WO2016148105A1 - 表面処理鋼板およびその製造方法 - Google Patents
表面処理鋼板およびその製造方法 Download PDFInfo
- Publication number
- WO2016148105A1 WO2016148105A1 PCT/JP2016/057966 JP2016057966W WO2016148105A1 WO 2016148105 A1 WO2016148105 A1 WO 2016148105A1 JP 2016057966 W JP2016057966 W JP 2016057966W WO 2016148105 A1 WO2016148105 A1 WO 2016148105A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- crystal
- substrate
- phosphoric acid
- steel sheet
- phosphate
- Prior art date
Links
Images












Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D9/00—Electrolytic coating other than with metals
- C25D9/04—Electrolytic coating other than with metals with inorganic materials
- C25D9/08—Electrolytic coating other than with metals with inorganic materials by cathodic processes
- C25D9/10—Electrolytic coating other than with metals with inorganic materials by cathodic processes on iron or steel
Definitions
- the present invention relates to a surface-treated steel sheet and a method for producing the same.
- Sn-plated steel sheets are mainly used as steel sheets for cans.
- chromate treatment has been used as a chemical conversion treatment applied to the surface of the Sn-plated steel sheet.
- chemical conversion treatment using chemical species other than Cr, particularly oxidized Zr (IV) has been studied for the purpose of avoiding the use of Cr (VI).
- Patent Documents 1 to 3 disclose a chemical conversion treatment method in which at least two kinds of films selected from a Zr film, a phosphoric acid compound film, and a phenol resin film are formed on the surface of a steel sheet.
- Patent Documents 1 and 2 when any particles in at least two or more kinds of films selected from a Zr film, a phosphoric acid compound film, and a phenol resin film are less than a certain size, corrosion resistance and can manufacturing processability Is stated to improve.
- Patent Document 3 an arbitrary layer of at least two kinds of films selected from a Zr film, a phosphoric acid compound film, and a phenol resin film has a certain size or more, thereby covering the film and the upper layer of the film. It is described that adhesion to a film or paint is improved. Films and paints are collectively referred to as coating agents.
- Patent Document 4 discloses a chemical conversion treatment method for forming a coating film containing Zr and phosphoric acid by once performing a cathodic electrolysis treatment using an acidic solution containing Zr ions and phosphate ions on a steel plate or a plated steel plate. Is disclosed.
- Japanese Unexamined Patent Publication No. 2009-1851 Japanese Unexamined Patent Publication No. 2009-1853 Japanese Unexamined Patent Publication No. 2012-62519 Japanese Unexamined Patent Publication No. 2009-120919
- a chemical conversion treatment film In a film formed by the chemical conversion treatment method of Patent Documents 1 to 4 (hereinafter referred to as a chemical conversion treatment film), the adhesion with the coating agent may not be sufficient.
- the surface of the chemical conversion film of Patent Documents 1 to 4 is smooth, or precipitates amorphous (rough) oxide Zr (IV) crystals or phosphoric acid Zr (IV) crystals that have no granular or fixed shape on the surface. As a result, irregularities are formed.
- oxide Zr (IV) or phosphate Zr (IV) is precipitated (that is, oxide Zr (IV) or phosphate Zr (IV) is a convex precipitate)
- oxide Zr (IV) or phosphate Zr (IV) is a convex precipitate
- the contact area between the chemical conversion treatment film and the coating agent is increased, so that the adhesion with the coating agent is improved to some extent.
- the coating agent does not enter under the oxide Zr (IV) or phosphoric acid Zr (IV).
- the chemical conversion film and the coating agent do not physically adhere. In such a case, since the adhesion between the chemical conversion film and the coating agent depends on the affinity between them, it is difficult to obtain suitable adhesion.
- phosphate contributes to improving the adhesion with the coating agent. Therefore, in order to improve the adhesion between the chemical conversion film of Patent Documents 1 to 4 and the coating agent, it is necessary to increase the content of phosphate in the chemical conversion film. However, if the phosphate content in the chemical conversion coating is increased, cracks may occur in the chemical conversion coating. If the chemical conversion film is cracked, the adhesion with the coating agent deteriorates, which is not preferable. That is, it is difficult to improve the adhesion with the coating agent in the chemical conversion coatings of Patent Documents 1 to 4.
- the present invention has been made in view of the above circumstances, and an object thereof is to provide a surface-treated steel sheet having excellent adhesion to a coating agent and corrosion resistance and a method for producing the same.
- a surface-treated steel sheet according to an aspect of the present invention is a substrate that is a steel plate or a plated steel plate, and is formed on at least one surface of the substrate and has a mesh and an arbitrary straight line having a length of 1 ⁇ m in a plan view.
- the phosphoric acid Zr (IV) crystal is located at a position 20 to 200 nm vertically from the surface of the substrate, and 5 to 5 ⁇ m per 1 ⁇ m of the substrate surface direction.
- a configuration having 30 vertices may be employed.
- a method for producing a surface-treated steel sheet according to one aspect of the present invention comprises ZrF 6 2 ⁇ at a concentration of 0.15 to 2.0 mol / dm 3 , a temperature of 20 ° C. to 60 ° C., and a pH Is applied to a substrate made of a steel plate or a plated steel plate under the conditions of a current density of 1 to 20 A / dm 2 and an amount of electricity of 1 to 30 C / dm 2 using a cathodic electrolysis solution of 3.5 to 4.5.
- FIG. 1 is a schematic diagram showing a layer structure of a surface-treated steel sheet 10 according to this embodiment.
- the surface-treated steel plate 10 includes a substrate 1 that is a steel plate or a plated steel plate, and a phosphoric acid Zr (IV) crystal 2 formed on the surface of the substrate 1.
- IV in “phosphate Zr (IV) crystal 2” indicates that the phosphate Zr is tetravalent phosphate Zr.
- the kind of steel plate or plated steel plate used as the substrate 1 is not particularly limited.
- the steel plate plain steel such as aluminum killed steel, plates and steel strips such as IF steel and high-tensile steel can be used.
- the plated steel plate a steel plate having a plated layer such as Zn, Zn alloy or Sn, or a stainless steel plate can be used.
- FIG. 2 is an SEM image showing the surface of the surface-treated steel sheet 10 according to this embodiment.
- FIG. 3 is an image obtained by binarizing
- FIG. 4 is an SEM image showing a cross section of the surface-treated steel sheet 10 according to the present embodiment.
- 5 to 8 are schematic views showing a Zr (IV) phosphate crystal according to this embodiment.
- the surface-treated steel sheet 10 includes a phosphoric acid Zr (IV) crystal 2 formed on the surface of the substrate 1 when viewed in plan.
- the molten or softened coating agent covers the entire surface of the Zr (IV) phosphate crystal 2 formed in a network.
- the phosphoric acid Zr (IV) crystal 2 coated with the coating agent is unlikely to be peeled off or cracked even when subjected to drawing or ironing, and the adhesion with the coating agent is unlikely to deteriorate.
- a binarized image of the SEM image (hereinafter referred to as a binarized image).
- the phosphoric acid Zr (IV) crystal 2 is present in the white portion.
- a SEM image of the surface-treated steel sheet 10 in plan view may be taken at 10,000 to 50,000 times using a scanning electron microscope (SEM). Further, when creating a binarized image of an SEM image, image processing using image analysis software may be performed by a computer.
- the method of measuring the number of intersections of the Zr (IV) phosphate 2 network crosses the network by drawing five straight lines having a length of 1 ⁇ m in the horizontal direction at intervals of 100 nm on the binarized image.
- the number of points may be counted visually and the average value of the number of intersections may be calculated.
- the number of arbitrary straight lines used when calculating the average value of the number of intersections is not particularly limited, for example, 5 is preferable, and 10 is more preferable.
- the position of the apex of the phosphoric acid Zr (IV) crystal 2 is less than 20 nm in the vertical direction with respect to the surface of the substrate 1, the contact portion between the surface-treated steel sheet 10 and the coating agent is small, and the adhesion with the coating agent is reduced. Difficult to improve.
- the position of the apex of the phosphoric acid Zr (IV) crystal 2 exceeds 200 nm in the vertical direction with respect to the surface of the substrate 1, it easily breaks during processing, and the adhesion with the coating agent deteriorates.
- the number of vertices of the phosphoric acid Zr (IV) crystal 2 existing at a specific height is less than 5, the contact area between the surface-treated steel sheet 10 and the coating agent is small, and it is difficult to improve the adhesion with the coating agent. .
- the number of vertices of the phosphoric acid Zr (IV) crystal 2 existing at a specific height exceeds 30, the gap in the portion close to the substrate 1 of the phosphoric acid Zr (IV) crystal 2 decreases, and the coating agent Intrusion becomes difficult. Therefore, when the number of vertices of the phosphoric acid Zr (IV) crystal 2 existing at a specific height is more than 30, it is difficult to improve the adhesion with the coating agent.
- a cross-sectional polisher (registered trademark) is used to prepare a cross-sectional sample in the plate length direction or plate width direction of the surface-treated steel plate 10.
- a cross-sectional polisher registered trademark
- FIG. A more preferable magnification is 30000 to 50000 times.
- the number of vertices of the phosphoric acid Zr (IV) crystal 2 can also be measured using an Auger electron spectrometer (AES).
- Zr and P are detected using AES. From the detection results of Zr and P by AES, Zr phosphate (Pr) is present at a site where Zr and P are present at the same position and the abundance ratio (molar ratio) of Zr and P is 0.95 to 1.05. IV) It is judged that the crystal 2 is formed. After specifying the site where the phosphoric acid Zr (IV) crystal 2 is formed by the above-described method, the apex of the phosphoric acid Zr (IV) crystal 2 formed per 1 ⁇ m length in the surface direction of the substrate 1 is determined. Measure the number.
- the vertical height of the phosphoric acid Zr (IV) crystal 2 with respect to the surface of the substrate 1 is the vertex A.
- the vertical height of the phosphoric acid Zr (IV) crystal 2 with respect to the surface of the substrate 1 by the following method. Ask for.
- a perpendicular line is drawn from the vertex A ′ to the surface of the substrate 1, and the length of the line segment A′H ′ connecting the vertex A ′ and the point H ′ that is the foot of the perpendicular line is obtained.
- a perpendicular line is drawn from the vertex D to the surface of the substrate 1, and the length of a line segment DH ′′ connecting the vertex D and a point H ′′ that is a foot of the perpendicular line is obtained.
- the average length of the length of the line segment A′H ′ and the length of the line segment DH ′′ obtained by the above method is the vertical direction of the phosphoric acid Zr (IV) crystal 2 based on the surface of the substrate 1. Of height.
- the vertical height of the phosphoric acid Zr (IV) crystal 2 relative to the surface of the substrate 1 is 20 to 200 nm
- the vertical height relative to the surface of the substrate 1 is 20 to 200 nm.
- the apex of the phosphoric acid Zr (IV) crystal 2 is present.
- the vertices L and M shown in FIG. 7 exist at a position of 20 to 200 nm in the vertical direction from the surface of the substrate 1.
- the vertex N shown in FIG. 7 exists at a position less than 20 nm in the vertical direction from the surface of the substrate 1. Therefore, in the case shown in FIG. 7, the number of vertices of the phosphoric acid Zr (IV) crystal 2 existing at the specific height position is two.
- the vertices O, P, and Q shown in FIG. 8 exist at a position of 20 to 200 nm in the vertical direction from the substrate 1. Therefore, in the case shown in FIG. 8, the number of vertices of the phosphoric acid Zr (IV) crystal 2 present at the specific height position is three.
- the adhesion amount of the phosphoric acid Zr (IV) crystal 2 formed on the surface of the substrate 1 is preferably 5 to 50 mg / m 2 in terms of the metal Zr amount.
- the adhesion amount of the Zr (IV) phosphate crystal 2 is less than 5 mg / m 2 in terms of the metal Zr amount, the number of vertices of the Zr (IV) phosphate crystal 2 existing at a specific height is small, and the coating agent and It is difficult to improve the adhesion.
- the Zr (IV) phosphate crystal 2 When the adhesion amount of the Zr (IV) phosphate crystal 2 exceeds 50 mg / m 2 in terms of the amount of metal Zr, the Zr (IV) phosphate crystal 2 is present due to the dense presence of the Zr (IV) phosphate crystal 2. There is a high possibility of cracking. Thereby, since adhesiveness with a coating agent may fall, it is unpreferable.
- the Zr concentration is high on the surface side of the substrate 1 and decreases as the distance from the surface of the substrate 1 increases in the vertical direction. That is, the Zr concentration has a gradation in the vertical direction with respect to the surface of the substrate 1.
- the cause is that the phosphoric acid Zr (IV) crystal 2 is formed by phosphorylation of the oxidized Zr (IV) crystal as will be described later. This is considered to be because the side melts down to the surface side of the substrate 1.
- the surface-treated steel sheet 10 is excellent not only in adhesion to the coating agent but also in corrosion resistance.
- the reason why the surface-treated steel sheet 10 is also excellent in corrosion resistance is considered to be that the peeling of the coating agent is suppressed by the phosphoric acid Zr (IV), and the corrosion factor hardly reaches the metal surface.
- the surface-treated steel sheet 10 has excellent adhesion to the coating agent and corrosion resistance, and can be used particularly for steel sheets for cans, steel sheets for automobiles, and steel sheets for household appliances.
- FIG. 9 is a flowchart showing a method for manufacturing the surface-treated steel sheet 10 according to this embodiment. As shown in FIG. 9, since the manufacturing method of the surface-treated steel sheet 10 has a cathode electrolytic treatment process, a water washing process, and a phosphorylation process, each process is demonstrated in detail.
- Pretreatment process If oil or fat or other dirt adheres to the surface of the substrate 1, the precipitation of oxidized Zr (IV) is hindered. Therefore, in manufacturing the surface-treated steel sheet 10, it is preferable to use the substrate 1 having a clean surface. When the surface of the substrate 1 is not clean, it is preferable to perform a process such as degreasing suitable for the material of the substrate 1. When using a steel plate as the substrate 1, it is preferable to degrease the surface of the steel plate by performing electrolytic treatment in a sodium hydroxide aqueous solution.
- the substrate 1 is subjected to cathodic electrolysis using a cathodic electrolysis solution containing ZrF 6 2 ⁇ to precipitate Zr (IV) oxide on the surface of the substrate 1 (step S101).
- the compound that can be used as the ZrF 6 2- source include ammonium hexafluorozirconium (IV) acid, potassium hexafluorozirconium (IV) acid, sodium hexafluorozirconium (IV) acid, and the like.
- the precipitation reaction of oxidized Zr (IV) by cathodic electrolysis using a cathodic electrolysis solution containing ZrF 6 2 ⁇ can be explained as follows.
- the anode is preferably made of platinum or a metal such as platinum plated titanium.
- ZrF 6 2 ⁇ in the vicinity of the surface of the substrate 1 whose pH has increased reacts as shown in the following formula (2), and becomes Zr (IV) hydroxide and precipitates on the surface of the substrate 1. Further dehydration forms oxidized Zr (IV) as shown in the following formula (3).
- a high pH layer is formed in the vicinity of the surface of the substrate 1 serving as the cathode, and a precipitated film of ZrF 6 2 ⁇ is deposited from ZrF 6 2 ⁇ in the high pH layer. Therefore, a ZrF 6 2 ⁇ depletion layer is formed very close to the substrate 1. Since the ZrF 6 2 ⁇ reaction does not occur in the ZrF 6 2 ⁇ depleted layer, the reaction field of the above formula (2) gradually moves away from the vicinity of the substrate 1. As a result of the reaction as described above, the oxidized Zr (IV) does not spread out in the plane direction of the substrate 1 but deposit in a direction slightly inclined with respect to the vertical direction of the surface of the substrate 1. The reason for precipitation in a slightly inclined direction rather than in the vertical direction of the surface of the substrate 1 is not clear, but it is considered that the crystal is stabilized by precipitation in the above-described direction.
- the concentration of ZrF 6 2 ⁇ in the cathodic electrolysis solution is 0.15 to 2.0 mol / dm 3 .
- concentration of ZrF 6 2- in the cathodic electrolysis solution exceeds 2.0 mol / dm 3 , the reaction of the above formula (2) is likely to occur, and amorphous oxide Zr (IV) crystals are formed.
- concentration of ZrF 6 2 ⁇ in the cathodic electrolysis solution is less than 0.15 mol / dm 3, most of the high pH layer generated in the vicinity of the substrate 1 serving as the cathode is a ZrF 6 2 ⁇ deficient layer. Such regular growth of oxidized Zr (IV) does not occur, and oxidized Zr (IV) crystals having a granular form are precipitated.
- the temperature of the cathodic electrolysis solution is 20 ° C. to 60 ° C.
- amorphous oxide Zr (IV) crystals are deposited. In this case, even if the phosphorylation treatment is performed, the phosphoric acid Zr (IV) crystal 2 having a suitable shape is not formed, which is not preferable.
- oxide Zr (IV) crystals hardly precipitate, which is not preferable.
- the pH of the cathodic electrolysis solution is 3.5 to 4.5.
- the pH of the cathodic electrolysis solution is less than 3.5, it is not preferable because the amount of oxide Zr (IV) crystals deposited is very small.
- the pH of the cathodic electrolysis solution exceeds 4.5, amorphous hydroxide Zr (IV) is deposited. In this case, it is difficult to form the phosphoric acid Zr (IV) crystal 2 on the surface of the substrate 1 even if the phosphorylation process described later is performed.
- the current density in cathodic electrolysis is 1 to 20 A / dm 2 .
- the current density in the cathodic electrolysis is less than 1 A / dm 2 , even if the cathodic electrolysis is performed for a long time, the oxidized Zr (IV) crystal hardly precipitates, which is not preferable.
- the current density in the cathodic electrolysis treatment exceeds 20 A / dm 2 , the oxidized Zr (IV) crystal does not grow into a plate shape, and the phosphoric acid Zr (P IV) Since the crystal 2 is not formed, it is not preferable.
- the amount of electricity in cathodic electrolysis is 1 to 30 C / dm 2 .
- the amount of electricity in cathodic electrolysis is less than 1 C / dm 2 , the amount of precipitated Zr (IV) crystals is small, and by performing phosphorylation described later, the oxidized Zr (IV) crystals dissolve and disappear. End up.
- the amount of electricity in the cathodic electrolysis treatment exceeds 30 C / dm 2 , the oxidized Zr (IV) crystals are excessively precipitated, and the phosphoric acid Zr (IV) crystals 2 formed by the phosphorylation treatment described later are in a suitable shape. Since it does not become, it is not preferable.
- the substrate 1 on which the plate-like oxide Zr (IV) crystals are deposited is washed with water (step S103).
- the water washing treatment step By performing the water washing treatment step, the excessively attached Zr (IV) oxide crystals are washed away, and the surface properties and the like are adjusted so that the phosphorylation treatment step described later is appropriately performed.
- the temperature of water used in the washing process is preferably 5 ° C to 80 ° C.
- the treatment time of the water washing treatment process is not particularly limited, but is preferably 0.5 to 5 seconds.
- Substrate 1 after the water washing treatment step is immersed in a phosphorylation treatment solution containing phosphate ions as a main component and pH of 2.5 to 3.5 for 0.5 seconds or more (step S103).
- a part of the precipitated oxide Zr (IV) crystal is dissolved, and a part thereof is changed to the phosphoric acid Zr (IV) crystal 2.
- the solubility of the oxidized Zr (IV) in the phosphating solution is high, so that the oxidized Zr (IV) dissolves in a short time, and the phosphorylation process is controlled. Is not preferable because it becomes difficult.
- the pH of the phosphorylation solution exceeds 3.5, the reactivity between phosphate ions and oxidized Zr (IV) is low. Therefore, since most of the oxidized Zr (IV) crystal except the very surface is not phosphorylated, it is not preferable.
- the treatment time of the phosphorylation treatment process is 0.5 seconds or more.
- the treatment time of the phosphorylation treatment process is less than 0.5 seconds, phosphorylation of the oxidized Zr (IV) crystal is insufficient, and most of the phosphorylated except for the very surface of the oxidized Zr (IV) crystal. It is not preferable because it is not performed.
- the upper limit of the treatment time of the phosphorylation treatment process is not particularly defined, but is 10 seconds for example. A more preferable upper limit of the treatment time of the phosphorylation treatment step is 5 seconds.
- Phosphorylation treatment solution phosphate ions, 0.0316 ⁇ 0.316mol / dm 3 containing in terms of PO 4 3- in total of hydrogen phosphate ions and dihydrogen phosphate ions. It is preferable because the phosphoric acid treatment liquid contains the phosphate ions, hydrogen phosphate ions and dihydrogen phosphate ions in the above amounts in total so that the phosphoric acid Zr (IV) crystal 2 is suitably formed. Note that the phosphorylation treatment liquid may contain dissolved Zr (IV) ions.
- a chemical conversion treatment film is formed by performing a cathodic electrolysis treatment using a cathodic electrolysis solution containing both Zr (IV) oxide and phosphate. That is, in Patent Documents 1 to 4, the chemical conversion film is formed by a one-step process.
- the phosphoric acid Zr (IV) crystal 2 is formed on the surface of the substrate 1 by two steps of the cathodic electrolytic treatment step and the phosphorylation treatment step. That is, in this embodiment, the phosphoric acid Zr (IV) crystal 2 is formed by a two-step process.
- the surface-treated steel sheet 10 has excellent adhesion to the coating agent and corrosion resistance.
- the reason why the surface-treated steel sheet 10 has excellent adhesion to the coating agent and corrosion resistance is that the oxidized Zr (IV) crystal is immersed in the phosphorylated solution in the phosphorylation treatment step. This is considered to be due to the fact that the phosphoric acid Zr (IV) crystal 2 has a network shape when viewed in plan because it is changed to the phosphoric acid Zr (IV) crystal 2 and the oxide Zr (IV) crystal is partially dissolved. .
- Substrate, pretreatment, plating As the substrate, an Sn-plated steel sheet having an Sn plated layer formed on the surface of the steel sheet was used. Specifically, an SPB steel strip having a thickness of 0.18 mm and a tempering degree of T-5 CA obtained by continuous annealing and temper rolling of a low carbon cold-rolled steel strip was used as a steel plate. As a pretreatment, the SPB steel strip was subjected to cathodic electrolytic degreasing in a 10 mass% sodium hydroxide solution, and then the SPB steel strip was pickled with 5 mass% dilute sulfuric acid. In Comparative Examples 14 to 20, 70 mg / m 2 of nickel plating was applied using a Watt bath.
- the Sn plating was applied to the SPB steel strip using a ferrostan bath. Specifically, cathodic electrolysis treatment was performed at a current density of 20 A / m 2 in an Sn plating solution at 43 ° C. containing 20 g / L of Sn ions, 75 g / L of phenolsulfonic acid ions, and 6 g / L of surfactant. Titanium plated with about 1 ⁇ m of platinum was used for the anode.
- the SPB steel strip was dipped in a 10-fold diluted Sn plating solution, drained with a rubber roll, and then dried with cold air. The temperature was raised to 260 ° C. in 10 seconds by electric heating to reflow Sn, and immediately quenched with 75 ° C. water.
- the total Sn amount measured by the electrolytic stripping method using 1 mol / dm 3 of diluted hydrochloric acid is 2.8 g / m 2
- the amount of FeSn 2 constituting the Sn—Fe alloy layer is 1 in terms of the amount of metal Sn. 0.0 to 1.1 g / m 2 .
- the Sn-plated steel sheet was subsequently subjected to chemical conversion treatment as described below.
- Cathode electrolysis treatment The Sn-plated steel strip contains ammonium hexafluorozirconium (IV) at a concentration of 0.15 to 2.0 mol / dm 3 or less, a temperature of 20 ° C. to 70 ° C., and a pH of 3.5 to 4.5.
- Cathodic electrolysis was performed in a (NH 4 ) 2 ZrF 6 aqueous solution under conditions of a current density of 1 to 20 A / dm 2 and an electric quantity of 1 to 30 C / dm 2 .
- the Sn-plated steel strip was phosphorylated.
- a phosphorylation treatment solution having a total concentration of phosphate ions, hydrogen phosphate ions and dihydrogen phosphate ions of 1 wt% and a temperature of 40 ° C. was used.
- the pH of the phosphorylation solution was adjusted to 2.5 to 3.5 using sodium hydroxide.
- the Sn-plated steel strip was immersed in the above phosphorylation solution for 0.5 to 10 seconds. After the phosphorylation treatment, the solution was squeezed with a rubber roll, washed quickly with water and dried.
- the surface-treated steel sheet obtained by the above process is called a test material.
- phosphoric acid Zr (IV) crystals were formed by a two-step process of a cathodic electrolysis process and a phosphorylation process, whereas Comparative Examples 14 to 20 were Sn-plated steel.
- a chemical conversion treatment film containing phosphoric acid Zr (IV) was formed on the belt by cathodic electrolysis using a cathodic electrolysis solution containing Zr and phosphate. That is, in Comparative Examples 14 to 20, the chemical conversion film was formed by a one-step process.
- the cathodic electrolysis solution used in Comparative Examples 14 to 18 corresponds to the chemical conversion treatment solution B1 used in Patent Document 3
- the cathodic electrolysis solution used in Comparative Example 19 is used in Patent Document 3.
- the cathode electrolytic treatment liquid used in Comparative Example 20 corresponds to the chemical conversion treatment liquid B3 used in Patent Document 3.
- the amount of Zr and the amount of P were calculated from the fluorescent X-ray intensity using a calibration curve prepared in advance.
- the phosphorylation state of the oxidized Zr (IV) crystal was examined by Auger electron spectroscopy (AES). Specifically, the abundance ratio (molar ratio) of Zr and P is examined for each crystal, and when the molar ratio of Zr and P is 0.95 to 1.05, the crystal is oxidized Zr (IV ) It was judged that all the crystals were changed to Zr (IV) phosphate crystals.
- the number of network intersections of the Zr (IV) phosphate crystal formed in a network shape was measured as follows.
- a SEM image of the test material in plan view was acquired using an FE-SEM JSM-6500F manufactured by JEOL Ltd. at an acceleration voltage of 5 kV and a magnification of 30,000 times.
- the obtained SEM image was binarized by image processing using software “Lia32”, and five straight lines with a length of 1 ⁇ m were drawn laterally at 100 nm intervals on the binarized image, and the points intersecting with the mesh were visually counted. The average value of the number of intersections was calculated.
- the number of vertices of the phosphoric acid Zr (IV) crystal existing at the specific height position was measured as follows. Using a cross section polisher (registered trademark, manufactured by JEOL Ltd.), the test material was irradiated with an Ar ion beam to process the cross section (CP processing). The test material whose cross-section was processed was observed at a magnification of 50000 using a field emission scanning electron microscope (FE-SEM, JSM-6500F, JEOL Ltd.). The number of vertices of the Zr (IV) phosphate crystals present at specific height positions per 1 ⁇ m length in the surface direction of the substrate was measured. This measurement was performed in 10 visual fields, and the average value was calculated.
- the test material was coated with 60 mg / dm 2 of an epoxy / phenol-based paint as a coating agent.
- coated the epoxy * phenol type coating material is called a coating board.
- the painted plate was baked at 210 ° C. for 10 minutes. Further, additional baking was performed at 190 ° C. for 15 minutes and at 230 ° C. for 90 seconds.
- a sample having a vertical length of 5 mm and a horizontal length of 100 mm was cut out from the painted plate after baking and additional baking. Two samples cut out from the same test material were sandwiched with a film-like nylon adhesive having a thickness of 100 ⁇ m between them so that the coated surfaces face each other.
- a test piece having a peel strength per width of 5 mm of 59 N or more is “Very Good”, a test piece of 39 N or more and less than 59 N is “Good”, a test piece of 19 N or more and less than 39 N is “Poor”, and a test piece of 19 N or less is “Bad” "
- Test pieces with a peel strength per 5 mm width of 42 N or more are “Very Good”, test pieces of 29 N or more and less than 42 N are “Good”, test pieces of 15 N or more and less than 29 N are “Poor”, and test pieces of less than 15 N are “ Bad ".
- a crosscut was made on the surface of the sample with a cutter until it reached the iron core, and the end and back surfaces of the material were sealed with paint. Thereafter, the sample was immersed in a test solution at 55 ° C. containing 1.5% citric acid and 1.5% sodium chloride for 96 hours under the open atmosphere. The sample after being immersed in the test solution for 96 hours is washed with water and dried, and then the scratch part and the flat part are quickly peeled off with tape, and the corrosion state in the vicinity of the cross cut part, the pitting corrosion of the cross cut part and the flat part The coating film peeling state was observed to evaluate the corrosion resistance.
- “Very Good” refers to a test piece in which neither tape peeling nor corrosion was found, and a test piece in which at least one of tape peeling and invisible corrosion occurring within a range of less than 0.2 mm from the scratch portion was found. “Good” refers to a specimen in which at least one of tape peeling that occurred in the range of 0.2 to 0.5 mm from the scratch portion and small visible corrosion is found “Poor”, and tape peeling exceeding 0.5 mm The discovered test piece was evaluated as “Bad”.
- test material can be put into practical use.
- Comparative Example 1 is an example in which the ZrF 6 2 ⁇ concentration in the Zr (IV) cathodic electrolysis treatment is low. Due to the small number of precipitated Zr (IV) oxide crystals, the number of vertices of Zr (IV) phosphate crystals present at specific height positions was small. Corrosion resistance and film adhesion were poor. Comparative Example 2 is an example in which the ZrF 6 2 ⁇ concentration is high in the Zr (IV) cathodic electrolysis treatment. The number of vertices of the Zr (IV) phosphate crystal existing at a specific height was large. The film adhesion was insufficient.
- Comparative Example 3 is an example in which the bath temperature is low in cathodic electrolysis.
- the Zr (IV) phosphate crystal was amorphous, and the number of vertices of the Zr (IV) phosphate crystal present at a specific height was small. Film adhesion was insufficient.
- Comparative Example 4 is an example in which the bath temperature is high in cathodic electrolysis. Crystals of Zr (IV) phosphate did not precipitate. In all the items evaluated, the performance was inferior.
- Comparative Example 5 is an example where the pH of the cathodic electrolysis solution is low. No Zr (IV) phosphate crystals were observed. In all the items evaluated, the performance was inferior. Comparative Example 6 is an example in which the pH of the cathodic electrolysis solution is high. The Zr (IV) phosphate crystal was amorphous, and no apex existing at a specific height was observed. The film adhesion was insufficient.
- Comparative Example 7 is an example in which the cathode current density in the cathode electrolytic treatment is low. Crystals of Zr (IV) phosphate did not precipitate. In all the items evaluated, the performance was inferior. Comparative Example 8 is an example in which the cathode current density in the cathode electrolysis treatment is high. The Zr (IV) phosphate crystals were amorphous. In all the items evaluated, the performance was inferior.
- Comparative Example 9 is an example in which the amount of electricity in the cathodic electrolysis treatment is small. Crystals of Zr (IV) phosphate did not precipitate. In all the items evaluated, the performance was inferior. Comparative Example 10 is an example with a large amount of electricity in cathodic electrolysis. Phosphorylation of the oxidized Zr (IV) crystal was insufficient. The film adhesion was poor.
- Comparative Example 11 is an example where the pH of the phosphorylation solution is low. Due to the rapid dissolution of oxidized Zr (IV) in the phosphorylation treatment, no phosphate Zr (IV) crystals were observed. In all the items evaluated, the performance was inferior. Comparative Example 12 is an example in which the pH of the phosphorylation solution is high. Phosphorylation of the oxidized Zr (IV) crystal was insufficient. The film adhesion was poor.
- Comparative Example 13 is an example in which the phosphorylation treatment time is short. Phosphorylation of the oxidized Zr (IV) crystal was insufficient. The film adhesion was poor.
- Comparative Examples 14 to 18 are examples in which cathodic electrolysis was performed in one step using a cathodic electrolysis liquid corresponding to the chemical conversion liquid B1 of Patent Document 3. In all cases, the film adhesion was poor.
- the SEM image of the test material of Comparative Example 17 is shown in FIG. As shown in FIG. 10, in Comparative Example 17, the phosphoric acid Zr (IV) crystal was smooth, and the number of vertices of the phosphoric acid Zr (IV) crystal present at the specific height position was small.
- Comparative Example 19 is an example in which cathodic electrolysis is performed in one step using a cathodic electrolysis liquid corresponding to the chemical conversion liquid B2 of Patent Document 3. In Comparative Example 19, all the evaluation results were inferior. In addition, the SEM image of the test material of Comparative Example 19 is shown in FIG. As shown in FIG. 11, in Comparative Example 19, the phosphoric acid Zr (IV) crystal was granular, and the number of vertices of the phosphoric acid Zr (IV) crystal present at the specific height position was small.
- Comparative Example 20 is an example in which cathodic electrolysis is performed in one step using a cathodic electrolysis liquid corresponding to the chemical conversion liquid B3 of Patent Document 3. In Comparative Example 20, all the evaluation results were inferior.
- the SEM image of the test material of the comparative example 20 is shown in FIG. As shown in FIG. 12, in Comparative Example 20, the phosphoric acid Zr (IV) crystal was amorphous, and the number of vertices of the phosphoric acid Zr (IV) crystal existing at the specific height position was small.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Electrochemistry (AREA)
- Mechanical Engineering (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Chemical Treatment Of Metals (AREA)
- Laminated Bodies (AREA)
Abstract
この表面処理鋼板は、鋼板またはめっき鋼板である基板と、前記基板の少なくとも一方の表面に形成され、平面視した状態で網目と長さ1μmの任意の直線との交点の数を測定した場合に、複数の前記任意の直線との前記交点の数が平均で5~20個である網目形状を有するりん酸Zr(IV)結晶と、を有する。
Description
本発明は、表面処理鋼板およびその製造方法に関する。
本願は、2015年3月16日に、日本に出願された特願2015-52646号に基づき優先権を主張し、その内容をここに援用する。
本願は、2015年3月16日に、日本に出願された特願2015-52646号に基づき優先権を主張し、その内容をここに援用する。
Snめっき鋼板は、主に缶用鋼板として使用されている。Snめっき鋼板の表面に施される化成処理としては、従来よりクロメート処理が使用されてきた。しかしながら、近年はCr(VI)の使用を回避する目的で、Cr以外の化学種、特に酸化Zr(IV)を利用する化成処理が検討されている。
特許文献1~3では、Zr皮膜、りん酸化合物皮膜およびフェノール樹脂皮膜から選択された少なくとも二種以上の皮膜を鋼板表面に形成する化成処理方法が開示されている。
特許文献1および2では、Zr皮膜、りん酸化合物皮膜およびフェノール樹脂皮膜から選択された少なくとも二種以上の皮膜中の任意の粒子が一定の大きさ以下であることにより、耐食性および製缶加工性が向上すると記載されている。
特許文献1および2では、Zr皮膜、りん酸化合物皮膜およびフェノール樹脂皮膜から選択された少なくとも二種以上の皮膜中の任意の粒子が一定の大きさ以下であることにより、耐食性および製缶加工性が向上すると記載されている。
特許文献3では、Zr皮膜、りん酸化合物皮膜およびフェノール樹脂皮膜から選択された少なくとも二種以上の皮膜中の任意の粒子が一定の大きさ以上であることにより、皮膜と皮膜の上層に被覆するフィルム又は塗料との密着性が向上すると記載されている。なお、フィルムと塗料とをコーティング剤と総称する。
特許文献4には、鋼板またはめっき鋼板に対して、Zrイオンおよびりん酸イオンを含む酸性溶液を用いた陰極電解処理を1回行うことにより、Zrおよびりん酸を含む皮膜を形成する化成処理方法が開示されている。
特許文献4には、鋼板またはめっき鋼板に対して、Zrイオンおよびりん酸イオンを含む酸性溶液を用いた陰極電解処理を1回行うことにより、Zrおよびりん酸を含む皮膜を形成する化成処理方法が開示されている。
特許文献1~4の化成処理方法により形成される皮膜(以下、化成処理皮膜と呼称する)では、コーティング剤との密着性が十分ではない場合がある。特許文献1~4の化成処理皮膜の表面は平滑であるか、または表面に粒状または定まった形状を有さない(無定形の)酸化Zr(IV)結晶やりん酸Zr(IV)結晶が析出して凹凸を形成している。粒状または無定形の酸化Zr(IV)やりん酸Zr(IV)が析出している(つまり、酸化Zr(IV)やりん酸Zr(IV)が凸状の析出物である)場合は、化成処理皮膜の表面が平滑である場合と比べて、化成処理皮膜とコーティング剤との接触面積が増加するため、コーティング剤との密着性がある程度向上する。
しかしながら、粒状または無定形の酸化Zr(IV)やりん酸Zr(IV)が析出している場合には、コーティング剤が酸化Zr(IV)やりん酸Zr(IV)の下に回り込まないので、化成処理皮膜とコーティング剤とが物理的に密着しない。このような場合には、化成処理皮膜とコーティング剤との密着性は両者の親和力に依存するため、好適な密着性を得ることが難しい。
しかしながら、粒状または無定形の酸化Zr(IV)やりん酸Zr(IV)が析出している場合には、コーティング剤が酸化Zr(IV)やりん酸Zr(IV)の下に回り込まないので、化成処理皮膜とコーティング剤とが物理的に密着しない。このような場合には、化成処理皮膜とコーティング剤との密着性は両者の親和力に依存するため、好適な密着性を得ることが難しい。
化成処理皮膜中の化合物のうち、りん酸塩はコーティング剤との密着性の向上に寄与する。そのため、特許文献1~4の化成処理皮膜とコーティング剤との密着性を向上するには、化成処理皮膜中のりん酸塩の含有量を増加させることが必要である。しかしながら、化成処理皮膜中のりん酸塩の含有量を増加させると、化成処理皮膜に割れが生じる場合がある。化成処理皮膜に割れが生じると、コーティング剤との密着性が劣化するため好ましくない。つまり、特許文献1~4の化成処理皮膜では、コーティング剤との密着性を向上させるのが難しい。
また、特許文献1~4の化成処理皮膜では、耐食性の更なる向上が望まれている。
本発明は、上記の事情に鑑みてなされたものであり、コーティング剤との密着性および耐食性に優れた表面処理鋼板およびその製造方法を提供することを目的とする。
本発明は、上記課題を解決して、係る目的を達成するために以下の手段を採用する。
(1)本発明の一態様に係る表面処理鋼板は、鋼板またはめっき鋼板である基板と、前記基板の少なくとも一方の表面に形成され、平面視した状態で網目と長さ1μmの任意の直線との交点の数を測定した場合に、複数の前記任意の直線との前記交点の数が平均で5~20個である網目形状を有するりん酸Zr(IV)結晶と、を有する。
(1)本発明の一態様に係る表面処理鋼板は、鋼板またはめっき鋼板である基板と、前記基板の少なくとも一方の表面に形成され、平面視した状態で網目と長さ1μmの任意の直線との交点の数を測定した場合に、複数の前記任意の直線との前記交点の数が平均で5~20個である網目形状を有するりん酸Zr(IV)結晶と、を有する。
(2)上記(1)に記載の表面処理鋼板において、前記りん酸Zr(IV)結晶が、前記基板の前記表面から鉛直方向に20~200nmの位置に、前記基板の面方向1μm当たり5~30個の頂点を有する構成を採用してもよい。
(3)上記(1)または(2)に記載の表面処理鋼板において、前記りん酸Zr(IV)結晶の付着量が、金属Zr量に換算して5~50mg/m2である構成を採用してもよい。
(4)本発明の一態様に係る表面処理鋼板の製造方法は、ZrF6
2-を0.15~2.0mol/dm3の濃度で含有し、温度が20℃~60℃であり、pHが3.5~4.5の陰極電解処理液を用い、電流密度が1~20A/dm2かつ電気量が1~30C/dm2の条件下で、鋼板またはめっき鋼板である基板に陰極電解処理を施す陰極電解処理工程と、前記陰極電解処理工程後の前記基板に水洗処理を施す水洗処理工程と、前記水洗処理工程後の前記基板を、りん酸イオン、りん酸水素イオン及びりん酸二水素イオンを合計でPO4
3-に換算して0.0316~0.316mol/dm3含有し、pHが2.5~3.5であるりん酸化処理液に0.5秒以上浸漬するりん酸化処理工程と、を有する。
上記各態様によれば、コーティング剤との密着性および耐食性に優れた表面処理鋼板およびその製造方法を提供することができる。
以下、実施形態に係る表面処理鋼板およびその製造方法を、図面を参照して説明する。
(表面処理鋼板)
最初に、図1を参照して表面処理鋼板10について説明する。図1は、本実施形態に係る表面処理鋼板10の層構造を示す模式図である。図1に示すように、表面処理鋼板10は、鋼板またはめっき鋼板である基板1と、基板1の表面に形成されたりん酸Zr(IV)結晶2とを有する。なお、「りん酸Zr(IV)結晶2」の「IV」は、りん酸Zrが4価のりん酸Zrであることを表す。
(表面処理鋼板)
最初に、図1を参照して表面処理鋼板10について説明する。図1は、本実施形態に係る表面処理鋼板10の層構造を示す模式図である。図1に示すように、表面処理鋼板10は、鋼板またはめっき鋼板である基板1と、基板1の表面に形成されたりん酸Zr(IV)結晶2とを有する。なお、「りん酸Zr(IV)結晶2」の「IV」は、りん酸Zrが4価のりん酸Zrであることを表す。
[基板1]
基板1として用いられる鋼板またはめっき鋼板の種類は、特に限定されない。鋼板としてはアルミキルド鋼などの普通鋼、IF鋼や高張力鋼などの板および鋼帯を用いることができる。めっき鋼板としては、上記鋼板の表面にZn、Zn合金またはSnなどのめっき層を形成したものや、ステンレス鋼板を用いることができる。
基板1として用いられる鋼板またはめっき鋼板の種類は、特に限定されない。鋼板としてはアルミキルド鋼などの普通鋼、IF鋼や高張力鋼などの板および鋼帯を用いることができる。めっき鋼板としては、上記鋼板の表面にZn、Zn合金またはSnなどのめっき層を形成したものや、ステンレス鋼板を用いることができる。
[りん酸Zr(IV)結晶2]
図1に示すように、複数のりん酸Zr(IV)結晶2が基板1の少なくとも一方の表面に形成されている。
次に、図2~8を参照してりん酸Zr(IV)結晶2についてさらに詳細に説明する。図2は、本実施形態に係る表面処理鋼板10の表面を示すSEM画像である。図3は、図2を二値化した画像である。図4は、本実施形態に係る表面処理鋼板10の断面を示すSEM画像である。図5~8は、本実施形態に係るりん酸Zr(IV)結晶を示す模式図である。
図1に示すように、複数のりん酸Zr(IV)結晶2が基板1の少なくとも一方の表面に形成されている。
次に、図2~8を参照してりん酸Zr(IV)結晶2についてさらに詳細に説明する。図2は、本実施形態に係る表面処理鋼板10の表面を示すSEM画像である。図3は、図2を二値化した画像である。図4は、本実施形態に係る表面処理鋼板10の断面を示すSEM画像である。図5~8は、本実施形態に係るりん酸Zr(IV)結晶を示す模式図である。
図2に示すように、表面処理鋼板10は、平面視した場合に網目状に形成されたりん酸Zr(IV)結晶2を基板1の表面に備える。
溶融又は軟化したコーティング剤は、網目状に形成されたりん酸Zr(IV)結晶2の表面全体を被覆する。これにより、りん酸Zr(IV)結晶2とコーティング剤との密着性が向上する。コーティング剤により被覆されたりん酸Zr(IV)結晶2は、絞り加工やしごき加工などを受けても剥離や割れが発生しにくく、コーティング剤との密着性が劣化しにくい。
溶融又は軟化したコーティング剤は、網目状に形成されたりん酸Zr(IV)結晶2の表面全体を被覆する。これにより、りん酸Zr(IV)結晶2とコーティング剤との密着性が向上する。コーティング剤により被覆されたりん酸Zr(IV)結晶2は、絞り加工やしごき加工などを受けても剥離や割れが発生しにくく、コーティング剤との密着性が劣化しにくい。
[りん酸Zr(IV)結晶2の交点の数]
表面処理鋼板10の表面を走査型電子顕微鏡(SEM)で観察した場合(平面視した場合)に、網目状に形成されたりん酸Zr(IV)結晶2の網目と長さ1μmの任意の直線との交点の平均値が、5~20個である。網目状に形成されたりん酸Zr(IV)結晶2の網目と長さ1μmの任意の直線との交点の平均値が5~20個であることにより、コーティング剤がりん酸Zr(IV)結晶2の表面を好適に被覆するため、好適な樹脂密着性を有することができる。
表面処理鋼板10の表面を走査型電子顕微鏡(SEM)で観察した場合(平面視した場合)に、網目状に形成されたりん酸Zr(IV)結晶2の網目と長さ1μmの任意の直線との交点の平均値が、5~20個である。網目状に形成されたりん酸Zr(IV)結晶2の網目と長さ1μmの任意の直線との交点の平均値が5~20個であることにより、コーティング剤がりん酸Zr(IV)結晶2の表面を好適に被覆するため、好適な樹脂密着性を有することができる。
網目状に形成されたりん酸Zr(IV)結晶2の網目と長さ1μmの任意の直線との交点の数を測定する際には、図3に示すように、表面処理鋼板10を平面視したSEM画像を二値化した画像(以下、二値化画像と呼称する)を用いて測定する。なお、図3に示す二値化画像では、白色の部分にりん酸Zr(IV)結晶2が存在する。
表面処理鋼板10を平面視したSEM画像は、走査型電子顕微鏡(SEM)を用い、1万~5万倍で撮影するとよい。また、SEM画像の二値化画像を作成する際は、コンピュータで画像解析用のソフトウェアを用いた画像処理をすればよい。二値化画像においてりん酸Zr(IV)結晶2の網目の交点の数の測定方法は、例えば、二値化画像上100nm間隔で横方向に長さ1μmの直線を5本引き、網目と交わる点を目視により計数し、交点の数の平均値を算出すればよい。
交点の数の平均値を算出する際に用いる任意の直線の数は特に限定されないが、例えば5本が好ましく、より好ましくは10本である。
表面処理鋼板10を平面視したSEM画像は、走査型電子顕微鏡(SEM)を用い、1万~5万倍で撮影するとよい。また、SEM画像の二値化画像を作成する際は、コンピュータで画像解析用のソフトウェアを用いた画像処理をすればよい。二値化画像においてりん酸Zr(IV)結晶2の網目の交点の数の測定方法は、例えば、二値化画像上100nm間隔で横方向に長さ1μmの直線を5本引き、網目と交わる点を目視により計数し、交点の数の平均値を算出すればよい。
交点の数の平均値を算出する際に用いる任意の直線の数は特に限定されないが、例えば5本が好ましく、より好ましくは10本である。
[りん酸Zr(IV)結晶2の頂点の数]
表面処理鋼板10の断面試料を走査型電子顕微鏡(SEM)を用いて観察した場合に、基板1の表面を基準とする鉛直方向に高さ20~200nmの位置(以下、特定高さ位置と呼称する)にりん酸Zr(IV)結晶2の頂点が、基板1の表面方向の長さ1μm当たり5~30点形成されていることが好ましい。
りん酸Zr(IV)結晶2の頂点の位置が基板1の表面を基準として鉛直方向に20nm未満であると、表面処理鋼板10とコーティング剤との接触部分が小さく、コーティング剤との密着性を向上させるのが難しい。一方、りん酸Zr(IV)結晶2の頂点の位置が基板1の表面を基準として鉛直方向に200nmを超えると、加工時に折れやすく、コーティング剤との密着性が劣化する。
特定高さ位置に存在するりん酸Zr(IV)結晶2の頂点の数が5未満では、表面処理鋼板10とコーティング剤との接触面積が小さく、コーティング剤との密着性を向上させるのが難しい。一方、特定高さ位置に存在するりん酸Zr(IV)結晶2の頂点の数が30を超えると、りん酸Zr(IV)結晶2の基板1に近い部分での間隙が減少し、コーティング剤の侵入が困難になる。そのため、特定高さ位置に存在するりん酸Zr(IV)結晶2の頂点の数が30超の場合には、コーティング剤との密着性を向上させることが難しい。
表面処理鋼板10の断面試料を走査型電子顕微鏡(SEM)を用いて観察した場合に、基板1の表面を基準とする鉛直方向に高さ20~200nmの位置(以下、特定高さ位置と呼称する)にりん酸Zr(IV)結晶2の頂点が、基板1の表面方向の長さ1μm当たり5~30点形成されていることが好ましい。
りん酸Zr(IV)結晶2の頂点の位置が基板1の表面を基準として鉛直方向に20nm未満であると、表面処理鋼板10とコーティング剤との接触部分が小さく、コーティング剤との密着性を向上させるのが難しい。一方、りん酸Zr(IV)結晶2の頂点の位置が基板1の表面を基準として鉛直方向に200nmを超えると、加工時に折れやすく、コーティング剤との密着性が劣化する。
特定高さ位置に存在するりん酸Zr(IV)結晶2の頂点の数が5未満では、表面処理鋼板10とコーティング剤との接触面積が小さく、コーティング剤との密着性を向上させるのが難しい。一方、特定高さ位置に存在するりん酸Zr(IV)結晶2の頂点の数が30を超えると、りん酸Zr(IV)結晶2の基板1に近い部分での間隙が減少し、コーティング剤の侵入が困難になる。そのため、特定高さ位置に存在するりん酸Zr(IV)結晶2の頂点の数が30超の場合には、コーティング剤との密着性を向上させることが難しい。
りん酸Zr(IV)結晶2の頂点の観察に用いる断面試料は、クロスセクションポリッシャ(登録商標)を用いて、表面処理鋼板10の板長方向又は板幅方向の断面試料を作成する。なお、観察する際には、表面処理鋼板10の表面にカーボン等の蒸着を施した状態で、SEMを用いて10000倍以上の倍率で観察することが好ましい。より好ましい倍率は、30000~50000倍である。
りん酸Zr(IV)結晶2の頂点の数は、オージェ電子分光装置(AES)を用いて測定することもできる。AESを用いて結晶頂点の数を測定する場合には、まず、AESを用いてZr及びPを検出する。AESによるZr及びPの検出結果から、ZrとPとが同じ位置に存在し、かつ、ZrとPとの存在比率(モル比)が0.95~1.05である部位にりん酸Zr(IV)結晶2が形成されていると判断する。上述の方法でりん酸Zr(IV)結晶2の形成されている部位を特定した上で、基板1の表面方向の長さ1μm当たりに形成されているりん酸Zr(IV)結晶2の頂点の数を測定する。
りん酸Zr(IV)結晶2の頂点の数は、オージェ電子分光装置(AES)を用いて測定することもできる。AESを用いて結晶頂点の数を測定する場合には、まず、AESを用いてZr及びPを検出する。AESによるZr及びPの検出結果から、ZrとPとが同じ位置に存在し、かつ、ZrとPとの存在比率(モル比)が0.95~1.05である部位にりん酸Zr(IV)結晶2が形成されていると判断する。上述の方法でりん酸Zr(IV)結晶2の形成されている部位を特定した上で、基板1の表面方向の長さ1μm当たりに形成されているりん酸Zr(IV)結晶2の頂点の数を測定する。
図5に示すように、りん酸Zr(IV)結晶2が略三角形である場合には、基板1の表面を基準とするりん酸Zr(IV)結晶2の鉛直方向の高さは、頂点Aと、頂点Aから基板1の表面に下ろした垂線の足である点Hとを結ぶ線分AHの長さとする。
図6に示すように、りん酸Zr(IV)結晶2が略四角形である場合には、以下の方法で基板1の表面を基準とするりん酸Zr(IV)結晶2の鉛直方向の高さを求める。まず、頂点A’から基板1の表面に垂線を引き、頂点A’と垂線の足である点H’とを結ぶ線分A’H’の長さを求める。次に、頂点Dから基板1の表面に垂線を引き、頂点Dと垂線の足である点H’’とを結ぶ線分DH’’の長さを求める。上述の方法で求められた線分A’H’の長さと線分DH’’の長さとの平均の長さを、基板1の表面を基準とするりん酸Zr(IV)結晶2の鉛直方向の高さとする。
すなわち、基板1の表面を基準とするりん酸Zr(IV)結晶2の鉛直方向の高さが20~200nmであれば、基板1の表面を基準とする鉛直方向の高さ20~200nmの位置にりん酸Zr(IV)結晶2の頂点が存在することになる。
図6に示すように、りん酸Zr(IV)結晶2が略四角形である場合には、以下の方法で基板1の表面を基準とするりん酸Zr(IV)結晶2の鉛直方向の高さを求める。まず、頂点A’から基板1の表面に垂線を引き、頂点A’と垂線の足である点H’とを結ぶ線分A’H’の長さを求める。次に、頂点Dから基板1の表面に垂線を引き、頂点Dと垂線の足である点H’’とを結ぶ線分DH’’の長さを求める。上述の方法で求められた線分A’H’の長さと線分DH’’の長さとの平均の長さを、基板1の表面を基準とするりん酸Zr(IV)結晶2の鉛直方向の高さとする。
すなわち、基板1の表面を基準とするりん酸Zr(IV)結晶2の鉛直方向の高さが20~200nmであれば、基板1の表面を基準とする鉛直方向の高さ20~200nmの位置にりん酸Zr(IV)結晶2の頂点が存在することになる。
図7に示す頂点L及びMは、基板1の表面から鉛直方向に20~200nmの位置に存在する。一方、図7に示す頂点Nは、基板1の表面から鉛直方向に20nm未満の位置に存在する。そのため、図7に示す場合には、特定高さ位置に存在するりん酸Zr(IV)結晶2の頂点の数は2である。
図8に示す頂点O,P及びQは、基板1から鉛直方向に20~200nmの位置に存在する。そのため、図8に示す場合には、特定高さ位置に存在するりん酸Zr(IV)結晶2の頂点の数は3である。
図8に示す頂点O,P及びQは、基板1から鉛直方向に20~200nmの位置に存在する。そのため、図8に示す場合には、特定高さ位置に存在するりん酸Zr(IV)結晶2の頂点の数は3である。
基板1の表面に形成されるりん酸Zr(IV)結晶2の付着量は、金属Zr量に換算して5~50mg/m2であることが好ましい。りん酸Zr(IV)結晶2の付着量が金属Zr量に換算して5mg/m2未満では、特定高さ位置に存在するりん酸Zr(IV)結晶2の頂点数が少なく、コーティング剤との密着性を向上させることが難しい。りん酸Zr(IV)結晶2の付着量が金属Zr量に換算して50mg/m2を超えると、りん酸Zr(IV)結晶2が密に存在することによりりん酸Zr(IV)結晶2に割れが生じる可能性が高くなる。これにより、コーティング剤との密着性が低下する場合があるので好ましくない。
なお、Zrの濃度は基板1の表面側において高く、基板1の表面から鉛直方向に離間するに従って低くなる。つまり、Zrの濃度は、基板1の表面を基準とし、鉛直方向にグラデーションが形成されている。この原因としては、りん酸Zr(IV)結晶2は後述するように酸化Zr(IV)結晶がりん酸化されることにより形成されるが、りん酸化される際に酸化Zr(IV)結晶の先端側が基板1の表面側に溶け落ちるためであると考えられる。
なお、Zrの濃度は基板1の表面側において高く、基板1の表面から鉛直方向に離間するに従って低くなる。つまり、Zrの濃度は、基板1の表面を基準とし、鉛直方向にグラデーションが形成されている。この原因としては、りん酸Zr(IV)結晶2は後述するように酸化Zr(IV)結晶がりん酸化されることにより形成されるが、りん酸化される際に酸化Zr(IV)結晶の先端側が基板1の表面側に溶け落ちるためであると考えられる。
表面処理鋼板10はコーティング剤との密着性だけでなく、耐食性にも優れている。表面処理鋼板10が耐食性にも優れている理由としては、コーティング剤の剥離がりん酸Zr(IV)によって抑制され、腐食因子が金属表面に極めて到達しにくいためであると考えられる。
上述のように、表面処理鋼板10はコーティング剤との密着性及び耐食性に優れており、特に缶用鋼板、自動車用鋼板及び家電用鋼板などに用いることができる。
(表面処理鋼板10の製造方法)
次に、図9を参照して表面処理鋼板10の製造方法について説明する。図9は、本実施形態に係る表面処理鋼板10の製造方法を示す流れ図である。
図9に示すように、表面処理鋼板10の製造方法は、陰極電解処理工程、水洗処理工程及びりん酸化処理工程を有するので、それぞれの工程について詳細に説明する。
次に、図9を参照して表面処理鋼板10の製造方法について説明する。図9は、本実施形態に係る表面処理鋼板10の製造方法を示す流れ図である。
図9に示すように、表面処理鋼板10の製造方法は、陰極電解処理工程、水洗処理工程及びりん酸化処理工程を有するので、それぞれの工程について詳細に説明する。
[前処理工程]
基板1の表面に油脂又はその他の汚れが付着していると、酸化Zr(IV)の析出が妨げられる。そのため、表面処理鋼板10の製造に当たっては、表面が清浄な基板1を用いることが好ましい。基板1の表面が清浄ではない場合には、基板1の材質に適した脱脂等の処理を行うことが好ましい。基板1として鋼板を用いる場合は、水酸化ナトリウム水溶液中で電解処理を施すことにより、鋼板表面の脱脂を行うことが好ましい。
基板1の表面に油脂又はその他の汚れが付着していると、酸化Zr(IV)の析出が妨げられる。そのため、表面処理鋼板10の製造に当たっては、表面が清浄な基板1を用いることが好ましい。基板1の表面が清浄ではない場合には、基板1の材質に適した脱脂等の処理を行うことが好ましい。基板1として鋼板を用いる場合は、水酸化ナトリウム水溶液中で電解処理を施すことにより、鋼板表面の脱脂を行うことが好ましい。
[陰極電解処理工程]
次に、ZrF6 2-を含有する陰極電解処理液を用いて基板1を陰極電解処理することによって、基板1の表面に酸化Zr(IV)を析出させる(ステップS101)。ZrF6 2-源として用いることのできる化合物としては、ヘキサフルオロジルコニウム(IV)酸アンモニウム 、ヘキサフルオロジルコニウム(IV)酸カリウム 、ヘキサフルオロジルコニウム(IV)酸ナトリウム等が挙げられる。
ZrF6 2-を含有する陰極電解処理液を用いた陰極電解処理による酸化Zr(IV)の析出反応は、次のように説明できる。まず、陰極である基板1の表面で、下式(1)のように、水素イオンが還元されて水素ガスが生成される。これにより、基板1表面近傍の水素イオン濃度が低下し、pHが上昇する。陽極には、白金または白金めっきしたチタン等の金属を用いるのが好ましい。
次に、ZrF6 2-を含有する陰極電解処理液を用いて基板1を陰極電解処理することによって、基板1の表面に酸化Zr(IV)を析出させる(ステップS101)。ZrF6 2-源として用いることのできる化合物としては、ヘキサフルオロジルコニウム(IV)酸アンモニウム 、ヘキサフルオロジルコニウム(IV)酸カリウム 、ヘキサフルオロジルコニウム(IV)酸ナトリウム等が挙げられる。
ZrF6 2-を含有する陰極電解処理液を用いた陰極電解処理による酸化Zr(IV)の析出反応は、次のように説明できる。まず、陰極である基板1の表面で、下式(1)のように、水素イオンが還元されて水素ガスが生成される。これにより、基板1表面近傍の水素イオン濃度が低下し、pHが上昇する。陽極には、白金または白金めっきしたチタン等の金属を用いるのが好ましい。

pHが上昇した基板1表面近傍のZrF6
2-が、下式(2)のように反応して、水酸化Zr(IV)となって基板1表面に沈殿する。さらに脱水することにより、下式(3)のように酸化Zr(IV)が形成される。

陰極である基板1の表面近傍に高pH層が形成され、その高pH層においてZrF6
2-から水酸化Zr(IV)の沈殿皮膜が形成される。そのため、基板1のごく近傍では、ZrF6
2-の欠乏層が生じる。ZrF6
2-の欠乏層ではZrF6
2-の反応が起こらないので、上記の式(2)の反応の場は、基板1の近傍から次第に離れる。
上述のように反応する結果、酸化Zr(IV)が基板1の面方向に広がって析出するのではなく、基板1の表面の鉛直方向に対して少し傾いた方向に析出する。基板1の表面の鉛直方向ではなく、少し傾いた方向に析出する理由は明確ではないが、上述の方向に析出することで結晶が安定化するためであると考えられる。
上述のように反応する結果、酸化Zr(IV)が基板1の面方向に広がって析出するのではなく、基板1の表面の鉛直方向に対して少し傾いた方向に析出する。基板1の表面の鉛直方向ではなく、少し傾いた方向に析出する理由は明確ではないが、上述の方向に析出することで結晶が安定化するためであると考えられる。
陰極電解処理液のZrF6
2-の濃度は、0.15~2.0mol/dm3である。
陰極電解処理液のZrF6 2-の濃度が2.0mol/dm3超の場合には、上記の式(2)の反応が起こりやすくなって、無定形の酸化Zr(IV)結晶が形成される。
陰極電解処理液のZrF6 2-の濃度が0.15mol/dm3未満の場合は、陰極である基板1の近傍に生じる高pH層の大部分がZrF6 2-欠乏層となるため、上述したような酸化Zr(IV)の規則的な成長が起こらず、粒状の形態を有する酸化Zr(IV)結晶が析出する。
陰極電解処理液のZrF6 2-の濃度が2.0mol/dm3超の場合には、上記の式(2)の反応が起こりやすくなって、無定形の酸化Zr(IV)結晶が形成される。
陰極電解処理液のZrF6 2-の濃度が0.15mol/dm3未満の場合は、陰極である基板1の近傍に生じる高pH層の大部分がZrF6 2-欠乏層となるため、上述したような酸化Zr(IV)の規則的な成長が起こらず、粒状の形態を有する酸化Zr(IV)結晶が析出する。
陰極電解処理液の温度は、20℃~60℃である。陰極電解処理液の温度が20℃未満の場合には、無定形の酸化Zr(IV)結晶が析出する。この場合には、りん酸化処理を行っても、好適な形状のりん酸Zr(IV)結晶2が形成されないため好ましくない。
一方、陰極電解処理液の温度が60℃を超えると、酸化Zr(IV)結晶がほとんど析出しないため、好ましくない。
一方、陰極電解処理液の温度が60℃を超えると、酸化Zr(IV)結晶がほとんど析出しないため、好ましくない。
陰極電解処理液のpHは、3.5~4.5である。陰極電解処理液のpHが3.5未満の場合には、酸化Zr(IV)結晶の析出量が非常に少ないため好ましくない。
一方、陰極電解処理液のpHが4.5超の場合には、無定形の水酸化Zr(IV)が析出する。この場合には、後述するりん酸化処理を行っても、基板1の表面にりん酸Zr(IV)結晶2を形成するのが困難である。
一方、陰極電解処理液のpHが4.5超の場合には、無定形の水酸化Zr(IV)が析出する。この場合には、後述するりん酸化処理を行っても、基板1の表面にりん酸Zr(IV)結晶2を形成するのが困難である。
陰極電解処理における電流密度は、1~20A/dm2である。陰極電解処理における電流密度が1A/dm2未満の場合には、長時間陰極電解処理を行っても、酸化Zr(IV)結晶がほとんど析出しないため好ましくない。
一方、陰極電解処理における電流密度が20A/dm2を超えると、酸化Zr(IV)結晶が板状に成長せず、後述するりん酸化処理を行っても、好適な形状を有するりん酸Zr(IV)結晶2が形成されないため好ましくない。
一方、陰極電解処理における電流密度が20A/dm2を超えると、酸化Zr(IV)結晶が板状に成長せず、後述するりん酸化処理を行っても、好適な形状を有するりん酸Zr(IV)結晶2が形成されないため好ましくない。
陰極電解処理の電気量は、1~30C/dm2である。陰極電解処理の電気量が1C/dm2未満の場合には、酸化Zr(IV)結晶の析出量が少なく、後述するりん酸化処理を行うことにより、酸化Zr(IV)結晶が溶解及び消失してしまう。一方、陰極電解処理の電気量が30C/dm2を超えると、酸化Zr(IV)結晶が過剰に析出し、後述するりん酸化処理によって形成されるりん酸Zr(IV)結晶2が好適な形状とならないため好ましくない。
[水洗処理工程]
陰極電解処理工程後、板状の酸化Zr(IV)結晶が析出した基板1を水洗する(ステップS103)。水洗処理工程を行うことにより、過剰に付着した酸化Zr(IV)結晶を洗い流すとともに、後述するりん酸化処理工程が適切に行われるように、表面性状等を調整する。
水洗処理工程で用いる水の温度は、5℃~80℃が好ましい。水洗処理工程の処理時間は、特に限定されないが、0.5~5秒が好ましい。
陰極電解処理工程後、板状の酸化Zr(IV)結晶が析出した基板1を水洗する(ステップS103)。水洗処理工程を行うことにより、過剰に付着した酸化Zr(IV)結晶を洗い流すとともに、後述するりん酸化処理工程が適切に行われるように、表面性状等を調整する。
水洗処理工程で用いる水の温度は、5℃~80℃が好ましい。水洗処理工程の処理時間は、特に限定されないが、0.5~5秒が好ましい。
[りん酸化処理工程]
水洗処理工程後の基板1を、りん酸イオンを主成分とし、pHが2.5~3.5のりん酸化処理液に0.5秒以上浸漬する(ステップS103)。この工程で、析出した酸化Zr(IV)結晶の一部は溶解し、一部はりん酸Zr(IV)結晶2に変化する。
水洗処理工程後の基板1を、りん酸イオンを主成分とし、pHが2.5~3.5のりん酸化処理液に0.5秒以上浸漬する(ステップS103)。この工程で、析出した酸化Zr(IV)結晶の一部は溶解し、一部はりん酸Zr(IV)結晶2に変化する。
りん酸化処理液のpHが2.5未満の場合には、酸化Zr(IV)のりん酸化処理液に対する溶解度が高いため、酸化Zr(IV)が短時間で溶解し、りん酸化処理工程の制御が難しくなるため好ましくない。
一方、りん酸化処理液のpHが3.5を超えると、りん酸イオンと酸化Zr(IV)との反応性が低い。そのため、酸化Zr(IV)結晶のごく表面を除き、大部分がりん酸化されないため好ましくない。
一方、りん酸化処理液のpHが3.5を超えると、りん酸イオンと酸化Zr(IV)との反応性が低い。そのため、酸化Zr(IV)結晶のごく表面を除き、大部分がりん酸化されないため好ましくない。
りん酸化処理工程の処理時間は、0.5秒以上である。
りん酸化処理工程の処理時間が0.5秒未満の場合には、酸化Zr(IV)結晶のりん酸化が不十分であり、酸化Zr(IV)結晶のごく表面を除き、大部分がりん酸化されないため好ましくない。
一方、析出した全ての酸化Zr(IV)がりん酸Zr(IV)結晶2へ変化した後は、りん酸化処理工程を行う必要が無い。りん酸化処理工程の処理時間の上限は特に定めないが、例えば10秒である。より好ましいりん酸化処理工程の処理時間の上限は、5秒である。
りん酸化処理工程の処理時間が0.5秒未満の場合には、酸化Zr(IV)結晶のりん酸化が不十分であり、酸化Zr(IV)結晶のごく表面を除き、大部分がりん酸化されないため好ましくない。
一方、析出した全ての酸化Zr(IV)がりん酸Zr(IV)結晶2へ変化した後は、りん酸化処理工程を行う必要が無い。りん酸化処理工程の処理時間の上限は特に定めないが、例えば10秒である。より好ましいりん酸化処理工程の処理時間の上限は、5秒である。
りん酸化処理液は、りん酸イオン、りん酸水素イオンおよびりん酸二水素イオンを合計でPO4
3-に換算して0.0316~0.316mol/dm3含有する。りん酸化処理液がりん酸イオン、りん酸水素イオンおよびりん酸二水素イオンを合計で上記の量含有することにより、りん酸Zr(IV)結晶2が好適に形成されるので好ましい。
なお、りん酸化処理液は、溶解したZr(IV)イオンを含有しても構わない。
なお、りん酸化処理液は、溶解したZr(IV)イオンを含有しても構わない。
特許文献1~4の化成処理方法では、酸化Zr(IV)とりん酸塩とを共に含む陰極電解処理液を用いて陰極電解処理することにより、化成処理皮膜を形成する。つまり、特許文献1~4では、化成処理皮膜が1段階処理により形成される。
一方、本実施形態の表面処理鋼板10の製造方法では、陰極電解処理工程およびりん酸化処理工程の2工程により、基板1の表面にりん酸Zr(IV)結晶2を形成する。つまり、本実施形態では、りん酸Zr(IV)結晶2が2段階処理により形成される。これにより、表面処理鋼板10は優れたコーティング剤との密着性および耐食性を有する。
表面処理鋼板10が優れたコーティング剤との密着性および耐食性を有する理由としては、りん酸化処理工程において酸化Zr(IV)結晶をりん酸化処理液に浸漬することによって、酸化Zr(IV)結晶がりん酸Zr(IV)結晶2に変化するとともに、酸化Zr(IV)結晶が一部溶解することによりりん酸Zr(IV)結晶2が平面視した場合に網目形状を有することに起因すると考えられる。
一方、本実施形態の表面処理鋼板10の製造方法では、陰極電解処理工程およびりん酸化処理工程の2工程により、基板1の表面にりん酸Zr(IV)結晶2を形成する。つまり、本実施形態では、りん酸Zr(IV)結晶2が2段階処理により形成される。これにより、表面処理鋼板10は優れたコーティング剤との密着性および耐食性を有する。
表面処理鋼板10が優れたコーティング剤との密着性および耐食性を有する理由としては、りん酸化処理工程において酸化Zr(IV)結晶をりん酸化処理液に浸漬することによって、酸化Zr(IV)結晶がりん酸Zr(IV)結晶2に変化するとともに、酸化Zr(IV)結晶が一部溶解することによりりん酸Zr(IV)結晶2が平面視した場合に網目形状を有することに起因すると考えられる。
以下、実施例によって、本発明をさらに詳細に説明する。以下に示す実施例は、本実施形態に係る表面処理鋼板及び表面処理鋼板の製造方法の一例にすぎず、本実施形態に係る表面処理鋼板及び表面処理鋼板の製造方法は、以下に示す実施例に限定されない。
[基板、前処理、めっき処理]
基板として、鋼板の表面にSnめっき層が形成されたSnめっき鋼板を用いた。具体的には、低炭素冷延鋼帯を連続焼鈍および調質圧延することにより得た板厚0.18mm、調質度T-5CAのSPB鋼帯を鋼板として使用した。前処理として、10mass%水酸化ナトリウム溶液中でSPB鋼帯に対して陰極電解脱脂を行った後、5mass%希硫酸でSPB鋼帯を酸洗した。
比較例14~20は、ワット浴を用いて70mg/m2のニッケルめっきを施した。
基板として、鋼板の表面にSnめっき層が形成されたSnめっき鋼板を用いた。具体的には、低炭素冷延鋼帯を連続焼鈍および調質圧延することにより得た板厚0.18mm、調質度T-5CAのSPB鋼帯を鋼板として使用した。前処理として、10mass%水酸化ナトリウム溶液中でSPB鋼帯に対して陰極電解脱脂を行った後、5mass%希硫酸でSPB鋼帯を酸洗した。
比較例14~20は、ワット浴を用いて70mg/m2のニッケルめっきを施した。
次いで、フェロスタン浴を用いてSPB鋼帯に電気Snめっきを施した。具体的には、Snイオンを20g/L、フェノールスルホン酸イオンを75g/L、界面活性剤を6g/L含む43℃のSnめっき液中で、電流密度20A/m2で陰極電解処理した。陽極には、白金を約1μmめっきしたチタンを用いた。
Snめっき後は、Snめっき液を10倍希釈した溶液にSPB鋼帯を浸漬し、ゴムロールで液切りをした後、冷風で乾燥した。通電加熱によって10秒間で260℃まで昇温させてSnをリフローし、直ちに75℃の水でクエンチした。
Snめっき後は、Snめっき液を10倍希釈した溶液にSPB鋼帯を浸漬し、ゴムロールで液切りをした後、冷風で乾燥した。通電加熱によって10秒間で260℃まで昇温させてSnをリフローし、直ちに75℃の水でクエンチした。
1mol/dm3の希塩酸を用いた電解剥離法により測定された全Sn量は2.8g/m2であり、Sn-Fe合金層を構成するFeSn2の量は金属Sn量に換算して1.0~1.1g/m2であった。
実施例および比較例1~13は、引き続き該Snめっき鋼板に、下記のように化成処理を施した。
[陰極電解処理]
前記のSnめっき鋼帯に、ヘキサフルオロジルコニウム(IV)酸アンモニウムを0.15~2.0mol/dm3以下の濃度で含有し、温度が20℃~70℃、pH3.5~4.5の(NH4)2ZrF6水溶液中で、1~20A/dm2の電流密度、1~30C/dm2の電気量の条件下で陰極電解処理を施した。
[陰極電解処理]
前記のSnめっき鋼帯に、ヘキサフルオロジルコニウム(IV)酸アンモニウムを0.15~2.0mol/dm3以下の濃度で含有し、温度が20℃~70℃、pH3.5~4.5の(NH4)2ZrF6水溶液中で、1~20A/dm2の電流密度、1~30C/dm2の電気量の条件下で陰極電解処理を施した。
[水洗処理]
陰極電解処理後、陰極電解処理を施したSnめっき鋼帯を30℃の水で2秒間水洗した。
陰極電解処理後、陰極電解処理を施したSnめっき鋼帯を30℃の水で2秒間水洗した。
[りん酸化処理]
水洗処理後、Snめっき鋼帯に対してりん酸化処理を施した。
りん酸化処理には、りん酸イオン、りん酸水素イオン及びりん酸二水素イオンの合計の濃度が1wt%であり、温度が40℃であるりん酸化処理液を用いた。水酸化ナトリウムを用いて、りん酸化処理液のpHを2.5~3.5に調整した。
水洗処理後、Snめっき鋼帯に対してりん酸化処理を施した。
りん酸化処理には、りん酸イオン、りん酸水素イオン及びりん酸二水素イオンの合計の濃度が1wt%であり、温度が40℃であるりん酸化処理液を用いた。水酸化ナトリウムを用いて、りん酸化処理液のpHを2.5~3.5に調整した。
Snめっき鋼帯を、上述のりん酸化処理液に0.5~10秒浸漬した。
りん酸化処理後、ゴムロールで液を絞り、速やかに水洗および乾燥した。
上述の工程により得られた表面処理鋼板を、試験材と呼称する。
りん酸化処理後、ゴムロールで液を絞り、速やかに水洗および乾燥した。
上述の工程により得られた表面処理鋼板を、試験材と呼称する。
実施例及び比較例1~13は、陰極電解処理工程とりん酸化処理工程との2段階処理によりりん酸Zr(IV)結晶を形成したのに対して、比較例14~20は、Snめっき鋼帯に対して、Zr及びリン酸塩を含む陰極電解処理液を用いた陰極電解処理によりりん酸Zr(IV)を含む化成処理皮膜を形成した。つまり、比較例14~20では、1段階処理で化成処理皮膜を形成した。
なお、比較例14~18で用いた陰極電解処理液は、特許文献3で用いられている化成処理液B1に相当し、比較例19で用いた陰極電解処理液は、特許文献3で用いられている化成処理液B2に相当し、比較例20で用いた陰極電解処理液は、特許文献3で用いられている化成処理液B3に相当する。
なお、比較例14~18で用いた陰極電解処理液は、特許文献3で用いられている化成処理液B1に相当し、比較例19で用いた陰極電解処理液は、特許文献3で用いられている化成処理液B2に相当し、比較例20で用いた陰極電解処理液は、特許文献3で用いられている化成処理液B3に相当する。
Zr量及びP量は、蛍光X線強度から、予め作成した検量線を使って算出した。
酸化Zr(IV)結晶のりん酸化状態は、オージェ電子分光分析(AES)により調べた。具体的には、結晶ごとにZrとPとの存在比率(モル比)を調べ、ZrとPとのモル比が0.95~1.05である場合には、その結晶は酸化Zr(IV)結晶が全てりん酸Zr(IV)結晶に変化していると判断した。
一方、ZrとPとのモル比が0.95未満である場合には、酸化Zr(IV)結晶の一部はりん酸Zr(IV)結晶に変化しているが、酸化Zr(IV)結晶が残存していると判断した。また、ZrとPとのモル比が1.05超である場合には、酸化Zr(IV)結晶が過剰にりん酸化されていると判断した。
Sn付着量は、1mol/Lの希塩酸中でSnめっき鋼板を陽極とする電解剥離法により求めた。
酸化Zr(IV)結晶のりん酸化状態は、オージェ電子分光分析(AES)により調べた。具体的には、結晶ごとにZrとPとの存在比率(モル比)を調べ、ZrとPとのモル比が0.95~1.05である場合には、その結晶は酸化Zr(IV)結晶が全てりん酸Zr(IV)結晶に変化していると判断した。
一方、ZrとPとのモル比が0.95未満である場合には、酸化Zr(IV)結晶の一部はりん酸Zr(IV)結晶に変化しているが、酸化Zr(IV)結晶が残存していると判断した。また、ZrとPとのモル比が1.05超である場合には、酸化Zr(IV)結晶が過剰にりん酸化されていると判断した。
Sn付着量は、1mol/Lの希塩酸中でSnめっき鋼板を陽極とする電解剥離法により求めた。
網目状に形成されたりん酸Zr(IV)結晶の網目の交点の数は、以下のようにして測定した。
試験材を平面視したSEM画像を、日本電子製FE-SEM JSM-6500Fを用いて、加速電圧5kV、3万倍の倍率で取得した。得られたSEM画像をソフトウェア“Lia32”を用いた画像処理により二値化し、二値化画像上100nm間隔で横方向に長さ1μmの直線を5本引き、網目と交わる点を目視により計数し、交点の数の平均値を算出した。
試験材を平面視したSEM画像を、日本電子製FE-SEM JSM-6500Fを用いて、加速電圧5kV、3万倍の倍率で取得した。得られたSEM画像をソフトウェア“Lia32”を用いた画像処理により二値化し、二値化画像上100nm間隔で横方向に長さ1μmの直線を5本引き、網目と交わる点を目視により計数し、交点の数の平均値を算出した。
特定高さ位置に存在するりん酸Zr(IV)結晶の頂点の数は、以下のようにして測定した。
クロスセクションポリッシャ(登録商標、日本電子株式会社製)を用いて、試験材にArイオンビームを照射して断面を加工した(CP加工)。断面を加工した試験材を、電界放出形走査型電子顕微鏡(FE-SEM、日本電子株式会社JSM-6500F)を用いて、倍率50000倍で観察した。
基板の表面方向の長さ1μm当たりの特定高さ位置に存在するりん酸Zr(IV)結晶の頂点の数を測定した。この測定を10視野において行い、その平均値を算出した。
クロスセクションポリッシャ(登録商標、日本電子株式会社製)を用いて、試験材にArイオンビームを照射して断面を加工した(CP加工)。断面を加工した試験材を、電界放出形走査型電子顕微鏡(FE-SEM、日本電子株式会社JSM-6500F)を用いて、倍率50000倍で観察した。
基板の表面方向の長さ1μm当たりの特定高さ位置に存在するりん酸Zr(IV)結晶の頂点の数を測定した。この測定を10視野において行い、その平均値を算出した。
上記試験材について、以下に示す(A)~(D)の各項目について評価試験を実施した。
(A)塗料一次密着性
試験材に、コーティング剤としてエポキシ・フェノール系塗料を60mg/dm2塗布した。以下では、エポキシ・フェノール系塗料を塗布した試験材を、塗装板と呼称する。塗装板に対して、210℃で10分間の焼き付けを行った。さらに、190℃で15分間、230℃で90秒間の追い焼きを行った。
焼き付け及び追い焼きを施した塗装板から、縦の長さ5mm、横の長さ100mmの大きさの試料を切り出した。同じ試験材から切り出した2枚の試料を、塗装面が向かい合うようにして、間に厚さ100μmのフィルム状のナイロン接着剤を挟んだ。これを、つかみ部を残して、ホットプレスで200℃で60秒間予熱した後、2.9×105Paの圧力をかけて200℃で50秒間圧着し、引張試験片とした。
つかみ部をそれぞれ90゜の角度で曲げてT字状とし、引張試験機のチャックでつかんで引っ張り、剥離強度を測定して、塗料一次密着性を評価した。
幅5mm当たりの剥離強度が59N以上の試験片を「Very Good」、39N以上59N未満の試験片を「Good」、19N以上39N未満の試験片を「Poor」、19N未満の試験片を「Bad」とした。
試験材に、コーティング剤としてエポキシ・フェノール系塗料を60mg/dm2塗布した。以下では、エポキシ・フェノール系塗料を塗布した試験材を、塗装板と呼称する。塗装板に対して、210℃で10分間の焼き付けを行った。さらに、190℃で15分間、230℃で90秒間の追い焼きを行った。
焼き付け及び追い焼きを施した塗装板から、縦の長さ5mm、横の長さ100mmの大きさの試料を切り出した。同じ試験材から切り出した2枚の試料を、塗装面が向かい合うようにして、間に厚さ100μmのフィルム状のナイロン接着剤を挟んだ。これを、つかみ部を残して、ホットプレスで200℃で60秒間予熱した後、2.9×105Paの圧力をかけて200℃で50秒間圧着し、引張試験片とした。
つかみ部をそれぞれ90゜の角度で曲げてT字状とし、引張試験機のチャックでつかんで引っ張り、剥離強度を測定して、塗料一次密着性を評価した。
幅5mm当たりの剥離強度が59N以上の試験片を「Very Good」、39N以上59N未満の試験片を「Good」、19N以上39N未満の試験片を「Poor」、19N未満の試験片を「Bad」とした。
(B)塗料二次密着性
(A)と同様の方法で引張試験片を作製した。
引張試験片をオートクレーブ中で125℃の水蒸気雰囲気に30分間曝し、90℃まで降温した後、引張試験片をオートクレーブから取り出した。引張試験片をオートクレーブから取り出した直後に、引張試験片のつかみ部をそれぞれ90゜の角度で曲げてT字状とし、引張試験機のチャックでつかんで引っ張った。その際の剥離強度を測定して、塗料二次密着性を評価した。
幅5mm当たりの剥離強度が、42N以上の試験片を「Very Good」、29N以上42N未満の試験片を「Good」、15N以上29N未満の試験片を「Poor」、15N未満の試験片を「Bad」と評価した。
(A)と同様の方法で引張試験片を作製した。
引張試験片をオートクレーブ中で125℃の水蒸気雰囲気に30分間曝し、90℃まで降温した後、引張試験片をオートクレーブから取り出した。引張試験片をオートクレーブから取り出した直後に、引張試験片のつかみ部をそれぞれ90゜の角度で曲げてT字状とし、引張試験機のチャックでつかんで引っ張った。その際の剥離強度を測定して、塗料二次密着性を評価した。
幅5mm当たりの剥離強度が、42N以上の試験片を「Very Good」、29N以上42N未満の試験片を「Good」、15N以上29N未満の試験片を「Poor」、15N未満の試験片を「Bad」と評価した。
(C)耐食性
塩化物イオンを含む酸性溶液を貯蔵するための容器用鋼板として各試験材を用いた場合の耐食性を評価するため、UCC(アンダーカッティング・コロージョン)試験を行った。
試験材に、エポキシ・フェノール系塗料を50mg/dm2塗布した。以下では、エポキシ・フェノール系塗料を塗布した試験材を塗装板と呼称する。塗装板に対して、205℃で10分間の焼き付けを行い、さらに、180℃で10分間の追い焼きを行った。
焼き付け及び追い焼きを施した塗装板から、縦の長さ50mm、横の長さ50mmの大きさの試料を切り出した。試料の表面にカッターで地鉄に達するまでクロスカットを入れ、資料の端面と裏面とを塗料でシールした。その後、大気開放下で、試料を1.5%クエン酸と1.5%塩化ナトリウムとを含有する55℃の試験液中に96時間浸漬した。
試験液中に96時間浸漬した後の試料を水洗および乾燥した後、速やかにスクラッチ部及び平面部をテープで剥離して、クロスカット部近傍の腐食状況、クロスカット部のピッティング腐食及び平面部の塗膜剥離状況を観察して、耐食性を評価した。
テープによる剥離及び腐食の両方が発見されなかった試験片を「Very Good」、スクラッチ部から0.2mm未満の範囲で生じたテープ剥離と目視不能な腐食との少なくとも一方が発見された試験片を「Good」、スクラッチ部から0.2~0.5mmの範囲で生じたテープ剥離と目視可能な小さい腐食との少なくとも一方が発見された試験片を「Poor」、0.5mmを超えるテープ剥離が発見された試験片を「Bad」と評価した。
塩化物イオンを含む酸性溶液を貯蔵するための容器用鋼板として各試験材を用いた場合の耐食性を評価するため、UCC(アンダーカッティング・コロージョン)試験を行った。
試験材に、エポキシ・フェノール系塗料を50mg/dm2塗布した。以下では、エポキシ・フェノール系塗料を塗布した試験材を塗装板と呼称する。塗装板に対して、205℃で10分間の焼き付けを行い、さらに、180℃で10分間の追い焼きを行った。
焼き付け及び追い焼きを施した塗装板から、縦の長さ50mm、横の長さ50mmの大きさの試料を切り出した。試料の表面にカッターで地鉄に達するまでクロスカットを入れ、資料の端面と裏面とを塗料でシールした。その後、大気開放下で、試料を1.5%クエン酸と1.5%塩化ナトリウムとを含有する55℃の試験液中に96時間浸漬した。
試験液中に96時間浸漬した後の試料を水洗および乾燥した後、速やかにスクラッチ部及び平面部をテープで剥離して、クロスカット部近傍の腐食状況、クロスカット部のピッティング腐食及び平面部の塗膜剥離状況を観察して、耐食性を評価した。
テープによる剥離及び腐食の両方が発見されなかった試験片を「Very Good」、スクラッチ部から0.2mm未満の範囲で生じたテープ剥離と目視不能な腐食との少なくとも一方が発見された試験片を「Good」、スクラッチ部から0.2~0.5mmの範囲で生じたテープ剥離と目視可能な小さい腐食との少なくとも一方が発見された試験片を「Poor」、0.5mmを超えるテープ剥離が発見された試験片を「Bad」と評価した。
(D)フィルム密着性
試験材の両面に厚さ20μmのポリエチレンテレフタレートフィルムを200℃でラミネートし、絞りしごき加工を行って缶体を作製した。上記の方法で作製された缶体に対し、125℃の温度下で、30分間レトルト処理を行った。レトルト処理後の缶体のフィルムの剥離状況を観察し、「Very Good」(剥離面積率0%)、「Good」(剥離面積率0%超2%未満)、「Poor」(剥離面積率2%以上10%未満)、「Bad」(剥離面積率10%以上)の4段階に分類し、「Good」を合格レベルとした。
試験材の両面に厚さ20μmのポリエチレンテレフタレートフィルムを200℃でラミネートし、絞りしごき加工を行って缶体を作製した。上記の方法で作製された缶体に対し、125℃の温度下で、30分間レトルト処理を行った。レトルト処理後の缶体のフィルムの剥離状況を観察し、「Very Good」(剥離面積率0%)、「Good」(剥離面積率0%超2%未満)、「Poor」(剥離面積率2%以上10%未満)、「Bad」(剥離面積率10%以上)の4段階に分類し、「Good」を合格レベルとした。
上記4項目の性能評価のうち、最も低い評価結果を総合評価として用いた。試験材の総合評価が「Very Good」または「Good」であれば、その試験材は実用することが可能である。
実施例および比較例の処理条件を表1~3に、得られた結果を表4~6に示した。




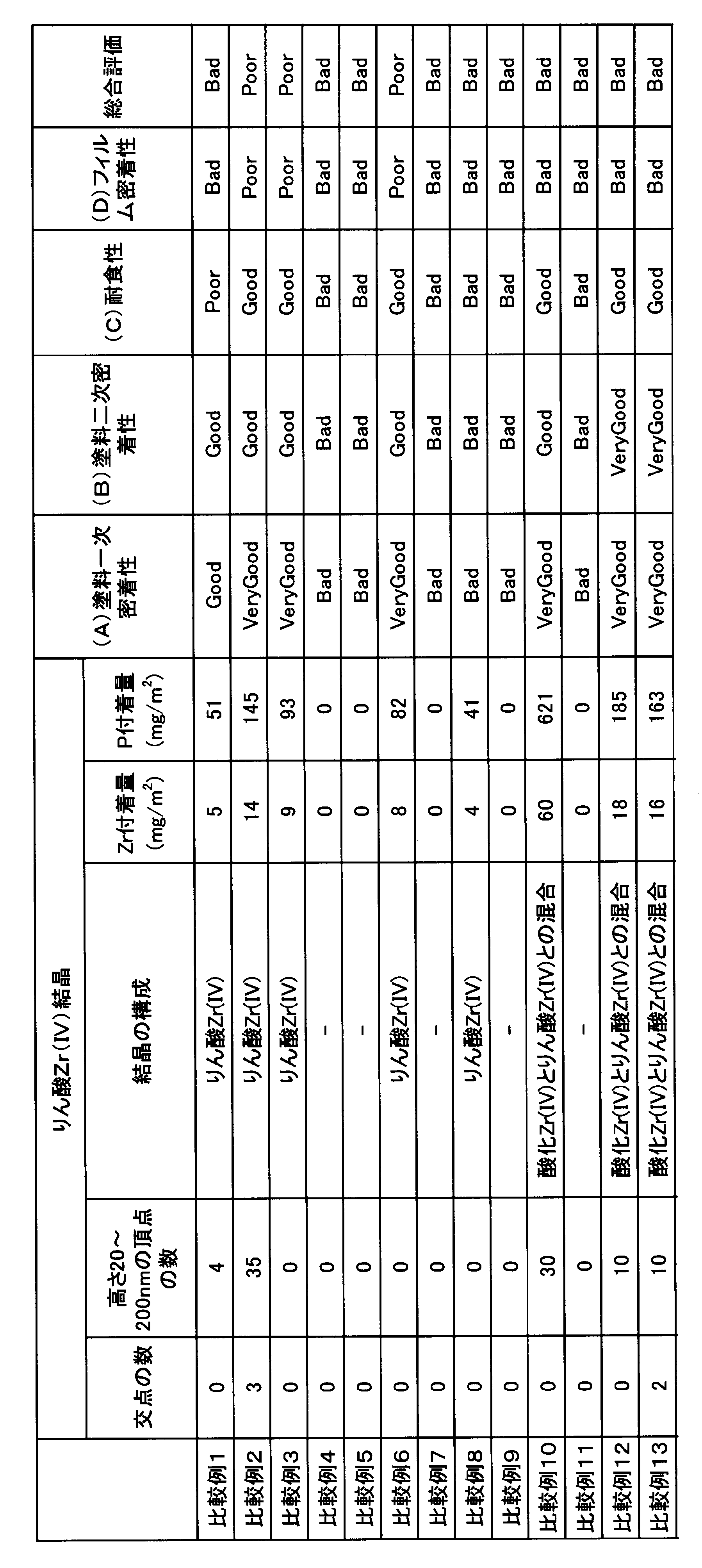

表4に示すように、実施例は、いずれも総合評価が「Very Good」または「Good」であった。一方、表5及び6に示すように、比較例は、いずれも総合評価が「Poor」または「Bad」であった。
比較例1はZr(IV)陰極電解処理におけるZrF6
2-濃度が低い例である。酸化Zr(IV)結晶の析出数が少ないことに起因して、特定高さ位置に存在するりん酸Zr(IV)結晶の頂点の数が少なかった。耐食性およびフィルム密着性が劣っていた。
比較例2はZr(IV)陰極電解処理におけるZrF6 2-濃度が高い例である。特定高さ位置に存在するりん酸Zr(IV)結晶の頂点の数が多かった。フィルム密着性が不十分であった。
比較例2はZr(IV)陰極電解処理におけるZrF6 2-濃度が高い例である。特定高さ位置に存在するりん酸Zr(IV)結晶の頂点の数が多かった。フィルム密着性が不十分であった。
比較例3は陰極電解処理における浴温度が低い例である。りん酸Zr(IV)結晶が無定形であり、特定高さ位置に存在するりん酸Zr(IV)結晶の頂点の数が少なかった。フィルム密着性が不十分だった。
比較例4は陰極電解処理における浴温度が高い例である。りん酸Zr(IV)結晶が析出しなかった。評価した全ての項目で、性能が劣っていた。
比較例4は陰極電解処理における浴温度が高い例である。りん酸Zr(IV)結晶が析出しなかった。評価した全ての項目で、性能が劣っていた。
比較例5は陰極電解処理液のpHが低い例である。りん酸Zr(IV)結晶が観察されなかった。評価した全ての項目で、性能が劣っていた。
比較例6は陰極電解処理液のpHが高い例である。りん酸Zr(IV)結晶が無定形であり、特定高さ位置に存在する頂点が観察されなかった。フィルム密着性が不十分であった。
比較例6は陰極電解処理液のpHが高い例である。りん酸Zr(IV)結晶が無定形であり、特定高さ位置に存在する頂点が観察されなかった。フィルム密着性が不十分であった。
比較例7は陰極電解処理における陰極電流密度が低い例である。りん酸Zr(IV)結晶が析出しなかった。評価した全ての項目で、性能が劣っていた。
比較例8は陰極電解処理における陰極電流密度が高い例である。りん酸Zr(IV)結晶が無定形であった。評価した全ての項目で、性能が劣っていた。
比較例8は陰極電解処理における陰極電流密度が高い例である。りん酸Zr(IV)結晶が無定形であった。評価した全ての項目で、性能が劣っていた。
比較例9は陰極電解処理における電気量が少ない例である。りん酸Zr(IV)結晶が析出しなかった。評価した全ての項目で、性能が劣っていた。
比較例10は陰極電解処理における電気量が多い例である。酸化Zr(IV)結晶のりん酸化が不十分であった。フィルム密着性が劣っていた。
比較例10は陰極電解処理における電気量が多い例である。酸化Zr(IV)結晶のりん酸化が不十分であった。フィルム密着性が劣っていた。
比較例11はりん酸化処理液のpHが低い例である。りん酸化処理における酸化Zr(IV)の溶解が速いことに起因して、りん酸Zr(IV)結晶が観察されなかった。評価した全ての項目で、性能が劣っていた。
比較例12はりん酸化処理液のpHが高い例である。酸化Zr(IV)結晶のりん酸化が不十分であった。フィルム密着性が劣っていた。
比較例12はりん酸化処理液のpHが高い例である。酸化Zr(IV)結晶のりん酸化が不十分であった。フィルム密着性が劣っていた。
比較例13はりん酸化処理の処理時間が短い例である。酸化Zr(IV)結晶のりん酸化が不十分であった。フィルム密着性が劣っていた。
比較例14~18は、特許文献3の化成処理液B1に相当する陰極電解処理液を用いて1段階で陰極電解処理した例である。いずれもフィルム密着性が劣っていた。
なお、比較例17の試験材のSEM画像を図10に示す。図10に示すように、比較例17では、りん酸Zr(IV)結晶が平滑であり、特定高さ位置に存在するりん酸Zr(IV)結晶の頂点の数が少なかった。
なお、比較例17の試験材のSEM画像を図10に示す。図10に示すように、比較例17では、りん酸Zr(IV)結晶が平滑であり、特定高さ位置に存在するりん酸Zr(IV)結晶の頂点の数が少なかった。
比較例19は、特許文献3の化成処理液B2に相当する陰極電解処理液を用いて1段階で陰極電解処理した例である。比較例19では、全ての評価結果が劣っていた。
なお、比較例19の試験材のSEM画像を図11に示す。図11に示すように、比較例19では、りん酸Zr(IV)結晶が粒状であり、特定高さ位置に存在するりん酸Zr(IV)結晶の頂点の数が少なかった。
なお、比較例19の試験材のSEM画像を図11に示す。図11に示すように、比較例19では、りん酸Zr(IV)結晶が粒状であり、特定高さ位置に存在するりん酸Zr(IV)結晶の頂点の数が少なかった。
比較例20は、特許文献3の化成処理液B3に相当する陰極電解処理液を用いて1段階で陰極電解処理した例である。比較例20では、全ての評価結果が劣っていた。
なお、比較例20の試験材のSEM画像を図12に示す。図12に示すように、比較例20では、りん酸Zr(IV)結晶が無定形であり、特定高さ位置に存在するりん酸Zr(IV)結晶の頂点の数が少なかった。
なお、比較例20の試験材のSEM画像を図12に示す。図12に示すように、比較例20では、りん酸Zr(IV)結晶が無定形であり、特定高さ位置に存在するりん酸Zr(IV)結晶の頂点の数が少なかった。
なお、詳細な結果は示さないが、特許文献1、2および4の化成処理皮膜も、特許文献3の化成処理皮膜と同様のりん酸Zr(IV)結晶が形成されていた。
上記一実施形態によれば、コーティング剤との密着性および耐食性に優れた表面処理鋼板およびその製造方法を提供することができる。
1 鋼板
2 りん酸Zr(IV)結晶
10 表面処理鋼板
2 りん酸Zr(IV)結晶
10 表面処理鋼板
Claims (4)
- 鋼板またはめっき鋼板である基板と;
前記基板の少なくとも一方の表面に形成され、平面視した状態で網目と長さ1μmの任意の直線との交点の数を測定した場合に、複数の前記任意の直線との前記交点の数が平均で5~20個である網目形状を有するりん酸Zr(IV)結晶と;
を有する
ことを特徴とする表面処理鋼板。 - 前記りん酸Zr(IV)結晶が、前記基板の前記表面から鉛直方向に20~200nmの位置に、前記基板の面方向1μm当たり5~30個の頂点を有する
ことを特徴とする、請求項1に記載の表面処理鋼板。 - 前記りん酸Zr(IV)結晶の付着量が、金属Zr量に換算して5~50mg/m2である
ことを特徴とする、請求項1または2に記載の表面処理鋼板。 - ZrF6 2-を0.15~2.0mol/dm3の濃度で含有し、温度が20℃~60℃であり、pHが3.5~4.5の陰極電解処理液を用い、電流密度が1~20A/dm2かつ電気量が1~30C/dm2の条件下で、鋼板またはめっき鋼板である基板に陰極電解処理を施す陰極電解処理工程と;
前記陰極電解処理工程後の前記基板に水洗処理を施す水洗処理工程と;
前記水洗処理工程後の前記基板を、りん酸イオン、りん酸水素イオン及びりん酸二水素イオンを合計でPO4 3-に換算して0.0316~0.316mol/dm3含有し、pHが2.5~3.5であるりん酸化処理液に0.5秒以上浸漬するりん酸化処理工程と;
を有する
ことを特徴とする、表面処理鋼板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016562032A JP6119925B2 (ja) | 2015-03-16 | 2016-03-14 | 表面処理鋼板 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015052646 | 2015-03-16 | ||
| JP2015-052646 | 2015-03-16 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016148105A1 true WO2016148105A1 (ja) | 2016-09-22 |
Family
ID=56920037
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/057966 WO2016148105A1 (ja) | 2015-03-16 | 2016-03-14 | 表面処理鋼板およびその製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6119925B2 (ja) |
| TW (1) | TW201641707A (ja) |
| WO (1) | WO2016148105A1 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05247665A (ja) * | 1992-03-03 | 1993-09-24 | Nippon Paint Co Ltd | 燐酸塩処理された金属材表面の後処理洗浄方法 |
| JP2009256726A (ja) * | 2008-04-16 | 2009-11-05 | Nippon Steel Corp | 缶用めっき鋼板及びその製造方法 |
| JP2014231631A (ja) * | 2013-05-29 | 2014-12-11 | Jfeスチール株式会社 | 容器用鋼板 |
-
2016
- 2016-03-14 WO PCT/JP2016/057966 patent/WO2016148105A1/ja active Application Filing
- 2016-03-14 TW TW105107782A patent/TW201641707A/zh unknown
- 2016-03-14 JP JP2016562032A patent/JP6119925B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05247665A (ja) * | 1992-03-03 | 1993-09-24 | Nippon Paint Co Ltd | 燐酸塩処理された金属材表面の後処理洗浄方法 |
| JP2009256726A (ja) * | 2008-04-16 | 2009-11-05 | Nippon Steel Corp | 缶用めっき鋼板及びその製造方法 |
| JP2014231631A (ja) * | 2013-05-29 | 2014-12-11 | Jfeスチール株式会社 | 容器用鋼板 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201641707A (zh) | 2016-12-01 |
| JP6119925B2 (ja) | 2017-04-26 |
| JPWO2016148105A1 (ja) | 2017-04-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100779334B1 (ko) | 표면 처리 주석 도금 강판 및 화성 처리액 | |
| US10865491B2 (en) | Sn-based alloy plated steel sheet | |
| WO2017204265A1 (ja) | Snめっき鋼板 | |
| TWI391532B (zh) | A plated steel sheet for use in a tank and a method for manufacturing the same | |
| WO2013182631A1 (en) | Method for producing a metal coating | |
| JP6146541B2 (ja) | めっき鋼板およびその製造方法 | |
| CA2721979A1 (en) | Method for producing tinned steel sheet, tinned steel sheet, and chemical conversion solution | |
| JP6008068B1 (ja) | 表面処理鋼板および表面処理鋼板の製造方法 | |
| JP6119925B2 (ja) | 表面処理鋼板 | |
| US10465309B2 (en) | Steel sheet for containers, and method for producing steel sheet for containers | |
| JP7410386B2 (ja) | Sn系めっき鋼板 | |
| US10851467B2 (en) | Steel sheet for containers, and method for producing steel sheet for containers | |
| JP7327718B1 (ja) | 表面処理鋼板およびその製造方法 | |
| JP7295486B2 (ja) | Sn系めっき鋼板 | |
| WO2021261155A1 (ja) | 表面処理鋼板、金属容器および表面処理鋼板の製造方法 | |
| JP6146402B2 (ja) | 容器用鋼板 | |
| JP6135650B2 (ja) | 容器用鋼板 | |
| JP6052305B2 (ja) | 容器用鋼板 | |
| TWI537124B (zh) | 容器用鋼板及容器用鋼板之製造方法 | |
| TW202342818A (zh) | 表面處理鋼板及其製造方法 | |
| JP4389363B2 (ja) | 塗料密着性と錫の均一腐食性に優れた錫めっき鋼板 | |
| JP2015196898A (ja) | 容器用鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2016562032 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16764935 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 16764935 Country of ref document: EP Kind code of ref document: A1 |