WO2016051669A1 - ゴム物品補強用スチールコードおよびそれを用いた空気入りタイヤ - Google Patents
ゴム物品補強用スチールコードおよびそれを用いた空気入りタイヤ Download PDFInfo
- Publication number
- WO2016051669A1 WO2016051669A1 PCT/JP2015/004479 JP2015004479W WO2016051669A1 WO 2016051669 A1 WO2016051669 A1 WO 2016051669A1 JP 2015004479 W JP2015004479 W JP 2015004479W WO 2016051669 A1 WO2016051669 A1 WO 2016051669A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sheath
- core
- strand
- filaments
- cord
- Prior art date
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/0007—Reinforcements made of metallic elements, e.g. cords, yarns, filaments or fibres made from metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B1/00—Constructional features of ropes or cables
- D07B1/06—Ropes or cables built-up from metal wires, e.g. of section wires around a hemp core
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B1/00—Constructional features of ropes or cables
- D07B1/06—Ropes or cables built-up from metal wires, e.g. of section wires around a hemp core
- D07B1/0606—Reinforcing cords for rubber or plastic articles
- D07B1/0613—Reinforcing cords for rubber or plastic articles the reinforcing cords being characterised by the rope configuration
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B1/00—Constructional features of ropes or cables
- D07B1/06—Ropes or cables built-up from metal wires, e.g. of section wires around a hemp core
- D07B1/0606—Reinforcing cords for rubber or plastic articles
- D07B1/062—Reinforcing cords for rubber or plastic articles the reinforcing cords being characterised by the strand configuration
- D07B1/0626—Reinforcing cords for rubber or plastic articles the reinforcing cords being characterised by the strand configuration the reinforcing cords consisting of three core wires or filaments and at least one layer of outer wires or filaments, i.e. a 3+N configuration
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2001—Wires or filaments
- D07B2201/2006—Wires or filaments characterised by a value or range of the dimension given
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2047—Cores
- D07B2201/2051—Cores characterised by a value or range of the dimension given
Definitions
- the present invention relates to a steel cord for reinforcing rubber articles and a pneumatic tire using the steel cord (hereinafter also simply referred to as “cord” and “tire”).
- steel cords formed by twisting a plurality of steel filaments are widely used as reinforcing materials.
- tires used for large vehicles such as construction and mining vehicles are used under heavy load on rough terrain, etc., so steel cords that serve as reinforcements are particularly strong and durable. Sex is required. Therefore, in such a large tire, a steel cord having a so-called double-twist structure in which a plurality of strands formed by twisting a plurality of steel filaments is further twisted is employed.
- the outermost sheath of the core strand and the sheath strand by pulling the cord that occurs when using the tire, or by cutting input when the tire steps on a blunt or sharp projection such as a rock
- the filaments come into strong contact with each other, and the filaments are preliminarily sheared by stress concentration at the contact point.
- Patent Document 1 discloses 5 to 7 pieces having a layer twist structure of two or more layers around one core strand having a layer twist structure of two or more layers.
- the tensile strength of the outermost sheath filament constituting each strand is 3040 N / mm 2 or less, and all the except for the outermost sheath filament
- the inner filament has a tensile strength of 3140 N / mm 2 or more.
- an object of the present invention is to provide a steel cord for reinforcing rubber articles that can improve cut resistance when applied to rubber articles such as tires while avoiding an increase in the diameter and weight of the steel cord and the use thereof. It is to provide a pneumatic tire.
- the steel cord for reinforcing rubber articles of the present invention has a single core strand having a two-layered twisted structure formed by twisting a plurality of steel filaments and a layered twisted structure formed by twisting a plurality of steel filaments.
- a steel cord for reinforcing rubber articles comprising a plurality of sheath strands having the sheath strands twisted around the core strand
- the number of core filaments constituting the core of the core strand is two, and the diameter of the outermost layer sheath filament constituting the outermost layer sheath of the sheath strand is larger than the diameter of the filament inside the outermost layer sheath of the sheath strand. It is characterized by.
- cut resistance can be improved when applied to rubber articles such as tires while avoiding an increase in the diameter and weight of the steel cord.
- a steel cord for reinforcing a rubber article capable of improving cut resistance when applied to a rubber article such as a tire while avoiding an increase in the diameter and weight of the steel cord, and an air using the same An inset tire can be provided.
- (A), (b) is sectional drawing of the direction orthogonal to the longitudinal direction of a code
- (A)-(e) is sectional drawing of the direction orthogonal to the longitudinal direction of the code
- FIG. 1 (a) and 1 (b) are cross-sectional views of a configuration example of a steel cord for reinforcing rubber articles according to the present invention in a direction perpendicular to the longitudinal direction of the cord.
- the cord shown in FIG. 1 (a) is obtained by twisting a single core strand 11 having a two-layer twist structure formed by twisting a plurality of steel filaments 11a and 11b and a plurality of steel filaments 12a and 12b.
- a plurality of sheath strands 12 (seven in the illustrated example) having a layer twist structure (in the illustrated example, two layers twisted structure), and the sheath strand 12 is twisted around the core strand 11. It has a double twist structure.
- the core strand 11 has a 2 + 9 structure in which a sheath is formed by twisting nine sheath filaments 11b around a core composed of two core filaments 11a twisted in this example.
- the sheath strand 12 has a 3 + 7 structure in which a sheath is formed by twisting seven sheath filaments 12b around a core composed of three twisted core filaments 12a.
- the wrapping filament 3 is spirally wound around the outer periphery of the sheath strand 12.
- the diameter of the outermost sheath filament 12b constituting the outermost sheath of the sheath strand is larger than the diameter of the filament 12a inside the outermost sheath of the sheath strand.
- the cord shown in FIG. 1B includes a single core strand 21 having a two-layered twisted structure formed by twisting a plurality of steel filaments 21a and 21b, and a plurality of steel filaments 22a and 22b.
- the sheath strand 22 is composed of a plurality of sheath strands 22 having a twisted layer structure (two layers twisted structure in the illustrated example) and seven sheath strands 22 in the illustrated example.
- the sheath strands 22 are twisted around the core strand 21. It has a double twist structure.
- the core strand 21 has a 2 + 9 structure in which a sheath is formed by twisting nine sheath filaments 21b around a core composed of two core filaments 21a twisted in this example.
- the sheath strand 22 has a 3 + 8 structure in which a sheath is formed by twisting eight sheath filaments 22b around a core composed of three twisted core filaments 22a.
- the wrapping filament 3 is spirally wound around the outer periphery of the sheath strand 22.
- the diameter of the outermost layer sheath filament 22b constituting the outermost layer sheath of the sheath strand is larger than the diameter of the filament 22a inside the outermost layer sheath of the sheath strand.
- the number of core filaments 11a, 21a of the core strands 11, 21 is two, and the diameters of the outermost sheath filaments 12b, 22b constituting the outermost sheath of the sheath strands 12, 22 are the sheath strands 12, It is important that the diameter of the filaments 12a, 22a inside the outermost layer sheath of 22 is larger. As described above, in order to improve the cut resistance of the cord, it is effective to suppress the preceding breakage of the contact portion between the outermost layer filaments of the core strand and the sheath strand, and particularly, it is located at the center of the cord. For the core strand, it is important to suppress stress concentration on the outermost filament.
- the present inventor has found that by using two core filaments of the core strand, the preceding breakage of the outermost sheath filament of the core strand can be suppressed.
- the cause is not certain, the amount of gaps inside the core strand can be increased by changing the core filament of the core strand from the conventional three to two, so that the outermost layer filament of the sheath strands 12 and 22 can be increased.
- a part where stress concentration is likely to occur can sink into the core strand, and as a result, stress concentration can be avoided.
- the number of core strands is two from the conventional three, the weight of the cord can be reduced.
- the diameters of the outermost sheath filaments 12b and 22b constituting the outermost sheath of the sheath strands 12 and 22 are larger than the diameters of the filaments 12a and 22a inside the outermost sheath, respectively.
- the contact area of the core strand with the outermost sheath filament can be improved without greatly changing the diameter of the strand. It is possible to widely bear the tightening force at the time of occurrence of the stress and relieve stress concentration. Since the core strand has increased resistance to the clamping force by using two core filaments, the stress distribution in the entire cord becomes an optimal state, and the cut resistance of the cord is improved. Therefore, for example, by making the diameter of the inner layer filament smaller than the diameter of the outermost layer sheath filament of the sheath strand, it becomes possible to improve the cut resistance of the cord while avoiding an increase in the diameter and weight of the cord.
- the number of sheath strands 12 and 22 is preferably 7 to 9. If the core strand and the sheath strand are all the same diameter and the sheath strands are in the close-packed state so that there is no gap between them, six sheath strands can be arranged. In the configuration example, as shown in the figure, the diameter of the sheath strands 12 and 22 is made smaller than the diameter of the core strands 11 and 21 so that 7 to 9 sheath strands 12 can be arranged. By setting the number of the sheath strands 12 to 9 to 9, the tightening force of the sheath strand with respect to the core strand can be reduced, and the cut resistance of the cord can be improved.
- the number of the sheath filaments 11b and 21b constituting the sheath of the core strands 11 and 21 is preferably at least 6 or more from the viewpoint of improving the filling rate of steel. This is particularly preferable in terms of ensuring a certain diameter of wire diameter and suppressing preceding breakage.
- the core filaments 12a and 22a of the sheath strands 12 and 22 are preferably three in view of improving the filling rate of steel, and the number of outermost sheath filaments 12b and 22b constituting the outermost sheath is steel. From the viewpoint of improving the filling rate, it is preferable to use at least 6 or more. However, by using 7 or 8 as in the above configuration example, it is possible to secure a certain diameter of wire diameter. This is particularly preferable in terms of suppressing preceding breakage.
- the core filaments 11a and 21a can have a smaller diameter than the sheath filaments 11b and 21b, so that the cut resistance can be improved. Therefore, it is preferable that all the filaments constituting the core strand have the same diameter.
- the cord diameter of the cord of the present invention is preferably 4 mm or more.
- the cord diameter of the cord of the present invention is preferably less than 5 mm. By making the cord diameter less than 5 mm, an increase in the weight of the tire can be effectively suppressed.
- the cord diameter is most preferably 4.5 mm.
- the wire diameter and tensile strength of the filament to be used and the twisting direction and twisting pitch of the filament and strand are not particularly limited, and are appropriately selected according to the usual method according to a desired method. It is possible.
- the filament a so-called high strength steel having a carbon content of 0.80% by mass or more can be used.
- the cord of the present invention may or may not have a wrapping filament.
- the cord of the present invention is excellent in cut resistance, it is a reinforcing material for large tires used for large vehicles such as construction and mining vehicles in particular, especially for ultra-large off-road radial tires having a tire size of about 57 inches. Is preferably used.
- a large tire usually has one or more carcass made of a steel cord ply extending in a radial direction between a pair of bead cores and at least four belts arranged on the outer side in the tire radial direction of the crown portion. And a tread disposed on the outer side in the tire radial direction.
- the cord of the present invention can be used, for example, as a reinforcing cord for a belt crossing layer in such a tire.
- the core strand and the sheath strand are both 3 + 9 structures, that is, the core cord has three core filaments and nine sheath filaments, and the steel cord has a high packing density of steel.
- the value of is 9.02 kN, which is a relatively low value.
- Comparative Example 5 the number of core filaments of the core strand having this structure was changed to 2, but as described above, the balance of the cut resistance between the core strand and the sheath strand was lost, and the cut resistance of the entire cord was reduced. Fell. In addition, since none of Comparative Examples 1, 2, and 3 satisfied the configuration of the present invention, the improvement in cut resistance was insufficient.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Ropes Or Cables (AREA)
- Tires In General (AREA)
Abstract
複数本のスチールフィラメントを撚り合わせてなる2層の層撚り構造を有する1本のコアストランドと、複数本のスチールフィラメントを撚り合わせてなる層撚り構造を有する複数本のシースストランドとからなり、該シースストランドが該コアストランドの周囲に撚り合わせられているゴム物品補強用スチールコードにおいて、コアストランドのコアを構成するコアフィラメントが2本であり、かつ、シースストランドの最外層シースを構成する最外層シースフィラメントの径がシースストランドの最外層シース内部のフィラメントの径より大きい。
Description
本発明は、ゴム物品補強用スチールコードおよびそれを用いた空気入りタイヤ(以下、単に「コード」および「タイヤ」とも称する)に関する。
タイヤ等のゴム物品においては、補強材として、複数本のスチールフィラメントを撚り合わせてなるスチールコードが汎用されている。特に、建設・鉱山車両等の大型車両に使用されるタイヤは、凹凸の激しい不整地等において大きな荷重負荷の下で使用されるため、補強材となるスチールコードには、特に、高い強度および耐久性が必要とされる。そのため、このような大型タイヤにおいては、複数本のスチールフィラメントを撚り合わせて形成されたストランドを、さらに複数本で撚り合わせてなる、いわゆる複撚り構造のスチールコードが採用されている。
複撚り構造のスチールコードの場合、タイヤ使用時に発生するコードの引張り、またはタイヤが岩等の鈍的または鋭的な突起物を踏んだ時のカット入力によって、コアストランドとシースストランドの最外層シースフィラメント同士が強く接触し、接触点での応力集中により該フィラメントが先行的にせん断破壊される場合がある。
上記課題の解決に着目した先行技術として、例えば、特許文献1には、2層以上の層撚り構造を有する1本のコアストランドの周りに、2層以上の層撚り構造を有する5~7本のシースストランドを配列し撚り合わせた複撚り構造のゴム物品補強用スチールコードにおいて、各ストランドを構成する最外層シースフィラメントの抗張力が3040N/mm2以下で、かつ該最外層シースフィラメントを除くすべての内側フィラメントの抗張力が3140N/mm2以上であるスチールコードが開示されている。このようなスチールコードは、コアストランドとシースストランドの最外層フィラメント同士の接触部の先行破断が抑制され、従来のゴム物品補強用スチールコードに比しコード強力が向上する。
しかしながら、近年のさらなるタイヤ高性能化の要請の下、ゴム物品補強用スチールコードの耐カット性については、より向上した性能の実現が求められている。また一方、近年、環境負荷低減のために、タイヤについても軽量化の要請が高まっている。そのためには、スチールコードの径及び重量の増大を避けつつ、タイヤ性能のさらなる向上を図ることが望まれる。
そこで、本発明の目的は、スチールコードの径及び重量の増大を避けつつ、タイヤ等のゴム物品に適用した際において、耐カット性を向上させることのできるゴム物品補強用スチールコードおよびそれを用いた空気入りタイヤを提供することにある。
本発明のゴム物品補強用スチールコードは、複数本のスチールフィラメントを撚り合わせてなる2層の層撚り構造を有する1本のコアストランドと、複数本のスチールフィラメントを撚り合わせてなる層撚り構造を有する複数本のシースストランドとからなり、該シースストランドが該コアストランドの周囲に撚り合わせられているゴム物品補強用スチールコードにおいて、
前記コアストランドのコアを構成するコアフィラメントが2本であり、かつ、前記シースストランドの最外層シースを構成する最外層シースフィラメントの径が前記シースストランドの最外層シース内部のフィラメントの径より大きいことを特徴とする。
本発明のゴム物品補強用スチールコードによれば、スチールコードの径及び重量の増大を避けつつ、タイヤ等のゴム物品に適用した際において、耐カット性を向上させることができる。
前記コアストランドのコアを構成するコアフィラメントが2本であり、かつ、前記シースストランドの最外層シースを構成する最外層シースフィラメントの径が前記シースストランドの最外層シース内部のフィラメントの径より大きいことを特徴とする。
本発明のゴム物品補強用スチールコードによれば、スチールコードの径及び重量の増大を避けつつ、タイヤ等のゴム物品に適用した際において、耐カット性を向上させることができる。
本発明によれば、スチールコードの径及び重量の増大を避けつつ、タイヤ等のゴム物品に適用した際において、耐カット性を向上させることのできるゴム物品補強用スチールコードおよびそれを用いた空気入りタイヤを提供することができる。
以下に、本発明を実施するための形態を例示する。
図1(a)および図1(b)に、本発明のゴム物品補強用スチールコードの構成例の、コードの長手方向と直交する方向の断面図を示す。図1(a)に示すコードは、複数本のスチールフィラメント11a,11bを撚り合わせてなる2層の層撚り構造を有する1本のコアストランド11と、複数本のスチールフィラメント12a,12bを撚り合わせてなる層撚り構造(図示例では、2層の層撚り構造)を有する複数本、(図示例では7本)のシースストランド12とからなり、シースストランド12がコアストランド11の周囲に撚り合わせられてなる複撚り構造を有する。図示するコードにおいては、コアストランド11が、この例では撚り合わされた2本のコアフィラメント11aからなるコアの周囲に、9本のシースフィラメント11bが撚り合わされてシースが形成された2+9構造を有し、シースストランド12が、この例では撚り合わされた3本のコアフィラメント12aからなるコアの周囲に、7本のシースフィラメント12bが撚り合わされてシースが形成された3+7構造を有している。また、必ずしも必須ではないが、図示するコードにおいては、シースストランド12の外周に、ラッピングフィラメント3が螺旋状に巻き付けられている。ここで、シースストランドの最外層シースを構成する最外層シースフィラメント12bの径は、シースストランドの最外層シース内部のフィラメント12aの径より大きい。
また、図1(b)に示すコードは、複数本のスチールフィラメント21a,21bを撚り合わせてなる2層の層撚り構造を有する1本のコアストランド21と、複数本のスチールフィラメント22a,22bを撚り合わせてなる層撚り構造(図示例では、2層の層撚り構造)を有する複数本、図示例では7本のシースストランド22とからなり、シースストランド22がコアストランド21の周囲に撚り合わせられてなる複撚り構造を有する。図示するコードにおいては、コアストランド21が、この例では撚り合わされた2本のコアフィラメント21aからなるコアの周囲に、9本のシースフィラメント21bが撚り合わされてシースが形成された2+9構造を有し、シースストランド22が、この例では撚り合わされた3本のコアフィラメント22aからなるコアの周囲に、8本のシースフィラメント22bが撚り合わされてシースが形成された3+8構造を有している。また、必ずしも必須ではないが、図示するコードにおいては、シースストランド22の外周に、ラッピングフィラメント3が螺旋状に巻き付けられている。ここで、シースストランドの最外層シースを構成する最外層シースフィラメント22bの径は、シースストランドの最外層シース内部のフィラメント22aの径より大きい。
本発明において、コアストランド11、21のコアフィラメント11a、21aの本数が2本であり、かつシースストランド12、22の最外層シースを構成する最外層シースフィラメント12b、22bの径がシースストランド12、22の最外層シース内部のフィラメント12a、22aの径より大きいことが重要である。前述したように、コードの耐カット性を向上させるためには、コアストランドとシースストランドの最外層フィラメント同士の接触部の先行破断を抑制することが有効であり、特に、コードの中心に位置するコアストランドについて、最外層フィラメントへの応力集中を抑制することが重要である。ここで本発明者は、コアストランドのコアフィラメントを2本とすることにより、コアストランドの最外層シースフィラメントの先行破断を抑制することができることを見出した。その原因は定かではないが、コアストランドのコアフィラメントを従来の3本から2本に変更することにより、コアストランド内部の隙間量を増大させることができるため、シースストランド12、22の最外層フィラメントにおいて、応力集中が発生しやすい箇所は、コアストランド内部へ沈み込むことができ、その結果、応力集中が回避できることが一因であると考えられる。また、コアストランドの本数が従来の3本から2本になるため、コードの軽量化も図ることができる。
また、シースストランド12、22の最外層シースを構成する最外層シースフィラメント12b、22bの径がそれぞれ最外層シース内部のフィラメント12a、22aの径より大きいことも重要である。前述のように、コアストランドのコアフィラメントを2本とすることにより、コアストランドの最外層シースフィラメントの先行破断を抑制することができるが、コード全体としての耐カット性を向上させるには、やはりシースストランドのフィラメントの破断を抑制することも必要である。そこで、シースストランドの最外層フィラメントの径を内層フィラメントの径より大きくすることで、ストランドとしての径を大きく変更することなくコアストランドの最外層シースフィラメントとの接触面積を向上させることができ、入力が発生した際の締め付け力を広く負担し、応力集中を緩和することができる。コアストランドはコアフィラメントを2本にすることで締め付け力に対する耐性を上げてあるため、コード全体としての応力の分布が最適な状態になり、コードの耐カット性が向上する。
よって、例えば、シースストランドの最外層シースフィラメントの径より、内層フィラメントの径を小さくすることにより、コードの径、重量増を避けつつ、コードの耐カット性を向上させることも可能となる。
よって、例えば、シースストランドの最外層シースフィラメントの径より、内層フィラメントの径を小さくすることにより、コードの径、重量増を避けつつ、コードの耐カット性を向上させることも可能となる。
ここで、本発明のコードにおいて、シースストランド12、22の本数は、7~9本とすることが好ましい。コアストランドおよびシースストランドがすべて同径であって、かつ、シースストランドが相互間に隙間がないよう最密充填された状態である場合、シースストランドは6本配置することが可能であるが、本構成例においては、図示するように、シースストランド12、22の径をコアストランド11、21の径より小さくして、シースストランド12を7~9本で配置可能としている。シースストランド12の本数を7~9本とすることで、コアストランドに対するシースストランドの締め付け力を低減することができ、コードの耐カット性を向上することができる。
さらに、コアストランド11、21のシースを構成するシースフィラメント11b、21bの本数は、スチールの充填率を向上させる観点で、少なくとも6本以上が好ましいが、上記の構成例のように、9本とすることが、ある程度の太さの線径を確保することができ、先行破断を抑制する面で特に好ましい。
また、シースストランド12、22のコアフィラメント12a、22aは、スチールの充填率を向上させる観点で3本とすることが好ましく、最外層シースを構成する最外層シースフィラメント12b、22bの本数は、スチールの充填率を向上させる観点で、少なくとも6本以上とすることが好ましいが、上記の構成例のように、7本又は8本とすることで、ある程度の太さの線径を確保することができ、先行破断を抑制する面で特に好ましい。
また、本発明のコードにおいては、コアストランド11、21を構成する各フィラメントが、すべて同径であることが好ましい。コアストランド11、21内において、コアフィラメント11a、21aをシースフィラメント11b、21bよりも細径にすることで、耐カット性を向上させることも可能であるが、シースフィラメントの配置空間を確保する観点から、コアストランドを構成する各フィラメントをすべて同径とすることが好ましい。
さらに、本発明のコードのコード径は、4mm以上とすることが好ましい。4mm以上の太径のコードとすることで、特に、建設車両等の大型車両に使用される大型タイヤとして必要とされる強力と耐カット性能とを、ともに確保することができる。また、本発明のコードのコード径は、5mm未満とすることが好ましい。コード径を5mm未満とすることで、タイヤの重量増を有効に抑えることができる。特に、コード径を4.5mmとすることが最も好ましい。
本発明のコードにおいては、使用するフィラメントの線径や抗張力、および、フィラメントやストランドの撚り方向、撚りピッチ等については、特に制限されるものではなく、常法に従い、所望に応じて適宜選定することが可能である。例えば、フィラメントとしては、炭素含有量が0.80質量%以上のいわゆる高抗張力鋼を用いることができる。また、本発明のコードは、ラッピングフィラメントを有していても有していなくてもよい。
本発明のコードは、耐カット性に優れることから、特に、建設・鉱山車両等の大型車両に使用される大型タイヤ、中でも、タイヤサイズ57インチ程度の超大型のオフロード用ラジアルタイヤの補強材として好適に用いられる。かかる大型タイヤは、通常、1対のビードコア間でラジアル方向に延びるスチールコードのプライからなる1枚以上のカーカスと、そのクラウン部のタイヤ半径方向外側に配置された、少なくとも4枚以上のベルト交錯層と、そのタイヤ半径方向外側に配置されたトレッドと、を具備する。本発明のコードは、かかるタイヤにおいて、例えば、ベルト交錯層の補強コードとして用いることができる。
以下、本発明を、実施例を用いてより詳細に説明する。但し、本発明は、以下の実施例に何ら限定されるものではない。
下記の表中に示すように、コアストランドとシースストランドの各フィラメントの本数と線径を変えて、複撚り構造のゴム物品補強用スチールコードを複数作製した。得られた各コードについて下記の評価を行った結果を、下記の表中に併せて示す。なお、以下の表において、「コード強力」とは、引張試験に関するJIS G3525 破断力試験方法により測定したものをいう。
下記の表中に示すように、コアストランドとシースストランドの各フィラメントの本数と線径を変えて、複撚り構造のゴム物品補強用スチールコードを複数作製した。得られた各コードについて下記の評価を行った結果を、下記の表中に併せて示す。なお、以下の表において、「コード強力」とは、引張試験に関するJIS G3525 破断力試験方法により測定したものをいう。
(耐カット性)
得られた各コードにつき、シャルピー衝撃試験機を用いて、耐カット性を評価した。刃型の錘を落下させることでコードが破断に至るのに必要とした力により耐カット性を評価し、数値が大きいほど、耐カット性に優れ、良好である。
得られた各コードにつき、シャルピー衝撃試験機を用いて、耐カット性を評価した。刃型の錘を落下させることでコードが破断に至るのに必要とした力により耐カット性を評価し、数値が大きいほど、耐カット性に優れ、良好である。

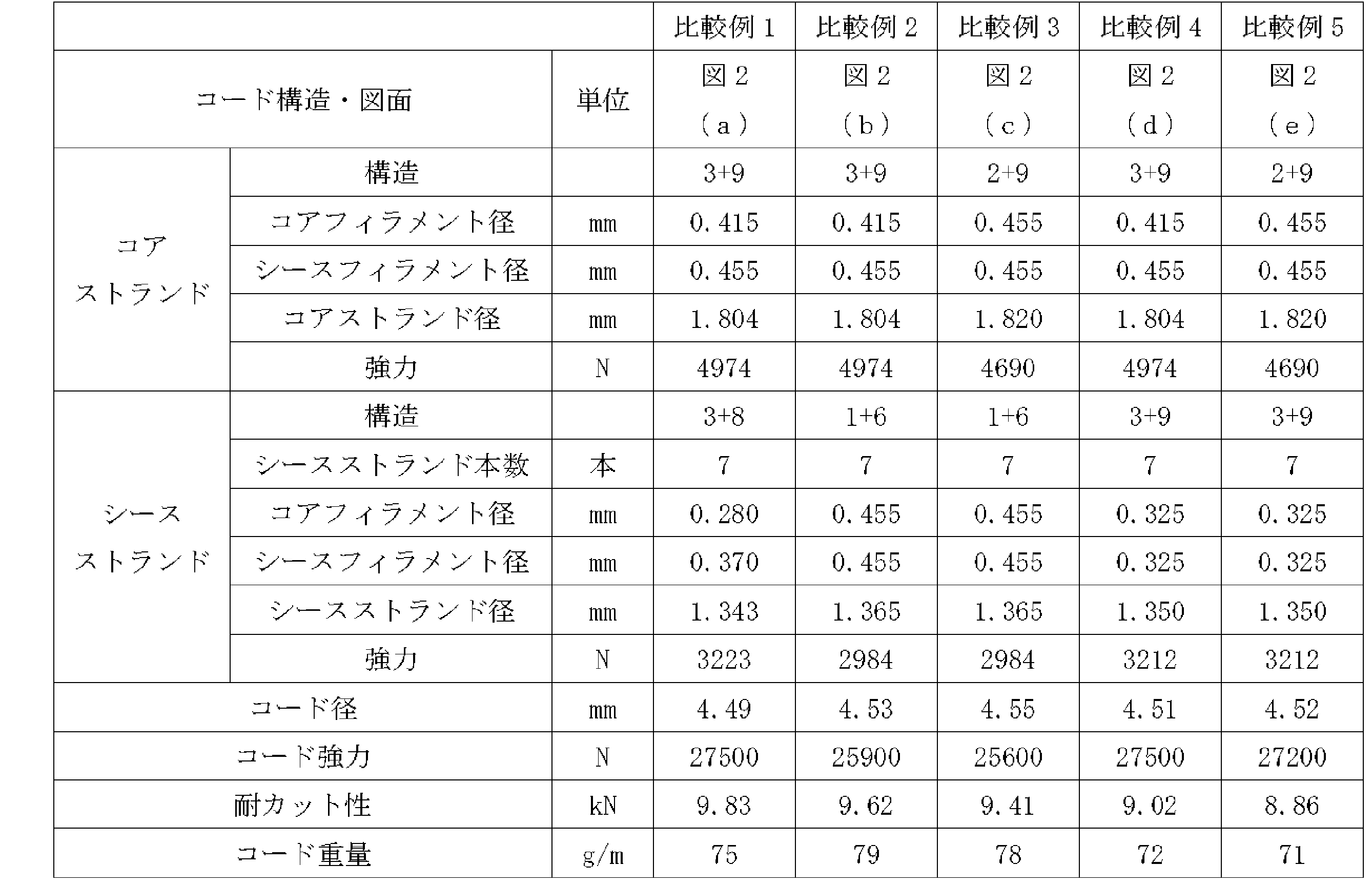
上記表2中の比較例4は、コアストランドとシースストランドはいずれも3+9構造、すなわち、コアフィラメントが3本、シースフィラメントが9本であり、スチールの充填密度の高いスチールコードだが、耐カット性の数値は9.02kNであり、比較的低い値である。この構造のコアストランドのコアフィラメントの本数を2本へ変更したのが比較例5であるが、前述したとおり、コアストランドとシースストランドの耐カット性のバランスが崩れ、コード全体としての耐カット性は低下した。ほかに、比較例1、2、3のいずれも本願発明の構成を満たさないため、耐カット性の向上は不十分であった。
それに対し、コアストランドのコアを構成するコアフィラメントが2本であり、かつ、シースストランドのシースフィラメント径がコアフィラメント径より大きいという条件を満たす上記表1中の各実施例のコードにおいては、スチールコードの径及び重量の増大を避けつつ、耐カット性能の向上が実現できた。
11,21 コアストランド
12,22 シースストランド
11a,12a,21a,22a コアフィラメント
11b,21b シースフィラメント
12b,22b シースフィラメント(最外層シースフィラメント)
3 ラッピングフィラメント
12,22 シースストランド
11a,12a,21a,22a コアフィラメント
11b,21b シースフィラメント
12b,22b シースフィラメント(最外層シースフィラメント)
3 ラッピングフィラメント
Claims (8)
- 複数本のスチールフィラメントを撚り合わせてなる2層の層撚り構造を有する1本のコアストランドと、複数本のスチールフィラメントを撚り合わせてなる層撚り構造を有する複数本のシースストランドとからなり、該シースストランドが該コアストランドの周囲に撚り合わせられているゴム物品補強用スチールコードにおいて、
前記コアストランドのコアを構成するコアフィラメントが2本であり、かつ、前記シースストランドの最外層シースを構成する最外層シースフィラメントの径が前記シースストランドの最外層シース内部のフィラメントの径より大きいことを特徴とする、ゴム物品補強用スチールコード。 - 前記シースストランドの本数が7~9本である、請求項1に記載のゴム物品補強用スチールコード。
- 前記コアストランドが、2本のコアフィラメントからなるコアの周囲に9本のシースフィラメントが撚り合わされてシースが形成された、2+9構造を有する、請求項1または2に記載のゴム物品補強用スチールコード。
- 前記シースストランドが、3本のコアフィラメントからなるコアの周囲に7本又は8本のシースフィラメントが撚り合わされてシースが形成された、3+7構造又は3+8構造を有する、請求項1~3のうちいずれか一項に記載のゴム物品補強用スチールコード。
- 前記コアストランドを構成する各フィラメントがすべて同径である、請求項1~4のうちいずれか一項に記載のゴム物品補強用スチールコード。
- コード径が4mm以上である、請求項1~5のうちいずれか一項に記載のゴム物品補強用スチールコード。
- コード径が5mm未満である、請求項1~6のうちいずれか一項に記載のゴム物品補強用スチールコード。
- 請求項1~7のうちいずれか一項に記載のゴム物品補強用スチールコードを用いたことを特徴とする、空気入りタイヤ。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15846966.8A EP3202977B1 (en) | 2014-10-01 | 2015-09-03 | Steel cord for reinforcing rubber article, and pneumatic tire using same |
| US15/504,526 US10105991B2 (en) | 2014-10-01 | 2015-09-03 | Steel cord for reinforcing rubber article, and pneumatic tire using same |
| CN201580051527.XA CN106715790A (zh) | 2014-10-01 | 2015-09-03 | 用于增强橡胶物品的钢帘线及使用该钢帘线的充气轮胎 |
| ES15846966T ES2787219T3 (es) | 2014-10-01 | 2015-09-03 | Cordón de acero para reforzar un artículo de caucho, y neumático que usa el mismo |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014203198A JP6545942B2 (ja) | 2014-10-01 | 2014-10-01 | ゴム物品補強用スチールコードおよびそれを用いた空気入りタイヤ |
| JP2014-203198 | 2014-10-01 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016051669A1 true WO2016051669A1 (ja) | 2016-04-07 |
Family
ID=55629748
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/004479 WO2016051669A1 (ja) | 2014-10-01 | 2015-09-03 | ゴム物品補強用スチールコードおよびそれを用いた空気入りタイヤ |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10105991B2 (ja) |
| EP (1) | EP3202977B1 (ja) |
| JP (1) | JP6545942B2 (ja) |
| CN (1) | CN106715790A (ja) |
| ES (1) | ES2787219T3 (ja) |
| WO (1) | WO2016051669A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019116966A1 (ja) * | 2017-12-15 | 2019-06-20 | 株式会社ブリヂストン | ゴム物品補強用スチールコード及びタイヤ |
| WO2021094675A1 (fr) | 2019-11-15 | 2021-05-20 | Compagnie Generale Des Etablissements Michelin | Câble multi-torons à deux couches avec couche interne gainée à pénétrabilité améliorée |
| WO2021094676A1 (fr) | 2019-11-15 | 2021-05-20 | Compagnie Generale Des Etablissements Michelin | Câble multi-torons à deux couches avec couche interne gainée à rendement amélioré |
| FR3115799A1 (fr) | 2020-11-05 | 2022-05-06 | Compagnie Generale Des Etablissements Michelin | Câble multi-torons à deux couches avec couche interne gainée à pénétrabilité améliorée |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018080414A (ja) * | 2016-11-15 | 2018-05-24 | 株式会社ブリヂストン | ゴム物品補強用スチールコード、並びに、これを用いたゴムクローラおよびタイヤ |
| WO2018198776A1 (ja) * | 2017-04-28 | 2018-11-01 | 株式会社ブリヂストン | ゴム物品補強用スチールコード、その製造方法及びタイヤ |
| JP6936059B2 (ja) | 2017-06-30 | 2021-09-15 | 株式会社ブリヂストン | ゴム物品補強用スチールコード |
| EP3700851B1 (en) * | 2017-10-27 | 2023-10-04 | Bekaert Advanced Cords Aalter NV | Belt comprising steel cords adapted for wear detection |
| WO2024023791A1 (en) * | 2022-07-29 | 2024-02-01 | Foundry Innovation & Research 1, Ltd. | Multistranded conductors adapted to dynamic in vivo environments |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000129584A (ja) * | 1998-10-20 | 2000-05-09 | Bridgestone Corp | スチールコードおよび空気入りタイヤ |
| WO2001034900A1 (fr) * | 1999-11-11 | 2001-05-17 | Bridgestone Corporation | Cable d'acier de renforcement d'un article en caoutchouc et pneumatique correspondant |
| JP2006022440A (ja) * | 2004-07-08 | 2006-01-26 | Bridgestone Corp | ゴム物品補強用スチールコードおよびタイヤ |
| JP2009108460A (ja) * | 2007-10-11 | 2009-05-21 | Bridgestone Corp | ゴム物品補強用スチールコードおよびそれを用いた空気入りタイヤ |
| JP2013522493A (ja) * | 2010-03-23 | 2013-06-13 | ナムローゼ・フェンノートシャップ・ベーカート・ソシエテ・アノニム | 予成形されたフィラメントを有するオープンオフロードコード |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT634880A (ja) * | 1959-08-11 | |||
| BE654920A (ja) * | 1964-10-28 | 1965-02-15 | ||
| GB8424086D0 (en) * | 1984-09-24 | 1984-10-31 | Bekaert Sa Nv | Steel cord |
| DE3632298A1 (de) * | 1986-09-23 | 1988-04-07 | Saar Gmbh Drahtseilwerk | Drahtseil fuer einen haengenden einsatz ueber eine grosse hoehendifferenz, insbesondere foerderkorbseil, tiefseeseil oder seilbahnseil |
| JPH0827682A (ja) * | 1994-07-06 | 1996-01-30 | Bridgestone Corp | ゴム物品補強用スチールコードおよび空気入りタイヤ |
| JP3709551B2 (ja) | 1997-07-08 | 2005-10-26 | 株式会社ブリヂストン | ゴム物品補強用スチールコードおよび空気入りタイヤ |
| US6272830B1 (en) | 2000-02-18 | 2001-08-14 | The Goodyear Tire & Rubber Company | Steel cord for reinforcing elastomeric articles |
| FR2870164B1 (fr) * | 2004-05-12 | 2006-07-14 | Michelin Soc Tech | Pneumatique et composite metal/caoutchouc pour pneumatique |
| JP4799208B2 (ja) * | 2005-03-11 | 2011-10-26 | 株式会社ハイレックスコーポレーション | 操作用インナーケーブル |
| JP4963389B2 (ja) | 2006-09-14 | 2012-06-27 | 株式会社ブリヂストン | スチールコード、ゴム−スチールコード複合体およびタイヤ |
| KR100785241B1 (ko) | 2007-02-07 | 2007-12-12 | 주식회사 효성 | 래디얼 타이어용 스틸코드 |
| WO2009048054A1 (ja) * | 2007-10-11 | 2009-04-16 | Bridgestone Corporation | ゴム物品補強用スチールコードおよびそれを用いた空気入りタイヤ |
| FR2947574B1 (fr) | 2009-07-03 | 2012-11-09 | Michelin Soc Tech | Cable multitorons dont les torons elementaires sont des cables a deux couches gommes in situ. |
| WO2012081624A1 (ja) | 2010-12-16 | 2012-06-21 | 株式会社ブリヂストン | ゴム物品補強用スチールコードおよびそれを用いた空気入りタイヤ |
| JP5814179B2 (ja) | 2012-05-10 | 2015-11-17 | 株式会社ブリヂストン | ゴム物品補強用スチールコードおよびそれを用いたタイヤ |
| JP6560677B2 (ja) | 2014-07-28 | 2019-08-14 | 株式会社ブリヂストン | ゴム物品補強用スチールコード |
| JP6689747B2 (ja) | 2014-07-28 | 2020-04-28 | 株式会社ブリヂストン | ゴム物品補強用スチールコード |
| JP6400972B2 (ja) | 2014-07-28 | 2018-10-03 | 株式会社ブリヂストン | ゴム物品補強用スチールコード |
-
2014
- 2014-10-01 JP JP2014203198A patent/JP6545942B2/ja active Active
-
2015
- 2015-09-03 CN CN201580051527.XA patent/CN106715790A/zh active Pending
- 2015-09-03 WO PCT/JP2015/004479 patent/WO2016051669A1/ja active Application Filing
- 2015-09-03 EP EP15846966.8A patent/EP3202977B1/en active Active
- 2015-09-03 US US15/504,526 patent/US10105991B2/en active Active
- 2015-09-03 ES ES15846966T patent/ES2787219T3/es active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000129584A (ja) * | 1998-10-20 | 2000-05-09 | Bridgestone Corp | スチールコードおよび空気入りタイヤ |
| WO2001034900A1 (fr) * | 1999-11-11 | 2001-05-17 | Bridgestone Corporation | Cable d'acier de renforcement d'un article en caoutchouc et pneumatique correspondant |
| JP2006022440A (ja) * | 2004-07-08 | 2006-01-26 | Bridgestone Corp | ゴム物品補強用スチールコードおよびタイヤ |
| JP2009108460A (ja) * | 2007-10-11 | 2009-05-21 | Bridgestone Corp | ゴム物品補強用スチールコードおよびそれを用いた空気入りタイヤ |
| JP2013522493A (ja) * | 2010-03-23 | 2013-06-13 | ナムローゼ・フェンノートシャップ・ベーカート・ソシエテ・アノニム | 予成形されたフィラメントを有するオープンオフロードコード |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3202977A4 * |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019116966A1 (ja) * | 2017-12-15 | 2019-06-20 | 株式会社ブリヂストン | ゴム物品補強用スチールコード及びタイヤ |
| JP2019108620A (ja) * | 2017-12-15 | 2019-07-04 | 株式会社ブリヂストン | ゴム物品補強用スチールコード及びタイヤ |
| US11591749B2 (en) | 2017-12-15 | 2023-02-28 | Bridgestone Corporation | Steel cord for rubber article reinforcement, and tire |
| WO2021094675A1 (fr) | 2019-11-15 | 2021-05-20 | Compagnie Generale Des Etablissements Michelin | Câble multi-torons à deux couches avec couche interne gainée à pénétrabilité améliorée |
| WO2021094676A1 (fr) | 2019-11-15 | 2021-05-20 | Compagnie Generale Des Etablissements Michelin | Câble multi-torons à deux couches avec couche interne gainée à rendement amélioré |
| FR3103201A1 (fr) | 2019-11-15 | 2021-05-21 | Compagnie Generale Des Etablissements Michelin | Câble multi-torons à deux couches avec couche interne gainée à rendement amélioré |
| FR3115799A1 (fr) | 2020-11-05 | 2022-05-06 | Compagnie Generale Des Etablissements Michelin | Câble multi-torons à deux couches avec couche interne gainée à pénétrabilité améliorée |
| WO2022096799A1 (fr) | 2020-11-05 | 2022-05-12 | Compagnie Generale Des Etablissements Michelin | Câble multi-torons à deux couches avec couche interne gainée à pénétrabilité améliorée |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2787219T3 (es) | 2020-10-15 |
| JP2016069774A (ja) | 2016-05-09 |
| EP3202977A1 (en) | 2017-08-09 |
| US20170232798A1 (en) | 2017-08-17 |
| JP6545942B2 (ja) | 2019-07-17 |
| EP3202977A4 (en) | 2017-10-18 |
| EP3202977B1 (en) | 2020-01-29 |
| US10105991B2 (en) | 2018-10-23 |
| CN106715790A (zh) | 2017-05-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2016051669A1 (ja) | ゴム物品補強用スチールコードおよびそれを用いた空気入りタイヤ | |
| US10906353B2 (en) | Steel cord for reinforcing rubber article | |
| JP6560677B2 (ja) | ゴム物品補強用スチールコード | |
| US10895037B2 (en) | Steel cord for reinforcing rubber article | |
| JP6400972B2 (ja) | ゴム物品補強用スチールコード | |
| JP5036294B2 (ja) | ゴム物品補強用スチールコードおよび空気入りタイヤ | |
| WO2012063819A1 (ja) | 空気入りタイヤ | |
| US10173470B2 (en) | Steel cord for reinforcing rubber article | |
| JP2007107136A (ja) | ゴム物品補強用スチールコードおよび空気入りラジアルタイヤ | |
| JP2011042910A (ja) | ゴム物品補強用スチールコードおよびそれを用いたタイヤ | |
| JP5083943B2 (ja) | ゴム物品補強用スチールコードおよびそれを用いた空気入りタイヤ | |
| JP2013227698A (ja) | ゴム物品補強用スチールコード及びタイヤ | |
| WO2015012255A1 (ja) | 空気入りタイヤ | |
| JP5126979B2 (ja) | ゴム物品補強用スチールコードおよび空気入りタイヤ | |
| WO2019116966A1 (ja) | ゴム物品補強用スチールコード及びタイヤ | |
| JP5619360B2 (ja) | ゴム物品補強用スチールコードおよび空気入りタイヤ | |
| JP5592127B2 (ja) | ゴム物品補強用スチールコードおよびそれを用いたタイヤ | |
| WO2016129595A1 (ja) | ゴム物品補強用スチールコードおよびそれを用いた空気入りタイヤ | |
| JP2017082343A (ja) | ゴム物品補強用スチールコード、およびこれを用いた空気入りタイヤ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15846966 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15504526 Country of ref document: US |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015846966 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015846966 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |