WO2015151702A1 - クランプ装置 - Google Patents
クランプ装置 Download PDFInfo
- Publication number
- WO2015151702A1 WO2015151702A1 PCT/JP2015/056355 JP2015056355W WO2015151702A1 WO 2015151702 A1 WO2015151702 A1 WO 2015151702A1 JP 2015056355 W JP2015056355 W JP 2015056355W WO 2015151702 A1 WO2015151702 A1 WO 2015151702A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- piston member
- fluid pressure
- output rod
- clamp
- rod
- Prior art date
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B5/00—Clamps
- B25B5/06—Arrangements for positively actuating jaws
- B25B5/061—Arrangements for positively actuating jaws with fluid drive
- B25B5/064—Arrangements for positively actuating jaws with fluid drive with clamping means pivoting around an axis perpendicular to the pressing direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B5/00—Clamps
- B25B5/16—Details, e.g. jaws, jaw attachments
Definitions
- the present invention relates to a clamping device that clamps a workpiece or the like to be subjected to machining, and more particularly to a device that clamps and drives a force acting on a piston member by fluid pressure.
- the clamping force can be strengthened by increasing the pressure receiving area of the piston member.
- this is disadvantageous because the clamp device becomes large and the degree of freedom is reduced in configuring the system. Therefore, various types of clamping devices that incorporate a booster mechanism to enhance the clamping force have been put into practical use.
- pressurized air is used as the fluid pressure, there are many examples in which a booster mechanism is incorporated.
- a cylinder hole is formed in the clamp body, a cylindrical first piston is fitted into the cylinder hole, and a second shaft-like is fitted into the first piston.
- a piston is slidably mounted, an output rod is formed integrally with the second piston, a cylindrical portion protruding from above inside the upper end portion of the first piston is formed integrally with the clamp body,
- a booster mechanism that boosts the force generated by the acting fluid pressure and transmits it to the second piston is provided.
- a compression spring for holding a clamping force for urging the first piston in the clamping operation direction is also provided.
- the booster mechanism includes a plurality of holding holes in the cylindrical portion, a plurality of spheres that are movably mounted in the holding holes in a radial direction, and a partial conical surface formed on the inner surface of the upper end portion of the first piston. And a plurality of cam grooves formed in the second piston so that a plurality of spheres can come into contact with each other.
- a first fluid pressure working chamber is formed below the first and second pistons of the cylinder hole, and a second fluid pressure working chamber is formed above the first and second pistons.
- the second piston and the output rod are integrally formed, and the first piston is formed in a cylindrical shape so that the fluid pressure in the first fluid pressure working chamber acts on the second piston, By causing the second piston to receive the fluid pressure in the first fluid pressure working chamber, the output rod is driven in the clamping operation direction.
- the clamping force includes a first force obtained by boosting the force generated by causing the cylindrical first piston to receive the fluid pressure in the first fluid pressure working chamber, and a first fluid pressure working chamber. This is the resultant force of the second force generated by applying the fluid pressure to the second piston, but the second force is a force that is not boosted by the booster mechanism. It is disadvantageous for downsizing.
- the first piston when the clamp is released, when the first and second pistons are driven in the clamp release direction by the fluid pressure in the second fluid pressure working chamber, the first piston is urged in the clamp direction by a clamp holding spring and is cylindrical. Since the pressure receiving area is small, the lowering operation of the first piston is delayed with respect to the second piston, and an excessive force may be applied to the booster mechanism.
- An object of the present invention is to provide a clamping device that employs a piston member that partitions a cylinder hole, and a clamping device that can transmit all of the force acting on the piston member by fluid pressure to an output rod by boosting with a boosting mechanism. It is.
- the clamp device includes a clamp body, an output rod that is mounted on the clamp body so as to be movable up and down and can protrude outside the upper end of the clamp body, and a vertically oriented cylinder hole formed in the clamp body.
- a slidable piston member that vertically partitions the cylinder hole, first and second fluid pressure working chambers formed on a lower side and an upper side of the piston member of the cylinder hole, and the first fluid pressure
- a fluid pressure passage for causing the output rod to receive the back pressure so that the output rod is advanced by the back pressure of the second fluid pressure working chamber when the piston member makes a light load stroke upward by the fluid pressure of the working chamber;
- a booster mechanism, unclamping downward movement of the piston member is characterized in that a connecting mechanism for connecting the output rod and the piston member after a pre
- the clamping device according to the first aspect of the invention, wherein the boosting mechanism has a cylindrical portion formed on the clamp body so as to enter the second fluid pressure working chamber from above, and the cylindrical portion.
- a plurality of spheres movably mounted in the plurality of holding holes in the radial direction, a first partial conical surface formed on the piston member so as to increase in diameter upward, and a lower end portion of the output rod.
- a second partial conical surface that increases in diameter toward the upper side.
- the coupling mechanism includes a rod insertion hole having an open lower end formed in a lower end side portion of the output rod, and a slide into the rod insertion hole from below.
- a connecting rod that is movably inserted and is integrally formed with the piston member, a long hole that is formed in a vertically elongated shape in a cylindrical wall surrounding the rod insertion hole of the output rod, and the connection It has a connecting pin fixed to the rod and loosely fitted in the elongated hole.
- the clamp device according to the third aspect of the present invention has a spring accommodating hole in which the rod insertion hole extends upward, and a compression spring accommodated in the spring accommodating hole, and is provided for the piston member.
- a biasing means for biasing the output rod upward is provided.
- the clamping device includes a compression spring that is attached to the first fluid pressure working chamber and biases the piston member upward toward the clamping operation side.
- the clamping device according to the first aspect, wherein the hydraulic pressure passage formed in the clamp body and an on-off valve mechanism capable of opening and closing a middle portion of the hydraulic pressure passage, wherein the piston member is located upward.
- An on-off valve mechanism that maintains a first state that is closed or opened when the movement limit position is not reached, and that switches to a second state that is opened or closed when the piston member has reached the upper movement limit position;
- the present invention is characterized in that a clamp failure detection mechanism including
- a clamp device comprising: a clamp arm that is pin-coupled to the outer end portion of the output rod; and a link member that connects a middle portion of the clamp arm to the clamp body. It is a type clamping device.
- the clamp device includes a clamp body, an output rod, a cylinder hole, a piston member, and first and second fluids formed on the lower side and the upper side of the piston member of the cylinder hole.
- a booster mechanism that boosts the force acting on the piston member with the fluid pressure in the first fluid pressure working chamber when a high load stroke is made at the end of operation, and transmits the boosted force to the output rod, and the unclamp lowering operation of the piston member
- the piston member partitions the cylinder hole up and down so that the piston member receives the fluid pressure in the first fluid pressure working chamber, and the force generated in the piston member is boosted by a booster mechanism and transmitted to the output rod. Since it comprises, a clamping force can be strengthened or size reduction of a clamp apparatus can be achieved.
- the output rod receives the back pressure in the second fluid pressure working chamber and moves forward, so there is no need to apply the fluid pressure in the first fluid pressure working chamber to the output rod.
- a piston member can be made into the structure which partitions a cylinder hole up and down.
- the connecting mechanism for connecting the output rod and the piston member after the predetermined stroke is lowered during the unclamp lowering operation of the piston member, the output rod is maintained in the stopped state until the piston member is lowered by the predetermined stroke. Therefore, the descending operation of the piston member is not delayed with respect to the output rod, and an excessive force is not applied to the booster mechanism. That is, since the output rod receives the fluid pressure in the second fluid pressure working chamber and is biased upward, the output rod is initially maintained in a stopped state, and the piston member descends together with the piston member after a predetermined stroke.
- the booster mechanism is formed on the cylindrical portion of the clamp body, the plurality of spheres, the first partial conical surface formed on the piston member, and the lower end portion of the output rod.
- the booster mechanism since the second partial conical surface is provided, the booster mechanism has a simple structure.
- the coupling mechanism includes a rod insertion hole at the lower end portion of the output rod, a coupling rod formed in the piston member and inserted into the rod insertion hole, and a cylindrical wall around the rod insertion hole. Since it has the long hole formed in this and the connecting pin fixed to the connecting rod and loosely fitted in the long hole, the connecting mechanism has a simple structure and excellent reliability.
- the piston member is provided with the spring accommodating hole formed in the output rod and the compression spring accommodated in the spring accommodating hole and biasing the output rod upward.
- the output rod rises smoothly during the light load stroke.
- a fluid pressure passage formed in the clamp body and an on-off valve mechanism capable of opening and closing a middle portion of the fluid pressure passage when the piston member reaches the upper movement limit position. Since the clamp failure detection mechanism including the open / close valve mechanism that switches between the open and closed states is provided, it is possible to detect the clamp failure state in which the piston member has reached the upper movement limit position during clamp driving.
- a link type clamp device comprising a clamp arm that is pin-coupled to an outer end portion of the output rod, and a link member that connects an intermediate portion of the clamp arm to a clamp body.
- FIG. 1 It is sectional drawing of the clamp apparatus (clamp state) of Example 1 of this invention. It is sectional drawing of the clamp apparatus (unclamped state) of Example 1.
- FIG. It is sectional drawing of the clamp apparatus (clamp state) of Example 2.
- FIG. It is sectional drawing of the clamp apparatus (clamp state) of Example 3.
- FIG. defect state It is sectional drawing of the clamp apparatus (clamp defect state) of Example 4.
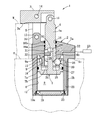
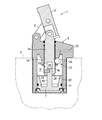
- the clamping device 1 is as shown in FIGS. 1 and 2, wherein FIG. 1 shows a clamping device in a clamped state where a workpiece W is clamped, and FIG. 2 shows a clamping device in an unclamped state.
- the clamp device 1 includes a clamp body 2, a clamp arm 3, an output rod 4, a link member 5, a cylinder hole 6, and a piston member 7 as basic components.
- the link type clamp device includes first and second fluid pressure working chambers 8 and 9, a booster mechanism 10, a coupling mechanism 11 and the like.
- the clamp body 2 has an upper body 2a and a lower body 2b integrally extending downward from the lower end of the upper body 2a, and an installation surface 2c is formed at the lower end of the upper body 2a.
- the lower main body 2b is inserted and mounted in the mounting hole 12 formed in the base member B, and the upper main body 2a is supported by a plurality of bolts (not shown) while the installation surface 2c is in contact with the upper surface of the base member B. B is fixed.
- a connecting portion 2 d that protrudes upward is formed at one end of the upper body 2 a, and the lower end portion of the link member 5 is pin-coupled to the connecting portion 2 d by a pin member 13, and the upper end portion of the link member 5 is the clamp arm 3.
- a pin member 14 is pin-coupled to the middle part.
- the proximal end portion of the clamp arm 3 is pin-coupled to the upper end portion of the output rod 4 by a pin member 15.
- a cylinder hole 6 having a vertical axis is formed vertically in the lower body 2b, and an annular groove 9a is formed in the upper body 2a.
- a rod hole 16 having a smaller diameter than the cylinder hole 6 and a small-diameter cylinder hole 17 that is slightly larger than the rod hole 16 are formed at the center of the upper body 2a.
- a cylindrical portion 18 forming a portion is formed integrally with the upper main body 2 a, and this cylindrical portion 18 protrudes into the upper end portion of the cylinder hole 6 from above.
- the output rod 4 is inserted into the rod hole 16 and protrudes out of the upper end of the upper body 2a.
- the output rod 4 extends downward from the rod body 4a and is slidably mounted in the small-diameter cylinder hole 17.
- a seal member 16 a and a scraper 16 b are attached to the inner peripheral portion of the rod hole 16.
- the cylinder hole 6 is a cylindrical hole, and the lower end of the cylinder hole 6 is closed by a closing plate 19 fitted in the lower end portion of the lower main body 2 b, and the closing plate 19 is fixed by a stop ring 20.
- a seal member 19 a is attached to the outer periphery of the closing plate 19.
- the piston member 7 is slidably mounted in the cylinder hole 6 in the vertical direction to partition the cylinder hole 6 up and down, and a first fluid pressure working chamber 8 is formed below the piston member 7 in the cylinder hole 6.
- a second fluid pressure working chamber 9 is formed above the piston member 7.
- a seal member 7 a is attached to the outer periphery of the piston member 7.
- An annular groove 7b is formed in the upper surface side portion of the piston member 7, and a cylindrical portion 18 is formed in the annular groove 7b so as to be able to enter.
- a first fluid passage 21 that supplies and discharges pressurized air, which is a pressurized fluid, to the first fluid pressure working chamber 8, and a second fluid, which supplies and discharges pressurized air, which is a pressurized fluid, to the second fluid pressure working chamber 9.
- a passage 22 is formed in the clamp body 2, and the first and second fluid passages 21 and 22 are connected to a pressurized air supply source 23.
- a fluid pressure passage 24 for receiving pressure is formed in the lower end portion of the small diameter cylinder hole 17.
- a booster mechanism 10 is provided for boosting the force acting on the piston member 7 by the fluid pressure in the first fluid pressure working chamber 8 when the piston member 7 makes a high load stroke at the end of the ascending operation and transmitting it to the output rod 4. Yes.
- a connecting mechanism 11 is also provided for connecting the output rod 4 and the piston member 7 after the piston member 7 is unclamped and lowered by a predetermined stroke.
- the booster mechanism 10 has a cylindrical portion 18 formed in the upper main body 2a so as to enter the second fluid pressure working chamber 9 from above and a plurality of holding holes 25 formed in the cylindrical portion 18 in the radial direction.
- a plurality of steel balls 26 (spheres) movably mounted to the outer periphery, a first partial conical surface 27 formed on the outer peripheral portion of the annular groove 7b of the piston member 7 so as to increase in diameter upward, and the output rod 4 And a second partial conical surface 28 which is formed at the lower end and increases in diameter toward the upper side.
- the first partial conical surface 27 is inclined by about 10 to 20 ° with respect to the vertical direction, and is formed so as to be able to contact a plurality of steel balls 26.
- the second partial conical surface 28 is inclined by about 40 to 50 ° with respect to the horizontal direction, and is formed so as to be in contact with the plurality of steel balls 26.
- the diameter of the steel ball 26 is about 2.25 to 2.50 times the thickness of the wall portion of the cylindrical portion 18.
- the said numerical value is an example and is not limited to these values.
- the coupling mechanism 11 includes a rod insertion hole 29 having an open lower end formed in a lower end side portion of the output rod 4 and a coupling rod 30 slidably inserted into the rod insertion hole 29 from below.
- the connecting rod 30 formed integrally with the rod, the elongated hole 31 formed in the upper and lower portions of the cylindrical wall surrounding the rod insertion hole 29 of the output rod 4, and the loosely fitted into the elongated hole 31 fixed to the connecting rod 30.
- the connecting pin 32 and the like.
- the booster mechanism 10 since the first partial conical surface 27 strongly pushes the steel ball 26 obliquely upward, the second partial conical surface 28 is strongly pushed upward by the steel ball 26, and the clamp The workpiece 3 is clamped by the arm 3.
- the boosting factor of the booster mechanism 10 is about twice, and the output rod 4 is clamped upward by a force twice that of the force for clamping the piston member 7 by the pressurized air of the first fluid pressure working chamber 8. Then, the workpiece W is strongly pressed by the base member B and is in a clamped state. In this clamped state, there is a predetermined gap between the connecting pin 32 and the lower end of the long hole 31 in the connecting mechanism 11.
- the piston member 7 partitions the cylinder hole 6 up and down.
- the piston member 7 receives the pressurized air in the first fluid pressure working chamber 8 and boosts the force generated in the piston member 7 by the booster mechanism 10. Therefore, the clamping force can be increased and the clamping device 1 can be downsized.
- the output rod 4 receives the back pressure in the second fluid pressure working chamber 9 and moves forward, so the pressurized air in the first fluid pressure working chamber 8 is applied to the output rod 4. Since it is not necessary to act, piston member 7 can be constituted in the structure which partitions cylinder hole 6 up and down.
- the connecting mechanism 11 for connecting the output rod 4 and the piston member 7 is provided after the predetermined stroke is lowered during the unclamp lowering operation of the piston member 7, the output rod 4 is kept until the piston member 7 is lowered by the predetermined stroke. Since the stop state is maintained, the lowering operation of the piston member 7 is not delayed with respect to the output rod 4, and an excessive force is not applied to the booster mechanism 10. That is, the output rod 4 receives the pressurized air from the second fluid pressure working chamber 9 and is biased upward, so that the output rod 4 moves downward after the piston member 7.
- the booster mechanism 10 includes a cylindrical portion 18 of the clamp body 2, a plurality of steel balls 26, a first partial conical surface 27 formed on the piston member 7, and a second portion formed on the lower end portion of the output rod 4. Since the structure includes the partial conical surface 28, the booster mechanism 10 has a simple structure.
- the coupling mechanism 11 is formed on the rod insertion hole 29 at the lower end portion of the output rod 4, the coupling rod 30 formed in the piston member 7 and inserted into the rod insertion hole 29, and the cylindrical wall around the rod insertion hole 29. Since it has the elongated hole 31 and the coupling pin 32 that is fixed to the coupling rod 30 and loosely fitted in the elongated hole 31, the coupling mechanism 11 having a simple structure and excellent reliability is obtained.
- a clamp device 1A according to the second embodiment will be described with reference to FIG. However, since most of the clamping device 1A is the same as the clamping device 1, the same components are denoted by the same reference numerals, description thereof is omitted, and different configurations are mainly described.
- the clamp device 1A has a spring accommodating hole 34 that extends the rod insertion hole 29 upward, and a compression spring 35 that is accommodated in the spring accommodating hole 34. There is provided an urging means 36 for urging the power. Therefore, the lifting operation of the output rod 4 when the piston member 7 performs a lifting stroke with a light load becomes smooth.
- a clamp device 1B of Embodiment 3 will be described with reference to FIG. However, since most of the clamp device is the same as the clamp device 1, the same reference numerals are given to the same components and the description thereof will be omitted, and different configurations will be mainly described.
- a compression spring 37 for urging the piston member 7 upward to the clamping operation side is attached to the first fluid pressure working chamber 8.
- the elastic force of the compression spring 37 is set to be weaker than the unclamping driving force that acts downward on the piston member 7 with the fluid pressure in the second fluid pressure working chamber 9. Since the compression spring 37 is mounted, the clamp driving force can be strengthened or the holding force for holding the clamped state can be strengthened.
- a clamp device 1C according to the fourth embodiment will be described with reference to FIGS. However, since most of the clamp device 1C is the same as the clamp device 1, the same reference numerals are given to the same components and the description thereof will be omitted, and different configurations will be mainly described.
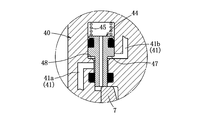
- This clamping device 1C is provided with a clamping failure detection mechanism 40 for detecting clamping failure.
- the clamp failure detection mechanism 40 includes a fluid pressure passage 41 formed in the clamp body 2 and an on-off valve mechanism 42 that can open and close a middle portion of the fluid pressure passage 41.
- the on-off valve mechanism 42 maintains the first closed state when the piston member 7 does not reach the upper movement limit position, and switches to the second state when the piston member 7 reaches the upper movement limit position. It is comprised so that it may replace.
- the on-off valve mechanism 41 includes a valve body housing hole 43 formed in the upper body 2a, a valve body 44 housed in the valve body housing hole 43 so as to be movable up and down, and a compression for biasing the valve body 44 in the valve closing direction. And a spring 45.
- the valve body accommodation hole 43 includes a small diameter hole 43a opened in the annular groove 9a and a large diameter hole 43b connected to the upper end of the small diameter hole 43a.
- the valve body 44 includes a small-diameter portion 44a that is slidably inserted into the small-diameter hole 43a with a cylindrical gap and is longer than the small-diameter hole 43a, and a large-diameter portion 44b that extends upward from the upper end of the small-diameter portion 44a.
- the large-diameter hole 43b is slidably attached to the large-diameter hole 43b and has a large-diameter portion 44b that is approximately half the length of the large-diameter hole 43b.
- a seal member 46a is attached to the inner peripheral portion near the lower end of the small diameter hole 43a, and a seal member 46b is also attached to the outer peripheral portion of the large diameter portion 44b.
- An annular valve surface 47 is formed at the lower end of the large-diameter portion 44b, an annular valve seat 48 facing the annular valve surface 47 is formed at the bottom of the large-diameter hole 43b, and the valve body 44 is a compression mounted in the large-diameter hole 43b.
- the spring 45 is biased downward (in the valve closing direction).
- a through-hole 49 for breathing is formed in the center of the valve body 44, and is configured so that the pressurized air of the second fluid pressure working chamber 9 can be introduced and maintained in the closed state when in the unclamped state. It is.
- the fluid pressure passage 41 has a first passage 41a that opens to the top of the small diameter hole 43a, and a second passage 41b that opens to the outer peripheral surface of the lower end portion of the large diameter hole 43b, and the annular valve surface 47 is an annular valve seat.
- the first passage 41a is connected to a pressurized air supply source 51 through an external passage 50
- the second passage 41b is opened to the atmosphere
- a pressure switch 52 or a pressure sensor is connected to the external passage 50.
- this clamping failure detection mechanism 40 will be described. As shown in FIGS. 5 and 6, since the piston member 7 does not push the small-diameter portion 44a of the valve body 44 upward in the normally clamped state, the on-off valve mechanism 42 maintains the closed state, and the pressure switch 52 The air pressure detected at is “high”. However, as shown in FIGS. 7 and 8, when the clamp drive is performed, the piston member 7 is limited in the upward movement due to a clamping failure that occurs when there is no workpiece W or when the overall height of the workpiece W is too small.
- clamp devices 1 and 1A to 1C are clamp devices driven by pressurized air, they may be clamp devices driven by hydraulic pressure instead of pressurized air.
- the on-off valve mechanism 40 of the clamp device 1C is an example, and an on-off valve mechanism having a different configuration can also be applied.
- an open / close valve mechanism that opens when the clamp is normal and closes when the clamp is defective can be employed.
- clamp devices 1, 1A to 1C are link-type clamp devices
- the present invention can be applied to various clamp devices other than the link-type clamp devices.
- those skilled in the art can implement the present invention in a form added with various modifications without departing from the spirit of the present invention.
- the present invention provides various clamping devices for fixing a workpiece W and tools used for machining.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Jigs For Machine Tools (AREA)
- Actuator (AREA)
Abstract
Description
即ち、出力ロッドは第2流体圧作動室内の流体圧を受圧して上方へ付勢されているため、最初は停止状態を維持し、ピストン部材が所定ストローク下降後にピストン部材と共に下降する。
このクランプ装置1の第2流体圧作動室9に加圧エアを供給し、第1流体圧作動室8から加圧エアを排出したアンクランプ状態のときは、図2に示すように、ピストン部材7が下限位置にあり、クランプアーム3が傾斜状態になっている。このアンクランプ状態からクランプ駆動する場合には、第1流体圧作動室8に加圧エアを供給し、第2流体圧作動室9から加圧エアを排出する。
ピストン部材7はシリンダ孔6を上下に仕切るもので、ピストン部材7が第1流体圧作動室8内の加圧エアを受圧してピストン部材7に発生する力を倍力機構10で倍力して出力ロッド4に伝達するように構成してあるため、クランプ力を強化したり、クランプ装置1の小型化を図ることができる。ピストン部材7が軽負荷ストークする時、出力ロッド4は第2流体圧作動室9内の背圧を受圧して進出作動するため、出力ロッド4に第1流体圧作動室8の加圧エアを作用させる必要がないので、ピストン部材7をシリンダ孔6を上下に仕切る構造に構成することができる。
但し、このクランプ装置1Aの大部分は前記クランプ装置1と同様であるので、同様の構成要素に同様の符号を付して説明を省略し、主に異なる構成について説明する。
それ故、ピストン部材7が軽負荷で上昇ストロークする時の出力ロッド4の上昇動作が円滑になる。
但し、このクランプ装置 の大部分は前記クランプ装置1と同様であるので、同様の構成要素に同様の符号を付して説明を省略し、主に異なる構成について説明する。
但し、このクランプ装置1Cの大部分は前記クランプ装置1と同様であるので、同様の構成要素に同様の符号を付して説明を省略し、主に異なる構成について説明する。
図5、図6に示すように、正常にクランプした状態では、ピストン部材7が弁体44の小径部44aを上方へ押さないため、開閉弁機構42が閉弁状態を維持し、圧力スイッチ52で検出するエア圧は「高」である。しかし、図7、図8に示すように、クランプ駆動した際に、ワークピースWが無い場合やワークピースWの全高が過小である場合などに発生するクランプ不良により、ピストン部材7が上方移動限界位置に到達すると、ピストン部材7が弁体44の小径部44aを上方へ押動するため、開閉弁機構42が開弁状態になり、圧力スイッチ52で検出するエア圧は「低」になる。こうしてクランプ不良を検知することができる。
1)前記クランプ装置1,1A~1Cは、加圧エアで駆動するクランプ装置であったが、加圧エアの代わりに油圧で駆動されるクランプ装置であってもよい。
4)その他、当業者ならば、本発明の趣旨を逸脱することなく、種々の変更を付加した形態で本発明を実施することができることは勿論である。
2 クランプ本体
3 クランプアーム
4 出力ロッド
5 リンク部材
6 シリンダ孔
7 ピストン部材
8,9 第1,第2流体圧作動室
10 倍力機構
11 連結機構
18 筒状部
24 流体圧通路
25 保持孔
26 鋼球(球体)
27 第1部分円錐面
28 第2部分円錐面
29 ロッド挿入孔
30 連結ロッド
31 長穴
32 連結ピン
34 スプリング収容孔
35 圧縮スプリング
36 付勢手段
37 圧縮スプリング
40 クランプ不良検知機構
41 流体圧通路
42 開閉弁機構
Claims (7)
- クランプ本体と、このクランプ本体に昇降自在に装備されてクランプ本体の上端外へ突出可能な出力ロッドと、前記クランプ本体内に形成した縦向きのシリンダ孔とを有するクランプ装置において、
前記シリンダ孔を上下に仕切る摺動自在のピストン部材と、
前記シリンダ孔のピストン部材の下側と上側に形成された第1,第2流体圧作動室と、
前記第1流体圧作動室の流体圧でピストン部材が上方へ軽負荷ストロークする時前記第2流体圧作動室の背圧で前記出力ロッドが進出作動するように前記背圧を前記出力ロッドに受圧させる流体圧通路と、
前記ピストン部材が上昇動作終期に高負荷ストロークする時前記第1流体圧作動室の流体圧で前記ピストン部材に作用する力を倍力して前記出力ロッドに伝達する倍力機構と、
前記ピストン部材のアンクランプ下降動作時、所定ストローク下降後に前記出力ロッドとピストン部材とを連結する連結機構とを備えたことを特徴とするクランプ装置。 - 前記倍力機構は、前記第2流体圧作動室に上方から突入するようにクランプ本体に形成された筒状部と、この筒状部の複数の保持孔に径方向へ可動に装着された複数の球体と、前記ピストン部材に上方程大径化するように形成された第1部分円錐面と、前記出力ロッドの下端部に形成された上方程大径化する第2部分円錐面とを備えたことを特徴とする請求項1に記載のクランプ装置。
- 前記連結機構は、前記出力ロッドの下端側部分に形成された下端開放状のロッド挿入孔と、このロッド挿入孔に下方から摺動自在に挿入された連結ロッドであってピストン部材に一体形成された連結ロッドと、前記出力ロッドのうちの前記ロッド挿入孔を囲む筒壁に上下に細長に形成された長穴と、前記連結ロッドに固定されて長穴に遊嵌された連結ピンとを有することを特徴とする請求項1又は2に記載のクランプ装置。
- 前記ロッド挿入孔を上方へ延ばしたスプリング収容孔と、このスプリング収容孔に収容された圧縮スプリングとを有し且つ前記ピストン部材に対して出力ロッドを上方へ付勢する付勢手段を設けたことを特徴とする請求項3に記載のクランプ装置。
- 第1流体圧作動室に装着されてピストン部材を上方へクランプ動作側へ付勢する圧縮スプリングを備えたことを特徴とする請求項1に記載のクランプ装置。
- 前記クランプ本体内に形成した流体圧通路と、この流体圧通路の途中部を開閉可能な開閉弁機構であって、前記ピストン部材が上方移動限界位置に到達しない状態では閉弁又は開弁した第1状態を保持し且つ前記ピストン部材が上方移動限界位置に到達した状態では開弁又は閉弁した第2状態に切換わる開閉弁機構とを備えたクランプ不良検知機構を設けたことを特徴とする請求項1に記載のクランプ装置。
- 前記出力ロッドの外端部にピン結合されたクランプアームと、このクランプアームの途中部をクランプ本体に連結するリンク部材とを備えたリンク式クランプ装置であることを特徴とする請求項1に記載のクランプ装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020167022549A KR20160142278A (ko) | 2014-04-04 | 2015-03-04 | 클램프 장치 |
| EP15772287.7A EP3127653B1 (en) | 2014-04-04 | 2015-03-04 | Clamp apparatus |
| CN201580015051.4A CN106102992B (zh) | 2014-04-04 | 2015-03-04 | 夹紧装置 |
| US15/301,774 US10518390B2 (en) | 2014-04-04 | 2015-03-04 | Clamp apparatus |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014077825A JP6288768B2 (ja) | 2014-04-04 | 2014-04-04 | クランプ装置 |
| JP2014-077825 | 2014-04-04 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015151702A1 true WO2015151702A1 (ja) | 2015-10-08 |
Family
ID=54240035
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/056355 WO2015151702A1 (ja) | 2014-04-04 | 2015-03-04 | クランプ装置 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10518390B2 (ja) |
| EP (1) | EP3127653B1 (ja) |
| JP (1) | JP6288768B2 (ja) |
| KR (1) | KR20160142278A (ja) |
| CN (1) | CN106102992B (ja) |
| TW (1) | TWI651475B (ja) |
| WO (1) | WO2015151702A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107866764A (zh) * | 2016-09-26 | 2018-04-03 | 吉马蒂克有限公司 | 单指角式气动夹具和相应的制造方法 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6716081B2 (ja) * | 2016-10-28 | 2020-07-01 | 株式会社コスメック | リンク式クランプ装置 |
| US11097389B2 (en) * | 2018-01-19 | 2021-08-24 | Vektek Llc | In-port sequence valve |
| CN109900639B (zh) * | 2019-04-17 | 2022-05-10 | 德玛克(长兴)自动化系统有限公司 | 一种塑料容器中间体检测用固定装置 |
| CN110270865A (zh) * | 2019-07-24 | 2019-09-24 | 浙江丰州精密制造有限公司 | 连杆式夹紧器 |
| CN111120453A (zh) * | 2020-01-13 | 2020-05-08 | 浙江丰州精密制造有限公司 | 夹紧器 |
| JP2023014692A (ja) * | 2021-07-19 | 2023-01-31 | パスカルエンジニアリング株式会社 | クランプ装置 |
| CN116164013B (zh) * | 2023-02-22 | 2023-08-15 | 广东天恒液压机械有限公司 | 一种智能卸货设备液压系统 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS511577Y1 (ja) * | 1970-06-04 | 1976-01-17 | ||
| WO2004065060A1 (ja) * | 2003-01-24 | 2004-08-05 | Kosmek Ltd. | バネロック式クランプ装置 |
| US20070063406A1 (en) * | 2005-09-07 | 2007-03-22 | Hardinge, Inc. | Workholding clamping assembly |
| WO2012070189A1 (ja) * | 2010-11-24 | 2012-05-31 | 株式会社コスメック | 倍力機構付きシリンダ装置 |
| WO2013031061A1 (ja) * | 2011-08-26 | 2013-03-07 | 株式会社コスメック | 倍力機構付きシリンダ装置 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5129378B1 (ja) | 1970-07-22 | 1976-08-25 | ||
| US5005468A (en) * | 1989-01-21 | 1991-04-09 | Delaware Capital Formation, Inc. | Swing chucking device |
| JP3569069B2 (ja) * | 1996-04-23 | 2004-09-22 | 株式会社コスメック | クランプ装置 |
| JP3672782B2 (ja) * | 1999-12-08 | 2005-07-20 | Smc株式会社 | クランプ装置 |
| JP4086281B2 (ja) * | 2002-03-13 | 2008-05-14 | パスカルエンジニアリング株式会社 | クランプ装置 |
| KR101038001B1 (ko) * | 2004-03-08 | 2011-05-30 | 아이신에이더블류 가부시키가이샤 | 클램프 장치 |
| DE102006041707B4 (de) * | 2006-05-10 | 2009-01-02 | Tünkers Maschinenbau Gmbh | Kolben-Zylinder-Einheit (Arbeitszylinder) zum Spannen, und/oder Pressen, und/oder Fügen, und/oder Stanzen, und/oder Prägen, und/oder Lochen und/oder Schweißen, zum Beispiel unter Zwischenschaltung einer Kniehebelgelenkanordnung |
| EP2039462A1 (en) * | 2006-06-13 | 2009-03-25 | Kosmek Ltd. | Swing-type clamp |
| JP5247219B2 (ja) * | 2008-04-16 | 2013-07-24 | パスカルエンジニアリング株式会社 | クランプ装置 |
| JP5346542B2 (ja) * | 2008-04-24 | 2013-11-20 | パスカルエンジニアリング株式会社 | クランプ装置 |
| US9573232B2 (en) * | 2011-08-08 | 2017-02-21 | Kosmek Ltd. | Actuator and clamp device using same |
| CN104105890B (zh) * | 2012-02-16 | 2016-02-24 | 克斯美库股份有限公司 | 带助力机构的缸装置 |
| JP2013245734A (ja) * | 2012-05-24 | 2013-12-09 | Ckd Corp | 流体圧シリンダ |
| WO2014059155A1 (en) * | 2012-10-11 | 2014-04-17 | Pioneer Hi-Bred International, Inc. | Guard cell promoters and uses thereof |
-
2014
- 2014-04-04 JP JP2014077825A patent/JP6288768B2/ja active Active
-
2015
- 2015-03-04 US US15/301,774 patent/US10518390B2/en active Active
- 2015-03-04 KR KR1020167022549A patent/KR20160142278A/ko unknown
- 2015-03-04 CN CN201580015051.4A patent/CN106102992B/zh active Active
- 2015-03-04 EP EP15772287.7A patent/EP3127653B1/en active Active
- 2015-03-04 WO PCT/JP2015/056355 patent/WO2015151702A1/ja active Application Filing
- 2015-03-10 TW TW104107646A patent/TWI651475B/zh active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS511577Y1 (ja) * | 1970-06-04 | 1976-01-17 | ||
| WO2004065060A1 (ja) * | 2003-01-24 | 2004-08-05 | Kosmek Ltd. | バネロック式クランプ装置 |
| US20070063406A1 (en) * | 2005-09-07 | 2007-03-22 | Hardinge, Inc. | Workholding clamping assembly |
| WO2012070189A1 (ja) * | 2010-11-24 | 2012-05-31 | 株式会社コスメック | 倍力機構付きシリンダ装置 |
| WO2013031061A1 (ja) * | 2011-08-26 | 2013-03-07 | 株式会社コスメック | 倍力機構付きシリンダ装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107866764A (zh) * | 2016-09-26 | 2018-04-03 | 吉马蒂克有限公司 | 单指角式气动夹具和相应的制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3127653A4 (en) | 2017-12-20 |
| JP6288768B2 (ja) | 2018-03-07 |
| EP3127653B1 (en) | 2018-12-19 |
| CN106102992A (zh) | 2016-11-09 |
| US20170113329A1 (en) | 2017-04-27 |
| JP2015199139A (ja) | 2015-11-12 |
| TW201540964A (zh) | 2015-11-01 |
| CN106102992B (zh) | 2018-06-08 |
| TWI651475B (zh) | 2019-02-21 |
| US10518390B2 (en) | 2019-12-31 |
| KR20160142278A (ko) | 2016-12-12 |
| EP3127653A1 (en) | 2017-02-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6288768B2 (ja) | クランプ装置 | |
| JP6410472B2 (ja) | クランプ装置 | |
| JP5337221B2 (ja) | 流体圧シリンダ及びクランプ装置 | |
| KR101548447B1 (ko) | 배력기구 부착 실린더 장치 | |
| JP5827602B2 (ja) | クランプ装置 | |
| JP5051905B2 (ja) | 流体通路接続装置 | |
| KR101751509B1 (ko) | 클램프 장치 | |
| KR102158175B1 (ko) | 선회식 클램프 | |
| US20160288297A1 (en) | Clamping apparatus | |
| JP2016000449A (ja) | クランプ装置 | |
| US9490037B2 (en) | Clamper and in-channel-head operation device | |
| JP6298294B2 (ja) | シリンダ装置 | |
| WO2013021520A1 (ja) | アクチュエータ及びそれを用いたクランプ装置 | |
| JP5939950B2 (ja) | 倍力機構付きシリンダ装置 | |
| JP5815611B2 (ja) | 流体圧シリンダ及びクランプ装置 | |
| JP6886653B2 (ja) | 仮ロック機能付きクランプ装置 | |
| JP2016006353A (ja) | 流体圧シリンダ及びクランプ装置 | |
| US12103123B2 (en) | Connecting device | |
| JP2018109444A (ja) | 油圧シリンダ及びクランプ装置 | |
| US20220314383A1 (en) | Work support | |
| JP2015000463A (ja) | ワークパレット | |
| JP5419114B2 (ja) | 開閉弁機構 | |
| JP2015003346A (ja) | クランプ装置 | |
| JP6291518B2 (ja) | 流体圧シリンダ及びクランプ装置 | |
| JP4386251B2 (ja) | クランプ装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15772287 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015772287 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015772287 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20167022549 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15301774 Country of ref document: US |