WO2015147241A1 - 被覆工具 - Google Patents
被覆工具 Download PDFInfo
- Publication number
- WO2015147241A1 WO2015147241A1 PCT/JP2015/059553 JP2015059553W WO2015147241A1 WO 2015147241 A1 WO2015147241 A1 WO 2015147241A1 JP 2015059553 W JP2015059553 W JP 2015059553W WO 2015147241 A1 WO2015147241 A1 WO 2015147241A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- laminated structure
- average thickness
- layers
- substrate
- Prior art date
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/0641—Nitrides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/04—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material
- C23C28/042—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material including a refractory ceramic layer, e.g. refractory metal oxides, ZrO2, rare earth oxides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/04—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material
- C23C28/044—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material coatings specially adapted for cutting tools or wear applications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/40—Coatings including alternating layers following a pattern, a periodic or defined repetition
- C23C28/42—Coatings including alternating layers following a pattern, a periodic or defined repetition characterized by the composition of the alternating layers
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/40—Coatings including alternating layers following a pattern, a periodic or defined repetition
- C23C28/44—Coatings including alternating layers following a pattern, a periodic or defined repetition characterized by a measurable physical property of the alternating layer or system, e.g. thickness, density, hardness
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
- C23C30/005—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process on hard metal substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2228/00—Properties of materials of tools or workpieces, materials of tools or workpieces applied in a specific manner
- B23B2228/10—Coatings
- B23B2228/105—Coatings with specified thickness
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/24—Vacuum evaporation
- C23C14/32—Vacuum evaporation by explosion; by evaporation and subsequent ionisation of the vapours, e.g. ion-plating
- C23C14/325—Electric arc evaporation
Definitions
- the present invention relates to a coated tool.
- Patent Document 1 proposes a cutting tool in which a specific metal element or a compound thereof and a specific alloy compound are stacked on a base material surface at a stacking cycle of 0.4 nm to 50 nm. This cutting tool is described to exhibit excellent wear resistance.
- Patent Document 2 proposes a cutting tool in which the first layer and the second layer are alternately stacked on the surface of the base so that there are four or more layers.
- the first layer includes a composite nitride represented by a composition formula of (Ti 1-X Al X ) N (at an atomic ratio, X: 0.30 to 0.70).
- the second layer includes an aluminum oxide phase and a titanium nitride phase.
- the proportion of the aluminum oxide phase in the second layer is 35 to 65% by mass with respect to the total of the aluminum oxide phase and the titanium nitride phase.
- the average thickness of the first layer and the second layer is 0.2 to 1 ⁇ m, respectively.
- the total average thickness of the first layer and the second layer is 2 to 10 ⁇ m. This cutting tool is described to exhibit excellent wear resistance.
- Patent Document 3 proposes a coated tool including a first laminated structure and a second laminated structure.
- the first laminated structure has a structure in which two or more layers having different compositions are periodically laminated.
- the average thickness of each layer included in the first stacked structure is not less than 60 nm and not more than 500 nm.
- the second stacked structure has a structure in which two or more layers having different compositions are periodically stacked.
- the average thickness of each layer included in the second stacked structure is 2 nm or more and less than 60 nm.
- the cutting tool described in the above-mentioned Patent Document 1 has a problem that the tool is liable to be broken although it exhibits high wear resistance.
- the cutting tool described in Patent Document 2 has a problem that the wear resistance is inferior because the hardness of the coating is insufficient. Since the cutting tool described in Patent Document 3 has insufficient fracture resistance, it cannot satisfy the required performance.
- An object of this invention is to improve a fracture resistance, without reducing the abrasion resistance of a coated tool.
- Another object of the present invention is to provide a coated tool having a long tool life.
- the present inventors conducted research on extending the tool life of the coated tool.
- the inventors have improved the fracture resistance without reducing the wear resistance of the coated tool by improving the configuration of the coating layer. As a result, the tool life of the coated tool could be extended.
- the gist of the present invention is as follows. (1) a base material; A coating layer formed on the surface of the substrate, The coating layer includes a first laminated structure and a second laminated structure, The first laminated structure and the second laminated structure are alternately laminated continuously twice or more, The first laminated structure includes at least two types of layers having different compositions, and the two types of layers are alternately laminated twice or more, The average thickness of the layers included in the first stacked structure is 60 nm or more and 500 nm or less, The second stacked structure includes at least two types of layers having different compositions, and the two types of layers are alternately stacked twice or more, The average thickness of the layers included in the second stacked structure is 2 nm or more and less than 60 nm, The layers included in the first stacked structure and the second stacked structure are selected from the group consisting of Ti, Zr, Hf, V, Nb, Ta, Cr, Mo, W, Al, Si, Sr, Y, Sn, and Bi.
- the coated tool in which the average thickness of the first laminated structure and / or the second laminated structure decreases continuously or stepwise from the substrate side toward the surface side of the coating layer.
- the coated tool according to (1) wherein an average thickness of the first laminated structure is 0.2 ⁇ m or more and 6 ⁇ m or less.
- the coated tool according to (1) or (2), wherein an average thickness of the second laminated structure is 0.02 ⁇ m or more and 6 ⁇ m or less.
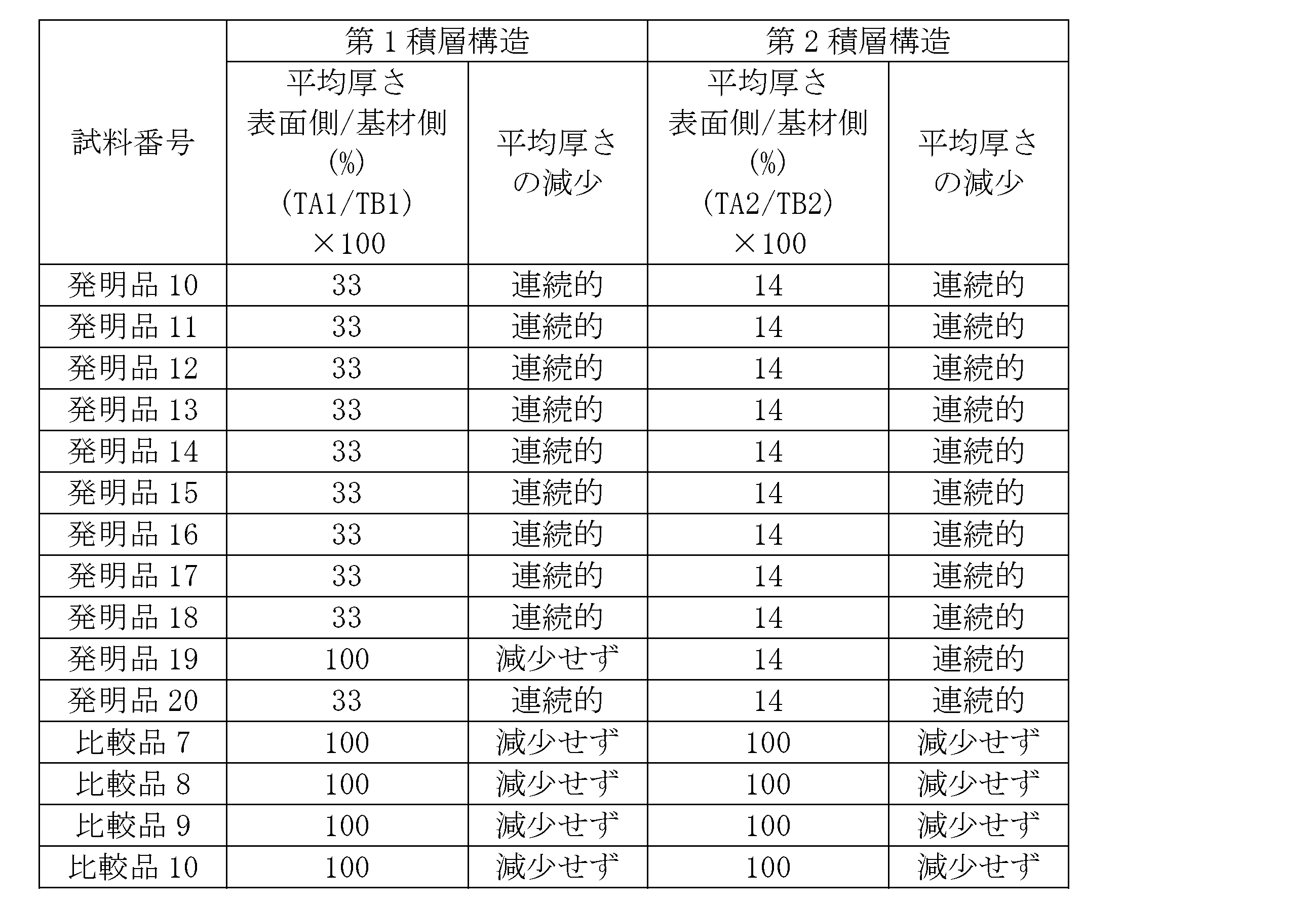
- the ratio of TA1 to TB1 is The coated tool according to any one of (1) to (4), which is 5% or more and 50% or less.
- the ratio of TA2 to TB2 is The coated tool according to any one of (1) to (5), which is 5% or more and 50% or less.
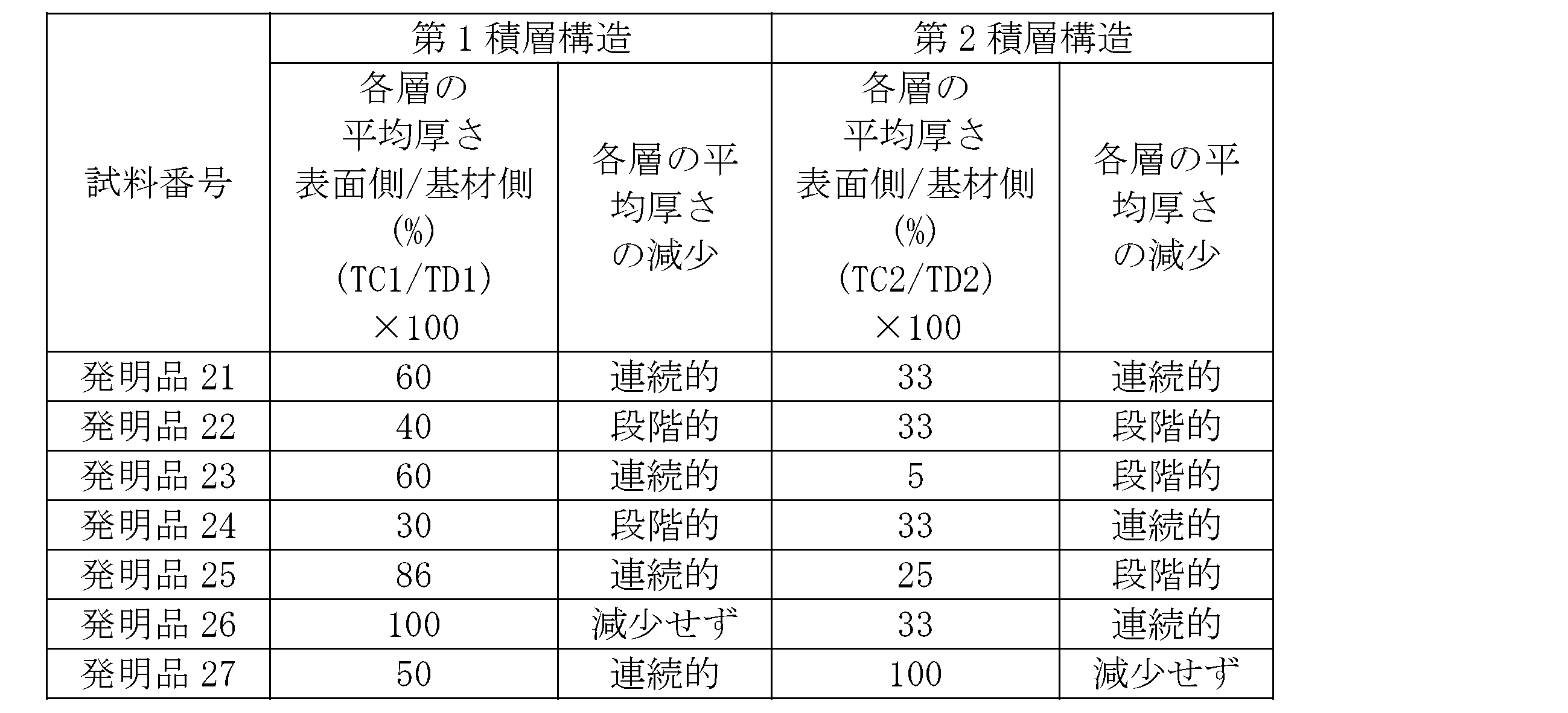
- the average thickness of the layer included in the first stacked structure closest to the surface of the coating layer is TC1, and the average thickness of the layer included in the first stacked structure closest to the substrate is TD1.
- the average thickness of the layer included in the second stacked structure closest to the surface of the coating layer is TC2, and the average thickness of the layer included in the second stacked structure closest to the substrate is TD2.
- the ratio of TC2 to TD2 is 5% or more and 70% or less, the coated tool according to any one of (1) to (7).
- the layer included in the first stacked structure and the layer included in the second stacked structure are at least two selected from the group consisting of Ti, Nb, Ta, Cr, W, Al, Si, Sr, and Y.
- the coated tool of the present invention is excellent in wear resistance and fracture resistance, it has an effect that the tool life can be extended as compared with the conventional tool.
- the coated tool of the present invention includes a base material and a coating layer formed on the surface of the base material.
- the base material in this invention should just be used as a base material of a coated tool.
- the substrate in the present invention is not particularly limited, and examples thereof include cemented carbide, cermet, ceramics, cubic boron nitride sintered body, diamond sintered body, and high speed steel. Among these, cemented carbide is preferable. This is because the cemented carbide is excellent in wear resistance and fracture resistance.
- the average thickness of the entire coating layer is preferably 0.22 to 12 ⁇ m.
- the wear resistance of the coated tool tends to decrease.
- the average thickness of the coating layer exceeds 12 ⁇ m, the chipping resistance of the coated tool tends to decrease.
- the average thickness of the entire coating layer is more preferably 1.0 to 8.0 ⁇ m.
- the coating layer includes a specific first laminated structure and a second laminated structure.
- Each layer included in the first stacked structure and the second stacked structure is selected from the group consisting of Ti, Zr, Hf, V, Nb, Ta, Cr, Mo, W, Al, Si, Sr, Y, Sn, and Bi.
- the coated tool of the present invention is excellent in wear resistance.
- the layers included in the first stacked structure and the second stacked structure include at least two metal elements selected from the group consisting of Ti, Nb, Ta, Cr, W, Al, Si, Sr, and Y, carbon, and nitrogen. It is further preferable to include a compound containing at least one non-metallic element selected from oxygen and boron. This is because such a compound has a hard property.
- the metal element contained in the layer constituting the first laminated structure is preferably the same as the metal element contained in the other layer constituting the first laminated structure. That is, it is preferable that the plurality of layers constituting the first stacked structure are composed of the same type of metal element. Further, the absolute difference between the ratio of the specific metal element contained in the layer constituting the first laminated structure and the percentage of the specific metal element contained in the other layer constituting the first laminated structure adjacent to the layer. The value is preferably 5 atomic% or more.
- the “ratio of a specific metal element” means the ratio (atomic%) of the number of atoms of a specific metal element contained in the layer with respect to the total number of atoms of the metal element contained in the layer.
- the crystal lattice is not present at the interface between the layers without lowering the adhesion between a layer constituting the first laminated structure and a layer adjacent to the layer. Become consistent. Therefore, it becomes easy for a crack to advance in a direction parallel to the interface between the layers constituting the first laminated structure, and the crack can be effectively suppressed from progressing to the base material.
- the absolute value of the difference between the ratio of the specific metal element contained in a certain layer and the ratio of the specific metal element contained in another layer adjacent to the layer is 5 atomic% or more.
- the types of metal elements contained in the two layers are the same. This is because both layers contain Al and Ti.
- the number of Al atoms contained in the (Al 0.55 Ti 0.45 ) N layer is 55 atomic% with respect to the total number of atoms of the metal element.
- the number of Al atoms contained in the (Al 0.67 Ti 0.33 ) N layer is 67 atomic% with respect to the total number of atoms in the metal element.
- the difference in the proportion of the number of Al atoms in these two layers is 12 atomic%. Therefore, in this case, the above condition that “the absolute value of the difference is 5 atomic% or more” is satisfied.
- the first stacked structure is constituted by an (Al 0.49 Ti 0.39 Cr 0.12 ) N layer and an (Al 0.56 Ti 0.36 Cr 0.08 ) N layer
- the types of metal elements contained in the layer are the same. This is because both layers contain Al, Ti, and Cr.
- the difference in the ratio of the number of Ti atoms contained in the two layers is 3 atomic%.
- the difference in the ratio of the number of Cr atoms contained in the two layers is 4 atomic%.
- Each of these values is less than 5 atomic percent.
- the difference in the ratio of the number of Al atoms contained in the two layers is 7 atomic%, the above condition that the absolute value of the difference is 5 atomic% or more is satisfied. ing.
- the nitride when expressed as (M a L b ) N, it means that the atomic ratio of the M element to the whole metal element is a, and the atomic ratio of the L element is b.
- (Al 0.55 Ti 0.45 ) N indicates that the atomic ratio of Al element to the entire metal element is 0.55, and the atomic ratio of Ti element to the entire metal element is 0.45. That is, (Al 0.55 Ti 0.45 ) N indicates that the amount of Al element is 55 atomic% with respect to the entire metal element, and the amount of Ti element is 45 atomic% with respect to the entire metal element.
- the metal element contained in the layer constituting the second laminated structure is the same as the metal element contained in the other layer constituting the second laminated structure. That is, it is preferable that the plurality of layers constituting the second stacked structure are composed of the same type of metal element. Furthermore, the absolute difference between the ratio of the specific metal element contained in the layer constituting the second laminated structure and the percentage of the specific metal element contained in the other layer constituting the second laminated structure adjacent to the layer. The value is preferably 5 atomic% or more.
- the “ratio of a specific metal element” means the ratio (atomic%) of the number of atoms of a specific metal element contained in the layer with respect to the total number of atoms of the metal element contained in the layer.
- the adhesion between a layer forming the second stacked structure and a layer adjacent to the second stacked structure does not deteriorate, and a crystal lattice is not present at the interface between the layers.
- a crack it becomes easy for a crack to advance in the direction parallel to the interface of the layer which comprises a 2nd laminated structure, and a layer, and it can suppress effectively that a crack progresses to a base material.
- the absolute value of the difference between the ratio of a specific metal element contained in a certain layer and the ratio of the specific metal element contained in another layer adjacent to the layer is 5 atomic% or more
- one type of metal element contained in the layer constituting the first laminated structure and one type of metal element contained in the other layer constituting the first laminated structure adjacent to the layer are provided. It is preferable that they are different. When one or more types of metal elements are different, the crystal lattice becomes mismatched at the interface between layers, and cracks tend to propagate in the direction parallel to the interface between layers. This is because it can be suppressed.
- the first stacked structure is composed of an (Al 0.50 Ti 0.50 ) N layer and an (Al 0.50 Ti 0.30 Cr 0.20 ) N layer, they are included in the two layers. This condition is satisfied when metal elements are compared.
- the two layers contain Al and Ti, but Cr is contained only in one layer.
- the metal elements contained in the two layers are In comparison, this condition is satisfied. This is because the two layers contain Al, but Cr and Ti are contained only in one layer.
- one or more metal elements contained in a layer constituting the second laminated structure and one or more metal elements contained in another layer constituting the second laminated structure adjacent to the layer are provided. Preferably they are different.
- the crystal lattice becomes mismatched at the interface between layers, and cracks tend to propagate in the direction parallel to the interface between layers. This is because it can be suppressed.
- the coated tool of the present invention includes a coating layer.
- the coating layer includes a first laminated structure.
- the first stacked structure includes two or more layers made of the above compounds.
- the average thickness of each layer included in the first stacked structure is not less than 60 nm and not more than 500 nm.
- Two or more layers included in the first stacked structure are periodically stacked.
- This periodic laminated structure includes at least two types of layers having different compositions. These two types of layers are preferably laminated two or more times alternately. When two types of layers having different compositions are alternately laminated twice or more, the crack progress is suppressed, so that the fracture resistance of the coated tool is further improved.
- FIG. 1 is an example of a schematic diagram of a cross-sectional structure of the coated tool of the present invention.
- A1, B1, C1, and D1 layers having different compositions are repeatedly laminated from the base material (1) toward the surface of the coating layer (2). Specifically, these layers are laminated in the order of A1 layer ⁇ B1 layer ⁇ C1 layer ⁇ D1 layer ⁇ A1 layer ⁇ B1 layer ⁇ C1 layer ⁇ D1 layer ⁇ . In this case, the total thickness from the A1 layer to the D1 layer is the “stacking period”.
- the A1 layer and the B1 layer having different compositions are repeatedly laminated from the substrate (1) toward the surface of the coating layer (2). Specifically, these layers are laminated in the order of A1 layer ⁇ B1 layer ⁇ A1 layer ⁇ B1 layer ⁇ A1 layer ⁇ B1 layer ⁇ . In this case, the sum of the thickness of the A1 layer and the thickness of the B1 layer is the “stacking period”.
- the first stacked structure In order to form the first stacked structure, at least two types of layers having different compositions are periodically stacked.
- the average thickness of each layer is 60 nm or more and 500 nm or less.
- the A1 layer and the B1 layer having different compositions are preferably laminated alternately two or more times from the substrate toward the surface of the coating layer. That is, the first laminated structure preferably includes an alternating laminated structure such as A1 layer ⁇ B1 layer ⁇ A1 layer ⁇ B1 layer ⁇ .
- the average thickness of each layer included in the first laminated structure is less than 60 nm, it is not possible to sufficiently prevent the crack from progressing to the base material.
- the average thickness of each layer exceeds 500 nm, the chipping resistance of the coated tool decreases. Therefore, the average thickness of each layer included in the first stacked structure is not less than 60 nm and not more than 500 nm.
- the average thickness of each layer included in the first stacked structure is preferably 60 nm or more and 250 nm or less.
- the average thickness of the first laminated structure is less than 0.2 ⁇ m, the number of times the layers having different compositions are periodically laminated (the number of repetitions) is reduced. In this case, the effect which suppresses that a crack progresses to a base material falls.
- the average thickness of the first laminated structure exceeds 6 ⁇ m, the residual compressive stress of the entire coating layer increases. As a result, peeling and chipping of the coating layer are likely to occur, so that the chipping resistance of the coated tool is lowered. Therefore, the average thickness of the first laminated structure is preferably 0.2 to 6 ⁇ m.
- the coated tool of the present invention includes a coating layer.
- the coating layer includes a second laminated structure.
- the second stacked structure includes two or more layers made of the above compounds.
- the average thickness of each layer included in the second stacked structure is 2 nm or more and less than 60 nm.
- Two or more layers included in the second stacked structure are periodically stacked.
- This periodic laminated structure includes at least two types of layers having different compositions. These two types of layers are preferably laminated two or more times alternately. When two types of layers having different compositions are alternately laminated twice or more, the hardness of the second laminated structure is increased, so that the wear resistance of the coated tool is further improved.
- the minimum unit thickness in which the layers are repeatedly stacked is referred to as a “stacking period”.
- A2, B2, C2, and D2 layers having different compositions are repeatedly laminated from the base material (1) toward the surface of the coating layer (2). Specifically, these layers are laminated in the order of A2 layer ⁇ B2 layer ⁇ C2 layer ⁇ D2 layer ⁇ A2 layer ⁇ B2 layer ⁇ C2 layer ⁇ D2 layer ⁇ .
- the total thickness from the A2 layer to the D2 layer is the “stacking period”.
- an A2 layer and a B2 layer having different compositions are repeatedly laminated from the substrate (1) toward the surface of the coating layer (2).
- these layers are laminated in the order of A2 layer ⁇ B2 layer ⁇ A2 layer ⁇ B2 layer ⁇ A2 layer ⁇ B2 layer ⁇ .
- the sum of the thickness of the A2 layer and the thickness of the B2 layer is the “stacking period”.
- the second laminated structure In order to form the second laminated structure, at least two kinds of layers having different compositions are periodically laminated.
- the average thickness of each layer is 2 nm or more and less than 60 nm.
- the hardness of the second laminated structure is increased, and the effect of improving the wear resistance of the coated tool is obtained.
- Such an effect is further enhanced by alternately laminating two layers having different compositions twice or more.
- the A2 layer and the B2 layer having different compositions are preferably laminated two or more times alternately from the substrate toward the surface of the coating layer. That is, the second laminated structure preferably includes an alternating laminated structure such as A2 layer ⁇ B2 layer ⁇ A2 layer ⁇ B2 layer ⁇ .
- the average thickness of each layer included in the second laminated structure is less than 2 nm, it is difficult to form a layer having a uniform thickness.
- the average thickness of each layer included in the second laminated structure is 60 nm or more, the hardness of the second laminated structure is lowered, so that the wear resistance of the coated tool is lowered. Furthermore, in this case, the difference between the thickness of the second stacked structure and the thickness of the first stacked structure is reduced. As a result, the effect of suppressing the crack from progressing to the base material due to the crack progressing in a direction parallel to the interface between the first stacked structure and the second stacked structure cannot be sufficiently obtained. Therefore, the average thickness of each layer included in the second stacked structure is 2 nm or more and less than 60 nm.
- the average thickness of each layer included in the second stacked structure is preferably 5 nm or more and 30 nm or less.
- the average thickness of the second laminated structure is less than 0.02 ⁇ m, the number of times that the layers having different compositions are periodically laminated (the number of repetitions) is reduced. In this case, the effect of improving the hardness of the second laminated structure cannot be obtained.
- the average thickness of the second laminated structure exceeds 6 ⁇ m, the residual compressive stress of the second laminated structure becomes high. As a result, peeling and chipping of the coating layer are likely to occur, so that the chipping resistance of the coated tool is lowered. Therefore, the average thickness of the second laminated structure is preferably 0.02 to 6 ⁇ m.
- the coated tool of the present invention includes a coating layer.
- the coating layer includes a first laminated structure having excellent fracture resistance and a second laminated structure having excellent wear resistance. Thereby, the coated tool of the present invention is excellent in fracture resistance and wear resistance.
- the covering layer may include an upper layer.
- the upper layer is a layer located closer to the surface side of the coating layer than the first laminated structure and the second laminated structure.
- the surface side of the coating layer means the side opposite to the base material of the coating layer.
- the coating layer may include a lower layer.
- a lower layer is a layer located in the base material side rather than a 1st laminated structure and a 2nd laminated structure.
- the configuration of the upper layer and the lower layer is not particularly limited.
- the upper layer and the lower layer contain at least one metal element selected from the group consisting of Ti, Zr, Hf, V, Nb, Ta, Cr, Mo, W, Al, Si, Sr, Y, Sn, and Bi. It is preferable to include.
- the upper layer and the lower layer include a compound containing at least one metal element selected from these metal elements and at least one non-metal element selected from the group consisting of carbon, nitrogen, oxygen, and boron. It is preferable.
- the configuration of the upper layer and the lower layer is preferably a single layer or a non-periodic multilayer. When the upper layer and the lower layer have such a configuration, the wear resistance of the upper layer and the lower layer is improved.
- first laminated structures and second laminated structures are alternately laminated.
- the cracks easily propagate in a direction parallel to the interface between the first laminated structure and the second laminated structure.
- the positional relationship between the first stacked structure and the second stacked structure is not particularly limited.
- the positional relationship between the first stacked structure and the second stacked structure is, for example, one of the following (1) to (4). (1)
- the first laminated structure is closest to the substrate, and the second laminated structure is closest to the surface of the coating layer.
- the second laminated structure is closest to the substrate, and the first laminated structure is closest to the surface of the coating layer.
- the first laminated structure is closest to the substrate and closest to the surface of the coating layer.
- the second laminated structure is closest to the substrate and closest to the surface of the coating layer.
- the “surface of the coating layer” means the surface of the coating layer opposite to the base material.
- (1) is preferable.
- the average thickness of the first laminated structure and / or the second laminated structure decreases continuously or stepwise from the substrate side toward the surface side of the coating layer. This is because the fracture resistance can be improved without reducing the wear resistance of the coating layer.
- the average thickness of the first laminated structure and / or the second laminated structure is reduced, so that the interval between the interfaces of the first laminated structure and the second laminated structure is shortened.
- the cracks easily propagate in a direction parallel to the interface between the first stacked structure and the second stacked structure.
- the fracture resistance is improved.
- the fracture resistance is further improved.
- “continuously decreasing” means, for example, that the thickness of the first laminated structure and / or the second laminated structure decreases according to a certain regularity such as a proportional relation from the substrate side to the surface side. Means that.
- “continuously decreasing” is not limited to the case where the thickness of the first stacked structure and / or the second stacked structure decreases according to the proportional relationship.
- “continuously decreasing” includes a case where the thickness of the first stacked structure and / or the second stacked structure decreases according to an inversely proportional relationship or an exponential relationship.
- “continuously decreasing” includes the case where the thickness tends to decrease from the substrate side toward the surface side. This is because the effects of the present invention can be obtained even in this case. For example, a case where the thickness of a part of the coating layer slightly increases from the substrate side to the surface side is also included in the scope of the present invention.
- “decrease in steps” means, for example, that the thickness of the first laminated structure and / or the second laminated structure is irregularly reduced from the substrate side to the surface side.
- “decrease in steps” includes a case where the thickness of only the first laminated structure and / or the second laminated structure on the outermost surface is reduced.
- “decrease in steps” includes a case where the thickness tends to decrease from the substrate side toward the surface side. This is because the effects of the present invention can be obtained even in this case. For example, a case where the thickness of a part of the coating layer slightly increases from the substrate side to the surface side is also included in the scope of the present invention.
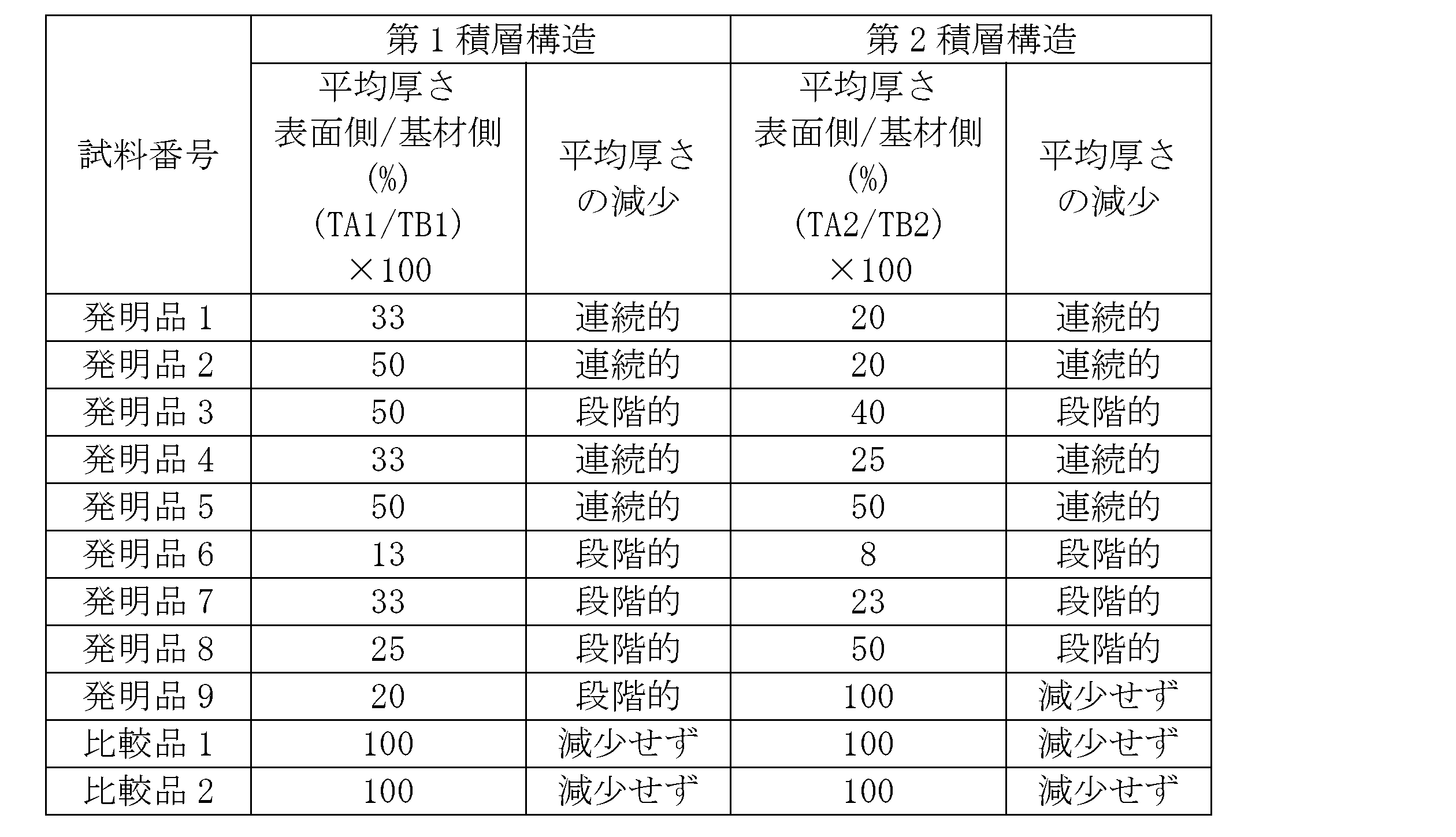
- the ratio of TA1 to TB1 ((TA1 / TB1) ⁇ 100 ) Is preferably 5% to 50%, more preferably 5% to 30%. If the ratio of TA1 to TB1 is less than 5%, the effect of suppressing cracks from progressing to the substrate may be reduced. On the other hand, when the ratio of TA1 to TB1 exceeds 50%, the effect of suppressing the cracks from progressing to the substrate may be reduced.
- the ratio of TA2 to TB2 ((TA2 / TB2) ⁇ 100 ) Is preferably 5% to 50%, more preferably 5% to 30%.
- the ratio of TA2 to TB2 is less than 5%, the effect of suppressing cracks from progressing to the substrate may be reduced.
- the wear resistance may be reduced.
- the ratio of TA2 to TB2 exceeds 50%, the effect of suppressing the cracks from progressing to the substrate may be reduced.
- the average thickness of each layer constituting the first laminated structure and the second laminated structure is continuously or intermittently reduced from the substrate side toward the surface side of the coating layer. This is because a decrease in wear resistance is suppressed and fracture resistance is improved.
- continuously decreasing means, for example, that the average thickness of each layer constituting the first laminated structure and / or the second laminated structure is proportional from the substrate side to the surface side. It means to decrease according to a certain regularity.
- “continuously decreasing” is not limited to the case where the average thickness of each layer constituting the first stacked structure and / or the second stacked structure decreases according to the proportional relationship.
- “continuously decreasing” includes the case where the thickness of each layer decreases according to an inversely proportional relationship or an exponential relationship.
- continuously decreasing includes the case where the thickness tends to decrease from the substrate side toward the surface side. This is because the effects of the present invention can be obtained even in this case. For example, a case where the thickness of a part of the coating layer slightly increases from the substrate side to the surface side is also included in the scope of the present invention.
- stepwise decrease means, for example, that the average thickness of each layer constituting the first laminated structure and / or the second laminated structure is irregularly reduced from the substrate side to the surface side.
- stepwise includes the case where the average thickness of only the layers constituting the outermost first laminated structure and / or second laminated structure is reduced.
- decrease in steps includes a case where the thickness tends to decrease from the substrate side toward the surface side. This is because the effect of the present invention can be obtained even in this case. For example, a case where the thickness of a part of the coating layer slightly increases from the substrate side to the surface side is also included in the scope of the present invention.
- the ratio of TC1 to TD1, where TC1 is the average thickness of the layers included in the first laminated structure closest to the surface of the coating layer and TD1 is the average thickness of the layers included in the first laminated structure closest to the substrate ((TC1 / TD1) ⁇ 100) is preferably 12% to 70%, and more preferably 30% to 60%.
- the ratio of TC1 to TD1 is less than 12%, the hardness on the surface side of the coating layer tends to increase, and the fracture resistance tends to decrease.
- the ratio of TC1 to TD1 exceeds 70%, the wear resistance on the surface side of the coating layer tends to decrease.
- the “average thickness of the layers included in the first laminated structure” is a value obtained as follows.
- the A1 layer and the B1 layer are repeatedly stacked 100 times in this order, such as A1 layer ⁇ B1 layer ⁇ A1 layer ⁇ B1 layer ⁇ A1 layer ⁇ B1 layer ⁇ ... Ask.
- a value obtained by dividing the total of the stacking periods by 100, which is the number of repetitions, is obtained.
- This value is “the average thickness of the layers included in the first laminated structure”. That is, when the first laminated structure is “A1 layer ⁇ B1 layer ⁇ A1 layer ⁇ B1 layer ⁇ A1 layer ⁇ B1 layer ⁇ ...”,
- the average thickness of “A1 layer ⁇ B1 layer” is “first laminated structure” Is the average thickness of the layers contained in.
- the ratio of TC2 to TD2, where TC2 is the average thickness of the layers included in the second laminated structure closest to the surface of the coating layer and TD2 is the average thickness of the layers included in the second laminated structure closest to the substrate ((TC2 / TD2) ⁇ 100) is preferably 5% or more and 70% or less, and more preferably 30% or more and 60% or less.
- TC2 to TD2 is less than 5%, the hardness on the surface side of the coating layer tends to increase, and the fracture resistance tends to decrease.
- the ratio of TC2 to TD2 exceeds 70%, the wear resistance on the surface side of the coating layer tends to decrease.
- the “average thickness of the layers included in the second stacked structure” is a value obtained as follows. For example, when the A2 layer and the B2 layer are repeatedly stacked 100 times in this order, such as A2 layer ⁇ B2 layer ⁇ A2 layer ⁇ B2 layer ⁇ A2 layer ⁇ B2 layer ⁇ ... Ask. Next, a value obtained by dividing the total of the stacking periods by 100, which is the number of repetitions, is obtained. This value is “the average thickness of the layers included in the second laminated structure”.
- the average thickness of “A2 layer ⁇ B2 layer” is “second laminated structure”. Is the average thickness of the layers contained in.
- the method for producing the coating layer in the coated tool of the present invention is not particularly limited.
- the coating layer can be manufactured by a physical vapor deposition method such as an ion plating method, an arc ion plating method, a sputtering method, or an ion mixing method.
- the first laminated structure and the second laminated structure described above can be formed on the substrate by physical vapor deposition.
- the coating layer formed by the arc ion plating method has high adhesion to the substrate. Therefore, among these, the arc ion plating method is preferable.
- Each layer can be formed on the surface of the substrate by a conventional coating method. Thereby, the coated tool of this invention can be manufactured.
- the manufacturing method of the coated tool of this invention is as follows, for example.
- the base material processed into the tool shape is placed in a reaction vessel of a physical vapor deposition apparatus.
- the inside of the reaction vessel is evacuated until the pressure becomes 1 ⁇ 10 ⁇ 2 Pa or less.
- the substrate is heated to 200 to 800 ° C. with a heater in the reaction vessel.
- Ar gas is introduced into the reaction vessel, and the pressure is adjusted to 0.5 to 5.0 Pa.
- a bias voltage of ⁇ 200 to ⁇ 1000 V is applied to the substrate in an Ar gas atmosphere at a pressure of 0.5 to 5.0 Pa.
- a current of 5 to 20 A is passed through the tungsten filament in the reaction vessel.
- the surface of the substrate is subjected to ion bombardment treatment with Ar gas. After the surface of the substrate is subjected to ion bombardment, the inside of the reaction vessel is evacuated until the pressure becomes 1 ⁇ 10 ⁇ 2 Pa or less.
- a reactive gas such as nitrogen gas is introduced into the reaction vessel.
- the pressure in the reaction vessel is set to 0.5 to 5.0 Pa, and a bias voltage of ⁇ 10 to ⁇ 150 V is applied to the substrate.
- Each layer can be formed on the surface of the substrate by evaporating a metal evaporation source corresponding to the metal component of each layer by arc discharge.
- two or more types of metal evaporation sources placed at separate positions are simultaneously evaporated by arc discharge, and a table constituting the first laminated structure or the second laminated structure is formed by rotating a table on which a base is fixed. be able to.
- the thickness of each layer constituting the first laminated structure or the second laminated structure can be controlled by adjusting the number of rotations of the table to which the base material in the reaction vessel is fixed. It is also possible to form a layer constituting the first laminated structure or the second laminated structure by alternately evaporating two or more kinds of metal evaporation sources by arc discharge. In this case, the thickness of each layer constituting the first laminated structure or the second laminated structure can be controlled by adjusting the arc discharge time of the metal evaporation source.
- the thickness of each layer constituting the coating layer and the thickness of each laminated structure can be measured by observing the cross-sectional structure of the coating tool.
- the thickness of each layer constituting the coating layer and the thickness of each laminated structure can be measured using an optical microscope, a scanning electron microscope (SEM), a transmission electron microscope (TEM), or the like.
- the average thickness of each layer constituting the coating layer and the average thickness of each laminated structure can be determined as follows. From the cutting edge of the surface facing the metal evaporation source, the cross section of the coated tool is observed at three or more locations in the vicinity of the position of 50 ⁇ m toward the center of the surface. From the observed cross section, the thickness of each layer and the thickness of each laminated structure are measured. The average thickness can be obtained by calculating the average value of the measured thicknesses.
- composition of each layer of the coated tool of the present invention can be measured from the cross-sectional structure of the coated tool using an energy dispersive X-ray analyzer (EDS), a wavelength dispersive X-ray analyzer (WDS), or the like.
- EDS energy dispersive X-ray analyzer
- WDS wavelength dispersive X-ray analyzer
- coated tool of the present invention include a milling tool or a turning tool.
- examples of such tools include a cutting edge exchange type cutting insert, a drill, and an end mill.
- an ISO standard SEEN1203AGTN insert-shaped cemented carbide equivalent to P10 was prepared as a base material.
- a metal evaporation source having the composition of each layer shown in Table 1 and Table 2 was placed in the reaction vessel of the arc ion plating apparatus.
- the prepared base material was fixed to the fixture of the turntable in the reaction vessel.
- the inside of the reaction vessel was evacuated until the pressure became 5.0 ⁇ 10 ⁇ 3 Pa or less.
- the substrate was heated with a heater in the reaction vessel until the temperature reached 500 ° C.
- Ar gas was introduced into the reaction vessel so that the pressure in the reaction vessel was 5.0 Pa.
- a bias voltage of ⁇ 1000 V was applied to the substrate in an Ar gas atmosphere at a pressure of 5.0 Pa.
- a current of 10 A was passed through the tungsten filament in the reaction vessel.
- the surface of the base material was subjected to ion bombardment treatment with Ar gas for 30 minutes. After completion of the ion bombardment treatment, the reaction vessel was evacuated until the pressure in the reaction vessel became 5.0 ⁇ 10 ⁇ 3 Pa or less.
- the A1 layer metal evaporation source and the B1 layer metal evaporation source are alternately evaporated by arc discharge to form the A1 layer.
- B1 layer was formed.
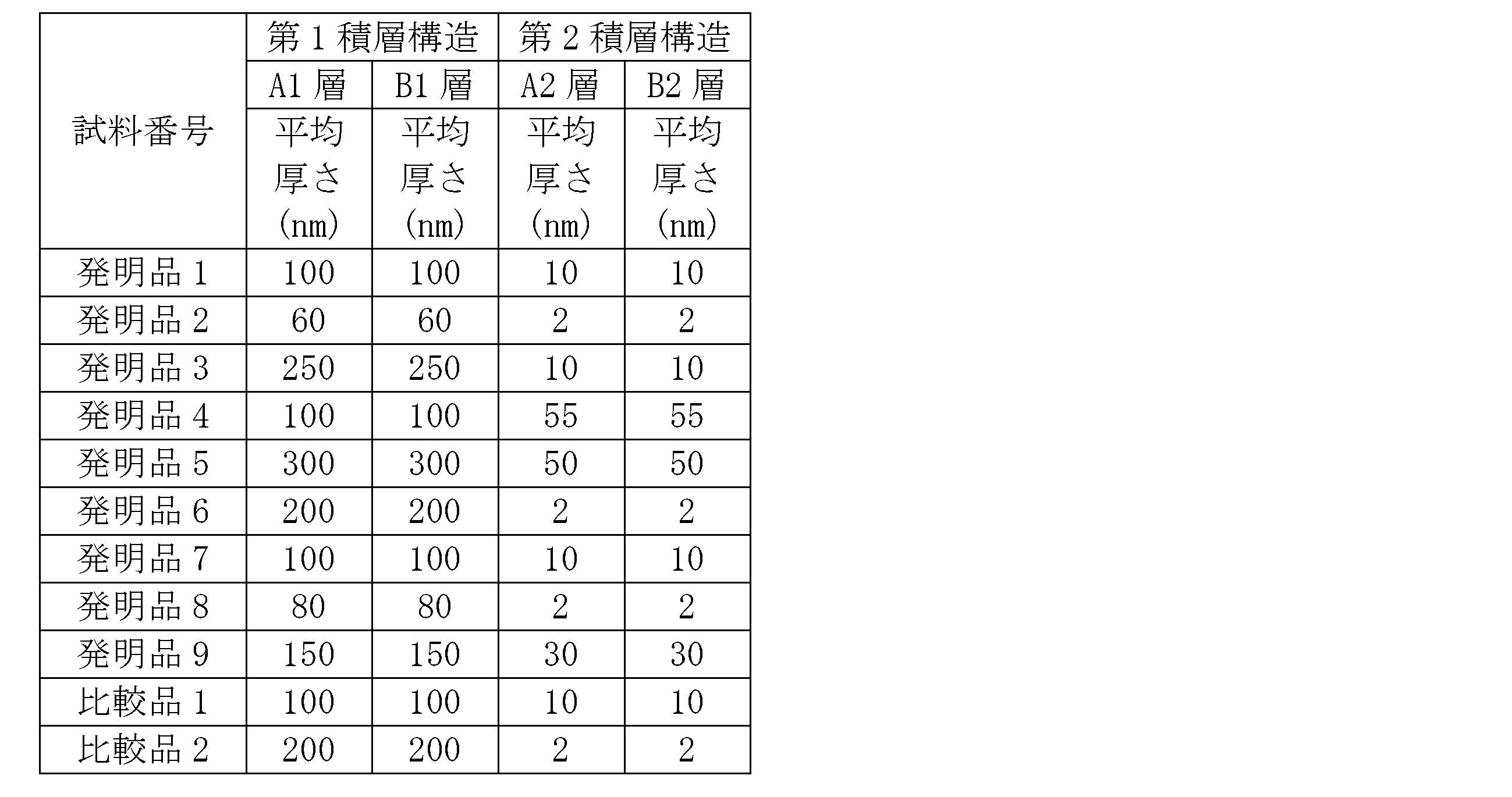
- each arc discharge time was adjusted so that A1 layer and B1 layer may have the thickness shown in Table 3.
- the X layer and the Y layer were similarly formed by alternately evaporating the metal evaporation source of the X layer and the metal evaporation source of the Y layer by arc discharge.
- the thickness of the X layer and the thickness of the Y layer were controlled by adjusting the arc discharge time when each layer was formed.
- the A2 layer metal evaporation source and the B2 layer metal evaporation source are simultaneously evaporated by arc discharge, and the A2 layer and B2 layer are evaporated.
- a layer was formed.
- the number of rotations of the table was adjusted in the range of 0.2 to 10 min ⁇ 1 so that the thicknesses A2 and B2 were as shown in Table 3.
- the X layer and the Y layer were vaporized by arc discharge at the same time to form the X layer and the Y layer.
- the thickness of the X layer and the thickness of the Y layer were controlled by adjusting the number of rotations of the table in the range of 0.2 to 10 min ⁇ 1 .
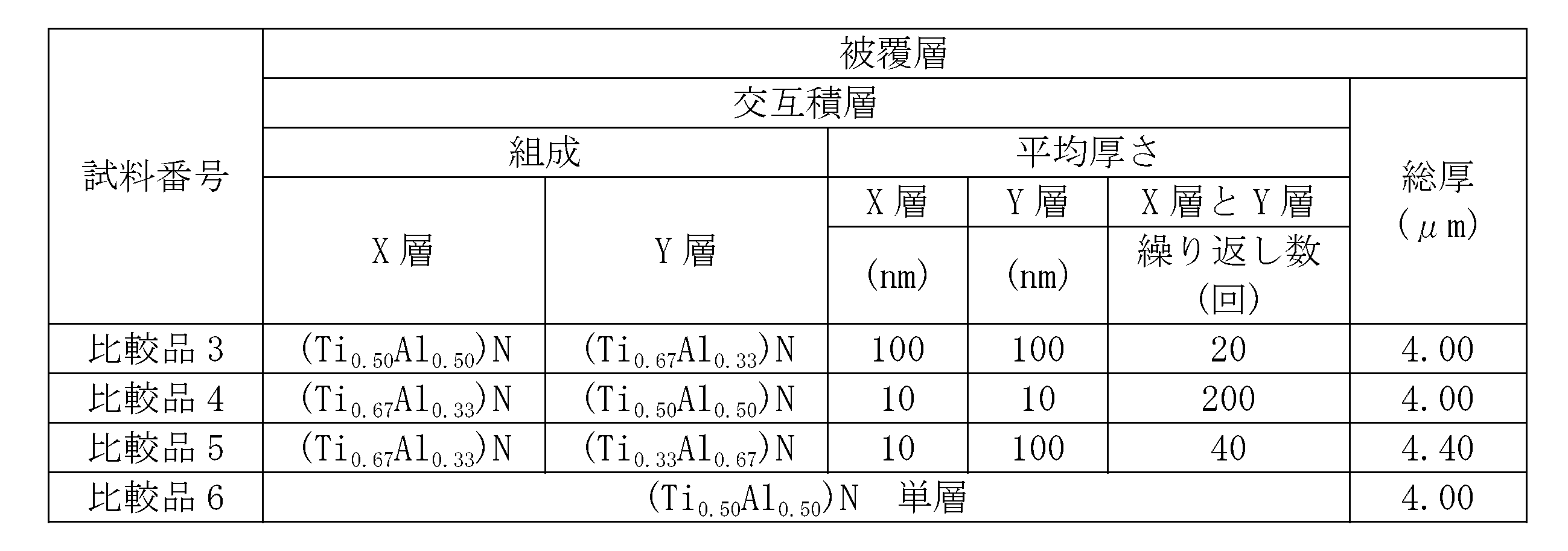
- the comparative product 5 is composed of alternately stacked thin layers and thick layers.
- the thickness of the layer constituting the comparative product 5 was controlled by adjusting the arc discharge time and the rotation speed of the table.
- the number of rotations of the table was adjusted in the range of 0.2 to 10 min ⁇ 1 .
- the single layer of Comparative Product 6 was formed by applying a bias voltage of ⁇ 50 V to the substrate and evaporating the metal evaporation source by arc discharge with an arc current of 200 A.
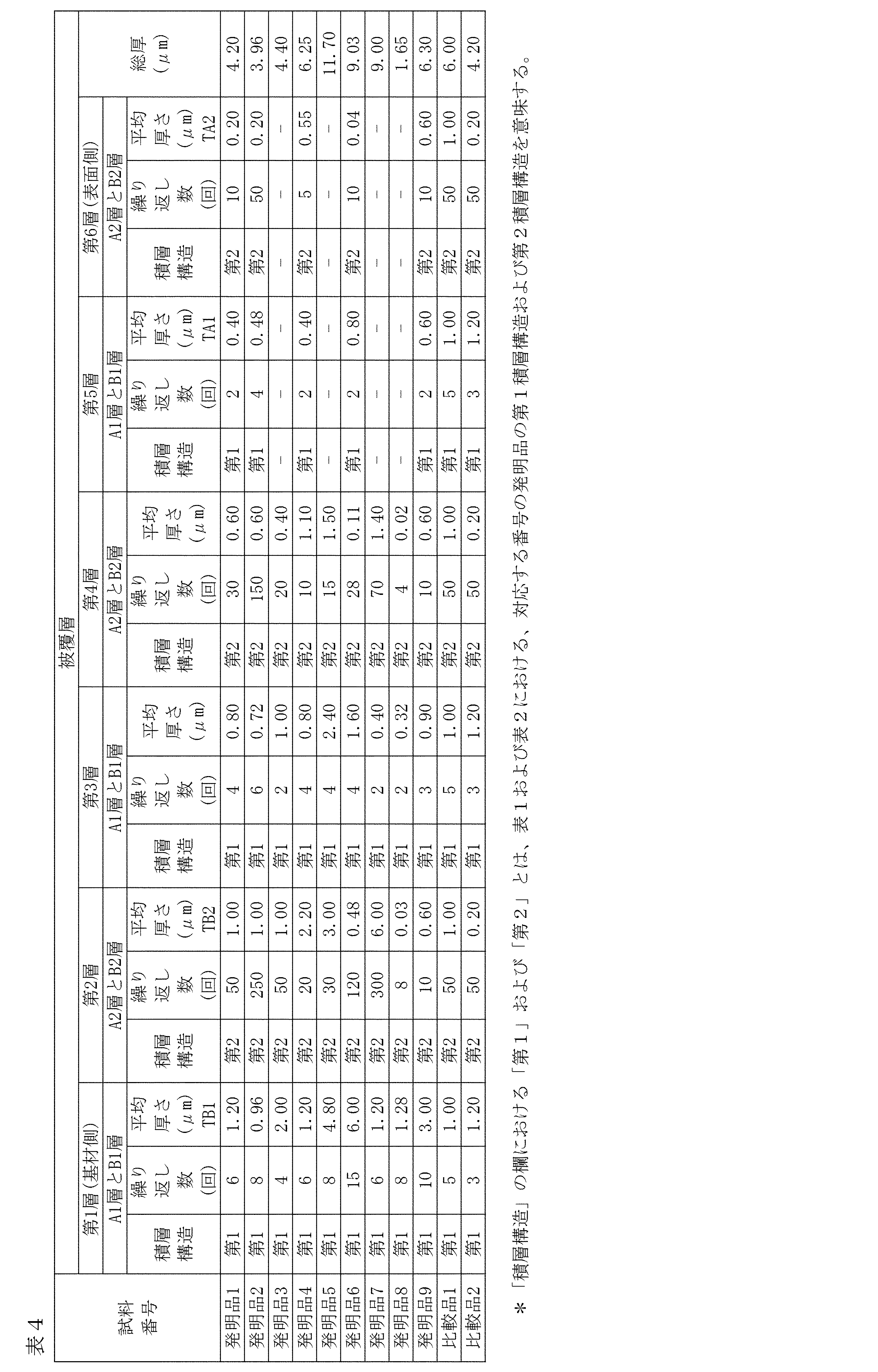
- Each layer was formed on the surface of the substrate until the predetermined thickness shown in Table 3 and Table 4 was reached. Thereafter, the heater was turned off and the sample was taken out from the reaction vessel after the sample temperature became 100 ° C. or lower.
- the average thickness of each layer and the average thickness of each laminated structure of the obtained sample were determined as follows. Three cross-sections were observed with a TEM in the vicinity of the position of 50 ⁇ m from the cutting edge of the surface facing the metal evaporation source of the coated tool toward the center of the surface. The thickness of each layer and the thickness of each laminated structure were measured, and the average value of the measured thicknesses was calculated.
- the composition of each layer of the obtained sample was determined as follows. The composition was measured using EDS in a cross section at a position of 50 ⁇ m from the blade edge of the surface facing the metal evaporation source of the coated tool toward the center of the surface. These measurement results are also shown in Tables 1 to 4. Note that the composition ratio of the metal element in each layer in Tables 1 to 4 indicates the atomic ratio of each metal element to the entire metal element in the metal compound constituting each layer.
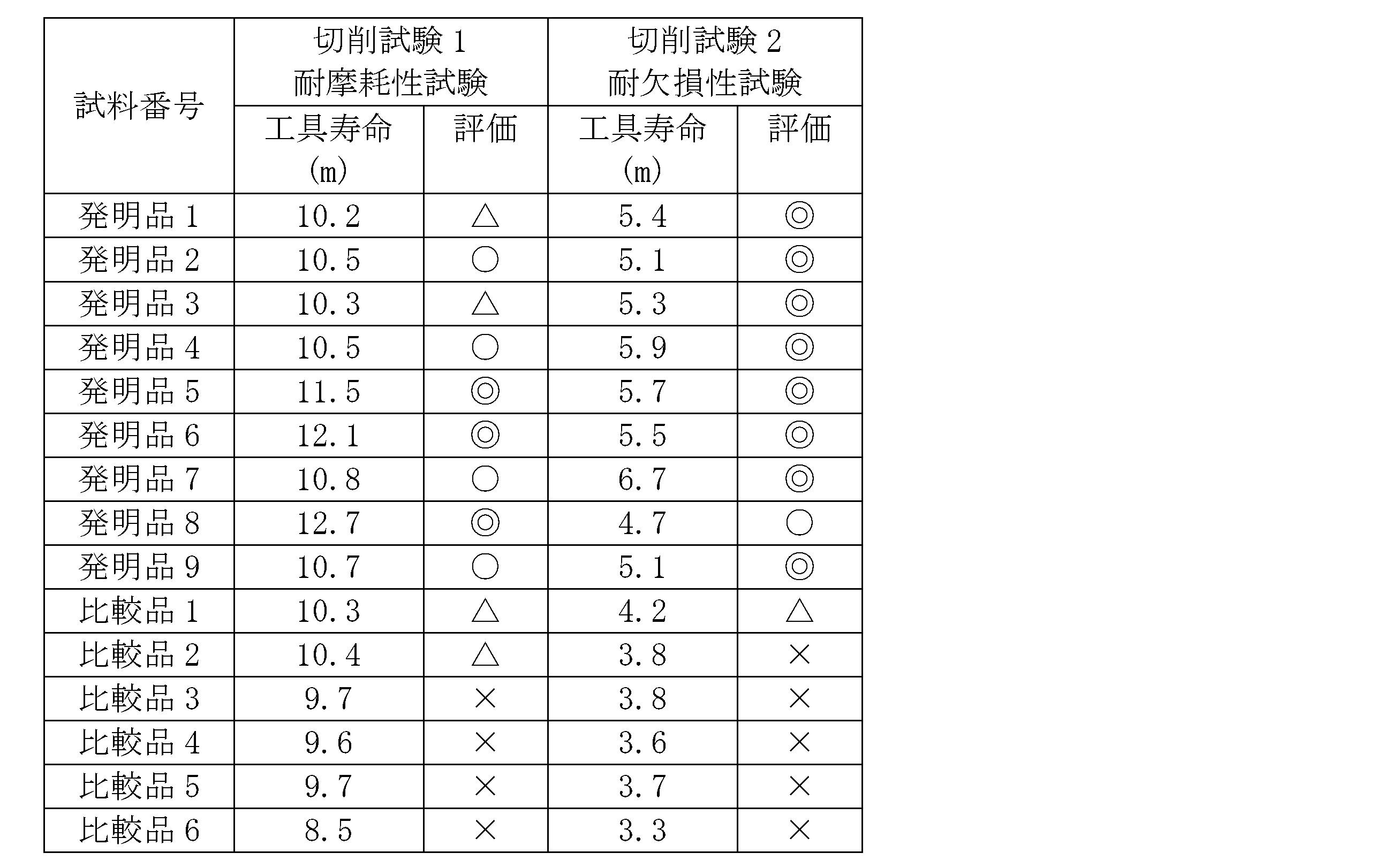
- the evaluation criteria for the machining length up to the tool life of the cutting test 1 are as follows. 11m or more ⁇ 10.5m or more and less than 11 ⁇ 10m or more and less than 10.5m ⁇ Less than 10m ⁇
- the evaluation criteria for the machining length up to the tool life of the cutting test 2 are as follows. 5m or more ⁇ 4.5m or more and less than 5m ⁇ 4m or more and less than 4.5m ⁇ Less than 4m ⁇
- the ranking of this evaluation is (excellent) ⁇ > ⁇ > ⁇ > ⁇ (inferior).
- a rating of ⁇ or ⁇ means that the cutting performance is excellent.
- Table 6 The obtained comprehensive evaluation results are shown in Table 6.
- the results of the abrasion resistance test of the invention were over ⁇ .
- the result of the abrasion resistance test of the invention product was equivalent to or better than that of the comparative product in that it did not have x.
- the results of the fracture resistance test of all the inventive products were ⁇ or ⁇ .
- the result of the fracture resistance test of the comparative product was ⁇ or ⁇ . From this result, it can be seen that the inventive product is more excellent in fracture resistance than the comparative product. From this result, it can be seen that the tool life of the invention is long. As can be seen from the results, according to the present invention, the fracture resistance could be improved without reducing the wear resistance of the coated tool.
- an ISO standard SEEN1203AGTN insert-shaped cemented carbide equivalent to P10 was prepared as a base material.
- a metal evaporation source having the composition of each layer shown in Table 7 was placed in the reaction vessel of the arc ion plating apparatus.
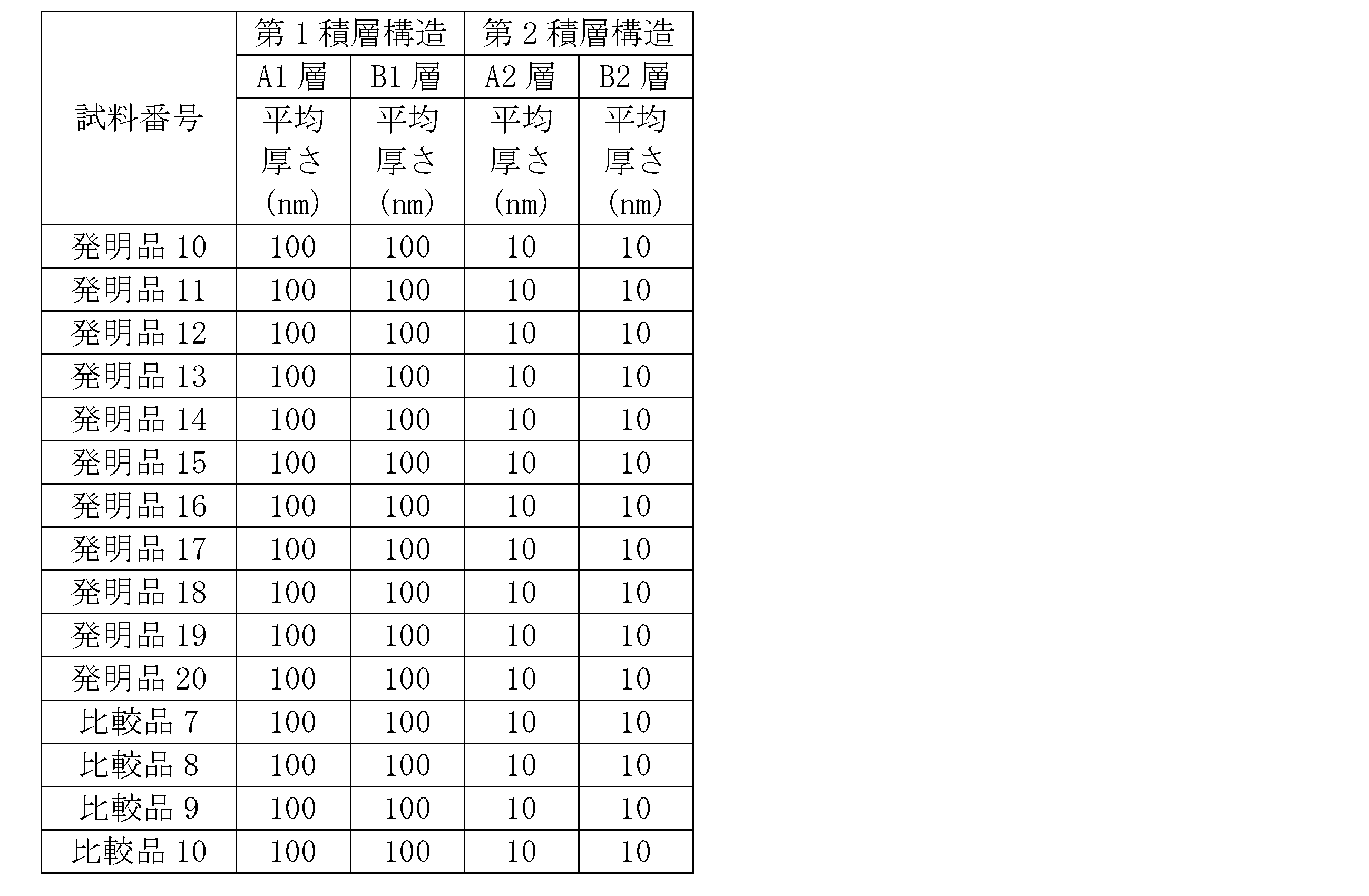
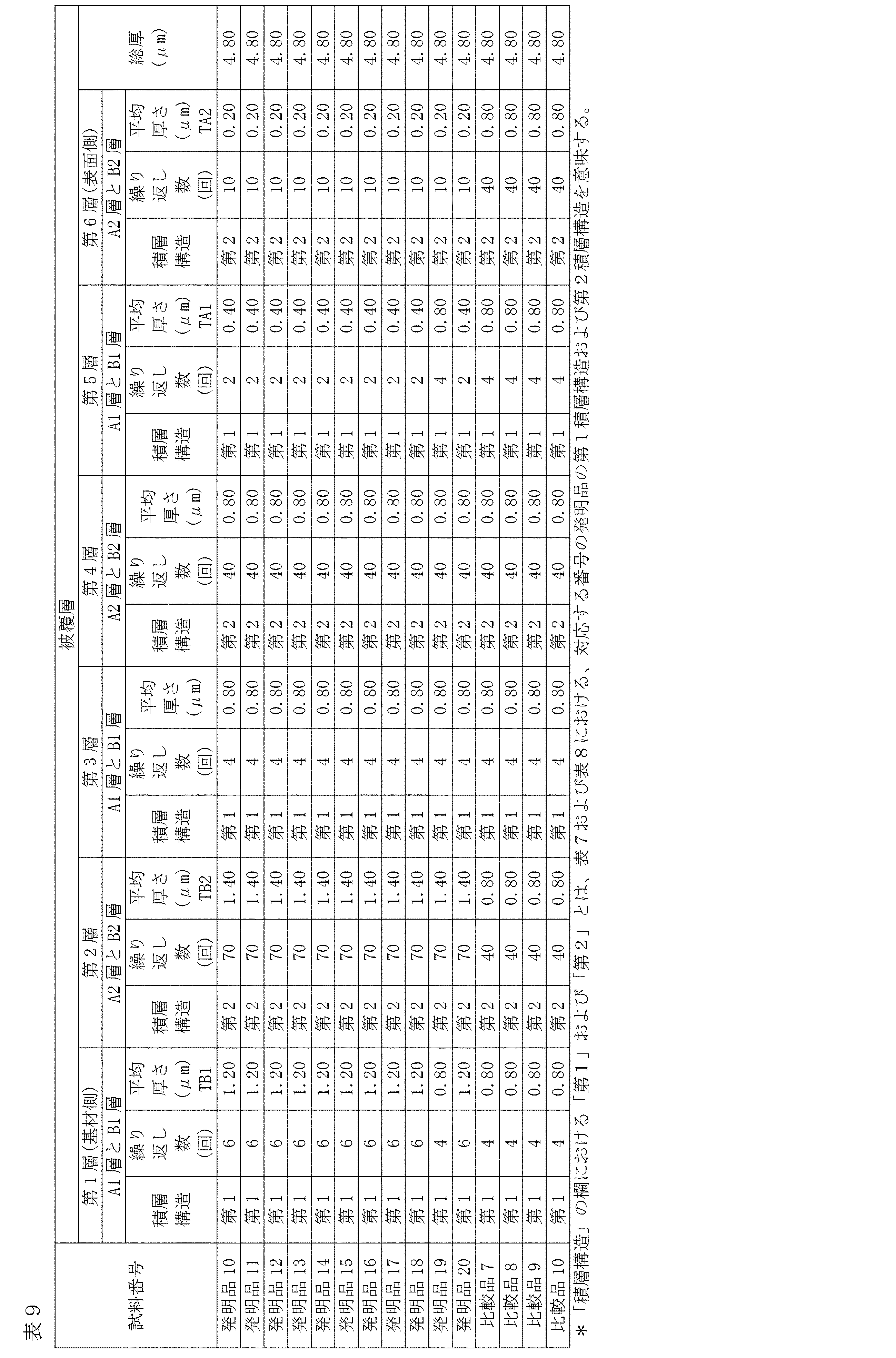
- Samples having the layer configurations shown in Tables 8 and 9 were produced by the same production method as in Example 1.
- Inventive product 10 and comparative product 10 were produced as follows.
- a metal evaporation source having the composition of each layer shown in Table 7 was placed in the reaction vessel of the arc ion plating apparatus.
- a mixed gas of N 2 gas and CH 4 gas was introduced into the reaction vessel.
- the pressure in the reaction vessel is 2.7 Pa.
- Each layer was formed in the same manner as in Example 1 except that the atmosphere in the reaction vessel was set in this way, and samples having the layer configurations shown in Tables 8 and 9 were produced.
- Inventive product 18 was produced as follows. A metal evaporation source having the composition of each layer shown in Table 7 was placed in the reaction vessel of the arc ion plating apparatus. When forming the oxide layer, O 2 gas was introduced into the reaction vessel, and the pressure in the reaction vessel was controlled to 2.7 Pa. Thereafter, when forming the nitride layer, O 2 gas was exhausted from the reaction vessel, N 2 gas was introduced into the reaction vessel, and the pressure in the reaction vessel was controlled to 2.7 Pa. Samples having a layer configuration shown in Tables 8 and 9 were prepared in the same manner as in Example 1 except that the atmosphere in the reaction vessel was set in this way.
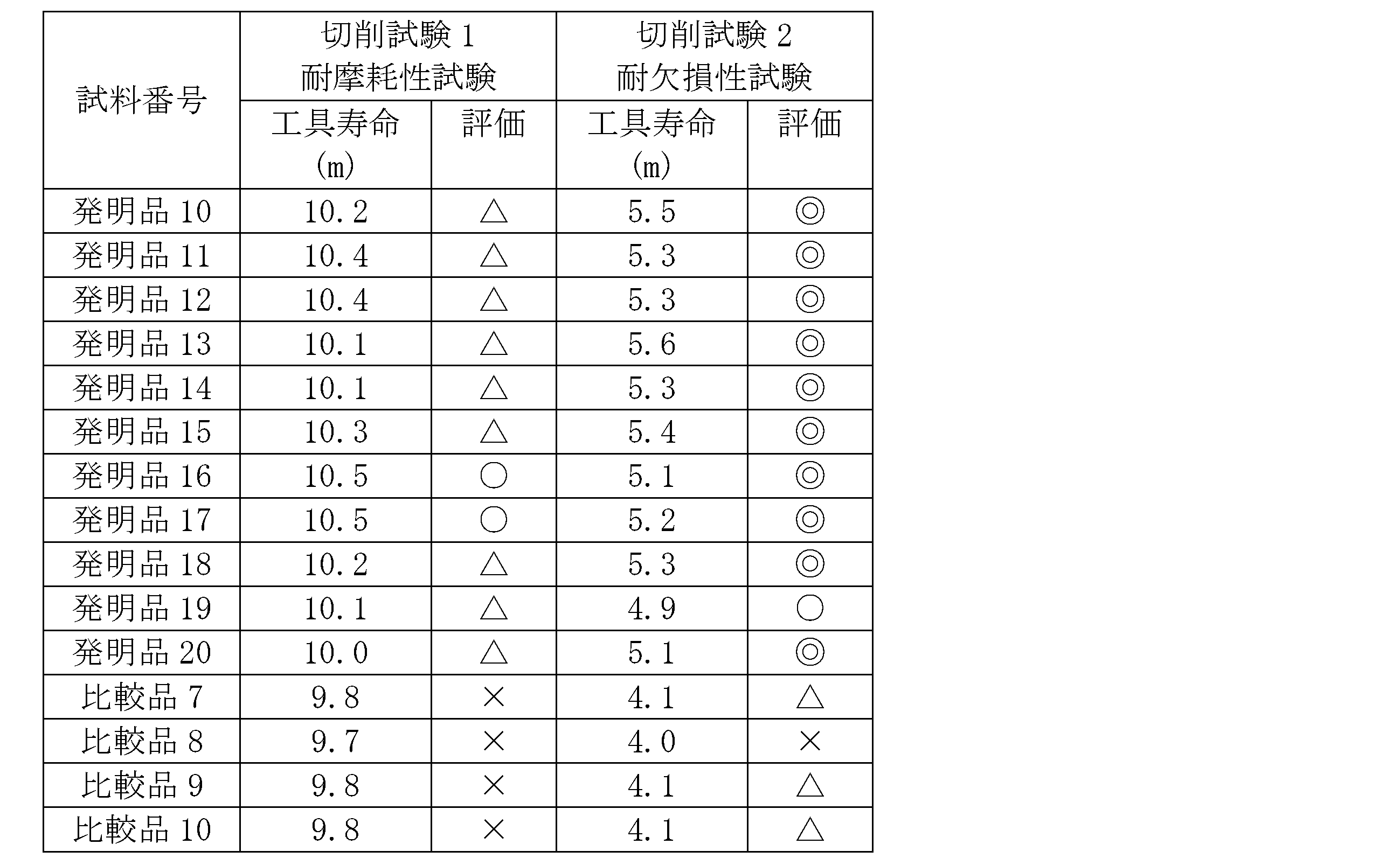
- Example 1 The average thickness of each layer of the obtained sample and the composition of each layer were measured in the same manner as in Example 1. The results are shown in Tables 8-10. Moreover, the same cutting test 1 and the cutting test 2 as Example 1 were performed using the obtained sample, and abrasion resistance and fracture resistance were evaluated. The evaluation results are shown in Table 11.
- the evaluation criteria for the machining length up to the tool life of the cutting test 1 are as follows. 11m or more ⁇ 10.5m or more and less than 11 ⁇ 10m or more and less than 10.5m ⁇ Less than 10m ⁇
- the evaluation criteria for the machining length up to the tool life of the cutting test 2 are as follows. 5m or more ⁇ 4.5m or more and less than 5m ⁇ 4m or more and less than 4.5m ⁇ Less than 4m ⁇
- the ranking of this evaluation is (excellent) ⁇ > ⁇ > ⁇ > ⁇ (inferior).
- a rating of ⁇ or ⁇ means that the cutting performance is excellent.
- the obtained comprehensive evaluation results are shown in Table 11.
- the results of the abrasion resistance test of the invention products were ⁇ or more.
- the result of the abrasion resistance test of the invention product was equivalent to or better than that of the comparative product in that it did not have x.
- the results of the fracture resistance test of all the inventive products were ⁇ or ⁇ .
- the result of the fracture resistance test of the comparative product was ⁇ or ⁇ . From this result, it can be seen that the inventive product is more excellent in fracture resistance than the comparative product. From this result, it can be seen that the tool life of the invention is long. As can be seen from the results, according to the present invention, the fracture resistance could be improved without reducing the wear resistance of the coated tool.
- Invention products 21 to 27 and comparative products 11 to 13 were produced as follows.
- As a base material an ISO standard SEEN1203AGTN insert-shaped cemented carbide equivalent to P10 was prepared.
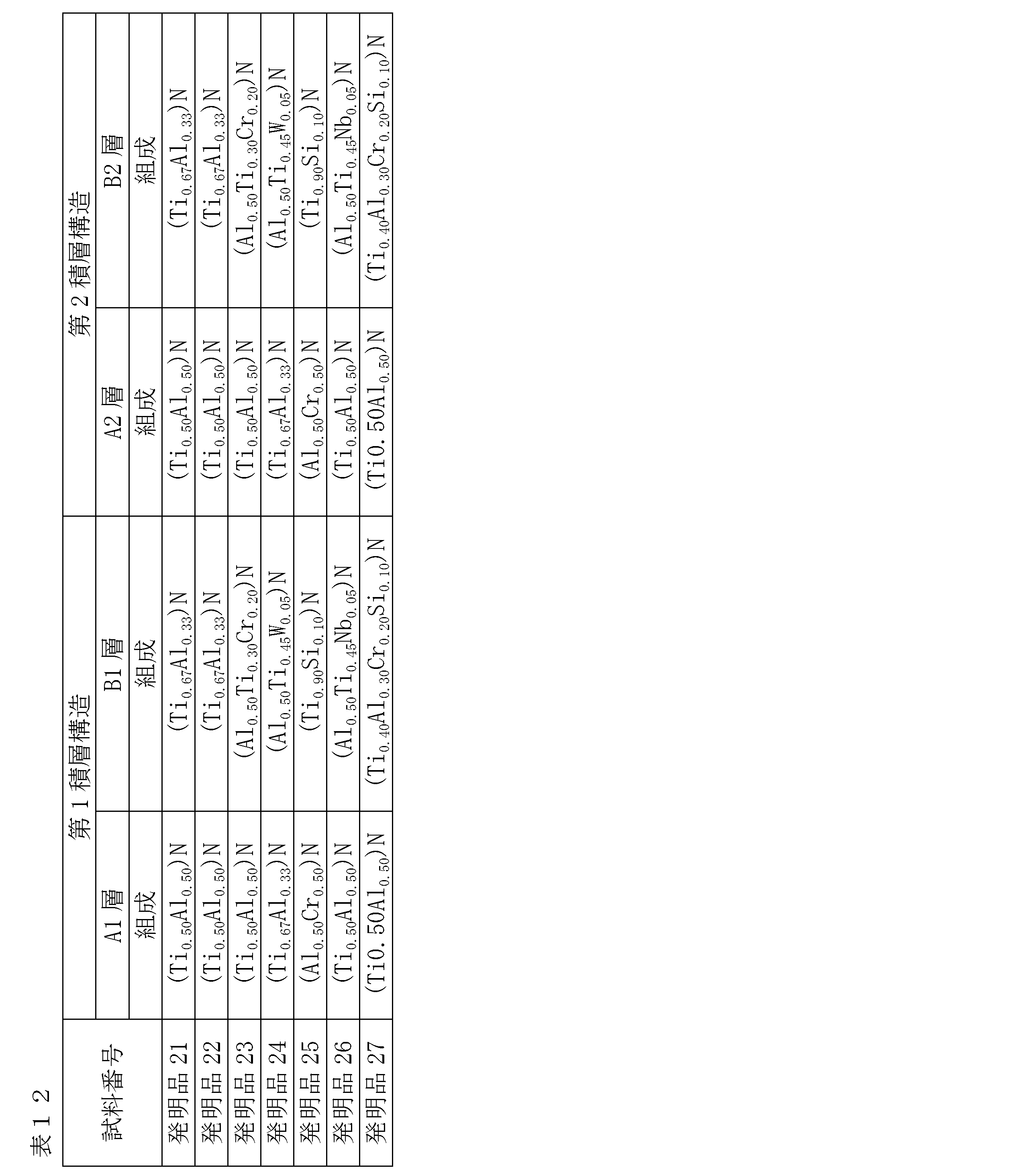
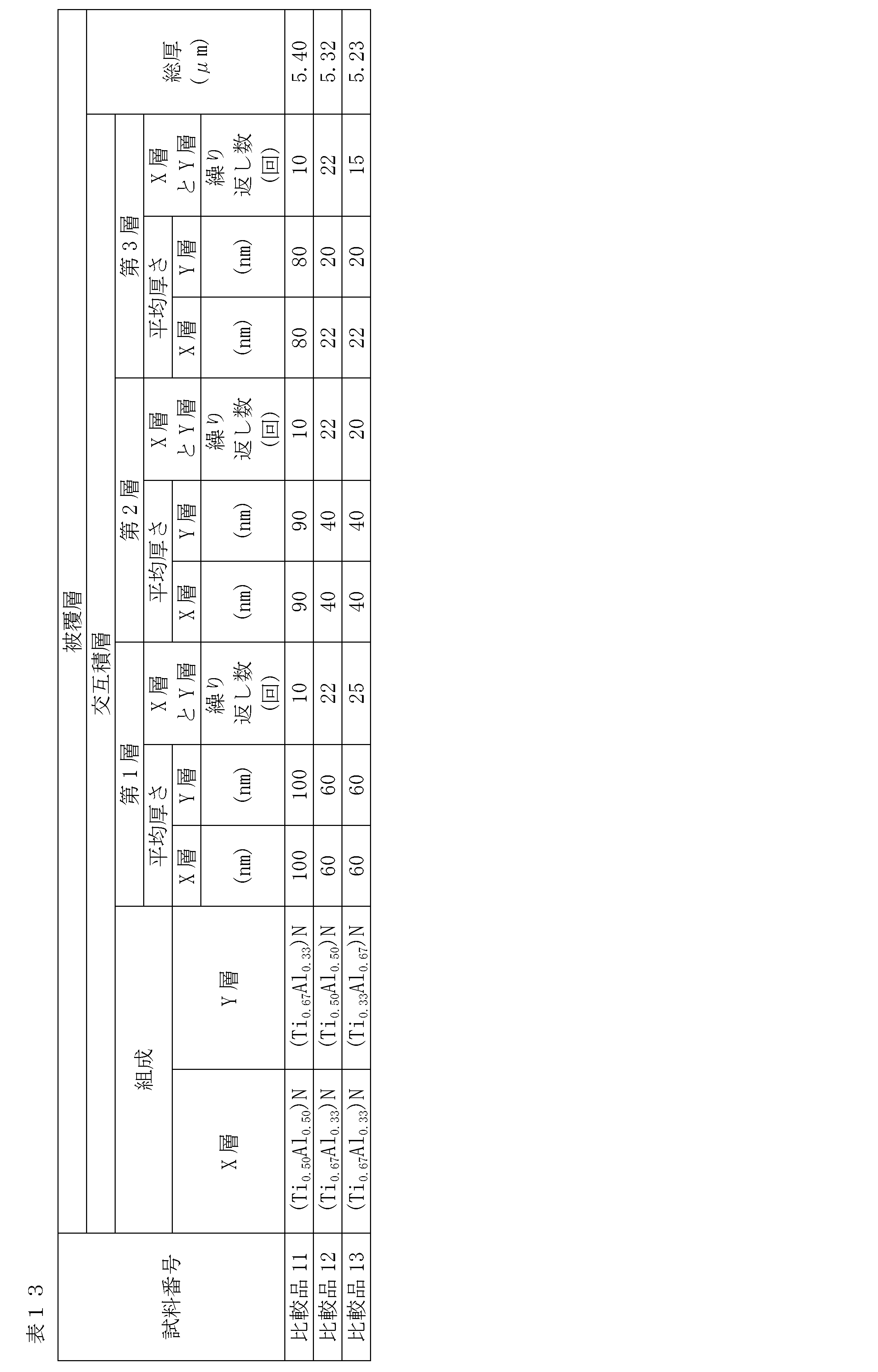
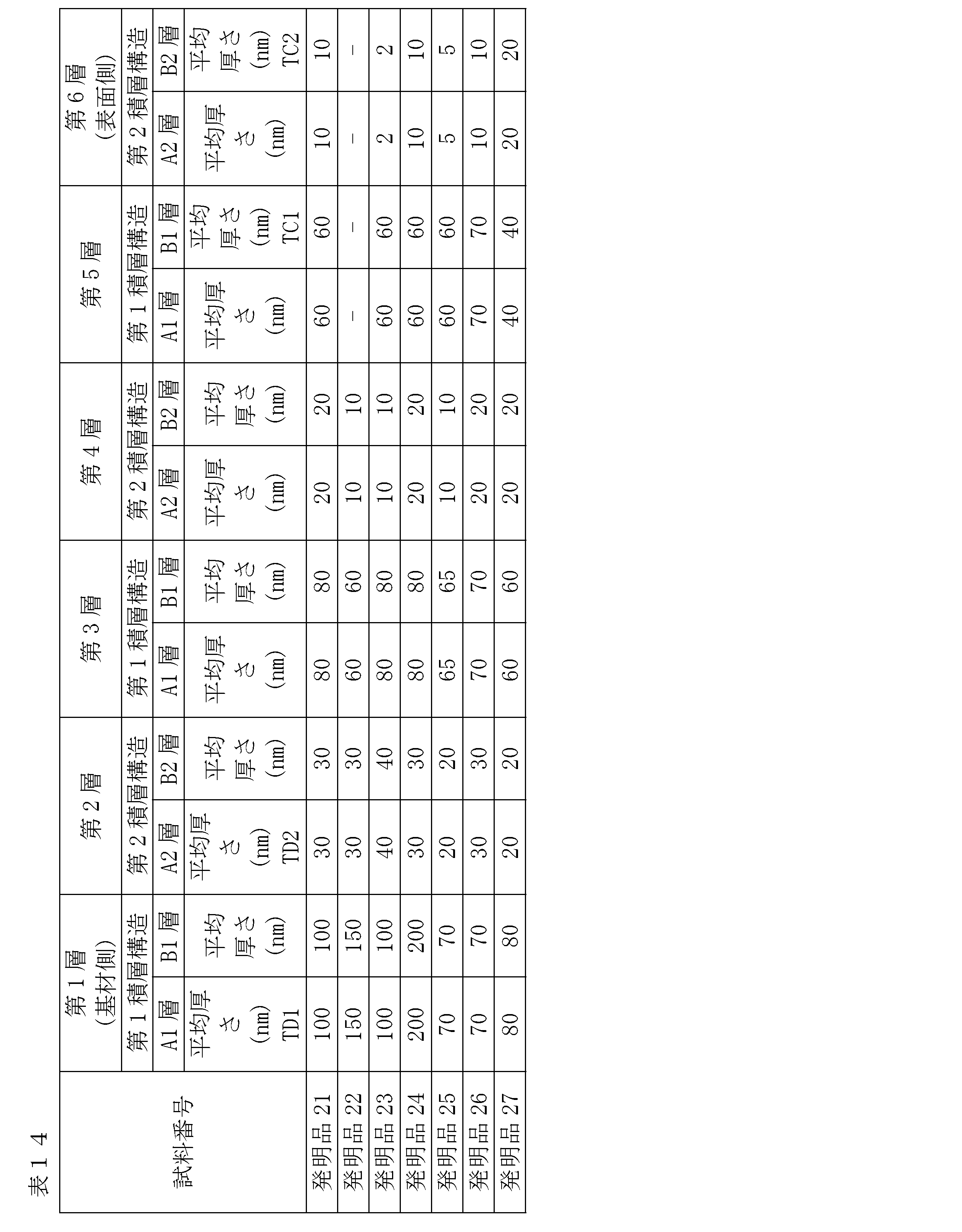
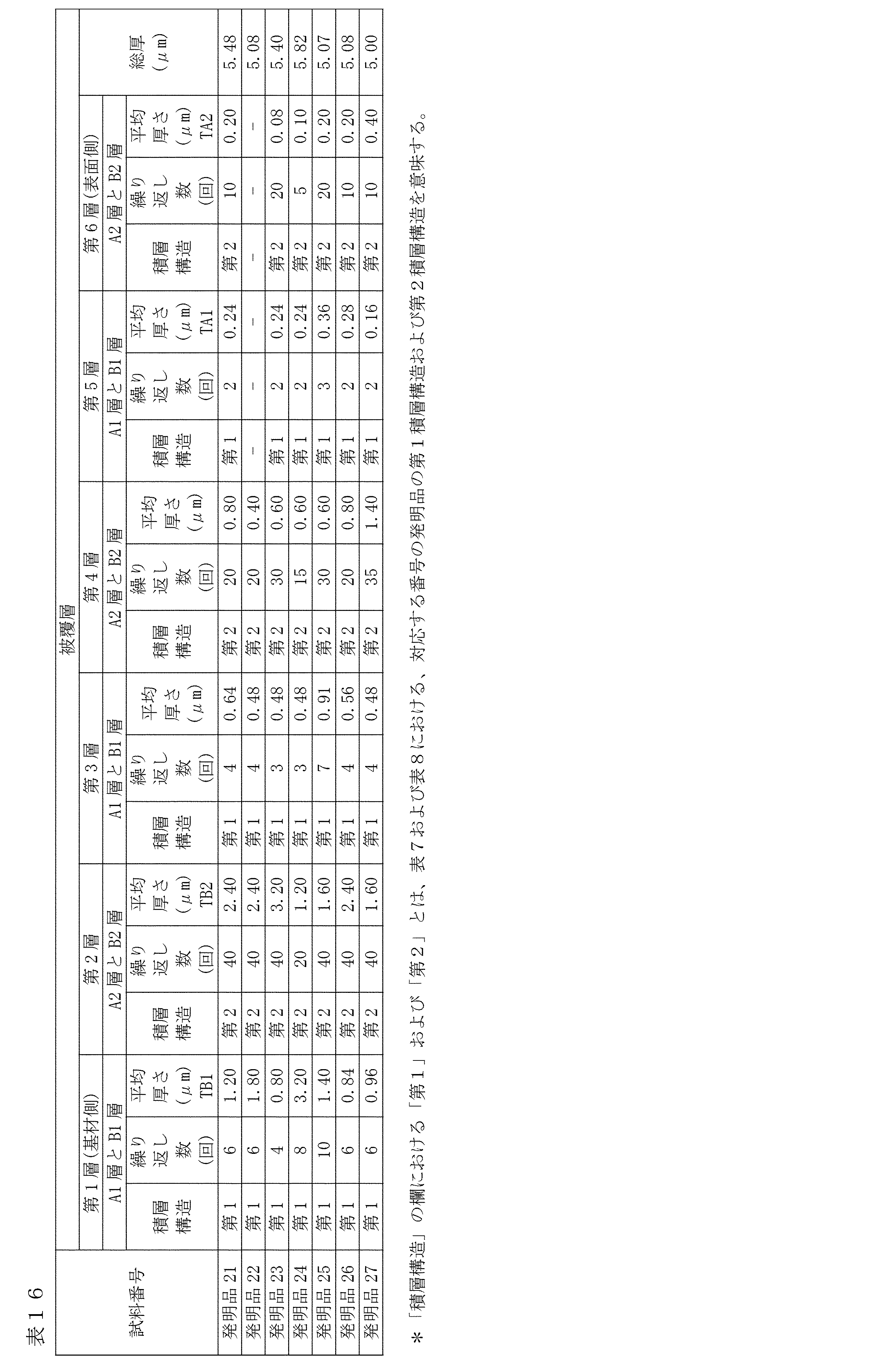
- a metal evaporation source having the composition of each layer shown in Table 12 and Table 13 was placed in the reaction vessel of the arc ion plating apparatus. Samples having the layer configurations shown in Tables 13, 14 and 16 were produced by the same production method as in Example 1.
- Example 1 The average thickness of each layer of the obtained sample and the composition of each layer were measured in the same manner as in Example 1. The results are shown in Tables 12-17. Moreover, the same cutting test 1 and the cutting test 2 as Example 1 were performed using the obtained sample, and abrasion resistance and fracture resistance were evaluated. The evaluation results are shown in Table 18.
- the evaluation criteria for the machining length up to the tool life of the cutting test 1 are as follows. 11m or more ⁇ 10.5m or more and less than 11 ⁇ 10m or more and less than 10.5m ⁇ Less than 10m ⁇
- the evaluation criteria for the machining length up to the tool life of the cutting test 2 are as follows. 5m or more ⁇ 4.5m or more and less than 5m ⁇ 4m or more and less than 4.5m ⁇ Less than 4m ⁇
- the ranking of this evaluation is (excellent) ⁇ > ⁇ > ⁇ > ⁇ (inferior).
- a rating of ⁇ or ⁇ means that the cutting performance is excellent.
- the obtained comprehensive evaluation results are shown in Table 18.
- the results of the abrasion resistance test of the invention were ⁇ .
- the result of the abrasion resistance test of the invention product was equivalent to or better than that of the comparative product in that it did not have x.
- the result of the fracture resistance test of all the inventive products was ⁇ ⁇ ⁇ .
- the result of the fracture resistance test of the comparative product was ⁇ . From this result, it can be seen that the inventive product is more excellent in fracture resistance than the comparative product. From this result, it can be seen that the tool life of the invention is long. As can be seen from the results, according to the present invention, the fracture resistance could be improved without reducing the wear resistance of the coated tool.
- Invention products 28 to 30 were produced as follows.
- As a base material an ISO standard SEEN1203AGTN insert-shaped cemented carbide equivalent to P10 was prepared.
- a metal evaporation source having the composition of each layer shown in Table 19 was placed in the reaction vessel of the arc ion plating apparatus.
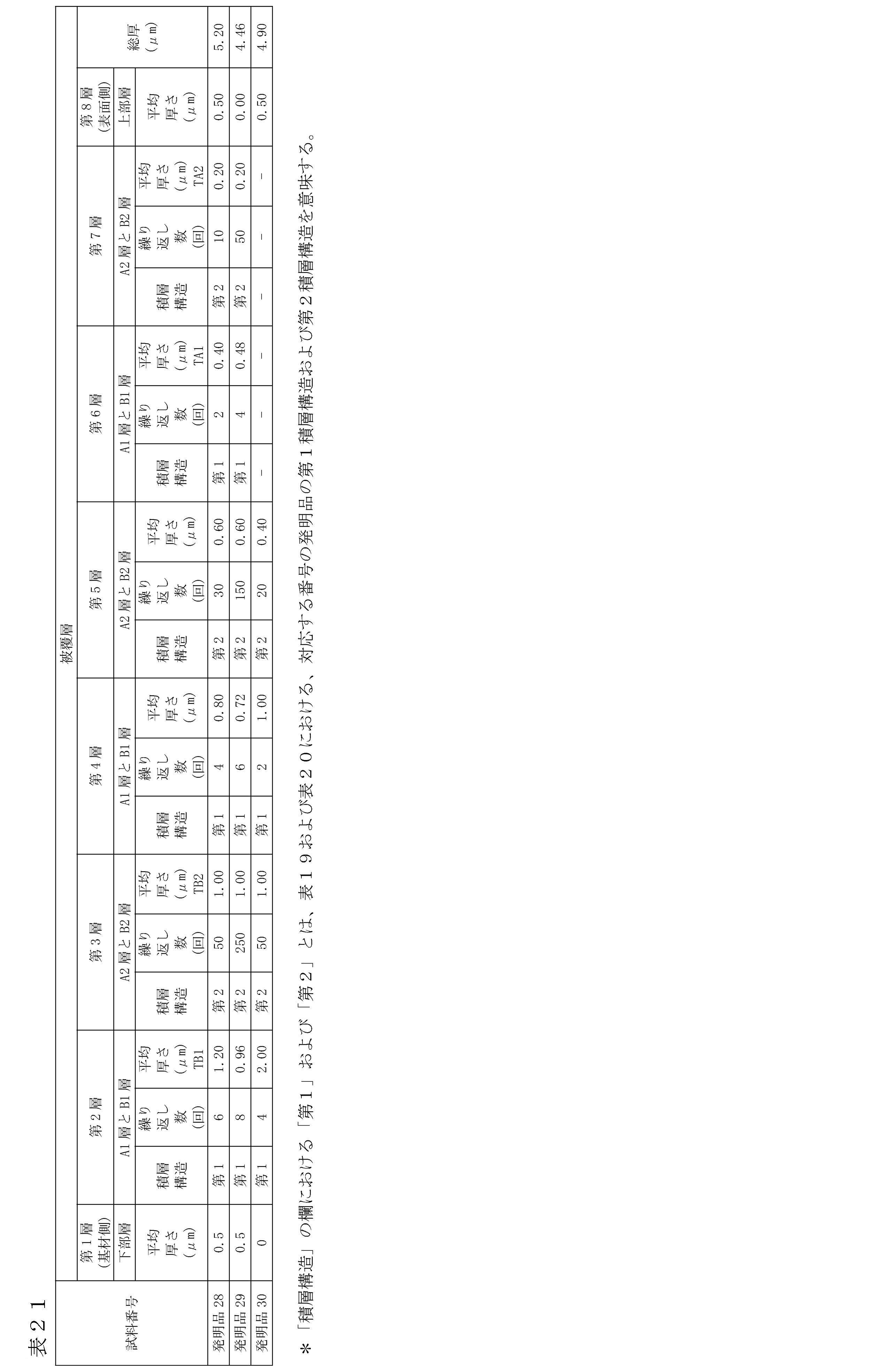
- Samples having the layer configurations shown in Table 20 and Table 21 were produced by the same manufacturing method as in Example 1.
- Example 1 The average thickness of each layer of the obtained sample and the composition of each layer were measured in the same manner as in Example 1. The results are shown in Tables 19-22. Moreover, the same cutting test 1 and the cutting test 2 as Example 1 were performed using the obtained sample, and abrasion resistance and fracture resistance were evaluated. The evaluation results are shown in Table 23.
- the evaluation criteria for the machining length up to the tool life of the cutting test 1 are as follows. 11m or more ⁇ 10.5m or more and less than 11 ⁇ 10m or more and less than 10.5m ⁇ Less than 10m ⁇
- the evaluation criteria for the machining length up to the tool life of the cutting test 2 are as follows. 5m or more ⁇ 4.5m or more and less than 5m ⁇ 4m or more and less than 4.5m ⁇ Less than 4m ⁇
- the ranking of this evaluation is (excellent) ⁇ > ⁇ > ⁇ > ⁇ (inferior).
- a rating of ⁇ or ⁇ means that the cutting performance is excellent. Table 23 shows the results of the comprehensive evaluation obtained.
- the result of the abrasion resistance test of the product was ⁇ .
- the result of the abrasion resistance test of the invention did not have x.
- the result of the fracture resistance test of all the inventive products was ⁇ ⁇ ⁇ . From this result, it can be seen that the inventive product is excellent in fracture resistance. From this result, it can be seen that the inventive product has a long tool life despite having the lower layer and / or the upper layer. As can be seen from the results, according to the present invention, the fracture resistance can be improved without reducing the wear resistance of the coated tool.
- the fracture resistance can be improved without reducing the wear resistance of the coated tool.
- the tool life can be extended as compared with the prior art. Therefore, the industrial applicability of the present invention is high.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Ceramic Engineering (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Physical Vapour Deposition (AREA)
- Drilling Tools (AREA)
Abstract
Description
(1)基材と、
前記基材の表面に形成された被覆層とを含み、
前記被覆層は、第1積層構造と、第2積層構造とを含み、
前記第1積層構造と、前記第2積層構造は、交互に2回以上連続して積層されており、
前記第1積層構造は、組成が異なる少なくとも2種類の層を含み、前記2種類の層は、交互に2回以上積層されており、
前記第1の積層構造に含まれる層の平均の厚みは、60nm以上500nm以下であり、
前記第2積層構造は、組成が異なる少なくとも2種類の層を含み、前記2種類の層は、交互に2回以上積層されており、
前記第2の積層構造に含まれる層の平均の厚みは、2nm以上60nm未満であり、
前記第1積層構造および前記第2積層構造に含まれる層は、Ti、Zr、Hf、V、Nb、Ta、Cr、Mo、W、Al、Si、Sr、Y、SnおよびBiからなる群から選択される少なくとも1種の金属元素と、炭素、窒素、酸素および硼素からなる群から選択される少なくとも1種の非金属元素とを含む化合物を含み、
前記第1積層構造および/または前記第2積層構造の平均厚さは、前記基材側から前記被覆層の表面側に向かって、連続的または段階的に減少している、被覆工具。
(2)前記第1積層構造の平均厚さは、0.2μm以上6μm以下である、(1)の被覆工具。
(3)前記第2積層構造の平均厚さは、0.02μm以上6μm以下である、(1)または(2)の被覆工具。
(4)前記被覆層全体の平均の厚みは、0.22μm以上12μm以下である、(1)から(3)のいずれかの被覆工具。
(5)前記被覆層の表面に最も近い前記第1積層構造の平均厚さをTA1、前記基材に最も近い前記第1積層構造の平均厚さをTB1としたとき、TB1に対するTA1の割合は、5%以上50%以下である、(1)から(4)のいずれかの被覆工具。
(6)前記被覆層の表面に最も近い前記第2積層構造の平均厚さをTA2、前記基材に最も近い前記第2積層構造の平均厚さをTB2としたとき、TB2に対するTA2の割合は、5%以上50%以下である、(1)から(5)のいずれかの被覆工具。
(7)前記被覆層の表面に最も近い前記第1積層構造に含まれる層の平均厚さをTC1、前記基材に最も近い前記第1積層構造に含まれる層の平均厚さをTD1としたとき、TD1に対するTC1の割合は、12%以上70%以下である、(1)から(6)のいずれかの被覆工具。
(8)前記被覆層の表面に最も近い前記第2積層構造に含まれる層の平均厚さをTC2、前記基材に最も近い前記第2積層構造に含まれる層の平均厚さをTD2としたとき、TD2に対するTC2の割合は、5%以上70%以下である、(1)から(7)のいずれかの被覆工具。
(9)前記第1積層構造に含まれる層および前記第2積層構造に含まれる層は、Ti、Nb、Ta、Cr、W、Al、Si、SrおよびYからなる群から選択される少なくとも2種の金属元素と、炭素、窒素、酸素および硼素からなる群から選択される少なくとも1種の非金属元素とを含む化合物を含む、(1)から(8)のいずれかの被覆工具。
例えば、第1積層構造が、(Al0.55Ti0.45)N層と、(Al0.67Ti0.33)N層によって構成される場合、2つの層に含まれる金属元素の種類は同一である。なぜなら、2つの層は、ともにAlとTiを含むからである。この場合、(Al0.55Ti0.45)N層に含まれるAlの原子数は、金属元素全体の原子数に対して、55原子%である。(Al0.67Ti0.33)N層に含まれるAlの原子数は、金属元素全体の原子数に対して、67原子%である。これら二つの層におけるAlの原子数の割合の差は、12原子%である。したがって、この場合、「差の絶対値が5原子%以上」という上記の条件が満たされている。
例えば、第1積層構造が、(Al0.49Ti0.39Cr0.12)N層と、(Al0.56Ti0.36Cr0.08)N層によって構成される場合、2つの層に含まれる金属元素の種類は同一である。なぜなら、2つの層は、ともにAlとTiとCrを含むからである。この場合、2つの層に含まれるTiの原子数の割合の差は、3原子%である。2つの層に含まれるCrの原子数の割合の差は、4原子%である。これらの値は、それぞれ5原子%未満である。しかし、この場合であっても、2つの層に含まれるAlの原子数の割合の差は、7原子%であるので、「差の絶対値が5原子%以上」という上記の条件が満たされている。
例えば、第1積層構造が、(Al0.50Ti0.50)N層と、(Al0.50Ti0.30Cr0.20)N層によって構成される場合、2つの層に含まれる金属元素を比較すると、この条件が満たされている。なぜなら、2つの層は、AlとTiを含むが、Crは一方の層のみに含まれているからである。
例えば、第1積層構造が、(Al0.50Cr0.50)N層と、(Al0.67Ti0.33)N層によって構成される場合も、2つの層に含まれる金属元素を比較すると、この条件が満たされている。なぜなら、2つの層は、Alを含むが、CrおよびTiは、一方の層のみに含まれているからである。
図1は、本発明の被覆工具の断面組織の模式図の一例である。以下、図1を参照して、積層周期について説明する。
例えば、組成が異なるA1層、B1層、C1層、およびD1層を、基材(1)から被覆層(2)の表面に向かって繰り返し積層する。具体的には、これらの層を、A1層→B1層→C1層→D1層→A1層→B1層→C1層→D1層→…の順で積層する。この場合、A1層からD1層までの厚みの合計が、「積層周期」である。
例えば、組成が異なるA1層とB1層を、基材(1)から被覆層(2)の表面に向かって繰り返し積層する。具体的には、これらの層を、A1層→B1層→A1層→B1層→A1層→B1層→…の順で積層する。この場合、A1層の厚みとB1層の厚みの合計が、「積層周期」である。
被覆工具の使用中に被覆層の表面に発生したクラックは、第1積層構造に到達する。第1積層構造に到達したクラックは、組成の異なる層と層との界面に平行な方向に進展する。これにより、クラックが基材まで進展することを防止する効果が得られる。このような効果は、組成が異なる2つの層を交互に2回以上積層することによって、さらに高くなる。具体的には、組成が異なるA1層とB1層を、基材から被覆層の表面に向かって、交互に2回以上積層することが好ましい。つまり、第1積層構造は、A1層→B1層→A1層→B1層→…のような交互積層構造を含むことが好ましい。
例えば、図1において、組成が異なるA2層、B2層、C2層、D2層を、基材(1)から被覆層(2)の表面に向かって繰り返し積層する。具体的には、これらの層を、A2層→B2層→C2層→D2層→A2層→B2層→C2層→D2層→…の順で積層する。この場合、A2層からD2層までの厚みの合計が、「積層周期」である。
例えば、組成が異なるA2層とB2層を、基材(1)から被覆層(2)の表面に向かって繰り返し積層する。具体的には、これらの層を、A2層→B2層→A2層→B2層→A2層→B2層→…の順で積層する。この場合、A2層の厚みとB2層の厚みの合計が、「積層周期」である。
第1積層構造と第2積層構造の位置関係は、特に限定されない。第1積層構造と第2積層構造の位置関係は、例えば、以下の(1)~(4)のいずれかである。
(1)第1積層構造が基材に最も近く、第2積層構造が被覆層の表面に最も近い。
(2)第2積層構造が基材に最も近く、第1積層構造が被覆層の表面に最も近い。
(3)第1積層構造が、基材に最も近く、かつ、被覆層の表面に最も近い。
(4)第2積層構造が、基材に最も近く、かつ、被覆層の表面に最も近い。
上記(1)~(4)において、「被覆層の表面」とは、被覆層の基材と反対側の表面のことを意味する。
上記の位置関係の中では、(1)が好ましい。第1積層構造と第2積層構造の位置関係が上記(1)である場合、第2積層構造の残留圧縮応力よりも第1積層構造の残留圧縮応力の方が低くなるため、被覆層の耐剥離性が向上する傾向があるからである。
被覆層の表面側において、第1積層構造および/または第2積層構造の平均厚さが減少することにより、第1積層構造と第2積層構造との界面の間隔が短くなる。第1積層構造と第2積層構造との界面の間隔が短くなると、クラックが第1積層構造と第2積層構造との界面と平行な方向に進展しやすくなる。その結果、クラックが基材まで進展することを抑制する効果が得られるとともに、耐欠損性が向上する。そのため、第1積層構造および第2積層構造のいずれか一方の平均厚さを薄くすると、耐欠損性が向上する。第1積層構造および第2積層構造の両方の平均厚さを薄くすると、さらに耐欠損性が向上する。
なお、「第1積層構造に含まれる層の平均厚さ」は、以下のように求められる値である。
例えば、A1層→B1層→A1層→B1層→A1層→B1層→…のように、A1層およびB1層をこの順番で100回繰り返し積層した場合、100回繰り返される積層周期の合計を求める。つぎに、積層周期の合計を、繰り返した回数である100で割った値を求める。この値が、「第1積層構造に含まれる層の平均厚さ」である。つまり、第1積層構造が「A1層→B1層→A1層→B1層→A1層→B1層→…」である場合、「A1層→B1層」の平均厚さが、「第1積層構造に含まれる層の平均厚さ」である。
なお、「第2積層構造に含まれる層の平均厚さ」は、以下のように求められる値である。
例えば、A2層→B2層→A2層→B2層→A2層→B2層→…のように、A2層およびB2層をこの順番で100回繰り返し積層した場合、100回繰り返される積層周期の合計を求める。つぎに、積層周期の合計を、繰り返した回数である100で割った値を求める。この値が、「第2積層構造に含まれる層の平均厚さ」である。つまり、第2積層構造が「A2層→B2層→A2層→B2層→A2層→B2層→…」である場合、「A2層→B2層」の平均厚さが、「第2積層構造に含まれる層の平均厚さ」である。
本発明の被覆工具の製造方法は、例えば、以下の通りである。
被覆層を構成する各層の平均厚さおよび各積層構造の平均厚さは、次のように求めることができる。
金属蒸発源に対向する面の刃先から、当該面の中心部に向かって50μmの位置の近傍において、被覆工具の断面を、3箇所以上で観察する。この観察した断面から、各層の厚さおよび各積層構造の厚さを測定する。測定した厚さの平均値を計算することによって、平均厚さを求めることができる。
比較品6の単層は、基材に-50Vのバイアス電圧を印加して、アーク電流200Aのアーク放電により金属蒸発源を蒸発させて形成した。

被覆工具の金属蒸発源に対向する面の刃先から当該面の中心部に向かって50μmの位置の近傍において、3箇所の断面をTEMで観察した。各層の厚さ、および、各積層構造の厚さを測定し、測定した厚さの平均値を計算した。
得られた試料の各層の組成は、次のように求めた。
被覆工具の金属蒸発源に対向する面の刃先から当該面の中心部に向かって50μmの位置の断面において、EDSを用いて組成を測定した。
これらの測定結果も、表1~4に示す。
なお、表1~4の各層の金属元素の組成比は、各層を構成する金属化合物における金属元素全体に対する各金属元素の原子比を示す。
被削材:SCM440、
被削材形状:105mm×220mm×60mmの直方体(但し、正面フライス加工を行う直方体の105mm×220mmの面に、直径φ40mmの穴が6箇所開けられている。)
切削速度:260m/min、
送り:0.4mm/tooth、
切り込み:2.0mm、
切削幅:105mm、
クーラント:無し、
カッター有効径:φ125mm、
評価項目:試料が欠損(試料の切れ刃部に欠けが生じる)するまでを工具寿命とした。試料が欠損するまでの加工長を測定した。
被削材:SCM440、
被削材形状:105mm×220mm×60mmの直方体、
切削速度:260m/min、
送り:0.12mm/tooth、
切り込み:2.0mm、
切削幅:50mm、
クーラント:無し、
カッター有効径:φ100mm、
評価項目:最大逃げ面摩耗幅が0.2mmに至るまでを工具寿命とした。最大逃げ面摩耗幅が0.2mmに至るまでの加工長を測定した。
11m以上 ◎
10.5m以上11未満 ○
10m以上10.5m未満 △
10m未満 ×
切削試験2の工具寿命に至るまでの加工長の評価基準は、次の通りである。
5m以上 ◎
4.5m以上5m未満 ○
4m以上4.5m未満 △
4m未満 ×
この評価の順位は、(優)◎>○>△>×(劣)である。◎または○の評価は、切削性能が優れることを意味する。得られた総合評価の結果を表6に示す。
アークイオンプレーティング装置の反応容器内に、表7に示す各層の組成になる金属蒸発源を配置した。反応容器内に、N2ガスとCH4ガスの混合ガスを導入した。混合ガス中のN2ガスとCH4ガスの分圧比は、N2:CH4=1:1である。反応容器内の圧力は、2.7Paである。反応容器内の雰囲気をこのように設定した以外は、実施例1と同様に、各層を形成し、表8および9に示す層構成の試料を作製した。
アークイオンプレーティング装置の反応容器内に、表7に示す各層の組成になる金属蒸発源を配置した。酸化物層を形成するときには、反応容器内にO2ガスを導入し、反応容器内の圧力を2.7Paに制御した。その後、窒化物層を形成するときには、反応容器内からO2ガスを排気し、反応容器内にN2ガスを導入し、反応容器内の圧力を2.7Paに制御した。反応容器内の雰囲気をこのように設定した以外は、実施例1と同様に、表8および9に示す層構成の試料を作製した。

11m以上 ◎
10.5m以上11未満 ○
10m以上10.5m未満 △
10m未満 ×
切削試験2の工具寿命に至るまでの加工長の評価基準は、次の通りである。
5m以上 ◎
4.5m以上5m未満 ○
4m以上4.5m未満 △
4m未満 ×
この評価の順位は、(優)◎>○>△>×(劣)である。◎または○の評価は、切削性能が優れることを意味する。得られた総合評価の結果を表11に示す。
基材として、ISO規格SEEN1203AGTNインサート形状のP10相当の超硬合金を用意した。アークイオンプレーティング装置の反応容器内に、表12および表13に示す各層の組成になる金属蒸発源を配置した。実施例1と同様な製造方法により、表13、14および16に示す層構成の試料を作製した。

11m以上 ◎
10.5m以上11未満 ○
10m以上10.5m未満 △
10m未満 ×
切削試験2の工具寿命に至るまでの加工長の評価基準は、次の通りである。
5m以上 ◎
4.5m以上5m未満 ○
4m以上4.5m未満 △
4m未満 ×
この評価の順位は、(優)◎>○>△>×(劣)である。◎または○の評価は、切削性能が優れることを意味する。得られた総合評価の結果を表18に示す。

基材として、ISO規格SEEN1203AGTNインサート形状のP10相当の超硬合金を用意した。アークイオンプレーティング装置の反応容器内に、表19に示す各層の組成になる金属蒸発源を配置した。実施例1と同様な製造方法により、表20および表21に示す層構成の試料を作製した。



11m以上 ◎
10.5m以上11未満 ○
10m以上10.5m未満 △
10m未満 ×
切削試験2の工具寿命に至るまでの加工長の評価基準は、次の通りである。
5m以上 ◎
4.5m以上5m未満 ○
4m以上4.5m未満 △
4m未満 ×
この評価の順位は、(優)◎>○>△>×(劣)である。◎または○の評価は、切削性能が優れることを意味する。得られた総合評価の結果を表23に示す。

1 基材
2 被覆層
3a 基材側の、厚さが大きい第1積層構造
3b 表面側の、厚さが小さい第1積層構造
4a 基材側の、厚さが大きい第2積層構造
4b 表面側の、厚さが小さい第2積層構造
5a 基材側の、厚さが大きいA1層
5b 表面側の、厚さが小さいA1層
6a 基材側の、厚さが大きいB1層
6b 表面側の、厚さが小さいB1層
7a 基材側の、厚さが大きいA2層
7b 表面側の、厚さが小さいA2層
8a 基材側の、厚さが大きいB2層
8b 表面側の、厚さが小さいB2層
Claims (9)
- 基材と、
前記基材の表面に形成された被覆層とを含み、
前記被覆層は、第1積層構造と、第2積層構造とを含み、
前記第1積層構造と、前記第2積層構造は、交互に2回以上連続して積層されており、
前記第1積層構造は、組成が異なる少なくとも2種類の層を含み、前記2種類の層は、交互に2回以上積層されており、
前記第1の積層構造に含まれる層の平均の厚みは、60nm以上500nm以下であり、
前記第2積層構造は、組成が異なる少なくとも2種類の層を含み、前記2種類の層は、交互に2回以上積層されており、
前記第2の積層構造に含まれる層の平均の厚みは、2nm以上60nm未満であり、
前記第1積層構造および前記第2積層構造に含まれる層は、Ti、Zr、Hf、V、Nb、Ta、Cr、Mo、W、Al、Si、Sr、Y、SnおよびBiからなる群から選択される少なくとも1種の金属元素と、炭素、窒素、酸素および硼素からなる群から選択される少なくとも1種の非金属元素とを含む化合物を含み、
前記第1積層構造および/または前記第2積層構造の平均厚さは、前記基材側から前記被覆層の表面側に向かって、連続的または段階的に減少している、被覆工具。 - 前記第1積層構造の平均厚さは、0.2μm以上6μm以下である、請求項1に記載の被覆工具。
- 前記第2積層構造の平均厚さは、0.02μm以上6μm以下である、請求項1または2に記載の被覆工具。
- 前記被覆層全体の平均の厚みは、0.22μm以上12μm以下である、請求項1~3のいずれか1項に記載の被覆工具。
- 前記被覆層の表面に最も近い前記第1積層構造の平均厚さをTA1、前記基材に最も近い前記第1積層構造の平均厚さをTB1としたとき、TB1に対するTA1の割合は、5%以上50%以下である、請求項1~4のいずれか1項に記載の被覆工具。
- 前記被覆層の表面に最も近い前記第2積層構造の平均厚さをTA2、前記基材に最も近い前記第2積層構造の平均厚さをTB2としたとき、TB2に対するTA2の割合は、5%以上50%以下である、請求項1~5のいずれか1項に記載の被覆工具。
- 前記被覆層の表面に最も近い前記第1積層構造に含まれる層の平均厚さをTC1、前記基材に最も近い前記第1積層構造に含まれる層の平均厚さをTD1としたとき、TD1に対するTC1の割合は、12%以上70%以下である、請求項1~6のいずれか1項に記載の被覆工具。
- 前記被覆層の表面に最も近い前記第2積層構造に含まれる層の平均厚さをTC2、前記基材に最も近い前記第2積層構造に含まれる層の平均厚さをTD2としたとき、TD2に対するTC2の割合は、5%以上70%以下である、請求項1~7のいずれか1項に記載の被覆工具。
- 前記第1積層構造に含まれる層および前記第2積層構造に含まれる層は、Ti、Nb、Ta、Cr、W、Al、Si、SrおよびYからなる群から選択される少なくとも2種の金属元素と、炭素、窒素、酸素および硼素からなる群から選択される少なくとも1種の非金属元素とを含む化合物を含む、請求項1~8のいずれか1項に記載の被覆工具。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201580016214.0A CN106132603B (zh) | 2014-03-27 | 2015-03-27 | 包覆工具 |
| EP15768527.2A EP3124146B1 (en) | 2014-03-27 | 2015-03-27 | Coated tool |
| US15/128,662 US10265775B2 (en) | 2014-03-27 | 2015-03-27 | Coated tool |
| JP2016510518A JP6507376B2 (ja) | 2014-03-27 | 2015-03-27 | 被覆工具 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014-064910 | 2014-03-27 | ||
| JP2014064910 | 2014-03-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015147241A1 true WO2015147241A1 (ja) | 2015-10-01 |
Family
ID=54195745
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/059553 WO2015147241A1 (ja) | 2014-03-27 | 2015-03-27 | 被覆工具 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10265775B2 (ja) |
| EP (1) | EP3124146B1 (ja) |
| JP (1) | JP6507376B2 (ja) |
| CN (1) | CN106132603B (ja) |
| WO (1) | WO2015147241A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018078731A1 (ja) * | 2016-10-25 | 2018-05-03 | オーエスジー株式会社 | 硬質被膜および硬質被膜被覆部材 |
| EP3346026A1 (en) * | 2017-01-07 | 2018-07-11 | Tungaloy Corporation | Coated cutting tool |
| EP3269479A4 (en) * | 2016-03-28 | 2018-12-26 | Sumitomo Electric Hardmetal Corp. | Surface-coated cutting tool and manufacturing method therefor |
| WO2018235747A1 (ja) * | 2017-06-20 | 2018-12-27 | 京セラ株式会社 | 被覆工具、切削工具及び切削加工物の製造方法 |
| CN115216726A (zh) * | 2022-08-24 | 2022-10-21 | 烟台佳隆纳米产业有限公司 | 高性能薄膜材料及其制备方法 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6507399B2 (ja) * | 2017-03-28 | 2019-05-08 | 株式会社タンガロイ | 被覆切削工具 |
| KR102064172B1 (ko) * | 2017-09-01 | 2020-01-09 | 한국야금 주식회사 | 내마모성과 인성이 우수한 경질피막 |
| WO2021070420A1 (ja) | 2019-10-10 | 2021-04-15 | 住友電工ハードメタル株式会社 | 切削工具 |
| CN114173972B (zh) * | 2019-10-10 | 2024-05-14 | 住友电工硬质合金株式会社 | 切削工具 |
| CN114173974B (zh) | 2019-10-10 | 2024-03-15 | 住友电工硬质合金株式会社 | 切削工具 |
| JP6855672B1 (ja) * | 2019-10-10 | 2021-04-07 | 住友電工ハードメタル株式会社 | 切削工具 |
| CN114173969B (zh) | 2019-10-10 | 2024-09-13 | 住友电工硬质合金株式会社 | 切削工具 |
| JP7140163B2 (ja) * | 2020-08-07 | 2022-09-21 | 株式会社タンガロイ | 被覆切削工具 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008146727A1 (ja) * | 2007-05-30 | 2008-12-04 | Sumitomo Electric Hardmetal Corp. | 表面被覆切削工具 |
| JP2010099769A (ja) * | 2008-10-23 | 2010-05-06 | Kyocera Corp | 表面被覆工具 |
| JP2010188461A (ja) * | 2009-02-17 | 2010-09-02 | Sumitomo Electric Ind Ltd | 表面被覆切削工具 |
| JP2011104722A (ja) * | 2009-11-18 | 2011-06-02 | Mitsubishi Materials Corp | 耐欠損性、耐溶着性にすぐれたダイヤモンド被覆工具 |
| JP2011104687A (ja) * | 2009-11-16 | 2011-06-02 | Mitsubishi Materials Corp | 耐剥離性と耐摩耗性にすぐれたダイヤモンド被覆工具 |
| WO2014025057A1 (ja) * | 2012-08-10 | 2014-02-13 | 株式会社タンガロイ | 被覆工具 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3460287B2 (ja) | 1994-01-21 | 2003-10-27 | 住友電気工業株式会社 | 耐摩耗性に優れた表面被覆部材 |
| JP3849135B2 (ja) | 2001-12-27 | 2006-11-22 | 三菱マテリアル株式会社 | 硬質被覆層が重切削条件で被削材に対して良好な食いつき性を示す表面被覆超硬合金製切削工具 |
| CN101090789B (zh) * | 2004-12-27 | 2010-08-25 | 住友电工硬质合金株式会社 | 表面被覆切削工具 |
| NZ549470A (en) * | 2006-08-28 | 2009-01-31 | Fonterra Co Operative Group | Dairy product and process |
| SE0602814L (sv) * | 2006-12-27 | 2008-06-28 | Sandvik Intellectual Property | Skärverktyg med multiskiktbeläggning |
| US7947363B2 (en) | 2007-12-14 | 2011-05-24 | Kennametal Inc. | Coated article with nanolayered coating scheme |
| WO2011095292A1 (en) * | 2010-02-04 | 2011-08-11 | Oerlikon Trading Ag, Trübbach | CUTTING TOOLS WITH Al-Cr-B-N / Ti-Al-N MULTILAYER COATINGS |
| JP5531814B2 (ja) * | 2010-06-24 | 2014-06-25 | 宇部興産機械株式会社 | 射出成形方法 |
| EP2700460B1 (en) | 2011-04-20 | 2018-11-07 | Tungaloy Corporation | Coated cutting tool |
| US8620218B2 (en) * | 2011-06-29 | 2013-12-31 | Broadcom Corporation | Power harvesting and use in a near field communications (NFC) device |
-
2015
- 2015-03-27 US US15/128,662 patent/US10265775B2/en active Active
- 2015-03-27 WO PCT/JP2015/059553 patent/WO2015147241A1/ja active Application Filing
- 2015-03-27 JP JP2016510518A patent/JP6507376B2/ja active Active
- 2015-03-27 CN CN201580016214.0A patent/CN106132603B/zh active Active
- 2015-03-27 EP EP15768527.2A patent/EP3124146B1/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008146727A1 (ja) * | 2007-05-30 | 2008-12-04 | Sumitomo Electric Hardmetal Corp. | 表面被覆切削工具 |
| JP2010099769A (ja) * | 2008-10-23 | 2010-05-06 | Kyocera Corp | 表面被覆工具 |
| JP2010188461A (ja) * | 2009-02-17 | 2010-09-02 | Sumitomo Electric Ind Ltd | 表面被覆切削工具 |
| JP2011104687A (ja) * | 2009-11-16 | 2011-06-02 | Mitsubishi Materials Corp | 耐剥離性と耐摩耗性にすぐれたダイヤモンド被覆工具 |
| JP2011104722A (ja) * | 2009-11-18 | 2011-06-02 | Mitsubishi Materials Corp | 耐欠損性、耐溶着性にすぐれたダイヤモンド被覆工具 |
| WO2014025057A1 (ja) * | 2012-08-10 | 2014-02-13 | 株式会社タンガロイ | 被覆工具 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3124146A4 * |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11872636B2 (en) | 2016-03-28 | 2024-01-16 | Sumitomo Electric Hardmetal Corp. | Surface-coated cutting tool and method for manufacturing same |
| EP3269479A4 (en) * | 2016-03-28 | 2018-12-26 | Sumitomo Electric Hardmetal Corp. | Surface-coated cutting tool and manufacturing method therefor |
| JPWO2018078731A1 (ja) * | 2016-10-25 | 2019-09-26 | オーエスジー株式会社 | 硬質被膜および硬質被膜被覆部材 |
| WO2018078731A1 (ja) * | 2016-10-25 | 2018-05-03 | オーエスジー株式会社 | 硬質被膜および硬質被膜被覆部材 |
| CN109937268B (zh) * | 2016-10-25 | 2021-09-21 | Osg株式会社 | 硬质被膜和硬质被膜被覆构件 |
| US11028487B2 (en) | 2016-10-25 | 2021-06-08 | Osg Corporation | Hard coating and member coated with hard coating |
| CN109937268A (zh) * | 2016-10-25 | 2019-06-25 | Osg株式会社 | 硬质被膜和硬质被膜被覆构件 |
| JP7083448B2 (ja) | 2017-01-07 | 2022-06-13 | 株式会社タンガロイ | 被覆切削工具 |
| JP2018111201A (ja) * | 2017-01-07 | 2018-07-19 | 株式会社タンガロイ | 被覆切削工具 |
| CN108286047A (zh) * | 2017-01-07 | 2018-07-17 | 株式会社泰珂洛 | 被覆切削工具 |
| EP3346026A1 (en) * | 2017-01-07 | 2018-07-11 | Tungaloy Corporation | Coated cutting tool |
| JPWO2018235747A1 (ja) * | 2017-06-20 | 2020-04-16 | 京セラ株式会社 | 被覆工具、切削工具及び切削加工物の製造方法 |
| WO2018235747A1 (ja) * | 2017-06-20 | 2018-12-27 | 京セラ株式会社 | 被覆工具、切削工具及び切削加工物の製造方法 |
| JP7029452B2 (ja) | 2017-06-20 | 2022-03-03 | 京セラ株式会社 | 被覆工具、切削工具及び切削加工物の製造方法 |
| US11478858B2 (en) | 2017-06-20 | 2022-10-25 | Kyocera Corporation | Coated tool, cutting tool, and method for manufacturing machined product |
| CN115216726A (zh) * | 2022-08-24 | 2022-10-21 | 烟台佳隆纳米产业有限公司 | 高性能薄膜材料及其制备方法 |
| CN115216726B (zh) * | 2022-08-24 | 2023-11-14 | 烟台佳隆纳米产业有限公司 | 高性能薄膜材料及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3124146A1 (en) | 2017-02-01 |
| EP3124146A4 (en) | 2017-11-01 |
| JP6507376B2 (ja) | 2019-05-08 |
| JPWO2015147241A1 (ja) | 2017-04-13 |
| US10265775B2 (en) | 2019-04-23 |
| EP3124146B1 (en) | 2020-06-24 |
| US20180071829A1 (en) | 2018-03-15 |
| CN106132603A (zh) | 2016-11-16 |
| CN106132603B (zh) | 2018-01-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2015156383A1 (ja) | 被覆工具 | |
| JP5817932B2 (ja) | 被覆工具 | |
| WO2015147241A1 (ja) | 被覆工具 | |
| JP6507399B2 (ja) | 被覆切削工具 | |
| KR102072466B1 (ko) | 피복절삭공구 | |
| EP3173169B1 (en) | Coated cutting tool | |
| JP6601694B2 (ja) | 被覆切削工具 | |
| JP6601692B2 (ja) | 被覆切削工具 | |
| US10583494B2 (en) | Coated drill | |
| JP7288602B2 (ja) | 被覆切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15768527 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2016510518 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15128662 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015768527 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015768527 Country of ref document: EP |