WO2015146169A1 - 化学強化処理によりガラス板に発生する反りを低減する方法、化学強化用ガラス板の製造方法及び化学強化ガラス板の製造方法 - Google Patents
化学強化処理によりガラス板に発生する反りを低減する方法、化学強化用ガラス板の製造方法及び化学強化ガラス板の製造方法 Download PDFInfo
- Publication number
- WO2015146169A1 WO2015146169A1 PCT/JP2015/001702 JP2015001702W WO2015146169A1 WO 2015146169 A1 WO2015146169 A1 WO 2015146169A1 JP 2015001702 W JP2015001702 W JP 2015001702W WO 2015146169 A1 WO2015146169 A1 WO 2015146169A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- glass plate
- chemical strengthening
- glass
- warpage
- strain point
- Prior art date
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B25/00—Annealing glass products
- C03B25/04—Annealing glass products in a continuous way
- C03B25/06—Annealing glass products in a continuous way with horizontal displacement of the glass products
- C03B25/08—Annealing glass products in a continuous way with horizontal displacement of the glass products of glass sheets
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C21/00—Treatment of glass, not in the form of fibres or filaments, by diffusing ions or metals in the surface
- C03C21/001—Treatment of glass, not in the form of fibres or filaments, by diffusing ions or metals in the surface in liquid phase, e.g. molten salts, solutions
- C03C21/002—Treatment of glass, not in the form of fibres or filaments, by diffusing ions or metals in the surface in liquid phase, e.g. molten salts, solutions to perform ion-exchange between alkali ions
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B18/00—Shaping glass in contact with the surface of a liquid
- C03B18/02—Forming sheets
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Definitions
- the present invention relates to a method for reducing warpage generated in a glass plate by a chemical strengthening treatment, a method for producing a glass plate for chemical strengthening, and a method for producing a chemically strengthened glass plate.
- a cover glass for protecting the surface is disposed in an image display device of a portable device such as a mobile phone, a smartphone, and a personal digital assistant (PDA).
- a cover glass a chemically strengthened glass plate having a thin thickness of 1.1 mm or less is generally used.
- the difference in the amount of ion exchange in the former is considered to be mainly caused by the penetration of tin components into the bottom surface of the glass plate during molding in the float bath. Therefore, conventionally, a polishing process for removing the tin intrusion layer has been performed. However, such processing is one factor that increases the manufacturing cost.
- Patent Document 1 discloses that the preheating (preheating) temperature before the chemical strengthening treatment is at least 100 ° C. lower than the strain point temperature in order to suppress thermal deformation caused by the weight of the glass.
- a chemical strengthening process is normally performed by immersing a glass plate in potassium nitrate, sodium nitrate, or these mixed molten salts for a predetermined time.
- Preheating before chemical strengthening treatment refers to the temperature of the molten salt being avoided when the glass plate is brought into contact with the molten salt used in the chemical strengthening treatment due to heat shock or when the glass plate is brought into contact with the molten salt. This is intended to prevent falling too much.
- the present invention can reduce the warpage of the glass plate caused by the chemical strengthening treatment even when the glass plate is a thin glass plate or a large glass plate. It aims at providing the method of reducing the curvature which generate
- the inventors have found that even a thin glass plate or a large glass plate can reduce warpage generated in the glass plate after the chemical strengthening treatment by performing the heat treatment under a certain condition before the chemical strengthening treatment.
- the present invention has been reached. It should be noted that the present invention overturns the conventional wisdom that preheating for chemical strengthening treatment must be minimized in order to avoid thermal deformation. It is a method that can reduce the above.
- the present invention is a method for reducing the warpage of the glass plate generated by subjecting a glass plate produced by a float process to chemical strengthening treatment, Prior to the chemical strengthening treatment, the glass plate manufactured by the float process is held for 10 minutes or more within the temperature range of the strain point of the glass constituting the glass plate to -70 ° C to the strain point + 20 ° C. , Provided is a method for reducing warpage generated in a glass plate by chemical strengthening treatment.
- the present invention further provides: (I) a step of producing a glass plate made of soda-lime glass by a float method; (II) holding the glass plate produced in the step (I) within a temperature range of the glass strain point of ⁇ 70 ° C. to strain point + 20 ° C. for 10 minutes or more; The manufacturing method of the glass plate for chemical strengthening containing this is provided.
- the present invention further provides: (I) a step of preparing a glass plate for chemical strengthening obtained by the method for producing a glass plate for chemical strengthening of the present invention, (Ii) performing a chemical strengthening treatment on the chemical strengthening glass plate; A method for producing a chemically strengthened glass sheet is provided.
- the glass plate is held within a temperature range of -70 ° C to + 20 ° C of the strain point of the glass for at least 10 minutes before the chemical strengthening treatment. Even if it is a thin glass plate or a large glass plate, it is possible to reduce the warpage of the glass plate caused by the chemical strengthening treatment.
- the temperature of preheating for the chemical strengthening treatment is not limited.
- the method of the present invention even if it is a thin glass plate or a large glass plate, it is possible to reduce the warpage of the glass plate caused by the chemical strengthening treatment, and heat shock when contacting with the molten salt during the chemical strengthening treatment. It is possible to sufficiently suppress the breakage of the glass plate.
- the method for producing a glass sheet for chemical strengthening of the present invention even a thin glass plate or a large glass plate can reduce the warpage of the glass plate caused by the chemical strengthening treatment, and at the time of the chemical strengthening treatment,
- the glass plate for chemical strengthening which can fully suppress the crack of the glass plate by the heat shock at the time of making it contact can be provided.
- the method for producing a chemically strengthened glass plate of the present invention it is possible to provide a chemically strengthened glass plate in which the warpage is sufficiently reduced while suppressing the occurrence of cracking even if the glass plate is a thin glass plate or a large glass plate.
- FIG. 6 is a graph showing a temperature change of a glass plate in the heat treatment performed in Examples 1 to 14.
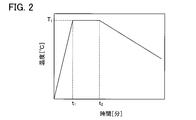
- 3 is a graph showing the temperature change of the glass plate in the heat treatment performed in Examples 15 to 31.
- the method of the present embodiment is a method for reducing the warpage of a glass plate generated by subjecting a glass plate produced by a float process to chemical strengthening treatment.
- the glass plate produced by the above method is held for 10 minutes or more within a temperature range of -70 ° C. to 20 ° C. of the strain point of the glass constituting the glass plate.
- the glass plate is generated by the chemical strengthening treatment by performing a heat treatment of holding the glass plate within a temperature range of -70 ° C. to strain point + 20 ° C. for 10 minutes or more. It is possible to improve the warping (reduce the warping). It was a surprising result that the warpage of the glass plate after chemical strengthening was improved only by performing such a heat treatment before the chemical strengthening treatment. This is because, according to conventional common sense, if heat treatment is performed at a relatively high temperature, warping after chemical strengthening may deteriorate, but it is not considered to improve.
- the method of placing flat a glass plate on a flat support body the method of standing a glass plate on a glass holder, etc. are mentioned.
- the method of standing the glass plate on the glass holder is preferable because a plurality of glass plates can be processed simultaneously, but the present embodiment is not limited thereto.
- thermal shrinkage occurs due to structural relaxation of the glass by performing the above heat treatment, and the glass density increases and the rigidity of the glass increases. it is conceivable that.
- the rigidity of the glass it is presumed that the bending force generated in the glass plate due to the chemical strengthening can be countered and the warpage is reduced.
- the deflection of the glass plate was measured before and after the heat treatment.
- the measurement method of the deflection measurement is as follows. As a result, the deflection of the glass plate before the heat treatment was 1.9 mm, whereas the deflection of the glass plate after the heat treatment was 1.6 mm. Thus, it was confirmed that the glass plate after the heat treatment has a smaller amount of bending than the glass plate before the heat treatment. That is, it is considered that the heat treatment increases the rigidity of the glass and increases the resistance against bending deformation of the glass plate.
- Glass plate sample Soda lime glass manufactured by a float process having a rectangle of 200 mm ⁇ 300 mm and a thickness of 0.55 mm (the glass composition is the same as that used in the examples described later).
- Heating treatment After holding in a furnace at 510 ° C. for 90 minutes, it is allowed to cool in the atmosphere.
- a laser displacement meter (CD5A-N manufactured by Optex FA Co., Ltd.) was used. The glass plate sample was placed flat with the four corners supported, and the distance between the center of the glass plate sample and the displacement meter was measured.
- the difference between the distance when the weight (cylindrical hollow pipe shape) of about 130 g was not placed on the center of the glass plate sample was evaluated as the amount of displacement (deflection) caused by the weight of the weight.
- the amount of deflection was the average value of the two glass plate samples.
- the temperature of the heat treatment is preferably a glass strain point of ⁇ 40 ° C. or higher, more preferably a strain point of ⁇ 20 ° C. or higher.
- the temperature of the heat treatment is too high, the influence of thermal deformation due to the weight of the glass plate becomes large, and this thermal deformation exceeds the effect of improving the warp due to the heat treatment, and the effect of improving the warp after chemical strengthening cannot be obtained. There is a case.
- the temperature of the said heat processing shall be 20 degrees C or less of the strain point of the glass of a glass plate, Preferably it shall be below a strain point.
- the temperature of the heat treatment to a strain point of ⁇ 40 ° C. to a strain point, even a large glass plate such as a glass plate having a rectangular shape with a side of 300 mm or more is generated by the chemical strengthening treatment. Therefore, it is possible to suppress the amount of warping to be small, and it is possible to improve warpage more effectively.
- the time for holding the glass plate in the predetermined temperature range in the heat treatment can sufficiently obtain the effect of improving the warp if it is 10 minutes or more, but preferably 30 minutes or more, more preferably in order to further enhance the effect of improving the warp. Is 60 minutes or longer, particularly preferably 90 minutes or longer.
- the glass plate In the heat treatment, it is only necessary to hold the glass plate within the predetermined temperature range specified in the present embodiment for a predetermined time.
- the conditions such as the rate of temperature increase to the predetermined temperature range and the temperature decrease rate from the predetermined temperature range are, in particular, Is not limited.
- the heat treatment may be performed before the chemical strengthening treatment, and may be performed as a preheating step performed before the chemical strengthening treatment, or may be performed as a completely separate treatment from the chemical strengthening treatment. It is also possible to do. That is, the heat treatment (which also serves as preheating for chemical strengthening treatment) ⁇ chemical strengthening treatment can be performed in this order, and the heat treatment ⁇ preheating for chemical strengthening treatment ⁇ chemical strengthening treatment in this order. It is also possible to implement.
- the glass plate is manufactured by the float process. Therefore, as described in [Background Art], the warpage of the glass plate is caused by the difference in the amount of ion exchange during the chemical strengthening process caused by the intrusion of the tin component into the bottom surface of the glass plate during molding in the float bath. May occur. Therefore, in order to suppress the occurrence of warping due to the difference in the amount of ion exchange, conventionally, a polishing process or the like has been performed to remove the tin intrusion layer.
- the rigidity of the glass is increased as described above, warping due to the difference in the amount of ion exchange is less likely to occur, and as a result, for example, the amount of polishing is reduced or the polishing process is performed It is also possible to realize the omission.
- the glass plate of the present embodiment is a glass plate manufactured by a float method, which is a continuous manufacturing method of a glass plate.
- a glass raw material melted in a float kiln is formed into a plate-like glass ribbon on a molten metal in a float bath. Cut into glass plates.
- the glass plate of this embodiment should just be a glass plate manufactured by the well-known float method, and the manufacturing conditions in a float method are not specifically limited.
- soda lime glass or aluminosilicate glass which is generally applied as chemically tempered glass can be used, and its composition is not particularly limited.
- the method of this embodiment is preferably applied to a glass plate made of soda lime glass.
- a glass plate made of soda lime glass is more likely to infiltrate the bottom surface during molding by the float method than a glass plate made of other glass, for example, aluminosilicate glass. For this reason, a difference is likely to occur in the ion exchange rate between the top surface and the bottom surface.
- soda lime glass is formed into a thin glass plate by the float process, the effect of the present invention is likely to appear remarkably because the top surface tends to have a rapid cooling structure compared to the bottom surface.
- the top surface which has a rougher structure than the bottom surface, is subjected to heat treatment so that the structure is more relaxed than the bottom surface and becomes a dense structure, and the ion exchange rate during the chemical strengthening treatment is suppressed, and the bottom surface side is reduced.
- the difference from the ion exchange rate is reduced.
- soda lime glass since the difference between the temperature range of the heat treatment and the temperature of the molten salt used for the chemical strengthening treatment of soda lime glass is small, when performing the chemical strengthening treatment subsequent to the heat treatment, use of heat This is advantageous from the viewpoint of preventing cracking due to heat shock.
- the method of the present embodiment can provide a remarkable effect particularly when applied to a thin glass plate having a thickness of 1.1 mm or less.
- the method of manufacturing the glass sheet for chemical strengthening of the present embodiment is as follows: (I) a step of producing a glass plate made of soda-lime glass by a float method; (II) holding the glass plate produced in the step (I) within a temperature range of the glass strain point of ⁇ 70 ° C. to strain point + 20 ° C. for 10 minutes or more; including. According to this manufacturing method, by including the step (II), it is possible to manufacture a glass plate in which warpage is reduced even when a chemical strengthening treatment is performed thereafter. In addition, the mechanism by which the curvature by the chemical strengthening process implemented after that by process (II) is reduced is as having demonstrated in Embodiment 1. FIG.
- the method of placing flat a glass plate on a flat support body, the method of standing a glass plate on a glass holder, etc. are mentioned.
- the method of standing the glass plate on the glass holder is preferable because a plurality of glass plates can be processed simultaneously, but the present embodiment is not limited thereto.
- the chemical strengthening treatment can be carried out without particularly limiting the preheating conditions during the chemical strengthening treatment. Therefore, according to the manufacturing method of the glass plate for chemical strengthening of this embodiment, even if it is a thin glass plate or a large glass plate, the warp of the glass plate caused by the chemical strengthening treatment can be reduced, and the molten salt at the time of the chemical strengthening treatment can be reduced.
- the glass plate for chemical strengthening which can fully suppress the crack of the glass plate by the heat shock at the time of making it contact with can be provided.
- step (II) it is possible to manufacture a glass plate in which warpage is reduced without performing the step of polishing the surface of the glass plate. Become. Therefore, in the manufacturing method of the glass plate for chemical strengthening of this embodiment, the process of grind
- the glass plate in the heat treatment in the step (II), is subjected to a temperature from the strain point of the glass plate of ⁇ 40 ° C. (more preferably, the strain point of ⁇ 20 ° C.) to the temperature of the strain point. It is preferable to keep it within the range for 10 minutes or more. Thereby, the glass plate for chemical strengthening of a big size which has a rectangular shape whose one side is 300 mm or more can also be manufactured.
- a preferable range of the time for holding at a predetermined temperature during the heat treatment is the same as the range described in the first embodiment.
- a chemically strengthened glass can be obtained by performing a chemical strengthening process with respect to the glass plate for chemical strengthening manufactured with the manufacturing method of the glass plate for chemical strengthening of this embodiment. That is, the manufacturing method of the chemically strengthened glass plate of this embodiment is (I) a step of preparing a glass plate for chemical strengthening obtained by the method for producing a glass plate for chemical strengthening of the present embodiment; (Ii) performing a chemical strengthening treatment on the chemical strengthening glass plate; including.
- the manufacturing method of the chemically strengthened glass plate of the present embodiment since the glass plate for chemical strengthening manufactured by the method of manufacturing the glass plate for chemical strengthening of the present embodiment is used, the preheating conditions during the chemical strengthening treatment are used.
- the chemical strengthening treatment can be performed without any particular limitation. As a result, even if it is a thin glass plate or a large glass plate, it is possible to provide a chemically strengthened glass plate in which the amount of warpage is sufficiently reduced while suppressing the occurrence of cracks.
- Example 1 to 14 and Comparative Examples 1 to 3 [Glass plate manufacturing method] A glass plate having a thickness of 0.55 mm was produced by the float process. This glass plate is made of soda lime glass, and the glass composition, strain point and glass transition temperature of the glass are as shown in Table 1. The glass material prepared so that it might become the glass composition shown in Table 1 was fuse
- a non-contact three-dimensional measuring device (“NH-3N” manufactured by Mitaka Kogyo Co., Ltd.) was used for measuring the amount of warpage.
- the glass plate after chemical strengthening was supported with two sides facing each other with the top surface warped on the convex side facing up, and the coordinates in the height direction of the center of the top surface were measured. Next, the glass plate was turned over, and the coordinates in the central height direction were measured in the same manner. The amount of warpage was half of the two measurement results. By measuring both the top surface and the bottom surface of the glass plate, the amount of warpage obtained has the effect of deflection due to its own weight removed.
- Example 15 to 31 and Comparative Examples 4 to 8 Glass plate manufacturing method
- Glass plates were produced in the same manner as in Examples 1 to 14 and Comparative Examples 1 to 3, except that the glass plate was a 370 mm ⁇ 470 mm rectangle and the thickness was 0.4 to 0.7 mm.
- Table 3 shows the thicknesses of the glass plates of the examples and comparative examples.
- the glass plate After the ion exchange, the glass plate is melted for 5 minutes in an atmosphere of 340 ° C., cooled in an atmosphere of 200 ° C. for 20 minutes, and then cooled in water at 50 ° C. for 25 minutes and then at room temperature. For 15 minutes to remove KNO 3 adhering to the glass plate. Thereby, the glass plate in which heat treatment and chemical strengthening treatment were performed was obtained.
- preheating and ion exchange were performed by the same method as in Examples 15 to 31 without performing heat treatment.
- All glass plates of Examples 15 to 31 (heating temperature: 440 to 530 ° C. (strain point ⁇ 63 ° C. to strain point + 27 ° C.)) subjected to the heat treatment specified in the present invention have high warpage improvement rates. It was. Further, by setting the heating temperature of the heat treatment within the range of strain point ⁇ 40 ° C. to strain point, the improvement rate of the warp amount could be 40% or more.
- the method of the present invention it is possible to provide a glass plate in which the amount of warpage after chemical strengthening is reduced in addition to the improvement of strength by chemical strengthening treatment.
- This glass plate can be suitably used for applications requiring thinness and strength, such as a cover glass for protecting the surface of an image display device of a portable device.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Surface Treatment Of Glass (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
Abstract
Description
化学強化処理が施されるよりも前に、フロート法で製造されたガラス板を、前記ガラス板を構成するガラスの歪点-70℃~歪点+20℃の温度範囲内に10分以上保持する、
化学強化処理によりガラス板に発生する反りを低減する方法を提供する。
(I)フロート法で、ソーダライムガラスからなるガラス板を製造する工程と、
(II)前記工程(I)で製造された前記ガラス板を、前記ガラスの歪点-70℃~歪点+20℃の温度範囲内に10分以上保持する工程と、
を含む、化学強化用ガラス板の製造方法を提供する。
(i)上記本発明の化学強化用ガラス板の製造方法によって得られた化学強化用ガラス板を準備する工程と、
(ii)前記化学強化用ガラス板に対して化学強化処理を施す工程と、
を含む、化学強化ガラス板の製造方法を提供する。
本発明に係る、化学強化処理によりガラス板に発生する反りを低減する方法の実施形態について説明する。本実施形態の方法は、フロート法で製造されたガラス板に化学強化処理を施すことにより発生するガラス板の反りを低減する方法であって、化学強化処理が施されるよりも前に、フロート法で製造されたガラス板を、前記ガラス板を構成するガラスの歪点-70℃~歪点+20℃の温度範囲内に10分以上保持する。
(ガラス板サンプル)
200mm×300mmの長方形で、厚さが0.55mmである、フロート法により製造されたソーダライムガラス(ガラス組成は、後述の実施例で用いられたものと同じ)。
(熱処理)
510℃の炉内で90分保持後、大気中で放冷。
(計測)
レーザ変位計(オプテックスFA株式会社製CD5A-N)を使用した。ガラス板サンプルの四隅を支持した状態で平置きにして、ガラス板サンプル中央部と変位計との距離を測定した。ガラス板サンプル中央部に、約130gの錘(円筒中空パイプ形状)を乗せないときと乗せたときの距離の差を、錘の重量によって生じた変位量(撓み量)として評価した。撓み量は、2枚のガラス板サンプルの平均値とした。
本発明に係る化学強化用ガラス板の製造方法及び化学強化ガラス板の製造方法の実施形態について説明する。
(I)フロート法で、ソーダライムガラスからなるガラス板を製造する工程と、
(II)前記工程(I)で製造された前記ガラス板を、前記ガラスの歪点-70℃~歪点+20℃の温度範囲内に10分以上保持する工程と、
を含む。この製造方法によれば、工程(II)を含むことにより、その後に化学強化処理が施された場合でも、反りが低減されるガラス板を製造できる。なお、工程(II)によって、それよりも後で実施される化学強化処理による反りが低減されるメカニズムは、実施形態1で説明したとおりである。なお、工程(II)においてガラス板を保持する方法としては、平坦な支持体にガラス板を平置きする方法、及び、ガラス板をガラスホルダーに立てる方法等が挙げられる。ガラス板をガラスホルダーに立てる方法は、複数のガラス板を同時に処理することができるため好ましいが、本実施形態はそれに限定されるものではない。
(i)本実施形態の化学強化用ガラス板の製造方法によって得られた化学強化用ガラス板を準備する工程と、
(ii)前記化学強化用ガラス板に対して化学強化処理を施す工程と、
を含む。本実施形態の化学強化ガラス板の製造方法では、本実施形態の化学強化用ガラス板の製造方法によって製造された化学強化用ガラス板を用いているので、化学強化処理の際の予備加熱の条件が特に制限されることなく化学強化処理を実施できる。その結果、薄いガラス板や大きいガラス板であっても、割れの発生を抑えつつ、反り量が十分に低減された化学強化ガラス板を提供できる。
[ガラス板の製造方法]
フロート法によって、厚さ0.55mmのガラス板を製造した。なお、このガラス板はソーダライムガラスからなり、当該ガラスのガラス組成、歪点及びガラス転移温度は表1に示すとおりである。表1に示すガラス組成となるように調合したガラス材料を溶融し、フロートバスの溶融錫上で溶融したガラス材料をガラスリボンへと成形した。本実施例では、このガラスリボンを切断して50mm×50mmの正方形のガラス板を得た。

フロート法で製造されたガラス板を、常温で洗浄した後、ガラスホルダーに立てた状態で電気炉(株式会社モトヤマ製「SU-2025」)にて加熱した。比較例1以外の加熱条件は、表2及び図1に示すとおりであった。加熱されたガラス板の温度を下げることなく、当該ガラス板を化学強化のために460℃のKNO3溶融塩に浸漬させ、2時間イオン交換を行った。比較例1のみ、300℃の雰囲気の炉内にガラス板を10分間さらした後、イオン交換を実施した。イオン交換後は、ガラス板を、300℃の雰囲気で10分間で溶融塩切りをして、常温雰囲気で10分間冷却を行い、その後、50℃の水で洗浄してガラス板に付着しているKNO3を取り除いた。これにより、熱処理及び化学強化処理が施されたガラス板が得られた。
反り量の測定には非接触3次元測定装置(三鷹光器株式会社製「NH-3N」)を使用した。化学強化後のガラス板を、凸側に反ったトップ面を上に向けて対向する2辺を支持し、トップ面の中央の高さ方向の座標を測定した。次にガラス板を裏返して、同様に、中央の高さ方向の座標を測定した。それら2つの測定結果の半分の量を反り量とした。ガラス板のトップ面及びボトム面の両方を測定することによって、得られた反り量には、自重によるたわみの影響が除かれている。各実施例及び比較例について8枚のガラス板の反り量を測定し、その平均値を各実施例及び比較例のガラス板の反り量とした。結果は、表2に示すとおりである。なお、実施例1~14と比較例2及び3の反り量の改善率とは、比較例1を基準としたものである。改善率がマイナスとなっているものは、反り量が悪化したことを示す。

[ガラス板の製造方法]
ガラス板を370mm×470mmの長方形とし、厚さを0.4~0.7mmとした点以外は、実施例1~14及び比較例1~3と同じ方法でガラス板を作製した。各実施例及び比較例のガラス板の厚さは、表3に示すとおりである。
実施例15~31のガラス板に対して熱処理を行った。この熱処理は、ガラスホルダーにガラス板を複数枚立てた状態で、熱風循環電気炉(株式会社水上電機製作所製 特注品 サイズ「950×950×950mm」)にて加熱処理した。加熱条件等は、表3及び図2に示すとおりである。室温まで冷却したガラス板を、常温で洗浄した後、340℃(歪点-163℃)の雰囲気下で30分間の予備加熱工程を経て、化学強化のためにKNO3溶融塩に浸漬させてイオン交換を行った。イオン交換条件は、表3に示すとおりである。イオン交換後は、ガラス板を、340℃の雰囲気で5分間で溶融塩切りをして、200℃の雰囲気で20分間冷却を行い、その後、50℃の水に25分間、次に常温の水に15分間浸漬させて、ガラス板に付着しているKNO3を取り除いた。これにより、熱処理及び化学強化処理が施されたガラス板が得られた。比較例4~8のガラス板については、熱処理を行わずに、実施例15~31の場合と同じ方法で予備加熱及びイオン交換を行った。
化学強化後のガラス板を、凸側に反ったトップ面を下に向けて平坦な定盤上に置き、隙間ゲージを用いてガラス板と定盤との間隔を8点測定し、最大値をそのガラス板の反り量とした。各実施例及び比較例について5枚のガラス板の反り量を測定し、その平均値を各実施例及び比較例のガラス板の反り量とした。結果は、表3に示すとおりである。なお、実施例15~18の反り量の改善率は比較例4を基準とし、実施例19の反り量の改善率は比較例5を基準とし、実施例20の反り量の改善率は比較例6を基準とし、実施例21及び22の反り量の改善率は比較例7を基準とし、実施例23~31の反り量の改善率は比較例8を基準としたものである。

Claims (5)
- フロート法で製造されたガラス板に化学強化処理を施すことにより発生する前記ガラス板の反りを低減する方法であって、
化学強化処理が施されるよりも前に、フロート法で製造されたガラス板を、前記ガラス板を構成するガラスの歪点-70℃~歪点+20℃の温度範囲内に10分以上保持する、
化学強化処理によりガラス板に発生する反りを低減する方法。 - (I)フロート法で、ソーダライムガラスからなるガラス板を製造する工程と、
(II)前記工程(I)で製造された前記ガラス板を、前記ガラスの歪点-70℃~歪点+20℃の温度範囲内に10分以上保持する工程と、
を含む、化学強化用ガラス板の製造方法。 - 前記ガラス板の表面を研磨する工程を含まない、
請求項2に記載の化学強化用ガラス板の製造方法。 - 前記工程(II)において、前記ガラス板を、前記ガラスの歪点-40℃~歪点の温度範囲内に10分以上保持し、
前記化学強化用ガラス板は、一辺が300mm以上の矩形形状を有する、
請求項2に記載の化学強化用ガラス板の製造方法。 - (i)請求項2に記載の方法によって得られた化学強化用ガラス板を準備する工程と、
(ii)前記化学強化用ガラス板に対して化学強化処理を施す工程と、
を含む、化学強化ガラス板の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201580015631.3A CN106103372B (zh) | 2014-03-27 | 2015-03-25 | 降低通过化学强化处理而在玻璃板中产生的翘曲的方法 |
| US15/128,046 US20170088454A1 (en) | 2014-03-27 | 2015-03-25 | Method for reducing warpage occurring in glass sheet due to chemical strengthening treatment, method for producing glass sheet for chemical strengthening, and method for producing chemically strengthened glass sheet |
| JP2015543200A JP5996124B2 (ja) | 2014-03-27 | 2015-03-25 | 化学強化処理によりガラス板に発生する反りを低減する方法、化学強化用ガラス板の製造方法及び化学強化ガラス板の製造方法 |
| KR1020167029607A KR102254593B1 (ko) | 2014-03-27 | 2015-03-25 | 화학 강화 처리에 의해 유리판에 발생하는 휨을 저감하는 방법, 화학 강화용 유리판의 제조 방법 및 화학 강화 유리판의 제조 방법 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014-066484 | 2014-03-27 | ||
| JP2014066484 | 2014-03-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015146169A1 true WO2015146169A1 (ja) | 2015-10-01 |
Family
ID=54194713
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/001702 WO2015146169A1 (ja) | 2014-03-27 | 2015-03-25 | 化学強化処理によりガラス板に発生する反りを低減する方法、化学強化用ガラス板の製造方法及び化学強化ガラス板の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20170088454A1 (ja) |
| JP (1) | JP5996124B2 (ja) |
| KR (1) | KR102254593B1 (ja) |
| CN (1) | CN106103372B (ja) |
| WO (1) | WO2015146169A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20170334769A1 (en) * | 2016-05-19 | 2017-11-23 | Apple Inc. | Asymmetric chemical strengthening |
| US10899660B2 (en) | 2016-05-19 | 2021-01-26 | Apple Inc. | Asymmetric chemical strengthening |
| US11447416B2 (en) | 2018-12-20 | 2022-09-20 | Apple Inc. | Strengthened covers for electronic devices |
| US11639307B2 (en) | 2018-07-13 | 2023-05-02 | Apple Inc. | Patterned asymmetric chemical strengthening |
| WO2023181955A1 (ja) * | 2022-03-23 | 2023-09-28 | 日本電気硝子株式会社 | ガラス物品の製造方法、ガラス物品及び積層体 |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6191786B2 (ja) * | 2014-12-02 | 2017-09-06 | 旭硝子株式会社 | 化学強化用ガラス及び化学強化用ガラスの製造方法、並びに化学強化ガラス及びそれを備える画像表示装置 |
| WO2017155932A1 (en) | 2016-03-09 | 2017-09-14 | Corning Incorporated | Cold forming of complexly curved glass articles |
| EP3475237A1 (en) | 2016-06-28 | 2019-05-01 | Corning Incorporated | Laminating thin strengthened glass to curved molded plastic surface for decorative and display cover application |
| CN109416480B (zh) | 2016-07-05 | 2022-08-12 | 康宁公司 | 冷成形玻璃制品和其组装工艺 |
| KR102429148B1 (ko) | 2016-10-25 | 2022-08-04 | 코닝 인코포레이티드 | 디스플레이에 냉간-성형 유리 적층 |
| US11016590B2 (en) | 2017-01-03 | 2021-05-25 | Corning Incorporated | Vehicle interior systems having a curved cover glass and display or touch panel and methods for forming the same |
| JP2020518495A (ja) | 2017-01-03 | 2020-06-25 | コーニング インコーポレイテッド | 湾曲したカバーガラスとディスプレイまたはタッチパネルを有する乗り物内装システムおよびその形成方法 |
| KR102558993B1 (ko) | 2017-05-15 | 2023-07-24 | 코닝 인코포레이티드 | 윤곽 유리 제품 및 그 제조 방법 |
| KR20200030094A (ko) | 2017-07-18 | 2020-03-19 | 코닝 인코포레이티드 | 복잡한 곡선 모양 유리 물품의 냉간 성형 |
| CN115602068A (zh) | 2017-09-12 | 2023-01-13 | 康宁公司(Us) | 用于装饰玻璃上的包括触摸面板的显示器的死前端及相关方法 |
| TWI806897B (zh) | 2017-09-13 | 2023-07-01 | 美商康寧公司 | 用於顯示器的基於光導器的無電面板、相關的方法及載具內部系統 |
| US11065960B2 (en) | 2017-09-13 | 2021-07-20 | Corning Incorporated | Curved vehicle displays |
| TW201918462A (zh) | 2017-10-10 | 2019-05-16 | 美商康寧公司 | 具有改善可靠性的彎曲的覆蓋玻璃的車輛內部系統及其形成方法 |
| US11768369B2 (en) | 2017-11-21 | 2023-09-26 | Corning Incorporated | Aspheric mirror for head-up display system and methods for forming the same |
| WO2019108015A2 (en) | 2017-11-30 | 2019-06-06 | Corning Precision Materials Co., Ltd. | Vacuum mold apparatus, systems, and methods for forming curved mirrors |
| CN111656254B (zh) | 2017-11-30 | 2023-06-02 | 康宁公司 | 用于真空成形非球面镜的系统与方法 |
| CN111989302B (zh) | 2018-03-13 | 2023-03-28 | 康宁公司 | 具有抗破裂的弯曲覆盖玻璃的载具内部系统及用于形成这些载具内部系统的方法 |
| CN108516702B (zh) * | 2018-05-23 | 2021-03-12 | 河北视窗玻璃有限公司 | 一种降低玻璃化学强化中产生翘曲的方法及强化用治具 |
| EP3823825A1 (en) | 2018-07-16 | 2021-05-26 | Corning Incorporated | Vehicle interior systems having a cold-bent glass substrate and methods for forming the same |
| EP3771695A1 (en) | 2019-07-31 | 2021-02-03 | Corning Incorporated | Method and system for cold-forming glass |
| US11772361B2 (en) | 2020-04-02 | 2023-10-03 | Corning Incorporated | Curved glass constructions and methods for forming same |
| KR20210130293A (ko) | 2020-04-21 | 2021-11-01 | 삼성디스플레이 주식회사 | 유리 제품 및 그 제조 방법 |
| CN113173696A (zh) * | 2021-04-30 | 2021-07-27 | 重庆鑫景特种玻璃有限公司 | 一种具有高致密性的玻璃材料制备方法及玻璃材料和应用 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003514758A (ja) * | 1999-11-22 | 2003-04-22 | サン−ゴバン グラス フランス | ガラス基体の処理方法及びディスプレイスクリーン製造のためのガラス基体 |
| WO2012077796A1 (ja) * | 2010-12-10 | 2012-06-14 | 旭硝子株式会社 | 化学強化ガラスの製造方法 |
| WO2013099620A1 (ja) * | 2011-12-26 | 2013-07-04 | 旭硝子株式会社 | 化学強化処理によるガラス基板の反りを低減する方法、および化学強化ガラス基板の製造方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0729170A (ja) | 1993-07-07 | 1995-01-31 | A G Technol Kk | 高平坦度磁気ディスク用ガラス基板の製造法および磁気ディスク |
| JP2012148909A (ja) * | 2011-01-18 | 2012-08-09 | Nippon Electric Glass Co Ltd | 強化ガラス及び強化ガラス板 |
-
2015
- 2015-03-25 US US15/128,046 patent/US20170088454A1/en not_active Abandoned
- 2015-03-25 KR KR1020167029607A patent/KR102254593B1/ko active IP Right Grant
- 2015-03-25 CN CN201580015631.3A patent/CN106103372B/zh active Active
- 2015-03-25 WO PCT/JP2015/001702 patent/WO2015146169A1/ja active Application Filing
- 2015-03-25 JP JP2015543200A patent/JP5996124B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003514758A (ja) * | 1999-11-22 | 2003-04-22 | サン−ゴバン グラス フランス | ガラス基体の処理方法及びディスプレイスクリーン製造のためのガラス基体 |
| WO2012077796A1 (ja) * | 2010-12-10 | 2012-06-14 | 旭硝子株式会社 | 化学強化ガラスの製造方法 |
| WO2013099620A1 (ja) * | 2011-12-26 | 2013-07-04 | 旭硝子株式会社 | 化学強化処理によるガラス基板の反りを低減する方法、および化学強化ガラス基板の製造方法 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20170334769A1 (en) * | 2016-05-19 | 2017-11-23 | Apple Inc. | Asymmetric chemical strengthening |
| US10899660B2 (en) | 2016-05-19 | 2021-01-26 | Apple Inc. | Asymmetric chemical strengthening |
| US11247937B2 (en) * | 2016-05-19 | 2022-02-15 | Apple Inc. | Asymmetric chemical strengthening |
| US11565969B2 (en) | 2016-05-19 | 2023-01-31 | Apple Inc. | Asymmetric chemical strengthening |
| US11639307B2 (en) | 2018-07-13 | 2023-05-02 | Apple Inc. | Patterned asymmetric chemical strengthening |
| US11447416B2 (en) | 2018-12-20 | 2022-09-20 | Apple Inc. | Strengthened covers for electronic devices |
| US11905205B2 (en) | 2018-12-20 | 2024-02-20 | Apple Inc. | Strengthened covers for electronic devices |
| WO2023181955A1 (ja) * | 2022-03-23 | 2023-09-28 | 日本電気硝子株式会社 | ガラス物品の製造方法、ガラス物品及び積層体 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN106103372A (zh) | 2016-11-09 |
| US20170088454A1 (en) | 2017-03-30 |
| JP5996124B2 (ja) | 2016-09-21 |
| KR102254593B1 (ko) | 2021-05-21 |
| JPWO2015146169A1 (ja) | 2017-04-13 |
| KR20160137603A (ko) | 2016-11-30 |
| CN106103372B (zh) | 2019-04-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5996124B2 (ja) | 化学強化処理によりガラス板に発生する反りを低減する方法、化学強化用ガラス板の製造方法及び化学強化ガラス板の製造方法 | |
| JP6654224B2 (ja) | 非対称化学強化 | |
| JP6512889B2 (ja) | フロート板ガラスを製造するためのフロート法及びフロート板ガラス | |
| JP2019514827A (ja) | 高強度の超薄ガラスおよびその製造方法 | |
| JP5730241B2 (ja) | 電子機器用カバーガラスの製造方法および電子機器用カバーガラスのガラス基板保持具 | |
| JP2017206434A (ja) | 水素含有量の非対称化方法および高度に化学強化可能な板状のガラス物品の製造方法およびその方法に従って得られたガラス物品 | |
| JP2006008488A (ja) | 熱処理用セッター及びその製造方法、並びにガラス基板の熱処理方法 | |
| JP5332085B2 (ja) | フラットパネルディスプレイ用のガラス基板の製造方法 | |
| JPH06247730A (ja) | 板ガラスの徐冷法 | |
| CN110746112B (zh) | 低钠素玻璃、化学强化玻璃及化学强化玻璃的制备方法 | |
| KR101769670B1 (ko) | 유리 기판의 제조 방법 및 유리 기판 | |
| JP2006008486A (ja) | 熱処理用セッター及びその製造方法、並びにガラス基板の熱処理方法 | |
| JP6954277B2 (ja) | 化学強化ガラス板の製造方法及び化学強化用ガラス板収容体 | |
| WO2015079768A1 (ja) | 強化ガラス板およびその製造方法 | |
| JP7439654B2 (ja) | 板状部材保持用治具、板状部材の熱処理方法、並びに板状物品及びその製造方法 | |
| JP2013086989A (ja) | ガラス板、その製造方法及び強化ガラス板 | |
| JPH0651582B2 (ja) | フロ−トガラスの化学強化方法 | |
| TW201429898A (zh) | 玻璃原板、玻璃原板之製造方法及化學強化玻璃之製造方法 | |
| CN107235622B (zh) | 玻璃基板的热处理方法 | |
| JP2016011235A (ja) | ガラス基板の製造方法 | |
| KR101632848B1 (ko) | 커버 글라스 성형 방법 및 커버 글라스용 성형 금형체 어셈블리 | |
| JP6548993B2 (ja) | ガラス基板の熱処理方法およびガラス基板の製造方法 | |
| JP2016011232A (ja) | ガラス基板の製造方法 | |
| JP2016088769A (ja) | ガラス基板の熱処理方法およびガラス基板の製造方法 | |
| JP6403458B2 (ja) | ガラス基板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2015543200 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15770363 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15128046 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20167029607 Country of ref document: KR Kind code of ref document: A |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 15770363 Country of ref document: EP Kind code of ref document: A1 |