WO2016068201A1 - 蓄電デバイス用外装材 - Google Patents
蓄電デバイス用外装材 Download PDFInfo
- Publication number
- WO2016068201A1 WO2016068201A1 PCT/JP2015/080422 JP2015080422W WO2016068201A1 WO 2016068201 A1 WO2016068201 A1 WO 2016068201A1 JP 2015080422 W JP2015080422 W JP 2015080422W WO 2016068201 A1 WO2016068201 A1 WO 2016068201A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- metal foil
- meth
- exterior material
- corrosion prevention
- Prior art date
Links
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/138—Primary casings, jackets or wrappings of a single cell or a single battery adapted for specific cells, e.g. electrochemical cells operating at high temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/085—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/18—Layered products comprising a layer of metal comprising iron or steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/16—Layered products comprising a layer of synthetic resin specially treated, e.g. irradiated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
- B32B27/325—Layered products comprising a layer of synthetic resin comprising polyolefins comprising polycycloolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D175/00—Coating compositions based on polyureas or polyurethanes; Coating compositions based on derivatives of such polymers
- C09D175/04—Polyurethanes
- C09D175/14—Polyurethanes having carbon-to-carbon unsaturated bonds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/08—Anti-corrosive paints
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES OR LIGHT-SENSITIVE DEVICES, OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/14—Arrangements or processes for adjusting or protecting hybrid or EDL capacitors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES OR LIGHT-SENSITIVE DEVICES, OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/78—Cases; Housings; Encapsulations; Mountings
- H01G11/80—Gaskets; Sealings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES OR LIGHT-SENSITIVE DEVICES, OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/78—Cases; Housings; Encapsulations; Mountings
- H01G11/82—Fixing or assembling a capacitive element in a housing, e.g. mounting electrodes, current collectors or terminals in containers or encapsulations
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/116—Primary casings, jackets or wrappings of a single cell or a single battery characterised by the material
- H01M50/117—Inorganic material
- H01M50/119—Metals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/116—Primary casings, jackets or wrappings of a single cell or a single battery characterised by the material
- H01M50/121—Organic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/116—Primary casings, jackets or wrappings of a single cell or a single battery characterised by the material
- H01M50/122—Composite material consisting of a mixture of organic and inorganic materials
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/116—Primary casings, jackets or wrappings of a single cell or a single battery characterised by the material
- H01M50/124—Primary casings, jackets or wrappings of a single cell or a single battery characterised by the material having a layered structure
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/116—Primary casings, jackets or wrappings of a single cell or a single battery characterised by the material
- H01M50/124—Primary casings, jackets or wrappings of a single cell or a single battery characterised by the material having a layered structure
- H01M50/126—Primary casings, jackets or wrappings of a single cell or a single battery characterised by the material having a layered structure comprising three or more layers
- H01M50/129—Primary casings, jackets or wrappings of a single cell or a single battery characterised by the material having a layered structure comprising three or more layers with two or more layers of only organic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/131—Primary casings, jackets or wrappings of a single cell or a single battery characterised by physical properties, e.g. gas-permeability or size
- H01M50/133—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/06—Coating on the layer surface on metal layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/28—Multiple coating on one surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
- B32B2307/206—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
- B32B2307/3065—Flame resistant or retardant, fire resistant or retardant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/31—Heat sealable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/546—Flexural strength; Flexion stiffness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/714—Inert, i.e. inert to chemical degradation, corrosion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7246—Water vapor barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/746—Slipping, anti-blocking, low friction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/752—Corrosion inhibitor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/10—Batteries
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2553/00—Packaging equipment or accessories not otherwise provided for
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Definitions
- the present invention relates to an exterior material for a power storage device.
- secondary batteries such as lithium ion secondary batteries, nickel metal hydride and lead acid batteries, and electrochemical capacitors such as electric double layer capacitors are known.
- lithium ion secondary batteries With high energy density have attracted attention.
- metal cans have been used as exterior materials used in lithium ion secondary batteries, but recently, multilayered films that are lightweight, have high heat dissipation properties, and can be handled at low cost are increasingly used. ing.
- the electrolyte of the lithium ion secondary battery is composed of an aprotic solvent such as propylene carbonate, ethylene carbonate, dimethyl carbonate, diethyl carbonate, and ethyl methyl carbonate, and an electrolyte.
- an aprotic solvent such as propylene carbonate, ethylene carbonate, dimethyl carbonate, diethyl carbonate, and ethyl methyl carbonate
- electrolyte lithium salts such as LiPF 6 and LiBF 4 are used.
- these lithium salts generate hydrofluoric acid by a hydrolysis reaction.
- the hydrofluoric acid may cause corrosion of the metal surface of the battery member or decrease of the laminate strength between the layers of the multilayer film as the exterior material.
- an aluminum foil or the like is provided as a barrier layer inside the multilayer film to suppress moisture intrusion from the surface of the multilayer film.
- the exterior material for example, a base layer having heat resistance, a first adhesive layer, a barrier layer, a corrosion prevention treatment layer for preventing corrosion due to hydrofluoric acid, a second adhesive layer, and a sealant layer are laminated in this order.
- Multilayer films are known.
- the lithium ion secondary battery using the exterior material including the aluminum foil as the barrier layer is also called an aluminum laminate type lithium ion secondary battery.
- An aluminum laminate type lithium ion secondary battery is formed, for example, by forming a recess in a part of the exterior material by cold molding, and housing battery elements such as a positive electrode, a separator, a negative electrode, and an electrolytic solution in the recess, and the exterior material It is obtained by folding back the remaining portions and bonding the edges of each other by heat sealing.
- a lithium ion secondary battery is also called an embossed type lithium ion secondary battery.
- an embossed lithium ion secondary battery in which concave portions are formed on both sides of an outer packaging material to be bonded so as to accommodate more battery elements has been manufactured.
- the energy density of a lithium ion secondary battery increases as the recess formed by cold forming becomes deeper. However, the deeper the recesses are formed, the easier it is for pinholes and breaks to occur in the outer packaging material during molding. Then, protecting metal foil using a stretched film for the base material layer of an exterior material is performed (for example, refer patent document 1).
- a stretched polyamide film or a stretched polyester film having a tensile strength and an elongation amount of a specified value or more is used for the base material layer.
- a stretched polyamide film is used as the base material layer, there is a problem that the stretched polyamide film is melted when the electrolytic solution adheres to the stretched polyamide film in an electrolyte solution pouring step or the like.
- polyamide is a hygroscopic resin, and there is a concern that the water absorbed in the polyamide film reduces the insulation between the outside and the aluminum foil as the barrier layer in a high humidity situation.
- the present invention has been made in view of the above circumstances, and does not change even when an electrolytic solution adheres to the outer surface, can maintain excellent insulating properties even under high humidity, and has excellent moldability.
- An object is to provide an exterior material.
- the present invention includes a metal foil layer, a coating layer formed on the first surface of the metal foil layer directly or via a first corrosion prevention treatment layer, and the first of the metal foil layer.
- a second corrosion prevention treatment layer formed on the second surface opposite to the one surface, an adhesive layer formed on the second corrosion prevention treatment layer, and formed on the adhesion layer.
- a sealant layer wherein the coating layer is formed from an active energy ray-curable resin composition containing urethane (meth) acrylate, or a polyurethane water dispersion, and the urethane (meta )
- An acrylate provides an exterior material for an electricity storage device obtained by reacting a polyol having an alicyclic structure, a polyisocyanate, and a hydroxyl group-containing (meth) acrylate.
- the exterior material having the above configuration has excellent electrolyte resistance, insulation under high humidity, and moldability.
- the urethane (meth) acrylate preferably has 2 to 6 (meth) acryloyl groups.
- the thickness of the coating layer is preferably 3 ⁇ m or more and 30 ⁇ m or less.
- the polyol having the alicyclic structure preferably contains a polycarbonate diol having an alicyclic structure.
- the water resistance tends to be further improved.
- the polycarbonate diol having an alicyclic structure is selected from the group consisting of bicyclo [4,4,0] decanedimethanol, norbornanedimethanol, tricyclodecanedimethanol, 2,6-decahydronaphthalenediethanol, hydrogenated bisphenol A. It preferably has a structure derived from at least one compound selected from the group consisting of 1,4-cyclohexanedimethanol and 1,4-cyclohexanediol.
- the polycarbonate diol having an alicyclic structure has the above structure, the water resistance and the electrolytic solution resistance tend to be further improved.
- the polyol having an alicyclic structure is bicyclo [4,4,0] decane dimethanol, norbornane dimethanol, tricyclodecane dimethanol, 2,6-decahydronaphthalenediethanol, hydrogenated bisphenol A, It is preferable to include at least one compound selected from the group consisting of 1,4-cyclohexanedimethanol and 1,4-cyclohexanediol.
- the polyol having an alicyclic structure contains the above compound, the water resistance and the electrolytic solution resistance tend to be further improved.
- an exterior material for an electricity storage device that does not change even when an electrolytic solution adheres to the outer surface, can maintain excellent insulating properties even under high humidity, and has excellent moldability.
- an adhesive layer between the stretched film and the barrier layer.
- such an adhesive layer is not necessarily required, so that the cost is reduced and the thickness is reduced. Can be achieved.
- FIG. 1 is a schematic cross-sectional view showing an exterior material for an electricity storage device (hereinafter simply referred to as “exterior material 10”) according to an embodiment of the present invention.
- the exterior material 10 includes a metal foil layer 12 that exhibits a barrier function, a covering layer 11 formed on the first surface of the metal foil layer 12, and the first of the metal foil layer 12.
- the anti-corrosion treatment layer 13 is formed on the second surface opposite to the anti-corrosion surface, and the adhesive layer 14 and the sealant layer 15 are sequentially laminated on the anti-corrosion treatment layer 13.
- the coating layer 11 becomes the outermost layer and the sealant layer 15 becomes the innermost layer.
- Each layer which comprises the exterior material 10 is demonstrated in detail below.
- the coating layer 11 imparts heat resistance to heat sealing when manufacturing an electricity storage device, and electrolyte solution resistance that does not easily change even if an electrolyte solution is attached to the outer packaging material 10, which can occur during processing or distribution. Plays a role in suppressing the occurrence of
- the coating layer 11 is formed from an active energy ray-curable resin composition, and is formed directly on the first surface of the metal foil layer 12 without using an adhesive or the like.
- a coating layer 11 is a method of applying or coating an active energy ray-curable resin composition to be a coating layer on a metal foil layer and irradiating the active energy ray, or a polyurethane water dispersion on the metal foil layer. It can be formed by a method such as coating or coating on the substrate and heating and drying the solvent.
- the active energy ray-curable resin composition contains urethane (meth) acrylate.
- the urethane (meth) acrylate preferably has 2 to 6 (meth) acryloyl groups.
- a cured product having a more sufficient degree of polymerization by irradiation with active energy rays tends to be obtained.
- the number of (meth) acryloyl groups in the urethane (meth) acrylate is 6 or less, there is a tendency that better insulation under high humidity can be obtained.
- any method for measuring the carbon-carbon double bond functional group equivalent may be used as long as it is a normal analytical method, and is not particularly limited.
- the fourth revised Japanese Pharmacopoeia, General Test Method 65. Oil Test Method) is used.
- the urethane (meth) acrylate is obtained by reacting a polyol having an alicyclic structure, a polyisocyanate, and a hydroxyl group-containing (meth) acrylate.
- the polyol having an alicyclic structure can impart flexibility to a cured product obtained by irradiating the coating film of the active energy ray-curable resin composition with ultraviolet rays. For this reason, the moldability of the exterior material can be improved by using the active energy ray-curable resin composition.
- the alicyclic structure has low hydrophilicity and bulky properties. When the polyol has such an alicyclic structure, permeation of water from the outside can be suppressed, and a coating layer excellent in water resistance can be obtained. For this reason, the exterior material obtained using the polyol which has an alicyclic structure has the outstanding insulation.
- polyol having the alicyclic structure examples include bicyclo [5,3,0] decandimethanol, bicyclo [4,4,0] decandimethanol, bicyclo [4,3,0] nonanedimethanol, norbornane Methanol, tricyclodecane dimethanol, pentacyclopentadecane dimethanol, 1,3-adamantanediol, isosorbide, 2,6-decahydronaphthalene diethanol, hydrogenated bisphenol A, 1,4-cyclohexanedimethanol, 1,4- Examples thereof include diol monomers such as cyclohexanediol, 1,3-cyclohexanedimethanol, 1,3-cyclohexanediol, 1,2-cyclohexanedimethanol, and 1,2-cyclohexanediol.
- the polyol having the alicyclic structure includes bicyclo [4,4,0] decane dimethanol, norbornane dimethanol, tricyclodecane dimethanol, 2,6-decahydronaphthalenediethanol, hydrogenated bisphenol A, 1,4- It is preferable to include at least one compound selected from the group consisting of cyclohexanedimethanol and 1,4-cyclohexanediol.
- the polyol having the alicyclic structure contains the compound, more excellent water resistance or electrolytic solution resistance tends to be obtained.
- the polyol having an alicyclic structure may contain a reaction product of the polyol monomer having the alicyclic structure and a lactone.
- lactones include ⁇ -propiolactone, ⁇ -caprolactone, ⁇ -valerolactone, ⁇ -methyl- ⁇ -valerolactone, ⁇ , ⁇ , ⁇ -trimethoxy- ⁇ -valerolactone, ⁇ -methyl- ⁇ - Examples include isopropyl- ⁇ -caprolactone, lactide, and glycolide.
- the polyol having an alicyclic structure may contain a polycarbonate diol having an alicyclic structure.
- the water resistance tends to be further improved.
- the polycarbonate diol having the alicyclic structure has a structure derived from, for example, a diol monomer.
- diol monomer examples include bicyclo [5,3,0] decanedimethanol, bicyclo [4,4,0] decanedimethanol, bicyclo [4,3,0] nonanedimethanol, norbornanedimethanol, and tricyclo.
- the polycarbonate diol having the alicyclic structure is bicyclo [4,4,0] decanedimethanol, norbornanedimethanol, tricyclodecanedimethanol, 2,6-decahydronaphthalenediethanol, hydrogenated bisphenol A, 1,4. It preferably has a structure derived from at least one compound selected from the group consisting of cyclohexanedimethanol and 1,4-cyclohexanediol.
- the polycarbonate diol having the alicyclic structure has a structure derived from the compound, there is a tendency that better water resistance or electrolytic solution resistance can be obtained.
- the polycarbonate diol having an alicyclic structure may have a structure derived from a reaction product of a diol monomer having an alicyclic structure and a lactone. Examples of lactones include the same ones as described above.
- the polyol having the alicyclic structure may be used alone or in combination of two or more.
- Polyisocyanate is a compound having two or more isocyanate groups.
- the polyisocyanate include tolylene diisocyanate, diphenylmethane diisocyanate, hydrogenated diphenylmethane diisocyanate, hexamethylene diisocyanate, isophorone diisocyanate, xylylene diisocyanate, hydrogenated xylylene diisocyanate, tetramethylxylylene diisocyanate, trimethylhexamethylene diisocyanate, 1,5. -Naphthalene diisocyanate, norbornene diisocyanate, tolidine diisocyanate, p-phenylene diisocyanate, and lysine diisocyanate.
- the hydroxyl group-containing (meth) acrylate is a compound having one or more hydroxyl groups and one or more acryloyloxy groups or methacryloyloxy groups.
- the hydroxyl group in the hydroxyl group-containing (meth) acrylate can react with an isocyanate group, and the hydroxyl group-containing (meth) acrylate can be added to, for example, an isocyanate group of a reaction product of a polyol having an alicyclic structure and a polyisocyanate. it can.
- hydroxyl group-containing (meth) acrylate examples include 2-hydroxyethyl (meth) acrylate, 2-hydroxypropyl (meth) acrylate, 2-hydroxybutyl (meth) acrylate, and 2-hydroxy-3-phenyloxypropyl (meth) acrylate.
- 4-hydroxybutyl (meth) acrylate, neopentyl glycol mono (meth) acrylate, trimethylolpropane tri (meth) acrylate, pentaerythritol tri (meth) acrylate, dipentaerythritol tetra (meth) acrylate and the like can be used.
- the blending amount of the polyol having an alicyclic structure is, for example, preferably from 30 to 200 equivalents, more preferably from 40 to 100 equivalents, relative to 100 equivalents of polyisocyanate.
- the amount of the hydroxyl group-containing (meth) acrylate is preferably 0.5 to 5 moles, for example, from 1.5 to 5 moles with respect to 1 mole of the reaction product of the polyol and polyisocyanate having an alicyclic structure. More preferably, it is 3 moles.
- the molecular weight of the obtained urethane (meth) acrylate is preferably 500 to 20000, and more preferably 500 to 5000.
- the active energy ray-curable resin composition can further contain a resin different from the urethane (meth) acrylate, a (meth) acrylate monomer, a photopolymerization initiator, a silane coupling agent, and the like.
- the resin different from urethane (meth) acrylate polyvinyl chloride, imide resin, polyester, fluorine resin, acrylic resin, and the like can be used, and among them, acrylic resin is preferably used.
- acrylic resin is preferably used.
- the active energy ray-curable resin composition contains an acrylic resin, the electrolytic solution resistance is further improved, and the excellent insulating property tends to be maintained even under high humidity.
- the photopolymerization initiator has an action of initiating polymerization of urethane (meth) acrylate and (meth) acrylate monomer when irradiated with active energy rays.
- the photopolymerization initiator include 4-dimethylaminobenzoic acid, 4-dimethylaminobenzoic acid ester, 2,2-dimethoxy-2-phenylacetophenone, acetophenone diethyl ketal, alkoxyacetophenone, benzyldimethyl ketal, benzophenone and 3,3 Benzophenone derivatives such as dimethyl-4-methoxybenzophenone, 4,4-dimethoxybenzophenone, 4,4-diaminobenzophenone; benzyl derivatives such as alkyl benzoylbenzoate, bis (4-dialkylaminophenyl) ketone, benzyl and benzylmethyl ketal Benzoin derivatives such as benzoin and benzoin iso
- the silane coupling agent is a silane compound having an organic functional group and a hydrolyzable group.
- the interface adhesive strength between the coating layer 11 and the metal foil layer 12 can be further improved.
- a silane coupling agent will not be specifically limited if it can contribute to the adhesive improvement with the metal foil layer 12.
- FIG. Examples of the silane coupling agent include a vinyl group-containing silane coupling agent, an epoxy group-containing silane coupling agent, a styryl group-containing silane coupling agent, a methacryl group-containing silane coupling agent, an acryloyl group-containing silane coupling agent, and amino.
- Organics such as group-containing silane coupling agents, ureido group-containing silane coupling agents, mercapto group-containing silane coupling agents, sulfide group-containing silane coupling agents, isocyanate group-containing silane coupling agents, and allyl group-containing silane coupling agents
- a functional group containing silane coupling agent is mentioned.
- the silane coupling agent is preferably a methacryl group-containing silane coupling agent or an acryloyl group-containing silane coupling agent from the viewpoint of improving adhesiveness.
- Examples of the hydrolyzable group in the silane coupling agent include an alkoxy group having 1 to 6 carbon atoms such as a methoxy group and an ethoxy group, an acetoxy group, and a 2-methoxyethoxy group.
- Examples of the methacryl group-containing silane coupling agent include 3-methacryloxypropylmethyldimethoxysilane, 3-methacryloxypropyltrimethoxysilane, 3-methacryloxypropylmethyldiethoxysilane, and 3-methacryloxypropyltriethoxysilane. Is mentioned.
- Examples of the acryloyl group-containing silane coupling agent include 3-acryloxypropyltrimethoxysilane.
- the preferred contents when the active energy ray-curable resin composition contains a resin different from the urethane (meth) acrylate, a (meth) acrylate monomer, a photopolymerization initiator, or a silane coupling agent are as follows. is there. is there.
- the content of the resin different from the urethane (meth) acrylate is preferably 5 to 50% by mass with respect to the total amount of the active energy ray-curable resin composition.
- the content of the (meth) acrylate monomer is preferably 50 to 98% by mass with respect to the total amount of the active energy ray-curable resin composition.
- the content of the photopolymerization initiator is preferably 1 to 10% by mass with respect to the total amount of urethane (meth) acrylate.
- the content of the silane coupling agent is preferably 0.5 to 10% by mass with respect to the total amount of the active energy ray-curable resin composition.
- the polyurethane water dispersion can have a high molecular weight in advance, it is easy to obtain a tough coating film.
- the polyurethane contained in the polyurethane aqueous dispersion is obtained, for example, by reacting a polyol having an alicyclic structure with a polyisocyanate. Examples of the polyol having an alicyclic structure include bicyclo [5, 3, 0].
- Polyisocyanate is a compound having two or more isocyanate groups.
- the polyisocyanate include tolylene diisocyanate, diphenylmethane diisocyanate, hydrogenated diphenylmethane diisocyanate, hexamethylene diisocyanate, isophorone diisocyanate, xylylene diisocyanate, hydrogenated xylylene diisocyanate, tetramethylxylylene diisocyanate, trimethylhexamethylene diisocyanate, 1,5. -Naphthalene diisocyanate, norbornene diisocyanate, tolidine diisocyanate, p-phenylene diisocyanate, and lysine diisocyanate.
- the thickness of the coating layer 11 is preferably 3 to 30 ⁇ m, and more preferably 5 to 20 ⁇ m.
- the covering layer 11 is formed directly on the metal foil layer 12, and no adhesive layer is required between the covering layer 11 and the metal foil layer 12. For this reason, the cost which an adhesive layer requires can be reduced. Moreover, it becomes easy to set it as the structure of an exterior material thinner than before by making the thickness of the coating layer 11 into 20 micrometers or less.
- the active energy rays applied to the coating layer 11 include ultraviolet rays emitted from a light source such as a xenon lamp, a low pressure mercury lamp, a high pressure mercury lamp, an ultrahigh pressure mercury lamp, a metal halide lamp, a carbon arc lamp, and a tungsten lamp, and usually 20 to 2000 kV. Electron beams, ⁇ rays, ⁇ rays, ⁇ rays and the like extracted from the particle accelerator can be used.
- the irradiation condition of the active energy ray is not particularly limited and can be appropriately set as necessary. However, the condition may be set so that the accumulated light amount is usually 100 mJ / cm 2 or more, preferably 300 mJ / cm 2 or more. preferable.
- Metal foil layer Various metal foils such as aluminum, stainless steel, copper, and nickel can be used for the metal foil layer 12. Of these, aluminum foil is preferable from the viewpoint of workability such as moisture resistance and spreadability and cost. From the viewpoint of rigidity, copper foil or nickel foil is preferable. A general soft aluminum foil can be used as the aluminum foil. Of these, an aluminum foil containing iron is preferably used because of its excellent pinhole resistance and extensibility during molding.
- the content of iron in the aluminum foil containing iron (100% by mass) is preferably 0.1 to 9.0% by mass, and more preferably 0.5 to 2.0% by mass. If the iron content is 0.1% by mass or more, the exterior material 10 tends to have excellent pinhole resistance and spreadability. Moreover, if iron content is 9.0 mass% or less, the exterior material 10 tends to have excellent flexibility.
- the thickness of the metal foil layer 12 is preferably 9 to 200 ⁇ m and more preferably 15 to 100 ⁇ m from the viewpoint of barrier properties, pinhole resistance and workability.
- the corrosion prevention treatment layer 13 plays a role of suppressing corrosion of the metal foil layer 12 due to hydrofluoric acid generated by the reaction between the electrolytic solution or the electrolytic solution and moisture.
- the corrosion prevention treatment layer 13 is preferably formed of a coating type or immersion type acid resistant corrosion prevention treatment agent. Such a corrosion prevention treatment layer is excellent in the corrosion prevention effect against the acid of the metal foil layer 12.
- Corrosion prevention treatment agents include, for example, a corrosion prevention treatment agent for ceriazol treatment comprising cerium oxide, phosphate and various thermosetting resins, chromate, phosphate, fluoride and various thermosetting resins. And anti-corrosion treatment agent for chromate treatment.
- the corrosion prevention treatment layer 13 is not limited to the above-described one as long as the corrosion resistance of the metal foil layer 12 is sufficiently obtained.
- the corrosion prevention treatment layer 13 may be formed by, for example, phosphate treatment or boehmite treatment.
- the corrosion prevention treatment layer 13 may be a single layer or a plurality of layers. Further, the corrosion prevention treatment layer 13 may contain an additive such as a silane coupling agent.
- the thickness of the corrosion prevention treatment layer 13 is preferably 10 nm to 5 ⁇ m, more preferably 20 to 500 nm, from the viewpoint of the corrosion prevention function and the function as an anchor.
- the adhesive layer 14 is a layer that adheres the metal foil layer 12 on which the corrosion prevention treatment layer 13 is formed and the sealant layer 15.
- the exterior material 10 is roughly divided into a thermal laminate configuration and a dry laminate configuration depending on the adhesive component forming the adhesive layer 14.
- the adhesive component (adhesive resin) that forms the adhesive layer 14 in the heat laminate configuration is preferably an acid-modified polyolefin resin obtained by graft-modifying a polyolefin resin with an acid such as maleic anhydride. Since the acid-modified polyolefin resin has a polar group introduced into a part of the non-polar polyolefin resin, for example, a non-polar layer formed of a polyolefin resin film or the like is used as the sealant layer 15, and corrosion is also caused. When a layer having polarity is used as the prevention treatment layer 13, it can be firmly adhered to both of them.
- the acid-modified polyolefin resin used for the adhesive layer 14 may be used alone or in combination of two or more.
- polyolefin resin used for the acid-modified polyolefin resin examples include, for example, low density, medium density or high density polyethylene; ethylene- ⁇ olefin copolymer; polypropylene; block or random copolymer containing propylene as a copolymer component; And propylene- ⁇ olefin copolymer.
- a copolymer obtained by copolymerizing polar molecules such as acrylic acid or methacrylic acid with those described above, a polymer such as crosslinked polyolefin, and the like can also be used.
- Examples of the acid that modifies the polyolefin-based resin include carboxylic acid, epoxy compound, and acid anhydride, and maleic anhydride is preferable.
- the adhesive layer 14 can be formed by extruding the adhesive component with an extrusion device.
- an adhesive component of the adhesive layer 14 in the dry laminate configuration for example, two liquids in which a bifunctional or higher functional aromatic or aliphatic isocyanate compound is allowed to act as a curing agent on a main component such as polyester polyol, polyether polyol, and acrylic polyol.
- a curable polyurethane adhesive may be mentioned.
- the adhesive layer 14 when such a two-component curable polyurethane adhesive is used, the adhesive layer 14 often has a highly hydrolyzable bond such as an ester group or a urethane group. For this reason, it is preferable to employ
- the adhesive layer 14 having a dry laminate configuration can be formed by applying an adhesive component onto the corrosion prevention treatment layer 13 and then drying. If a polyurethane adhesive is used, after coating, for example, by aging at 40 ° C. for 4 days or more, the reaction of the hydroxyl group of the main agent and the isocyanate group of the curing agent proceeds to enable strong adhesion. It becomes.
- the thickness of the adhesive layer 14 is preferably 2 to 50 ⁇ m and more preferably 3 to 20 ⁇ m from the viewpoint of adhesiveness, followability, workability, and the like.
- the sealant layer 15 is a layer that imparts sealing properties by heat sealing in the exterior material 10.
- Examples of the sealant layer 15 include a resin film made of a polyolefin resin or an acid-modified polyolefin resin obtained by graft-modifying an acid such as maleic anhydride to a polyolefin resin.
- polystyrene resin examples include low density, medium density, or high density polyethylene; ethylene- ⁇ olefin copolymer; polypropylene; block or random copolymer containing propylene as a copolymer component; and propylene- ⁇ olefin copolymer. A polymer etc. are mentioned. These polyolefin resins may be used alone or in combination of two or more.
- Examples of the acid-modified polyolefin resin include the same as those described in the description of the adhesive layer 14.
- the sealant layer 15 may be either a single layer film or a multilayer film, and may be selected according to a required function.
- a multilayer film in which a resin such as an ethylene-cycloolefin copolymer or polymethylpentene is interposed can be used.
- the sealant layer 15 may be blended with various additives such as a flame retardant, slip agent, anti-blocking agent, antioxidant, light stabilizer, and tackifier.
- the thickness of the sealant layer 15 is preferably 10 to 100 ⁇ m and more preferably 20 to 60 ⁇ m from the viewpoint of ensuring insulation.
- the sealant layer 15 may be laminated by dry lamination. From the viewpoint of improving adhesiveness, for example, the sealant layer 15 is laminated by sandwich lamination using an acid-modified polyolefin resin as the adhesive layer 14. Alternatively, the adhesive layer 14 and the sealant layer 15 may be extruded at the same time (by a coextrusion method) and laminated. However, from the viewpoint of being superior in adhesiveness, it is preferable that the exterior material 10 is formed by laminating the adhesive layer 14 and the sealant layer 15 by a coextrusion method.
- FIG. 2 is a schematic cross-sectional view of a power storage device exterior material according to another embodiment of the present invention.
- the exterior material 20 includes a metal foil layer 23 that exhibits a barrier function, and a coating layer formed on the first surface of the metal foil layer 23 via a first corrosion prevention treatment layer 22. 21, a second corrosion prevention treatment layer 24 formed on the second surface of the metal foil layer 23, and an adhesive layer 25 and a sealant layer 26 sequentially laminated on the second corrosion prevention treatment layer 24. ing.
- the coating layer 21 may be formed on the first surface of the metal foil layer 23 via only the first corrosion prevention treatment layer 22, and is formed via the first corrosion prevention treatment layer 22 and the adhesive layer. It may be.
- the adhesive layer is not used for forming the covering layer 21, the cost required for the adhesive can be reduced, and the exterior material can be made thin.
- the adhesive layer is used, the two-component curable polyurethane adhesive mentioned in the dry laminate configuration of the adhesive layer 14 can be used as the adhesive constituting the adhesive layer.
- the coating layer 21 is the outermost layer and the sealant layer 26 is the innermost layer.
- the coating layer 21 imparts heat resistance to heat sealing when manufacturing an electricity storage device, and electrolyte solution resistance that does not easily change even when the electrolyte solution adheres to the exterior material, and can also be a pinhole that can occur during processing or distribution Plays a role in suppressing the occurrence of
- the first corrosion prevention treatment layer 22 suppresses the corrosion of the metal foil layer 23 due to the hydrofluoric acid generated by the reaction between the electrolytic solution or the electrolytic solution and moisture, and also improves the adhesion between the metal foil layer 23 and the coating layer 21. Play a role to enhance.
- the 2nd corrosion prevention process layer 24 plays the role which suppresses the corrosion of the metal foil layer 23 by the hydrofluoric acid which generate
- the adhesive layer 25 is a layer that bonds the metal foil layer 23 on which the second corrosion prevention treatment layer 24 is formed and the sealant layer 26.
- the sealant layer 26 is a layer that imparts a sealing property by heat sealing in the exterior material 20.
- the covering layer 21, the metal foil layer 23, the adhesive layer 25, and the sealant layer 26 of the exterior material 20 have the same configuration as the covering layer 11, the metal foil layer 12, the adhesive layer 14, and the sealant layer 15 of the exterior material 10, respectively. be able to. Further, both the first corrosion prevention treatment layer 22 and the second corrosion prevention treatment layer 24 of the exterior material 20 can have the same configuration as the corrosion prevention treatment layer 13 of the exterior material 10.
- Examples of the method for manufacturing the packaging material 10 include a method having the following steps S1 to S3.
- Step S1 A step of forming a corrosion prevention treatment layer 13 on one surface (second surface) of the metal foil layer 12.
- Step S2 On the other surface (the first surface opposite to the second surface) in the metal foil layer 12, the active energy ray-curable resin composition is applied, dried, and irradiated with active energy rays. Forming the covering layer 11;
- Step S3 A step of bonding the sealant layer 15 to the corrosion prevention treatment layer 13 formed on one surface of the metal foil layer 12 via the adhesive layer 14.
- the corrosion prevention treatment layer 13 is formed by applying a corrosion prevention treatment agent on one surface of the metal foil layer 12 and drying.
- the corrosion prevention treatment agent include the above-described corrosion prevention treatment agent for ceriazole treatment and corrosion prevention treatment agent for chromate treatment.
- the coating method of the corrosion inhibitor is not particularly limited, and various methods such as gravure coating, reverse coating, roll coating, and bar coating can be employed.
- the first and second corrosion prevention treatment layers are formed on both surfaces of the metal foil layer 23 in the same manner as described above.
- the order of forming the first and second corrosion prevention treatment layers is not particularly limited.
- step S2 the active energy ray-curable resin composition is applied on the other surface of the metal foil layer 12 and dried.
- the coating method is not particularly limited, and various methods such as gravure coating, reverse coating, roll coating, and bar coating can be employed.
- the solvent component is dried, and the coating layer 11 is formed by, for example, irradiating ultraviolet rays having a wavelength of 320 nm or less with an integrated light amount of 500 mJ / cm 2 .
- the coating layer 21 is formed on the first corrosion prevention treatment layer 22 in the same manner as described above.
- a process such as aging is required because it is laminated through an adhesive layer.
- the formation of the coating layer 11 does not require an adhesive layer, and a step such as aging is not required in step S2.
- the tact time can be shortened and the manufacturing efficiency can be remarkably improved.
- the cost can be greatly reduced by not using an adhesive or the like.
- step S2 a dispersion in which polymer particles are dispersed in a dispersion medium such as water can be applied to the other surface of the metal foil layer 12 and dried.
- a dispersion medium such as water
- this production method even a coating solution using a high molecular weight polymer can keep the viscosity low, so that a high molecular weight polymer can be uniformly applied to form a tough film. Further, this manufacturing method does not require curing with ultraviolet rays or the like, and the coating layer 11 can be formed more easily.
- step S3 the adhesive film 14 is formed on the corrosion prevention treatment layer 13 of the laminate in which the coating layer 11, the metal foil layer 12, and the corrosion prevention treatment layer 13 are laminated in this order, and the resin film that forms the sealant layer 15 is formed. Can be pasted together.
- the lamination of the sealant layer 15 is preferably performed by sandwich lamination.
- the exterior material 10 is obtained through the steps S1 to S3 described above.
- the process sequence of the manufacturing method of the packaging material 10 is not limited to the method of sequentially performing the above steps S1 to S3.
- step S1 may be performed after step S2.
- Metal foil layer Metal foil: 8079 soft aluminum foil (manufactured by Toyo Aluminum Co., Ltd., thickness: 30 ⁇ m).
- Corrosion prevention treatment agent Corrosion prevention treatment agent for treatment of coating type ceriazole mainly containing cerium oxide, phosphoric acid and acrylic resin.
- Adhesive layer Adhesive resin: Polypropylene resin graft-modified with maleic anhydride (trade name “Admer”, manufactured by Mitsui Chemicals, Inc.).
- Sealant film An unstretched polypropylene film (thickness 40 ⁇ m) having one surface corona-treated.
- Example 1 1 mol of 1,4-cyclohexanedimethanol and 2 mol of isophorone diisocyanate were reacted. 1 mol of the reaction product was reacted with 2 mol of 2-hydroxyethyl acrylate to obtain a urethane acrylate oligomer. To the obtained urethane acrylate oligomer, 1-hydroxy-cyclohexyl-phenyl-ketone (manufactured by BASF, trade name: Irgacure 184) is added at a solid content ratio of 5% by mass to obtain an active energy ray-curable resin. A composition was obtained.
- a corrosion prevention treatment agent for ceriazole treatment was applied to one side of the metal foil to form a corrosion prevention treatment layer.
- the active energy ray-curable resin composition was applied on the surface (first surface) of the metal foil where the anticorrosion treatment layer was not formed using a bar coater, and dried by heating at 100 ° C. for 5 minutes. The thickness of the coating film after drying was 9 ⁇ m.
- ultraviolet rays were irradiated so as to obtain an integrated light quantity of 1000 mJ / cm 2 , and the coating film was cured to form a coating layer on the metal foil layer.
- Example 1 shows the structure of the exterior material and the materials used for the production of the urethane acrylate oligomer.
- Example 2 A corrosion prevention treatment agent for ceriazole treatment was applied to both surfaces (first surface and second surface) of the metal foil to form first and second corrosion prevention treatment layers, respectively. A coating layer was formed on the first corrosion prevention treatment layer, and a sealant layer was formed on the second corrosion prevention treatment layer via an adhesive layer. Except for the above, the exterior material of Example 2 was obtained in the same manner as Example 1. Table 1 shows the structure of the exterior material and the materials used for the production of the urethane acrylate oligomer.
- Example 3 1 mol of hydrogenated bisphenol A was reacted with 2 mol of hydrogenated diphenylmethane diisocyanate. 1 mol of the reaction product was reacted with 2 mol of 2-hydroxyethyl acrylate to obtain a urethane acrylate oligomer. To the obtained urethane acrylate oligomer, 1-hydroxy-cyclohexyl-phenyl-ketone (manufactured by BASF, trade name: Irgacure 184) is added at a solid content ratio of 5% by mass to obtain an active energy ray-curable resin. A composition was obtained. A corrosion prevention treatment agent for ceriazole treatment was applied to one side of the metal foil to form a corrosion prevention treatment layer.
- Irgacure 184 1-hydroxy-cyclohexyl-phenyl-ketone
- the active energy ray-curable resin composition was applied on the surface (first surface) of the metal foil where the corrosion prevention treatment layer was not formed using a bar coater, and dried by heating at 100 ° C. for 5 minutes.
- the thickness of the coating film after drying was 9 ⁇ m.
- ultraviolet rays were irradiated so as to obtain an integrated light quantity of 1000 mJ / cm 2 , and the coating film was cured to form a coating layer on the metal foil layer.
- An exterior material of Example 3 was obtained in the same manner as Example 1 except that the coating layer was formed as described above. Table 1 shows the structure of the exterior material and the materials used for the production of the urethane acrylate oligomer.
- Example 4 569 g of 1,4-cyclohexanedimethanol polycarbonate diol (hydroxyl value: 284, molecular weight: 569) was reacted with 2 mol of isophorone diisocyanate. 1 mol of the reaction product was reacted with 2 mol of 2-hydroxyethyl acrylate to obtain a urethane acrylate oligomer. The hydroxyl value of the urethane acrylate oligomer was 284.
- a corrosion prevention treatment agent for ceriazole treatment was applied to one side of the metal foil to form a corrosion prevention treatment layer.
- the active energy ray-curable resin composition was applied onto the surface (first surface) of the metal foil where the corrosion prevention treatment layer was not formed using a bar coater, and dried by heating at 100 ° C. for 1 minute.
- the thickness of the coating film after drying was 9 ⁇ m.
- ultraviolet rays were irradiated so as to obtain an integrated light quantity of 1000 mJ / cm 2 , and the coating film was cured to form a coating layer on the metal foil layer.
- An exterior material of Example 4 was obtained in the same manner as Example 1 except that the coating layer was formed as described above. Table 1 shows the structure of the exterior material and the materials used for the production of the urethane acrylate oligomer.
- Example 5 The exterior material of Example 5 was obtained in the same manner as Example 1 except that 2,6-decahydronaphthalenediethanol was used in place of 1,4-cyclohexanedimethanol when obtaining the urethane acrylate oligomer. It was. Table 1 shows the structure of the exterior material and the materials used for the production of the urethane acrylate oligomer.
- Example 6 A reaction product of 1 mol of 1,4-cyclohexanedimethanol and 2 mol of isophorone diisocyanate was reacted with 1 mol of trimethylolpropane triacrylate and 1 mol of 2-hydroxyacrylate to obtain a urethane acrylate oligomer.
- 1-Hydroxy-cyclohexyl-phenyl-ketone manufactured by BASF, Irgacure 184
- a corrosion prevention treatment agent for ceriazole treatment was applied to one side of the metal foil to form a corrosion prevention treatment layer.
- the active energy ray-curable resin composition was applied onto the surface (first surface) of the metal foil where the corrosion prevention treatment layer was not formed using a bar coater, and dried by heating at 100 ° C. for 1 minute.
- the thickness of the coating film after drying was 11 ⁇ m.
- ultraviolet rays were irradiated so as to obtain an integrated light quantity of 1000 mJ / cm 2 , and the coating film was cured to form a coating layer on the metal foil layer.
- An exterior material of Example 6 was obtained in the same manner as Example 1 except that the coating layer was formed as described above. Table 1 shows the structure of the exterior material and the materials used for the production of the urethane acrylate oligomer.
- Example 7 was carried out in the same manner as in Example 6 except that 2 mol of pentaerythritol triacrylate was used instead of 1 mol of trimethylolpropane triacrylate and 1 mol of 2-hydroxyacrylate when obtaining the urethane acrylate oligomer.
- the exterior material was obtained. Table 1 shows the structure of the exterior material and the materials used for the production of the urethane acrylate oligomer.
- Comparative Example 1 The exterior material of Comparative Example 1 was obtained in the same manner as Example 1 except that tetramethylene glycol was used instead of 1,4-cyclohexanedimethanol when obtaining the urethane acrylate oligomer.
- Table 1 shows the structure of the exterior material and the materials used for the production of the urethane acrylate oligomer.
- Comparative Example 2 A packaging material of Comparative Example 2 was obtained in the same manner as Example 1 except that 1,6-hexamethylene glycol was used instead of 1,4-cyclohexanedimethanol when obtaining the urethane acrylate oligomer. .
- Table 1 shows the structure of the exterior material and the materials used for the production of the urethane acrylate oligomer.
- Comparative Example 3 When obtaining a urethane acrylate oligomer, instead of 1 mol of 1,4-cyclohexanedimethanol, polycaprolactone polyol (manufactured by Daicel Chemical Industries, Ltd., trade name: PLACEL 210, molecular weight: 1000, hydroxyl value: 112.7 KOHmg / g) An exterior material of Comparative Example 3 was obtained in the same manner as Example 1 except that 1000 g was used. Table 1 shows the structure of the exterior material and the materials used for the production of the urethane acrylate oligomer.
- the active energy ray-curable resin composition was applied on the surface (first surface) of the metal foil where the corrosion prevention treatment layer was not formed using a bar coater, and dried by heating at 100 ° C. for 5 minutes.
- the thickness of the coating film after drying was 12 ⁇ m.
- ultraviolet rays were irradiated so as to obtain an integrated light quantity of 1000 mJ / cm 2 , and the coating film was cured to form a coating layer on the metal foil layer.
- the exterior material of the comparative example 4 was obtained like Example 1 except having formed the coating layer as mentioned above. Table 1 shows the structure of the exterior material and the materials used for the production of the urethane acrylate oligomer.
- Comparative Example 5 The exterior of Comparative Example 5 was obtained in the same manner as in Example 7 except that bisphenol A was used instead of 1,4-cyclohexanedimethanol and hexamethylene diisocyanate was used instead of isophorone diisocyanate when obtaining the urethane acrylate oligomer. I got the material. Table 1 shows the structure of the exterior material and the materials used for the production of the urethane acrylate oligomer.
- Comparative Example 6 When obtaining a urethane acrylate oligomer, the exterior material of Comparative Example 6 was obtained in the same manner as Comparative Example 5 except that 2 mol of dipentaerythritol pentaacrylate was used instead of 2 mol of pentaerythritol triacrylate. Table 1 shows the structure of the exterior material and the materials used for the production of the urethane acrylate oligomer.
- Example 7 A corrosion prevention treatment agent for ceriazole treatment was applied to both surfaces of the metal foil to form first and second corrosion prevention treatment layers.
- a biaxially stretched polyamide film (thickness: 15 ⁇ m) is pasted as a base material layer through the adhesive layer on the first anticorrosion treatment layer by a dry laminating method using a two-component mixed adhesive of polyester polyol and polyisocyanate. Combined.
- Example 1 except that a laminate comprising the second corrosion prevention treatment layer, the metal foil layer, the first corrosion prevention treatment layer, the adhesive layer and the base material layer in this order was obtained.
- an exterior material of Comparative Example 7 was obtained. Table 1 shows the structure of the exterior material and the materials used for the base material layer.
- Comparative Example 8 An exterior material of Comparative Example 8 was obtained in the same manner as Comparative Example 7, except that a biaxially stretched polyester film (thickness: 12 ⁇ m) was bonded as a base material layer on the first corrosion prevention treatment layer.
- Table 1 shows the structure of the exterior material and the materials used for the base material layer.
- the exterior materials obtained in the examples and comparative examples were cut into 150 mm ⁇ 190 mm blank shapes and cold-molded while changing the molding depth in a molding environment with a room temperature of 23 ° C. and a dew point temperature of ⁇ 35 ° C.
- a punch mold having a shape of 100 mm ⁇ 150 mm in a plane parallel to the exterior material and having a punch corner radius (Rcp) of 1.5 mm and a punch shoulder radius (Rp) of 0.75 mm;
- Rd punch shoulder radius
- A Deep drawing with a molding depth of 4 mm or more is possible without causing breakage or cracks.
- B Deep drawing with a molding depth of 3 mm or more and less than 4 mm is possible without causing breakage or cracks.
- C Breaking or cracking occurs in deep drawing with a molding depth of less than 3 mm.
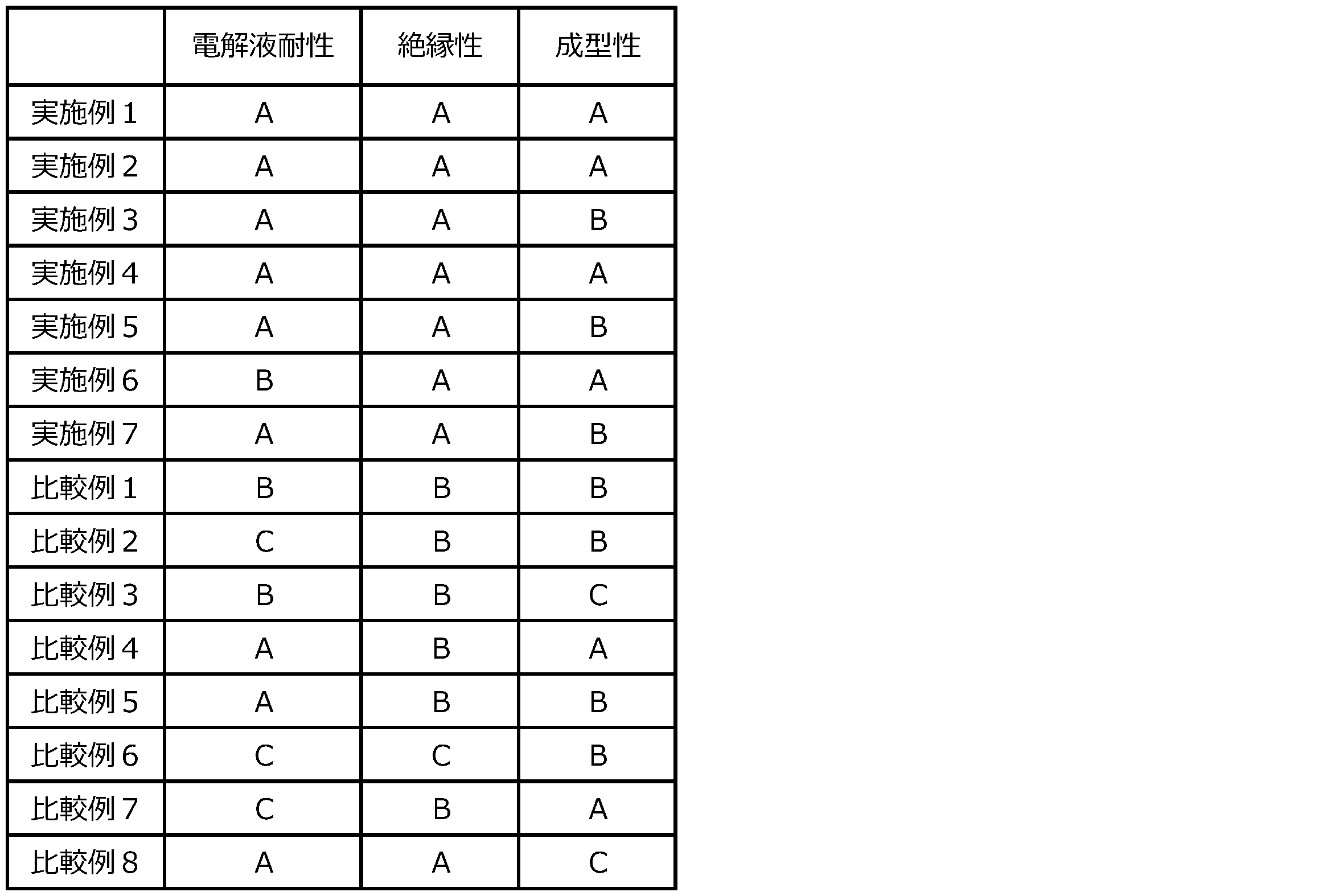
- Comparative Examples 1 to 6 using a polyol having no alicyclic structure in the production of urethane (meth) acrylate good insulating properties could not be ensured.
- Comparative Example 2 using 1,6-hexanediol having a relatively long chain structure the electrolyte solution resistance was lowered because a distance occurred in the alicyclic structure in the coating layer.
- Comparative Example 7 in which the coating layer was not formed and the polyamide film was used as the base material layer the electrolytic solution resistance was lowered and the insulating property was lowered.
- the comparative example 8 which did not form a coating layer and used the polyester film as a base material layer the moldability fell.
- Example 3 using hydrogenated bisphenol A and hydrogenated diphenylmethane diisocyanate, although sufficient moldability was obtained, the moldability was lower than in Examples 1, 2, and 4. This is probably because hydrogenated bisphenol A and hydrogenated diphenylmethane diisocyanate had slightly higher rigidity, and the flexibility was somewhat impaired.
- an exterior material obtained using urethane (meth) acrylate obtained using a polyol having an alicyclic structure for the coating layer can ensure high insulation.
- SYMBOLS 10,20 Exterior material (exterior material for electrical storage devices), 11 ... Cover layer, 12 ... Metal foil layer, 13 ... Corrosion prevention treatment layer, 14 ... Adhesive layer, 15 ... Sealant layer, 21 ... Cover layer, 22nd One corrosion prevention treatment layer, 23 ... metal foil layer, 24 ... second corrosion prevention treatment layer, 25 ... adhesion layer, 26 ... sealant layer.
Abstract
Description
本発明の一実施形態に係る蓄電デバイス用外装材について説明する。図1は、本発明の一実施形態に係る蓄電デバイス用外装材(以下、単に「外装材10」と称する。)を示す概略断面図である。外装材10は、図1に示すように、バリア機能を発揮する金属箔層12と、金属箔層12の第一の面上に形成された被覆層11と、金属箔層12の上記第一の面とは反対側の第二の面上に形成された腐食防止処理層13と、腐食防止処理層13上に順次積層された接着層14及びシーラント層15を備えている。外装材10を用いて蓄電デバイスを形成する際は、被覆層11が最外層となり、シーラント層15が最内層となる。外装材10を構成する各層について、以下に詳細に説明する。
被覆層11は、蓄電デバイスを製造する際のヒートシールに対する耐熱性や、電解液が付着しても変質し難い電解液耐性を外装材10に付与し、加工又は流通の際に起こり得るピンホールの発生を抑制する役割を果たす。
金属箔層12には、アルミニウム、ステンレス鋼、銅、ニッケル等の各種金属箔を使用することができ、これらのうち、防湿性及び延展性等の加工性並びにコストの観点からはアルミニウム箔が好ましく、剛性の観点からは銅箔又はニッケル箔が好ましい。アルミニウム箔としては、一般の軟質アルミニウム箔を用いることができる。中でも、耐ピンホール性及び成型時の延展性に優れる点から、鉄を含むアルミニウム箔が好ましく用いられる。
腐食防止処理層13は、電解液、又は電解液と水分の反応により発生するフッ酸による金属箔層12の腐食を抑制する役割を果たす。
接着層14は、腐食防止処理層13が形成された金属箔層12とシーラント層15とを接着する層である。外装材10は、接着層14を形成する接着成分によって、熱ラミネート構成とドライラミネート構成との大きく二つに分けられる。
シーラント層15は、外装材10においてヒートシールによる封止性を付与する層である。シーラント層15としては、ポリオレフィン系樹脂又はポリオレフィン系樹脂に無水マレイン酸等の酸をグラフト変性させた酸変性ポリオレフィン系樹脂からなる樹脂フィルムが挙げられる。
以下、外装材の製造方法について、上記外装材10を例に説明する。下記内容は製造方法の一例であり、外装材の製造方法は下記の内容に限定されない。
工程S1:金属箔層12の一方の面(第二の面)上に、腐食防止処理層13を形成する工程。
工程S2:金属箔層12における他方の面(第二の面と反対側の第一の面)上に、活性エネルギー線硬化性樹脂組成物を塗布、乾燥し、活性エネルギー線を照射して、被覆層11を形成する工程。
工程S3:金属箔層12の一方の面上に形成された腐食防止処理層13上に、接着層14を介してシーラント層15を貼り合わせる工程。
工程S1では、金属箔層12の一方の面上に腐食防止処理剤を塗布し、乾燥することにより、腐食防止処理層13が形成される。腐食防止処理剤としては、例えば、上記したセリアゾール処理用の腐食防止処理剤及びクロメート処理用の腐食防止処理剤等が挙げられる。腐食防止処理剤の塗布方法は特に限定されず、グラビアコート、リバースコート、ロールコート及びバーコート等の各種方法を採用できる。なお、外装材20では、金属箔層23の両面に第一及び第二の腐食防止処理層が上記と同様に形成される。第一及び第二の腐食防止処理層の形成の順序は特に制限されない。
工程S2では、金属箔層12の他方の面上に、活性エネルギー線硬化性樹脂組成物を塗布し、乾燥させる。塗布方法は特に限定されず、グラビアコート、リバースコート、ロールコート及びバーコート等の各種方法を採用できる。塗布後は、溶媒成分を乾燥して、例えば、積算光量500mJ/cm2で320nm以下の波長の紫外線を照射することで、被覆層11が形成される。なお、外装材20では、被覆層21は第一の腐食防止処理層22上に上記と同様に形成される。
工程S3では、被覆層11、金属箔層12及び腐食防止処理層13がこの順に積層された積層体の腐食防止処理層13上に接着層14を形成し、シーラント層15を形成する樹脂フィルムが貼り合わせられる。シーラント層15の積層は、サンドイッチラミネーションにより行うことが好ましい。
実施例及び比較例で、外装材の、金属箔層、腐食防止処理層、接着層及びシーラント層に使用した材料を以下に示す。
金属箔:軟質アルミニウム箔8079材(東洋アルミニウム社製、厚さ:30μm)。
腐食防止処理剤:酸化セリウム、リン酸及びアクリル系樹脂を主として含む塗布型セリアゾール処理用の腐食防止処理剤。
接着樹脂:無水マレイン酸でグラフト変性したポリプロピレン系樹脂(商品名「アドマー」、三井化学社製)。
シーラントフィルム:一方の面をコロナ処理した無延伸ポリプロピレンフィルム(厚さ40μm)。
(実施例1)
1,4-シクロヘキサンジメタノール1モルとイソホロンジイソシアネート2モルとを反応させた。上記反応物1モルに、2-ヒドロキシエチルアクリレート2モルを反応させて、ウレタンアクリレートオリゴマーを得た。得られたウレタンアクリレートオリゴマーに対して、1-ヒドロキシ-シクロヘキシル-フェニル-ケトン(BASF社製、商品名:イルガキュアー184)を、固形分比5質量%で添加して、活性エネルギー線硬化性樹脂組成物を得た。金属箔の片面にセリアゾール処理用の腐食防止処理剤を塗布し、腐食防止処理層を形成した。活性エネルギー線硬化性樹脂組成物を、金属箔の腐食防止処理層を形成していない面(第一の面)上にバーコーターを用いて塗布し、100℃で5分間加熱乾燥した。乾燥後の塗膜の厚さは9μmであった。高圧水銀灯を光源として、積算光量1000mJ/cm2になるように紫外線を照射し、塗膜を硬化させて金属箔層上に被覆層を形成した。
金属箔の両面(第一の面及び第二の面)にセリアゾール処理用の腐食防止処理剤を塗布し、それぞれ第一及び第二の腐食防止処理層を形成した。上記第一の腐食防止処理層上に被覆層を形成し、上記第二の腐食防止処理層上に接着層を介してシーラント層を形成した。上記以外は実施例1と同様にして、実施例2の外装材を得た。外装材の構成及びウレタンアクリレートオリゴマー製造に使用した材料をまとめて表1に示す。
水素化ビスフェノールA1モルと水添ジフェニルメタンジイソシアネート2モルとを反応させた。上記反応物1モルに、2-ヒドロキシエチルアクリレート2モルを反応させて、ウレタンアクリレートオリゴマーを得た。得られたウレタンアクリレートオリゴマーに対して、1-ヒドロキシ-シクロヘキシル-フェニル-ケトン(BASF社製、商品名:イルガキュアー184)を、固形分比5質量%で添加して、活性エネルギー線硬化性樹脂組成物を得た。金属箔の片面にセリアゾール処理用の腐食防止処理剤を塗布し、腐食防止処理層を形成した。活性エネルギー線硬化性樹脂組成物を、上記金属箔の腐食防止処理層を形成していない面(第一の面)上にバーコーターを用いて塗布し、100℃で5分間加熱乾燥した。乾燥後の塗膜の厚さは9μmであった。高圧水銀灯を光源として、積算光量1000mJ/cm2になるように紫外線を照射し、塗膜を硬化させて金属箔層上に被覆層を形成した。上記のように被覆層を形成したこと以外は実施例1と同様にして、実施例3の外装材を得た。外装材の構成及びウレタンアクリレートオリゴマー製造に使用した材料をまとめて表1に示す。
1,4-シクロヘキサンジメタノールポリカーボネートジオール(水酸基価:284、分子量:569)569gとイソホロンジイソシアネート2モルとを反応させた。上記反応物1モルに、2-ヒドロキシエチルアクリレート2モルを反応させて、ウレタンアクリレートオリゴマーを得た。ウレタンアクリレートオリゴマーの水酸基価は284であった。得られたウレタンアクリレートオリゴマーに対して、3-アクリロキシプロピルトリメトキシシランを固形分比5質量%、1-ヒドロキシ-シクロヘキシル-フェニル-ケトン(BASF社製、イルガキュアー184)を固形分比5wt%で添加して、活性エネルギー線硬化性樹脂組成物を得た。金属箔の片面にセリアゾール処理用の腐食防止処理剤を塗布し、腐食防止処理層を形成した。活性エネルギー線硬化型樹脂組成物を、上記金属箔の腐食防止処理層を形成していない面(第一の面)上にバーコーターを用いて塗布し、100℃で1分間加熱乾燥した。乾燥後の塗膜の厚さは9μmであった。高圧水銀灯を光源として、積算光量1000mJ/cm2になるように紫外線を照射し、塗膜を硬化させて金属箔層上に被覆層を形成した。上記のように被覆層を形成したこと以外は実施例1と同様にして、実施例4の外装材を得た。外装材の構成及びウレタンアクリレートオリゴマー製造に使用した材料をまとめて表1に示す。
ウレタンアクリレートオリゴマーを得る際に、1,4-シクロヘキサンジメタノールに代えて、2,6-デカヒドロナフタレンジメタノールを用いたこと以外は実施例1と同様にして、実施例5の外装材を得た。外装材の構成及びウレタンアクリレートオリゴマー製造に使用した材料をまとめて表1に示す。
1,4-シクロヘキサンジメタノール1モルとイソホロンジイソシアネート2モルとの反応物に、トリメチロールプロパントリアクリレート1モルと2-ヒドロキシアクリレート1モルを反応させて、ウレタンアクリレートオリゴマーを得た。得られたウレタンアクリレートオリゴマーに対して、1-ヒドロキシ-シクロヘキシル-フェニル-ケトン(BASF社製、イルガキュアー184)を固形分比5質量%で添加して、活性エネルギー線硬化性樹脂組成物を得た。金属箔の片面にセリアゾール処理用の腐食防止処理剤を塗布し、腐食防止処理層を形成した。活性エネルギー線硬化型樹脂組成物を、上記金属箔の腐食防止処理層を形成していない面(第一の面)上にバーコーターを用いて塗布し、100℃で1分間加熱乾燥した。乾燥後の塗膜の厚さは11μmであった。高圧水銀灯を光源として、積算光量1000mJ/cm2になるように紫外線を照射し、塗膜を硬化させて金属箔層上に被覆層を形成した。上記のように被覆層を形成したこと以外は実施例1と同様にして、実施例6の外装材を得た。外装材の構成及びウレタンアクリレートオリゴマー製造に使用した材料をまとめて表1に示す。
ウレタンアクリレートオリゴマーを得る際に、トリメチロールプロパントリアクリレート1モルと2-ヒドロキシアクリレート1モルに代えて、ペンタエリスリトールトリアクリレート2モルを用いたこと以外は、実施例6と同様にして、実施例7の外装材を得た。外装材の構成及びウレタンアクリレートオリゴマー製造に使用した材料をまとめて表1に示す。
ウレタンアクリレートオリゴマーを得る際に、1,4-シクロヘキサンジメタノールに代えて、テトラメチレングリコールを用いたこと以外は、実施例1と同様にして、比較例1の外装材を得た。外装材の構成及びウレタンアクリレートオリゴマー製造に使用した材料をまとめて表1に示す。
ウレタンアクリレートオリゴマーを得る際に、1,4-シクロヘキサンジメタノールに代えて、1,6-ヘキサメチレングリコールを用いたこと以外は、実施例1と同様にして、比較例2の外装材を得た。外装材の構成及びウレタンアクリレートオリゴマー製造に使用した材料をまとめて表1に示す。
ウレタンアクリレートオリゴマーを得る際に、1,4-シクロヘキサンジメタノール1モルに代えて、ポリカプロラクトンポリオール(ダイセル化学工業株式会社製、商品名:PLACCEL210、分子量:1000、水酸基価:112.7KOHmg/g)1000gを用いたこと以外は実施例1と同様にして、比較例3の外装材を得た。外装材の構成及びウレタンアクリレートオリゴマー製造に使用した材料をまとめて表1に示す。
アジピン酸ポリテトラメチレングリコール1モルと水添ジフェニルメタンジイソシアネート2モルとの反応物に、2-ヒドロキシエチルアクリレート2モルを反応させて、ウレタンアクリレートオリゴマーを得た。得られたウレタンアクリレートオリゴマーに対して、1-ヒドロキシ-シクロヘキシル-フェニル-ケトン(BASF社製、商品名:イルガキュアー184)を、固形分比5質量%で添加して、活性エネルギー線硬化性樹脂組成物を得た。金属箔の片面にセリアゾール処理用の腐食防止処理剤を塗布し、腐食防止処理層を形成した。活性エネルギー線硬化性樹脂組成物を、上記金属箔の腐食防止処理層を形成していない面(第一の面)上にバーコーターを用いて塗布し、100℃で5分間加熱乾燥した。乾燥後の塗膜の厚さは12μmであった。高圧水銀灯を光源として、積算光量1000mJ/cm2になるように紫外線を照射し、塗膜を硬化させて金属箔層上に被覆層を形成した。上記のように被覆層を形成したこと以外は実施例1と同様にして、比較例4の外装材を得た。外装材の構成及びウレタンアクリレートオリゴマー製造に使用した材料をまとめて表1に示す。
ウレタンアクリレートオリゴマーを得る際に、1,4-シクロヘキサンジメタノールに代えてビスフェノールAを、イソホロンジイソシアネートに代えてヘキサメチレンジイソシアネートを用いたこと以外は、実施例7と同様にして、比較例5の外装材を得た。外装材の構成及びウレタンアクリレートオリゴマー製造に使用した材料をまとめて表1に示す。
ウレタンアクリレートオリゴマーを得る際に、ペンタエリスリトールトリアクリレート2モルに代えて、ジペンタエリスリトールペンタアクリレート2モルを用いたこと以外は、比較例5と同様にして、比較例6の外装材を得た。外装材の構成及びウレタンアクリレートオリゴマー製造に使用した材料をまとめて表1に示す。
金属箔の両面にセリアゾール処理用の腐食防止処理剤を塗布し、第一及び第二の腐食防止処理層を形成した。ポリエステルポリオールとポリイソシアネートの二液混合接着剤を用いたドライラミネート法により、第一の腐食防止処理層上に接着層を介して基材層として二軸延伸ポリアミドフィルム(厚さ:15μm)を貼り合わせた。上述のように第二の腐食防止処理層、金属箔層、第一の腐食防止処理層、接着層及び基材層をこの順で備える積層体を得たこと以外は、実施例1と同様にして、比較例7の外装材を得た。外装材の構成及び基材層に使用した材料をまとめて表1に示す。
第一の腐食防止処理層上に基材層として二軸延伸ポリエステルフィルム(厚さ:12μm)を貼り合わせたこと以外は、比較例7と同様にして、比較例8の外装材を得た。外装材の構成及び基材層に使用した材料をまとめて表1に示す。
(電解液耐性)
実施例及び比較例で得られた外装材の被覆層(又は基材層)側表面に、微量の水(1500ppm)を添加した電解液(溶媒:エチレンカーボネート/ジメチルカーボネート/ジエチルカーボネート=1/1/1、電解質:LiPF6(濃度1M))を滴下した。24時間放置後、滴下した電解液をイソプロピルアルコールで拭き取った。その後、外装材の滴下箇所の外観を下記基準に従って評価した。評価結果を表2に示す。
「A」:電解液を滴下した箇所が視認できない。
「B」:電解液を滴下した箇所に輪郭は視認できるが、溶解等の損傷を受けていない。
「C」:電解液を滴下した箇所が電解液により溶解等の損傷を受けている。
実施例及び比較例で外装材を作製する際に得られた、金属箔層と被覆層との積層体(又は、金属箔層と第一の腐食防止処理層と被覆層との積層体)を、50mm×50mmのブランク形状に切り取り、水中に浸漬させた。24時間浸漬後の積層体を取り出した。23℃の環境下にて、上記ブランク形状の金属箔層側と、金属箔層の第一の面上に形成された被覆層側と、に金属端子を接触させ、25Vの電圧を印加したときの電気抵抗を測定し、下記基準に従って絶縁性を評価した。評価結果を表2に示す。
「A」:電圧を3分間印加して、25GΩ以上の電気抵抗が維持された。
「B」:電圧を印加後3分以内に電気抵抗が25GΩ未満に低下した。
「C」:電圧を印加後3秒以内に電気抵抗が25GΩ未満に低下した。
実施例及び比較例で得られた外装材を、150mm×190mmのブランク形状に切り取り、室温23℃、露点温度-35℃の成型環境下で成型深さを変化させながら冷間成型した。成型には、外装材と平行な面において100mm×150mmの形状を有し、1.5mmのパンチコーナーラジアス(Rcp)、0.75mmのパンチ肩ラジアス(Rp)を有するパンチ金型と、0.75mmのダイ肩ラジアス(Rd)を有するダイ金型を使用した。下記基準に従って成型性を評価した。評価結果を表2に示す。
「A」:破断又はクラックを生じさせずに、成型深さ4mm以上の深絞り成型が可能である。
「B」:破断又はクラックを生じさせずに、成型深さ3mm以上4mm未満の深絞り成型が可能である。
「C」:成型深さ3mm未満の深絞り成型で破断又はクラックが生じる。

Claims (6)
- 金属箔層と、
前記金属箔層の第一の面上に、直接、又は、第一の腐食防止処理層を介して、形成された被覆層と、
前記金属箔層の第二の面上に形成された第二の腐食防止処理層と、
前記第二の腐食防止処理層上に形成された接着層と、
前記接着層上に形成されたシーラント層と、
を備える蓄電デバイス用外装材であって、
前記被覆層がウレタン(メタ)アクリレートを含有する活性エネルギー線硬化性樹脂組成物、又はポリウレタン水分散体から形成され、
前記ウレタン(メタ)アクリレートは、脂環構造を有するポリオール、ポリイソシアネート、及び水酸基含有(メタ)アクリレートを反応させて得られる、蓄電デバイス用外装材。 - 前記ウレタン(メタ)アクリレートが2~6個の(メタ)アクリロイル基を有するものである、請求項1に記載の蓄電デバイス用外装材。
- 前記被覆層の厚さが3~30μmである、請求項1又は2に記載の蓄電デバイス用外装材。
- 前記脂環構造を有するポリオールが脂環構造を有するポリカーボネートジオールを含む、請求項1~3のいずれか一項に記載の蓄電デバイス用外装材。
- 前記脂環構造を有するポリカーボネートジオールが、ビシクロ[4,4,0]デカンジメタノール、ノルボルナンジメタノール、トリシクロデカンジメタノール、2,6-デカヒドロナフタレンジメタノール、水素化ビスフェノールA、1,4-シクロヘキサンジメタノール及び1,4-シクロヘキサンジオールからなる群より選択される少なくとも1種の化合物に由来する構造を有する、請求項4に記載の蓄電デバイス用外装材。
- 前記脂環構造を有するポリオールが、ビシクロ[4,4,0]デカンジメタノール、ノルボルナンジメタノール、トリシクロデカンジメタノール、2,6-デカヒドロナフタレンジメタノール、水素化ビスフェノールA、1,4-シクロヘキサンジメタノール及び1,4-シクロヘキサンジオールからなる群より選択される少なくとも1種の化合物を含む、請求項1~5のいずれか一項に記載の蓄電デバイス用外装材。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020167024239A KR20160107355A (ko) | 2014-10-31 | 2015-10-28 | 축전 디바이스용 외장재 |
| EP15855499.8A EP3098876A4 (en) | 2014-10-31 | 2015-10-28 | Outer package material for power storage device |
| CN201580023502.9A CN106463652A (zh) | 2014-10-31 | 2015-10-28 | 蓄电装置用封装材料 |
| JP2016556601A JPWO2016068201A1 (ja) | 2014-10-31 | 2015-10-28 | 蓄電デバイス用外装材 |
| US15/295,518 US20170033324A1 (en) | 2014-10-31 | 2016-10-17 | Packaging material for power storage device |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014-223186 | 2014-10-31 | ||
| JP2014223186 | 2014-10-31 | ||
| JP2015001447 | 2015-01-07 | ||
| JP2015-001447 | 2015-01-07 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US15/295,518 Continuation US20170033324A1 (en) | 2014-10-31 | 2016-10-17 | Packaging material for power storage device |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016068201A1 true WO2016068201A1 (ja) | 2016-05-06 |
Family
ID=55857536
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/080422 WO2016068201A1 (ja) | 2014-10-31 | 2015-10-28 | 蓄電デバイス用外装材 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20170033324A1 (ja) |
| EP (1) | EP3098876A4 (ja) |
| JP (1) | JPWO2016068201A1 (ja) |
| KR (1) | KR20160107355A (ja) |
| CN (1) | CN106463652A (ja) |
| TW (1) | TW201624799A (ja) |
| WO (1) | WO2016068201A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018061375A1 (ja) * | 2016-09-29 | 2018-04-05 | 昭和電工パッケージング株式会社 | 包装材及びその製造方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7033414B2 (ja) * | 2017-09-14 | 2022-03-10 | 昭和電工パッケージング株式会社 | 成形用包装材、蓄電デバイス用外装ケース及び蓄電デバイス |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009176513A (ja) * | 2008-01-23 | 2009-08-06 | Sony Corp | 非水電解質電池および非水電解質電池の製造方法 |
| JP2011187385A (ja) * | 2010-03-10 | 2011-09-22 | Toppan Printing Co Ltd | リチウムイオン電池用外装材 |
| JP2012203982A (ja) * | 2011-03-23 | 2012-10-22 | Toppan Printing Co Ltd | リチウムイオン電池用外装材及びリチウムイオン電池 |
| WO2013069698A1 (ja) * | 2011-11-07 | 2013-05-16 | 凸版印刷株式会社 | 蓄電デバイス用外装材 |
| JP2014078513A (ja) * | 2011-11-07 | 2014-05-01 | Toppan Printing Co Ltd | 蓄電デバイス用外装材 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3567230B2 (ja) | 1998-10-15 | 2004-09-22 | 昭和電工パッケージング株式会社 | 電池ケース用包材 |
| TWI367239B (en) * | 2006-03-31 | 2012-07-01 | Fujikura Kasei Kk | Hard coating composition for metal material |
| CN101855745B (zh) * | 2007-09-26 | 2014-02-26 | 凸版印刷株式会社 | 锂电池用包装材料和其制造方法 |
| KR101664003B1 (ko) * | 2009-06-17 | 2016-10-10 | 니폰 가야꾸 가부시끼가이샤 | 우레탄(메타)아크릴레이트 화합물 및 그것을 함유하는 수지 조성물 |
| KR101072737B1 (ko) * | 2009-09-18 | 2011-10-11 | 율촌화학 주식회사 | 셀 포장재 및 그 제조방법 |
| JP5626394B2 (ja) * | 2013-02-06 | 2014-11-19 | 大日本印刷株式会社 | 電池用包装材料 |
| JP5578269B1 (ja) * | 2013-02-25 | 2014-08-27 | 東洋インキScホールディングス株式会社 | 電池用包装材用ポリウレタン接着剤、電池用包装材、電池用容器および電池 |
| US10483503B2 (en) * | 2013-03-25 | 2019-11-19 | Dai Nippon Printing Co., Ltd. | Battery packaging material |
-
2015
- 2015-10-28 CN CN201580023502.9A patent/CN106463652A/zh active Pending
- 2015-10-28 KR KR1020167024239A patent/KR20160107355A/ko not_active Application Discontinuation
- 2015-10-28 WO PCT/JP2015/080422 patent/WO2016068201A1/ja active Application Filing
- 2015-10-28 EP EP15855499.8A patent/EP3098876A4/en not_active Withdrawn
- 2015-10-28 JP JP2016556601A patent/JPWO2016068201A1/ja active Pending
- 2015-10-30 TW TW104135704A patent/TW201624799A/zh unknown
-
2016
- 2016-10-17 US US15/295,518 patent/US20170033324A1/en not_active Abandoned
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009176513A (ja) * | 2008-01-23 | 2009-08-06 | Sony Corp | 非水電解質電池および非水電解質電池の製造方法 |
| JP2011187385A (ja) * | 2010-03-10 | 2011-09-22 | Toppan Printing Co Ltd | リチウムイオン電池用外装材 |
| JP2012203982A (ja) * | 2011-03-23 | 2012-10-22 | Toppan Printing Co Ltd | リチウムイオン電池用外装材及びリチウムイオン電池 |
| WO2013069698A1 (ja) * | 2011-11-07 | 2013-05-16 | 凸版印刷株式会社 | 蓄電デバイス用外装材 |
| JP2014078513A (ja) * | 2011-11-07 | 2014-05-01 | Toppan Printing Co Ltd | 蓄電デバイス用外装材 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3098876A4 * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018061375A1 (ja) * | 2016-09-29 | 2018-04-05 | 昭和電工パッケージング株式会社 | 包装材及びその製造方法 |
| JP2018055976A (ja) * | 2016-09-29 | 2018-04-05 | 昭和電工パッケージング株式会社 | 包装材及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3098876A1 (en) | 2016-11-30 |
| EP3098876A4 (en) | 2017-03-01 |
| CN106463652A (zh) | 2017-02-22 |
| US20170033324A1 (en) | 2017-02-02 |
| TW201624799A (zh) | 2016-07-01 |
| KR20160107355A (ko) | 2016-09-13 |
| JPWO2016068201A1 (ja) | 2017-08-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11081747B2 (en) | Packaging material for power storage device | |
| US10319958B2 (en) | Packaging material for power storage device | |
| US10135038B2 (en) | Packaging material for lithium-ion battery | |
| CN106159124B (zh) | 蓄电设备用外装构件和使用了该外装构件的蓄电设备 | |
| JP2011060501A (ja) | リチウムイオン電池用包装材 | |
| KR20150017699A (ko) | 리튬 이온 전지용 외장재 및 리튬 이온 전지용 외장재를 사용한 리튬 이온 전지의 제조 방법 | |
| JP2011216390A (ja) | リチウムイオン電池用外装材 | |
| JP6935991B2 (ja) | 蓄電デバイス用外装材及び蓄電デバイス | |
| JP6056188B2 (ja) | リチウムイオン二次電池用外装材 | |
| WO2016175091A1 (ja) | 蓄電デバイス用外装材 | |
| WO2016068201A1 (ja) | 蓄電デバイス用外装材 | |
| US20170301890A1 (en) | Packaging material for power storage device | |
| JP6287236B2 (ja) | 蓄電デバイス用外装材 | |
| JP2018085296A (ja) | 蓄電デバイス用外装材 | |
| JP2021166134A (ja) | 蓄電デバイス用外装材 | |
| JP2016131104A (ja) | 蓄電デバイス用外装体 | |
| JP2016015250A (ja) | 蓄電デバイス用外装材 | |
| JP6596912B2 (ja) | 蓄電デバイス用外装材及び蓄電デバイス | |
| JP2018073616A (ja) | 蓄電デバイス用外装材 | |
| JP2017126491A (ja) | アルミニウム箔積層体および蓄電装置用外装材 | |
| JP2016115585A (ja) | 蓄電デバイス用外装材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15855499 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015855499 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015855499 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2016556601 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20167024239 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |