JP2010208004A - ホーニング加工方法及び装置 - Google Patents
ホーニング加工方法及び装置 Download PDFInfo
- Publication number
- JP2010208004A JP2010208004A JP2009060165A JP2009060165A JP2010208004A JP 2010208004 A JP2010208004 A JP 2010208004A JP 2009060165 A JP2009060165 A JP 2009060165A JP 2009060165 A JP2009060165 A JP 2009060165A JP 2010208004 A JP2010208004 A JP 2010208004A
- Authority
- JP
- Japan
- Prior art keywords
- honing
- connecting rod
- workpiece
- jig
- grindstone
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Landscapes
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
【課題】高精度のホーニング加工が可能であり、かつ、ワーク全体の精度を保証できるホーニング加工方法及び装置を提供することを課題とする。
【解決手段】本実施形態のホーニング加工方法は、外周部に、径方向に向けて出没可能な砥石11・11・・・を有するホーニングツール10を用いて、各砥石11をコンロッド2の大端孔3内で拡張させて芯出しした後、コンロッド2を治具20により所定のクランプ力でクランプした状態で、ホーニングツール10の主軸13を回転させることによってホーニング加工を開始する。このとき、主軸13の初動回転時の各砥石11の拡張圧を、治具20によりクランプされたコンロッド2が、初動回転時に相対変位を生じない圧力(芯出し圧P1)に設定する。
【選択図】図5
【解決手段】本実施形態のホーニング加工方法は、外周部に、径方向に向けて出没可能な砥石11・11・・・を有するホーニングツール10を用いて、各砥石11をコンロッド2の大端孔3内で拡張させて芯出しした後、コンロッド2を治具20により所定のクランプ力でクランプした状態で、ホーニングツール10の主軸13を回転させることによってホーニング加工を開始する。このとき、主軸13の初動回転時の各砥石11の拡張圧を、治具20によりクランプされたコンロッド2が、初動回転時に相対変位を生じない圧力(芯出し圧P1)に設定する。
【選択図】図5
Description
本発明は、ホーニング加工方法及び装置に関する。
表面の面精度、真円度等に高い精度が要求されるワークの孔部分(以下、「ワーク孔」)の内周面の仕上げ加工に際して、ホーニングツールを用いてその内周面を研磨し、所望の面精度、真円度を得るホーニング加工が広く用いられている。ホーニング加工の際には、ワーク孔の貫通方向に向けたクランプ力を発生させる治具を用いて、ワークをクランプした状態で加工が行われる(例えば、特許文献1参照。)。
高精度部位として構成されるワーク孔の一例として、エンジンのピストン往復動をクランクシャフトに伝達する「コンロッドの大端孔」がある。コンロッドの大端孔には、クランクシャフトが回転自在に貫装されるため、大端孔の面精度及び真円度がエンジン性能に大きく関与する。このため、コンロッドの大端孔の内周面の仕上げ加工には、特に高い精度が求められている。
高精度部位として構成されるワーク孔の一例として、エンジンのピストン往復動をクランクシャフトに伝達する「コンロッドの大端孔」がある。コンロッドの大端孔には、クランクシャフトが回転自在に貫装されるため、大端孔の面精度及び真円度がエンジン性能に大きく関与する。このため、コンロッドの大端孔の内周面の仕上げ加工には、特に高い精度が求められている。
特許文献1には、ホーニングツールの砥石を拡張させ、ワーク孔の内周面に接触させて芯出しした後、治具でワークをクランプした状態でホーニング加工を行う技術が開示されている。これによれば、ワークを精度良く位置決めできるので、加工しろが少ない場合でもワークと治具との直交度を確保でき、高精度のホーニング加工が可能となる。
しかしながら、特許文献1に開示されるホーニング加工方法では、芯出し後の砥石回転の初動トルクに治具のクランプ力が負け、ワークが回転してしまう可能性がある。
しかしながら、特許文献1に開示されるホーニング加工方法では、芯出し後の砥石回転の初動トルクに治具のクランプ力が負け、ワークが回転してしまう可能性がある。
特に量産工程では、ワークをコンロッド等の棒状部材(長尺、かつ、一端が被加工端となる部材)とした場合、ワークの被加工端と反対側の端部を別途のガイド部材に接触させることにより、一端側の位置精度を確保して、ワークの位置決め精度を向上する技術が用いられている。
そのため、ホーニング加工時にワークに回転トルクが付加された場合、上述のように接触側端部によりワークの回転が規制されているため、ワークに曲げ応力が発生して変形してしまい、変形状態のままホーニング加工が施されることとなる。このようにホーニング加工が行われると、治具のクランプを解除した後に、前記曲げ応力が解除され、真円形状にホーニング加工されたワーク孔が楕円形状に変形する不具合があった。
そのため、ホーニング加工時にワークに回転トルクが付加された場合、上述のように接触側端部によりワークの回転が規制されているため、ワークに曲げ応力が発生して変形してしまい、変形状態のままホーニング加工が施されることとなる。このようにホーニング加工が行われると、治具のクランプを解除した後に、前記曲げ応力が解除され、真円形状にホーニング加工されたワーク孔が楕円形状に変形する不具合があった。
一方、治具によるクランプ力を大きくすると、ワークの回転を抑制できるが、背反として、ワークのクランプ方向(ワーク孔の貫通方向)での真直度が規格から外れるため、クランプ力を変更することによって上記不具合を解消することは適切ではない。また、量産の観点からは、治具に対して大きな変更を加えることはラインの変更に繋がるためコスト的にも好ましくない。
上述のように、高精度部位に対するホーニング加工では、ワークを押さえる治具のクランプ力、ホーニングツールの砥石拡張圧等の影響で必ずしもワーク全体の精度(特にワーク孔の真円度及びワークの真直度)が保証されないという課題が残っている。
上述のように、高精度部位に対するホーニング加工では、ワークを押さえる治具のクランプ力、ホーニングツールの砥石拡張圧等の影響で必ずしもワーク全体の精度(特にワーク孔の真円度及びワークの真直度)が保証されないという課題が残っている。
本発明は、高精度のホーニング加工が可能であり、かつ、ワーク全体の精度(特にワーク孔の真円度及びワークの真直度)を保証できるホーニング加工方法及び装置を提供することを課題とする。
請求項1に記載のホーニング加工方法は、外周部に、径方向に向けて出没可能な砥石を有するホーニングツールを用いて、当該砥石をワークの孔内で拡張させて芯出しした後、前記ワークを所定のクランプ力でクランプした状態で、前記ホーニングツールを回転させることによってホーニング加工するホーニング加工方法であって、前記ホーニングツールの初動回転時の砥石拡張圧を、クランプされた前記ワークが、前記初動回転時に相対変位を生じない圧力に設定する。
請求項2に記載のホーニング加工装置は、ワークの孔の内周面をホーニング加工するホーニング加工装置であって、外周部に、径方向に向けて出没可能な砥石を有し、当該砥石を突出させた状態で回転することにより前記ワークの孔の内周面を研削するホーニングツールと、前記ワークを、前記ワークの孔の貫通方向に向けてクランプする治具と、前記ホーニングツール及び前記治具の作動を制御する制御装置とを具備し、前記制御装置は、前記砥石を前記ワークの孔内で拡張させて芯出しした後、前記ワークを所定のクランプ力でクランプした状態で、前記ホーニングツールを回転させる際の、前記ホーニングツールの初動回転時の砥石拡張圧を、前記治具によりクランプされた前記ワークが、前記初動回転時に相対変位を生じない圧力に設定する。
本発明のホーニング加工方法及び装置によれば、高精度のホーニング加工が可能であり、かつ、ワーク全体の精度(特にワーク孔の真円度及びワークの真直度)を保証できる。
以下では、図1〜図4を参照して、本発明に係るホーニング加工装置の実施の一形態であるホーニング加工装置1について説明する。
ホーニング加工装置1は、ワークであるコンロッド2の仕上げ工程に用いられる研削装置であり、コンロッド2の大端孔3の内周面を研磨する。
コンロッド2は、一端に大端孔3が形成され、大端孔3の反対端に小端孔4が形成される棒状の部材である。これら大端孔3及び小端孔4は貫通孔として形成されており、大端孔3には、エンジンのクランクシャフトが回転自在に貫装され、大端孔3の内周面はクランクシャフトとの摺動面を形成する。
ホーニング加工装置1は、ワークであるコンロッド2の仕上げ工程に用いられる研削装置であり、コンロッド2の大端孔3の内周面を研磨する。
コンロッド2は、一端に大端孔3が形成され、大端孔3の反対端に小端孔4が形成される棒状の部材である。これら大端孔3及び小端孔4は貫通孔として形成されており、大端孔3には、エンジンのクランクシャフトが回転自在に貫装され、大端孔3の内周面はクランクシャフトとの摺動面を形成する。
図1に示すように、ホーニング加工装置1は、コンロッド2に仕上げ加工を施すライン5に備えられている。
ライン5は、量産ラインであり、ホーニング加工装置1に加えて、コンロッド2・2・・・を連続的に搬送する搬送装置6、コンロッド2の大端孔3と反対側の端部に配される小端孔4側の側面に接触することによって、搬送装置6により搬送されるコンロッド2をガイドするとともに、コンロッド2をホーニング加工装置1に対して所定の姿勢に保持するガイド7等を含む。
ライン5では、コンロッド2がガイド7によって所定の姿勢に保持されつつ、ホーニング加工装置1によってホーニング加工される。つまり、ライン5は、ガイド7によってコンロッド2の大端孔3の孔位置をホーニング加工装置1に対して所定の加工位置に位置決めしつつ、搬送装置6によりコンロッド2を搬送し、コンロッド2・2・・・の各大端孔3に対して連続的にホーニング加工を行う。
ライン5は、量産ラインであり、ホーニング加工装置1に加えて、コンロッド2・2・・・を連続的に搬送する搬送装置6、コンロッド2の大端孔3と反対側の端部に配される小端孔4側の側面に接触することによって、搬送装置6により搬送されるコンロッド2をガイドするとともに、コンロッド2をホーニング加工装置1に対して所定の姿勢に保持するガイド7等を含む。
ライン5では、コンロッド2がガイド7によって所定の姿勢に保持されつつ、ホーニング加工装置1によってホーニング加工される。つまり、ライン5は、ガイド7によってコンロッド2の大端孔3の孔位置をホーニング加工装置1に対して所定の加工位置に位置決めしつつ、搬送装置6によりコンロッド2を搬送し、コンロッド2・2・・・の各大端孔3に対して連続的にホーニング加工を行う。
図2及び図3に示すように、ホーニング加工装置1は、ワークに研削加工を施す研削工具であるホーニングツール10、ワークを所定の箇所に保持する治具20、ホーニングツール10及び治具20の作動を制御する制御装置30等を具備する。
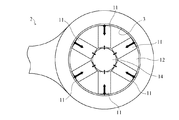
図2及び図4に示すように、ホーニングツール10は、研削加工を施す複数の砥石11・11・・・、砥石11・11・・・を保持する保持体12、保持体12を支持する主軸13、保持体12に保持される砥石11・11・・・を径方向に拡張・縮小する砥石拡張機構14、主軸13を軸方向に伸縮させる油圧シリンダ、主軸13を回転駆動する回転駆動体(共に図2及び図4においては不図示)等を有する。
複数の砥石11・11・・・は、外周面が研削面として形成され、ワークであるコンロッド2の大端孔3の内周面を研削する部材である。各砥石11は、保持体12の周方向に等間隔に配置され、かつ、保持体12の径方向に出没自在に設けられている。
なお、図4では説明の便宜上砥石11の個数を6個としているが、これに限定されるものではなく、ホーニング加工装置1の設備規模、加工対象の大きさ等に応じて適宜選択可能である。
なお、図4では説明の便宜上砥石11の個数を6個としているが、これに限定されるものではなく、ホーニング加工装置1の設備規模、加工対象の大きさ等に応じて適宜選択可能である。
保持体12は、砥石11・11・・・を出没自在に保持する円筒状の部材である。保持体12における各砥石11の保持部は、例えば、砥石11の形状に応じた形状を有する切り欠きとして保持体12の外周部に形成されており、各砥石11を、砥石11の保持体12の外周面からの突出量を変更可能に保持している。
保持体12は、主軸13の先端(図2において下端)に固定・支持されている。主軸13は、前記油圧シリンダのシリンダロッドに固定されているとともに、前記回転駆動体の駆動力を伝達可能に構成されている。これら油圧シリンダ及び回転駆動体は、図3に示すように制御装置30と電気的に接続されており、制御装置30からの制御信号を受けて、(1)油圧シリンダが駆動されることにより主軸13を軸方向に移動させて保持体12の突出位置(図2において上下位置)を変更し、(2)回転駆動体が回転駆動されることにより主軸13を回転駆動させて保持体12が回転される。
保持体12は、主軸13の先端(図2において下端)に固定・支持されている。主軸13は、前記油圧シリンダのシリンダロッドに固定されているとともに、前記回転駆動体の駆動力を伝達可能に構成されている。これら油圧シリンダ及び回転駆動体は、図3に示すように制御装置30と電気的に接続されており、制御装置30からの制御信号を受けて、(1)油圧シリンダが駆動されることにより主軸13を軸方向に移動させて保持体12の突出位置(図2において上下位置)を変更し、(2)回転駆動体が回転駆動されることにより主軸13を回転駆動させて保持体12が回転される。
砥石拡張機構14は、保持体12内に備えられ、保持体12の内部から前記保持部を介して、砥石11・11・・・に対して所定の圧力(拡張圧)を付与するものである。また、砥石拡張機構14から砥石11・11・・・に対する拡張圧の付与を解除することによって、砥石11・11・・・が保持体12内に没入する。
砥石拡張機構14は、砥石11・11・・・の突出量(拡張量)を調整可能であり、砥石11・11・・・によるホーニング加工量(拡張径)を調整する。具体的には、図3に示すように、砥石拡張機構14は、制御装置30と電気的に接続されており、制御装置30からの制御信号を受けて、砥石11・11・・・を保持体12の径方向に所定の拡張圧にて拡張可能、かつ、砥石11・11・・・を保持体12の径方向に所定の突出量だけ突出可能に構成されている。
このような砥石拡張機構14としては、公知のテーパコーン等を用いた構成が適用可能である。
砥石拡張機構14は、砥石11・11・・・の突出量(拡張量)を調整可能であり、砥石11・11・・・によるホーニング加工量(拡張径)を調整する。具体的には、図3に示すように、砥石拡張機構14は、制御装置30と電気的に接続されており、制御装置30からの制御信号を受けて、砥石11・11・・・を保持体12の径方向に所定の拡張圧にて拡張可能、かつ、砥石11・11・・・を保持体12の径方向に所定の突出量だけ突出可能に構成されている。
このような砥石拡張機構14としては、公知のテーパコーン等を用いた構成が適用可能である。
治具20は、コンロッド2の大端孔3の貫通方向(図2において上下方向)に向けて、所定のクランプ力でコンロッド2をクランプする。より厳密には、治具20は、適宜の昇降機構(図3参照)によりコンロッド2の大端孔3の貫通方向に向けて往復動可能に構成されており、コンロッド2の端面と当接しつつ、コンロッド2を搬送装置6に向けて押圧力を付与することによって、治具20と搬送装置6とによってコンロッド2を挟持する。また、押圧力を解除し、コンロッド2と離間する方向に移動させることで、コンロッド2をアンクランプする。
治具20は、コンロッド2の大端孔3の内径より大きい内径を有する円筒状の部材であり、大端孔3の貫通方向と同一方向に開口している。治具20は、ライン5内で搬送装置6によって搬送されてくるコンロッド2と対向するように配置されており、対向する端面の略全域に当接可能である。
また、治具20は、ホーニングツール10の加工位置に配置されており、かつ、ホーニングツール10とコンロッド2との間に配置されている。治具20の内部空間には、ホーニングツール10の保持体12が軸方向に移動自在に挿入される。このようにして、ホーニングツール10とコンロッド2との間に治具20を介在させつつ、ホーニングツール10とコンロッド2との接触を可能としている。
治具20は、コンロッド2の大端孔3の内径より大きい内径を有する円筒状の部材であり、大端孔3の貫通方向と同一方向に開口している。治具20は、ライン5内で搬送装置6によって搬送されてくるコンロッド2と対向するように配置されており、対向する端面の略全域に当接可能である。
また、治具20は、ホーニングツール10の加工位置に配置されており、かつ、ホーニングツール10とコンロッド2との間に配置されている。治具20の内部空間には、ホーニングツール10の保持体12が軸方向に移動自在に挿入される。このようにして、ホーニングツール10とコンロッド2との間に治具20を介在させつつ、ホーニングツール10とコンロッド2との接触を可能としている。
制御装置30は、ホーニングツール10及び治具20の作動を制御して、ホーニングツール10の砥石11・11・・・によってコンロッド2の大端孔3を研削させる。つまり、制御装置30は、ホーニング加工装置1によるホーニング加工を制御するものである。
具体的には、制御装置30は、治具20の昇降装置を作動させて、コンロッド2をクランプ/アンクランプする。また、制御装置30は、ホーニングツール10を作動させて、コンロッド2の大端孔3に対してホーニング加工を施す。
図3に示すように制御装置30は、上述のように油圧シリンダ、回転駆動体、砥石拡張機構14、治具20の昇降機構等と適宜の配線によって電気的に接続されており、それぞれに制御信号を送信可能に構成されている。また、制御装置30は、コンロッド2の大端孔3に対するホーニング加工における所定の加工条件、加工工程等を予め記憶しており、係る加工条件に基づいてホーニング加工装置1を制御する。
具体的には、制御装置30は、治具20の昇降装置を作動させて、コンロッド2をクランプ/アンクランプする。また、制御装置30は、ホーニングツール10を作動させて、コンロッド2の大端孔3に対してホーニング加工を施す。
図3に示すように制御装置30は、上述のように油圧シリンダ、回転駆動体、砥石拡張機構14、治具20の昇降機構等と適宜の配線によって電気的に接続されており、それぞれに制御信号を送信可能に構成されている。また、制御装置30は、コンロッド2の大端孔3に対するホーニング加工における所定の加工条件、加工工程等を予め記憶しており、係る加工条件に基づいてホーニング加工装置1を制御する。
以下では、図5及び図6を参照して、ホーニング加工装置1を用いたホーニング加工工程について説明する。
本実施形態のホーニング加工工程は、ライン5内でコンロッド2がホーニング加工装置1による加工位置まで搬送された状態において、コンロッド2の大端孔3内で砥石11・11・・・を拡張させて、芯出しした後に、治具20にてコンロッド2をクランプし、その状態で主軸13を回転させてホーニング加工を行う工程である。
本実施形態のホーニング加工工程は、ライン5内でコンロッド2がホーニング加工装置1による加工位置まで搬送された状態において、コンロッド2の大端孔3内で砥石11・11・・・を拡張させて、芯出しした後に、治具20にてコンロッド2をクランプし、その状態で主軸13を回転させてホーニング加工を行う工程である。
図5に示すように、ホーニング加工工程では、砥石11・11・・・とコンロッド2の大端孔3とが接触可能な位置まで主軸13を下降させ(S11)、主軸13を下降させた状態で、砥石拡張機構14により砥石11・11・・・を芯出し圧P1(例えば0.4MPa)で拡張させて、砥石11・11・・・を大端孔3の内周面に接触させ、砥石11・11・・・と大端孔3との芯出しを行う(S12)。次に、治具20を作動させて、コンロッド2をクランプし(S13)、主軸13を回転駆動する(S14)。つまり、主軸13の初動回転時の各砥石11の拡張圧は、芯出し圧P1に設定されている。
主軸13の回転駆動が開始されるとともに、砥石拡張機構14により砥石11・11・・・を加工圧P2(例えば0.6MPa)で拡張させる(S15)。これにより、回転駆動される砥石11・11・・・による大端孔3の内周面の研削が開始される。
そして、砥石11・11・・・が加工圧P2で拡張された状態で、荒拡張により大端孔3の内周面を荒加工し(S16)、仕上げ拡張により大端孔3の内周面を仕上げ加工する(S17)。なお、仕上げ加工時の各砥石11の拡張圧は、加工圧P2よりも大きいものでも良く、サイクルタイム、砥石の目詰まり等を考慮して適宜設定可能である。
仕上げ加工終了後、砥石拡張機構14を作動させて砥石11・11・・・を没入させてから主軸13を上昇させ(S18)、治具20を作動させて、コンロッド2をアンクランプする(S19)。
主軸13の回転駆動が開始されるとともに、砥石拡張機構14により砥石11・11・・・を加工圧P2(例えば0.6MPa)で拡張させる(S15)。これにより、回転駆動される砥石11・11・・・による大端孔3の内周面の研削が開始される。
そして、砥石11・11・・・が加工圧P2で拡張された状態で、荒拡張により大端孔3の内周面を荒加工し(S16)、仕上げ拡張により大端孔3の内周面を仕上げ加工する(S17)。なお、仕上げ加工時の各砥石11の拡張圧は、加工圧P2よりも大きいものでも良く、サイクルタイム、砥石の目詰まり等を考慮して適宜設定可能である。
仕上げ加工終了後、砥石拡張機構14を作動させて砥石11・11・・・を没入させてから主軸13を上昇させ(S18)、治具20を作動させて、コンロッド2をアンクランプする(S19)。
次に、図6を参照して、本実施形態のホーニング加工工程における芯出し圧P1及び加工圧P2について詳細に説明する。
図6(a)に示すように、コンロッド2が所定の加工位置に搬送されると、制御装置30から前記油圧シリンダ及び砥石拡張機構14に制御信号を送信して、砥石11・11・・・を芯出し圧P1で拡張し、砥石11・11・・・の外周面と大端孔3の内周面とが均等に接触するようにして、芯出しを行う。芯出し圧P1は、砥石11・11・・・の回転軸と大端孔3の中心軸を一致させる際の砥石11・11・・・と大端孔3との接触圧であり、主軸13の初動回転時の砥石11・11・・・の拡張圧となる。
このとき、芯出し圧P1は、治具20によりクランプされたコンロッド2が、主軸13の初動回転時に相対的に変位を生じない程度の圧力に設定されている。つまり、砥石11・11・・・を芯出し圧P1で大端孔3に押圧しつつ、主軸13を回転開始することにより大端孔3に伝達される初動トルクT1の大きさが、治具20のクランプによってコンロッド2に生じる保持力より小さくなるように設定されている。
図6(a)に示すように、コンロッド2が所定の加工位置に搬送されると、制御装置30から前記油圧シリンダ及び砥石拡張機構14に制御信号を送信して、砥石11・11・・・を芯出し圧P1で拡張し、砥石11・11・・・の外周面と大端孔3の内周面とが均等に接触するようにして、芯出しを行う。芯出し圧P1は、砥石11・11・・・の回転軸と大端孔3の中心軸を一致させる際の砥石11・11・・・と大端孔3との接触圧であり、主軸13の初動回転時の砥石11・11・・・の拡張圧となる。
このとき、芯出し圧P1は、治具20によりクランプされたコンロッド2が、主軸13の初動回転時に相対的に変位を生じない程度の圧力に設定されている。つまり、砥石11・11・・・を芯出し圧P1で大端孔3に押圧しつつ、主軸13を回転開始することにより大端孔3に伝達される初動トルクT1の大きさが、治具20のクランプによってコンロッド2に生じる保持力より小さくなるように設定されている。
図6(b)に示すように、芯出し圧P1で砥石11・11・・・を拡張させつつ、制御装置30から治具20及び前記回転駆動体に制御信号を送信して、治具20によりコンロッド2をクランプした状態で、主軸13を回転駆動する。
このとき、主軸13が停止しているので、芯出し圧P1に基づいて、各砥石11と大端孔3の内周面との間に静止摩擦力が発生し、係る静止摩擦力に基づいた初動トルクT1が各砥石11から大端孔3の内周面に発生し、係る初動トルクT1がコンロッド2に伝達される。
これに対し、コンロッド2は治具20により所定の圧力でクランプされているので、初動トルクT1によってコンロッド2が回転することはない。
このとき、主軸13が停止しているので、芯出し圧P1に基づいて、各砥石11と大端孔3の内周面との間に静止摩擦力が発生し、係る静止摩擦力に基づいた初動トルクT1が各砥石11から大端孔3の内周面に発生し、係る初動トルクT1がコンロッド2に伝達される。
これに対し、コンロッド2は治具20により所定の圧力でクランプされているので、初動トルクT1によってコンロッド2が回転することはない。
図6(c)に示すように、主軸13が回転駆動されると同時に制御装置30から砥石拡張機構14に制御信号を送信して、砥石11・11・・・を加工圧P2で拡張し、砥石11・11・・・と大端孔3の内周面とを接触させて研削する。
このとき、主軸13が回転しているので、加工圧P2に基づいて、各砥石11と大端孔3の内周面との間に動摩擦力が発生し、係る動摩擦力に基づいた加工トルクT2がコンロッド2に伝達される。この加工トルクT2は、静止摩擦力による初動トルクT1よりも十分に小さいため、加工トルクT2によってコンロッド2は治具20に対して相対的に変位することはない。
このとき、主軸13が回転しているので、加工圧P2に基づいて、各砥石11と大端孔3の内周面との間に動摩擦力が発生し、係る動摩擦力に基づいた加工トルクT2がコンロッド2に伝達される。この加工トルクT2は、静止摩擦力による初動トルクT1よりも十分に小さいため、加工トルクT2によってコンロッド2は治具20に対して相対的に変位することはない。
以上のように、砥石11・11・・・からコンロッド2の大端孔3に伝達する初動トルクT1が、治具20のクランプによって生じる保持力より小さくなるように芯出し圧P1を設定し、芯出し後に主軸13を回転させるので、主軸13を回転させてホーニング加工を開始する際にコンロッド2が回転することがなく、回転によりガイド7等への接触力が新たに加わることが無く、コンロッド2の長手方向に対する曲げ応力が発生しない。
これにより、初動トルクT1に起因する大端孔3の変形を防止でき、ホーニング加工終了時、コンロッド2をアンクランプした際の変形を防止できる。従って、コンロッド2の大端孔3について高精度部位として求められる真円度を十分に確保できる。
また、治具20によるクランプ力の変更を必要としないので、現状のクランプ力でコンロッド2を十分に保持することができ、コンロッド2のクランプ方向に対する真直度を確保できる。これにより、上記大端孔3の真円度と併せて、コンロッド2全体の精度を確保できる。
また、治具20のクランプ構成、コンロッド2のガイド構成等を変更する必要がないので、ホーニング加工装置1を従来と同様の量産工程(ライン5等)に適用でき、治具構成の変更、新たな設備投入等にかかるコスト、メンテナンス費用等を低減できる。
また、コンロッド2の大端孔3内で砥石11・11・・・を拡張させて芯出しすることにより、砥石11・11・・・を大端孔3に容易に食い付かせることができるので、加工精度、加工時間等を容易にコントロールできる。
これにより、初動トルクT1に起因する大端孔3の変形を防止でき、ホーニング加工終了時、コンロッド2をアンクランプした際の変形を防止できる。従って、コンロッド2の大端孔3について高精度部位として求められる真円度を十分に確保できる。
また、治具20によるクランプ力の変更を必要としないので、現状のクランプ力でコンロッド2を十分に保持することができ、コンロッド2のクランプ方向に対する真直度を確保できる。これにより、上記大端孔3の真円度と併せて、コンロッド2全体の精度を確保できる。
また、治具20のクランプ構成、コンロッド2のガイド構成等を変更する必要がないので、ホーニング加工装置1を従来と同様の量産工程(ライン5等)に適用でき、治具構成の変更、新たな設備投入等にかかるコスト、メンテナンス費用等を低減できる。
また、コンロッド2の大端孔3内で砥石11・11・・・を拡張させて芯出しすることにより、砥石11・11・・・を大端孔3に容易に食い付かせることができるので、加工精度、加工時間等を容易にコントロールできる。
以下では、図7を参照して、従来のホーニング加工工程に従ってコンロッド2の大端孔3に対するホーニング加工を行った場合(図7(a)参照)と、本実施形態のホーニング加工工程に従ってコンロッド2の大端孔3に対するホーニング加工を行った場合(図7(b)参照)との大端孔3の精度(真円度)について比較して説明する。図7は、フィルタ(50U/R)を用いて測定倍率5000倍で測定した測定結果、及び最小二乗中心法(LSC)を用いて真円度を計算した計算結果を示す。
なお、コンロッド2の大端孔3の真円度の規格は5.0μmとする。
なお、コンロッド2の大端孔3の真円度の規格は5.0μmとする。
従来のホーニング加工工程は、芯出し時の砥石11・11・・・の拡張圧を加工圧P2とし、拡張圧を加工圧P2に維持したまま、荒加工、仕上げ加工等のホーニング加工を施すものである。
図7(a)に示すように、従来のホーニング加工工程によれば、楕円形状が現れており、真円度が4.2μmであり、上記規格は満足しているが、80%〜90%程度となるため、加工条件等に外乱が加わった場合に容易に規格外となり、量産工程では好ましくない。
これは、従来のホーニング加工工程において、芯出し時の拡張圧を加工圧P2としているため、治具20のクランプ力がツールの初動回転時のトルクに負けてコンロッド2が回転し、コンロッド2に曲げ応力が発生していることによると考えられる。
これは、従来のホーニング加工工程において、芯出し時の拡張圧を加工圧P2としているため、治具20のクランプ力がツールの初動回転時のトルクに負けてコンロッド2が回転し、コンロッド2に曲げ応力が発生していることによると考えられる。
これに対し、図7(b)に示すように、本実施形態のホーニング加工工程によれば、真円形状に加工できており、上記計算結果による真円度が1.7μmであった。このように、上記規格(5.0μm)に対して30%程度と、十分な真円度が確保できていることが確認できた。
以上のように、本実施形態のホーニング加工工程によれば、高精度な加工が可能である。また、規格に対して十分な真円度を実現できるので、量産工程での精度保証が可能である。
以上のように、本実施形態のホーニング加工工程によれば、高精度な加工が可能である。また、規格に対して十分な真円度を実現できるので、量産工程での精度保証が可能である。
1 ホーニング加工装置
2 コンロッド(ワーク)
3 大端孔(ワークの孔)
10 ホーニングツール
11 砥石
14 砥石拡張機構
20 治具
30 制御装置
2 コンロッド(ワーク)
3 大端孔(ワークの孔)
10 ホーニングツール
11 砥石
14 砥石拡張機構
20 治具
30 制御装置
Claims (2)
- 外周部に、径方向に向けて出没可能な砥石を有するホーニングツールを用いて、当該砥石をワークの孔内で拡張させて芯出しした後、前記ワークを所定のクランプ力でクランプした状態で、前記ホーニングツールを回転させることによってホーニング加工するホーニング加工方法であって、
前記ホーニングツールの初動回転時の砥石拡張圧を、クランプされた前記ワークが、前記初動回転時に相対変位を生じない圧力に設定するホーニング加工方法。 - ワークの孔の内周面をホーニング加工するホーニング加工装置であって、
外周部に、径方向に向けて出没可能な砥石を有し、当該砥石を突出させた状態で回転することにより前記ワークの孔の内周面を研削するホーニングツールと、
前記ワークを、前記ワークの孔の貫通方向に向けてクランプする治具と、
前記ホーニングツール及び前記治具の作動を制御する制御装置とを具備し、
前記制御装置は、前記砥石を前記ワークの孔内で拡張させて芯出しした後、前記ワークを所定のクランプ力でクランプした状態で、前記ホーニングツールを回転させる際の、前記ホーニングツールの初動回転時の砥石拡張圧を、前記治具によりクランプされた前記ワークが、前記初動回転時に相対変位を生じない圧力に設定するホーニング加工装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009060165A JP2010208004A (ja) | 2009-03-12 | 2009-03-12 | ホーニング加工方法及び装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009060165A JP2010208004A (ja) | 2009-03-12 | 2009-03-12 | ホーニング加工方法及び装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010208004A true JP2010208004A (ja) | 2010-09-24 |
Family
ID=42968751
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009060165A Pending JP2010208004A (ja) | 2009-03-12 | 2009-03-12 | ホーニング加工方法及び装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010208004A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017516669A (ja) * | 2014-05-26 | 2017-06-22 | エルガン−ディアマントヴェルクツォイゲ ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コムパニー コマンデイトゲゼルシャフト | ボアの精密加工のためのホーニング加工方法 |
| CN107671702A (zh) * | 2017-10-27 | 2018-02-09 | 神龙汽车有限公司 | 一种珩磨机膨胀运动定量控制方法 |
| CN115351625A (zh) * | 2022-08-23 | 2022-11-18 | 湖北三丰汽配有限公司 | 一种汽车离合器压盘扩孔设备 |
-
2009
- 2009-03-12 JP JP2009060165A patent/JP2010208004A/ja active Pending
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017516669A (ja) * | 2014-05-26 | 2017-06-22 | エルガン−ディアマントヴェルクツォイゲ ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コムパニー コマンデイトゲゼルシャフト | ボアの精密加工のためのホーニング加工方法 |
| US10160087B2 (en) | 2014-05-26 | 2018-12-25 | Elgan-Diamantwerkzeuge Gmbh & Co. Kg | Honing method for the precision machining of bores |
| CN107671702A (zh) * | 2017-10-27 | 2018-02-09 | 神龙汽车有限公司 | 一种珩磨机膨胀运动定量控制方法 |
| CN107671702B (zh) * | 2017-10-27 | 2019-06-18 | 神龙汽车有限公司 | 一种珩磨机膨胀运动定量控制方法 |
| CN115351625A (zh) * | 2022-08-23 | 2022-11-18 | 湖北三丰汽配有限公司 | 一种汽车离合器压盘扩孔设备 |
| CN115351625B (zh) * | 2022-08-23 | 2024-01-19 | 湖北三丰汽配有限公司 | 一种汽车离合器压盘扩孔设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5022899B2 (ja) | 被削材から回転部品を加工する方法 | |
| JP6469715B2 (ja) | 研削盤および軸方向の孔と両側を加工される平らな外面とを有するワークを研削する方法 | |
| US8360819B2 (en) | Method for grinding a machine part, and grinding machine for carrying out said method | |
| KR20160133494A (ko) | 대형 크랭크 샤프트를 연삭하는 방법 및 장치 | |
| JP2005262326A (ja) | 心押し台 | |
| JP2010208004A (ja) | ホーニング加工方法及び装置 | |
| JP6943693B2 (ja) | 加工装置及びそれを用いた加工方法 | |
| CN107695877B (zh) | 尾座 | |
| JP7104506B2 (ja) | 内周面加工装置及び内周面加工方法 | |
| JP2002361543A (ja) | 内面研削装置 | |
| JP6943692B2 (ja) | 加工装置及びそれを用いた加工方法 | |
| JP6943691B2 (ja) | 加工装置及びそれを用いた加工方法 | |
| KR100987153B1 (ko) | 다중 편심 지그 | |
| JP6927779B2 (ja) | 加工装置及びそれを用いた加工方法 | |
| JP4697393B2 (ja) | 円形穴の加工装置及び加工方法 | |
| KR890000256B1 (ko) | 기계가공용 작업편의 설치방법 및 장치 | |
| WO2012053455A1 (ja) | 円筒内面部の加工方法および中ぐり工具 | |
| KR20180026113A (ko) | 호닝툴 장치 | |
| JP2012030311A (ja) | 球面研削加工方法および球面研削加工装置 | |
| JP6694790B2 (ja) | ワーク加工方法 | |
| JP4964550B2 (ja) | 複合研削加工方法 | |
| JP5290084B2 (ja) | 研削装置 | |
| JP6107348B2 (ja) | 内面研削盤 | |
| JP2006075925A (ja) | 円形穴の内周面加工方法 | |
| JP4699022B2 (ja) | ホーニング加工方法 |