement mechanism 53b and the support tool moving mechanism 57 so that the plurality of pins 21 of the support tool 10 are in contact with the downward surface of the blade forming portion 2a in the second intermediate material 1c. At least one of them is driven. As a result, the plurality of pins 21 of the support 10 sequentially contact the downward surface of the blade forming portion 2a in the second intermediate material 1c. Even in this process, when the contact seat 24 of the pin 21 comes into contact with the surface of the second intermediate material 1c, the follower mechanism 31 of the support cylinder 20 moves the position of the surface of the second intermediate material 1c in the pin extending direction Dp. The position of the pin 21 in the pin extending direction Dp follows.
- blade formation part 2a in the 2nd intermediate material 1c is a surface already processed, it has comprised the three-dimensional curved surface.
- the controller 100 causes the fluid regulating valve 43 of the fluid supplier 40 to open.
- the fluid adjustment valve 43 is opened, and the fluid from the fluid discharge source 41 is supplied to the support 10 through the fluid line 42.
- the collet 36 of the support 10 grips the proximal end portion of the pin 21 and restrains the pin 21 so as not to move in the pin extending direction Dp. Due to the restraint of the pin 21, the blade forming portion 2a in the second intermediate material 1c is supported by the support 10 from below.
- the controller 100 drives the tool driving mechanism 54 and the tool moving mechanism 55.
- the processing tool T3 attached to the tool driving mechanism 54 processes the upper portion of the blade forming portion 2a in the second intermediate material 1c.
- the attachment portion 3 of the second intermediate material 1c is gripped by the second workpiece gripping machine 52b, and the blade forming portion 2a is supported by the support tool 10.
- the support 10 need not be moved at all, but may be moved as described above.
- the processing tool is replaced with a grinding tool.
- the blade surface formed by roughing is ground in the same manner as described above with a grinding tool. That is, of the pressure surface and the suction surface of the wing formed by rough machining, one surface facing the lower side is supported by the support tool 10, and the other surface facing the upper side is ground by the grinding tool.
- the second gripping / moving mechanism 53b is reversed so that the aforementioned one surface is directed upward and the aforementioned other surface is directed downward.
- the other surface facing downward is supported by the support 10, and the one surface facing upward is ground with a grinding tool.
- each blade surface is polished.
- the grinding tool is used to adjust the surface shape of the grinding tool by using a dressing tool, and then another blade material 1a. It is preferable to prepare for processing.
- the controller 100 stores the amount of change in the tool diameter of the grinding tool due to dressing as a correction value, and when processing another blade material 1a with this grinding tool, the grinding tool with respect to the blade material 1a is stored. It is preferable to correct the relative position by this correction.
- the attachment portion 3 is formed on the other end portion side in a state where one end portion of the blade material 1a is gripped by the first work gripper 52a. Thereafter, the wing portion 2 is formed on one end portion side in a state where the attachment portion 3 on the other end side is gripped by the second workpiece gripping machine 52b. For this reason, in this embodiment, it is not necessary to separately form a fixing portion that does not constitute the blade 1 in the process of processing the blade 1 from the blade material 1a. Moreover, in the present embodiment, as described above, the blade material 1a is transferred from the first workpiece gripping machine 52a to the second workpiece gripping machine 52b, so that the blade 1 can be processed consistently with a single processing device M. it can.
- the blade material 1a is not necessary to transfer to a plurality of processing devices in the process of forming the blade 1 from the blade material 1a. For example, after forming the attachment portion 3 from the blade material with one processing device, the blade material is removed from the processing device, and the blade material is attached to another processing device, and then the blade with the other processing device. There is no need to form the wing 2 from a material.
- the manufacturing lead time of the blade 1 can be shortened.
- the quality control load of the processed blade 1 can be reduced.
- the blade forming portion 2a of the intermediate materials 1b and 1c is viewed from below while the attachment portion 3 of the intermediate materials 1b and 1c is gripped by the second workpiece gripping machine 52b.
- the wing forming portion 2a is processed by being supported by the support tool 10.
- chatter vibration Chatter Vibration
- the longitudinal direction Dw of the blade forming product 1d is a direction perpendicular to the pin extending direction Dp.
- the longitudinal direction Dw of the blade forming product 1d may not be a vertical direction as long as it has a direction component perpendicular to the pin extending direction Dp. .
- the attachment forming portion 3a in the blade material 1a when the attachment forming portion 3a in the blade material 1a is processed with the processing tool T, the attachment forming portion 3a may be supported by the support 10 from below.
- the attachment part 3 is processed by the drive of a 1st tool drive mechanism and a 1st tool movement mechanism. And you may process the wing
- the manufacturing lead time of the wing can be shortened.
- wing 1: wing, 1a: wing material, 1b: first intermediate material, 1c: second intermediate material, 1d: wing forming product, 2: wing part, 2a: wing forming part, 3: mounting part, 3a: mounting forming part 10: support, 11: cylinder base, 12: flow path, 13: main flow path, 14: branch flow path, 20: support cylinder, 21: pin, 25: casing, 26: cylinder chamber, 28: inflow port, 29: Fluid chamber, 31: Follow-up mechanism, 32: Guide rod, 33: Spring, 35: Pin restraint mechanism, 36: Collet, 40: Fluid feeder, 51: Base, 52a: First workpiece gripper, 52b: No.
- Two-work gripping machine 53a: first gripping moving mechanism, 53b: second gripping moving mechanism, 54: tool driving mechanism, 55: tool moving mechanism, 56: tool station, 57: support tool moving mechanism, 100: controller, 101: CPU, 102: memory, 1 5: device interface, 110: auxiliary storage device, 112: machining sequence control program, 113: first gripping program, 114: second gripping program, 115: mounting portion machining program, 116: wings machining program, 117: support program
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
- Jigs For Machine Tools (AREA)
- Numerical Control (AREA)
Abstract
翼の加工では、第一把持工程と、取付部加工工程と、第二把持工程と、把持解除工程と、翼部加工工程と、を実行する。第一把持工程では、第一ワーク把持機(52a)に、翼素材中で翼部(2)となる翼形成部(2a)を把持させる。取付部加工工程では、翼素材中で取付部(3)となる取付形成部(3a)を加工して、取付部(3)を形成する。第二把持工程では、第二ワーク把持機(52b)に取付部(3)を把持させる。把持解除工程では、第一ワーク把持機(52a)による翼形成部(2a)の把持を解除させる。翼部加工工程では、素材(1b)中の翼形成部(2a)を加工して、翼部(2)を形成する。
Description
本発明は、一方向に長い翼部と、この翼部の一方向の端に設けられている取付部とを有する翼の加工方法、この翼の加工装置、この加工装置に加工順序制御プログラムに関する。
本願は、2015年4月8日に、日本国に出願された特願2015-079366号に基づき優先権を主張し、この内容をここに援用する。
本願は、2015年4月8日に、日本国に出願された特願2015-079366号に基づき優先権を主張し、この内容をここに援用する。
圧縮機等の動翼は、一方向の延びている翼部と、翼部の一方向の端に設けられている取付部と、を有する。
このような翼を加工する方法としては、例えば、以下の特許文献1に記載されている加工方法がある。この加工方法では、素材から翼を加工する過程で、取付部の端であって翼部とは反対側の端に固定部を形成する。そして、この固定部をホルダ等で支持した状態で、素材中で翼部となる翼形成部や取付部となる取付形成部を加工する。その後、この加工方法では、固定部を取付部から切り離す。
上記特許文献1に記載の技術では、素材から翼を加工する過程で、翼を構成しない固定部を形成する必要があり、翼の製造リードタイムが長くなるという問題点がある。
そこで、本発明は、製造リードタイムの短縮化を図ることができる技術を提供することを目的とする。
上記問題点を解決するための発明に係る第一態様としての翼の加工方法は、
一方向に長い翼部と、前記翼部の前記一方向の端に設けられている取付部とを有する翼の加工方法において、ベースと、加工対象を把持する複数のワーク把持機と、前記複数のワーク把持機毎に前記ベースに設けられ、前記ワーク把持機の向き及び位置を変える把持移動機構と、加工対象を加工する加工工具が装着され、前記加工工具を駆動する一以上の工具駆動機構と、前記一以上の工具駆動機構毎に前記ベースに設けられ、前記工具駆動機構で少なくとも前記加工工具が装着される部分の向き及び位置を変える工具移動機構と、を備える加工装置を用い、前記複数のワーク把持機のうちの第一ワーク把持機に、素材中で前記翼部となる翼形成部を把持させる第一把持工程と、前記一以上の工具駆動機構のうち、いずれかの工具駆動機構及び前記工具駆動機構に対する前記工具移動機構を駆動させて、前記第一ワーク把持機に把持されている前記素材中で前記取付部となる取付形成部を加工させて、前記取付部を形成させる取付部加工工程と、前記取付部加工工程後に、前記複数のワーク把持機のうちの第二ワーク把持機に、前記取付部を把持させる第二把持工程と、前記第二把持工程後に、前記第一ワーク把持機による前記翼形成部の把持を解除させる第一把持解除工程と、前記第一把持解除工程後に、前記一以上の工具駆動機構のうち、いずれかの工具駆動機構及び前記工具駆動機構に対する前記工具移動機構を駆動させて、前記第二ワーク把持機で把持されている前記素材中の前記翼形成部を加工させて、前記翼部を形成させる翼部加工工程と、を実行する。
一方向に長い翼部と、前記翼部の前記一方向の端に設けられている取付部とを有する翼の加工方法において、ベースと、加工対象を把持する複数のワーク把持機と、前記複数のワーク把持機毎に前記ベースに設けられ、前記ワーク把持機の向き及び位置を変える把持移動機構と、加工対象を加工する加工工具が装着され、前記加工工具を駆動する一以上の工具駆動機構と、前記一以上の工具駆動機構毎に前記ベースに設けられ、前記工具駆動機構で少なくとも前記加工工具が装着される部分の向き及び位置を変える工具移動機構と、を備える加工装置を用い、前記複数のワーク把持機のうちの第一ワーク把持機に、素材中で前記翼部となる翼形成部を把持させる第一把持工程と、前記一以上の工具駆動機構のうち、いずれかの工具駆動機構及び前記工具駆動機構に対する前記工具移動機構を駆動させて、前記第一ワーク把持機に把持されている前記素材中で前記取付部となる取付形成部を加工させて、前記取付部を形成させる取付部加工工程と、前記取付部加工工程後に、前記複数のワーク把持機のうちの第二ワーク把持機に、前記取付部を把持させる第二把持工程と、前記第二把持工程後に、前記第一ワーク把持機による前記翼形成部の把持を解除させる第一把持解除工程と、前記第一把持解除工程後に、前記一以上の工具駆動機構のうち、いずれかの工具駆動機構及び前記工具駆動機構に対する前記工具移動機構を駆動させて、前記第二ワーク把持機で把持されている前記素材中の前記翼形成部を加工させて、前記翼部を形成させる翼部加工工程と、を実行する。
当該加工方法では、素材中の翼形成部を第一ワーク把持機で把持した状態で、素材中の取付形成部を加工して取付部を形成する。その後、取付部を第二ワーク把持機で把持した状態で、翼形成部を加工して翼部を形成する。このため、当該加工方法では、素材から翼を加工する過程で、翼を構成しない固定部等を別途形成する必要がない。しかも、当該加工方法では、素材を第一ワーク把持機から第二ワーク把持機へ受け渡すことで、一台の加工装置で翼を一貫加工することができる。このため、当該加工方法では、素材から翼を形成する過程で、素材を複数台の加工装置に移し替える必要がない。
従って、当該加工方法では、翼の製造リードタイムを短くすることができる。しかも、当該加工方法では、一台の加工装置で、翼を一貫加工できるため、加工された翼の品質管理の負荷を軽減することができる。
上記問題点を解決するための発明に係る第二態様としての翼の加工方法は、
前記第一態様の前記翼の加工方法において、前記第二ワーク把持機により前記取付部が把持されている前記素材の前記一方向を水平方向成分を含む方向に向かせた状態で、前記翼部加工工程を実行し、前記翼部加工工程の実行中、前記第二ワーク把持機により前記取付部が把持されている前記素材における前記翼形成部の下側から前記翼形成部を支持具で支持する支持工程を実行する。
前記第一態様の前記翼の加工方法において、前記第二ワーク把持機により前記取付部が把持されている前記素材の前記一方向を水平方向成分を含む方向に向かせた状態で、前記翼部加工工程を実行し、前記翼部加工工程の実行中、前記第二ワーク把持機により前記取付部が把持されている前記素材における前記翼形成部の下側から前記翼形成部を支持具で支持する支持工程を実行する。
当該加工方法では、翼部加工工程では、素材中の取付部を第二ワーク把持機で把持し、素材の翼形成部を下から支持具で支持して、この翼形成部を加工する。このため、当該加工方法では、一方向に長い長尺物である素材を安定支持している状態で、翼形成部を加工するので、加工中における加工部分のビビリ振動を抑えることができる。この結果、当該加工方法では、ビビリ振動に伴う、加工済み面の表面粗さの荒れ、及び加工工具の損傷等を抑えることができる。
上記問題点を解決するための発明に係る第三態様としての翼の加工装置は、
一方向に長い翼部と、前記翼部の前記一方向の端に設けられている取付部とを有する翼の加工装置において、ベースと、加工対象を把持する複数のワーク把持機と、前記複数のワーク把持機毎に前記ベースに設けられ、前記ワーク把持機の向き及び位置を変える把持移動機構と、加工対象を加工する加工工具が装着され、前記加工工具を駆動する一以上の工具駆動機構と、前記一以上の工具駆動機構毎に前記ベースに設けられ、前記工具駆動機構で少なくとも前記加工工具が装着される部分の向き及び位置を変える工具移動機構と、前記複数のワーク把持機、前記複数のワーク把持機毎の前記把持移動機構、前記一以上の工具駆動機構、及び前記一以上の工具駆動機構毎の前記工具移動機構の動作を制御する制御器と、を備え、前記制御器は、前記複数のワーク把持機のうちの第一ワーク把持機が素材中で前記翼部となる翼形成部を把持している状態で、前記一以上の工具駆動機構のうち、いずれかの工具駆動機構及び前記工具駆動機構に対する前記工具移動機構を駆動させて、前記第一ワーク把持機に把持されている前記素材中で前記取付部となる取付形成部を加工させて、前記取付部を形成させる取付部加工工程と、前記取付部加工工程後に、前記複数のワーク把持機のうちの第二ワーク把持機に、前記取付部を把持させる第二把持工程と、前記第二把持工程後に、前記第一ワーク把持機による前記翼形成部の把持を解除させる第一把持解除工程と、前記第一把持解除工程後に、前記一以上の工具駆動機構のうち、いずれかの工具駆動機構及び前記工具駆動機構に対する前記工具移動機構を駆動させて、前記第二ワーク把持機で把持されている前記素材中の前記翼形成部を加工させて、前記翼部を形成させる翼部加工工程と、を実行する制御実行部を有する。
一方向に長い翼部と、前記翼部の前記一方向の端に設けられている取付部とを有する翼の加工装置において、ベースと、加工対象を把持する複数のワーク把持機と、前記複数のワーク把持機毎に前記ベースに設けられ、前記ワーク把持機の向き及び位置を変える把持移動機構と、加工対象を加工する加工工具が装着され、前記加工工具を駆動する一以上の工具駆動機構と、前記一以上の工具駆動機構毎に前記ベースに設けられ、前記工具駆動機構で少なくとも前記加工工具が装着される部分の向き及び位置を変える工具移動機構と、前記複数のワーク把持機、前記複数のワーク把持機毎の前記把持移動機構、前記一以上の工具駆動機構、及び前記一以上の工具駆動機構毎の前記工具移動機構の動作を制御する制御器と、を備え、前記制御器は、前記複数のワーク把持機のうちの第一ワーク把持機が素材中で前記翼部となる翼形成部を把持している状態で、前記一以上の工具駆動機構のうち、いずれかの工具駆動機構及び前記工具駆動機構に対する前記工具移動機構を駆動させて、前記第一ワーク把持機に把持されている前記素材中で前記取付部となる取付形成部を加工させて、前記取付部を形成させる取付部加工工程と、前記取付部加工工程後に、前記複数のワーク把持機のうちの第二ワーク把持機に、前記取付部を把持させる第二把持工程と、前記第二把持工程後に、前記第一ワーク把持機による前記翼形成部の把持を解除させる第一把持解除工程と、前記第一把持解除工程後に、前記一以上の工具駆動機構のうち、いずれかの工具駆動機構及び前記工具駆動機構に対する前記工具移動機構を駆動させて、前記第二ワーク把持機で把持されている前記素材中の前記翼形成部を加工させて、前記翼部を形成させる翼部加工工程と、を実行する制御実行部を有する。
上記問題点を解決するための発明に係る第四態様としての翼の加工装置は、
前記第三態様の前記翼の加工装置において、前記素材を下側から支持する支持具を備え、前記制御実行部は、前記第二ワーク把持機に対する前記把持移動機構により、前記第二ワーク把持機により前記取付部が把持されている前記素材の前記一方向を水平方向成分を含む方向に向かせた状態にさせて、前記状態で前記翼部加工工程を実行し、前記翼部加工工程の実行中、前記第二ワーク把持機により前記取付部が把持されている前記素材における前記翼形成部の下側から前記翼形成部を前記支持具で支持させる支持工程を実行する。
前記第三態様の前記翼の加工装置において、前記素材を下側から支持する支持具を備え、前記制御実行部は、前記第二ワーク把持機に対する前記把持移動機構により、前記第二ワーク把持機により前記取付部が把持されている前記素材の前記一方向を水平方向成分を含む方向に向かせた状態にさせて、前記状態で前記翼部加工工程を実行し、前記翼部加工工程の実行中、前記第二ワーク把持機により前記取付部が把持されている前記素材における前記翼形成部の下側から前記翼形成部を前記支持具で支持させる支持工程を実行する。
上記問題点を解決するための発明に係る第五態様としての翼の加工装置は、
前記第四態様の前記翼の加工装置において、前記支持具は、前記素材の下側から前記素材を支持する複数のシリンダと、複数のシリンダが取り付けられているシリンダ台と、を備え、前記シリンダは、ピンと、前記ピンが延びているピン延在方向に変位可能に前記ピンの基端部を覆うケーシングと、前記ピンの先端側に配置された前記素材の表面に前記ピンの先端部が接触するよう、前記ピン延在方向における前記素材の表面の位置に前記ピン延在方向における前記ピンの位置を追従させる追従機構と、前記ケーシングに対する前記ピンの前記ピン延在方向における相対位置を拘束するピン拘束機構と、を有し、複数の前記シリンダのそれぞれの前記ケーシングは、前記シリンダ台に固定されていている。
前記第四態様の前記翼の加工装置において、前記支持具は、前記素材の下側から前記素材を支持する複数のシリンダと、複数のシリンダが取り付けられているシリンダ台と、を備え、前記シリンダは、ピンと、前記ピンが延びているピン延在方向に変位可能に前記ピンの基端部を覆うケーシングと、前記ピンの先端側に配置された前記素材の表面に前記ピンの先端部が接触するよう、前記ピン延在方向における前記素材の表面の位置に前記ピン延在方向における前記ピンの位置を追従させる追従機構と、前記ケーシングに対する前記ピンの前記ピン延在方向における相対位置を拘束するピン拘束機構と、を有し、複数の前記シリンダのそれぞれの前記ケーシングは、前記シリンダ台に固定されていている。
上記問題点を解決するための発明に係る第六態様としての翼の加工装置の加工順序制御プログラムは、
一方向に長い翼部と、前記翼部の前記一方向の端に設けられている取付部とを有する翼の加工装置の加工順序制御プログラムにおいて、前記加工装置は、ベースと、加工対象を把持する複数のワーク把持機と、前記複数のワーク把持機毎に前記ベースに設けられ、前記ワーク把持機の向き及び位置を変える把持移動機構と、加工対象を加工する加工工具が装着され、前記加工工具を駆動する一以上の工具駆動機構と、前記一以上の工具駆動機構毎に前記ベースに設けられ、前記工具駆動機構で少なくとも前記加工工具が装着される部分の向き及び位置を変える工具移動機構と、前記複数のワーク把持機、前記複数のワーク把持機毎の前記把持移動機構、前記一以上の工具駆動機構、及び前記一以上の工具駆動機構毎の前記工具移動機構の動作を制御する制御器と、を備えており、前記制御器に、前記複数のワーク把持機のうちの第一ワーク把持機が素材中で前記翼部となる翼形成部を把持している状態で、前記一以上の工具駆動機構のうち、いずれかの工具駆動機構及び前記工具駆動機構に対する前記工具移動機構を駆動させて、前記第一ワーク把持機に把持されている前記素材中で前記取付部となる取付形成部を加工させて、前記取付部を形成させる取付部加工プログラムの実行を指示する第一加工指示工程と、前記取付部が形成された後、前記複数のワーク把持機のうちの第二ワーク把持機に、前記取付部を把持させる第二把持プログラムの実行を指示する第二把持指示工程と、前記第二ワーク把持機が前記取付部を把持した後に、前記第一ワーク把持機による前記翼形成部の把持を解除させる第一把持プログラムの実行を指示する第一把持解除指示工程と、前記第一ワーク把持機が前記翼形成部の把持を解除した後に、前記一以上の工具駆動機構のうち、いずれかの工具駆動機構及び前記工具駆動機構に対する前記工具移動機構を駆動させて、前記第二ワーク把持機で把持されている前記素材中の前記翼形成部を加工させて、前記翼部を形成させる翼部加工プラグラムの実行を指示する第二加工指示工程と、を実行させる。
一方向に長い翼部と、前記翼部の前記一方向の端に設けられている取付部とを有する翼の加工装置の加工順序制御プログラムにおいて、前記加工装置は、ベースと、加工対象を把持する複数のワーク把持機と、前記複数のワーク把持機毎に前記ベースに設けられ、前記ワーク把持機の向き及び位置を変える把持移動機構と、加工対象を加工する加工工具が装着され、前記加工工具を駆動する一以上の工具駆動機構と、前記一以上の工具駆動機構毎に前記ベースに設けられ、前記工具駆動機構で少なくとも前記加工工具が装着される部分の向き及び位置を変える工具移動機構と、前記複数のワーク把持機、前記複数のワーク把持機毎の前記把持移動機構、前記一以上の工具駆動機構、及び前記一以上の工具駆動機構毎の前記工具移動機構の動作を制御する制御器と、を備えており、前記制御器に、前記複数のワーク把持機のうちの第一ワーク把持機が素材中で前記翼部となる翼形成部を把持している状態で、前記一以上の工具駆動機構のうち、いずれかの工具駆動機構及び前記工具駆動機構に対する前記工具移動機構を駆動させて、前記第一ワーク把持機に把持されている前記素材中で前記取付部となる取付形成部を加工させて、前記取付部を形成させる取付部加工プログラムの実行を指示する第一加工指示工程と、前記取付部が形成された後、前記複数のワーク把持機のうちの第二ワーク把持機に、前記取付部を把持させる第二把持プログラムの実行を指示する第二把持指示工程と、前記第二ワーク把持機が前記取付部を把持した後に、前記第一ワーク把持機による前記翼形成部の把持を解除させる第一把持プログラムの実行を指示する第一把持解除指示工程と、前記第一ワーク把持機が前記翼形成部の把持を解除した後に、前記一以上の工具駆動機構のうち、いずれかの工具駆動機構及び前記工具駆動機構に対する前記工具移動機構を駆動させて、前記第二ワーク把持機で把持されている前記素材中の前記翼形成部を加工させて、前記翼部を形成させる翼部加工プラグラムの実行を指示する第二加工指示工程と、を実行させる。
上記問題点を解決するための発明に係る一態様としての記憶媒体は、
前記加工順序制御プログラムが記憶されている非一時的コンピュータ読み取り可能な記憶媒体である。
前記加工順序制御プログラムが記憶されている非一時的コンピュータ読み取り可能な記憶媒体である。
本発明に係る一態様では、翼の製造リードタイムを短くすることができる。
以下、本発明に係る一実施形態について、図面を参照して詳細に説明する。
本実施形態では、図11に示すように、翼素材1aを加工して翼1を形成する。この翼1は、一方向である長手方向Dwに長い翼部2と、この翼部2の長手方向Dwにおける端に設けられている取付部3と、を有する。翼部2の表面は三次元曲面を成している。取付部3は、例えば、回転機械のロータ軸に取り付けられる部分である。翼素材1aは、その外形が翼1の外形よりも大きい直方体形状を成している。この翼素材1aは、翼部2となる翼形成部2aと、取付部3となる取付形成部3aとを有する。なお、以下では、翼素材1a、この翼素材1aから翼1を形成する過程の中間素材、翼1を総称して、翼形成品1dとする。また、翼1の長手方向Dwは、翼素材1a、中間素材の長手方向でもある。
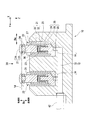
翼素材1aを翼1に加工する加工装置Mは、NC(Numerical Control)加工装置である。この加工装置Mは、図1に示すように、ベース51と、第一ワーク把持機52aと、第一把持移動機構53aと、第二ワーク把持機52bと、第二把持移動機構53bと、工具駆動機構54と、工具移動機構55と、工具ステーション56と、支持具10と、支持具移動機構57と、流体供給器40と、制御器100と、を備えている。第一ワーク把持機52aは、翼形成品1dの長手方向Dwにおける一方の端部を把持する。第一把持移動機構53aは、ベース51に対して第一ワーク把持機52aを相対移動させる。第二ワーク把持機52bは、翼形成品1dの長手方向Dwにおける他方の端部を把持する。第二把持移動機構53bは、ベース51に対して第二ワーク把持機52bを相対移動させる。工具駆動機構54は、翼素材1aや中間素材を加工する加工工具Tを駆動する。工具移動機構55は、工具駆動機構54で少なくとも加工工具Tが装着される部分をベース51に対して相対移動させる。工具ステーション56は、複数の加工工具Tが置かれる。支持具10は、翼形成品1dを支持する。支持具移動機構57は、ベース51に対して支持具10を相対移動させる。流体供給器40は、支持具10に駆動用の流体を供給する。制御器100は、以上の機器等の動作を制御する。
ここで、鉛直方向をZ方向、Z方向に対して垂直な方向をY方向、Z方向及びY方向に垂直な方向をX方向とする。
第一把持移動機構53aは、ベース51に対して第一ワーク把持機52aを、X方向、Y方向、Z方向、さらに第一ワーク把持機52aの把持軸Agを基準にした周方向に、少なくとも相対移動させる。第二把持移動機構53bも、第一把持移動機構53aと同様、ベース51に対して第二ワーク把持機52bを、X方向、Y方向、Z方向、さらに第二ワーク把持機52bの把持軸Agを基準にした周方向に、少なくとも相対移動させる。工具駆動機構54は、加工工具Tが装着されるスピンドル54sと、このスピンドル54sを回転させるスピンドル回転機構54dと、を有する。工具移動機構55は、ベース51に対して工具駆動機構54中の少なくともスピンドル54sを、X方向、Y方向、Z方向に相対移動させる。さらに、工具移動機構55は、工具駆動機構54中の少なくともスピンドル54sを、X方向に延びる軸回り、Y方向に延びる軸回り、Z方向に延びる軸回りに回転させる。支持具移動機構57は、ベース51に対して支持具10を、X方向、Y方向、Z方向に、少なくとも相対移動させる。
流体供給器40は、一定圧以上の圧力の流体を吐出する流体吐出源41と、流体吐出源41からの流体を支持具10に導く流体ライン42と、この流体ライン42中に設けられている流体調節弁43と、を有する。なお、流体吐出源41が吐出する流体としては、空気等の気体でも、油等の液体でもよい。
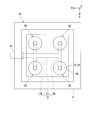
支持具10は、図2及び図3に示すように、複数のサポートシリンダ20と、複数のサポートシリンダ20が取り付けられているシリンダ台11と、を有する。この例では、4つのサポートシリンダ20がシリンダ台11に取り付けられている。
サポートシリンダ20は、ピン21と、ケーシング25と、追従機構31と、ピン拘束機構35と、を有する。ケーシング25は、ピン21が延びているピン延在方向Dpに変位可能にピン21の基端部を覆う。追従機構31は、ピン延在方向Dpにおける翼形成品1dの表面位置の移動にピン延在方向Dpにおけるピン21の位置を追従させる。ピン拘束機構35は、ケーシング25に対するピン21のピン延在方向Dpにおける相対位置を拘束する。ここで、ピン延在方向Dpの一方側を先端側、この反対側を基端側とする。
ケーシング25には、ピン21の基端側の部分であるピン基端部と、追従機構31と、ピン拘束機構35とが配置されると共に、流体供給器40からの流体が流入するシリンダ室26が形成されている。さらに、このケーシング25には、シリンダ室26内からピン延在方向Dpに貫通してピン21が挿入されるピン孔27と、シリンダ室26内に流体供給器40からの流体を受け入れる流入口28とが形成されている。
ピン21は、ピン延在方向Dpに延びる軸を中心として円筒状を成すピン本体22と、翼形成品1dに接する接触座24と、を有する。ピン本体22には、基端側から先端側に向かって凹む円柱状の穴23が形成されている。接触座24は、ピン延在方向Dpにおけるピン本体22の先端側に固定されている。この接触座24は、ピン延在方向Dpにおける先端側の開口を塞ぐ。よって、この接触座24は、ピン21の先端部を形成する。
追従機構31は、ガイドロッド32と、弾性部材としてのバネ33と、を有する。ガイドロッド32は、ピン延在方向Dpにおけるピン21の移動をガイドする。バネ33は、ピン21をピン延在方向Dpであってケーシング25から突出する側に付勢する。ガイドロッド32は、円柱状を成し、ケーシング25の基端側を形成する底部からシリンダ室26内をピン延在方向Dpに延びている。このガイドロッド32の先端側の部分は、ピン本体22の穴23内に挿入されている。バネ33は、ピン本体22の穴23内であってガイドロッド32と穴23の底面との間に配置されている。このバネ33は、ピン21が最大突出位置に位置しているときでも、ピン本体22及びガイドロッド32に接している。バネ33は、最大突出位置に位置しているピン21に対して、ピン延在方向Dpにおける基端側を向く荷重がかかると縮み、ピン延在方向Dpにおける先端側に付勢力を発生する。
ピン21の基端部の外周は、円筒状のコレット36で覆われている。このコレット36は、外周側から内周側に向かって弾性変形可能に形成されている。このコレット36の外周側とケーシング25の内周面との間は、流体供給器40からの流体が流入する流体室29を形成している。この流体室29は、シリンダ室26の一部である。ピン拘束機構35は、コレット36と、ケーシング25内の流体室29と、ケーシング25に形成されている流入口28とで構成されている。ケーシング25の流入口28から流体室29に、一定圧力の流体が供給されると、この流体の圧力により、コレット36が内周側に向かって弾性変形し、ピン21の基端部を把持する。このコレット36によるピン21の把持により、ピン21は、ピン延在方向Dpに移動不能に拘束される。すなわち、このコレット36は、ピン把持部材を構成する。
シリンダ台11には、複数のサポートシリンダ20の各ケーシング25が埋め込まれて固定されている。複数のサポートシリンダ20の各ピン21におけるピン延在方向Dpは、シリンダ台11にケーシング25が固定されている状態で、互いに揃っている。つまり、各ピン21におけるピン延在方向Dpは、同じ方向である。なお、各ピン21におけるピン延在方向Dpは、同じ方向でなくてもよい。さらに、複数のサポートシリンダ20の各ピン21のピン延在方向Dpにおける位置は、各ピン21が最大突出位置に位置している状態で、互いに同じである。
シリンダ台11には、流体供給器40の流体ライン42からの流体を受け入れて、複数のサポートシリンダ20における各ケーシング25の流入口28に流体を導く流路12が形成されている。この流路12は、主流路13と、複数の分岐流路14と、を有する。主流路13は、流体供給器40の流体ライン42に接続されている。主流路13は、流体ライン42からの流体を受け入れる。分岐流路14は、主流路13から複数のサポートシリンダ20毎に分岐して各ケーシング25の流入口28に接続されている。このため、シリンダ台11に接続される流体ライン42を、複数のサポートシリンダ20毎に設ける必要が無く、この流体ライン42を統合化できる。
制御器100は、コンピュータである。この制御器100は、図4に示すように、各種演算を行うCPU(Central Processing Unit)101と、CPU101のワークエリア等になるメモリ102と、ハードディスクドライブ装置等の補助記憶装置110と、キーボード等の手入力装置103と、表示装置104と、加工装置Mの先に説明した各機構等との間で各種信号等の受送信を行うための装置インタフェース105と、ディスク型記憶媒体Dに対してデータの記憶処理や再生処理を行う記憶・再生装置106と、を備えている。
補助記憶装置110には、OS(Operating System)プログラム111と、加工順序制御プログラム112と、翼加工における個々の工程で実行されるプログラム113~117とが格納されている。
翼加工における個々の工程で実行されるプログラム113~117としては、第一把持プログラム113と、第二把持プログラム114と、取付部加工プログラム115と、翼部加工プログラム116と、支持プログラム117とがある。第一把持プログラム113は、第一ワーク把持機52aによる翼形成品1dの把持及びその解除を実行させるプログラムである。第二把持プログラム114は、第二ワーク把持機52bによる翼形成品1dの把持及びその解除を実行させるプログラムである。取付部加工プログラム115は、翼素材1a中の取付形成部3aを加工する際に実行するプログラムである。翼部加工プログラム116は、翼素材1a中の翼形成部2aを加工する際に実行するプログラムである。支持プログラム117は、支持具10による翼形成品1dの支持を実行させるプログラムである。これらのプログラム113~117のうち、少なくとも、取付部加工プログラム115及び翼部加工プログラム116は、この加工装置Mのオペレータ等が翼加工の前に、手入力装置103から入力された各種データに基づいて補助記憶装置110に設定されたプログラムである。これら取付部加工プログラム115及び翼部加工プログラム116は、いずれも、加工工具T等の位置を数値化したデータの集まりである。なお、取付部加工プログラム115及び翼部加工プログラム116は、記憶・再生装置106でディスク型記憶媒体Dから各種データを取り込んだものであってもよい。
加工順序制御プログラム112は、翼加工における個々の工程で実行されるプログラム113~117の実行を指示するプログラムである。この加工順序制御プログラム112及びOSプログラム111は、例えば、記憶・再生装置106を介して、ディスク型記憶媒体Dから補助記憶装置110に取り込まれる。なお、上記プログラム111~117の全ては、通信ネットワークを介して、外部のコンピュータから補助記憶装置110に取り込まれてもよい。
上記プログラム111~117の全ては、いずれも、メモリ102上に展開されて、CPU101により実行させる。よって、制御器の制御実行部は、上記プログラム111~117が展開されるメモリ102と、このメモリ102上に展開されたプログラム111~117を実行するCPU101とを有して構成される。
次に、以上で説明した加工装置Mを用いて、翼素材1aを翼1に加工する加工手順について、図5に示すフローチャートに従って説明する。なお、同図中で、一点鎖線で囲まれた領域内の各工程は、いずれも、加工順序制御プログラム112の実行で行われる工程である。
まず、オペレータが制御器100の手入力装置103で指示することにより、図6に示すように、第一ワーク把持機52aで翼素材1aの把持を把持させる(S10:第一把持工程)。この際、制御器100のCPU101は、第一把持プログラム113の実行下で手入力装置103からの入力を受け付け、第一ワーク把持機52a及び第一把持移動機構53aに対して制御信号を送信して、これらを動作させる。この結果、第一ワーク把持機52aは、翼素材1aの長手方向Dwの端部を把持する。この第一ワーク把持機52aが把持した翼素材1aの端部は、翼素材1aにおける翼形成部2aの一部である。なお、この第一把持工程(S10)を完全自動化してもよい。すなわち、手入力装置103で指示することなく、制御器100からの指示のみで第一ワーク把持機52aで翼素材1aの把持を把持させるようにしてもよい。
第一ワーク把持機52aにより翼素材1aの長手方向Dwの端部が把持されると、制御器100のCPU101は、加工順序制御プログラム112の実行下で、CPU101自身に取付部加工プログラム115の実行を指示する(S11:第一加工指示工程)。
CPU101は、この指示を受けて、取付部加工プログラム115を起動させ、この取付部加工プログラム115を実行する。CPU101は、この取付部加工プログラム115の実行下で、工具駆動機構54及び工具移動機構55に対して制御信号を送信して、これらを動作させ、これらに翼素材1a中の取付形成部3aを加工させる(S21:取付部加工工程)。この取付部加工工程(S21)では、図7に示すように、制御器100が工具駆動機構54及び工具移動機構55を駆動させる。工具駆動機構54及び工具移動機構55は、工具ステーション56に置かれている複数の加工工具T(T1~T4)のうちから、制御器100から指示された取付形成部3aの加工用の加工工具T1をスピンドル54sに装着する。続いて、工具駆動機構54及び工具移動機構55の駆動で、工具駆動機構54に装着されている加工工具T1が、翼素材1a中の取付形成部3aを加工し、取付部3を形成する。加工工具T1による取付形成部3aの加工では、必要に応じて、第一把持移動機構53aが駆動し、第一ワーク把持機52aが把持さている翼素材1aを移動及び/又は回転させる。
この取付部加工工程(S21)の実行により、翼素材1a中の取付形成部3aが取付部3に加工され、この翼素材1aは、第一中間素材1b(図8参照)となる。
取付部加工工程(S21)が終了すると、CPU101は、加工順序制御プログラム112の実行下で、CPU101自身に第二把持プログラム114の実行を指示する(S12:第二把持指示工程)。
CPU101は、この指示を受けて、第二把持プログラム114を起動させ、この第二把持プログラム114を実行する。CPU101は、この第二把持プログラム114の実行下で、第二ワーク把持機52b及び第二把持移動機構53bに対して制御信号を送信して、これらを動作させ、図8に示すように、第一中間素材1b中の取付部3を第二ワーク把持機52bに把持させる(S22:第二把持工程)。
第二把持工程(S22)が終了すると、CPU101は、加工順序制御プログラム112の実行下で、CPU101自身に、第一ワーク把持機52aによる翼形成部2aの把持を解除させる第一把持プログラム113の実行を指示する(S13:第一把持解除指示工程)。
CPU101は、この指示を受けて、第一把持プログラム113を起動させ、この第一把持プログラム113を実行する。CPU101は、この第一把持プログラム113の実行下で、第一ワーク把持機52a及び第一把持移動機構53aに対して制御信号を送信して、これらを動作させ、第一ワーク把持機52aに、翼形成部2aの把持を解除させる(S23:第一把持解除工程))。
第一把持解除工程(S23)が終了すると、CPU101は、加工順序制御プログラム112の実行下で、CPU101自身に支持プログラム117の実行を指示すると共に(S24:支持指示工程)、翼部加工プログラム116の実行を指示する(S25:第二加工指示工程)。
CPU101は、この指示を受けて、支持プログラム117を起動させ、この支持プログラム117を実行する。CPU101は、この支持プログラム117の実行下で、第二把持移動機構53b、支持具移動機構57及び流体供給器40の流体調節弁43に対して制御信号を送信して、これを動作させ、図9に示すように、第二ワーク把持機52bに把持されている第一中間素材1b中の翼形成部2aを支持具10に支持させる(S24:支持工程)。さらに、CPU101は、翼部加工プログラム116を起動させ、この翼部加工プログラム116を実行する。CPU101は、この翼部加工プログラム116の実行下で、第二把持移動機構53b、工具駆動機構54及び工具移動機構55に対して制御信号を送信して、これらを動作させ、これらに第一中間素材1b中の翼形成部2aを加工させる(S25:翼部加工工程)。
支持工程(S24)で制御器100は、第二把持移動機構53b及び支持具移動機構57を動作させ、支持具10の真上に第一中間素材1b中の翼形成部2aを位置させ、この翼形成部2aに支持具10の各ピン21を接触させる。この際、第一中間素材1bの長手方向Dwは、Y方向になる。つまり、第一中間素材1bの長手方向Dwは、Z方向に垂直な水平方向になり、支持具10における各ピン21のピン延在方向Dpに対して垂直な方向になる。
支持具10に対して、第一中間素材1bが相対移動している過程で、第一中間素材1b中の翼形成部2aにおける下向きの表面には、支持具10における複数のピン21の各接触座24が順次接する。ピン21の接触座24が第一中間素材1bの表面に接すると、サポートシリンダ20の追従機構31により、ピン延在方向Dpにおける第一中間素材1bの表面の位置の移動に、ピン延在方向Dpにおけるピン21の位置が追従する。
第一中間素材1bが所定位置に至ると、第一中間素材1b中の翼形成部2aに支持具10の全てのピン21が接触し、第二把持移動機構53b及び支持具移動機構57は停止する。第二把持移動機構53b及び支持具移動機構57が停止すると、この支持工程(S24)で制御器100は、流体供給器40の流体調節弁43に開動作させる。この結果、流体調節弁43が開き、流体吐出源41からの流体が流体ライン42を経て支持具10に供給される。この流体は、シリンダ台11の主流路13及び分岐流路14を経て、複数のサポートシリンダ20の流体室29内に流入し、コレット36を内周側に弾性変形させる。
この結果、コレット36は、ピン21の基端部を把持し、ピン21をピン延在方向Dpへ移動不能に拘束する。このピン21の拘束により、第一中間素材1b中の翼形成部2aは、下方から支持具10により支持された状態になる。
この結果、コレット36は、ピン21の基端部を把持し、ピン21をピン延在方向Dpへ移動不能に拘束する。このピン21の拘束により、第一中間素材1b中の翼形成部2aは、下方から支持具10により支持された状態になる。
翼部加工工程(S25)で制御器100は、工具駆動機構54及び工具移動機構55を駆動させる。工具駆動機構54及び工具移動機構55は、まず、工具駆動機構54のスピンドル54sに装着されている加工工具T1を工具ステーション56中の元の位置に置く。続いて、この工具ステーション56に置かれている複数の加工工具T(T1~T4)のうちから、制御器100から指示された翼形成部2a加工用の加工工具T3をスピンドル54sに装着する。次に、工具駆動機構54及び工具移動機構55の駆動で、工具駆動機構54に装着されている加工工具T3が、第一中間素材1b中の翼形成部2aにおける上側の部分を加工する。この加工工具T3による翼形成部2aの加工中、第一中間素材1bは、取付部3が第二ワーク把持機52bで把持され、翼形成部2aが支持具10で支持されている。
この加工工具T3による翼形成部2aの加工中、支持具10を一切に移動させなくてもよいが、移動させてもよい。例えば、加工中における加工工具T3の移動過程で、加工工具T3と支持具10とがピン延在方向Dpで対向しなくなると、両者が対向するように支持具10を移動させてもよい。この際、加工工具T3の移動を停止し、一旦加工を中止すると共に、支持具10のピン21拘束を解除してから、加工工具T3と対向するよう支持具10を移動させる。その後、支持具10のピン21を拘束してから、再び、加工工具T3による加工を開始する。
第一中間素材1b中の翼形成部2aにおける上側の部分が加工されると、この第一中間素材1bは第二中間素材1c(図10参照)となる。
翼部加工工程(S25)では、第二中間素材1c中の翼形成部2aにおける下側の部分を加工するために、制御器100は、第二把持移動機構53bを駆動させ、第二ワーク把持機52bと共に、この第二ワーク把持機52bで把持されている第二中間素材1cを上方に移動させて、支持具10と第二中間素材1cとを離す。
支持具10と第二中間素材1cとが離れると、支持工程(S24)の一部として、制御器100は、流体供給器40の流体調節弁43に閉動作させ、支持具10のピン21拘束を解除する。次に、第二把持移動機構53bをさらに駆動させ、図10に示すように、第二ワーク把持機52bと共に、この第二ワーク把持機52bで把持されている第二中間素材cを、第二ワーク把持機52bの把持軸Agを中心として反転させる。この結果、第二中間素材1c中で下側の部分が上側の部分になり、上側の部分が下側の部分になる。次に、第二中間素材1c中で翼形成部2aにおける下向きの表面に支持具10の複数のピン21が接するよう、制御器100は、第二把持移動機構53bと支持具移動機構57とのうち、少なくとも一方を駆動させる。この結果、第二中間素材1c中で翼形成部2aにおける下向きの表面に支持具10の複数のピン21が順次接する。この過程でも、ピン21の接触座24が第二中間素材1cの表面に接すると、サポートシリンダ20の追従機構31により、ピン延在方向Dpにおける第二中間素材1cの表面の位置の移動に、ピン延在方向Dpにおけるピン21の位置が追従する。第二中間素材1c中の翼形成部2aにおける下向きの表面は、既に加工してある面であるため、三次元曲面を成している。しかしながら、複数のピン21の追従動作により、複数のピン21の接触座24の全ては、第二中間素材1cの下向きの表面に接触する。支持具10の複数のピン21の全てが第二中間素材1cの下向きの表面に接触すると、制御器100は、流体供給器40の流体調節弁43に開動作させる。この結果、流体調節弁43が開き、流体吐出源41からの流体が流体ライン42を経て支持具10に供給される。この流体の供給により、支持具10のコレット36は、ピン21の基端部を把持し、ピン21をピン延在方向Dpへ移動不能に拘束する。このピン21の拘束により、第二中間素材1c中の翼形成部2aは、下方から支持具10により支持された状態になる。
次に、翼部加工工程(S25)の一部として、制御器100は、工具駆動機構54及び工具移動機構55を駆動させる。この工具駆動機構54及び工具移動機構55の駆動で、工具駆動機構54に装着されている加工工具T3が、第二中間素材1c中の翼形成部2aにおける上側の部分を加工する。この加工工具T3による翼形成部2aの加工中、第二中間素材1cは、取付部3が第二ワーク把持機52bで把持され、翼形成部2aが支持具10で支持されている。
この加工工具Tによる翼形成部2aの加工中でも、支持具10を一切に移動させなくてもよいが、前述したように、移動させてもよい。
以上で、翼形成部2aの加工が完了し、翼部2が形成されれば、一連の処理が終了する。
なお、以上における翼形成部2aに対する加工が、カッター等の切削工具による粗加工であり、さらに、砥石等の研削工具で翼形成部2aを精密加工する場合には、加工工具を研削工具に替えた後、粗加工で形成された翼面を研削工具で以上と同様に研削する。すなわち、粗加工で形成された翼部の正圧面と負圧面とのうち、下側を向く一方の面を支持具10で支持しつつ、上側を向く他方の面を研削工具で研削する。次に、第二把持移動機構53bを反転させて、前述の一方の面を上に向け、前述の他方の面を下に向ける。次に、下側を向く他方の面を支持具10で支持し、上側を向く一方の面を研削工具で研削する。
カッター等の切削工具による粗加工後、又は砥石等の研削工具による仕上加工後、さらに、弾性砥石等の研磨工具で研磨加工を行う場合には、加工工具を研磨工具に替えた後、前述の精密加工と同様に、各翼面を研磨する。
以上のように、研削工具による精密加工を行う場合には、この精密加工が終了した後、この研削工具をドレッシング工具を用いて、研削工具の表面形状を整え、次に、別の翼素材1aを加工する際に備えておくことが好ましい。この場合、制御器100は、ドレッシングによる研削工具の工具径の変化量を補正値として記憶しておき、次に別の翼素材1aをこの研削工具で加工する際、翼素材1aに対する研削工具の相対位置をこの補正で補正することが好ましい。
以上のように、本実施形態では、翼素材1aの両端部のうち、一方の端部を第一ワーク把持機52aで把持した状態で、他方の端部側に取付部3を形成する。その後、他方の端部側の取付部3を第二ワーク把持機52bで把持した状態で、一方の端部側に翼部2を形成する。このため、本実施形態では、翼素材1aから翼1を加工する過程で、翼1を構成しない固定部を別途形成する必要がない。しかも、本実施形態では、上記のように、翼素材1aを第一ワーク把持機52aから第二ワーク把持機52bへ受け渡すことで、一台の加工装置Mで翼1を一貫加工することができる。このため、翼素材1aから翼1を形成する過程で、翼素材1aを複数台の加工装置に移し替える必要がない。例えば、一台の加工装置で翼素材から取付部3を形成した後、この翼素材をこの加工装置から外し、他の加工装置にこの翼素材を取り付けてから、この他の加工装置でこの翼素材から翼部2を形成する必要がない。
従って、本実施形態では、翼1の製造リードタイムを短くすることができる。
しかも、本実施形態では、一台の加工装置Mで、翼1を一貫加工できるため、加工された翼1の品質管理の負荷を軽減することができる。
また、本実施形態では、翼部加工工程(S25)では、中間素材1b,1cの取付部3を第二ワーク把持機52bで把持しつつ、中間素材1b,1cの翼形成部2aを下から支持具10で支持して、この翼形成部2aを加工する。このため、本実施形態では、長尺物である中間素材1b,1cを安定支持している状態で、翼形成部2aを加工するので、加工中における加工部分のビビリ振動(Chatter Vibration)を抑えることができる。この結果、本実施形態では、ビビリ振動に伴う、加工済み面の表面粗さの荒れ、及び加工工具Tの損傷等を抑えることができる。
なお、上記実施形態では、翼形成品1dを加工工具Tで加工している際、翼形成品1dの長手方向Dwは、ピン延在方向Dpに対して垂直な方向である。しかしながら、翼形成品1dを加工している際、翼形成品1dの長手方向Dwは、ピン延在方向Dpに対して垂直な方向成分を有する方向であれば、垂直な方向でなくてもよい。
また、上記実施形態において、翼素材1a中の取付形成部3aを加工工具Tで加工している際も、この取付形成部3aを下方から支持具10で支持するようにしてもよい。
また、上記実施形態において、加工装置Mが、複数の工具駆動機構54及び複数の工具移動機構55を備えている場合、第一工具駆動機構及び第一工具移動機構の駆動で取付部3を加工し、第二工具駆動機構及び第二工具移動機構の駆動で翼部2を加工してもよい。
本発明に係る一態様では、翼の製造リードタイムを短くすることができる。
1:翼、1a:翼素材、1b:第一中間素材、1c:第二中間素材、1d:翼形成品、2:翼部、2a:翼形成部、3:取付部、3a:取付形成部、10:支持具、11:シリンダ台、12:流路、13:主流路、14:分岐流路、20:サポートシリンダ、21:ピン、25:ケーシング、26:シリンダ室、28:流入口、29:流体室、31:追従機構、32:ガイドロッド、33:バネ、35:ピン拘束機構、36:コレット、40:流体供給器、51:ベース、52a:第一ワーク把持機、52b:第二ワーク把持機、53a:第一把持移動機構、53b:第二把持移動機構、54:工具駆動機構、55:工具移動機構、56:工具ステーション、57:支持具移動機構、100:制御器、101:CPU、102:メモリ、105:装置インタフェース、110:補助記憶装置、112:加工順序制御プログラム、113:第一把持プログラム、114:第二把持プログラム、115:取付部加工プログラム、116:翼部加工プログラム、117:支持プログラム
Claims (6)
- 一方向に長い翼部と、前記翼部の前記一方向の端に設けられている取付部とを有する翼の加工方法において、
ベースと、加工対象を把持する複数のワーク把持機と、前記複数のワーク把持機毎に前記ベースに設けられ、前記ワーク把持機の向き及び位置を変える把持移動機構と、加工対象を加工する加工工具が装着され、前記加工工具を駆動する一以上の工具駆動機構と、前記一以上の工具駆動機構毎に前記ベースに設けられ、前記工具駆動機構で少なくとも前記加工工具が装着される部分の向き及び位置を変える工具移動機構と、を備える加工装置を用い、
前記複数のワーク把持機のうちの第一ワーク把持機に、素材中で前記翼部となる翼形成部を把持させる第一把持工程と、
前記一以上の工具駆動機構のうち、いずれかの工具駆動機構及び前記工具駆動機構に対する前記工具移動機構を駆動させて、前記第一ワーク把持機に把持されている前記素材中で前記取付部となる取付形成部を加工させて、前記取付部を形成させる取付部加工工程と、
前記取付部加工工程後に、前記複数のワーク把持機のうちの第二ワーク把持機に、前記取付部を把持させる第二把持工程と、
前記第二把持工程後に、前記第一ワーク把持機による前記翼形成部の把持を解除させる第一把持解除工程と、
前記第一把持解除工程後に、前記一以上の工具駆動機構のうち、いずれかの工具駆動機構及び前記工具駆動機構に対する前記工具移動機構を駆動させて、前記第二ワーク把持機で把持されている前記素材中の前記翼形成部を加工させて、前記翼部を形成させる翼部加工工程と、
を実行する翼の加工方法。 - 請求項1に記載の翼の加工方法において、
前記第二ワーク把持機により前記取付部が把持されている前記素材の前記一方向を水平方向成分を含む方向に向かせた状態で、前記翼部加工工程を実行し、
前記翼部加工工程の実行中、前記第二ワーク把持機により前記取付部が把持されている前記素材における前記翼形成部の下側から前記翼形成部を支持具で支持する支持工程を実行する、
翼の加工方法。 - 一方向に長い翼部と、前記翼部の前記一方向の端に設けられている取付部とを有する翼の加工装置において、
ベースと、
加工対象を把持する複数のワーク把持機と、
前記複数のワーク把持機毎に前記ベースに設けられ、前記ワーク把持機の向き及び位置を変える把持移動機構と、
加工対象を加工する加工工具が装着され、前記加工工具を駆動する一以上の工具駆動機構と、
前記一以上の工具駆動機構毎に前記ベースに設けられ、前記工具駆動機構で少なくとも前記加工工具が装着される部分の向き及び位置を変える工具移動機構と、
前記複数のワーク把持機、前記複数のワーク把持機毎の前記把持移動機構、前記一以上の工具駆動機構、及び前記一以上の工具駆動機構毎の前記工具移動機構の動作を制御する制御器と、
を備え、
前記制御器は、
前記複数のワーク把持機のうちの第一ワーク把持機が素材中で前記翼部となる翼形成部を把持している状態で、前記一以上の工具駆動機構のうち、いずれかの工具駆動機構及び前記工具駆動機構に対する前記工具移動機構を駆動させて、前記第一ワーク把持機に把持されている前記素材中で前記取付部となる取付形成部を加工させて、前記取付部を形成させる取付部加工工程と、
前記取付部加工工程後に、前記複数のワーク把持機のうちの第二ワーク把持機に、前記取付部を把持させる第二把持工程と、
前記第二把持工程後に、前記第一ワーク把持機による前記翼形成部の把持を解除させる第一把持解除工程と、
前記第一把持解除工程後に、前記一以上の工具駆動機構のうち、いずれかの工具駆動機構及び前記工具駆動機構に対する前記工具移動機構を駆動させて、前記第二ワーク把持機で把持されている前記素材中の前記翼形成部を加工させて、前記翼部を形成させる翼部加工工程と、
を実行する制御実行部を有する、
翼の加工装置。 - 請求項3に記載の翼の加工装置において、
前記素材を下側から支持する支持具を備え、
前記制御実行部は、
前記第二ワーク把持機に対する前記把持移動機構により、前記第二ワーク把持機により前記取付部が把持されている前記素材の前記一方向を水平方向成分を含む方向に向かせた状態にさせて、前記状態で前記翼部加工工程を実行し、
前記翼部加工工程の実行中、前記第二ワーク把持機により前記取付部が把持されている前記素材における前記翼形成部の下側から前記翼形成部を前記支持具で支持させる支持工程を実行する、
翼の加工装置。 - 請求項4に記載の翼の加工装置において、
前記支持具は、前記素材の下側から前記素材を支持する複数のシリンダと、複数のシリンダが取り付けられているシリンダ台と、を備え、
前記シリンダは、ピンと、前記ピンが延びているピン延在方向に変位可能に前記ピンの基端部を覆うケーシングと、前記ピンの先端側に配置された前記素材の表面に前記ピンの先端部が接触するよう、前記ピン延在方向における前記素材の表面の位置に前記ピン延在方向における前記ピンの位置を追従させる追従機構と、前記ケーシングに対する前記ピンの前記ピン延在方向における相対位置を拘束するピン拘束機構と、を有し、
複数の前記シリンダのそれぞれの前記ケーシングは、前記シリンダ台に固定されている、
翼の加工装置。 - 一方向に長い翼部と、前記翼部の前記一方向の端に設けられている取付部とを有する翼の加工装置の加工順序制御プログラムにおいて、
前記加工装置は、ベースと、加工対象を把持する複数のワーク把持機と、前記複数のワーク把持機毎に前記ベースに設けられ、前記ワーク把持機の向き及び位置を変える把持移動機構と、加工対象を加工する加工工具が装着され、前記加工工具を駆動する一以上の工具駆動機構と、前記一以上の工具駆動機構毎に前記ベースに設けられ、前記工具駆動機構で少なくとも前記加工工具が装着される部分の向き及び位置を変える工具移動機構と、前記複数のワーク把持機、前記複数のワーク把持機毎の前記把持移動機構、前記一以上の工具駆動機構、及び前記一以上の工具駆動機構毎の前記工具移動機構の動作を制御する制御器と、を備えており、
前記制御器に、
前記複数のワーク把持機のうちの第一ワーク把持機が素材中で前記翼部となる翼形成部を把持している状態で、前記一以上の工具駆動機構のうち、いずれかの工具駆動機構及び前記工具駆動機構に対する前記工具移動機構を駆動させて、前記第一ワーク把持機に把持されている前記素材中で前記取付部となる取付形成部を加工させて、前記取付部を形成させる取付部加工プログラムの実行を指示する第一加工指示工程と、
前記取付部が形成された後、前記複数のワーク把持機のうちの第二ワーク把持機に、前記取付部を把持させる第二把持プログラムの実行を指示する第二把持指示工程と、
前記第二ワーク把持機が前記取付部を把持した後に、前記第一ワーク把持機による前記翼形成部の把持を解除させる第一把持プログラムの実行を指示する第一把持解除指示工程と、
前記第一ワーク把持機が前記翼形成部の把持を解除した後に、前記一以上の工具駆動機構のうち、いずれかの工具駆動機構及び前記工具駆動機構に対する前記工具移動機構を駆動させて、前記第二ワーク把持機で把持されている前記素材中の前記翼形成部を加工させて、前記翼部を形成させる翼部加工プラグラムの実行を指示する第二加工指示工程と、
を実行させる加工順序制御プログラム。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020177027299A KR102004075B1 (ko) | 2015-04-08 | 2016-04-06 | 날개의 가공 방법, 날개의 가공 장치, 이러한 가공 장치의 가공 순서 제어 프로그램 |
| CN201680018988.1A CN107405698B (zh) | 2015-04-08 | 2016-04-06 | 叶片的加工方法及加工装置以及计算机可读取的存储介质 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015079366A JP6214593B2 (ja) | 2015-04-08 | 2015-04-08 | 翼の加工方法、翼の加工装置、この加工装置の加工順序制御プログラム |
| JP2015-079366 | 2015-04-08 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016163408A1 true WO2016163408A1 (ja) | 2016-10-13 |
Family
ID=57073104
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/061285 WO2016163408A1 (ja) | 2015-04-08 | 2016-04-06 | 翼の加工方法、翼の加工装置、この加工装置の加工順序制御プログラム |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6214593B2 (ja) |
| KR (1) | KR102004075B1 (ja) |
| CN (1) | CN107405698B (ja) |
| WO (1) | WO2016163408A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110587008A (zh) * | 2019-07-31 | 2019-12-20 | 范金忠 | 一种汽轮机动叶片四轴联动铣床 |
| WO2023247056A1 (de) * | 2022-06-24 | 2023-12-28 | Hemo Ag | Verfahren und vorrichtung zum umspannen eines werkstücks zwischen zwei schraubstöcken |
| US11873118B2 (en) | 2020-06-04 | 2024-01-16 | Pacific Propeller International, LLC | System and method for improved cycle time milling and inspection |
| IT202200023562A1 (it) * | 2022-11-16 | 2024-05-16 | Mec Carp S R L | Sistema di supporto e movimentazione di semilavorati da lavorare |
| EP4431227A1 (en) * | 2023-03-14 | 2024-09-18 | RTX Corporation | Spindles peening offset fixture for cnc turning |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| HUE047520T2 (hu) * | 2016-11-29 | 2020-04-28 | Gf Machining Solutions Ag | Eljárás turbinalapátok forgácsoló megmunkálására |
| KR101858891B1 (ko) * | 2017-01-17 | 2018-06-28 | 두산중공업 주식회사 | 도브테일 가공 지그 |
| KR101862980B1 (ko) * | 2017-01-25 | 2018-05-31 | 두산중공업 주식회사 | 도브테일 가공 지그 |
| JP6351802B1 (ja) | 2017-06-28 | 2018-07-04 | 三菱日立パワーシステムズ株式会社 | 長尺材に自由曲面を加工する方法 |
| CN109894827A (zh) * | 2019-04-12 | 2019-06-18 | 常州凯度机电有限公司 | 一种汽轮机叶片四轴联动铣床加工方法 |
| CN110936191B (zh) * | 2019-12-10 | 2021-01-26 | 南京航空航天大学 | 一种车铣加工机床用叶片加工振动控制装置及方法 |
| KR102127519B1 (ko) * | 2020-01-17 | 2020-06-26 | 주식회사 혜성하이테크 | 블레이드 가공시스템 |
| CN112247613A (zh) * | 2020-09-14 | 2021-01-22 | 江苏大学 | 一种用于加工汽轮机静叶片端面圆弧的装夹工装及其使用方法 |
| JP7373681B1 (ja) | 2022-09-05 | 2023-11-02 | 株式会社駿河生産プラットフォーム | 治具装置、及び治具ユニット |
| JP7360574B1 (ja) | 2022-09-05 | 2023-10-13 | 株式会社駿河生産プラットフォーム | 治具装置、及び治具ユニット |
| WO2024053128A1 (ja) * | 2022-09-05 | 2024-03-14 | 株式会社駿河生産プラットフォーム | 治具装置、及び治具ユニット |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58146634U (ja) * | 1982-03-29 | 1983-10-03 | 株式会社東芝 | 工作物の支持装置 |
| JPH03234434A (ja) * | 1990-02-09 | 1991-10-18 | Suzuki Motor Corp | ワーク位置決め装置 |
| JPH06297222A (ja) * | 1993-04-09 | 1994-10-25 | Hitachi Ltd | 工作物支持装置およびそれを用いた工作機械 |
| JPH07214440A (ja) * | 1994-02-02 | 1995-08-15 | Ohashi Kogyo Kk | ブレード等弾性特性加工品のチャッキング装置 |
| EP0999002A1 (de) * | 1998-11-06 | 2000-05-10 | Gildemeister Drehmaschinen GmbH | Drehmaschine mit Gegenspindel |
| JP2005279793A (ja) * | 2004-03-29 | 2005-10-13 | Institute Of Physical & Chemical Research | 予圧サポートとこれを用いた薄肉部材の超精密加工方法 |
| JP2008023611A (ja) * | 2006-07-18 | 2008-02-07 | Miyano:Kk | 複合nc旋盤 |
| JP3172627U (ja) * | 2011-10-07 | 2012-01-05 | 伊藤 幸男 | タービンブレードの両端把持装置 |
| US20130269189A1 (en) * | 2010-09-24 | 2013-10-17 | Starragheckert Ag | Method and Device for Machining Elongate Workpieces that are not Rotationally Symmetrical in the Form of Tubine Blades |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN201009089Y (zh) * | 2006-12-08 | 2008-01-23 | 北京机电院高技术股份有限公司 | 一种五轴联动叶片加工中心机构 |
| GB0711697D0 (en) | 2007-06-16 | 2007-07-25 | Rolls Royce Plc | Method of manufacture |
| CN202224993U (zh) * | 2011-08-04 | 2012-05-23 | 德阳钰鑫机械制造有限公司 | 一种加工大型汽轮机组动叶片型面时的专用工装 |
-
2015
- 2015-04-08 JP JP2015079366A patent/JP6214593B2/ja active Active
-
2016
- 2016-04-06 WO PCT/JP2016/061285 patent/WO2016163408A1/ja active Application Filing
- 2016-04-06 CN CN201680018988.1A patent/CN107405698B/zh active Active
- 2016-04-06 KR KR1020177027299A patent/KR102004075B1/ko active IP Right Grant
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58146634U (ja) * | 1982-03-29 | 1983-10-03 | 株式会社東芝 | 工作物の支持装置 |
| JPH03234434A (ja) * | 1990-02-09 | 1991-10-18 | Suzuki Motor Corp | ワーク位置決め装置 |
| JPH06297222A (ja) * | 1993-04-09 | 1994-10-25 | Hitachi Ltd | 工作物支持装置およびそれを用いた工作機械 |
| JPH07214440A (ja) * | 1994-02-02 | 1995-08-15 | Ohashi Kogyo Kk | ブレード等弾性特性加工品のチャッキング装置 |
| EP0999002A1 (de) * | 1998-11-06 | 2000-05-10 | Gildemeister Drehmaschinen GmbH | Drehmaschine mit Gegenspindel |
| JP2005279793A (ja) * | 2004-03-29 | 2005-10-13 | Institute Of Physical & Chemical Research | 予圧サポートとこれを用いた薄肉部材の超精密加工方法 |
| JP2008023611A (ja) * | 2006-07-18 | 2008-02-07 | Miyano:Kk | 複合nc旋盤 |
| US20130269189A1 (en) * | 2010-09-24 | 2013-10-17 | Starragheckert Ag | Method and Device for Machining Elongate Workpieces that are not Rotationally Symmetrical in the Form of Tubine Blades |
| JP3172627U (ja) * | 2011-10-07 | 2012-01-05 | 伊藤 幸男 | タービンブレードの両端把持装置 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110587008A (zh) * | 2019-07-31 | 2019-12-20 | 范金忠 | 一种汽轮机动叶片四轴联动铣床 |
| CN110587008B (zh) * | 2019-07-31 | 2021-01-15 | 帕马(上海)机床有限公司 | 一种汽轮机动叶片四轴联动铣床 |
| US11873118B2 (en) | 2020-06-04 | 2024-01-16 | Pacific Propeller International, LLC | System and method for improved cycle time milling and inspection |
| WO2023247056A1 (de) * | 2022-06-24 | 2023-12-28 | Hemo Ag | Verfahren und vorrichtung zum umspannen eines werkstücks zwischen zwei schraubstöcken |
| IT202200023562A1 (it) * | 2022-11-16 | 2024-05-16 | Mec Carp S R L | Sistema di supporto e movimentazione di semilavorati da lavorare |
| EP4371699A1 (en) * | 2022-11-16 | 2024-05-22 | Mec. Carp. S.r.l. | System for supporting and moving semi-finished products to be machined |
| EP4431227A1 (en) * | 2023-03-14 | 2024-09-18 | RTX Corporation | Spindles peening offset fixture for cnc turning |
| US12109622B1 (en) | 2023-03-14 | 2024-10-08 | Rtx Corporation | Spindles peening offset fixture for CNC turning |
Also Published As
| Publication number | Publication date |
|---|---|
| CN107405698A (zh) | 2017-11-28 |
| KR102004075B1 (ko) | 2019-07-25 |
| CN107405698B (zh) | 2019-05-03 |
| KR20170119721A (ko) | 2017-10-27 |
| JP2016198837A (ja) | 2016-12-01 |
| JP6214593B2 (ja) | 2017-10-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2016163408A1 (ja) | 翼の加工方法、翼の加工装置、この加工装置の加工順序制御プログラム | |
| JP5613864B2 (ja) | 加工装置 | |
| JP6773712B2 (ja) | ロボット加工システム | |
| JP2006297520A (ja) | 多軸球面研削装置及び研削方法 | |
| JP6487373B2 (ja) | ワーク固定装置 | |
| WO2016163405A1 (ja) | 支持方法、加工方法、及びこれらの方法を実行する装置 | |
| JP6407810B2 (ja) | 加工ツール回転数とワーク送り速度とを調整する加工システム | |
| CN108115209B (zh) | 涡轮叶片的切削加工的方法 | |
| US11517991B2 (en) | Machine tool including vibration restriction means | |
| JP2010142924A (ja) | 超仕上げ装置 | |
| US20200238465A1 (en) | Machine tool | |
| CN207564241U (zh) | 一种机床及其抛毛刺机构 | |
| JP6927779B2 (ja) | 加工装置及びそれを用いた加工方法 | |
| JP2019155540A (ja) | 加工装置およびそれを用いる加工方法 | |
| JP2010208004A (ja) | ホーニング加工方法及び装置 | |
| TW201711787A (zh) | 工具機之夾持裝置 | |
| JP2019038067A (ja) | 工作機械、工具、および、制御プログラム | |
| JP6379491B2 (ja) | 工作機械 | |
| JP7156897B2 (ja) | 工作機械 | |
| JP2017170601A (ja) | クーラントノズル自動交換装置 | |
| JP2013006224A (ja) | 工作機械 | |
| JP4020832B2 (ja) | 宝石類の外面研削装置 | |
| JP6405115B2 (ja) | 孔加工方法、シリンダブロックの製造方法および孔加工機 | |
| JP2021171876A (ja) | 加工機及び加工方法 | |
| KR20160013463A (ko) | 정밀 멀티성형드레싱 가공장치 및 가공방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16776574 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20177027299 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 16776574 Country of ref document: EP Kind code of ref document: A1 |