WO2014208741A1 - 三次元造形装置及び三次元造形物の造形方法 - Google Patents
三次元造形装置及び三次元造形物の造形方法 Download PDFInfo
- Publication number
- WO2014208741A1 WO2014208741A1 PCT/JP2014/067223 JP2014067223W WO2014208741A1 WO 2014208741 A1 WO2014208741 A1 WO 2014208741A1 JP 2014067223 W JP2014067223 W JP 2014067223W WO 2014208741 A1 WO2014208741 A1 WO 2014208741A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- powder material
- supply device
- binder liquid
- liquid supply
- material supply
- Prior art date
Links
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/165—Processes of additive manufacturing using a combination of solid and fluid materials, e.g. a powder selectively bound by a liquid binder, catalyst, inhibitor or energy absorber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
Definitions
- the present invention is a tertiary method for modeling a three-dimensional structure to be modeled by laminating a plurality of layers of a powder material formed by discharging a binder liquid that joins the powder material to a layered powder material.
- the present invention relates to an original modeling apparatus and a modeling method of a three-dimensional model.
- a technique called rapid prototyping in which a three-dimensional model to be modeled is modeled by stacking layers having a cross-sectional shape cut by a plurality of horizontal cross sections, is widely known.
- This rapid prototyping includes stereolithography by irradiating a thermoplastic resin with a laser, sheet lamination molding by adhering and laminating thin film sheets, a method of extruding and laminating a thermoplastic resin, and a powder material with a binder liquid.
- There are various techniques such as modeling with powder to be joined.
- modeling with powder has advantages that it is relatively easy to handle compared to other technologies and that a model can be formed at a relatively low cost.
- a powder material is supplied to the upper surface of the table as a layer of a predetermined layer thickness, and a binder is applied to the layer by an inkjet head or the like.
- a part of a layer of a modeled object is formed by discharging a liquid, and a three-dimensional modeled object is modeled by sequentially stacking the layers.
- the powder material is supplied to the upper surface of the table by the powder material supply apparatus, and the binder to the powder material supplied to the upper surface of the table
- the discharge of the liquid is usually performed by a binder liquid supply device.
- the following operations are generally repeated until the modeled object is completed. That is, first, the powder material supply device is moved linearly to uniformly spread the powder material on the upper surface of the table to a predetermined layer thickness, and then the powder material supply device is detached from the upper surface of the table to return to the origin. Return to position.
- the binder liquid supply device is moved to discharge the binder liquid toward the powder material on the upper surface of the table, thereby forming a powder material layer including a part of the layered portion of the modeled article. Then, after the discharge of the binder liquid is completed, the binder liquid supply device is detached from the upper surface of the table and returned to the origin position, and the powder material supply device is moved to move the new powder material from the upper surface of the table. Specifically, the powder material is supplied onto the layer of powder material formed immediately before and uniformly spread to a predetermined layer thickness to form the next layer of powder material.
- the technical problem of the present invention is that when manufacturing a three-dimensional structure using a powder material, the powder material is supplied to the upper surface of the table and the binder liquid is discharged to the powder material supplied to the upper surface of the table. It is an object of the present invention to provide a technique capable of forming and laminating a layer of powder material in as short a time as possible.
- a three-dimensional modeling apparatus includes a table in which powder materials are laminated in layers, and a powder material supply that supplies the powder materials to the upper surface of the table for each predetermined layer thickness.
- Apparatus and a modeling unit comprising a binder liquid supply device for discharging a binder liquid for bonding the powder material to the powder material supplied to the upper surface of the table, and supplying the powder material of the modeling unit
- the apparatus is formed so as to be movable in one direction in the state of being close to the upper surface of the table, and is capable of supplying the powder material to the upper surface of the table with a predetermined supply width while moving.
- the supply device is formed so as to be movable in the same direction as the powder material supply device in a state of being close to the upper surface of the table, and the binder liquid is supplied to the powder material of the powder material supply device at the maximum.
- the powder material is configured to be able to be discharged onto the upper surface of the table with the same discharge width as the supply width, and the binder liquid is supplied to the upper surface of the table while moving following the movement of the powder material supply device It can be discharged freely.
- the binder liquid supply device extends horizontally in a direction crossing the moving direction of the binder liquid supply device, and discharges the binder liquid toward the powder material supplied to the upper surface of the table.
- a head is preferably provided.
- the modeling unit has a configuration in which a plurality of the powder material supply devices and a plurality of the binder liquid supply devices are alternately and serially arranged along the moving direction,
- the powder material supply device located on the leading side in the moving direction and the binder liquid supply device adjacent to the subsequent side of the powder material supply device located on the leading side are set as one set, and each set of powder material supply devices is
- the same set of binder liquid supply device discharges the binder liquid to the powder material supplied to the upper surface of the table, so that the powder material layer can be freely formed on the upper surface of the table and positioned at the leading side in the moving direction.
- the modeling unit On the layer of powder material formed by the set of powder material supply device and binder liquid supply device, a new set of powder material supply device and binder liquid supply device adjacent to the subsequent side of the set is formed. Successive layers of powder material It can be assumed to be a layer.
- the modeling unit has a configuration in which the powder material supply device is positioned on the foremost side in the forward direction, and the binder liquid supply device is positioned at the end in a predetermined fixed movement direction. Therefore, the powder material layer can be formed only when the modeling unit moves in the predetermined fixed moving direction.
- the powder material supply device and the binder liquid supply device set of the modeling unit are the powder material supply position of the powder material supply device and binder liquid supply device set at the forefront in the moving direction, and The binder liquid discharge position is the lowest, and the powder material supply apparatus and binder liquid supply apparatus in the subsequent set are arranged such that the powder material supply position and the binder liquid discharge position move toward the rear side in the moving direction. Can be set higher for each layer thickness of the powder material layer.
- the powder material supply device and the binder liquid supply device of the modeling unit are both formed so as to be able to circulate in a rounded rectangular shape in plan view, and these powder material supply devices And the layer of the said powder material shall be formed during the circumference
- the powder material supply device and the binder liquid supply device of the modeling unit both move in a straight line in the state of being close to the upper surface of the table and form the powder material layer.
- the powder material supply device that has finished supplying the powder material to the power layer of the powder material and the binder liquid supply device that has finished discharging the binder liquid are removed from the state of being close to the upper surface of the table. It is possible to sequentially return to the origin position.
- the powder material supply device and the binder liquid supply device of the modeling unit are both formed so as to freely reciprocate in a straight line, and these powder material supply device and the binder liquid supply device are By repeating the reciprocating motion, the layers of the powder material can be stacked.
- the powder material supply device and the binder liquid supply device of the modeling unit can be moved up and down in the vertical direction, and the powder material supply device and the binder liquid supply device are moved.
- the powder material supply device and binder liquid supply device located at the forefront of the moving direction have the lowest powder material supply position and binder liquid discharge position, and the following powder material
- the supply position and the discharge position of the binder liquid increase by the thickness of one layer of the powder material layer, and at the end It is preferable that each of the powder material supply devices is moved up and down so that the position is highest.
- the modeling unit includes a configuration in which the powder material supply device is positioned on at least one end side in the arrangement direction of the powder material supply device and the binder liquid supply device, and the powder material supply on the end side is provided.
- the powder material supply device on the end side can be moved without supplying the powder material to the upper surface of the table.
- the modeling unit includes a configuration in which a binder liquid supply device is positioned on at least one end side in the arrangement direction of the powder material supply device and the binder liquid supply device, and the binder liquid supply device on the end side is provided. When located at the forefront in the movement direction, the binder liquid supply device on the end side can be moved without discharging the binder liquid.
- the modeling unit includes a rotating member that is rotatably attached around an axis of a shaft member extending in the vertical direction, and the powder material supply device and the binder liquid supply are supplied to the rotating member.
- An apparatus is attached, and these powder material supply device and binder liquid supply device can form a layer of powder material on the upper surface of the table by rotating the shaft member around the axis along with the rotating member. It can be.
- the lower end side of the shaft member is fixed to the upper surface of the table, and the rotating member rotates the shaft member around the axis in one direction, whereby the powder material supply device and the binder liquid supply It can rotate with the device.
- the rotating member may be fixed to the lower end side of the shaft member, and the rotating member may be rotated synchronously by being gradually raised while rotating the shaft member.
- the rotating member is configured to be able to gradually rise while rotating around the axis of the shaft member, and the powder material supply device is configured such that the rotating member continuously rotates. It is preferable that the binder liquid supply device performs the lamination of the powder material layer while continuously forming the powder material layer.
- the method for modeling a three-dimensional structure of the present invention is a method in which the powder material is deposited on the upper surface of a table on which the powder material is laminated in a predetermined layer thickness by a powder material supply device. And a part of the layer of the three-dimensional structure to be modeled by applying a binder liquid for bonding the powder material to the powder material supplied to the upper surface of the table from the binder liquid supply device. And a step of forming a three-dimensional structure by layering powder material layers in order to form a three-dimensional structure, wherein the powder material supply device is close to the upper surface of the table.
- the powder material supply device is moved in one direction to supply the powder material to the upper surface of the table with a predetermined supply width, while the binder liquid supply device is close to the upper surface of the table. While following the movement of the Simultaneously moving in the same direction as the body material supply device, the binder liquid is discharged to the powder material supplied to the upper surface of the table, and the discharge width is the same as the supply width of the powder material of the powder material supply device at the maximum A layer of the powder material is formed by discharging at a.
- a plurality of the powder material supply devices and a plurality of the binder liquid supply devices are alternately and serially arranged in the moving direction, and the powder material located on the leading side in the moving direction
- the binder liquid supply device adjacent to the supply device and the subsequent side of the powder material supply device located on the leading side is set as one set, and the powder material supply device of each set supplies the powder material supplied to the upper surface of the table.
- the binder liquid supply device of the same set discharges the binder liquid to form a powder material layer on the upper surface of the table, and at the same time, the powder material supply device and the binder liquid supply located on the leading side in the moving direction On the layer of the powder material formed by the set of apparatuses, the set of the powder material supply device and the binder liquid supply device adjacent to the subsequent side of the set performs the supply of the powder material and the supply of the binder liquid. New powder It is preferable to form a layer of fees.
- the powder material supply device can be moved up and down in the vertical direction, and each powder material supply device and each binder liquid supply device are positioned at the top of the movement direction according to the movement direction.
- the powder material supply device and the binder liquid supply device set have the lowest powder material supply position and the binder liquid discharge position, and the subsequent powder material supply device and binder liquid supply device set has a moving direction.
- the supply position and the binder liquid discharge position are increased by the thickness of one layer of the powder material layer, and the position of the powder material supply device located at the end is the highest.
- the powder material layers may be moved up and down, and the powder material layers may be formed by the reciprocating motion of each of the powder material supply devices and the binder liquid supply devices, and sequentially stacked.
- the powder material supply device and the binder liquid supply device attached to the rotary member that is rotatable around the axis of the shaft member extending in the vertical direction are the axis of the shaft member together with the rotary member.
- a layer of powder material can be formed on the top surface of the table.
- the rotating member continuously rotates around the axis of the shaft member and gradually rises together with the powder material supply device and the binder liquid supply device, so that these powder material supply device and the binder liquid supply device
- the layers of the powder material can be continuously laminated while forming the layer of the powder material continuously.
- an additive is supplied to the powder material to the upper surface of the table. Can be mixed before.
- the binder liquid supply device that discharges the binder liquid is moved in the same direction as the powder material supply device while following the movement of the powder material supply device that supplies the powder material to the upper surface of the table. At the same time, the binder liquid is discharged onto the powder material supplied to the upper surface of the table. Therefore, the binder liquid can be discharged with a slight time difference while the powder material is supplied to the upper surface of the table.
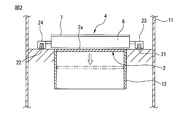
- FIG. 1 is a cross-sectional view schematically showing a three-dimensional modeling apparatus according to the first embodiment of the present invention.
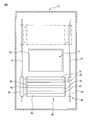
- FIG. 2 is a longitudinal sectional view of the same. However, it is the figure seen from the back side of the three-dimensional modeling apparatus.
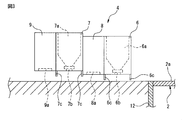
- FIG. 3 is an enlarged side view of an essential part schematically showing a modeling unit in the three-dimensional modeling apparatus according to the first embodiment of the present invention. However, the moving member is omitted.
- FIG. 4 is an explanatory view for explaining a method of forming a three-dimensional structure in the three-dimensional structure forming apparatus according to the first embodiment of the present invention.
- FIG. 5 is a cross-sectional view schematically showing a three-dimensional modeling apparatus according to the second embodiment of the present invention.
- FIG. 6 is an explanatory diagram for explaining a part of a method for forming a three-dimensional structure in the three-dimensional structure forming apparatus according to the second embodiment of the present invention.
- FIG. 7 is an explanatory diagram for explaining a part of a method for forming a three-dimensional structure in a state in which the modeling of the three-dimensional structure has progressed further than in FIG.
- (a) is a state in which the second set of the powder material supply device and the binder liquid supply device has started to form the powder material layer
- (b) is the state of the powder material layer from the state of (a).
- FIG. 8 is a cross-sectional view schematically showing a three-dimensional modeling apparatus according to the third embodiment of the present invention.
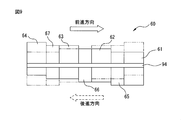
- FIG. 9 is an enlarged side view of an essential part schematically showing a modeling unit in the three-dimensional modeling apparatus according to the third embodiment of the present invention. However, the moving member is omitted.
- FIG. 10 is an explanatory diagram for explaining a case where the modeling unit advances in the three-dimensional modeling apparatus according to the third embodiment of the present invention.
- FIG. 11 is an explanatory diagram for explaining a case where the modeling unit moves backward in the three-dimensional modeling apparatus according to the third embodiment of the present invention.
- (a) is a state in which the modeling unit is preparing for backward movement
- (b) is a state in which the modeling unit is reversely moved
- (c) is a state in which the backward movement of the modeling unit is completed and preparation for forward movement is being performed. Show.
- FIG. 12 is an explanatory diagram for explaining a case where the modeling unit moves forward in the three-dimensional modeling apparatus according to the fourth embodiment of the present invention.
- (a) is the state before starting the modeling of the three-dimensional structure
- (b) is the state where the modeling unit has advanced
- (c) is the state where the formation of the layer of the powder material has progressed from the state of (b).
- FIG. 13 is a cross-sectional view schematically showing a three-dimensional modeling apparatus according to the fifth embodiment of the present invention. However, the casing is omitted.
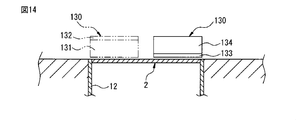
- FIG. 14 is a longitudinal sectional view of the same. However, it is the figure seen from the front side of the three-dimensional modeling apparatus.
- FIG. 13 is a cross-sectional view schematically showing a three-dimensional modeling apparatus according to the fifth embodiment of the present invention. However, the casing is omitted.
- FIG. 14 is a longitudinal sectional view of the same. However, it is the figure seen from the front side of the three-dimensional modeling apparatus.
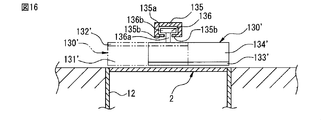
- FIG. 15 is a cross-sectional view schematically showing a three-dimensional modeling apparatus in a form different from those in FIGS. 13 and 15. However, the casing is omitted.
- FIG. 16 is a longitudinal sectional view of the same.
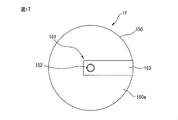
- FIG. 17 is a plan view schematically showing a three-dimensional modeling apparatus according to the sixth embodiment of the present invention.
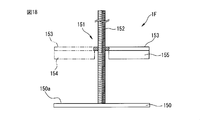
- FIG. 18 is a front view of the same.
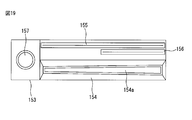
- FIG. 19 is a bottom view schematically showing a rotating member in the three-dimensional modeling apparatus according to the sixth embodiment of the present invention.
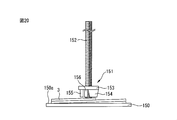
- FIG. 20 is a front view for explaining a method of forming a three-dimensional structure in the three-dimensional structure forming apparatus according to the sixth embodiment of the present invention.
- FIG. 21 is a front view illustrating a state in which the modeling of the three-dimensional structure has progressed further than FIG.
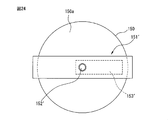
- FIG. 22 is a plan view for explaining a method of forming a three-dimensional structure in the three-dimensional structure forming apparatus according to the sixth embodiment of the present invention.
- FIG. 23 is a sectional view of the same.
- FIG. 24 is a plan view schematically showing a three-dimensional modeling apparatus having a form different from those shown in FIGS.
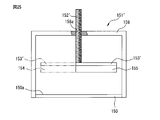
- FIG. 25 is a front view of the same.
- FIG. 26 is an enlarged side view of an essential part schematically showing a modeling unit having a configuration in which the arrangement of the powder material supply device and the binder liquid supply device is partially different from the modeling unit of FIG.
- FIG. 27 is an explanatory diagram for explaining a case where the modeling unit having the configuration of FIG. 26 advances the layer of the powder material. However, (a) shows the state where the modeling unit is moving forward, and (b) shows the state where the modeling unit is moving backward
- a three-dimensional modeling apparatus 1A performs modeling using powder, and three-dimensional modeling is performed.
- the modeling unit 4 is supplied to the upper surface 2a of the table 2 and a plurality of powder material supply devices 6 and 7 for supplying the powder material 5 to the upper surface 2a of the table 2 for each predetermined layer thickness.
- a plurality of binder liquid supply devices 8 and 9 for discharging a binder liquid for bonding the powder material 5 to the powder material 5.
- the powder material 5 is supplied to the upper surface 2a of the table 2 with a predetermined layer thickness by the powder material supply devices 6 and 7, and the powder material 5 supplied to the upper surface 2a of the table 2 is supplied to the powder material 5
- the binder liquid is discharged from each of the binder liquid supply devices 8 and 9 to form the powder material layer 3 in which a part of the layer 10 of the modeling target is formed in the powder material 5. It has a configuration that can. And it is possible to shape
- the modeling unit 4 having the powder material supply devices 6 and 7 and the binder liquid supply devices 8 and 9 has a predetermined movement direction, specifically, the three-dimensional modeling device 1A.
- the powder material layer 3 is formed only when it advances in a straight line in the front-rear direction.
- the modeling unit 4 is constituted by two of the first and second powder material supply devices 6 and 7 and two of the first and second binder liquid supply devices 8 and 9. And is housed in the housing 11 together with the table 2.
- the formation of the layer 3 of the powder material on which a part of the layer 10 of the modeling object to be modeled is formed by the modeling unit 4 is data of the modeling object to be modeled input to an electronic computer (not shown). (For example, data in the standard triangulated language (STL) file format), and supply of the powder material to the upper surface 2a of the table and discharge of the binder liquid in accordance with the shape of the modeled object.
- STL standard triangulated language
- the table 2 has a flat and horizontal upper surface 2a, and the upper surface 2a can be lowered in the vertical direction while maintaining a horizontal state in accordance with the formation and stacking height of the layer 3 of the powder material. It has become. Further, the upper surface 2a of the table 2 is in a direction perpendicular to the moving direction (described later) of the powder material supply devices 6 and 7 and the binder liquid supply devices 8 and 9 (in the case of this embodiment, the three-dimensional modeling apparatus 1A). It is formed in a substantially rectangular shape in plan view that is long in the left-right direction.
- the table 2 extends in the vertical direction and is formed in a rectangular frame shape in plan view that surrounds the front side (front side) and the back side (back side) of the upper surface 2a of the table 2 and the left and right sides. It is accommodated in the cylindrical member 12. Each time the powder material layer 3 is formed and laminated on the upper surface 2 a of the table 2, the table 2 descends in the cylindrical member 12. Accordingly, the modeling object to be modeled is finally modeled in a state where it is accommodated in the cylindrical member 12 together with the powder material 5 that is not bonded by the binder liquid.
- the table 2 is provided with a table elevating device (not shown) for elevating the table 2 in the vertical direction.
- a table elevating device any configuration can be used as long as it can perform stable lifting and precise position control.
- a ball screw having a screw shaft extending in the vertical direction and a nut that moves the outer peripheral surface of the screw shaft in the axial direction by rotation of the screw shaft can be used. That is, the upper end portion of the screw shaft is connected to the lower surface of the table 2, the nut is fixed to a position-immovable base, and the screw shaft is rotated by an electric motor or the like, so that the screw shaft is moved up and down.
- the table 2 can be raised and lowered.
- the structure which provides the chain conveyor to which a chain moves to a perpendicular direction, and raises / lowers the said table 2 by the movement of the chain of this chain conveyor may be sufficient.
- a fluid pressure cylinder in which the piston moves up and down in the vertical direction, the tip of the piston rod of the fluid pressure cylinder is connected to the lower surface of the table, and the table 2 can be moved up and down by moving the piston.
- the table 2 is preferably lifted and lowered in a state of being guided in the vertical direction by a guide rail.
- the table 2 has a cylindrical or spherical rolling element.
- a linear guide can be used.
- the first and second powder material supply devices 6 and 7 of the modeling unit are in one direction (in the case of this embodiment, the front-rear direction of the three-dimensional modeling device 1A) in the state of being close to the upper surface 2a of the table 2 (
- the upper surface 2a of the table 2 is formed so as to be linearly movable in a direction substantially parallel to the short direction of the upper surface 2a of the table 2).
- each of the first and second powder material supply devices 6 and 7 has a direction orthogonal to the moving direction (that is, the horizontal direction of the three-dimensional modeling apparatus 1A (the table 2) extending in the direction substantially parallel to the longitudinal direction of the upper surface 2 a of 2), for accommodating the powder material 5.
- the first and second powder material supply devices 6 and 7 are supplied into the accommodating portions 6a and 7a from a hopper (not shown) while moving in the short direction of the upper surface 2a of the table 2.
- the powder material can be supplied to the upper surface 2a of the table 2 through the discharge ports 6b and 7b with a predetermined layer thickness.
- the first and second powder material supply devices 6 and 7 can supply the powder material 5 with the same width as the length of the upper surface 2a of the table 2 in the longitudinal direction.
- the first and second powder material supply devices 6 and 7 move linearly once in the short direction of the upper surface 2a of the table 2 so that the powder material is spread over the entire upper surface 2a of the table 2. 5 can be supplied.
- the first and second powder material supply devices 6, 7 are provided with a flattening member for flattening the powder material 5 supplied to the upper surface 2 a of the table 2.
- the first and second powder material supply devices 6, 7 project vertically downward from the lower ends of the first and second powder material supply devices 6, 7.
- Plate-like flattening members 6c and 7c extending in the longitudinal direction are provided, and the flattening members 6c and 7c come into contact with the upper surface of the powder material 5 supplied to the upper surface 2a of the table 2 so as to be flattened. It has become.
- Examples of the powder material used in the present invention include organic resins, metals, ceramics, starch, and glass powder.
- polystyrene resin nylon (polyamide) resin, polycarbonate resin, acrylic (PMMA (polymethyl methacrylate)) resin, PEEK (polyether ether ketone) resin, organic resin containing glass filler, carbon fiber
- PMMA polymethyl methacrylate
- PEEK polyether ether ketone
- organic resin containing glass filler carbon fiber
- organic resin finely divided wax, foundry sand, aluminum silicate, gypsum, starch, quartz, Ti 6 Al 4 V, AlSi 12 , AlSi 10 Mg, cobalt chromium alloy, nickel alloy, stainless alloy, iron, steel, etc. Can do.
- the particle diameter of the powder material is not limited as long as it is smaller than the thickness of the layer of the powder material to be formed, but can be about 1 ⁇ m to 300 ⁇ m, more preferably 10 ⁇ m to 200 ⁇ m, more preferably 50 to 150 ⁇ m.
- the layer thickness of the powder material supplied to the upper surface of the table by the powder material supply device varies depending on the modeled object to be modeled, but can be about 0.01 to 0.5 mm, More preferably, it is 0.025 to 0.3 mm, and more preferably 0.05 to 0.15 mm.
- first and second binder liquid supply devices 8 and 9 are in the same direction as the first and second powder material supply devices 6 and 7 in the state of being close to the upper surface 2a of the table 2, that is, It is formed to be linearly movable in the front-rear direction (a direction substantially parallel to the short direction of the upper surface 2a of the table 2).
- the binder liquid can be discharged onto the upper surface 2a of the table 2 with the same discharge width as the powder material supply width of the powder material supply devices 6 and 7.
- the first and second binder liquid supply devices 8 and 9 are arranged in a direction intersecting the moving direction of these binder liquid supply devices 8 and 9 (in the case of this embodiment).
- the powder material 5 that extends horizontally in the left-right direction of the three-dimensional modeling apparatus 1A (the direction substantially parallel to the longitudinal direction of the upper surface 2a of the table 2) is supplied to the upper surface 2a of the table 2.
- Ink jet heads 8a and 9a that discharge toward each other are provided.
- the inkjet heads 8a and 9a are so-called line-type heads that are long in the left-right direction of the three-dimensional modeling apparatus 1A, and supply the powder material of the powder material supply devices 6 and 7 at maximum from a nozzle for binder discharge.
- the binder liquid can be discharged at a time with the same discharge width as the width. Then, it is possible to discharge the binder liquid to the powder material 5 while expanding or reducing the discharge width according to the shape of the modeled object. Therefore, the first and second binder liquid supply devices 8 and 9 move linearly once in the short direction of the table 2 without moving in the left-right direction of the three-dimensional modeling apparatus 1A.
- the binder liquid can be discharged to the entire powder material 5 of one layer supplied to the upper surface 2a of the table 2.
- the discharge amount of the binder liquid in the first and second binder liquid supply devices 8 and 9 varies depending on the type of the binder liquid and how much powder material is solidified by one discharge. 1 pl to 200 pl, more preferably 10 pl to 150 pl, more preferably 30 pl to 100 pl. Further, as a discharge mechanism in the inject heads 8a and 9a, a known mechanism such as a piezo type or a thermal type can be used.
- the binder liquid used in the present invention can be freely changed according to the type of the powder material.
- the powder material is gypsum or starch
- a liquid mainly composed of water is used.
- the binder liquid can be dyed using a dye or a pigment.
- the binder liquid that can be used include organic esters, furfuryl alcohol, polyisocyanates, or mixtures of polyisocyanates and tertiary amines. Further, a mixture of furfuryl alcohol and formaldehyde, and in some cases, a mixture of these furfuryl alcohol and formaldehyde with urea can be used.
- the powder material is supplied by the powder material supply apparatuses 6 and 7.
- an additive can be mixed into the powder material before supplying the powder material to the upper surface 2a of the table 2.
- the additive is selected depending on the type of the binder liquid. For example, when the binder liquid is an organic ester, sodium silicate or alkali phenol can be used.
- the binder liquid when the binder liquid is furfuryl alcohol, an acid such as phosphoric acid, sulfuric acid, paratoluenesulfonic acid, xylenesulfonic acid, benzenesulfonic acid can be used as an additive as a catalyst.
- a phenolic resin can be added.
- the binder liquid when the binder liquid is a mixture of furfuryl alcohol and formaldehyde, urea or the acid may be used as an additive for the additive.
- the binder liquid is a polyisocyanate, a mixture of alkyd resin and metal soap or a mixture of amine polyol resin and metal soap can be used as an additive.
- a benzylic ether type phenol resin when the binder liquid is a mixture of polyisocyanate and tertiary amines, a benzylic ether type phenol resin can be used as an additive.
- the modeling unit 4 in this embodiment includes the first and second powder material supply devices 6 and 7, and the first and second binders.
- the liquid supply devices 8 and 9 are alternately and serially arranged in the movement direction, and the first powder material supply device 6 is the topmost side when the liquid supply devices 8 and 9 are advanced from the origin position. Therefore, the modeling unit 4 includes the first powder material supply device 6, the first binder liquid supply device 8, the second powder material supply device 7, and the second binder liquid supply from the front side in the forward direction.
- the apparatus 9 is arranged in series in the order of the devices 9.
- the powder material supply device located on the leading side in the moving direction and the binder liquid supply device adjacent to the subsequent side of the powder material supply device located on the leading side are set as one set, and each set of powder material supply device
- the binder liquid supply device of the same set discharges the binder liquid with respect to the powder material supplied to the table. That is, in the case of this embodiment, the first set 15 including the first powder material supply device 6 and the first binder liquid supply device 8, the second powder material supply device 7 and the second binder.
- a second set 16 composed of a liquid supply device 9, and these sets 15, 16 respectively supply the powder material 5 to the table 2 and discharge the binder liquid to the powder material 5. It can be done independently.
- the first and second sets 15 and 16 including the powder material supply device and the binder liquid supply device are the first set 15 of powder materials located at the forefront in the moving direction (forward direction).
- the supply position and the binder liquid discharge position are the lowest, and the second set 16 of the subsequent powder material supply apparatus and binder liquid supply apparatus is such that the powder material supply position and the binder liquid discharge position are powder.
- the layer thickness of one layer of the material layer 3 is set higher.
- the first set 15 and the second set 16 can be formed by shifting the powder material layer 3 by one layer thickness, so that when the modeling unit 4 moves forward,
- the first set 15 on the front side forms the layer 3 of the powder material, and the second set 16 following the first set 15 is formed by the first set 15 with a slight time difference.
- the modeling unit 4 has a configuration in which the two powder material supply devices 6 and 7 and the two binder liquid supply devices 8 and 9 are all integrally formed in the order of arrangement described above. . Therefore, when the modeling unit 4 moves as a whole, all of these powder material supply devices 6 and 7 and the binder liquid supply devices 8 and 9 move together in the same direction. As a result, in the first set 15, the first binder liquid supply device 8 moves following the movement of the first powder material supply device 6, and in the second set 16, the second set The second binder liquid supply device 9 moves following the movement of the powder material supply device 7, and the second set 16 moves following the movement of the first set 15.
- a moving device 20 for a modeling unit for moving the modeling unit 4 in the front-rear direction is attached to the modeling unit 4, and each of the powder material supply devices 6, 7 and Each binder liquid supply device 6, 9 can be moved horizontally.
- the entire modeling unit 4 is moved to a single moving device 20. It is moved by.
- a pair of left and right guide rails 21 and 22 parallel to each other extending in a straight line and horizontally in the front-rear direction of the three-dimensional modeling apparatus 1A, and these A guide mechanism having a pair of left and right moving members 23, 24 movable on the pair of guide rails 21, 22, and a drive member that moves the pair of moving members 23, 24 along the guide rails 21, 22 (Not shown).
- the pair of moving members 23 and 24 are respectively connected to both ends of the modeling unit 4 in the longitudinal direction, and are movable together with the modeling unit 4.
- the modeling unit 4 moves along the guide rails 21 and 22, and the three-dimensional modeling apparatus. It is configured to move in a straight line and horizontally in the front-rear direction of 1A.
- the guide mechanism is a linear in which spherical or cylindrical rolling elements are disposed between the guide rails 21 and 22 and the moving members 23 and 24 so that the moving member can be smoothly moved.
- a guide is preferred.
- any configuration can be used as long as the modeling unit 4 can be stably moved and precise position control is possible. And it can be set as the structure using an electric motor. That is, the screw shaft extending in a direction parallel to the length direction of the guide rails 21 and 22, and the moving members 23 and 24 or the modeling unit 4 are directly connected to each other, and the outer periphery of the screw shaft is rotated by the rotation of the screw shaft.
- the ball screw provided with a nut that moves in the axial direction and the electric motor that rotates the screw shaft of the ball screw can be used. Then, the modeling unit 4 can be moved by rotating the screw shaft of the ball screw by the electric motor.
- a chain conveyor in which the chain rotates along the length direction of the guide rails 21 and 22 is provided, and the moving members 23 and 24 and the modeling unit 4 are moved by the chain conveyor.
- a fluid pressure cylinder in which the piston moves back and forth in the length direction of the guide rails 21 and 22 may be used as the drive member, and the tip of the piston rod of the fluid pressure cylinder is connected to the moving members 23 and 24 or the modeling unit. By connecting to 4 and moving the piston, the entire modeling unit 4 can be moved freely.
- a method of modeling a model using the three-dimensional modeling apparatus 1A having the above configuration will be described.
- the table 2 is raised to the upper end position in the cylindrical member 12 as a preparation stage.
- the modeling unit 4 supplies the powder material 5 to the powder material supply devices 6 and 7 and supplies the binder liquid to the powder material supply devices 6 and 7 in a state where the modeling unit 4 is returned to the origin position (in this embodiment, the front side of the table 2).
- the devices 8 and 9 are filled with a binder solution.
- the 1st powder material which is the 1st group 15 is set to the upper surface 2a of the said table 2 during the advance.
- the powder material 5 is supplied at a predetermined layer thickness by the supply device 6.
- Binder liquid is discharged according to the shape of the lowermost layer of the modeled object to be modeled and combined.
- the second powder material which is the second set 16 as the modeling unit 4 advances.
- the supply device 7 reaches the first powder material layer 26 formed by the first set 15, the upper surface 2 a of the table 2, more specifically, the first powder material layer 26.
- the new powder material 5 is supplied at a predetermined layer thickness from the second powder material supply device 7.
- the adjacent second second material following the second powder material supply device 7 is followed.
- the binder liquid is discharged from the binder liquid supply device 9 in accordance with the shape of the second layer from the bottom of the modeled object to be modeled and combined.
- the second powder material layer 27 which is the powder material layer 3 including the part of the part 10 of the modeled object to be modeled. Will be formed in a stacked state.
- the first powder material supply device 6 and the first binder liquid supply device 8 of the first set 15 are removed from the upper surface 2a of the table 2 by the advancement of the modeling unit 4, the first set 15 The formation of the first powder material layer 26 by the set 15 is completed. Then, the modeling unit 4 is further advanced, and the second powder material supply device 7 and the second binder liquid supply device 8 of the second set 16 are moved to the upper surface 2a of the table 2, more specifically, the first. When the first powder material layer 26 is removed from the upper surface, the formation of the second powder material layer 27 by the second set 16 is also completed. Thereafter, as shown in FIG.
- the table 2 is lowered in the vertical direction by two layers of the layer thickness of the powder material, and the upper surface of the second layer 27 of the powder material is While being positioned at the upper end in the cylindrical member 12, the modeling unit 4 is positioned at the origin position (the front side of the table 2 without contacting the already formed first and second powder material layers 26, 27). To the position).
- the modeling unit 4 is advanced again and moved while forming two new powder material layers 3 and 3 on the second powder material layer 27, and thereafter the table 2
- the modeling unit 4 is advanced again and moved while forming two new powder material layers 3 and 3 on the second powder material layer 27, and thereafter the table 2
- the modeling unit 4 is advanced again and moved while forming two new powder material layers 3 and 3 on the second powder material layer 27, and thereafter the table 2
- the binder liquid supply apparatuses 8 and 9 that discharge the binder liquid and the powder material supply apparatus 6 that supplies the powder material 5 to the upper surface 2a of the table 2 are used.
- 7 are respectively moved in the same direction as the powder material supply devices 6, 7 while following the movement of the powder material 7, and at the same time, the binder liquid is discharged to the powder material 5 supplied to the upper surface 2 a of the table 2. .
- the supply of the powder material 5 to the upper surface 2a of the table 2 and the subsequent discharge of the binder liquid can be performed with a slight time difference.
- the supply of the powder material is compared with the case where the powder material supply device or the binder liquid supply device is returned to the origin position.
- the binder liquid can be discharged efficiently.
- formation and lamination of the powder material layer 3 can be performed efficiently and in as short a time as possible, the modeling time of the modeled object to be modeled can be significantly reduced.
- the modeling unit 4 includes a first set 15 including a first powder material supply device 6 and a first binder liquid supply device 8, and a second powder material supply device. 7 and the second set 16 including the second binder liquid supply device 9.
- a single advancement of the modeling unit 4 forms a plurality of layers (in this case, two layers) of the powder material layers 3 and 3 so that the modeling efficiency is remarkably improved.
- the modeling of the modeled object can be further greatly shortened.
- FIGS. 5 to 7 show a second embodiment of the three-dimensional modeling apparatus of the present invention.
- the three-dimensional modeling apparatus 1B of the second embodiment relates to the first embodiment.
- the modeling unit 4 has a configuration in which the powder material supply devices 6 and 7 and the binder liquid supply devices 8 and 9 are all integrally formed, whereas the modeling unit includes each powder material supply device and each binder.
- the liquid supply device is completely formed separately. That is, as shown in FIGS. 6 and 7, in this embodiment, the modeling unit 30 includes two powder material supply devices 31 and 32 and two binder liquid supply devices 33 and 34.
- the powder material supply devices 31 and 32 and the binder liquid supply devices 33 and 34 are formed separately from each other, and can be moved separately.
- the modeling unit 30 includes first and second powder material supply devices 31 and 32 that supply the powder material 5 to the upper surface 2 a of the table 2 for each predetermined layer thickness, and the upper surface of the table 2.
- the first and second binder liquid supply devices 33 and 34 for discharging the binder liquid for bonding the powder material 5 to the powder material 5 supplied to 2a.
- These first and second powder material supply devices 31, 32 and the first and second binder liquid supply devices 33, 34 are both in the same direction (in the case of this embodiment, a three-dimensional modeling device). It can move horizontally and in a straight line in the front-back direction of 1B (a direction substantially parallel to the short side direction of the upper surface 2a of the table 2).
- the modeling unit 30, more specifically, the powder material supply devices 31, 32 and the binder liquid supply devices 33, 34 have a predetermined moving direction, that is, three-dimensional modeling.
- the powder material layer 3 is formed only when the device 1B advances in a straight line in the front-rear direction.
- the first and second powder material supply devices 31, 32 and the first and second binder liquid supply devices 33, 34 are alternately and in series in the moving direction.
- the first powder material supply device 31 is located at the foremost side when moving forward from the origin position (position on the near side of the table 2). Therefore, the modeling unit 30 includes the first powder material supply device 31, the first binder liquid supply device 33, the second powder material supply device 32, and the second binder liquid supply from the front side in the forward direction.
- the apparatus 34 is arranged in series in the order of the devices 34.
- the first powder material supply device 31 and the first binder liquid supply device 33 are used as the first set 35, and the second powder material supply device 32 and the second binder liquid supply device 34 are used as the second set.
- the set 36 is used.
- the first binder liquid supply device 33 moves following the movement of the first powder material supply device 31, and in the second group 36, the second powder.
- the second binder liquid supply device 34 moves to supply the powder material 5 to the table 2 in each set 35, 36 and the binder liquid to the powder material 5. Discharging can be performed independently.
- a moving device is attached to each of the first and second powder material supply devices 31 and 32 and the first and second binder liquid supply devices 33 and 34 so that they can be moved separately.
- the moving device in this embodiment moves on a pair of left and right guide rails that extend in a straight line and horizontally in the front-rear direction of the three-dimensional modeling apparatus 1 ⁇ / b> B and these pair of guide rails.
- a guide mechanism having a pair of left and right movable members, and a drive member (not shown) for moving the pair of movable members along the guide rails, the first and second powder material supply devices 31,
- Each of the first and second binder liquid supply devices 33 and 34 is provided for every 32.
- the pair of moving members are connected to both longitudinal ends of the first and second powder material supply devices 31 and 32 and the first and second binder liquid supply devices 33 and 34, respectively.
- the molding unit 4 can be moved integrally.
- the first powder material supply device 31 includes a guide mechanism and a drive member provided with a pair of left and right guide rails 41 and 42 and a pair of left and right moving members 43 and 44.
- the powder material supply device 32 is individually provided with a guide mechanism and a drive member including a pair of left and right guide rails 45 and 46 and a pair of left and right moving members 47 and 48.
- the first binder liquid supply device 33 includes a guide mechanism and a drive member including a pair of left and right guide rails 51 and 52 and a pair of left and right moving members 53 and 54, and the second binder liquid supply device.
- a guide mechanism and a drive member each provided with a pair of left and right guide rails 55 and 56 and a pair of left and right moving members 57 and 58 are individually attached to 34.
- the guide rails of the guide mechanisms of the first and second powder material supply devices 31 and 32 and the first and second binder liquid supply devices 33 and 34 are in positions that do not interfere with the guide rails of other guide mechanisms. Has been placed.
- each moving member does not contact the moving member of another guide mechanism during movement, and does not hinder each movement.
- the configuration of each of the moving devices, that is, the configuration of the guide mechanism and the drive member is basically the same as that of the first embodiment, and provides the same effect, so detailed description is omitted. .
- the modeling unit 30 is configured such that the powder material supply devices 31 and 32 and the binder liquid supply devices 33 and 34 are formed separately, and both can be separated and independently moved.
- the reason is as follows. That is, various types of powder materials and binder liquids used for modeling a modeled object are selected depending on the purpose of use of the modeled object, but depending on the powder material and binder liquid used, It is necessary to supply the powder material over a certain amount of time to make it a flat and dense layer carefully, or it takes some time for the binder liquid to penetrate into the powder material and to bond the powder material If you want to.
- the powder material and the binder liquid to be used are different between the first set 35 and the second set 36. Is also possible. Therefore, depending on the joining condition of the powder material in the first set 35, the second set is formed on the powder material layer 3 immediately after the powder material layer 3 is formed by the first set 35. It may be inappropriate to form a new powder material layer 3 by 36.
- the powder material supply devices 33 and 34 and the binder liquid supply devices 35 and 36 are formed separately, and the powders to be used are configured to be separated and independently movable.
- the timing of supplying the powder material, the timing of discharging the binder liquid, or the moving speed can be controlled in accordance with the body material and the binder liquid.
- the moving speeds of the powder material supply devices 31 and 32 and the binder liquid supply devices 33 and 34 can be arbitrarily set according to the powder material and the binder liquid to be used. It is preferable that the second binder liquid supply device 34 starts moving before the upper surface of the table is released by the advance of the powder material supply device 31.
- the powder material supply devices 31 and 32 and the binder liquid supply devices 33 and 34 are formed as separate bodies, respectively, except that each is configured to be movable separately and independently. Since the configuration is substantially the same as that of the first embodiment and the same operational effects are obtained, the same reference numerals are given and detailed description is omitted. Also, the configurations of the first and second powder material supply devices 31 and 32 and the configurations of the first and second binder liquid supply devices 33 and 34 are basically the same as those of the first embodiment. Since they are the same, detailed description is omitted.
- the same method as in the first embodiment is performed. Basically, as shown in FIG. 6 and FIG. 7, the first and second sets 35 and 36 of the powder material supply device and the binder liquid supply device of the modeling unit 30 are moved forward to form two layers. The layers 3 and 3 of the powder material are formed. That is, while the powder material layer 3 is first formed by the first set 35 including the first powder material supply device 31 and the first binder liquid supply device 33, the second powder material supply is performed. A new powder material layer 3 is formed and laminated on the powder material layer 3 formed by the first set 35 by the second set 36 including the device 32 and the second binder liquid supply device 34. Let
- the first powder material supply device 31 is independently operated at a moving speed suitable for the powder material to be used. It moves forward (refer FIG.6 (b)).
- the first binder liquid supply device 33 is moved at the moving speed and timing suitable for the binder liquid to be used and the powder material used in the first powder material supply apparatus 31. While following the movement of the material supply device 31, it is moved forward alone (see FIG. 6C). Further, as shown in FIGS.
- the second powder material supply device 32 is advanced at an appropriate timing and moving speed while following the movement of the first binder liquid supply device 33 (see FIG. 7A). Further, the second powder is supplied to the second binder liquid supply device 34 at a moving speed and timing suitable for the binder liquid used and the powder material used in the second powder material supply apparatus 32. It advances while following the movement of the material supply device 32 (see FIG. 7B). As a result, the first and second powder material supply devices 31 and 32 and the first and second binder liquid supply devices 33 and 34 are moved forward once to form the two layers 3 and 3 of the powder material. Will be formed.
- the first and second powder material supply devices 31 and 32 and the first and second binder liquid supply devices 33 are lowered while lowering the upper surface 2a of the table 2 by two layer thicknesses of the powder material. , 34 is repeated, and two new layers 3 and 3 of the powder material are formed and sequentially stacked, so that a part of the layered object 10 in the layer of the combined powder material 10 Are finally stacked, and a shaped object to be shaped finally is completed.
- the powder material supply devices 31 and 32 and the binder liquid supply devices 33 and 34 are formed separately, depending on the powder material and the binder liquid to be used.
- the powder material supply devices 31 and 32 and the binder liquid supply devices 33 and 34 can be controlled with respect to the moving speed and timing of movement, so that the plurality of powder material layers can be made more stable. And can be laminated. Furthermore, there is an advantage that the range of selection of the powder material and the binder liquid to be used is widened, and it is possible to more easily form a shaped object having performance suitable for the intended use.
- the three-dimensional modeling apparatus 1C of the third embodiment includes the first and second embodiments.
- the modeling unit moves forward, the powder material layer is formed.
- the modeling unit reciprocates (forwards and backwards) so that the powder material layer can be formed continuously. ing.
- the modeling unit 60 in the three-dimensional modeling apparatus 1C of this embodiment includes four powder material supply devices 61 to 64 and three binder liquid supply devices 65 to 67, and these powder materials.
- the supply devices 61 to 64 and the binder liquid supply devices 65 to 67 are formed separately.
- the modeling unit 60 includes first to fourth powder material supply devices 61 to 64 for supplying the powder material 5 to the upper surface 2a of the table 2 for each predetermined layer thickness, and the upper surface of the table 2.
- the first to third binder liquid supply devices 65 to 67 for discharging the binder liquid for bonding the powder material 5 to the powder material 5 supplied to 2a.
- the first to fourth powder material supply devices 61 to 64 and the first to third binder liquid supply devices 65 to 67 are all in the same direction (three-dimensional in this embodiment). It can move horizontally and in a straight line in the front-rear direction of the modeling apparatus 1C (the direction substantially parallel to the short direction of the upper surface 2a of the table 2).
- the first to fourth powder material supply devices 61 to 64 and the first to third binder liquid supply devices 65 to 67 are formed separately, but the tertiary With respect to the front-rear direction of the original modeling apparatus 1 ⁇ / b> C, the original modeling apparatus 1 ⁇ / b> C is configured to move integrally while in contact with an adjacent powder material supply apparatus or binder liquid supply apparatus. Therefore, the modeling unit 60 can reciprocate (back and forth) in one direction integrally as a whole.
- the movement of the modeling unit 60 is performed by a moving device 90.
- the moving device 90 is attached to a pair of left and right guide rails 91 and 92 and both ends in the longitudinal direction of the modeling unit 60.
- the first to fourth powder material supply devices 61 to 64 and the first to third binder liquid supply devices 65 to 67 are alternately and serially arranged in the moving direction.
- the powder material supply device is positioned at both ends in the moving direction of the modeling unit 60. That is, in this modeling unit 60, the powder material supply devices 61 to 64 and the binder liquid supply devices 65 to 67 are arranged such that the first powder material supply device 61 and the first binder liquid are supplied from the leading side in the forward direction.
- the powder material supply device (the first powder material supply device 61 when moving forward) is at the forefront of the moving direction.
- the fourth powder material supply device 64 is positioned. Then, the powder material supply device located on the leading side in the moving direction and the subsequent binder liquid supply device adjacent to the powder material supply device are combined into one set to form one layer 3 of the powder material. Form.
- the first to fourth powder material supply devices 61 to 64 and the first to third binder liquid supply devices 65 to 67 of the modeling unit 60 are formed so as to be movable up and down in the vertical direction.
- the first to fourth powder material supply devices 61 to 64 and the first to third binder liquid supply devices can be moved up and down in accordance with the moving direction.
- the powder material supply position and the binder liquid discharge position of the set of the powder material supply apparatus and the binder liquid supply apparatus located at the top in the moving direction have the lowest height, and the subsequent powder material
- the supply position and the discharge position of the binder liquid increase by the layer thickness of one layer of the powder material layer, and are located at the end.
- the supply position of the powder material and the discharge position of the binder liquid are the lowest positions.
- the supply position and the discharge position of the binder liquid are higher by the thickness of one layer of the powder material layer 3 than the supply position and the discharge position of the binder liquid of the first set 71 in the forward direction. Position.
- the powder material of the set of the third powder material supply device 63 and the third binder liquid supply device 67 (the third set 73 in the forward direction) which is the set following the second set 72 in the forward direction.
- the supply position and the discharge position of the binder liquid are higher by the layer thickness of one layer of the powder material layer 3 than the supply position and the discharge position of the binder liquid in the second set 72 in the forward direction.
- the fourth powder material supply device 64 located at the rear end has a height that does not contact the powder material layer 3 formed by the third set 73 in the forward direction, that is, another powder material supply device.
- the position is higher than the powder material supply position and the binder liquid discharge position of the binder liquid supply apparatus.
- the powder material supply devices 61 to 64 and the binder liquid supply devices 65 to 67 in the modeling unit 60 are high in the powder material supply position and the binder liquid application position. Changes from the forward case.
- the combination of the powder material supply device and the binder liquid supply device that forms the layer 3 of one powder material is also changed from the case of advancement.
- the fourth powder material supply device 64 and the third binder liquid supply device 67 positioned at the foremost side in the reverse direction form a set (first set 75 in the reverse direction).
- the supply position of the powder material of the group 75 and the discharge position of the binder liquid are the lowest positions.
- the third powder material supply device 63 and the second binder liquid supply device 66 following the first set 75 in the reverse direction form a set (second set 76 in the reverse direction).
- the powder material supply position and the binder liquid discharge position of the set 76 of the powder material layer 3 are more than the powder material supply position and the binder liquid discharge position of the first set 75 in the reverse direction.
- the position is higher by one layer thickness.
- the second powder material supply device 62 and the first binder liquid supply device 65 following the first set 75 in the reverse direction become a set (third set 77 in the reverse direction), and this third in the reverse direction.
- the powder material supply position and the binder liquid discharge position of the set 77 of the second set 76 in the reverse direction are more than the powder material supply position and the binder liquid discharge position of the second set 76 in the reverse direction.
- the position is higher by one layer thickness.
- the first powder material supply device located at the end has a height that does not contact the powder material layer formed by the third set 77 in the reverse direction, that is, another powder material supply device and a binder liquid supply.
- the position is higher than the powder material supply position and the binder liquid discharge position of the apparatus.
- the second binder liquid supply device 66 located in the center is the modeling unit. Even when the moving direction of 60 changes, basically the other powder material supply devices 65 to 67 and the binder liquid supply devices 65 and 67 move up and down in accordance with the moving direction of the modeling unit 60. It has become. That is, with the height of the second binder liquid supply device 66 as a reference, when the modeling unit 60 moves forward, the first and second powder material supplies that are on the leading side with respect to the second binder liquid supply device 66 are supplied.
- the third and fourth powder material supply devices 63 and 64 and the third binder liquid supply device 67 on the rear side are raised. It is like that.
- the fourth and third powder material supply devices 63 and 64 and the third binder liquid supply which are on the leading side of the second binder liquid supply device 66 serving as a reference.
- the device 67 is lowered, the second and first powder material supply devices 61 and 62 and the first binder liquid supply device 65 on the rear side are raised.
- the first to fourth powder material supply devices 61 to 64 and the first to third binder liquid supply devices 65 to 67 are moved up and down by using a lifting device (not shown).
- a lifting device As the lifting device, the first to fourth powder material supply devices 61 to 64 and the first to third binder liquid supply devices 65 to 67 can be lifted and lowered stably, and precise position control is performed. Any configuration can be used as long as it can be performed.
- a ball screw having a screw shaft extending in the vertical direction and a nut that moves the outer peripheral surface of the screw shaft in the axial direction by rotating the screw shaft with an electric motor or the like can be used.
- a structure may be provided in which a chain conveyor in which the chain moves in the vertical direction is provided, and the powder material supply devices 61 to 64 and the binder liquid supply devices 65 to 67 are moved up and down by movement of the chain of the chain conveyor. Further, the powder material supply devices 61 to 64 and the binder liquid supply devices 65 to 67 can be moved up and down by a fluid pressure cylinder in which the piston moves up and down in the vertical direction. Alternatively, a rack extending in the vertical direction is attached to each of the powder material supply devices 61 to 64 and the binder liquid supply devices 65 to 67, and the rack is moved up and down by a pinion that is rotated by an electric motor.
- the body material supply devices 61 to 64 and the binder liquid supply devices 65 to 67 can be lifted and lowered.
- the powder material supply devices 61 to 64 and the binder liquid supply devices 65 to 67 are moved up and down while being guided in the vertical direction by the guide rail.
- the table 2 is made smooth. Therefore, a linear guide having a cylindrical or spherical rolling element can be used.
- the powder material supply devices 61 to 64 and the binder liquid supply devices 65 to 67 on the respective guide rails are provided at the moving end portions of the powder material supply devices 61 to 64 and the binder liquid supply devices 65 to 67. It is preferable to provide a stopper that directly restricts the movement of 67.
- the first to fourth powder material supply devices 61 to 64 themselves and the first to third binder liquid supply devices 65 to 67 themselves are basically configured. Since it is the same as each structure of the powder material supply apparatus and binder liquid supply apparatus of the said 1st Embodiment, detailed description is abbreviate
- a method of modeling a model using the three-dimensional modeling apparatus 1C having the above configuration will be described.
- the table 2 is raised to the upper end position in the cylindrical member 12 as a preparation stage, as in the first embodiment.
- the modeling unit 60 returns the powder material to each of the powder material supply devices 61 to 64 in the state where it is returned to the origin position (in this embodiment, the front side of the table 2).
- 65 to 67 are filled with a binder solution.
- this modeling unit 60 is made up of a first set 71 of powder materials in a forward direction composed of a first powder material supply device 61 and a first binder liquid supply device 65.
- the height of the supply position and the discharge position of the binder liquid is made the lowest.
- the second and third sets 72 and 73 in the forward direction of the subsequent powder material supply apparatus binder liquid supply apparatus are arranged such that the powder material supply position and the binder liquid discharge position as they go to the rear side in the movement direction. Is increased by the thickness of one layer of the powder material layer 3, and the position of the fourth powder material supply device 64 located at the end is made highest.
- the modeling unit 60 is linearly advanced, and the first set 71 in the forward direction is formed on the upper surface 2a of the table 2 during the advancement.
- the powder material 5 is supplied from the powder material supply device 61 at a predetermined layer thickness.
- the adjacent first binder liquid supply device 65 that follows the first powder material supply device 61, The binder liquid is discharged in accordance with the shape of the lowermost layer of the modeled object to be modeled and combined. Thereby, the layer 81 of the 1st powder material containing the part of the lowest layer of the modeling object used as modeling object is formed.
- the second powder material supply device 62 which is the second set 72 in the forward direction, moves in the forward direction as the modeling unit 60 advances.
- the first set 71 reaches the first powder material layer 81 formed, the upper surface 2 a of the table 2, more specifically, on the first powder material layer 81, A new powder material 5 is supplied from the second powder material supply device 62 at a predetermined layer thickness.
- the adjacent second second material that follows the second powder material supply device 62 follows.
- the binder liquid is discharged from the binder liquid supply device 66 according to the shape of the second layer from the bottom of the modeled object to be modeled and combined. Thereby, the layer 82 of the 2nd powder material containing the part of the layer of the 2nd step from the bottom of the molded article used as modeling object is formed.
- the third powder material supply device 63 which is the third set 73 in the forward direction, is moved along with the second advancement of the modeling unit 60.
- the set 72 reaches the second powder material layer 82 formed, the third upper surface 2a of the table 2, more specifically, on the second powder material layer 82, the third powder material layer 82 is formed.
- a new powder material 5 is supplied at a predetermined layer thickness from the powder material supply device 63. Then, with respect to the new powder material 5 immediately after being supplied onto the second powder material layer 82, the adjacent subsequent third material 5 follows the third powder material supply device 63.
- the binder liquid is discharged from the binder liquid supply device 67 according to the shape of the third layer from the bottom of the modeled object to be modeled and combined. Thereby, the layer 83 of the 3rd powder material containing the part of the layer of the 3rd step from the bottom of the molded article used as modeling object is formed.
- the fourth powder material supply device 64 moves in the forward direction without supplying the powder material.
- the fourth powder material supply device 64 is detached from the upper surface 2a of the table 2 by the advance of the modeling unit 60, and the modeling unit 60 is located at the moving end (this embodiment).
- the movement in the forward direction of the modeling unit 60 is temporarily ended when the position of the rear side of the table 2 is reached.
- the modeling unit 60 is prepared for the next operation, that is, preparation for movement in the reverse direction. That is, as shown in FIG. 11 (a), the powder material supply devices 61 to 64 and the binder liquid supply devices 65 to 67 are moved up and down to change the modeling unit 60 to a backward form.
- the modeling unit 60 is connected to the position of the powder material supply and the binder liquid supply position of the first set 75 in the backward direction composed of the fourth powder material supply device 64 and the third binder liquid supply device 67.
- the height of the discharge position is made the lowest.
- the second and third sets 76 and 77 in the backward direction of the subsequent powder material supply device and the binder liquid supply device are arranged so that the height of the supply position and the discharge position of the binder liquid as it goes to the rear side in the movement direction. Is increased by the thickness of one layer of the powder material layer 3, and the position of the first powder material supply device 61 located at the end is changed to the highest shape.
- the table 2 is lowered by three layers of the layer thickness 3 of the powder material, and the upper surface of the third powder material layer 83 is positioned at the upper end in the cylindrical member 12.
- the modeling unit 60 is linearly moved backward toward the origin position, and the upper surface 2a of the table 2, more specifically, movement in the forward direction during the backward movement.
- the powder material 5 from the fourth powder material supply device 64 which is the first set 75 in the reverse direction, has a predetermined layer thickness.
- an adjacent subsequent third binder liquid supply that follows the fourth powder material supply device 64 with respect to the powder material 5 immediately after being supplied from the fourth powder material supply device 64.
- the binder liquid is discharged and combined in accordance with the shape of the fourth layer from the bottom of the modeled object to be modeled.
- the layer 84 of the 4th powder material containing the part of the layer of the 4th step from the bottom of the modeling object used as modeling object is formed.
- the third powder material supply device 63 which is the second set 76 in the reverse direction, is moved in the reverse direction as the modeling unit 60 moves backward.
- the first set 75 reaches the fourth powder material layer 84 formed, the upper surface 2 a of the table 2, more specifically, on the fourth powder material layer 84, the second powder material layer 84 is formed. 3, a new powder material 5 is supplied at a predetermined layer thickness. Then, for the new powder material 5 just after being supplied onto the layer of the fourth powder material 84, the adjacent second second material that follows the third powder material supply device 63 follows.
- the binder liquid is discharged from the binder liquid supply device 66 in accordance with the shape of the fifth layer from the bottom of the modeled object to be modeled and combined. Thereby, the layer 85 of the 5th powder material containing the part of the layer of the 5th step from the bottom of the modeling object used as modeling object is formed.
- the second powder material supply device 62 that is the third set 77 in the backward movement direction moves in the backward movement direction.
- the second set 76 of the second set 76 reaches the layer 85 of the fifth powder material, the upper surface 2a of the table 2, more specifically, on the layer 85 of the fifth powder material, A new powder material 5 is supplied from the second powder material supply device 62 at a predetermined layer thickness. Then, for the new powder material 5 immediately after being supplied onto the fifth powder material layer 85, the adjacent first first material that follows the second powder material supply device 62 follows.
- the binder liquid is discharged from the binder liquid supply device 65 according to the shape of the sixth layer from the bottom of the modeled object to be modeled and combined. Thereby, the layer 86 of the sixth powder material including the portion of the sixth layer from the bottom of the model to be modeled is formed.
- the first powder material supply device 61 moves in the backward direction without supplying the powder material.
- the upper surface 2a of the table 2 is lowered by the thickness of three layers of the powder material, and the modeling is performed.
- the powder material supply devices 61 to 64 and the binder liquid supply devices 65 to 67 of the unit 60 are moved up and down to change the modeling unit 60 again to the forward form.
- the modeling unit 60 in the form for advancement is moved forward again, and moved while forming three new powder material layers on the sixth powder material layer 86.
- the upper surface 2a of the table 2 is lowered by the thickness of the layer 3 of the powder material 3 and the modeling unit 60 is changed to a backward configuration.
- the reverse movement is started and moved while forming three layers of new powder material.
- the modeling unit 60 moves forward and backward, the modeling unit 60 is deformed into forward and backward forms, while the upper surface 2a of the table 2 has three layers of the layer 3 of the powder material.
- a modeled object to be modeled is completed.
- the three-dimensional modeling apparatus 1 ⁇ / b> C having the above configuration can basically obtain the same effects as those of the first embodiment.
- a plurality of powder material layers 3 can be formed and laminated, so that the powder material layer is formed only during the forward movement.
- waste of movement of the modeling unit can be eliminated, and thereby the modeling speed of the modeled object can be remarkably improved.
- the modeling unit 60 of this embodiment three layers of powder material can be formed by one advance or reverse, so that two layers of powder material are formed by one advance. Compared to the first embodiment, the efficiency of forming the layer of the powder material in one advance or reverse is high, and the modeling speed of the model is further increased.
- FIG. 12 shows a fourth embodiment of the three-dimensional modeling apparatus of the present invention, and the three-dimensional modeling apparatus 1D of this embodiment supplies a powder material in the same manner as the second embodiment.
- the apparatus and the binder liquid supply apparatus are configured to form a layer of powder material when the apparatus advances, but the structures for moving the powder material supply apparatus and the binder liquid supply apparatus are different.
- the modeling unit 100 includes a plurality of powder material supply apparatuses 101 to 108 and the same number of binder liquid supplies as the powder material supply apparatuses 101 to 108.
- the powder material supply devices 101 to 108 and the binder liquid supply devices 111 to 118 are arranged in the front-rear direction of the 3D modeling apparatus 1D (the upper surface of the table 2). It is possible to sequentially form the layers 3 of the powder material by advancing from the origin position (position on the near side of the table 2) in the direction along the short direction of 2a.
- the powder material supply devices 101 to 108 and the binder liquid supply devices 111 to 118 are formed separately from each other, and are configured to be independently movable.
- the powder material supply devices 101 to 108 and the binder liquid supply devices 111 to 118 of the modeling unit 100 are all movable in the same direction, and form the powder material layer 3.
- the table 2 moves in a straight line in the state of being close to the upper surface 2a of the table 2 (in the case of this embodiment, it moves forward).
- the powder material supply devices 101 to 108 and the binder liquid supply devices 111 to 118 are alternately and serially arranged in the movement direction, and the movement of the modeling unit 100 is performed.
- the powder material supply device 101 is positioned on the foremost side in the direction (forward direction). Further, the powder material supply device 101 located on the leading side in the forward direction and the binder liquid supply device on the subsequent side adjacent to the powder material supply device are taken as one set, and each of the powder material supply devices 101 to 108 The same set of binder liquid supply devices 111 to 118 can be moved following the movement.
- each set by supplying the powder material 5 to the upper surface 2a of the table 2 and discharging the binder liquid to the powder material 5 supplied to the upper surface 2a of the table 2, each set is shaped. It is possible to form the powder material layer 3 including a part of the layer of the object to be modeled.
- the modeling unit 100 is the most advanced in the forward direction among the set of the powder material supply device located on the leading side in the forward direction and the binder liquid supply device on the subsequent side adjacent to the powder material supply device.
- the supply position of the powder material 5 and the discharge position of the binder liquid of the group located at the head (specifically, the group including the powder material supply device 101 and the binder liquid supply device 111) are set to have the lowest height.
- the powder material supply position and the binder liquid discharge position are one layer of the powder material layer 3 as it goes to the rear side in the forward direction. The layer thickness is set higher.
- the powder material 5 supply position and binder liquid discharge position of the group located at the end are all powder materials. It is set to the highest value in the set of the supply device and the binder liquid supply device.
- each set of the powder material supply devices 101 to 108 and the binder liquid supply devices 111 to 118 can be formed by shifting the powder material layer 3 by one layer thickness.
- the unit 100 moves forward, when the leading set is forming the powder material layer 3, the trailing set adjacent to the leading set with a slight time difference is The powder material layer 3 can be newly formed and laminated sequentially on the powder material layer 3 immediately after being formed as a set.
- the modeling unit 100 can be formed in a state where a plurality of layers 3 of the powder material are laminated by one advancement.
- the set of these powder material supply device and the binder liquid supply device is 8 by one advancement. It is possible to form and laminate layers of powder material.
- each of the powder material supply devices 101 to 108 and each of the binder liquid supply devices 111 to 118 advances, and the powder material is formed with respect to one layer of the powder material to be formed. Is finished, or when the discharge of the binder liquid is finished, the powder material supply devices 101 to 108 for which the supply of the powder material is finished or the binder liquid supply devices 111 to 111 for which the discharge of the binder liquid is finished. 118 is removed from the state close to the upper surface 2a of the table 2 and sequentially returned to the origin position.
- the powder material supply devices 101 to 108 and the binder liquid supply devices 111 to 118 are returned to the origin positions, the powder material supply devices 101 to 108 and the binder liquid supply devices 111 to 118 are returned. Is returned to the original position without breaking the order of the initial forward direction, and again moved to the upper surface 2a of the table 2 to supply the powder material and discharge the binder liquid in the original order. ing. Further, the powder material supply devices 101 to 108 and the binder liquid supply devices 111 to 118 initially set the height of the powder material supply position or the binder liquid discharge position even when the origin is returned. The height that is set is maintained.
- the supply position of the powder material and the discharge position of the binder liquid located at the forefront in the forward direction are the lowest.
- the subsequent powder material supply device and binder liquid supply device group is one layer of the powder material layer as the powder material supply position and the binder liquid discharge position move to the rear side in the forward direction. The state in which the thickness is increased is always maintained.
- the powder material supply devices 101 to 108 and the binder liquid supply devices 111 to 118 are moved as follows. That is, as the powder material supply devices 101 to 108 or the binder liquid supply devices 111 to 118 advance, the supply of the powder material to the layer of the powder material to be formed and the discharge of the binder liquid are completed. When the position of the moving end (in this embodiment, the back side of the table 2) is reached, the powder material supply devices 101 to 108 or the binder liquid supply devices 101 to 108 are raised in a substantially vertical direction. Then, the table 2 is separated from the state close to the upper surface 2 a of the table 2. Furthermore, it moves to the height which does not contact with other powder material supply apparatuses and binder liquid supply apparatuses.
- each of these powder material supply devices 101 to 108 and each of the binder liquid supply devices 111 to 118 is moved so as to draw a substantially rectangular locus in a side view, and is moved from the origin position.
- Each of the powder material supply devices and each of the binder liquid supply devices are moved by a moving device that individually moves each of them.
- the moving device is configured so that each of the powder material supply devices 101 to 108 and each of the binder liquid supply devices 111 to 118 is close to the upper surface of the table when forming the powder material layer.
- the powder is separated from the state close to the upper surface of the table and sequentially returned to the origin position. Any configuration can be used as long as it can be configured.
- the powder material supply devices 101 to 108 and the binder liquid supply devices 111 to 118 are provided on both side ends in the longitudinal direction, and the powder material supply devices 101 to 108 and the binder liquid supply devices 111 to 118 are provided.
- a pair of left and right guide rails 120, 120 extending along the direction of movement (substantially rectangular in side view) (however, only one guide rail is shown in FIG. 12), and each powder material supply device 101 To 108 and a pair of left and right wheels that run along the pair of guide rails provided at both ends in the longitudinal direction of the binder liquid supply devices 111 to 118.
- each of the powder material supply devices 101 to 108 and each of the binder liquid supply devices 111 to 118 may be configured to move so as to draw a trajectory that is substantially rectangular in a side view as described above.
- a pulley may be provided instead of the wheel, and a timing belt or a timing chain may be provided instead of the guide rail.
- the configuration of the powder material supply devices 101 to 108 themselves, the configuration of the binder liquid supply devices 111 to 118 themselves, and the configuration of the table 2 are basically the same as those in the first embodiment. Therefore, detailed description is omitted.
- the table 2 is raised to the upper end position in the cylindrical member 12 as a preparation stage, as in the first embodiment. Further, as shown in FIG. 12A, the modeling unit 100 separates the powder material supply devices 101 to 108 and the binder liquid supply devices 111 to 118 from the upper surface 2 of the table 2, and is the most advanced. The powder material supply device located on the side is in the state of being located at the origin position.
- the powder material supply devices 101 to 108 and the binder liquid supply devices 111 to 118 of the modeling unit 100 are arranged from the one located on the leading side in the forward direction to the table. 2 are sequentially advanced linearly in a state of being close to the upper surface 2a.
- the powder material layer is formed by a set of the powder material supply device located on the leading side in the advance direction and the binder liquid supply device on the subsequent side adjacent to the powder material supply device.
- the group located at the foremost side forms the powder material layer 3 located directly at the bottom layer directly on the upper surface 2a of the table 2, and the subsequent group comprises the upper surface 2a of the table 2, more specifically, Sequentially forms and stacks a new powder material layer 3 on the powder material layer 3 formed by the adjacent leading set.
- the table 2 leaves the state close to the upper surface 2a. In addition, it moves backward so that it does not interfere with the advance of other powder material supply devices and binder liquid supply devices, and descends at a position above the origin position to return to the origin position.
- the formation and lamination of the powder material layer 3 by the first advance is completed.
- the table 2 is lowered, and the upper surface of the powder material layer 3 formed by the pair of the powder material supply device and the binder liquid supply device located at the end is positioned at the upper end in the cylindrical member 12. .
- the powder material supply device 101 located at the foremost side of the modeling unit 100 that has returned to the origin position is started to advance again, and the powder material supply device 108 and the binder liquid supply device 118 located at the rearmost position are started.
- a new powder material is supplied onto the layer 3 of the powder material formed by the pair.
- each of the powder material supply devices 101 to 108 and each of the binder liquid supply devices 111 to 118 of the modeling unit 100 starts an operation of sequentially returning to the original position when the supply of the powder material and the discharge of the binder liquid are completed. Therefore, when the entire modeling unit moves to the origin position as in the first embodiment, that is, the powder material supply and binder liquid discharge of all powder material supply apparatuses and binder liquid supply apparatuses are performed. Compared with the case where the operation of returning to the original position after starting is completed, useless time can be omitted as much as possible.
- the powder material supply devices 101 to 108 and the binder liquid supply devices 111 to 118 are powders of all the powder material supply devices and the binder liquid supply devices. Without waiting for completion of material supply and binder liquid discharge, as soon as the powder material supply and binder liquid discharge are completed, the return operation to the origin position is started sequentially, so the next forward operation is performed. It is possible to significantly reduce the time until Thereby, the modeling speed of a molded article can be improved.
- FIGS. 13 and 14 show a fifth embodiment of the present invention.
- the three-dimensional modeling apparatus 1E of this embodiment is different from the three-dimensional modeling apparatus according to the first embodiment as a modeling unit.
- the moving direction of is different. That is, in the first embodiment, the modeling unit 4 is linearly moved.
- the first and second powders of the modeling unit 130 are used.
- the material supply devices 131 and 132 and the first and second binder liquid supply devices 133 and 134 are configured to be movable so as to circulate in a substantially rounded rectangular shape in plan view.
- the powder material layer 3 can be formed during the circulation of the powder material supply devices 131 and 132 and the binder liquid supply devices 133 and 134.
- the supply width of the powder material, and the discharge width of the binder liquid substantially the same configuration as the modeling unit of the first embodiment (the length in the longitudinal direction)
- the powder material supply width and the binder liquid discharge width use a modeling unit 130 having a size of about 2/3 that of the modeling unit of the first embodiment.
- the modeling unit 130 is substantially parallel to the lateral direction of the upper surface 2a of the table 2 toward the back side of the three-dimensional modeling apparatus 1E so as to pass through the right half side of the upper surface 2a of the table 2.
- the modeling unit 130 forms two layers 3 and 3 of powder material each when moving the right half side and the left half side of the upper surface 2a of the table 2, A modeled object can be formed on each of the right half side and the left half side of the upper surface 2a of the table 2.
- the powder material supply devices 131 and 132 and the binder liquid supply devices 133 and 134 should be formed to switch the movement between the right half side and the left half side movement of the upper surface 2a of the table 2 in the modeling unit 130.
- the modeling unit 130 by moving the modeling unit 130 forward so as to draw a substantially semicircular shape in plan view, the first powder material supply device 131 in the modeling unit 130 is always positioned at the forefront side in the forward direction that is the moving direction.
- the direction of the entire modeling unit 130 is changed so that the right half side movement and the left half side movement of the upper surface 2a of the table 2 in the modeling unit 130 are switched.
- the modeling unit 130 can move so as to circulate in a substantially rounded rectangular shape in plan view with the first powder material supply device 131 always positioned at the top. 130
- the robot can be continuously advanced without almost stopping.
- the modeling unit 130 can be rotated in a substantially rounded rectangular shape in plan view by a moving device (not shown) that moves the entire modeling unit 130.
- a moving device an apparatus having an arbitrary configuration can be used as long as the entire modeling unit can be stably moved into a substantially rounded rectangular shape in plan view.
- a gear that is rotated by the rotation of the electric motor is provided in a portion located on the outer peripheral side of the trajectory in the modeling unit, and on the trajectory of the part positioned on the outer peripheral side of the modeling unit It is good also as a structure which provides the rail which has a tooth
- the three-dimensional modeling apparatus 1E having the above configuration can basically obtain the same effects as those of the first embodiment, but the modeling unit 130 can be continuously advanced. Compared to the case of returning to the origin position as in the above embodiment, there is an advantage that the modeling object can be efficiently modeled while being effectively used without wasting the moving time.
- the supply width of the powder material of the material supply devices 131 ′ and 132 ′ and the discharge width of the binder liquid of each of the binder liquid supply devices 133 ′ and 134 ′ are half the length of the long side of the upper surface 2 a of the table 2. More than that.
- the part which moves the center side of the upper surface 2a of the table 2 in the said modeling unit 130 ' is set as the structure which always advances through the center part of the longitudinal direction of the upper surface 2a of the table 2. As shown in FIG.
- the end of the modeling unit 130 ′ that moves on the center side of the upper surface 2 a of the table 2 passes through the upper side of the center portion of the upper surface 2 a of the table 2 in the longitudinal direction, and is short on the upper surface 2 a of the table 2 It is connected to a central rail 135 extending in the direction so as to be movable and rotatable.
- the central rail 135 guides the movement of the modeling unit 130 'so that the modeling unit 130' always moves forward through the center in the longitudinal direction of the upper surface 2a of the table 2.
- the structure as shown, for example in FIG. 16 can be used. That is, the modeling unit 130 ′ includes a rod-shaped portion 136a that rises upward, and a flange portion 136b that is formed on the upper end side of the rod-shaped portion 136a and is formed in a substantially disc shape in plan view.
- the connecting member 136 is provided.
- the central rail 135 is extended in the axial direction of the central rail 135, and the flange 136b of the connecting member 136 is movable and opened downwardly so that it can be rotated around the axis of the rod-shaped portion 136a.
- a pair of protrusions for preventing the flange portion 136b from protruding at the ends (lower end portions) of the pair of groove walls of the groove 135a substantially at right angles to the inward direction of the groove 135a It is set as the structure provided with 135b, 135b.
- a part of the flange portion 136b and the rod-like portion 136a of the connecting member 136 of the modeling unit 130 ′ are movably accommodated in the groove 135 of the central rail 135, thereby enabling the modeling unit 130 ′ and
- the central rail 135 is connected.
- the central rail 135 can guide the modeling unit 130 ′ so that it always moves through the longitudinal center of the upper surface 2 a of the table 2.
- FIGS. 17 to 23 show a sixth embodiment of the three-dimensional modeling apparatus of the present invention, and the first to fifth embodiments basically move linearly on the upper surface of the table.
- the three-dimensional modeling apparatus of this embodiment continuously forms the layer of powder material while the modeling unit rotates in one direction on the upper surface of the table. They are greatly different in that they are formed and laminated.
- the three-dimensional modeling apparatus 1 ⁇ / b> F of this embodiment forms a single table 150 in which powder materials forming a model are stacked in layers, and a layer 3 of powder material on the upper surface 150 a of the table 150.
- the modeling unit 151 is provided.
- the modeling unit 151 includes a shaft member 152 extending in the vertical direction, and a rotating member 153 attached to the shaft member 152 so as to be rotatable around the axis of the shaft member 152.
- a single powder material supply device 154 that supplies the powder material 5 to the upper surface 150 a of the table 150 in a predetermined layer thickness is supplied to the rotating member 153 and the upper surface 150 a of the table 150.
- Two binder liquid supply devices 155 and 156 for discharging the binder liquid to the powder material 5 are disposed.
- the rotating member 153 rotates the shaft member 152 around the axis of the shaft member 152, so that the powder material supply device 154 and the binder liquid supply devices 155 and 156 together with the rotating member 153 are the shaft member.
- the powder material layer 3 is formed on the upper surface 150a of the table 150 by supplying the powder material and discharging the binder liquid while rotating 152 around the axis.
- the table 150 is basically configured to maintain a constant height without being raised or lowered during the formation of the powder material layer 3 until the modeling of the modeled object is completed. It has become.
- the rotating member 153 is formed in a plate shape having a substantially rectangular shape in plan view as a whole, and a through hole 157 into which the shaft member 152 is inserted through the plate surface in the vertical direction at one end side in the longitudinal direction. And a thread groove that meshes with a thread of the shaft member 152, which will be described later, is formed on the inner peripheral surface of the through hole 157.
- the shaft member 152 is a rod-shaped member having a substantially circular cross section that is fixed to the upper surface 2a of the table 2 at the lower end side, and a thread that engages with the thread groove of the through hole 157 of the rotating member 153 is provided on the outer peripheral surface. ing.
- the rotating member 153 rotates in one direction around the axis of the shaft member 152, whereby the rotating member 153 gradually rises by the pitch of the thread and the thread groove.
- the pitches of the threads and the thread grooves are set so as to increase by one layer of the layer thickness of the powder material layer 3 when the rotating member 153 goes around the shaft member 152 once.
- the table is basically configured to maintain a constant height without being raised or lowered during the formation of the powder material layer 3 until the modeling of the modeled object is completed. It has become.
- An arbitrary method can be used when rotating the rotating member 153.
- a pulley having the through hole 157 as the center of rotation is fixed to the rotating member 153, and the rotational force of the electric motor provided outside the modeling unit 151 is transmitted by a timing belt or a timing chain.
- a method of rotating the member around the axis of the shaft member can be used.
- an electric motor is fixed to the rotating member 153, and the rotating force of the electric motor is conducted to the shaft member 152 via a wheel or the like attached to the output shaft of the electric motor, thereby the rotating member 153 is connected to the shaft member. You may make it rotate with respect to.
- a guide rail formed in a spiral shape having a pitch in accordance with the degree of rise accompanying the rotation of the rotating member 153 surrounds the outer periphery of the table 150. It is preferable to use a configuration in which the rotating member moves on the guide rail by a linear guide having a cylindrical or spherical rolling element.
- a guide rail formed in a spiral shape having a pitch that matches the degree of ascending with the rotation of the rotating member 153 is provided so as to surround the outer periphery of the table 150, and on the opposite side of the rotating member 153 from the through hole 157.
- works on this guide rail at the edge part of the longitudinal direction of can be used. Then, by rotating the wheel with an electric motor, the rotating member 153 may be moved along the guide rail, and the rotating member 153 may be raised while rotating around the axis of the shaft member 152. At this time, in order to smoothly rotate the rotating member 153, it is preferable to use a linear guide having a cylindrical or spherical rolling element between the guide rail and the rotating member 153.
- the powder material supply device 154 is provided on the rotation member 153 on the leading side in the rotation direction when the powder material layer 3 is formed, and the through hole 157 in the rotation member 153 is provided.
- the supply width of the powder material extends from the vicinity of the end portion to the end portion side opposite to the end portion where the through hole 157 is provided.
- the powder material supply device 154 has basically the same configuration as that of the first embodiment, but the shape of the discharge port 154a for discharging the powder material toward the upper surface 150a of the table 150 is the same. As shown in FIG. 19, the opening area of the discharge port 154 a increases as it goes to the end portion located on the outer peripheral side during rotation of the rotating member 153.
- the reason why the discharge port 154a has such a shape is that the end portion located on the outer peripheral side during rotation of the rotating member 153 has a larger peripheral speed than the inner peripheral side, and therefore the same amount as the inner peripheral side. This is because when the powder material is discharged, the discharge amount is insufficient, and the powder material formed on the upper surface 150a of the table 150 does not have a uniform layer thickness. Therefore, as the rotating member 153 moves toward the end portion located on the outer peripheral side at the time of rotation, the opening area of the discharge port becomes larger, and the powder material becomes closer to the end portion located on the outer peripheral side at the time of rotation. Thus, the powder material can be supplied to the upper surface 150a of the table 150 so as to have a uniform layer thickness. Since the other configuration of the powder material supply device 154 is the same as that of the first embodiment, detailed description thereof is omitted.
- the two binder liquid supply devices 155 and 156 are provided at a portion located on the rear side of the powder material supply device 154 when the rotating member 153 rotates, and the powder material supply device is rotated when rotating. It is designed to rotate with the device 154.
- the first binder liquid supply device 155 is provided on the end side in the short direction opposite to the powder material supply device 154 in the rotating member 153.
- the binder liquid supply device 156 is provided at a position between the first binder liquid supply device 155 and the powder material supply device 154.
- the first binder liquid supply device 155 has a discharge width of the binder liquid having the same width as the powder material supply width of the powder material supply device 154.
- the second binder liquid supply device 156 is for assisting the first binder liquid supply device 155, and when rotating, the powder material supply device 154 and the first binder liquid supply device 155 It rotates together and discharges the binder liquid in synchronization with the first binder liquid supply device 155.
- This second binder liquid supply device 156 has a discharge width smaller than the discharge width of the binder liquid of the first binder liquid supply device 155. In the case of the one shown in FIG. It is about half of the binder liquid discharge width.
- the second binder liquid supply device 156 is provided at a position close to the end side which is the outer peripheral side of the rotating member 153 when the rotating member 153 rotates.
- the second binder liquid supply device 156 is provided because the end portion located on the outer peripheral side during rotation of the rotating member 153 has a higher peripheral speed than the inner peripheral side. This is because the binder liquid supply device 155 alone is insufficient in the discharge amount of the binder liquid on the outer peripheral side, and the powder material may not be appropriately joined. Therefore, by discharging the binder liquid from the second binder liquid supply device 156, a sufficient amount of binder liquid is discharged from the end portion located on the outer peripheral side when the rotating member 153 rotates, and the powder The material can be stably joined.
- the second binder liquid supply device 156 and the first binder liquid supply device 155 have basically the same configuration except for the discharge width of the binder liquid. Further, since the basic configuration of the first and second binder liquid supply devices is the same as that of the first embodiment, detailed description thereof is omitted.
- a method of modeling a model using the three-dimensional modeling apparatus 1F having the above configuration will be described.
- the rotating member 153 is lowered to a height at which the lowest layer of the modeled object can be formed on the upper surface 150a of the table 150.
- the powder material supply device 154 of the modeling unit 151 is filled with a powder material
- the binder liquid supply devices 155 and 156 are filled with a binder liquid.
- the rotating member 153 of the modeling unit 151 is rotated in one direction around the axis of the shaft member 152 (the direction in which the powder material supply device 154 is at the top), and the upper surface of the table 150 is rotated during the rotation.
- the powder material supply device 154 supplies the powder material 5 with a predetermined layer thickness.
- the adjacent first binder liquid supply device 155 and the second binder that follow the powder material supply device 154 with respect to the powder material 5 immediately after being supplied to the upper surface 150 a of the table 150. From the liquid supply device 156, the binder liquid is discharged according to the shape of the lowermost layer of the modeled object to be modeled and combined.
- the powder material supply device 154 and the first and second binder liquid supply devices 155 and 156 continually use the powder material while the rotating member 153 is rotating. 5 is supplied and the binder liquid is discharged to continuously form the powder material layer 3 including a part of the layered object to be modeled.
- the powder material supply device 154 and the first and second binder liquid supply devices 155. , 156 continuously forming the powder material layer 3 while rotating, the powder material layer 3 is composed of the powder material supply device 154 and the first and second binder liquid supply devices 155, 155.
- the powder material supply device 154 and the first and second binder liquid supply devices 155 and 156 are continuously rotated by the rotating member 153 until the modeling of the modeling object to be modeled is completed.
- the layer 3 of the powder material is continuously formed and laminated, and finally, the shaped article is completed.
- the powder material supply device 154 and the first and second binder liquid supply devices 155 and 156 are rotated around the axis of the shaft member 152 by the rotating member 153.
- the powder material layer 3 can be continuously formed and laminated, so there is no waste in moving the powder material supply device 154 and the binder liquid supply devices 155 and 156.
- modeling can be performed very efficiently and in a short time depending on the shape of the modeled object.
- the layer of the powder material can be continuously formed and stacked simply by raising the rotating member 154 while rotating around the axis of the shaft member 152, the height direction can be controlled substantially. Only by this, modeling of a modeled object becomes possible, and there is an advantage that control as the entire apparatus is relatively easy.
- the rotating member 153 ′ of the modeling unit 150 ′ is fixed to the lower end side of the shaft member 152 ′, and the shaft member 152 ′ is rotated around the axis together with the rotating member 153 ′.
- the entire rotating member 153 ′ is rotated substantially around the axis of the shaft member 152 ′, and the shaft member 152 ′ gradually rises with the rotation.
- Reference numeral 158 in FIGS. 23 and 24 is a support member that rotatably supports the shaft member 152 ′.
- the support member 158 has a through hole 158 a into which the shaft member 152 ′ is inserted.
- a thread groove that meshes with a thread formed on the outer peripheral surface of the shaft member is formed in the through hole 158a. Accordingly, the shaft member 152 ′ moves up in the through hole of the support member 158 by rotating around the axis, and as a result, the rotating member 153 ′ also moves up.
- the powder material supply device 154 and the first binder liquid supply device 154 have the same width as the powder material supply width and the same as the length of the rotating member in the longitudinal direction. And the discharge of the binder liquid can be performed over the entire upper surface 150 a of the table 150. As a result, a region where the powder material supply device 154 and the binder liquid supply devices 155 and 156 cannot supply the powder material and discharge the binder liquid is not formed, so that the modeling object is formed on the entire upper surface 150a of the table 150. Moreover, restrictions on the shape of the modeled object to be modeled are greatly reduced.
- the shaft member 152 ′ is gradually raised by rotating the shaft member 152 ′ to raise the rotary member 153 ′, thereby laminating a layer of powder material.
- the structure may be such that the height of the shaft member is constant, that is, the powder material supply device and each binder liquid supply device attached to the rotating member are constant in height, and the upper surface of the table is gradually lowered.
- two or more powder material supply devices and two binder liquid supply devices are used, but these powder material supply devices and binder liquid supply devices are powders. If the binder liquid supply device moves following the movement of the material sharing device, at least one is sufficient. Moreover, about the number of the powder material supply apparatus and binder liquid supply apparatus to be used, it can set arbitrarily by the magnitude
- the layer of the powder material is basically stacked while the upper surface of the table is lowered.
- the powder material supply device and the binder liquid supply device may be formed by sequentially forming and stacking the powder material layers while raising the powder material supply device and the binder liquid supply device according to the number of layers of the powder material layers, respectively. .
- the modeling unit 60 arranges the plurality of powder material supply devices 61 to 64 and the plurality of binder liquid supply devices 65 to 67 alternately and in series in the moving direction.
- the powder material supply devices 61 and 64 are positioned at both ends in the moving direction, and the powder material is supplied during reciprocation of the modeling unit, that is, both forward and backward. A layer is formed.
- the arrangement of the powder material supply device and the binder liquid supply device does not necessarily have to be such an arrangement
- the powder material supply device and the binder liquid supply device may be arranged alternately and in series.
- the modeling unit 170 includes the same number (three in this case) of the first to third powder material supply devices 171 to 173 and the first to third binder liquids.
- the supply devices 174 to 176 may be arranged alternately and in series. Further, each of these powder material supply devices 171 to 173 and each of the binder liquid supply devices 174 to 176 can be moved up and down, and a plurality of powder material layers can be moved in each of the forward and backward movement directions of the modeling unit 170. It can be set as the structure which can deform
- the modeling unit 170 has a binder liquid supply device on one end side in the arrangement direction of the powder material supply device and the binder liquid supply device, and a powder material on the other end side.
- the binder liquid supply device and the powder material supply device on both ends may be left over. In that case, it is not necessary to stop the formation of the powder material layer as a whole of the modeling unit 170.
- the discharge of the binder liquid and the powder material Is simply moved together with the movement of the modeling unit 170 without supplying the above.
- FIG. 27A when the modeling unit 170 moves forward, all the powder material supply devices 171 to 173 and the binder liquid supply devices 174 to 176 function to function as a powder. Three layers 3 of material can be formed.
- FIG. 27 (b) when the modeling unit 170 moves backward, if the modeling unit 170 is deformed into a backward form, the third binder liquid supply located at the top in the moving direction The device 176 and the first powder material supply device 171 located at the end are left behind. Therefore, the third binder liquid supply device 176 and the first powder material supply device 171 do not participate in the formation of the powder material layer 3 and do not hinder the formation of the powder material layer 5.
- the backward shaping unit 170 moves while forming the two layers 3 of the powder material.
- the modeling unit arranges a plurality of powder material supply devices and a plurality of binder liquid supply devices alternately and serially in the moving direction, so that the powder material in both the forward and backward movements of the modeling unit.
- the binder liquid supply device may be positioned on both ends in the moving direction. Even in this case, when the modeling unit moves forward or backward, the binder liquid supply device positioned at the forefront in the moving direction may be moved without discharging the binder liquid.
- one powder material supply apparatus and substantially two binder liquid supply apparatuses are used, but these powder material supply apparatus and binder liquid supply apparatus The number can be arbitrarily selected depending on the size of the entire three-dimensional modeling apparatus, the size of a modeled object, and the like.
- the powder material supply device 154 and the binder liquid supply devices 155 and 156 are attached to one rotating member 153. However, the binder liquid supply device is moved to move the powder material supply device.
- the powder material supply device and the binder liquid supply device may be attached to different rotating materials as long as the powder material layer can be appropriately moved and formed and stacked appropriately.
- the powder material layer is formed by rotating the rotating member 153 to which the powder material supply device 154 and the binder liquid supply devices 155 and 156 are attached around the axis of the shaft member.
- Each layer is formed continuously.
- a plurality of rotating members to which the powder material supply device and the binder liquid supply device are attached are used, and these rotating members are rotated around the axis of the shaft member while maintaining a constant angle with each other, and the layer of the powdered coal material
- a plurality of layers may be continuously formed. At this time, it is important that each rotating member forms a layer of powder material while rising by the number of layers of the powder material formed by all the rotating members every time it rotates.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Optics & Photonics (AREA)
Abstract
本発明は、三次元造形物を製造するに際して、粉体材料の供給と、粉体材料へのバインダ液の吐出とを効率的に行って、できるだけ短時間で粉体材料の層の形成及び積層を行うことを目的とするもので、構成は次の通りである。 即ち、造形ユニット(4)の粉体材料供給装置(6),(7)は、テーブル(2)に近接した状態で一方向に移動自在に形成され、移動しながら粉体材料(5)を所定の供給幅でテーブル2に供給自在であり、バインダ液供給装置(8),(9)は、テーブル(2)に近接した状態で粉体材料供給装置(6),(7)と同じ方向に移動自在に形成され、粉体材料供給装置(6),(7)の移動に追随して移動しながらバインダ液を粉体材料(5)に吐出自在である構成とする。
Description
本発明は、層状の粉体材料に該粉体材料を接合するバインダ液を吐出して形成した粉体材料の層を複数層積層することにより、造形対象となる三次元造形物を造形する三次元造形装置及び三次元造形物の造形方法に関する。
従来から、造形対象となる三次元の造形物を、水平な複数の断面により切断した断面形状を有する層を積層して造形する、いわゆるラピッドプロトタイピングと呼ばれる技術は広く知られている。
このラピッドプロトタイピングとしては、光可塑性樹脂にレーザを照射する光造形や、薄膜状のシートを接着して積層するシート積層造形、熱可塑性樹脂を押し出して積層する方式、粉体材料をバインダ液で接合する粉体による造形等、種々の技術が存在する。
このラピッドプロトタイピングとしては、光可塑性樹脂にレーザを照射する光造形や、薄膜状のシートを接着して積層するシート積層造形、熱可塑性樹脂を押し出して積層する方式、粉体材料をバインダ液で接合する粉体による造形等、種々の技術が存在する。
このうち、粉体による造形は、他の技術に比べて取り扱いが比較的容易であり、また比較的安価に造形物を形成することができるという利点がある。
この粉体のよる造形としては、例えば特許文献1及び特許文献2に示すように、粉体材料を所定の層厚の層状としてテーブルの上面に供給し、その層に対してインクジェットヘッド等によってバインダ液を吐出することにより造形物の層の一部を形成し、その層を順次積層していくことにより三次元の造形物を造形することが行われている。
この粉体のよる造形としては、例えば特許文献1及び特許文献2に示すように、粉体材料を所定の層厚の層状としてテーブルの上面に供給し、その層に対してインクジェットヘッド等によってバインダ液を吐出することにより造形物の層の一部を形成し、その層を順次積層していくことにより三次元の造形物を造形することが行われている。
このような粉体による造形を行う三次元造形装置においては、前記粉体材料のテーブルの上面への供給は粉体材料供給装置によって行い、またテーブルの上面に供給された粉体材料へのバインダ液の吐出はバインダ液供給装置によって行うのが通常である。
このような構成の三次元造形装置によって造形物の造形を行うに際しては、一般に次のような動作が造形物の完成まで繰り返される。
即ち、まず粉体材料供給装置を直線状に移動させてテーブルの上面に粉体材料を所定の層厚に一様に拡げた後、該粉体材料供給装置をテーブルの上面から離脱させて原点位置に戻す。
次に、前記バインダ液供給装置を移動させて、バインダ液をテーブルの上面の粉体材料に向けて吐出させることにより、造形物の一部の層部分を含む粉体材料の層を形成する。
そして、バインダ液の吐出完了後は、バインダ液供給装置をテーブルの上面から離脱させて原点位置に戻すと共に、前記粉体材料供給装置を移動させて新たな粉体材料を、テーブルの上面、より具体的には直前に形成された粉体材料の層の上に供給し、所定の層厚に一様に拡げ、次の粉体材料の層を形成する。
このような構成の三次元造形装置によって造形物の造形を行うに際しては、一般に次のような動作が造形物の完成まで繰り返される。
即ち、まず粉体材料供給装置を直線状に移動させてテーブルの上面に粉体材料を所定の層厚に一様に拡げた後、該粉体材料供給装置をテーブルの上面から離脱させて原点位置に戻す。
次に、前記バインダ液供給装置を移動させて、バインダ液をテーブルの上面の粉体材料に向けて吐出させることにより、造形物の一部の層部分を含む粉体材料の層を形成する。
そして、バインダ液の吐出完了後は、バインダ液供給装置をテーブルの上面から離脱させて原点位置に戻すと共に、前記粉体材料供給装置を移動させて新たな粉体材料を、テーブルの上面、より具体的には直前に形成された粉体材料の層の上に供給し、所定の層厚に一様に拡げ、次の粉体材料の層を形成する。
しかしながら、このように粉体材料供給装置による粉体材料の供給に係る動作とバインダ液供給装置によるバインダ液の吐出に係る動作とを切り替える度に、これらの粉体材料供給装置あるいはバインダ液供給装置をそれぞれ原点位置まで戻すと、それぞれの移動に時間がかかるという問題がある。
一般に、粉体による造形を含むラピッドプロトタイピングによる造形物の造形は、造形対象となる三次元造形物の大きさにもよるが、小さな層厚の粉体材料の層を積層していく関係上、造形物の完成までには時間がかかる傾向にある。そのため、より高速で造形物を造形して造形時間を短縮することが望まれているが、上述のような粉体材料供給装置やバインダ液供給装置の移動時間は、造形物完成までの造形時間をさらに増大させる大きな原因の1つとなっているのが実情である。
一般に、粉体による造形を含むラピッドプロトタイピングによる造形物の造形は、造形対象となる三次元造形物の大きさにもよるが、小さな層厚の粉体材料の層を積層していく関係上、造形物の完成までには時間がかかる傾向にある。そのため、より高速で造形物を造形して造形時間を短縮することが望まれているが、上述のような粉体材料供給装置やバインダ液供給装置の移動時間は、造形物完成までの造形時間をさらに増大させる大きな原因の1つとなっているのが実情である。
本発明の技術的課題は、粉体材料によって三次元造形物を製造するに際して、粉体材料のテーブルの上面への供給と、該テーブルの上面に供給された粉体材料へのバインダ液の吐出とを効率的に行って、できるだけ短時間で粉体材料の層の形成及び積層を行うことが可能な技術を提供することにある。
前記課題を解決するため、本発明の三次元造形装置は、粉体材料が層状に積層されるテーブルと、該テーブルの上面に前記粉体材料を所定の層厚ごとに供給する粉体材料供給装置、及び前記テーブルの上面に供給された粉体材料に該粉体材料を結合させるバインダ液を吐出するバインダ液供給装置とを備えた造形ユニットとを有し、前記造形ユニットの粉体材料供給装置は、前記テーブルの上面に近接した状態で一方向に移動自在に形成されていて、移動しながら前記粉体材料を所定の供給幅で該テーブルの上面に供給自在であると共に、前記バインダ液供給装置は、前記テーブルの上面に近接した状態で前記粉体材料供給装置と同じ方向に移動自在に形成されていると共に、前記バインダ液を、最大で前記粉体材料供給装置の粉体材料の供給幅と同じ吐出幅で該テーブルの上面に吐出可能に構成されていて、該粉体材料供給装置の移動に追随して移動しながら前記バインダ液を前記テーブルの上面に供給された粉体材料に吐出自在であることを特徴とするものである。
本発明においては、前記バインダ液供給装置は、該バインダ液供給装置の移動方向と交差する方向に水平に延びて、前記バインダ液をテーブルの上面に供給された粉体材料に向けて吐出するインクジェットヘッドを備えていることが好ましい。
本発明においては、前記造形ユニットは、複数の前記粉体材料供給装置と複数の前記バインダ液供給装置とが、移動方向に沿って交互に且つ直列的に配設された構成を備えていて、移動方向の先頭側に位置する粉体材料供給装置及び該先頭側に位置する粉体材料供給装置の後続側に隣接するバインダ液供給装置を1組として、各組の粉体材料供給装置が前記テーブルの上面に供給した粉体材料に対して同じ組のバインダ液供給装置がバインダ液を吐出することにより、前記テーブルの上面に粉体材料の層を形成自在とし、移動方向の先頭側に位置する前記粉体材料供給装置とバインダ液供給装置の組が形成した粉体材料の層の上に、該組の後続側に隣接する粉体材料供給装置及びバインダ液供給装置の組が形成した新たな粉体材料の層を順次積層可能であるものとすることができる。
この場合においては、前記造形ユニットは、前進方向の最先頭側に前記粉体材料供給装置を位置させ、予め定めた一定の移動方向の最後尾に前記バインダ液供給装置を位置させた構成を備えていて、該造形ユニットが前記予め定めた一定の移動方向に移動するときにのみ前記粉体材料の層を形成するものとすることができる。
さらに、前記造形ユニットの前記粉体材料供給装置及び前記バインダ液供給装置の組は、移動方向の最先頭に位置する粉体材料供給装置及びバインダ液供給装置の組の粉体材料の供給位置及びバインダ液の吐出位置が最も高さが低く、後続の粉体材料供給装置及びバインダ液供給装置の組は、移動方向の後尾側に行くにしたがって、粉体材料の供給位置及びバインダ液の吐出位置が粉体材料の層の1層の層厚分ずつ高く設定されているものとすることができる。
この場合においては、前記造形ユニットは、前進方向の最先頭側に前記粉体材料供給装置を位置させ、予め定めた一定の移動方向の最後尾に前記バインダ液供給装置を位置させた構成を備えていて、該造形ユニットが前記予め定めた一定の移動方向に移動するときにのみ前記粉体材料の層を形成するものとすることができる。
さらに、前記造形ユニットの前記粉体材料供給装置及び前記バインダ液供給装置の組は、移動方向の最先頭に位置する粉体材料供給装置及びバインダ液供給装置の組の粉体材料の供給位置及びバインダ液の吐出位置が最も高さが低く、後続の粉体材料供給装置及びバインダ液供給装置の組は、移動方向の後尾側に行くにしたがって、粉体材料の供給位置及びバインダ液の吐出位置が粉体材料の層の1層の層厚分ずつ高く設定されているものとすることができる。
また、本発明においては、前記造形ユニットの粉体材料供給装置及びバインダ液供給装置は、いずれも平面視角丸長方形状に周回するように移動自在に形成されていて、これらの粉体材料供給装置及びバインダ液供給装置の周回中に前記粉体材料の層が形成されるものとすることができる。
または、前記造形ユニットの粉体材料供給装置及びバインダ液供給装置は、前記粉体材料の層を形成する際にはいずれも前記テーブルの上面に近接した状態で一直線状に移動すると共に、形成すべき1層の粉体材料の層に対して粉体材料の供給が終了した粉体材料供給装置及びバインダ液の吐出が終了したバインダ液供給装置は、前記テーブルの上面と近接した状態から脱して順次原点位置に復帰するものとすることができる。
または、前記造形ユニットの粉体材料供給装置及びバインダ液供給装置は、前記粉体材料の層を形成する際にはいずれも前記テーブルの上面に近接した状態で一直線状に移動すると共に、形成すべき1層の粉体材料の層に対して粉体材料の供給が終了した粉体材料供給装置及びバインダ液の吐出が終了したバインダ液供給装置は、前記テーブルの上面と近接した状態から脱して順次原点位置に復帰するものとすることができる。
あるいは、本発明においては、前記造形ユニットの粉体材料供給装置及びバインダ液供給装置は、いずれも一直線状に往復動自在に形成されていて、これらの粉体材料供給装置及びバインダ液供給装置が往復動を繰り返すことにより前記粉体材料の層の積層が行われるものとすることができる。
この場合においては、前記造形ユニットの前記粉体材料供給装置及び前記バインダ液供給装置は、それぞれ鉛直方向に昇降自在となっていて、これらの各粉体材料供給装置及びバインダ液供給装置は、移動方向に応じて、移動方向の最先頭に位置する粉体材料供給装置及びバインダ液供給装置の組の粉体材料の供給位置及びバインダ液の吐出位置が最も高さが低く、後続の粉体材料供給装置及びバインダ液供給装置の組は、移動方向の後尾側に行くにしたがって、供給位置及びバインダ液の吐出位置が粉体材料の層の1層の層厚分ずつ高くなり、且つ最後尾に位置する粉体材料供給装置の位置が最も高くなるようにそれぞれ昇降するものとすることが好ましい。
この場合においては、前記造形ユニットの前記粉体材料供給装置及び前記バインダ液供給装置は、それぞれ鉛直方向に昇降自在となっていて、これらの各粉体材料供給装置及びバインダ液供給装置は、移動方向に応じて、移動方向の最先頭に位置する粉体材料供給装置及びバインダ液供給装置の組の粉体材料の供給位置及びバインダ液の吐出位置が最も高さが低く、後続の粉体材料供給装置及びバインダ液供給装置の組は、移動方向の後尾側に行くにしたがって、供給位置及びバインダ液の吐出位置が粉体材料の層の1層の層厚分ずつ高くなり、且つ最後尾に位置する粉体材料供給装置の位置が最も高くなるようにそれぞれ昇降するものとすることが好ましい。
さらに、前記造形ユニットは、前記粉体材料供給装置及び前記バインダ液供給装置の配列方向の少なくとも一端側に粉体材料供給装置を位置させた構成を備えていて、その端側の粉体材料供給装置が移動方向の最後尾に位置する場合には、該端側の粉体材料供給装置を、粉体材料を前記テーブルの上面に供給することなく移動させるものとすることができる。
または、前記造形ユニットは、前記粉体材料供給装置及び前記バインダ液供給装置の配列方向の少なくとも一端側にバインダ液供給装置を位置させた構成を備えていて、その端側のバインダ液供給装置が移動方向の最先頭に位置する場合には、該端側のバインダ液供給装置を、バインダ液を吐出することなく移動させるものとすることができる。
または、前記造形ユニットは、前記粉体材料供給装置及び前記バインダ液供給装置の配列方向の少なくとも一端側にバインダ液供給装置を位置させた構成を備えていて、その端側のバインダ液供給装置が移動方向の最先頭に位置する場合には、該端側のバインダ液供給装置を、バインダ液を吐出することなく移動させるものとすることができる。
あるいは、本発明においては、前記造形ユニットは、鉛直方向に延びる軸部材の軸線周りに回転自在に取付けられた回転部材を備えていて、該回転部材に前記粉体材料供給装置及び前記バインダ液供給装置が取付けられて、これらの粉体材料供給装置及びバインダ液供給装置がその回転部材と共に前記軸部材を軸線周りに回転することにより前記テーブルの上面に粉体材料の層を形成可能であるものとすることができる。
この場合、前記軸部材は、下端側が前記テーブルの上面に固定されていて、前記回転部材は該軸部材を一方向に軸線周りに回転することにより、前記粉体材料供給装置及び前記バインダ液供給装置と共に回転するものとすることができる。
または、前記回転部材は前記軸部材の下端側に固定されていて、該軸部材を回転させながら次第に上昇させることにより該回転部材が同期して回転するものとしてもよい。
または、前記回転部材は前記軸部材の下端側に固定されていて、該軸部材を回転させながら次第に上昇させることにより該回転部材が同期して回転するものとしてもよい。
さらに、本発明においては、前記回転部材は、前記軸部材の軸線周りに回転しながら次第に上昇可能に構成されていると共に、該回転部材が連続的に回転することにより、前記粉体材料供給装置及び前記バインダ液供給装置が連続的に粉体材料の層を連続的に形成しながら該粉体材料の層の積層を行うものとすることが好ましい。
一方、前記課題を解決するため、本発明の三次元造形物の造形方法は、粉体材料が層状に積層されるテーブルの上面に、前記粉体材料を粉体材料供給装置により所定の層厚で供給する工程と、テーブルの上面に供給された粉体材料に対して、該粉体材料を結合させるバインダ液をバインダ液供給装置から塗布して造形対象の三次元造形物の一部の層を形成する工程とを順次繰り返すことにより粉体材料の層を積層して造形物を造形する三次元造形物の造形方法であって、前記粉体材料供給装置を前記テーブルの上面に近接した状態で一方向に移動させて、前記粉体材料を所定の供給幅で該テーブルの上面に供給する一方で、前記バインダ液供給装置を前記テーブルの上面に近接した状態で、前記粉体材料供給装置の移動に追随させながら該粉体材料供給装置と同じ方向に移動させると同時に、テーブルの上面に供給された粉体材料に対して前記バインダ液を、最大で前記粉体材料供給装置の粉体材料の供給幅と同じ吐出幅で吐出することにより前記粉体材料の層を形成することを特徴とする。
この場合においては、複数の前記粉体材料供給装置と複数の前記バインダ液供給装置とを、移動方向に向かって交互に且つ直列的に配設し、移動方向の先頭側に位置する粉体材料供給装置及び該先頭側に位置する粉体材料供給装置の後続側に隣接するバインダ液供給装置を1組として、各組の粉体材料供給装置が前記テーブルの上面に供給した粉体材料に対して同じ組のバインダ液供給装置がバインダ液を吐出することにより、前記テーブルの上面に粉体材料の層を形成すると同時に、移動方向の先頭側に位置する前記粉体材料供給装置とバインダ液供給装置の組によって形成したその粉体材料の層の上に、該組の後続側に隣接する粉体材料供給装置及びバインダ液供給装置の組が粉体材料の供給及びバインダ液の供給を行って新たな粉体材料の層を形成することが好ましい。
さらに、前記粉体材料供給装置を移動方向を各々鉛直方向に昇降自在とし、これらの各粉体材料供給装置及び各バインダ液供給装置を、移動方向に応じて、移動方向の最先頭に位置する粉体材料供給装置及びバインダ液供給装置の組の粉体材料の供給位置及びバインダ液の吐出位置が最も高さが低く、後続の粉体材料供給装置及びバインダ液供給装置の組は、移動方向の後尾側に行くにしたがって、供給位置及びバインダ液の吐出位置が粉体材料の層の1層の層厚分ずつ高くなり、且つ最後尾に位置する粉体材料供給装置の位置が最も高くなるようにそれぞれ昇降させて、これらの各粉体材料供給装置及び各バインダ液供給装置の往復動により粉体材料の層を形成して順次積層するようにしてもよい。
あるいは、本発明の造形方法においては、鉛直方向に延びる軸部材の軸線周りに回転自在の回転部材に取付けた前記粉体材料供給装置及び前記バインダ液供給装置が、該回転部材と共に軸部材の軸線周りに回転することにより前記テーブルの上面に粉体材料の層を形成することができる。
この場合、前記回転部材が軸部材の軸線周りに連続的に回転して前記粉体材料供給装置及び前記バインダ液供給装置と共に次第に上昇することにより、これらの粉体材料供給装置及びバインダ液供給装置が連続的に粉体材料の層を形成しながら該粉体材料の層の積層を連続的に行うようにすることができる。
この場合、前記回転部材が軸部材の軸線周りに連続的に回転して前記粉体材料供給装置及び前記バインダ液供給装置と共に次第に上昇することにより、これらの粉体材料供給装置及びバインダ液供給装置が連続的に粉体材料の層を形成しながら該粉体材料の層の積層を連続的に行うようにすることができる。
また、本発明の造形方法においては、前記粉体材料を粉体材料供給装置により所定の層厚で前記テーブルの上面に供給するに際して、該粉体材料に添加剤を前記テーブルの上面への供給前に混入することができる。
本発明によれば、バインダ液を吐出するバインダ液供給装置を、粉体材料をテーブルの上面に供給する粉体材料供給装置の移動に追随させながら該粉体材料供給装置と同じ方向に移動させると同時に、テーブルの上面に供給された粉体材料に対して前記バインダ液を吐出する。したがって、粉体材料がテーブルの上面への供給を行いながらバインダ液の吐出をわずかな時間差で行うことができる。そのため、従来のように、粉体材料供給装置による粉体材料の供給に係る動作とバインダ液供給装置によるバインダ液の吐出に係る動作とを切り替える度に、これらの粉体材料供給装置あるいはバインダ液供給装置をそれぞれ原点位置まで戻す場合に比べて、粉体材料の供給とバインダ液の吐出を効率良く行うことができる。
この結果、粉体材料の層の形成及び積層を効率良く且つ可及的に短い時間で行うことができるため、三次元造形物の造形時間を大幅に短縮することが可能となる。
この結果、粉体材料の層の形成及び積層を効率良く且つ可及的に短い時間で行うことができるため、三次元造形物の造形時間を大幅に短縮することが可能となる。
図1~図4は、本発明の三次元造形装置の第1の実施の形態を示すもので、この実施の形態の三次元造形装置1Aは、粉体による造形を行うもので、三次元造形物(以下、「造形物」という。)を形成する粉体材料が層状に積層される単一のテーブル2と、該テーブル2の上面2aに粉体材料の層3を形成する造形ユニット4とを備えている。
また、前記造形ユニット4は、前記テーブル2の上面2aに前記粉体材料5を所定の層厚ごとに供給する複数の粉体材料供給装置6,7と、該テーブル2の上面2aに供給された粉体材料5に該粉体材料5を結合させるバインダ液を吐出する複数のバインダ液供給装置8,9とを有している。これにより、前記粉体材料5を各粉体材料供給装置6,7により所定の層厚でテーブル2の上面2aに供給して、そのテーブル2の上面2aに供給された粉体材料5に対して、前記各バインダ液供給装置8,9からバインダ液を吐出して、粉体材料5内に造形対象の造形物の一部の層10が造形された前記粉体材料の層3を形成することができる構成となっている。
そして、前記造形ユニット4が形成する粉体材料の層3を順次積層していくことにより、前記造形物を造形することが可能となっている。この実施の形態においては、前記粉体材料供給装置6,7及びバインダ液供給装置8,9を有する前記造形ユニット4が、予め定めた一定の移動方向、具体的には三次元造形装置1Aの前後方向に一直線状に前進するときのみ前記粉体材料の層3を形成するようになっている。
また、前記造形ユニット4は、前記テーブル2の上面2aに前記粉体材料5を所定の層厚ごとに供給する複数の粉体材料供給装置6,7と、該テーブル2の上面2aに供給された粉体材料5に該粉体材料5を結合させるバインダ液を吐出する複数のバインダ液供給装置8,9とを有している。これにより、前記粉体材料5を各粉体材料供給装置6,7により所定の層厚でテーブル2の上面2aに供給して、そのテーブル2の上面2aに供給された粉体材料5に対して、前記各バインダ液供給装置8,9からバインダ液を吐出して、粉体材料5内に造形対象の造形物の一部の層10が造形された前記粉体材料の層3を形成することができる構成となっている。
そして、前記造形ユニット4が形成する粉体材料の層3を順次積層していくことにより、前記造形物を造形することが可能となっている。この実施の形態においては、前記粉体材料供給装置6,7及びバインダ液供給装置8,9を有する前記造形ユニット4が、予め定めた一定の移動方向、具体的には三次元造形装置1Aの前後方向に一直線状に前進するときのみ前記粉体材料の層3を形成するようになっている。
なお、この実施の形態においては、前記造形ユニット4は、第1及び第2の粉体材料供給装置6,7の2つと、第1及び第2バインダ液供給装置8,9の2つとにより構成されていて、前記テーブル2と共に筐体11内に収容されている。
また、前記造形ユニット4による、造形対象の造形物の一部の層10が造形された前記粉体材料の層3の形成は、図示しない電子計算機に入力された造形対象となる造形物のデータ(例えば、STL(Standard Triangulated Language)ファイル形式のデータ)に基づいて制御され、造形物の形状に合わせて粉体材料のテーブルの上面2aへの供給及びバインダ液の吐出が行われる。
また、前記造形ユニット4による、造形対象の造形物の一部の層10が造形された前記粉体材料の層3の形成は、図示しない電子計算機に入力された造形対象となる造形物のデータ(例えば、STL(Standard Triangulated Language)ファイル形式のデータ)に基づいて制御され、造形物の形状に合わせて粉体材料のテーブルの上面2aへの供給及びバインダ液の吐出が行われる。
前記テーブル2は、平坦且つ水平な上面2aを有していて、該上面2aが前記粉体材料の層3の形成及び積層高さに応じて、水平な状態を維持したまま鉛直方向に降下自在となっている。
また、このテーブル2の上面2aは、前記粉体材料供給装置6,7及びバインダ液供給装置8,9の後述する移動方向と直交する方向(この実施の形態の場合、三次元造形装置1Aの左右方向)に長い、平面視略矩形状に形成されている。
また、このテーブル2の上面2aは、前記粉体材料供給装置6,7及びバインダ液供給装置8,9の後述する移動方向と直交する方向(この実施の形態の場合、三次元造形装置1Aの左右方向)に長い、平面視略矩形状に形成されている。
さらに、前記テーブル2は、該テーブル2の上面2aの正面側(手前側)及び背面側(奥側)、並びに左右両面側の四方を取り囲む平面視矩形枠状に形成された、鉛直方向に延びる筒状部材12内に収容されている。そして、前記テーブル2の上面2aに前記粉体材料の層3が形成、積層されるたびに、該テーブル2がこの筒状部材12内を降下する構成となっている。
したがって、造形対象となる造形物は、最終的には、バインダ液によって結合されていない粉体材料5と共にこの筒状部材12内に収容された状態で造形が完了することとなる。
したがって、造形対象となる造形物は、最終的には、バインダ液によって結合されていない粉体材料5と共にこの筒状部材12内に収容された状態で造形が完了することとなる。
なお、前記テーブル2には該テーブル2を鉛直方向に昇降させる図示しないテーブル用昇降装置が取付けられている。
このテーブル用昇降装置としては、安定的な昇降及び精密な位置制御を行うことができる構成であれば任意の構成を用いることができる。例えば、鉛直方向に延びるねじ軸と、該ねじ軸の回転によりそのねじ軸の外周面を軸線方向に移動するナットを有するボールねじを用いることができる。即ち、前記ねじ軸の上端部を前記テーブル2の下面に連結すると共に、前記ナットを位置不動の基台に固定し、電動モータ等で該ねじ軸を回転させることにより、そのねじ軸を昇降させて前記テーブル2を昇降させる構成とすることができる。
あるいは、鉛直方向にチェーンが移動するチェーンコンベアを設けて、該チェーンコンベアのチェーンの移動によって前記テーブル2を昇降させる構造であってもよい。
さらには、ピストンが鉛直方向に上下動する流体圧シリンダを用いて、該流体圧シリンダのピストンロッドの先端をテーブルの下面に連結し、前記ピストンを移動させることによりテーブル2を昇降させることができる。
また、前記テーブル2の昇降は、ガイドレールによって鉛直方向に案内させた状態で行わせることが好ましく、この場合においては、テーブル2を滑らかに昇降させるため、円柱状や球状の転動子を有するリニアガイドを用いることができる。
このテーブル用昇降装置としては、安定的な昇降及び精密な位置制御を行うことができる構成であれば任意の構成を用いることができる。例えば、鉛直方向に延びるねじ軸と、該ねじ軸の回転によりそのねじ軸の外周面を軸線方向に移動するナットを有するボールねじを用いることができる。即ち、前記ねじ軸の上端部を前記テーブル2の下面に連結すると共に、前記ナットを位置不動の基台に固定し、電動モータ等で該ねじ軸を回転させることにより、そのねじ軸を昇降させて前記テーブル2を昇降させる構成とすることができる。
あるいは、鉛直方向にチェーンが移動するチェーンコンベアを設けて、該チェーンコンベアのチェーンの移動によって前記テーブル2を昇降させる構造であってもよい。
さらには、ピストンが鉛直方向に上下動する流体圧シリンダを用いて、該流体圧シリンダのピストンロッドの先端をテーブルの下面に連結し、前記ピストンを移動させることによりテーブル2を昇降させることができる。
また、前記テーブル2の昇降は、ガイドレールによって鉛直方向に案内させた状態で行わせることが好ましく、この場合においては、テーブル2を滑らかに昇降させるため、円柱状や球状の転動子を有するリニアガイドを用いることができる。
前記造形ユニットの第1及び第2の粉体材料供給装置6,7は、前記テーブル2の上面2aに近接した状態で一方向(この実施の形態の場合は三次元造形装置1Aの前後方向(前記テーブル2の上面2aの短手方向と略平行な方向))に直線的に移動自在に形成されたもので、移動しながら前記粉体材料5を所定の供給幅で該テーブル2の上面2aに供給自在となっている。
具体的に、図3に示すように、前記第1及び第2の粉体材料供給装置6,7は、それぞれ、移動方向と直交する方向(即ち、三次元造形装置1Aの左右方向(前記テーブル2の上面2aの長手方向と略平行な方向))に延びる、前記粉体材料5を収容するための収容部6a,7aを備えている。さらに、この収容部6a,7aにそれぞれ設けられて該収容部6a,7a内の粉体材料をテーブル2の上面2aに落下させる、これらの粉体材料供給装置6,7の移動方向と直交する方向に延びる排出口6b,7bを有している。
これにより、これらの第1及び第2の粉体材料供給装置6,7は、前記テーブル2の上面2aの短手方向に移動しながら、図示しないホッパーから収容部6a,7a内に供給された粉体材料を、排出口6b,7bを通じて前記テーブル2の上面2aに所定の層厚で供給することがそれぞれ可能となっている。
具体的に、図3に示すように、前記第1及び第2の粉体材料供給装置6,7は、それぞれ、移動方向と直交する方向(即ち、三次元造形装置1Aの左右方向(前記テーブル2の上面2aの長手方向と略平行な方向))に延びる、前記粉体材料5を収容するための収容部6a,7aを備えている。さらに、この収容部6a,7aにそれぞれ設けられて該収容部6a,7a内の粉体材料をテーブル2の上面2aに落下させる、これらの粉体材料供給装置6,7の移動方向と直交する方向に延びる排出口6b,7bを有している。
これにより、これらの第1及び第2の粉体材料供給装置6,7は、前記テーブル2の上面2aの短手方向に移動しながら、図示しないホッパーから収容部6a,7a内に供給された粉体材料を、排出口6b,7bを通じて前記テーブル2の上面2aに所定の層厚で供給することがそれぞれ可能となっている。
また、前記第1及び第2の粉体材料供給装置6,7は、前記テーブル2の上面2aの長手方向の長さと同じ幅で粉体材料5を供給することが可能となっていて、したがって、これらの第1及び第2の粉体材料供給装置6,7がテーブル2の上面2aの短手方向に直線的に1回移動することにより、該テーブル2の上面2aの全面に粉体材料5を供給することができる。
さらに、前記第1及び第2の粉体材料供給装置6,7には、テーブル2の上面2aに供給した粉体材料5を平坦にならすための平坦化部材が設けられている。この実施の形態においては、第1及び第2の粉体材料供給装置6,7のそれぞれの下端側に鉛直下方向きに突出し、これらの第1及び第2の粉体材料供給装置6,7の長手方向に延びる板状の平坦化部材6c,7cが設けられて、該平坦化部材6c,7cがテーブル2の上面2aに供給された粉体材料5の上面に接触して、平坦にならすようになっている。
さらに、前記第1及び第2の粉体材料供給装置6,7には、テーブル2の上面2aに供給した粉体材料5を平坦にならすための平坦化部材が設けられている。この実施の形態においては、第1及び第2の粉体材料供給装置6,7のそれぞれの下端側に鉛直下方向きに突出し、これらの第1及び第2の粉体材料供給装置6,7の長手方向に延びる板状の平坦化部材6c,7cが設けられて、該平坦化部材6c,7cがテーブル2の上面2aに供給された粉体材料5の上面に接触して、平坦にならすようになっている。
なお、本発明において使用される粉体材料としては、例えば有機樹脂、金属、セラミック、澱粉、ガラス粉末などが挙げられる。
具体的には、ポリスチレン樹脂、ナイロン(ポリアミド)樹脂、ポリカーボネート樹脂、アクリル(PMMA(ポリメタクリル酸メチル))樹脂、PEEK(ポリエーテルエーテルケトン)樹脂、ガラスフィラーの入った有機樹脂、カーボンファイバーの入った有機樹脂、微粒状ワックス、鋳物砂、珪酸アルミニウム、石膏、澱粉、石英、Ti6Al4V、AlSi12、AlSi10Mg、コバルトクロム合金、ニッケル合金、ステンレス合金、鉄、鋼等を用いることができる。
また、前記粉体材料の粒径は、形成される粉体材料の層の層厚より小さければ制限はないが、1μm~300μm程度とすることができ、さらに好ましくは10μm~200μm、より好ましくは50~150μmである。
さらに、前記粉体材料供給装置が前記テーブルの上面に供給する粉体材料の層厚は、造形対象となる造形物に応じて異なるが、0.01~0.5mm程度とすることができ、さらに好ましくは0.025~0.3mm、より好ましくは0.05~0.15mmである。
具体的には、ポリスチレン樹脂、ナイロン(ポリアミド)樹脂、ポリカーボネート樹脂、アクリル(PMMA(ポリメタクリル酸メチル))樹脂、PEEK(ポリエーテルエーテルケトン)樹脂、ガラスフィラーの入った有機樹脂、カーボンファイバーの入った有機樹脂、微粒状ワックス、鋳物砂、珪酸アルミニウム、石膏、澱粉、石英、Ti6Al4V、AlSi12、AlSi10Mg、コバルトクロム合金、ニッケル合金、ステンレス合金、鉄、鋼等を用いることができる。
また、前記粉体材料の粒径は、形成される粉体材料の層の層厚より小さければ制限はないが、1μm~300μm程度とすることができ、さらに好ましくは10μm~200μm、より好ましくは50~150μmである。
さらに、前記粉体材料供給装置が前記テーブルの上面に供給する粉体材料の層厚は、造形対象となる造形物に応じて異なるが、0.01~0.5mm程度とすることができ、さらに好ましくは0.025~0.3mm、より好ましくは0.05~0.15mmである。
一方、前記第1及び第2のバインダ液供給装置8,9は、前記テーブル2の上面2aに近接した状態で前記第1及び第2の粉体材料供給装置6,7と同じ方向、即ち、前後方向(前記テーブル2の上面2aの短手方向と略平行な方向)に直線的に移動自在に形成されている。
そして、前記バインダ液を、最大で前記粉体材料供給装置6,7の粉体材料の供給幅と同じ吐出幅で該テーブル2の上面2aに吐出可能に構成となっている。
そして、前記バインダ液を、最大で前記粉体材料供給装置6,7の粉体材料の供給幅と同じ吐出幅で該テーブル2の上面2aに吐出可能に構成となっている。
具体的に、図3に示すように、前記第1及び第2のバインダ液供給装置8,9は、これらのバインダ液供給装置8,9の移動方向と交差する方向(この実施の形態の場合、三次元造形装置1Aの左右方向(前記テーブル2の上面2aの長手方向と略平行な方向))に水平に延びて、前記バインダ液をテーブル2の上面2aに供給された粉体材料5に向けて吐出するインクジェットヘッド8a,9aをそれぞれ備えている。
前記各インクジェットヘッド8a,9aは、三次元造形装置1Aの左右方向に長いいわゆるライン型ヘッドであり、バインダ吐出用のノズルから、最大で前記粉体材料供給装置6,7の粉体材料の供給幅と同じ吐出幅でバインダ液を一度に吐出することができる構成となっている。そして、造形対象となる造形物の形状に応じてその吐出幅を拡縮させながら粉体材料5にバインダ液を吐出させることが可能となっている。
したがって、前記第1及び第2のバインダ液供給装置8,9は、三次元造形装置1Aの左右方向に全く移動することなく、前記テーブル2の短手方向に直線的に1回移動することにより、該テーブル2の上面2aに供給されている1層の粉体材料5全体に対してバインダ液を吐出することができる。
前記各インクジェットヘッド8a,9aは、三次元造形装置1Aの左右方向に長いいわゆるライン型ヘッドであり、バインダ吐出用のノズルから、最大で前記粉体材料供給装置6,7の粉体材料の供給幅と同じ吐出幅でバインダ液を一度に吐出することができる構成となっている。そして、造形対象となる造形物の形状に応じてその吐出幅を拡縮させながら粉体材料5にバインダ液を吐出させることが可能となっている。
したがって、前記第1及び第2のバインダ液供給装置8,9は、三次元造形装置1Aの左右方向に全く移動することなく、前記テーブル2の短手方向に直線的に1回移動することにより、該テーブル2の上面2aに供給されている1層の粉体材料5全体に対してバインダ液を吐出することができる。
なお、前記第1及び第2のバインダ液供給装置8,9におけるバインダ液の吐出量は、バインダ液の種類や、1回の吐出でどの程度の大きさの粉体材料を固めるかによって異なるが、1pl~200plとすることができ、さらに好ましくは10pl~150pl、より好ましくは30pl~100plである。
さらに、前記インジェットヘッド8a,9aにおける吐出機構としては、ピエゾ型やサーマル型等の公知の機構を用いることができる。
さらに、前記インジェットヘッド8a,9aにおける吐出機構としては、ピエゾ型やサーマル型等の公知の機構を用いることができる。
また、本発明において使用される前記バインダ液は、粉体材料の種類に応じて自由に変えることが可能であるが、例えば粉体材料が石膏や澱粉の場合には水を主にした液体を用いることができ、また、通常のインクジェットプリンタで使われる種々のバインダ液を使うこともできる。この時、染料や顔料を使用してバインダ液を染色することもできる。
前記バインダ液として使用するものとしては、例えば、有機エステル、フルフリルアルコール、ポリイソシアネート、あるいはポリイソシアネートと3級アミン類とを混ぜたもの等が挙げられる。また、フルフリルアルコールとホルムアルデヒドとを混ぜたもの、場合によってはこれらのフルフリルアルコールとホルムアルデヒドとに尿素を混ぜたものを用いることができる。
前記バインダ液として使用するものとしては、例えば、有機エステル、フルフリルアルコール、ポリイソシアネート、あるいはポリイソシアネートと3級アミン類とを混ぜたもの等が挙げられる。また、フルフリルアルコールとホルムアルデヒドとを混ぜたもの、場合によってはこれらのフルフリルアルコールとホルムアルデヒドとに尿素を混ぜたものを用いることができる。
さらに、前記バインダ液供給装置8,9において使用するバインダ液の特性や、該バインダ液による前記粉体材料の接合速度等を考慮して、前記粉体材料を粉体材料供給装置6,7により所定の層厚で前記テーブル2の上面2aに供給するに際して、該粉体材料対して添加剤を前記テーブル2の上面2aへの供給前に混入することができる。
前記添加剤については、前記バインダ液の種類によって選択される。
例えば、バインダ液が有機エステルである場合には、珪酸ソーダやアルカリフェノールを用いることできる。
また、バインダ液がフルフリルアルコールの場合は、リン酸、硫酸、パラトルエンスルホン酸、キシレンスルホン酸、ベンゼンスルホン酸等の酸を触媒として添加剤に用いることができ、場合によってはこれらの酸に加えてフェノール樹脂を添加することができる。
さらに、バインダ液がフルフリルアルコールとホルムアルデヒドを混ぜたものである場合、尿素や前記酸を触媒として添加剤に使ってもよい。
前記バインダ液がポリイソシアネートである場合、アルキド樹脂と金属石鹸とを混ぜたものやアミンポリオール樹脂と金属石鹸を混ぜたものを添加剤に用いることができる。また、バインダ液がポリイソシアネートと3級アミン類とを混ぜたものである場合は、添加剤としてベンジリックエーテル型フェノール樹脂を用いることができる。
前記添加剤については、前記バインダ液の種類によって選択される。
例えば、バインダ液が有機エステルである場合には、珪酸ソーダやアルカリフェノールを用いることできる。
また、バインダ液がフルフリルアルコールの場合は、リン酸、硫酸、パラトルエンスルホン酸、キシレンスルホン酸、ベンゼンスルホン酸等の酸を触媒として添加剤に用いることができ、場合によってはこれらの酸に加えてフェノール樹脂を添加することができる。
さらに、バインダ液がフルフリルアルコールとホルムアルデヒドを混ぜたものである場合、尿素や前記酸を触媒として添加剤に使ってもよい。
前記バインダ液がポリイソシアネートである場合、アルキド樹脂と金属石鹸とを混ぜたものやアミンポリオール樹脂と金属石鹸を混ぜたものを添加剤に用いることができる。また、バインダ液がポリイソシアネートと3級アミン類とを混ぜたものである場合は、添加剤としてベンジリックエーテル型フェノール樹脂を用いることができる。
ところで、図1及び図3、図4に示すように、この実施の形態における前記造形ユニット4は、前記第1及び第2の粉体材料供給装置6,7と、第1及び第2のバインダ液供給装置8,9が、移動方向に向かって交互且つ直列的に配設され、且つ、原点位置から前進する場合における最先頭側が第1の粉体材料供給装置6となっている。したがって、この造形ユニット4は、前進方向の先頭側から、第1の粉体材料供給装置6、第1のバインダ液供給装置8、第2の粉体材料供給装置7、第2のバインダ液供給装置9の順に直列的に配設された構成となっている。
そして、移動方向の先頭側に位置する粉体材料供給装置及び該先頭側に位置する粉体材料供給装置の後続側に隣接するバインダ液供給装置を1組として、各組の粉体材料供給装置がテーブルに供給した粉体材料に対して、同じ組のバインダ液供給装置がバインダ液を吐出するようになっている。即ち、この実施の形態の場合、第1の粉体材料供給装置6及び第1のバインダ液供給装置8からなる第1の組15と、第2の粉体材料供給装置7及び第2のバインダ液供給装置9からなる第2の組16とを有し、これらの各組15,16が、粉体材料5のテーブル2への供給及びその粉体材料5へのバインダ液の吐出を、それぞれ独立して行うことが可能となっている。
そして、移動方向の先頭側に位置する粉体材料供給装置及び該先頭側に位置する粉体材料供給装置の後続側に隣接するバインダ液供給装置を1組として、各組の粉体材料供給装置がテーブルに供給した粉体材料に対して、同じ組のバインダ液供給装置がバインダ液を吐出するようになっている。即ち、この実施の形態の場合、第1の粉体材料供給装置6及び第1のバインダ液供給装置8からなる第1の組15と、第2の粉体材料供給装置7及び第2のバインダ液供給装置9からなる第2の組16とを有し、これらの各組15,16が、粉体材料5のテーブル2への供給及びその粉体材料5へのバインダ液の吐出を、それぞれ独立して行うことが可能となっている。
さらに、前記粉体材料供給装置とバインダ液供給装置とからなる第1及び第2の組15,16は、移動方向(前進方向)の最先頭に位置する第1の組15の粉体材料の供給位置及びバインダ液の吐出位置が最も高さが低く、後続の粉体材料供給装置及びバインダ液供給装置の第2の組16は、粉体材料の供給位置及びバインダ液の吐出位置が粉体材料の層3の1層の層厚分高く設定されている。
これにより、前記第1の組15と第2の組16とが、粉体材料の層3を1層の層厚分だけずらして形成することができるため、造形ユニット4が前進した際には、先頭側の第1の組15が粉体材料の層3を形成するのと共に、わずかな時間差で後続の第2の組16が、第1の組15によって形成された直後の粉体材料の層3の上に、新たに粉体材料の層3を形成しながら積層していくことができる。
したがって、前記造形ユニット4は、1回の前進によって2層の粉体材料の層3,3を積層した状態で形成することができることとなる。
これにより、前記第1の組15と第2の組16とが、粉体材料の層3を1層の層厚分だけずらして形成することができるため、造形ユニット4が前進した際には、先頭側の第1の組15が粉体材料の層3を形成するのと共に、わずかな時間差で後続の第2の組16が、第1の組15によって形成された直後の粉体材料の層3の上に、新たに粉体材料の層3を形成しながら積層していくことができる。
したがって、前記造形ユニット4は、1回の前進によって2層の粉体材料の層3,3を積層した状態で形成することができることとなる。
また、この造形ユニット4は、これらの2つの粉体材料供給装置6,7及び2つバインダ液供給装置8,9が、上述した配設の順ですべて一体に形成された構成となっている。
したがって、前記造形ユニット4が全体として移動することにより、これらのすべての粉体材料供給装置6,7及びバインダ液供給装置8,9が一緒に同じ方向に移動するようになっている。
この結果、前記第1の組15においては、第1の粉体材料供給装置6の移動に第1のバインダ液供給装置8が追随して移動すると共に、第2の組16においては、第2の粉体材料供給装置7の移動に第2のバインダ液供給装置9が追随して移動し、さらに第1の組15の移動に第2の組16が追随して移動することになる。
したがって、前記造形ユニット4が全体として移動することにより、これらのすべての粉体材料供給装置6,7及びバインダ液供給装置8,9が一緒に同じ方向に移動するようになっている。
この結果、前記第1の組15においては、第1の粉体材料供給装置6の移動に第1のバインダ液供給装置8が追随して移動すると共に、第2の組16においては、第2の粉体材料供給装置7の移動に第2のバインダ液供給装置9が追随して移動し、さらに第1の組15の移動に第2の組16が追随して移動することになる。
さらに、前記造形ユニット4には、該造形ユニット4を前後方向に移動させるための造形ユニット用の移動装置20が取付けられていて、この移動装置20により前記各粉体材料供給装置6,7及び各バインダ液供給装置6,9を水平に移動させることが可能となっている。
この実施の形態においては、上述のように、すべての粉体材料供給装置6,7及びバインダ液供給装置8,9が一体に形成されているため、造形ユニット4全体を単一の移動装置20により移動させている。
この実施の形態においては、上述のように、すべての粉体材料供給装置6,7及びバインダ液供給装置8,9が一体に形成されているため、造形ユニット4全体を単一の移動装置20により移動させている。
前記造形ユニット用の移動装置としては、図1及び図2に示すものの場合、三次元造形装置1Aの前後方向に一直線状且つ水平に延びる、相互に平行な左右一対ガイドレール21,22、及びこれらの一対のガイドレール21,22上を移動自在の左右一対の移動部材23,24を有するガイド機構と、これらの一対の移動部材23,24をガイドレール21,22に沿って移動させる駆動部材(図示せず)とを備えている。前記一対の移動部材23,24は、前記造形ユニット4の長手方向の両端部にそれぞれ連結されていて、該造形ユニット4と一体に移動自在となっている。
そして、前記駆動部材を駆動させて、前記各移動部材23,24を、それぞれガイドレール21,22上を移動させることにより、前記造形ユニット4がガイドレール21,22に沿って、三次元造形装置1Aの前後方向に一直線状且つ水平に移動する構成となっている。
ここで、前記ガイド機構は、移動部材を滑らかに移動させることができるように、ガイドレール21,22と移動部材23,24との間に球状または円柱状の転動子が配設されたリニアガイドであることが好ましい。
そして、前記駆動部材を駆動させて、前記各移動部材23,24を、それぞれガイドレール21,22上を移動させることにより、前記造形ユニット4がガイドレール21,22に沿って、三次元造形装置1Aの前後方向に一直線状且つ水平に移動する構成となっている。
ここで、前記ガイド機構は、移動部材を滑らかに移動させることができるように、ガイドレール21,22と移動部材23,24との間に球状または円柱状の転動子が配設されたリニアガイドであることが好ましい。
なお、前記駆動部材としては、前記造形ユニット4を安定的に移動させることができ且つ精密な位置制御が可能である構成であれば任意の構成のものを用いることができるが、例えば、ボールねじ及び電動モータを用いた構成とすることができる。即ち、前記ガイドレール21,22の長さ方向と平行な方向に延びるねじ軸、及び前記移動部材23,24あるいは造形ユニット4に直接と連結され、そのねじ軸の回転により該ねじ軸の外周面を軸線方向に移動するナットを備えた前記ボールねじと、このボールねじのねじ軸を回転させる前記電動モータとで構成されたものを用いることができる。そして、前記ボールねじのねじ軸を前記電動モータにより回転させることにより、前記造形ユニット4を移動させるようにすることができる。
あるいは、前記ガイドレール21,22の長さ方向に沿ってチェーンが回転するチェーンコンベアを設けて、該チェーンコンベアによって前記移動部材23,24、延いては前記造形ユニット4を移動させる構造であってもよい。
さらには、駆動部材として、ピストンがガイドレール21,22の長さ方向に前後進する流体圧シリンダを用いてもよく、該流体圧シリンダのピストンロッドの先端を前記移動部材23,24あるいは造形ユニット4に連結して、前記ピストンを移動させることにより、造形ユニット4全体を移動自在とすることができる。
あるいは、前記ガイドレール21,22の長さ方向に沿ってチェーンが回転するチェーンコンベアを設けて、該チェーンコンベアによって前記移動部材23,24、延いては前記造形ユニット4を移動させる構造であってもよい。
さらには、駆動部材として、ピストンがガイドレール21,22の長さ方向に前後進する流体圧シリンダを用いてもよく、該流体圧シリンダのピストンロッドの先端を前記移動部材23,24あるいは造形ユニット4に連結して、前記ピストンを移動させることにより、造形ユニット4全体を移動自在とすることができる。
前記構成を有する三次元造形装置1Aを用いて造形物を造形する方法について説明する。
造形対象となる造形物を形成するに際しては、準備段階として、前記テーブル2を前記筒状部材12内における上端位置まで上昇させる。また、前記造形ユニット4は、原点位置(この実施の形態の場合、テーブル2の手前側)に戻した状態で、各粉体材料供給装置6,7に粉体材料5を、各バインダ液供給装置8,9にバインダ液を充填しておく。
造形対象となる造形物を形成するに際しては、準備段階として、前記テーブル2を前記筒状部材12内における上端位置まで上昇させる。また、前記造形ユニット4は、原点位置(この実施の形態の場合、テーブル2の手前側)に戻した状態で、各粉体材料供給装置6,7に粉体材料5を、各バインダ液供給装置8,9にバインダ液を充填しておく。
そして、図4(a)に示すように、前記造形ユニット4を直線的に前進させると共に、その前進中に、前記テーブル2の上面2aに、第1の組15である第1の粉体材料供給装置6により粉体材料5を所定の層厚で供給させる。
そして、該テーブル2の上面2aに供給された直後の粉体材料5に対して、該第1の粉体材料供給装置6に追随する、隣接した後続の第1のバインダ液供給装置8から、バインダ液を造形対象となる造形物の最下層の形状に合わせて吐出させ、結合させる。
これにより、造形対象となる造形物の一部の層10の部分を含む粉体材料の層3である、第1の粉体材料の層26が連続的に形成されることとなる。
そして、該テーブル2の上面2aに供給された直後の粉体材料5に対して、該第1の粉体材料供給装置6に追随する、隣接した後続の第1のバインダ液供給装置8から、バインダ液を造形対象となる造形物の最下層の形状に合わせて吐出させ、結合させる。
これにより、造形対象となる造形物の一部の層10の部分を含む粉体材料の層3である、第1の粉体材料の層26が連続的に形成されることとなる。
さらに、図4(b)に示すように、前記第1の粉体材料の層26の形成中において、造形ユニット4の前進に伴って、前記第2の組16である第2の粉体材料供給装置7が前記第1の組15が形成した第1の粉体材料の層26に差し掛かった場合には、テーブル2の上面2a、さらに具体的には該第1の粉体材料の層26の上に、該第2の粉体材料供給装置7から新たな粉体材料5を所定の層厚で供給させる。
そして、前記第1の粉体材料の層26の上に供給された直後の新たな粉体材料5に対して、該第2の粉体材料供給装置7に追随する、隣接した後続の第2のバインダ液供給装置9から、バインダ液を造形対象となる造形物の下から2番目の層の形状に合わせて吐出させ、結合させる。これにより、第1の粉体材料の層26の上に、造形対象となる造形物の一部の層10の部分を含む粉体材料の層3である、第2の粉体材料の層27が積層された状態で形成されることとなる。
そして、前記第1の粉体材料の層26の上に供給された直後の新たな粉体材料5に対して、該第2の粉体材料供給装置7に追随する、隣接した後続の第2のバインダ液供給装置9から、バインダ液を造形対象となる造形物の下から2番目の層の形状に合わせて吐出させ、結合させる。これにより、第1の粉体材料の層26の上に、造形対象となる造形物の一部の層10の部分を含む粉体材料の層3である、第2の粉体材料の層27が積層された状態で形成されることとなる。
前記造形ユニット4の前進によって、前記第1の組15の第1の粉体材料供給装置6及び第1のバインダ液供給装置8が、テーブル2の上面2aから脱した場合には、該第1の組15による第1の粉体材料の層26の形成は終了する。そして、造形ユニット4がさらに前進させて、前記第2の組16の第2の粉体材料供給装置7及び第2のバインダ液供給装置8が、テーブル2の上面2a、さらに具体的には第1の粉体材料の層26の上面から脱した場合には、該第2の組16による第2の粉体材料の層27の形成も終了する。
その後、図4(c)に示すように、前記テーブル2を、粉体材料の層の層厚の2層分だけ鉛直方向に降下させて、第2の粉体材料の層27の上面を前記筒状部材12内の上端に位置させる一方で、前記造形ユニット4を、既に形成された第1及び第2の粉体材料の層26,27に接触することなく原点位置(テーブル2の正面側の位置)に移動させる。
その後、図4(c)に示すように、前記テーブル2を、粉体材料の層の層厚の2層分だけ鉛直方向に降下させて、第2の粉体材料の層27の上面を前記筒状部材12内の上端に位置させる一方で、前記造形ユニット4を、既に形成された第1及び第2の粉体材料の層26,27に接触することなく原点位置(テーブル2の正面側の位置)に移動させる。
そして、前記造形ユニット4を再び前進させて、第2の粉体材料の層27の上に、2層の新たな粉体材料の層3,3を形成しながら移動させ、以降、前記テーブル2の上面2aを粉体材料の層厚の2層分ずつ下降させながら、粉体材料の層を2層ずつ形成して順次積層していくことにより、結合された粉体材料の層内の造形物の一部の層10が積層され、最終的に造形対象となる造形物が完成することとなる。
なお、前記筒状部材12内には、造形された造形物が、結合してない粉体材料5と共に収容された状態となるため、結合してない粉体材料5を除去することにより、造形物を取り出すことができる。
なお、前記筒状部材12内には、造形された造形物が、結合してない粉体材料5と共に収容された状態となるため、結合してない粉体材料5を除去することにより、造形物を取り出すことができる。
このように、前記構成を有する三次元造形装置1Aによれば、バインダ液を吐出するバインダ液供給装置8,9を、粉体材料5をテーブル2の上面2aに供給する粉体材料供給装置6,7の移動にそれぞれ追随させながら該粉体材料供給装置6,7と同じ方向に各々移動させると同時に、テーブル2の上面2aに供給された粉体材料5に対して前記バインダ液を吐出させる。
これにより、テーブル2の上面2aへの粉体材料5の供給とその後のバインダ液の吐出とをわずかな時間差で行うことができるため、従来のように、粉体材料供給装置による粉体材料の供給に係る動作とバインダ液供給装置によるバインダ液の吐出に係る動作とを切り替える度に、これらの粉体材料供給装置やバインダ液供給装置を原点位置まで戻す場合に比べて、粉体材料の供給とバインダ液の吐出を効率良く行うことができる。
この結果、粉体材料の層3の形成及び積層を効率良く且つ可及的に短い時間で行うこと可能となるため、造形対象となる造形物の造形時間を大幅に短縮することができる。
これにより、テーブル2の上面2aへの粉体材料5の供給とその後のバインダ液の吐出とをわずかな時間差で行うことができるため、従来のように、粉体材料供給装置による粉体材料の供給に係る動作とバインダ液供給装置によるバインダ液の吐出に係る動作とを切り替える度に、これらの粉体材料供給装置やバインダ液供給装置を原点位置まで戻す場合に比べて、粉体材料の供給とバインダ液の吐出を効率良く行うことができる。
この結果、粉体材料の層3の形成及び積層を効率良く且つ可及的に短い時間で行うこと可能となるため、造形対象となる造形物の造形時間を大幅に短縮することができる。
さらに、この実施の形態の場合、前記造形ユニット4が、第1の粉体材料供給装置6及び第1のバインダ液供給装置8からなる第1の組15と、第2の粉体材料供給装置7及び第2のバインダ液供給装置9からなる第2の組16とで構成されている。
これにより、この造形ユニット4の1回の前進によって、複数層(この場合は2層)の粉体材料の層3,3が積層された状態で形成されるため、造形の効率を著しく向上させて、造形物の造形をさらに大幅に短縮することができるという利点がある。
これにより、この造形ユニット4の1回の前進によって、複数層(この場合は2層)の粉体材料の層3,3が積層された状態で形成されるため、造形の効率を著しく向上させて、造形物の造形をさらに大幅に短縮することができるという利点がある。
図5~図7は、本発明の三次元造形装置の第2の実施の形態を示すもので、この第2の実施の形態の三次元造形装置1Bは、前記第1の実施の形態に係る造形ユニット4が、粉体材料供給装置6,7及びバインダ液供給装置8,9をすべて一体に形成した構成となっているのに対して、造形ユニットが、各粉体材料供給装置及び各バインダ液供給装置を全く別体に形成した構成となっている。
即ち、図6及び図7に示すように、この実施の形態においては、前記造形ユニット30は、2つの粉体材料供給装置31,32と2つのバインダ液供給装置33,34とを備えていて、これらの粉体材料供給装置31,32及びバインダ液供給装置33,34はそれぞれ別体に形成されていると共に、いずれも分離独立して移動可能となっている。
即ち、図6及び図7に示すように、この実施の形態においては、前記造形ユニット30は、2つの粉体材料供給装置31,32と2つのバインダ液供給装置33,34とを備えていて、これらの粉体材料供給装置31,32及びバインダ液供給装置33,34はそれぞれ別体に形成されていると共に、いずれも分離独立して移動可能となっている。
具体的に、前記造形ユニット30は、テーブル2の上面2aに粉体材料5を所定の層厚ごとに供給する第1及び第2の粉体材料供給装置31,32と、該テーブル2の上面2aに供給された粉体材料5に該粉体材料5を結合させるバインダ液を吐出する第1及び第2のバインダ液供給装置33,34とを有している。
これらの第1及び第2の粉体材料供給装置31,32と、第1及び第2のバインダ液供給装置33,34とは、いずれも同じ方向(この実施の形態の場合は三次元造形装置1Bの前後方向(テーブル2の上面2aの短手方向と略平行な方向))に水平且つ一直線状に移動可能となっている。
なお、この実施の形態においては、前記造形ユニット30が、さらに具体的には前記粉体材料供給装置31,32及びバインダ液供給装置33,34が予め定めた一定の移動方向、即ち三次元造形装置1Bの前後方向に一直線状に前進するときのみ前記粉体材料の層3を形成するようになっている。
これらの第1及び第2の粉体材料供給装置31,32と、第1及び第2のバインダ液供給装置33,34とは、いずれも同じ方向(この実施の形態の場合は三次元造形装置1Bの前後方向(テーブル2の上面2aの短手方向と略平行な方向))に水平且つ一直線状に移動可能となっている。
なお、この実施の形態においては、前記造形ユニット30が、さらに具体的には前記粉体材料供給装置31,32及びバインダ液供給装置33,34が予め定めた一定の移動方向、即ち三次元造形装置1Bの前後方向に一直線状に前進するときのみ前記粉体材料の層3を形成するようになっている。
また、前記造形ユニット30は、前記第1及び第2の粉体材料供給装置31,32と、第1及び第2のバインダ液供給装置33,34とが、移動方向に向かって交互且つ直列的に配設され、且つ、原点位置(テーブル2の手前側の位置)から前進する場合における最先頭側が第1の粉体材料供給装置31となっている。したがって、この造形ユニット30は、前進方向の先頭側から、第1の粉体材料供給装置31、第1のバインダ液供給装置33、第2の粉体材料供給装置32、第2のバインダ液供給装置34の順に直列的に配設された構成となっている。
そして、前記第1の粉体材料供給装置31及び第1のバインダ液供給装置33を第1の組35、第2の粉体材料供給装置32及び第2のバインダ液供給装置34を第2の組36としている。これにより、第1の組35においては第1の粉体材料供給装置31の移動に追随して第1のバインダ液供給装置33が移動し、また第2の組36においては第2の粉体材料供給装置32の移動に追随して第2のバインダ液供給装置34が移動して、各組35,36で粉体材料5のテーブル2への供給及びその粉体材料5へのバインダ液の吐出を、それぞれ独立して行うことが可能となっている。
そして、前記第1の粉体材料供給装置31及び第1のバインダ液供給装置33を第1の組35、第2の粉体材料供給装置32及び第2のバインダ液供給装置34を第2の組36としている。これにより、第1の組35においては第1の粉体材料供給装置31の移動に追随して第1のバインダ液供給装置33が移動し、また第2の組36においては第2の粉体材料供給装置32の移動に追随して第2のバインダ液供給装置34が移動して、各組35,36で粉体材料5のテーブル2への供給及びその粉体材料5へのバインダ液の吐出を、それぞれ独立して行うことが可能となっている。
さらに、前記第1及び第2の粉体材料供給装置31,32と、第1及び第2のバインダ液供給装置33,34には、各々が別々に移動可能なように移動装置がそれぞれ取付けられている。
この実施の形態における前記移動装置は、図5に示すものの場合、三次元造形装置1B前後方向に一直線状且つ水平に延びる、相互に平行な左右一対ガイドレール及びこれらの一対のガイドレール上を移動自在の左右一対の移動部材を有するガイド機構と、これらの一対の移動部材をガイドレールに沿って移動させる駆動部材(図示せず)とを、第1及び第2の粉体材料供給装置31,32毎に、また第1及び第2のバインダ液供給装置33,34毎に個別に備えている。前記一対の移動部材は、前記第1及び第2の粉体材料供給装置31,32と、第1及び第2のバインダ液供給装置33,34の各長手方向の両端部にそれぞれ連結されていて、該造形ユニット4と一体に移動自在となっている。
この実施の形態における前記移動装置は、図5に示すものの場合、三次元造形装置1B前後方向に一直線状且つ水平に延びる、相互に平行な左右一対ガイドレール及びこれらの一対のガイドレール上を移動自在の左右一対の移動部材を有するガイド機構と、これらの一対の移動部材をガイドレールに沿って移動させる駆動部材(図示せず)とを、第1及び第2の粉体材料供給装置31,32毎に、また第1及び第2のバインダ液供給装置33,34毎に個別に備えている。前記一対の移動部材は、前記第1及び第2の粉体材料供給装置31,32と、第1及び第2のバインダ液供給装置33,34の各長手方向の両端部にそれぞれ連結されていて、該造形ユニット4と一体に移動自在となっている。
より具体的に、前記第1の粉体材料供給装置31には、左右一対のガイドレール41,42と左右一対の移動部材43,44とを備えたガイド機構及び駆動部材が、前記第2の粉体材料供給装置32には、左右一対のガイドレール45,46と左右一対の移動部材47,48とを備えたガイド機構及び駆動部材が、それぞれ個別に取付けられている。
また、前記第1のバインダ液供給装置33には、左右一対のガイドレール51,52と左右一対の移動部材53,54とを備えたガイド機構及び駆動部材が、前記第2のバインダ液供給装置34には、左右一対のガイドレール55,56と左右一対の移動部材57,58とを備えたガイド機構及び駆動部材がそれぞれ個別に取付けられている。
前記第1及び第2の粉体材料供給装置31,32、第1及び第2のバインダ液供給装置33,34の各ガイド機構のガイドレールは、他のガイド機構のガイドレールと干渉しない位置に配置されている。また、各移動部材も、移動中においては他のガイド機構の移動部材に接触せず、各々の移動を妨げない構成となっている。
なお、前記各移動装置の構成、即ちガイド機構及び駆動部材の構成については、基本的に前記第1の実施の形態と同様の構成であり、同様の効果を奏するため、詳細な説明は省略する。
また、前記第1のバインダ液供給装置33には、左右一対のガイドレール51,52と左右一対の移動部材53,54とを備えたガイド機構及び駆動部材が、前記第2のバインダ液供給装置34には、左右一対のガイドレール55,56と左右一対の移動部材57,58とを備えたガイド機構及び駆動部材がそれぞれ個別に取付けられている。
前記第1及び第2の粉体材料供給装置31,32、第1及び第2のバインダ液供給装置33,34の各ガイド機構のガイドレールは、他のガイド機構のガイドレールと干渉しない位置に配置されている。また、各移動部材も、移動中においては他のガイド機構の移動部材に接触せず、各々の移動を妨げない構成となっている。
なお、前記各移動装置の構成、即ちガイド機構及び駆動部材の構成については、基本的に前記第1の実施の形態と同様の構成であり、同様の効果を奏するため、詳細な説明は省略する。
このように、前記造形ユニット30を、各粉体材料供給装置31,32及び各バインダ液供給装置33,34をそれぞれ別体に形成して、いずれも分離独立して移動可能な構成としたのは次の理由からである。
即ち、造形物の造形に使用される粉体材料やバインダ液は、造形物の使用目的等に応じて様々な種類のものが選択されるが、使用される粉体材料やバインダ液によっては、粉体材料の供給をある程度時間をかけて行って丁寧に平坦且つ密な層とする必要があったり、バインダ液の粉体材料への浸透や粉体材料の結合にある程度の時間を要したりする場合が考えられる。
また、粉体材料供給装置及びバインダ液供給装置の第1及び第2の組35,36について、第1の組35と第2の組36とでは、使用する粉体材料やバインダ液が異なる場合も考えられる。したがって、第1の組35における粉体材料の接合状況次第では、第1の組35によって粉体材料の層3が形成された直後に、該粉体材料の層3の上に第2の組36によって新たな粉体材料の層3を形成するのが不適等である可能性もある。
即ち、造形物の造形に使用される粉体材料やバインダ液は、造形物の使用目的等に応じて様々な種類のものが選択されるが、使用される粉体材料やバインダ液によっては、粉体材料の供給をある程度時間をかけて行って丁寧に平坦且つ密な層とする必要があったり、バインダ液の粉体材料への浸透や粉体材料の結合にある程度の時間を要したりする場合が考えられる。
また、粉体材料供給装置及びバインダ液供給装置の第1及び第2の組35,36について、第1の組35と第2の組36とでは、使用する粉体材料やバインダ液が異なる場合も考えられる。したがって、第1の組35における粉体材料の接合状況次第では、第1の組35によって粉体材料の層3が形成された直後に、該粉体材料の層3の上に第2の組36によって新たな粉体材料の層3を形成するのが不適等である可能性もある。
そのため、この実施の形態においては、各粉体材料供給装置33,34及び各バインダ液供給装置35,36をそれぞれ別体に形成し、いずれも分離独立して移動可能な構成として、使用する粉体材料やバインダ液に合わせて粉体材料の供給のタイミングやバインダ液の吐出のタイミング、あるいは移動速度を制御できるようにしている。
ここで、各粉体材料供給装置31,32及び各バインダ液供給装置33,34の移動速度については、使用する粉体材料やバインダ液に合わせて任意に設定することができるが、第1の粉体材料供給装置31の前進によってテーブルの上面を離脱する前に、第2のバインダ液供給装置34が移動を開始していることが好ましい。
ここで、各粉体材料供給装置31,32及び各バインダ液供給装置33,34の移動速度については、使用する粉体材料やバインダ液に合わせて任意に設定することができるが、第1の粉体材料供給装置31の前進によってテーブルの上面を離脱する前に、第2のバインダ液供給装置34が移動を開始していることが好ましい。
なお、前記造形ユニット30において、各粉体材料供給装置31,32及び各バインダ液供給装置33,34をそれぞれ別体に形成し、いずれも分離独立して移動可能な構成とした以外は、前記第1の実施の形態と実質的に同じ構成であり、また同様の作用効果を奏するため、同様の符号を付して詳細な説明は省略する。
また、前記第1及び第2の粉体材料供給装置31,32の構成、第1及び第2のバインダ液供給装置33,34の構成についても、基本的には前記第1の実施の形態と同じであるため、詳細な説明は省略する。
また、前記第1及び第2の粉体材料供給装置31,32の構成、第1及び第2のバインダ液供給装置33,34の構成についても、基本的には前記第1の実施の形態と同じであるため、詳細な説明は省略する。
前記構成を有する三次元造形装置1Bを用いて造形対象の造形物を造形するに際しては、前記第1の実施の形態と同様の方法で行う。
基本的には、図6及び図7に示すように、前記造形ユニット30の粉体材料供給装置及びバインダ液供給装置の第1及び第2の組35,36をそれぞれ前進させることにより、2層の粉体材料の層3,3を形成する。即ち、前記第1の粉体材料供給装置31及び第1のバインダ液供給装置33からなる第1の組35によって先に粉体材料の層3を形成させながら、前記第2の粉体材料供給装置32及び第2のバインダ液供給装置34からなる第2の組36により、該第1の組35が形成した粉体材料の層3の上に新たな粉体材料の層3を形成、積層させる。
基本的には、図6及び図7に示すように、前記造形ユニット30の粉体材料供給装置及びバインダ液供給装置の第1及び第2の組35,36をそれぞれ前進させることにより、2層の粉体材料の層3,3を形成する。即ち、前記第1の粉体材料供給装置31及び第1のバインダ液供給装置33からなる第1の組35によって先に粉体材料の層3を形成させながら、前記第2の粉体材料供給装置32及び第2のバインダ液供給装置34からなる第2の組36により、該第1の組35が形成した粉体材料の層3の上に新たな粉体材料の層3を形成、積層させる。
このとき、図6(a)~(c)にそれぞれ示すように、第1の組35においては、第1の粉体材料供給装置31を、使用する粉体材料に適合した移動速度で単独で前進させる(図6(b)参照)。次に、第1のバインダ液供給装置33を、使用するバインダ液や第1の粉体材料供給装置31で使用している粉体材料に適合した移動速度及びタイミングで、該第1の粉体材料供給装置31の移動に追随しながら単独で前進させる(図6(c)参照)。
さらに、図7(a)~(c)にそれぞれ示すように、第2の組36においては、前記第1の組35が形成した粉体材料の層3の状態、例えば粉体材料の接合状況等に応じて、第2の粉体材料供給装置32を適切なタイミング及び移動速度で、前記第1のバインダ液供給装置33の移動に追随しながら前進させ(図7(a)参照)。さらに、前記第2のバインダ液供給装置34を、使用するバインダ液や第2の粉体材料供給装置32で使用している粉体材料に適合した移動速度及びタイミングで、該第2の粉体材料供給装置32の移動に追随させながら前進させる(図7(b)参照)。
これにより、前記第1及び第2の粉体材料供給装置31,32、第1及び第2のバインダ液供給装置33,34の1回の前進により、2層の粉体材料の層3,3が形成されることとなる。
さらに、図7(a)~(c)にそれぞれ示すように、第2の組36においては、前記第1の組35が形成した粉体材料の層3の状態、例えば粉体材料の接合状況等に応じて、第2の粉体材料供給装置32を適切なタイミング及び移動速度で、前記第1のバインダ液供給装置33の移動に追随しながら前進させ(図7(a)参照)。さらに、前記第2のバインダ液供給装置34を、使用するバインダ液や第2の粉体材料供給装置32で使用している粉体材料に適合した移動速度及びタイミングで、該第2の粉体材料供給装置32の移動に追随させながら前進させる(図7(b)参照)。
これにより、前記第1及び第2の粉体材料供給装置31,32、第1及び第2のバインダ液供給装置33,34の1回の前進により、2層の粉体材料の層3,3が形成されることとなる。
以降、前記テーブル2の上面2aを粉体材料の層厚の2層分ずつ下降させながら、第1及び第2の粉体材料供給装置31,32、第1及び第2のバインダ液供給装置33,34の前進を繰り返し、2層の新たな粉体材料の層3,3を形成して順次積層していくことにより、結合された粉体材料の層内の造形物の一部の層10が積層され、最終的に造形対象となる造形物が完成する。
前記構成を有する三次元造形装置においては、基本的に、前記第1の実施の形態と同様の効果を得ることができる。
それに加えて、前記造形ユニット30が、各粉体材料供給装置31,32及び各バインダ液供給装置33,34がそれぞれ別体に形成されて、使用する粉体材料やバインダ液に応じて、これらの各粉体材料供給装置31,32や各バインダ液供給装置33,34の移動速度や移動のタイミングを各々制御可能な構成となっているため、複数層の粉体材料の層を一層安定的に形成し、積層することができる。さらに、使用する粉体材料やバインダ液の選択の幅が広がり、使用用途に適合する性能を有する造形物の造形をより容易に行うことができるという利点がある。
それに加えて、前記造形ユニット30が、各粉体材料供給装置31,32及び各バインダ液供給装置33,34がそれぞれ別体に形成されて、使用する粉体材料やバインダ液に応じて、これらの各粉体材料供給装置31,32や各バインダ液供給装置33,34の移動速度や移動のタイミングを各々制御可能な構成となっているため、複数層の粉体材料の層を一層安定的に形成し、積層することができる。さらに、使用する粉体材料やバインダ液の選択の幅が広がり、使用用途に適合する性能を有する造形物の造形をより容易に行うことができるという利点がある。
図8~図11は本発明の三次元造形装置の第3の実施の形態を有するもので、この第3の実施の形態の三次元造形装置1Cは、第1及び第2の実施の形態に係る造形ユニットが前進する際に粉体材料の層を形成するのに対して、造形ユニットが往復動(前進及び後進)することにより、連続して粉体材料の層を形成可能な構成となっている。
即ち、この実施の形態の三次元造形装置1Cにおける前記造形ユニット60は、4つの粉体材料供給装置61~64と3つのバインダ液供給装置65~67とを備えていて、これらの粉体材料供給装置61~64及びバインダ液供給装置65~67はそれぞれ別体に形成されている。
具体的に、前記造形ユニット60は、テーブル2の上面2aに粉体材料5を所定の層厚ごとに供給する第1~第4の粉体材料供給装置61~64と、該テーブル2の上面2aに供給された粉体材料5に該粉体材料5を結合させるバインダ液を吐出する第1~第3のバインダ液供給装置65~67とを有している。
そして、これらの第1~第4の粉体材料供給装置61~64と、第1~第3のバインダ液供給装置65~67とが、いずれも同じ方向(この実施の形態の場合は三次元造形装置1Cの前後方向(テーブル2の上面2aの短手方向と略平行な方向))に水平且つ一直線状に移動可能となっている。
具体的に、前記造形ユニット60は、テーブル2の上面2aに粉体材料5を所定の層厚ごとに供給する第1~第4の粉体材料供給装置61~64と、該テーブル2の上面2aに供給された粉体材料5に該粉体材料5を結合させるバインダ液を吐出する第1~第3のバインダ液供給装置65~67とを有している。
そして、これらの第1~第4の粉体材料供給装置61~64と、第1~第3のバインダ液供給装置65~67とが、いずれも同じ方向(この実施の形態の場合は三次元造形装置1Cの前後方向(テーブル2の上面2aの短手方向と略平行な方向))に水平且つ一直線状に移動可能となっている。
なお、この実施の形態においては、第1~第4の粉体材料供給装置61~64及び第1~第3のバインダ液供給装置65~67は、それぞれ別体に形成されているものの、三次元造形装置1Cの前後方向に対しては、隣接する粉体材料供給装置あるいはバインダ液供給装置と接触した状態で一体的に移動する構成となっている。したがって、前記造形ユニット60は、全体として一体的に一方向に往復動(前後進)することが可能となっている。
前記造形ユニット60の移動は移動装置90によって行われ、該移動装置90は、左右一対のガイドレール91,92と、該造形ユニット60の長手方向の両端部に取付けられ、これら一対のガイドレール上をそれぞれ移動する移動部材93,94と、図示しない電動モータ等の駆動部材とで構成されている。なお、この移動装置90については、基本的に前記第1の実施の形態と同じ構成であるため、詳細な説明は省略する。
前記造形ユニット60の移動は移動装置90によって行われ、該移動装置90は、左右一対のガイドレール91,92と、該造形ユニット60の長手方向の両端部に取付けられ、これら一対のガイドレール上をそれぞれ移動する移動部材93,94と、図示しない電動モータ等の駆動部材とで構成されている。なお、この移動装置90については、基本的に前記第1の実施の形態と同じ構成であるため、詳細な説明は省略する。
さらに、前記造形ユニット60は、前記第1~第4の粉体材料供給装置61~64と、第1~第3のバインダ液供給装置65~67とが、移動方向に向かって交互且つ直列的に配設され、且つ、該造形ユニット60の移動方向の両端側に粉体材料供給装置をそれぞれ位置させた構成となっている。
即ち、この造形ユニット60は、これらの粉体材料供給装置61~64及びバインダ液供給装置65~67が、前進方向の先頭側から、第1の粉体材料供給装置61、第1のバインダ液供給装置65、第2の粉体材料供給装置62、第2のバインダ液供給装置66、第3の粉体材料供給装置63、第3のバインダ液供給装置67、第4の粉体材料供給装置64の順に、直列的に配設された構成となっている。
したがって、この造形ユニット60が前進する場合であっても、あるいは後進する場合であっても、移動方向の最先頭には粉体材料供給装置(前進する場合は第1の粉体材料供給装置61、後進する場合は第4の粉体材料供給装置64)が位置することとなる。そして、移動方向の先頭側に位置する粉体材料供給装置と、その粉体材料供給装置に隣接する後続のバインダ液供給装置とが1組となって、1層の粉体材料の層3を形成する。
即ち、この造形ユニット60は、これらの粉体材料供給装置61~64及びバインダ液供給装置65~67が、前進方向の先頭側から、第1の粉体材料供給装置61、第1のバインダ液供給装置65、第2の粉体材料供給装置62、第2のバインダ液供給装置66、第3の粉体材料供給装置63、第3のバインダ液供給装置67、第4の粉体材料供給装置64の順に、直列的に配設された構成となっている。
したがって、この造形ユニット60が前進する場合であっても、あるいは後進する場合であっても、移動方向の最先頭には粉体材料供給装置(前進する場合は第1の粉体材料供給装置61、後進する場合は第4の粉体材料供給装置64)が位置することとなる。そして、移動方向の先頭側に位置する粉体材料供給装置と、その粉体材料供給装置に隣接する後続のバインダ液供給装置とが1組となって、1層の粉体材料の層3を形成する。
ところで、前記造形ユニット60の第1~第4の粉体材料供給装置61~64及び第1~第3のバインダ液供給装置65~67は、それぞれ鉛直方向に昇降自在に形成されていて、これらの第1~第4の粉体材料供給装置61~64、及び第1~第3のバインダ液供給装置が、移動方向に応じて昇降することが可能となっている。
具体的には、移動方向の最先頭に位置する粉体材料供給装置及びバインダ液供給装置の組の粉体材料の供給位置及びバインダ液の吐出位置が最も高さが低く、後続の粉体材料供給装置バインダ液供給装置の組は、移動方向の後尾側に行くにしたがって、供給位置及びバインダ液の吐出位置が粉体材料の層の1層の層厚分ずつ高くなり、且つ最後尾に位置する粉体材料供給装置の位置が最も高くなるようにそれぞれ昇降するようになっている。
具体的には、移動方向の最先頭に位置する粉体材料供給装置及びバインダ液供給装置の組の粉体材料の供給位置及びバインダ液の吐出位置が最も高さが低く、後続の粉体材料供給装置バインダ液供給装置の組は、移動方向の後尾側に行くにしたがって、供給位置及びバインダ液の吐出位置が粉体材料の層の1層の層厚分ずつ高くなり、且つ最後尾に位置する粉体材料供給装置の位置が最も高くなるようにそれぞれ昇降するようになっている。
したがって、前記造形ユニット60が前進する場合には、移動方向の最先端側に位置する第1の粉体材料供給装置61及び第1のバインダ液供給装置62の組(前進方向の第1の組71)の粉体材料の供給位置及びバインダ液の吐出位置が最も低い位置となる。
また、前記前進方向の第1の組71に続く組である第2の粉体材料供給装置62及び第2のバインダ液供給装置66の組(前進方向の第2の組72)の粉体材料の供給位置及びバインダ液の吐出位置は、該前進方向の第1の組71の粉体材料の供給位置及びバインダ液の吐出位置よりも、粉体材料の層3の1層の層厚分高い位置となる。
さらに、前記前進方向の第2の組72に続く組である第3の粉体材料供給装置63及び第3のバインダ液供給装置67の組(前進方向の第3の組73)の粉体材料の供給位置及びバインダ液の吐出位置は、該前進方向の第2の組72の粉体材料の供給位置及びバインダ液の吐出位置よりも、粉体材料の層3の1層の層厚分高い位置となる。
そして、最後尾に位置する第4の粉体材料供給装置64は、前記前進方向の第3の組73が形成した粉体材料の層3に接触しない高さ、即ち他の粉体材料供給装置及びバインダ液供給装置の粉体材料の供給位置及びバインダ液の吐出位置よりも高い位置となる。
また、前記前進方向の第1の組71に続く組である第2の粉体材料供給装置62及び第2のバインダ液供給装置66の組(前進方向の第2の組72)の粉体材料の供給位置及びバインダ液の吐出位置は、該前進方向の第1の組71の粉体材料の供給位置及びバインダ液の吐出位置よりも、粉体材料の層3の1層の層厚分高い位置となる。
さらに、前記前進方向の第2の組72に続く組である第3の粉体材料供給装置63及び第3のバインダ液供給装置67の組(前進方向の第3の組73)の粉体材料の供給位置及びバインダ液の吐出位置は、該前進方向の第2の組72の粉体材料の供給位置及びバインダ液の吐出位置よりも、粉体材料の層3の1層の層厚分高い位置となる。
そして、最後尾に位置する第4の粉体材料供給装置64は、前記前進方向の第3の組73が形成した粉体材料の層3に接触しない高さ、即ち他の粉体材料供給装置及びバインダ液供給装置の粉体材料の供給位置及びバインダ液の吐出位置よりも高い位置となる。
逆に、前記造形ユニット60が後進する場合には、該造形ユニット60における粉体材料供給装置61~64及びバインダ液供給装置65~67の粉体材料の供給位置及びバインダ液の塗布位置の高さが、前進の場合から変化する。また、1層の粉体材料の層3を形成する粉体材料供給装置とバインダ液供給装置の組も、前進の場合から変更となる。
即ち、後進方向において最先頭側に位置する第4の粉体材料供給装置64及び第3のバインダ液供給装置67が組(後進方向の第1の組75)となり、この後進方向の第1の組75の粉体材料の供給位置及びバインダ液の吐出位置が最も低い位置となる。
さらに、後進方向の第1の組75に続く第3の粉体材料供給装置63及び第2のバインダ液供給装置66が組(後進方向の第2の組76)となり、この後進方向の第2の組76の粉体材料の供給位置及びバインダ液の吐出位置は、前記後進方向の第1の組75の粉体材料の供給位置及びバインダ液の吐出位置よりも、粉体材料の層3の1層の層厚分高い位置となる。
また、後進方向の第1の組75に続く第2の粉体材料供給装置62及び第1のバインダ液供給装置65が組(後進方向の第3の組77)となり、この後進方向の第3の組77の粉体材料の供給位置及びバインダ液の吐出位置は、前記後進方向の第2の組76の粉体材料の供給位置及びバインダ液の吐出位置よりも、粉体材料の層3の1層の層厚分高い位置となる。
最後尾に位置する第1の粉体材料供給装置は、前記後進方向の第3の組77が形成した粉体材料の層に接触しない高さ、即ち他の粉体材料供給装置及びバインダ液供給装置の粉体材料の供給位置及びバインダ液の吐出位置よりも高い位置となる。
即ち、後進方向において最先頭側に位置する第4の粉体材料供給装置64及び第3のバインダ液供給装置67が組(後進方向の第1の組75)となり、この後進方向の第1の組75の粉体材料の供給位置及びバインダ液の吐出位置が最も低い位置となる。
さらに、後進方向の第1の組75に続く第3の粉体材料供給装置63及び第2のバインダ液供給装置66が組(後進方向の第2の組76)となり、この後進方向の第2の組76の粉体材料の供給位置及びバインダ液の吐出位置は、前記後進方向の第1の組75の粉体材料の供給位置及びバインダ液の吐出位置よりも、粉体材料の層3の1層の層厚分高い位置となる。
また、後進方向の第1の組75に続く第2の粉体材料供給装置62及び第1のバインダ液供給装置65が組(後進方向の第3の組77)となり、この後進方向の第3の組77の粉体材料の供給位置及びバインダ液の吐出位置は、前記後進方向の第2の組76の粉体材料の供給位置及びバインダ液の吐出位置よりも、粉体材料の層3の1層の層厚分高い位置となる。
最後尾に位置する第1の粉体材料供給装置は、前記後進方向の第3の組77が形成した粉体材料の層に接触しない高さ、即ち他の粉体材料供給装置及びバインダ液供給装置の粉体材料の供給位置及びバインダ液の吐出位置よりも高い位置となる。
なお、この実施の形態においては、前記造形ユニット60の粉体材料供給装置61~64及びバインダ液供給装置65~67のうち、中央に位置する第2のバインダ液供給装置66は、該造形ユニット60の移動方向が変わった場合でも基本的に昇降を行わず、主に他の粉体材料供給装置65~67及びバインダ液供給装置65,67が造形ユニット60の移動方向に合わせて昇降する構成となっている。
即ち、第2のバインダ液供給装置66の高さを基準として、前記造形ユニット60の前進時には、この第2のバインダ液供給装置66よりも先頭側となる第1及び第2の粉体材料供給装置61,62と第1のバインダ液供給装置65とが下降する一方、後尾側となる第3及び第4の粉体材料供給装置63,64と第3のバインダ液供給装置67とが上昇するようになっている。
逆に、前記造形ユニット60の後進時には、基準となる前記第2のバインダ液供給装置66よりも先頭側となる第4及び第3の粉体材料供給装置63,64と第3のバインダ液供給装置67とが下降する一方、後尾側となる第2及び第1粉体材料供給装置61,62と第1のバインダ液供給装置65とが上昇するようになっている。
即ち、第2のバインダ液供給装置66の高さを基準として、前記造形ユニット60の前進時には、この第2のバインダ液供給装置66よりも先頭側となる第1及び第2の粉体材料供給装置61,62と第1のバインダ液供給装置65とが下降する一方、後尾側となる第3及び第4の粉体材料供給装置63,64と第3のバインダ液供給装置67とが上昇するようになっている。
逆に、前記造形ユニット60の後進時には、基準となる前記第2のバインダ液供給装置66よりも先頭側となる第4及び第3の粉体材料供給装置63,64と第3のバインダ液供給装置67とが下降する一方、後尾側となる第2及び第1粉体材料供給装置61,62と第1のバインダ液供給装置65とが上昇するようになっている。
前記第1~4の粉体材料供給装置61~64及び第1~第3のバインダ液供給装置65~67のそれぞれの昇降は、図示しない昇降装置を用いて行われる。
前記昇降装置としては、これらの第1~4の粉体材料供給装置61~64及び第1~第3のバインダ液供給装置65~67を安定的に昇降させることができ、また精密な位置制御を行うことができるものであれば任意に構成のものを用いることができる。
例えば、鉛直方向に延びるねじ軸と、該ねじ軸を電動モータ等で回転させることによりそのねじ軸の外周面を軸線方向に移動するナットを有するボールねじを用いることができる。
または、鉛直方向にチェーンが移動するチェーンコンベアを設けて、該チェーンコンベアのチェーンの移動によって各粉体材料供給装置61~64及びバインダ液供給装置65~67を昇降させる構造であってもよい。
さらには、ピストンが鉛直方向に上下動する流体圧シリンダにより、各粉体材料供給装置61~64及びバインダ液供給装置65~67を昇降させることができる。
あるいは、各粉体材料供給装置61~64及びバインダ液供給装置65~67に鉛直方向に延びるラックと取付けて、該ラックを電動モータで回転するピニオンで上下方向に移動させることにより、これら各粉体材料供給装置61~64及びバインダ液供給装置65~67を昇降させる構造とすることができる。
また、前記各粉体材料供給装置61~64及びバインダ液供給装置65~67の昇降は、ガイドレールによって鉛直方向に案内させた状態で行わせることが好ましく、この場合においては、テーブル2を滑らかに昇降させるため、円柱状や球状の転動子を有するリニアガイドを用いることができる。さらに、それぞれのガイドレールにおける各粉体材料供給装置61~64及びバインダ液供給装置65~67の移動端の部分には、これらの各粉体材料供給装置61~64及びバインダ液供給装置65~67の移動を直接的に制限するストッパを設けることが好ましい。
前記昇降装置としては、これらの第1~4の粉体材料供給装置61~64及び第1~第3のバインダ液供給装置65~67を安定的に昇降させることができ、また精密な位置制御を行うことができるものであれば任意に構成のものを用いることができる。
例えば、鉛直方向に延びるねじ軸と、該ねじ軸を電動モータ等で回転させることによりそのねじ軸の外周面を軸線方向に移動するナットを有するボールねじを用いることができる。
または、鉛直方向にチェーンが移動するチェーンコンベアを設けて、該チェーンコンベアのチェーンの移動によって各粉体材料供給装置61~64及びバインダ液供給装置65~67を昇降させる構造であってもよい。
さらには、ピストンが鉛直方向に上下動する流体圧シリンダにより、各粉体材料供給装置61~64及びバインダ液供給装置65~67を昇降させることができる。
あるいは、各粉体材料供給装置61~64及びバインダ液供給装置65~67に鉛直方向に延びるラックと取付けて、該ラックを電動モータで回転するピニオンで上下方向に移動させることにより、これら各粉体材料供給装置61~64及びバインダ液供給装置65~67を昇降させる構造とすることができる。
また、前記各粉体材料供給装置61~64及びバインダ液供給装置65~67の昇降は、ガイドレールによって鉛直方向に案内させた状態で行わせることが好ましく、この場合においては、テーブル2を滑らかに昇降させるため、円柱状や球状の転動子を有するリニアガイドを用いることができる。さらに、それぞれのガイドレールにおける各粉体材料供給装置61~64及びバインダ液供給装置65~67の移動端の部分には、これらの各粉体材料供給装置61~64及びバインダ液供給装置65~67の移動を直接的に制限するストッパを設けることが好ましい。
なお、前記造形ユニット60において、前記第1~第4の粉体材料供給装置61~64自体の構成、及び第1~第3のバインダ液供給装置65~67自体の構成については、基本的に前記第1の実施の形態の粉体材料供給装置及びバインダ液供給装置の各構成と同じであるため、詳細な説明は省略する。
また、前記造形ユニット60の移動装置及びテーブル2の構成についても、基本的に前記第1の実施の形態と同じ構成であるため、詳細な説明は省略する。
また、前記造形ユニット60の移動装置及びテーブル2の構成についても、基本的に前記第1の実施の形態と同じ構成であるため、詳細な説明は省略する。
前記構成を有する三次元造形装置1Cを用いて造形物を造形する方法について説明する。
造形対象となる造形物を形成するに際しては、前記第1の実施の形態と同様に、準備段階として、前記テーブル2を前記筒状部材12内における上端位置まで上昇させる。また、前記造形ユニット60は、原点位置(この実施の形態の場合、テーブル2の手前側)に戻した状態で、各粉体材料供給装置61~64に粉体材料を、各バインダ液供給装置65~67にバインダ液を充填しておく。
造形対象となる造形物を形成するに際しては、前記第1の実施の形態と同様に、準備段階として、前記テーブル2を前記筒状部材12内における上端位置まで上昇させる。また、前記造形ユニット60は、原点位置(この実施の形態の場合、テーブル2の手前側)に戻した状態で、各粉体材料供給装置61~64に粉体材料を、各バインダ液供給装置65~67にバインダ液を充填しておく。
そして、前記造形ユニット60を前進させるに際しては、前記各粉体材料供給装置61~64及びバインダ液供給装置65~67を昇降させて、該造形ユニット60を事前に前進用の形態にする。
即ち、図10(a)に示すように、この造形ユニット60を、第1の粉体材料供給装置61及び第1のバインダ液供給装置65からなる前進方向の第1の組71の粉体材料の供給位置及びバインダ液の吐出位置の高さを最も低くする。さらに、後続の粉体材料供給装置バインダ液供給装置の前進方向の第2及び第3の組72,73は、移動方向の後尾側に行くにしたがって、粉体材料供給位置及びバインダ液の吐出位置の高さを粉体材料の層3の1層の層厚分ずつ高くすると共に、最後尾に位置する第4の粉体材料供給装置64の位置を最も高くした形態とする。
即ち、図10(a)に示すように、この造形ユニット60を、第1の粉体材料供給装置61及び第1のバインダ液供給装置65からなる前進方向の第1の組71の粉体材料の供給位置及びバインダ液の吐出位置の高さを最も低くする。さらに、後続の粉体材料供給装置バインダ液供給装置の前進方向の第2及び第3の組72,73は、移動方向の後尾側に行くにしたがって、粉体材料供給位置及びバインダ液の吐出位置の高さを粉体材料の層3の1層の層厚分ずつ高くすると共に、最後尾に位置する第4の粉体材料供給装置64の位置を最も高くした形態とする。
その後、図10(b)に示すように、前記造形ユニット60を直線的に前進させると共に、その前進中に、前記テーブル2の上面2aに、前進方向の第1の組71である第1の粉体材料供給装置61から粉体材料5を所定の層厚で供給させる。
そして、前記テーブル2の上面2aに供給された直後の粉体材料5に対して、該第1の粉体材料供給装置61に追随する、隣接した後続の第1のバインダ液供給装置65から、バインダ液を造形対象となる造形物の最下層の形状に合わせて吐出させ、結合させる。
これにより、造形対象となる造形物の最下層の部分を含む第1の粉体材料の層81が形成される。
そして、前記テーブル2の上面2aに供給された直後の粉体材料5に対して、該第1の粉体材料供給装置61に追随する、隣接した後続の第1のバインダ液供給装置65から、バインダ液を造形対象となる造形物の最下層の形状に合わせて吐出させ、結合させる。
これにより、造形対象となる造形物の最下層の部分を含む第1の粉体材料の層81が形成される。
また、前記第1の粉体材料の層81の形成中において、造形ユニット60の前進に伴って、前進方向の第2の組72である第2の粉体材料供給装置62が前記前進方向の第1の組71が形成した第1の粉体材料の層81に差し掛かった場合には、テーブル2の上面2a、さらに具体的には該第1の粉体材料の層81の上に、該第2の粉体材料供給装置62から新たな粉体材料5を所定の層厚で供給させる。
そして、前記第1の粉体材料の層81の上に供給された直後の新たな粉体材料5に対して、該第2の粉体材料供給装置62に追随する、隣接した後続の第2のバインダ液供給装置66から、バインダ液を造形対象となる造形物の下から2番目の層の形状に合わせて吐出させ、結合させる。
これにより、造形対象となる造形物の下から2段目の層の部分を含む第2の粉体材料の層82が形成される。
そして、前記第1の粉体材料の層81の上に供給された直後の新たな粉体材料5に対して、該第2の粉体材料供給装置62に追随する、隣接した後続の第2のバインダ液供給装置66から、バインダ液を造形対象となる造形物の下から2番目の層の形状に合わせて吐出させ、結合させる。
これにより、造形対象となる造形物の下から2段目の層の部分を含む第2の粉体材料の層82が形成される。
さらに、前記第2の粉体材料の層82の形成中において、造形ユニット60のさらなる前進に伴って、前進方向の第3の組73である第3の粉体材料供給装置63が前記第2の組72が形成した第2の粉体材料の層82に差し掛かった場合には、テーブル2の上面2a、さらに具体的には該第2の粉体材料の層82の上に、該第3の粉体材料供給装置63から新たな粉体材料5を所定の層厚で供給させる。
そして、前記第2の粉体材料の層82の上に供給された直後の新たな粉体材料5に対して、前記第3の粉体材料供給装置63に追随する、隣接した後続の第3のバインダ液供給装置67から、バインダ液を造形対象となる造形物の下から3番目の層の形状に合わせて吐出させ、結合させる。
これにより、造形対象となる造形物の下から3段目の層の部分を含む第3の粉体材料の層83が形成される。
そして、前記第2の粉体材料の層82の上に供給された直後の新たな粉体材料5に対して、前記第3の粉体材料供給装置63に追随する、隣接した後続の第3のバインダ液供給装置67から、バインダ液を造形対象となる造形物の下から3番目の層の形状に合わせて吐出させ、結合させる。
これにより、造形対象となる造形物の下から3段目の層の部分を含む第3の粉体材料の層83が形成される。
なお、前記第4の粉体材料供給装置64は、粉体材料を供給することなく前進方向に移動する。
図10(c)に示すように、前記造形ユニット60の前進によって前記第4の粉体材料供給装置64がテーブル2の上面2aから脱し、該造形ユニット60が移動端の位置(この実施の形態の場合、テーブル2の奥側の位置)に達した場合には、この造形ユニット60の前進方向の動きは一旦終了する。
そして、前記造形ユニット60に、次の動作、即ち後進方向の移動に備えた準備を行わせる。即ち、図11(a)に示すように、前記各粉体材料供給装置61~64及びバインダ液供給装置65~67を昇降させて、前記造形ユニット60を後進用の形態に変更する。
具体的には、この造形ユニット60を、第4の粉体材料供給装置64及び第3のバインダ液供給装置67からなる後進方向の第1の組75の粉体材料の供給位置及びバインダ液の吐出位置の高さを最も低くする。さらに、後続の粉体材料供給装置バインダ液供給装置の後進方向の第2及び第3の組76,77は、移動方向の後尾側に行くにしたがって、供給位置及びバインダ液の吐出位置の高さを粉体材料の層3の1層の層厚分ずつ高くすると共に、最後尾に位置する第1の粉体材料供給装置61の位置を最も高くした形態に変更する。
その一方で、前記テーブル2を、粉体材料の層3の層厚の3層分だけ降下して、第3の粉体材料の層83の上面を、前記筒状部材12内の上端に位置させる。
そして、前記造形ユニット60に、次の動作、即ち後進方向の移動に備えた準備を行わせる。即ち、図11(a)に示すように、前記各粉体材料供給装置61~64及びバインダ液供給装置65~67を昇降させて、前記造形ユニット60を後進用の形態に変更する。
具体的には、この造形ユニット60を、第4の粉体材料供給装置64及び第3のバインダ液供給装置67からなる後進方向の第1の組75の粉体材料の供給位置及びバインダ液の吐出位置の高さを最も低くする。さらに、後続の粉体材料供給装置バインダ液供給装置の後進方向の第2及び第3の組76,77は、移動方向の後尾側に行くにしたがって、供給位置及びバインダ液の吐出位置の高さを粉体材料の層3の1層の層厚分ずつ高くすると共に、最後尾に位置する第1の粉体材料供給装置61の位置を最も高くした形態に変更する。
その一方で、前記テーブル2を、粉体材料の層3の層厚の3層分だけ降下して、第3の粉体材料の層83の上面を、前記筒状部材12内の上端に位置させる。
その後、図11(b)に示すように、前記造形ユニット60を原点位置に向けて直線的に後進させると共に、その後進中に、前記テーブル2の上面2a、さらに具体的には前進方向の移動の際に最後に形成された第3の粉体材料の層83の上に、後進方向の第1の組75である第4の粉体材料供給装置64から粉体材料5を所定の層厚で供給させる。
そして、前記第4の粉体材料供給装置64から供給された直後の粉体材料5に対して、該第4の粉体材料供給装置64に追随する、隣接した後続の第3のバインダ液供給装置67から、バインダ液を造形対象となる造形物の下から4段目の層の形状に合わせて吐出させ、結合させる。
これにより、造形対象となる造形物の下から4段目の層の部分を含む第4の粉体材料の層84が形成される。
そして、前記第4の粉体材料供給装置64から供給された直後の粉体材料5に対して、該第4の粉体材料供給装置64に追随する、隣接した後続の第3のバインダ液供給装置67から、バインダ液を造形対象となる造形物の下から4段目の層の形状に合わせて吐出させ、結合させる。
これにより、造形対象となる造形物の下から4段目の層の部分を含む第4の粉体材料の層84が形成される。
また、前記第4の粉体材料層74の形成中において、造形ユニット60の後進に伴って、後進方向の第2の組76である第3の粉体材料供給装置63が前記後進方向の第1の組75が形成した第4の粉体材料の層84に差し掛かった場合には、テーブル2の上面2a、さらに具体的には該第4の粉体材料の層84の上に、該第3の粉体材料供給装置63から新たな粉体材料5を所定の層厚で供給させる。
そして、前記第4の粉体材料84の層の上に供給された直後の新たな粉体材料5に対して、該第3の粉体材料供給装置63に追随する、隣接した後続の第2のバインダ液供給装置66から、バインダ液を造形対象となる造形物の下から5番目の層の形状に合わせて吐出させ、結合させる。
これにより、造形対象となる造形物の下から5段目の層の部分を含む第5の粉体材料の層85が形成される。
そして、前記第4の粉体材料84の層の上に供給された直後の新たな粉体材料5に対して、該第3の粉体材料供給装置63に追随する、隣接した後続の第2のバインダ液供給装置66から、バインダ液を造形対象となる造形物の下から5番目の層の形状に合わせて吐出させ、結合させる。
これにより、造形対象となる造形物の下から5段目の層の部分を含む第5の粉体材料の層85が形成される。
さらに、前記第5の粉体材料の層65の形成中において、造形ユニット60のさらなる後進に伴って、後進方向の第3の組77である第2の粉体材料供給装置62が前記後進方向の第2の組76が形成した第5の粉体材料の層85に差し掛かった場合には、テーブル2の上面2a、さらに具体的には該第5の粉体材料の層85の上に、該第2の粉体材料供給装置62から新たな粉体材料5を所定の層厚で供給させる。
そして、前記第5の粉体材料の層85の上に供給された直後の新たな粉体材料5に対して、該第2の粉体材料供給装置62に追随する、隣接した後続の第1のバインダ液供給装置65から、バインダ液を造形対象となる造形物の下から6番目の層の形状に合わせて吐出させ、結合させる。
これにより、造形対象となる造形物の下から6段目の層の部分を含む第6の粉体材料の層86が形成される。
そして、前記第5の粉体材料の層85の上に供給された直後の新たな粉体材料5に対して、該第2の粉体材料供給装置62に追随する、隣接した後続の第1のバインダ液供給装置65から、バインダ液を造形対象となる造形物の下から6番目の層の形状に合わせて吐出させ、結合させる。
これにより、造形対象となる造形物の下から6段目の層の部分を含む第6の粉体材料の層86が形成される。
なお、前記第1の粉体材料供給装置61は、粉体材料を供給することなく後進方向に移動する。
前記造形ユニット60が後進によって原点位置まで戻った場合には、図11(c)に示すように、前記テーブル2の上面2aを粉体材料の層厚の3層分だけ降下させる共に、前記造形ユニット60の各粉体材料供給装置61~64及び各バインダ液供給装置65~67を昇降させて、該造形ユニット60を再度前進用の形態に変更させる。
その後、そして、前進用の形態となったこの造形ユニット60を再び前進させて、前記第6の粉体材料の層86の上に、3層の新たな粉体材料の層を形成しながら移動させる。また、造形ユニット60の前進が完了した場合には、前記テーブル2の上面2aを粉体材料の層3の層厚の3層分だけ降下させると共に、該造形ユニット60を後進用の形態に変更させて後進を開始させ、3層の新たな粉体材料の層を形成しながら移動させる。
以降、前記造形ユニット60が前進及び後進をする度に、該造形ユニット60を前進及び後進の形態に変形させる一方で、前記テーブル2の上面2aを粉体材料の層3の層厚の3層分ずつ下降させ、該造形ユニット60によって粉体材料の層3を3層ずつ形成して順次積層していくことにより、造形対象となる造形物が完成することとなる。
その後、そして、前進用の形態となったこの造形ユニット60を再び前進させて、前記第6の粉体材料の層86の上に、3層の新たな粉体材料の層を形成しながら移動させる。また、造形ユニット60の前進が完了した場合には、前記テーブル2の上面2aを粉体材料の層3の層厚の3層分だけ降下させると共に、該造形ユニット60を後進用の形態に変更させて後進を開始させ、3層の新たな粉体材料の層を形成しながら移動させる。
以降、前記造形ユニット60が前進及び後進をする度に、該造形ユニット60を前進及び後進の形態に変形させる一方で、前記テーブル2の上面2aを粉体材料の層3の層厚の3層分ずつ下降させ、該造形ユニット60によって粉体材料の層3を3層ずつ形成して順次積層していくことにより、造形対象となる造形物が完成することとなる。
前記構成を有する三次元造形装置1Cは、基本的に前記第1の実施の形態と同様の効果を得ることができる。
それに加えて、前記造形ユニット60が往復動(前進及び後進)の度に粉体材料の層3を複数層ずつ形成し積層することができるため、前進時のみに粉体材料の層の形成を行って原点位置に復帰する動作を繰り返す前記第1の実施の形態の構成に比べて、造形ユニットの移動の無駄を省くことができ、これにより、造形物の造形速度を著しく向上させることができるという利点がある。
また、この実施の形態の前記造形ユニット60の場合、1回の前進又は後進によって3層の粉体材料の層を形成することができるため、1回の前進で2層の粉体材料を形成する第1の実施の形態に比べて、1回の前進又は後進における粉体材料の層の形成の効率が高く、造形物の造形速度がさらに早い。
それに加えて、前記造形ユニット60が往復動(前進及び後進)の度に粉体材料の層3を複数層ずつ形成し積層することができるため、前進時のみに粉体材料の層の形成を行って原点位置に復帰する動作を繰り返す前記第1の実施の形態の構成に比べて、造形ユニットの移動の無駄を省くことができ、これにより、造形物の造形速度を著しく向上させることができるという利点がある。
また、この実施の形態の前記造形ユニット60の場合、1回の前進又は後進によって3層の粉体材料の層を形成することができるため、1回の前進で2層の粉体材料を形成する第1の実施の形態に比べて、1回の前進又は後進における粉体材料の層の形成の効率が高く、造形物の造形速度がさらに早い。
図12は、本発明の三次元造形装置の第4の実施の形態を示すもので、この実施の形態の三次元造形装置1Dは、前記第2の実施の形態と同様に、粉体材料供給装置及びバインダ液供給装置が前進する際に粉体材料の層を形成する構成となっているが、これらの粉体材料供給装置及びバインダ液供給装置を移動させるための構成が異なっている。
具体的に、この実施の形態の三次元造形装置1Dは、前記造形ユニット100が、複数の粉体材料供給装置101~108と、これらの粉体材料供給装置101~108と同数のバインダ液供給装置111~118とを備えていて、この実施の形態においては、これらの粉体材料供給装置101~108及びバインダ液供給装置111~118が、三次元造形装置1Dの前後方向(テーブル2の上面2aの短手方向に沿う方向)に原点位置(テーブル2の手前側の位置)から前進することによって粉体材料の層3を順次形成することが可能となっている。
また、これらの粉体材料供給装置101~108及びバインダ液供給装置111~118はそれぞれ別体に形成されていて、いずれも独立して移動可能な構成となっている。
さらに、前記造形ユニット100の各粉体材料供給装置101~108と各バインダ液供給装置111~118とは、いずれも同じ方向に移動可能となっていて、前記粉体材料の層3を形成する際には、前記テーブル2の上面2aに近接した状態で一直線状に移動(この実施の形態の場合は前進)するようになっている。
また、これらの粉体材料供給装置101~108及びバインダ液供給装置111~118はそれぞれ別体に形成されていて、いずれも独立して移動可能な構成となっている。
さらに、前記造形ユニット100の各粉体材料供給装置101~108と各バインダ液供給装置111~118とは、いずれも同じ方向に移動可能となっていて、前記粉体材料の層3を形成する際には、前記テーブル2の上面2aに近接した状態で一直線状に移動(この実施の形態の場合は前進)するようになっている。
さらに、前記造形ユニット100は、前記粉体材料供給装置101~108とバインダ液供給装置111~118とが、移動方向に向かって交互且つ直列的に配設され、且つ、該造形ユニット100の移動方向(前進方向)の最先頭側に粉体材料供給装置101を位置させた構成となっている。
また、前進方向の先頭側に位置する粉体材料供給装置101と、該粉体材料供給装置に隣接する後続側のバインダ液供給装置とを1組として、各粉体材料供給装置101~108の移動に同じ組のバインダ液供給装置111~118を追随させて移動させることできるようになっている。そして、各組においてテーブル2の上面2aへの粉体材料5の供給と該テーブル2の上面2aに供給された粉体材料5へのバインダ液の吐出とを行うことにより、それぞれの組が造形対象の造形物の一部の層を含んだ粉体材料の層3を形成することが可能となっている。
また、前進方向の先頭側に位置する粉体材料供給装置101と、該粉体材料供給装置に隣接する後続側のバインダ液供給装置とを1組として、各粉体材料供給装置101~108の移動に同じ組のバインダ液供給装置111~118を追随させて移動させることできるようになっている。そして、各組においてテーブル2の上面2aへの粉体材料5の供給と該テーブル2の上面2aに供給された粉体材料5へのバインダ液の吐出とを行うことにより、それぞれの組が造形対象の造形物の一部の層を含んだ粉体材料の層3を形成することが可能となっている。
さらに、前記造形ユニット100は、前進方向の先頭側に位置する粉体材料供給装置と、該粉体材料供給装置に隣接する後続側のバインダ液供給装置とからなる組のうち、前進方向の最先頭に位置する組(具体的には粉体材料供給装置101とバインダ液供給装置111からなる組)の粉体材料5の供給位置及びバインダ液の吐出位置が最も高さが低く設定されている。また、後続の粉体材料供給装置及びバインダ液供給装置の組は、前進方向の後尾側に行くにしたがって、粉体材料の供給位置及びバインダ液の吐出位置が粉体材料の層3の1層の層厚分ずつ高く設定されている。したがって、最後尾に位置する組(具体的には粉体材料供給装置108とバインダ液供給装置118からなる組)の粉体材料5の供給位置及びバインダ液の吐出位置が、すべての粉体材料供給装置及びバインダ液供給装置の組の中で最も高く設定されていることとなる。
これにより、これらの粉体材料供給装置101~108及びバインダ液供給装置111~118の各組が、粉体材料の層3を1層の層厚分だけずらして形成することができるため、造形ユニット100が前進した際には、先頭側の組が粉体材料の層3の形成を行っている時に、わずかな時間差でその先頭側の組に隣接する後続側の組が、該先頭側の組によって形成された直後の粉体材料の層3の上に、新たに粉体材料の層3を順次形成、積層していくことができる。
この結果、前記造形ユニット100は、1回の前進によって複数層の粉体材料の層3を積層した状態で形成することができることとなる。
なお、この実施の形態の場合、粉体材料供給装置及びバインダ液供給装置の組が8組形成されるため、これらの粉体材料供給装置及びバインダ液供給装置の組の1回の前進によって8層の粉体材料の層を形成し積層することが可能である。
この結果、前記造形ユニット100は、1回の前進によって複数層の粉体材料の層3を積層した状態で形成することができることとなる。
なお、この実施の形態の場合、粉体材料供給装置及びバインダ液供給装置の組が8組形成されるため、これらの粉体材料供給装置及びバインダ液供給装置の組の1回の前進によって8層の粉体材料の層を形成し積層することが可能である。
ところで、前記造形ユニット100は、前記各粉体材料供給装置101~108及び各バインダ液供給装置111~118が各々前進して、形成すべき1層の粉体材料の層に対して粉体材料の供給を終了した場合、あるいはバインダ液の吐出が終了した場合には、その粉体材料の供給が終了した粉体材料供給装置101~108あるいはバインダ液の吐出が終了したバインダ液供給装置111~118を、前記テーブル2の上面2aと近接させた状態から離脱させて、順次原点位置に復帰させる構成となっている。
また、前記各粉体材料供給装置101~108及び各バインダ液供給装置111~118を原点位置に復帰させるに際しては、これらの各粉体材料供給装置101~108及び各バインダ液供給装置111~118における当初の前進方向の順番を崩すことなく原点位置に復帰させると共に、再び前記テーブル2の上面2aに移動させて当初の順番通りに粉体材料の供給及びバインダ液の吐出を行わせるようになっている。
さらに、前記各粉体材料供給装置101~108及び各バインダ液供給装置111~118は、原点復帰した場合であっても、粉体材料の供給位置あるいはバインダ液の吐出位置の高さは当初設定された高さが維持されるようになっている。したがって、前記テーブル2の上面2aに粉体材料の層3を形成する場合には、前進方向の最先頭に位置する組の粉体材料の供給位置及びバインダ液の吐出位置が最も高さが低く、後続の粉体材料供給装置及びバインダ液供給装置の組は、前進方向の後尾側に行くにしたがって、粉体材料の供給位置及びバインダ液の吐出位置が粉体材料の層の1層の層厚分ずつ高くなった状態が常に維持される。
また、前記各粉体材料供給装置101~108及び各バインダ液供給装置111~118を原点位置に復帰させるに際しては、これらの各粉体材料供給装置101~108及び各バインダ液供給装置111~118における当初の前進方向の順番を崩すことなく原点位置に復帰させると共に、再び前記テーブル2の上面2aに移動させて当初の順番通りに粉体材料の供給及びバインダ液の吐出を行わせるようになっている。
さらに、前記各粉体材料供給装置101~108及び各バインダ液供給装置111~118は、原点復帰した場合であっても、粉体材料の供給位置あるいはバインダ液の吐出位置の高さは当初設定された高さが維持されるようになっている。したがって、前記テーブル2の上面2aに粉体材料の層3を形成する場合には、前進方向の最先頭に位置する組の粉体材料の供給位置及びバインダ液の吐出位置が最も高さが低く、後続の粉体材料供給装置及びバインダ液供給装置の組は、前進方向の後尾側に行くにしたがって、粉体材料の供給位置及びバインダ液の吐出位置が粉体材料の層の1層の層厚分ずつ高くなった状態が常に維持される。
この実施の形態においては、前記各粉体材料供給装置101~108及び各バインダ液供給装置111~118を、それぞれ次のように移動させている。
即ち、各粉体材料供給装置101~108又は各バインダ液供給装置111~118が、前進に伴って、形成すべき粉体材料の層に対する粉体材料の供給やバインダ液の吐出が終了して移動端(この実施の形態の場合、テーブル2の奥側)の位置に達した場合には、これらの粉体材料供給装置101~108又はバインダ液供給装置101~108を略鉛直方向に上昇させ、テーブル2の上面2aに近接した状態から離脱させる。さらに、他の粉体材料供給装置やバインダ液供給装置と接触しない高さまで移動させる。
その後、前記原点位置方向に略水平に直線的に後進させ、該原点位置のほぼ直上の位置において下降させることによりその原点位置に復帰させるようになっている。
したがって、これらの各粉体材料供給装置101~108及び各バインダ液供給装置111~118は、図11に示すように、側面視において略矩形状の軌跡を描くように移動させて、原点位置からの前進、粉体材料の供給及びバインダ液の吐出が終了した後の上昇、原点位置方向への後進、原点位置のほぼ直上での下降、原点位置への復帰の一連の動作をそれぞれ繰り返すこととなる。
即ち、各粉体材料供給装置101~108又は各バインダ液供給装置111~118が、前進に伴って、形成すべき粉体材料の層に対する粉体材料の供給やバインダ液の吐出が終了して移動端(この実施の形態の場合、テーブル2の奥側)の位置に達した場合には、これらの粉体材料供給装置101~108又はバインダ液供給装置101~108を略鉛直方向に上昇させ、テーブル2の上面2aに近接した状態から離脱させる。さらに、他の粉体材料供給装置やバインダ液供給装置と接触しない高さまで移動させる。
その後、前記原点位置方向に略水平に直線的に後進させ、該原点位置のほぼ直上の位置において下降させることによりその原点位置に復帰させるようになっている。
したがって、これらの各粉体材料供給装置101~108及び各バインダ液供給装置111~118は、図11に示すように、側面視において略矩形状の軌跡を描くように移動させて、原点位置からの前進、粉体材料の供給及びバインダ液の吐出が終了した後の上昇、原点位置方向への後進、原点位置のほぼ直上での下降、原点位置への復帰の一連の動作をそれぞれ繰り返すこととなる。
前記各粉体材料供給装置及び各バインダ液供給装置は、各々を個別に移動させる移動装置により移動するようになっている。
前記移動装置は、前記各粉体材料供給装置101~108及び各バインダ液供給装置111~118を、前記粉体材料の層を形成する際にはいずれも前記テーブルの上面に近接した状態で一直線状に移動すると共に、形成すべき1層の粉体材料の層に対して粉体材料の供給が終了した場合には前記テーブルの上面と近接した状態から離脱させて順次原点位置に復帰させることができる構成であれば、任意の構成を用いることができる。
例えば、前記各粉体材料供給装置101~108及び各バインダ液供給装置111~118の長手方向の両側端側に設けられ、これら粉体材料供給装置101~108及び各バインダ液供給装置111~118の移動方向(側面視略矩形状)に沿うように延びる左右一対のガイドレール120,120(ただし、図12においては一方のガイドレールのみあわらしている。)と、各粉体材料供給装置101~108及び各バインダ液供給装置111~118の長手方向の両側端に設けられた、これら一対のガイドレールに沿って走行する左右一対の車輪とを備えたものとすることができる。そして、前記一対の車輪の一方又は両方を電気モータで回転させて、これら一対の車輪を前記ガイドレールに沿って走行させることにより、前記各粉体材料供給装置101~108及び各バインダ液供給装置111~118を、前述のような側面視略矩形状の軌跡を描くように移動させる構成とすることができる。
または、前記車輪に代えてプーリーを設ける一方で、前記ガイドレールに代えてタイミングベルトやタイミングチェーンを設けてもよい。
前記移動装置は、前記各粉体材料供給装置101~108及び各バインダ液供給装置111~118を、前記粉体材料の層を形成する際にはいずれも前記テーブルの上面に近接した状態で一直線状に移動すると共に、形成すべき1層の粉体材料の層に対して粉体材料の供給が終了した場合には前記テーブルの上面と近接した状態から離脱させて順次原点位置に復帰させることができる構成であれば、任意の構成を用いることができる。
例えば、前記各粉体材料供給装置101~108及び各バインダ液供給装置111~118の長手方向の両側端側に設けられ、これら粉体材料供給装置101~108及び各バインダ液供給装置111~118の移動方向(側面視略矩形状)に沿うように延びる左右一対のガイドレール120,120(ただし、図12においては一方のガイドレールのみあわらしている。)と、各粉体材料供給装置101~108及び各バインダ液供給装置111~118の長手方向の両側端に設けられた、これら一対のガイドレールに沿って走行する左右一対の車輪とを備えたものとすることができる。そして、前記一対の車輪の一方又は両方を電気モータで回転させて、これら一対の車輪を前記ガイドレールに沿って走行させることにより、前記各粉体材料供給装置101~108及び各バインダ液供給装置111~118を、前述のような側面視略矩形状の軌跡を描くように移動させる構成とすることができる。
または、前記車輪に代えてプーリーを設ける一方で、前記ガイドレールに代えてタイミングベルトやタイミングチェーンを設けてもよい。
なお、前記各粉体材料供給装置101~108自体の構成、及び各バインダ液供給装置111~118自体の構成、テーブル2の構成については、基本的には前記第1の実施の形態と同じであるため、詳細な説明は省略する。
前記構成を有する三次元造形装置1Dを用いて造形物を造形する方法について説明する。
造形対象となる造形物を形成するに際しては、前記第1の実施の形態と同様に、準備段階として、前記テーブル2を前記筒状部材12内における上端位置まで上昇させる。また、図12(a)に示すように、前記造形ユニット100は、前記各粉体材料供給装置101~108及び各バインダ液供給装置111~118をテーブル2の上面2から離脱させ、且つ最先端側に位置する粉体材料供給装置を原点位置に位置させた状態とする。
造形対象となる造形物を形成するに際しては、前記第1の実施の形態と同様に、準備段階として、前記テーブル2を前記筒状部材12内における上端位置まで上昇させる。また、図12(a)に示すように、前記造形ユニット100は、前記各粉体材料供給装置101~108及び各バインダ液供給装置111~118をテーブル2の上面2から離脱させ、且つ最先端側に位置する粉体材料供給装置を原点位置に位置させた状態とする。
そして、図12(b)に示すように、前記造形ユニット100の各粉体材料供給装置101~108及び各バインダ液供給装置111~118を、前進方向の先頭側に位置するものから、前記テーブル2の上面2aに近接させた状態で順次直線的に前進させる。
このとき、前進方向の先頭側に位置する粉体材料供給装置と、該粉体材料供給装置に隣接する後続側のバインダ液供給装置との組により粉体材料の層を形成させるが、前進方向の最先頭側に位置する組は、前記テーブル2の上面2aに直接的に最下層に位置する粉体材料の層3を形成し、後続の組は、テーブル2の上面2a、さらに具体的には隣接する先頭側の組が形成している粉体材料の層3の上に新たな粉体材料の層3を順次形成、積層していく。
このとき、前進方向の先頭側に位置する粉体材料供給装置と、該粉体材料供給装置に隣接する後続側のバインダ液供給装置との組により粉体材料の層を形成させるが、前進方向の最先頭側に位置する組は、前記テーブル2の上面2aに直接的に最下層に位置する粉体材料の層3を形成し、後続の組は、テーブル2の上面2a、さらに具体的には隣接する先頭側の組が形成している粉体材料の層3の上に新たな粉体材料の層3を順次形成、積層していく。
さらに、図12(c)に示すように、前進に伴って移動端に達した、粉体材料の供給が終了した粉体材料供給装置あるいはバインダ液の吐出が終了したバインダ液供給装置は、略鉛直方向に順次上昇して該テーブル2の上面2aに近接した状態から離脱する。また、他の粉体材料供給装置やバインダ液供給装置の前進の妨げにならない高さにおいて後進し、原点位置の上方の位置において下降して該原点位置に復帰するように移動を始める。
そして、前記造形ユニット100のうち、最後尾に位置するバインダ液供給装置118によるバインダ液の吐出が終了した場合には、1回目の前進による粉体材料の層3の形成及び積層が完了したものとして、前記テーブル2を降下させて、最後尾に位置する粉体材料供給装置及びバインダ液供給装置の組が形成した粉体材料の層3の上面を、筒状部材12内の上端に位置させる。
その後、原点位置に復帰した前記造形ユニット100の最先頭側に位置する粉体材料供給装置101を再び前進を開始させて、前記最後尾に位置する粉体材料供給装置108及びバインダ液供給装置118の組が形成した粉体材料の層3の上に新たな粉体材料を供給させる。
以降、前記造形ユニット100の粉体材料供給装置及びバインダ液供給装置の組が順次前進して粉体材料の層3を形成し、原点復帰のための動作を行うという動作を繰り返し行わせる度に、粉体材料の層を8層ずつ形成、積層させることができ、最終的には造形対象となる造形物が完成することとなる。
その後、原点位置に復帰した前記造形ユニット100の最先頭側に位置する粉体材料供給装置101を再び前進を開始させて、前記最後尾に位置する粉体材料供給装置108及びバインダ液供給装置118の組が形成した粉体材料の層3の上に新たな粉体材料を供給させる。
以降、前記造形ユニット100の粉体材料供給装置及びバインダ液供給装置の組が順次前進して粉体材料の層3を形成し、原点復帰のための動作を行うという動作を繰り返し行わせる度に、粉体材料の層を8層ずつ形成、積層させることができ、最終的には造形対象となる造形物が完成することとなる。
前記構成を有する三次元造形装置1Dによれば、基本的に前記第1の実施の形態と同様の効果を得ることができる。
しかしながら、前記造形ユニット100の各粉体材料供給装置101~108及び各バインダ液供給装置111~118は、粉体材料の供給及びバインダ液の吐出が終了すると順次原点位置に復帰する動作をそれぞれ開始するため、前記第1の実施の形態のように造形ユニット全体が原点位置に移動する場合、即ち、すべての粉体材料供給装置及びバインダ液供給装置の粉体材料の供給及びバインダ液の吐出が終了した後に原点位置に復帰する動作を開始する場合に比べて、無駄な時間を可及的に省略することができる。つまり、この実施の形態の三次元造形装置1Dの場合は、各粉体材料供給装置101~108及びバインダ液供給装置111~118は、すべての粉体材料供給装置及びバインダ液供給装置の粉体材料の供給及びバインダ液の吐出が終了するのを待つことなく、粉体材料の供給及びバインダ液の吐出が終了し次第、順次原点位置への復帰動作を開始するため、次回の前進動作を行うまでの時間を大幅に短縮することが可能となる。これにより、造形物の造形速度を向上させることができる。
しかしながら、前記造形ユニット100の各粉体材料供給装置101~108及び各バインダ液供給装置111~118は、粉体材料の供給及びバインダ液の吐出が終了すると順次原点位置に復帰する動作をそれぞれ開始するため、前記第1の実施の形態のように造形ユニット全体が原点位置に移動する場合、即ち、すべての粉体材料供給装置及びバインダ液供給装置の粉体材料の供給及びバインダ液の吐出が終了した後に原点位置に復帰する動作を開始する場合に比べて、無駄な時間を可及的に省略することができる。つまり、この実施の形態の三次元造形装置1Dの場合は、各粉体材料供給装置101~108及びバインダ液供給装置111~118は、すべての粉体材料供給装置及びバインダ液供給装置の粉体材料の供給及びバインダ液の吐出が終了するのを待つことなく、粉体材料の供給及びバインダ液の吐出が終了し次第、順次原点位置への復帰動作を開始するため、次回の前進動作を行うまでの時間を大幅に短縮することが可能となる。これにより、造形物の造形速度を向上させることができる。
図13及び図14は本発明の第5の実施の形態を示すもので、この実施の形態の三次元造形装置1Eは、前記第1の実施の形態に係る三次元造形装置とは、造形ユニットの移動方向が異なっている。
即ち、前記第1の実施の形態においては、造形ユニット4を直線的に移動させる構成となっているが、この第5の実施の形態においては、造形ユニット130の第1及び第2の粉体材料供給装置131,132及び第1及び第2のバインダ液供給装置133,134を、図13に示すように、いずれも平面視略角丸長方形状に周回するように移動自在である構成とし、これらの粉体材料供給装置131,132及びバインダ液供給装置133,134の周回中に前記粉体材料の層3を形成できるようにしている。
即ち、前記第1の実施の形態においては、造形ユニット4を直線的に移動させる構成となっているが、この第5の実施の形態においては、造形ユニット130の第1及び第2の粉体材料供給装置131,132及び第1及び第2のバインダ液供給装置133,134を、図13に示すように、いずれも平面視略角丸長方形状に周回するように移動自在である構成とし、これらの粉体材料供給装置131,132及びバインダ液供給装置133,134の周回中に前記粉体材料の層3を形成できるようにしている。
具体的に、この実施の形態においては、長手方向の長さ、粉体材料の供給幅、バインダ液の吐出幅以外は前記第1の実施の形態の造形ユニットとほぼ同じ構成(長手方向の長さ、粉体材料の供給幅、バインダ液の吐出幅は、第1の実施の形態の造形ユニットの約2/3程度の大きさ)の造形ユニット130を用いている。
そして、前記造形ユニット130を、テーブル2の上面2aの右半側を通るように、三次元造形装置1Eの奥側方向に向かって、該テーブル2の上面2aの短手方向に略平行に且つ直線的に前進させる一方で、テーブル2の上面2aの左半側を通るように、三次元造形装置1Eの手前側方向に向かって、該テーブルの上面の短手方向に略平行に且つ直線的に前進させる構成となっている。このとき、前記造形ユニット130は、前記テーブル2の上面2aの右半側を移動する際と左半側を移動する際とにそれぞれ2層ずつ粉体材料の層3,3を形成し、該テーブル2の上面2aの右半側及び左半側のそれぞれに造形物を造形することが可能となっている。
そして、前記造形ユニット130を、テーブル2の上面2aの右半側を通るように、三次元造形装置1Eの奥側方向に向かって、該テーブル2の上面2aの短手方向に略平行に且つ直線的に前進させる一方で、テーブル2の上面2aの左半側を通るように、三次元造形装置1Eの手前側方向に向かって、該テーブルの上面の短手方向に略平行に且つ直線的に前進させる構成となっている。このとき、前記造形ユニット130は、前記テーブル2の上面2aの右半側を移動する際と左半側を移動する際とにそれぞれ2層ずつ粉体材料の層3,3を形成し、該テーブル2の上面2aの右半側及び左半側のそれぞれに造形物を造形することが可能となっている。
また、前記造形ユニット130における前記テーブル2の上面2aの右半側の移動と左半側の移動との切り替えは、粉体材料供給装置131,132及びバインダ液供給装置133,134が形成するべき粉体材料の層3に対する粉体材料の供給及びバインダ液の吐出が終了して、前記造形ユニット130がテーブル2の上面2aを完全に通過しきった位置、即ち該テーブル2の上面2aよりも手前側及び該上面2aよりも奥側の位置で行われる構成となっている。
そして、造形ユニット130を平面視略半円形状を描くように前進させることにより、該造形ユニット130における第1の粉体材料供給装置131が、移動方向である前進方向の最先頭側に常に位置するように造形ユニット130全体の方向を転換させ、これにより、造形ユニット130における前記テーブル2の上面2aの右半側の移動と左半側の移動の切り替えを行っている。
したがって、前記造形ユニット130は第1の粉体材料供給装置131が常に最先頭に位置した状態で、平面視略角丸長方形状に周回するように移動することが可能となるため、該造形ユニット130ほとんど停止させることなく連続的に前進させることができることとなる。
そして、造形ユニット130を平面視略半円形状を描くように前進させることにより、該造形ユニット130における第1の粉体材料供給装置131が、移動方向である前進方向の最先頭側に常に位置するように造形ユニット130全体の方向を転換させ、これにより、造形ユニット130における前記テーブル2の上面2aの右半側の移動と左半側の移動の切り替えを行っている。
したがって、前記造形ユニット130は第1の粉体材料供給装置131が常に最先頭に位置した状態で、平面視略角丸長方形状に周回するように移動することが可能となるため、該造形ユニット130ほとんど停止させることなく連続的に前進させることができることとなる。
なお、前記造形ユニット130は、該造形ユニット130全体を移動させる図示しない移動装置により平面視略角丸長方形状に周回できるようになっている。
前記移動装置としては、造形ユニット全体を安定的に平面視略角丸長方形状に移動させることができれば任意の構成のものを用いることができる。
例えば、前記造形ユニットの周回の軌跡において、該造形ユニットにおけるその軌跡の外周側に位置する部分に電動モータの回転により回転する歯車を設けると共に、その造形ユニットの外周側に位置する部分の軌跡上に該歯車と噛み合う歯を有するレールを設けて、造形ユニットを自走させるようにする構成としてもよい。なお、このとき、造形ユニットの軌跡の内周側に位置する部分には、ガイドレールを設けて、該造形ユニットが姿勢を保った状態で安定的に移動することができるようにすることが好ましい。
前記移動装置としては、造形ユニット全体を安定的に平面視略角丸長方形状に移動させることができれば任意の構成のものを用いることができる。
例えば、前記造形ユニットの周回の軌跡において、該造形ユニットにおけるその軌跡の外周側に位置する部分に電動モータの回転により回転する歯車を設けると共に、その造形ユニットの外周側に位置する部分の軌跡上に該歯車と噛み合う歯を有するレールを設けて、造形ユニットを自走させるようにする構成としてもよい。なお、このとき、造形ユニットの軌跡の内周側に位置する部分には、ガイドレールを設けて、該造形ユニットが姿勢を保った状態で安定的に移動することができるようにすることが好ましい。
前記構成を有する三次元造形装置1Eは、基本的に前記第1の実施の形態と同様の効果を得ることができるが、造形ユニット130を連続的に前進させることができるため、第1の実施の形態のように原点位置へ復帰する場合に比べて、移動時間を無駄にすることなく有効に活用しながら効率的に造形物の造形を行うことができるという利点がある。
なお、図13及び図14に示すものの場合、前記造形ユニット130が前進して周回する際に、前記テーブル2の上面2aにおいて該造形ユニット130が通らない領域が該テーブル2の上面2aの中央に存在し、このテーブル2の上面2a上に造形物の造形が行えない場所が形成される。
そのため、例えば図15及び図16に示すもののように、テーブル2の上面2a上に造形物の造形が行えない場所が形成されない構成としてもよい。
そのため、例えば図15及び図16に示すもののように、テーブル2の上面2a上に造形物の造形が行えない場所が形成されない構成としてもよい。
具体的に、図15及び図16に示す例では、造形ユニット130’における各粉体材料供給装置131’,132’及びバインダ液供給装置133’,134’の長手方向長さ、さらに各粉体材料供給装置131’,132’の粉体材料の供給幅及び各バインダ液供給装置133’,134’のバインダ液の吐出幅を、テーブル2の上面2aの長手の辺の長さの半分の大きさ以上とする。且つ、前記造形ユニット130’におけるテーブル2の上面2aの中央側を移動する部分が、テーブル2の上面2aの長手方向の中央部を常に通って前進する構成としている。
また、前記造形ユニット130’におけるテーブル2の上面2aの中央側を移動する端部は、テーブル2の上面2aの長手方向の中央部の上方側を通って、該テーブル2の上面2aの短手方向に延びる中央部レール135に移動自在且つ回転自在に連結されている。
そして、この中央部レール135が、前記造形ユニット130’がテーブル2の上面2aの長手方向の中央を常に通って前進するように該造形ユニット130’の移動をガイドするようにしている。
また、前記造形ユニット130’におけるテーブル2の上面2aの中央側を移動する端部は、テーブル2の上面2aの長手方向の中央部の上方側を通って、該テーブル2の上面2aの短手方向に延びる中央部レール135に移動自在且つ回転自在に連結されている。
そして、この中央部レール135が、前記造形ユニット130’がテーブル2の上面2aの長手方向の中央を常に通って前進するように該造形ユニット130’の移動をガイドするようにしている。
なお、この造形ユニット130’と中央部レール135とを連結するため、例えば図16に示すような構成を用いることができる。
即ち、前記造形ユニット130’に、上方に立ち上がる棒状部136aと該棒状部136aの上端側に設けられた平面視略円板状に形成されたフランジ部136bとを備えた、断面略T字状の連結部材136を設ける。
一方、中央部レール135を、該中央部レール135の軸線方向に延びて、前記連結部材136のフランジ部136bが移動自在且つ前記棒状部136aの軸線周りに回転自在に収容される下方向きに開口した溝135aと、該溝135aの一対の溝壁の端部(下端部)にその溝135aの内方向けに略直角にそれぞれ突出させた、前記フランジ部136bの抜け止め用の一対の突片135b,135bとを備えた構成とする。
これにより、前記造形ユニット130’の連結部材136のフランジ部136b及び棒状部136aの一部を、前記中央部レール135の溝135内に移動自在に収容させることにより、これらの造形ユニット130’と中央部レール135とを連結させている。さらに、前記中央部レール135は、造形ユニット130’がテーブル2の上面2aの長手方向の中央を常に通って移動するようにガイドすることが可能となる。
即ち、前記造形ユニット130’に、上方に立ち上がる棒状部136aと該棒状部136aの上端側に設けられた平面視略円板状に形成されたフランジ部136bとを備えた、断面略T字状の連結部材136を設ける。
一方、中央部レール135を、該中央部レール135の軸線方向に延びて、前記連結部材136のフランジ部136bが移動自在且つ前記棒状部136aの軸線周りに回転自在に収容される下方向きに開口した溝135aと、該溝135aの一対の溝壁の端部(下端部)にその溝135aの内方向けに略直角にそれぞれ突出させた、前記フランジ部136bの抜け止め用の一対の突片135b,135bとを備えた構成とする。
これにより、前記造形ユニット130’の連結部材136のフランジ部136b及び棒状部136aの一部を、前記中央部レール135の溝135内に移動自在に収容させることにより、これらの造形ユニット130’と中央部レール135とを連結させている。さらに、前記中央部レール135は、造形ユニット130’がテーブル2の上面2aの長手方向の中央を常に通って移動するようにガイドすることが可能となる。
さらに図17~図23は、本発明の三次元造形装置の第6の実施の形態を示すもので、前記第1~第5の実施の形態が、基本的にテーブルの上面を直線的に移動しながら粉体材料の層を形成していたのに対して、この実施の形態の三次元造形装置は、造形ユニットがテーブルの上面上を一方向に回転しながら粉体材料の層を連続的に形成して積層する点において大きく異なっている。
即ち、この実施の形態の三次元造形装置1Fは、造形物を形成する粉体材料が層状に積層される単一のテーブル150と、該テーブル150の上面150aに粉体材料の層3を形成する前記造形ユニット151とを備えている。
前記造形ユニット151は、鉛直方向に延びる軸部材152と、該軸部材152にこの軸部材152の軸線周りに回転自在に取付けられた回転部材153とを備えている。
さらに、この回転部材153には、前記テーブル150の上面150aに前記粉体材料5を所定の層厚ごとに供給する単一の粉体材料供給装置154と、該テーブル150の上面150aに供給された粉体材料5にバインダ液を吐出する2つのバインダ液供給装置155,156とがそれぞれ配設されている。
そして、前記回転部材153が前記軸部材152を該軸部材152の軸線周りに回転することにより、前記粉体材料供給装置154及びバインダ液供給装置155,156が、その回転部材153と共に前記軸部材152を軸線周りに回転しながら粉体材料の供給とバインダ液の吐出とをそれぞれ行って、前記テーブル150の上面150aに粉体材料の層3を形成する構成となっている。
なお、前記テーブル150は、この実施の形態においては、粉体材料の層3の形成中、造形物の造形が完了するまでは、基本的に昇降することなく高さが一定に維持される構成となっている。
前記造形ユニット151は、鉛直方向に延びる軸部材152と、該軸部材152にこの軸部材152の軸線周りに回転自在に取付けられた回転部材153とを備えている。
さらに、この回転部材153には、前記テーブル150の上面150aに前記粉体材料5を所定の層厚ごとに供給する単一の粉体材料供給装置154と、該テーブル150の上面150aに供給された粉体材料5にバインダ液を吐出する2つのバインダ液供給装置155,156とがそれぞれ配設されている。
そして、前記回転部材153が前記軸部材152を該軸部材152の軸線周りに回転することにより、前記粉体材料供給装置154及びバインダ液供給装置155,156が、その回転部材153と共に前記軸部材152を軸線周りに回転しながら粉体材料の供給とバインダ液の吐出とをそれぞれ行って、前記テーブル150の上面150aに粉体材料の層3を形成する構成となっている。
なお、前記テーブル150は、この実施の形態においては、粉体材料の層3の形成中、造形物の造形が完了するまでは、基本的に昇降することなく高さが一定に維持される構成となっている。
前記回転部材153は、全体として平面視略矩形状の板体状に形成されたもので、長手方向の一端側に板面を上下方向に貫通して前記軸部材152が挿入される貫通孔157が設けられていると共に、該貫通孔157の内周面には、該軸部材152の後述するねじ山と噛み合うねじ溝が形成されている。
前記軸部材152は、下端側が前記テーブル2の上面2aに固定された、断面略円形状の棒状のもので、外周面に前記回転部材153の貫通孔157のねじ溝に噛み合うねじ山が設けられている。
そして、前記回転部材153が軸部材152の軸線周りに一方向に回転することにより、該回転部材153が前記ねじ山及びねじ溝のピッチ分だけ次第に上昇していく構成となっている。このとき、ねじ山及びねじ溝のピッチは、回転部材153が軸部材152を1周すると粉体材料の層3の層厚の1層分だけ上昇するように設定される。
具体的には、z=bθ(ただし、b=積層ピッチ/2π、zは高さ方向の距離)のねじ山及びねじ溝を用いて、回転部材153を軸部材152の軸線まわりに回転させる。
一方、前記テーブルは、この実施の形態においては、粉体材料の層3の形成中、造形物の造形が完了するまでは、基本的に昇降することなく高さが一定に維持される構成となっている。
前記軸部材152は、下端側が前記テーブル2の上面2aに固定された、断面略円形状の棒状のもので、外周面に前記回転部材153の貫通孔157のねじ溝に噛み合うねじ山が設けられている。
そして、前記回転部材153が軸部材152の軸線周りに一方向に回転することにより、該回転部材153が前記ねじ山及びねじ溝のピッチ分だけ次第に上昇していく構成となっている。このとき、ねじ山及びねじ溝のピッチは、回転部材153が軸部材152を1周すると粉体材料の層3の層厚の1層分だけ上昇するように設定される。
具体的には、z=bθ(ただし、b=積層ピッチ/2π、zは高さ方向の距離)のねじ山及びねじ溝を用いて、回転部材153を軸部材152の軸線まわりに回転させる。
一方、前記テーブルは、この実施の形態においては、粉体材料の層3の形成中、造形物の造形が完了するまでは、基本的に昇降することなく高さが一定に維持される構成となっている。
なお、前記回転部材153を回転させるに際しては、任意の方法を用いることができる。
例えば、前記回転部材153に、前記貫通孔157を回転の中心とするプーリーを固定して、造形ユニット151外に設けられた電動モータの回転力をタイミングベルトやタイミングチェーンで伝導させることにより該回転部材を軸部材の軸線周りに回転させる方法を用いることができる。また、前記回転部材153に電動モータを固定して、該電動モータの回転力をその電動モータの出力軸に取付けた車輪等を介して軸部材152に伝導させることにより、回転部材153を軸部材に対して回転させるようにしてもよい。これらの場合、回転部材153を滑らかに且つ安定的に回転させるため、回転部材153の回転に伴う上昇の度合い合わせたピッチを有する螺旋状に形成されたガイドレールを、前記テーブル150の外周を取り囲むように設けて、円柱状や球状の転動子を有するリニアガイドにより回転部材がガイドレール上を移動する構成を用いることが好ましい。
あるいは、前記テーブル150の外周を取り囲むように、回転部材153の回転に伴う上昇の度合い合わせたピッチを有する螺旋状に形成されたガイドレールを設けると共に、回転部材153における前記貫通孔157と反対側の長手方向の端部に、該ガイドレール上を走行する車輪を設けた構成を用いることができる。そして、その車輪を電動モータで回転させることにより、回転部材153をガイドレールに沿って移動させて、該回転部材153を軸部材152の軸線周りに回転させながら上昇させるようにしてもよい。このとき、回転部材153を滑らかに回転させるため、ガイドレールと回転部材153との間に円柱状や球状の転動子を有するリニアガイドを併用することが好ましい。
例えば、前記回転部材153に、前記貫通孔157を回転の中心とするプーリーを固定して、造形ユニット151外に設けられた電動モータの回転力をタイミングベルトやタイミングチェーンで伝導させることにより該回転部材を軸部材の軸線周りに回転させる方法を用いることができる。また、前記回転部材153に電動モータを固定して、該電動モータの回転力をその電動モータの出力軸に取付けた車輪等を介して軸部材152に伝導させることにより、回転部材153を軸部材に対して回転させるようにしてもよい。これらの場合、回転部材153を滑らかに且つ安定的に回転させるため、回転部材153の回転に伴う上昇の度合い合わせたピッチを有する螺旋状に形成されたガイドレールを、前記テーブル150の外周を取り囲むように設けて、円柱状や球状の転動子を有するリニアガイドにより回転部材がガイドレール上を移動する構成を用いることが好ましい。
あるいは、前記テーブル150の外周を取り囲むように、回転部材153の回転に伴う上昇の度合い合わせたピッチを有する螺旋状に形成されたガイドレールを設けると共に、回転部材153における前記貫通孔157と反対側の長手方向の端部に、該ガイドレール上を走行する車輪を設けた構成を用いることができる。そして、その車輪を電動モータで回転させることにより、回転部材153をガイドレールに沿って移動させて、該回転部材153を軸部材152の軸線周りに回転させながら上昇させるようにしてもよい。このとき、回転部材153を滑らかに回転させるため、ガイドレールと回転部材153との間に円柱状や球状の転動子を有するリニアガイドを併用することが好ましい。
また、前記粉体材料供給装置154は、前記回転部材153における、粉体材料の層3の形成時の回転方向の先頭側に設けられていて、該回転部材153における前記貫通孔157が設けられた部分の近傍から、該貫通孔157が設けられた端部とは反対側の端部側の間にわたる粉体材料の供給幅を有している。
ここで、前記粉体材料供給装置154は、基本的に前記第1の実施の形態と同様の構成であるが、テーブル150の上面150aに向けて粉体材料を排出する排出口154aの形状が異なっていて、図19に示すように、前記回転部材153に回転時において外周側に位置する端部側にいくほど、排出口154aの開口面積が大きくなる形状となっている。
ここで、前記粉体材料供給装置154は、基本的に前記第1の実施の形態と同様の構成であるが、テーブル150の上面150aに向けて粉体材料を排出する排出口154aの形状が異なっていて、図19に示すように、前記回転部材153に回転時において外周側に位置する端部側にいくほど、排出口154aの開口面積が大きくなる形状となっている。
前記排出口154aをこのような形状としたのは、前記回転部材153の回転時において外周側に位置する端部側は、内周側に比べて周速が大きいため、内周側と同じ量の粉体材料を排出すると排出量が不足し、テーブル150の上面150aに形成する粉体材料が均一な層厚にならないためである。
そのため、前記回転部材153に回転時において外周側に位置する端部側にいくほど、排出口の開口面積が大きくなる形状として、回転時に外周側に位置する端部側に行くにしたがって粉体材料の排出量を増加させることができるようにして、テーブル150の上面150aに対して、粉体材料を均一な層厚となるように供給可能にしている。
なお、粉体材料供給装置154のその他の構成については、前記第1の実施の形態と同様の構成であるため、詳細な説明は省略する。
そのため、前記回転部材153に回転時において外周側に位置する端部側にいくほど、排出口の開口面積が大きくなる形状として、回転時に外周側に位置する端部側に行くにしたがって粉体材料の排出量を増加させることができるようにして、テーブル150の上面150aに対して、粉体材料を均一な層厚となるように供給可能にしている。
なお、粉体材料供給装置154のその他の構成については、前記第1の実施の形態と同様の構成であるため、詳細な説明は省略する。
さらに、前記2つのバインダ液供給装置155,156は、前記回転部材153の回転時において、前記粉体材料供給装置154の後続側に位置する部分に設けられていて、回転時には該粉体材料供給装置154と一緒に回転するようになっている。
これらのバインダ液供給装置155,156のうち、第1のバインダ液供給装置155は回転部材153における前記粉体材料供給装置154とは反対側の短手方向の端部側に設けられ、第2のバインダ液供給装置156は、該第1のバインダ液供給装置155と前記粉体材料供給装置154との間の位置に設けられている。
前記第1のバインダ液供給装置155は前記粉体材料供給装置154の粉体材料の供給幅と同じ幅のバインダ液の吐出幅を有している。
これらのバインダ液供給装置155,156のうち、第1のバインダ液供給装置155は回転部材153における前記粉体材料供給装置154とは反対側の短手方向の端部側に設けられ、第2のバインダ液供給装置156は、該第1のバインダ液供給装置155と前記粉体材料供給装置154との間の位置に設けられている。
前記第1のバインダ液供給装置155は前記粉体材料供給装置154の粉体材料の供給幅と同じ幅のバインダ液の吐出幅を有している。
一方、第2のバインダ液供給装置156は、前記第1のバインダ液供給装置155を補助するためのものであり、回転時には該粉体材料供給装置154及び該第1のバインダ液供給装置155と一緒に回転し、その第1のバインダ液供給装置155と同期してバインダ液を吐出するようになっている。
この第2のバインダ液供給装置156は、前記第1のバインダ液供給装置155のバインダ液の吐出幅のよりも吐出幅が小さく、図19に示すものの場合、第1のバインダ液供給装置155のバインダ液の吐出幅の約半分程度となっている。また、この第2のバインダ液供給装置156は、前記回転部材153の回転時において該回転部材153外周側となる端部側に寄った位置に設けられている。
このように、第2のバインダ液供給装置156を設けたのは、前記回転部材153の回転時において外周側に位置する端部側は、内周側に比べて周速が大きいため、第1のバインダ液供給装置155のみでは該外周側におけるバインダ液の吐出量が不足して、粉体材料の適切な接合が行われない可能性があるためである。そのため、第2のバインダ液供給装置156からのバインダ液の吐出によって、前記回転部材153の回転時において外周側に位置する端部側から吐出されるバインダ液の量を十分に確保し、粉体材料の接合を安定的に行うことができるようにしている。
なお、この第2のバインダ液供給装置156、及び前記第1のバインダ液供給装置155は、バインダ液の吐出幅以外は基本的に同じ構成である。また、これらの第1及び第2のバインダ液供給装置の基本的な構成は前記第1の実施の形態と同じであるため、詳細な説明は省略する。
この第2のバインダ液供給装置156は、前記第1のバインダ液供給装置155のバインダ液の吐出幅のよりも吐出幅が小さく、図19に示すものの場合、第1のバインダ液供給装置155のバインダ液の吐出幅の約半分程度となっている。また、この第2のバインダ液供給装置156は、前記回転部材153の回転時において該回転部材153外周側となる端部側に寄った位置に設けられている。
このように、第2のバインダ液供給装置156を設けたのは、前記回転部材153の回転時において外周側に位置する端部側は、内周側に比べて周速が大きいため、第1のバインダ液供給装置155のみでは該外周側におけるバインダ液の吐出量が不足して、粉体材料の適切な接合が行われない可能性があるためである。そのため、第2のバインダ液供給装置156からのバインダ液の吐出によって、前記回転部材153の回転時において外周側に位置する端部側から吐出されるバインダ液の量を十分に確保し、粉体材料の接合を安定的に行うことができるようにしている。
なお、この第2のバインダ液供給装置156、及び前記第1のバインダ液供給装置155は、バインダ液の吐出幅以外は基本的に同じ構成である。また、これらの第1及び第2のバインダ液供給装置の基本的な構成は前記第1の実施の形態と同じであるため、詳細な説明は省略する。
前記構成を有する三次元造形装置1Fを用いて造形物を造形する方法について説明する。
造形対象となる造形物を形成するに際しては、準備段階として、前記回転部材153を、テーブル150の上面150a上に造形物の最下層の層を形成することが可能な高さまで降下させておく。このとき、前記造形ユニット151の粉体材料供給装置154には粉体材料を、各バインダ液供給装置155,156にはバインダ液をそれぞれ充填しておく。
造形対象となる造形物を形成するに際しては、準備段階として、前記回転部材153を、テーブル150の上面150a上に造形物の最下層の層を形成することが可能な高さまで降下させておく。このとき、前記造形ユニット151の粉体材料供給装置154には粉体材料を、各バインダ液供給装置155,156にはバインダ液をそれぞれ充填しておく。
そして、前記造形ユニット151の回転部材153を軸部材152の軸線周りに一方向(前記粉体材料供給装置154が最先頭となる方向)に回転させると共に、その回転中に、前記テーブル150の上面150aに、粉体材料供給装置154が粉体材料5を所定の層厚で供給する。
そして、該テーブル150の上面150aに供給された直後の粉体材料5に対して、該粉体材料供給装置154に追随する、隣接した後続の第1のバインダ液供給装置155及び第2のバインダ液供給装置156から、バインダ液を造形対象となる造形物の最下層の形状に合わせてそれぞれ吐出し、結合する。
そして、該テーブル150の上面150aに供給された直後の粉体材料5に対して、該粉体材料供給装置154に追随する、隣接した後続の第1のバインダ液供給装置155及び第2のバインダ液供給装置156から、バインダ液を造形対象となる造形物の最下層の形状に合わせてそれぞれ吐出し、結合する。
ここで、図20~図23に示すように、前記粉体材料供給装置154と第1及び第2のバインダ液供給装置155,156は、前記回転部材153の回転中においては、絶えず粉体材料5の供給とバインダ液の吐出を行い、造形対象となる造形物の一部の層を含む粉体材料の層3を連続的に形成する。
このとき、前記回転部材153は、軸部材152の軸線周りに連続的に回転することによって、次第に上昇していくため、前記粉体材料供給装置154と第1及び第2のバインダ液供給装置155,156が回転しながら連続的に粉体材料の層3を形成していくと、この粉体材料の層3は、粉体材料供給装置154と第1及び第2のバインダ液供給装置155,156が1周する毎に自動的に積層されていくこととなる。
したがって、造形対象の造形物の造形が完了するまでの間、前記回転部材153が連続的に回転することにより、前記粉体材料供給装置154と第1及び第2のバインダ液供給装置155,156が粉体材料の層3を連続的に形成、積層し続け、最終的には前記造形物が完成することなる。
このとき、前記回転部材153は、軸部材152の軸線周りに連続的に回転することによって、次第に上昇していくため、前記粉体材料供給装置154と第1及び第2のバインダ液供給装置155,156が回転しながら連続的に粉体材料の層3を形成していくと、この粉体材料の層3は、粉体材料供給装置154と第1及び第2のバインダ液供給装置155,156が1周する毎に自動的に積層されていくこととなる。
したがって、造形対象の造形物の造形が完了するまでの間、前記回転部材153が連続的に回転することにより、前記粉体材料供給装置154と第1及び第2のバインダ液供給装置155,156が粉体材料の層3を連続的に形成、積層し続け、最終的には前記造形物が完成することなる。
このように、前記構成を有する三次元造形装置1Fによれば、前記粉体材料供給装置154と第1及び第2のバインダ液供給装置155,156が、回転部材153によって軸部材152の軸線周りに回転することにより、粉体材料の層3を連続的に形成して積層することができるため、これらの粉体材料供給装置154と各バインダ液供給装置155,156の移動に全く無駄がなく、これにより、造形対象となる造形物の形状によってはきわめて効率的に且つ短時間で造形を行うことができる。
しかも、回転部材154を軸部材152の軸線周りに回転させながら上昇させるだけで粉体材料の層を連続的に形成して積層することができる構成であるため、実質的に高さ方向の制御だけで造形物の造形が可能となり、装置全体としての制御が比較的容易であるという利点がある。
しかも、回転部材154を軸部材152の軸線周りに回転させながら上昇させるだけで粉体材料の層を連続的に形成して積層することができる構成であるため、実質的に高さ方向の制御だけで造形物の造形が可能となり、装置全体としての制御が比較的容易であるという利点がある。
なお、図17~図23に示すものの場合、前記回転部材153が軸部材152の軸線周りに回転した場合に、該軸部材152の下端側がテーブル150の上面150aに固定されているため、粉体材料供給装置154及び各バインダ液供給装置155,156が粉体材料の供給及びバインダ液の吐出を行えず、該テーブル150の上面150a上に造形物の造形が行えない場所が形成される。また、この場合においては、造形を行えない領域が存在することにより、造形対象となる造形物の形状に制約が生じる可能性がある。
そのため、例えば図24及び図25に示すもののように、テーブル150の上面150a上に造形物の造形が行えない場所が形成されない構成としてもよい。
そのため、例えば図24及び図25に示すもののように、テーブル150の上面150a上に造形物の造形が行えない場所が形成されない構成としてもよい。
具体的に、図24及び図25に示す例では、造形ユニット150’の回転部材153’を軸部材152’の下端側に固定して、該軸部材152’を回転部材153’と共に軸線周りに回転させることにより、該回転部材153’全体を実質的に軸部材152’の軸線周りに回転させると共に、軸部材152’はその回転と共に次第に上昇する構成となっている。図23及び図24中の符号158は、前記軸部材152’を回転自在に支持する支持部材であり、この支持部材158には該軸部材152’が挿入される貫通孔158aが形成されていると共に、該貫通孔158a内には、軸部材の外周面に形成されたねじ山と噛み合うねじ溝が形成されている。したがって、軸部材152’は、軸線回りに回転することにより前記支持部材158の貫通孔内を上昇していき、結果として前記回転部材153’も上昇することとなる。
また、前記粉体材料供給装置154の粉体材料の供給幅及び第1のバインダ液供給装置154のバインダ液の吐出幅を、回転部材の長手方向の長さと同じにすることにより、粉体材料の供給及びバインダ液の吐出をテーブル150の上面150aの全域で行えるようにしている。
これにより、粉体材料供給装置154及び各バインダ液供給装置155,156が粉体材料の供給及びバインダ液の吐出が行えない領域が形成されないため、該テーブル150の上面150a全体に造形物の造形を行うことができ、また、造形対象となる造形物の形状の制約も大幅に少なくなる。
これにより、粉体材料供給装置154及び各バインダ液供給装置155,156が粉体材料の供給及びバインダ液の吐出が行えない領域が形成されないため、該テーブル150の上面150a全体に造形物の造形を行うことができ、また、造形対象となる造形物の形状の制約も大幅に少なくなる。
なお、この場合においては、前記軸部材152’を回転により該軸部材152’自体を次第に上昇させて回転部材153’を上昇させ、これにより粉体材料の層を積層する構成となっているが、軸部材の高さを一定、即ち回転部材に取付けられている粉体材料供給装置及び各バインダ液供給装置の高さを一定にして、テーブルの上面を次第に降下させる構成であってもよい。
前記第1~第5の実施の形態においては、粉体材料供給装置とバインダ液供給装置とをそれぞれ2つ以上用いているが、これらの粉体材料供給装置及びバインダ液供給装置は、粉体材料共有装置の移動にバインダ液供給装置が追随して移動する構成であれば、少なくとも1つずつあればよい。
また、使用する粉体材料供給装置及びバインダ液供給装置の数については、三次元造形装置全体の大きさや、造形対象となる造形物の大きさ等によって任意に設定することができる。
また、使用する粉体材料供給装置及びバインダ液供給装置の数については、三次元造形装置全体の大きさや、造形対象となる造形物の大きさ等によって任意に設定することができる。
また、前記第1~第5の実施の形態においては、基本的にテーブルの上面が降下しながら粉体材料の層を積層させる構成となっているが、造形物の造形中においてはテーブルの上面を昇降させることなく、粉体材料供給装置及びバインダ液供給装置をそれぞれ粉体材料の層の積層数に応じて上昇させながら粉体材料の層を順次形成して積層する構成であってもよい。
前記第3の実施の形態においては、造形ユニット60が、複数の粉体材料供給装置61~64と複数のバインダ液供給装置65~67とを移動方向に向かって交互に且つ直列的に配設されていると共に、移動方向の両端側に粉体材料供給装置61,64を位置させた構成となっていて、該造形ユニットの往復動時、即ち前進時及び後進時の両方において粉体材料の層を形成するようになっている。
しかしながら、造形ユニットの前進時及び後進時の両方において粉体材料の層を形成する構成においては、粉体材料供給装置と前記バインダ液供給装置との配列を必ずしもこのような配列とする必要はなく、粉体材料供給装置とバインダ液供給装置とを交互に且つ直列的に配設させた構成であればよい。
しかしながら、造形ユニットの前進時及び後進時の両方において粉体材料の層を形成する構成においては、粉体材料供給装置と前記バインダ液供給装置との配列を必ずしもこのような配列とする必要はなく、粉体材料供給装置とバインダ液供給装置とを交互に且つ直列的に配設させた構成であればよい。
例えば、図26及び図27に示すように、造形ユニット170を、同数(この場合は3つずつ)の第1~第3の粉体材料供給装置171~173と第1~第3のバインダ液供給装置174~176とを交互に且つ直列的に配設させた構成としてもよい。さらに、これらの各粉体材料供給装置171~173及び各バインダ液供給装置174~176をそれぞれ昇降自在として、前記造形ユニット170の前進と後進の各々の移動方向において、複数の粉体材料の層3の形成に適した形態に変形自在である構成とすることができる。
なお、図26及び図27においては、第1~第3の粉体材料供給装置171~173と第1~第3のバインダ液供給装置174~176の基本的な構成、これらの各粉体材料供給装置及びバインダ液供給装置を昇降させる昇降装置の構成、テーブルの構成等については、基本的に前記第3の実施の形態と同様であるため詳細な説明は省略する。
なお、図26及び図27においては、第1~第3の粉体材料供給装置171~173と第1~第3のバインダ液供給装置174~176の基本的な構成、これらの各粉体材料供給装置及びバインダ液供給装置を昇降させる昇降装置の構成、テーブルの構成等については、基本的に前記第3の実施の形態と同様であるため詳細な説明は省略する。
ただし、図26及び図27に示すものの場合、前記造形ユニット170が、前記粉体材料供給装置及び前記バインダ液供給装置の配列方向の一端側にバインダ液供給装置が、他端側に粉体材料供給装置が位置する構成となっていて、造形ユニットの移動方向によっては、両端側にあるバインダ液供給装置及び粉体材料供給装置が余ってしまう。
その際には、造形ユニット170全体としての粉体材料の層の形成を止める必要はなく、余っている両端のバインダ液供給装置や粉体材料供給装置については、バインダ液の吐出や粉体材料の供給を行わせることなく、造形ユニット170の移動と共に単に移動させるだけでよい。
その際には、造形ユニット170全体としての粉体材料の層の形成を止める必要はなく、余っている両端のバインダ液供給装置や粉体材料供給装置については、バインダ液の吐出や粉体材料の供給を行わせることなく、造形ユニット170の移動と共に単に移動させるだけでよい。
具体的には、図27(a)に示すように、前記造形ユニット170が前進する場合には、すべての粉体材料供給装置171~173とバインダ液供給装置174~176が機能して粉体材料の層3を3層形成することができる。
しかしながら、図27(b)に示すように、前記造形ユニット170が後進する場合に、該造形ユニット170を後進用の形態に変形させると、移動方向の最先頭に位置する第3のバインダ液供給装置176と最後尾に位置する第1の粉体材料供給装置171とが余ってしまう。
したがって、第3のバインダ液供給装置176及び第1の粉体材料供給装置171については、粉体材料の層3を形成に参加させることなく、粉体材料の層5の形成の妨げにならない高さに昇降させた上で移動(後進)させるようにすれば、造形ユニット170全体としての粉体材料の層の形成は継続することができ、造形物の造形を効率よく行うことが可能である。なお、この場合においては、後進する造形ユニット170は、2層の粉体材料の層3を形成しながら移動することとなる。
しかしながら、図27(b)に示すように、前記造形ユニット170が後進する場合に、該造形ユニット170を後進用の形態に変形させると、移動方向の最先頭に位置する第3のバインダ液供給装置176と最後尾に位置する第1の粉体材料供給装置171とが余ってしまう。
したがって、第3のバインダ液供給装置176及び第1の粉体材料供給装置171については、粉体材料の層3を形成に参加させることなく、粉体材料の層5の形成の妨げにならない高さに昇降させた上で移動(後進)させるようにすれば、造形ユニット170全体としての粉体材料の層の形成は継続することができ、造形物の造形を効率よく行うことが可能である。なお、この場合においては、後進する造形ユニット170は、2層の粉体材料の層3を形成しながら移動することとなる。
なお、造形ユニットが、複数の粉体材料供給装置と複数のバインダ液供給装置とを移動方向に向かって交互に且つ直列的に配列させて、造形ユニットの前進及び後進の両方において粉体材料の層を形成する構成においては、移動方向の両端側にバインダ液供給装置を位置させる場合もある。この場合においても、前記造形ユニットの前進あるいは後進の際に、その移動方向の最先頭に位置するバインダ液供給装置についてはバインダ液を吐出させることなく移動させればよい。
前記第6の実施の形態においては、粉体材料供給装置を1つ、バインダ液供給装置を実質的に2つ用いているが、これらの、これらの粉体材料供給装置及びバインダ液供給装置の数は、三次元造形装置全体の大きさや、造形対象となる造形物の大きさ等によって任意に選択することができる。
また、前記第6の実施の形態では、1つの回転部材153に粉体材料供給装置154及びバインダ液供給装置155,156を取付けているが、粉体材料供給装置の移動にバインダ液供給装置が追随して移動し、粉体材料の層を適切に形成、積層することができれば、これらの粉体材料供給装置とバインダ液供給装置とをそれぞれ別の回転材料に取付けた構成としてもよい。
また、前記第6の実施の形態では、1つの回転部材153に粉体材料供給装置154及びバインダ液供給装置155,156を取付けているが、粉体材料供給装置の移動にバインダ液供給装置が追随して移動し、粉体材料の層を適切に形成、積層することができれば、これらの粉体材料供給装置とバインダ液供給装置とをそれぞれ別の回転材料に取付けた構成としてもよい。
さらに、前記第6の実施の形態において、粉体材料供給装置154及びバインダ液供給装置155,156が取付けられた回転部材153を軸部材の軸線周りに回転させることによって、粉体材料の層を1層ずつ連続的に形成している。
しかしながら、粉体材料供給装置及びバインダ液供給装置が取付られた回転部材を複数用い、これらの回転部材を、相互に一定の角度を保ちながら軸部材の軸線周りに回転させて、粉炭材料の層を複数層ずつ連続的に形成するようにしてもよい。このとき、各回転部材は、1回転する度に全回転部材が形成する粉体材料の層の数の分だけ上昇しながら粉体材料の層を形成することが肝要である。
しかしながら、粉体材料供給装置及びバインダ液供給装置が取付られた回転部材を複数用い、これらの回転部材を、相互に一定の角度を保ちながら軸部材の軸線周りに回転させて、粉炭材料の層を複数層ずつ連続的に形成するようにしてもよい。このとき、各回転部材は、1回転する度に全回転部材が形成する粉体材料の層の数の分だけ上昇しながら粉体材料の層を形成することが肝要である。
1A~1F 三次元造形装置
2,150 テーブル
2a,150a (テーブルの)上面
3 粉体材料の層
4,30,60,100,130,130’,151,170 造形ユニット
5 粉体材料
6,7,31,32,61~64,101~108,131,131’,132,132’,154,171~173 粉体材料供給装置
8,9,33,34,65~67,111~118,132,132’,133,133’,134,134’,155,156,174~176 バインダ液供給装置
10 三次元造形物の一部の層
15,16,35,36,71~73,75~77 粉体材料供給装置及びバインダ液供給装置の組
152 軸部材
153 回転部材
2,150 テーブル
2a,150a (テーブルの)上面
3 粉体材料の層
4,30,60,100,130,130’,151,170 造形ユニット
5 粉体材料
6,7,31,32,61~64,101~108,131,131’,132,132’,154,171~173 粉体材料供給装置
8,9,33,34,65~67,111~118,132,132’,133,133’,134,134’,155,156,174~176 バインダ液供給装置
10 三次元造形物の一部の層
15,16,35,36,71~73,75~77 粉体材料供給装置及びバインダ液供給装置の組
152 軸部材
153 回転部材
Claims (21)
- 粉体材料が層状に積層されるテーブルと、該テーブルの上面に前記粉体材料を所定の層厚ごとに供給する粉体材料供給装置、及び前記テーブルの上面に供給された粉体材料に該粉体材料を結合させるバインダ液を吐出するバインダ液供給装置とを備えた造形ユニットとを有し、
前記造形ユニットの粉体材料供給装置は、前記テーブルの上面に近接した状態で一方向に移動自在に形成されていて、移動しながら前記粉体材料を所定の供給幅で該テーブルの上面に供給自在であると共に、
前記バインダ液供給装置は、前記テーブルの上面に近接した状態で前記粉体材料供給装置と同じ方向に移動自在に形成されていると共に、前記バインダ液を、最大で前記粉体材料供給装置の粉体材料の供給幅と同じ吐出幅で該テーブルの上面に吐出可能に構成されていて、該粉体材料供給装置の移動に追随して移動しながら前記バインダ液を前記テーブルの上面に供給された粉体材料に吐出自在である、三次元造形装置。 - 前記バインダ液供給装置は、該バインダ液供給装置の移動方向と交差する方向に水平に延びて、前記バインダ液をテーブルの上面に供給された粉体材料に向けて吐出するインクジェットヘッドを備えている、請求項1に記載の三次元造形装置。
- 前記造形ユニットは、複数の前記粉体材料供給装置と複数の前記バインダ液供給装置とが、移動方向に沿って交互に且つ直列的に配設された構成を備えていて、
移動方向の先頭側に位置する粉体材料供給装置及び該先頭側に位置する粉体材料供給装置の後続側に隣接するバインダ液供給装置を1組として、各組の粉体材料供給装置が前記テーブルの上面に供給した粉体材料に対して同じ組のバインダ液供給装置がバインダ液を吐出することにより、前記テーブルの上面に粉体材料の層を形成自在とし、
移動方向の先頭側に位置する前記粉体材料供給装置とバインダ液供給装置の組が形成した粉体材料の層の上に、該組の後続側に隣接する粉体材料供給装置及びバインダ液供給装置の組が形成した新たな粉体材料の層を順次積層可能である、請求項1又は請求項2に記載の三次元造形装置。 - 前記造形ユニットは、前進方向の最先頭側に前記粉体材料供給装置を位置させ、予め定めた一定の移動方向の最後尾に前記バインダ液供給装置を位置させた構成を備えていて、該造形ユニットが前記予め定めた一定の移動方向に移動するときにのみ前記粉体材料の層を形成する、請求項3に記載の三次元造形装置。
- 前記造形ユニットの前記粉体材料供給装置及び前記バインダ液供給装置の組は、移動方向の最先頭に位置する粉体材料供給装置及びバインダ液供給装置の組の粉体材料の供給位置及びバインダ液の吐出位置が最も高さが低く、後続の粉体材料供給装置及びバインダ液供給装置の組は、移動方向の後尾側に行くにしたがって、粉体材料の供給位置及びバインダ液の吐出位置が粉体材料の層の1層の層厚分ずつ高く設定されている、請求項4に記載の三次元造形装置。
- 前記造形ユニットの粉体材料供給装置及びバインダ液供給装置は、いずれも平面視角丸長方形状に周回するように移動自在に形成されていて、これらの粉体材料供給装置及びバインダ液供給装置の周回中に前記粉体材料の層が形成される、請求項1~5のいずれか1項に記載の三次元造形装置。
- 前記造形ユニットの粉体材料供給装置及びバインダ液供給装置は、前記粉体材料の層を形成する際にはいずれも前記テーブルの上面に近接した状態で一直線状に移動すると共に、形成すべき1層の粉体材料の層に対して粉体材料の供給が終了した粉体材料供給装置及びバインダ液の吐出が終了したバインダ液供給装置は、前記テーブルの上面と近接した状態から脱して順次原点位置に復帰する、請求項1~5のいずれか1項に記載の三次元造形装置。
- 前記造形ユニットの粉体材料供給装置及びバインダ液供給装置は、いずれも一直線状に往復動自在に形成されていて、これらの粉体材料供給装置及びバインダ液供給装置が往復動を繰り返すことにより前記粉体材料の層の積層が行われる、請求項1~3のいずれか1項に記載の三次元造形装置。
- 前記造形ユニットの前記粉体材料供給装置及び前記バインダ液供給装置は、それぞれ鉛直方向に昇降自在となっていて、これらの各粉体材料供給装置及びバインダ液供給装置は、移動方向に応じて、移動方向の最先頭に位置する粉体材料供給装置及びバインダ液供給装置の組の粉体材料の供給位置及びバインダ液の吐出位置が最も高さが低く、後続の粉体材料供給装置及びバインダ液供給装置の組は、移動方向の後尾側に行くにしたがって、供給位置及びバインダ液の吐出位置が粉体材料の層の1層の層厚分ずつ高くなり、且つ最後尾に位置する粉体材料供給装置の位置が最も高くなるようにそれぞれ昇降する、請求項8に記載の三次元造形装置。
- 前記造形ユニットは、前記粉体材料供給装置及び前記バインダ液供給装置の配列方向の少なくとも一端側に粉体材料供給装置を位置させた構成を備えていて、該端側の粉体材料供給装置が移動方向の最後尾に位置する場合には、その端側の粉体材料供給装置を、粉体材料を前記テーブルの上面に供給することなく移動させる、請求項8又は請求項9に記載の三次元造形装置。
- 前記造形ユニットは、前記粉体材料供給装置及び前記バインダ液供給装置の配列方向の少なくとも一端側にバインダ液供給装置を位置させた構成を備えていて、該端側のバインダ液供給装置が移動方向の最先頭に位置する場合には、その端側のバインダ液供給装置を、バインダ液を吐出させることなく移動させる、請求項8又は請求項9に記載の三次元造形装置。
- 前記造形ユニットは、鉛直方向に延びる軸部材の軸線周りに回転自在に取付けられた回転部材を備えていて、該回転部材に前記粉体材料供給装置及び前記バインダ液供給装置が取付けられて、これらの粉体材料供給装置及びバインダ液供給装置がその回転部材と共に前記軸部材を軸線周りに回転することにより前記テーブルの上面に粉体材料の層を形成可能である、請求項1又は請求項2に記載の三次元造形装置。
- 前記軸部材は、下端側が前記テーブルの上面に固定されていて、前記回転部材は該軸部材を一方向に軸線周りに回転することにより、前記粉体材料供給装置及び前記バインダ液供給装置と共に回転する、請求項12に記載の三次元造形装置。
- 前記回転部材は前記軸部材の下端側に固定されていて、該軸部材を回転させながら次第に上昇させることにより該回転部材が同期して回転する、請求項13に記載の三次元造形装置。
- 前記回転部材は、前記軸部材の軸線周りに回転しながら次第に上昇可能に構成されていると共に、該回転部材が連続的に回転することにより、前記粉体材料供給装置及び前記バインダ液供給装置が連続的に粉体材料の層を連続的に形成しながら該粉体材料の層の積層を行う、請求項12~14のいずれか1項に記載の三次元造形装置。
- 粉体材料が層状に積層されるテーブルの上面に、前記粉体材料を粉体材料供給装置により所定の層厚で供給する工程と、テーブルの上面に供給された粉体材料に対して、該粉体材料を結合させるバインダ液をバインダ液供給装置から塗布して造形対象の三次元造形物の一部の層を形成する工程とを順次繰り返すことにより粉体材料の層を積層して造形物を造形する三次元造形物の造形方法であって、
前記粉体材料供給装置を前記テーブルの上面に近接した状態で一方向に移動させて、前記粉体材料を所定の供給幅で該テーブルの上面に供給する一方で、
前記バインダ液供給装置を前記テーブルの上面に近接した状態で、前記粉体材料供給装置の移動に追随させながら該粉体材料供給装置と同じ方向に移動させると同時に、テーブルの上面に供給された粉体材料に対して前記バインダ液を、最大で前記粉体材料供給装置の粉体材料の供給幅と同じ吐出幅で吐出することにより前記粉体材料の層を形成する、三次元造形物の造形方法。 - 複数の前記粉体材料供給装置と複数の前記バインダ液供給装置とを、移動方向に向かって交互に且つ直列的に配設し、移動方向の先頭側に位置する粉体材料供給装置及び該先頭側に位置する粉体材料供給装置の後続側に隣接するバインダ液供給装置を1組として、各組の粉体材料供給装置が前記テーブルの上面に供給した粉体材料に対して同じ組のバインダ液供給装置がバインダ液を吐出することにより、前記テーブルの上面に粉体材料の層を形成すると同時に、移動方向の先頭側に位置する前記粉体材料供給装置とバインダ液供給装置の組によって形成したその粉体材料の層の上に、該組の後続側に隣接する粉体材料供給装置及びバインダ液供給装置の組が粉体材料の供給及びバインダ液の供給を行って新たな粉体材料の層を形成する、請求項16に記載の三次元造形物の造形方法。
- 前記粉体材料供給装置を移動方向を各々鉛直方向に昇降自在とし、これらの各粉体材料供給装置及び各バインダ液供給装置を、移動方向に応じて、移動方向の最先頭に位置する粉体材料供給装置及びバインダ液供給装置の組の粉体材料の供給位置及びバインダ液の吐出位置が最も高さが低く、後続の粉体材料供給装置及びバインダ液供給装置の組は、移動方向の後尾側に行くにしたがって、供給位置及びバインダ液の吐出位置が粉体材料の層の1層の層厚分ずつ高くなり、且つ最後尾に位置する粉体材料供給装置の位置が最も高くなるようにそれぞれ昇降させて、これらの各粉体材料供給装置及び各バインダ液供給装置の往復動により粉体材料の層を形成して順次積層する、請求項17に記載の三次元造形物の造形方法。
- 鉛直方向に延びる軸部材の軸線周りに回転自在の回転部材に取付けた前記粉体材料供給装置及び前記バインダ液供給装置が、該回転部材と共に軸部材の軸線周りに回転することにより前記テーブルの上面に粉体材料の層を形成する、請求項16に記載の三次元造形物の造形方法。
- 前記回転部材が軸部材の軸線周りに連続的に回転して前記粉体材料供給装置及び前記バインダ液供給装置と共に次第に上昇することにより、これらの粉体材料供給装置及びバインダ液供給装置が連続的に粉体材料の層を形成しながら該粉体材料の層の積層を連続的に行う、請求項19に記載の三次元造形物の造形方法。
- 前記粉体材料を粉体材料供給装置により所定の層厚で前記テーブルの上面に供給するに際して、該粉体材料に添加剤を前記テーブルの上面への供給前に混入する、請求項16~20のいずれか1項に記載の三次元造形物の造形方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14817879.1A EP3015252B1 (en) | 2013-06-28 | 2014-06-27 | Three-dimensional shaping device and shaping method for three-dimensional shaped article |
| US14/980,806 US10099428B2 (en) | 2013-06-28 | 2015-12-28 | Three-dimensional fabricating apparatus and method of fabricate three-dimensional shaped object |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013137492A JP6257185B2 (ja) | 2013-06-28 | 2013-06-28 | 三次元造形装置及び三次元造形物の造形方法 |
| JP2013-137492 | 2013-06-28 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US14/980,806 Continuation US10099428B2 (en) | 2013-06-28 | 2015-12-28 | Three-dimensional fabricating apparatus and method of fabricate three-dimensional shaped object |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014208741A1 true WO2014208741A1 (ja) | 2014-12-31 |
Family
ID=52142064
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/067223 WO2014208741A1 (ja) | 2013-06-28 | 2014-06-27 | 三次元造形装置及び三次元造形物の造形方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10099428B2 (ja) |
| EP (1) | EP3015252B1 (ja) |
| JP (1) | JP6257185B2 (ja) |
| WO (1) | WO2014208741A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2532518A (en) * | 2014-11-24 | 2016-05-25 | Digital Metal Ab | Manufacturing method and manufacturing apparatus |
| WO2016150409A1 (en) * | 2015-03-24 | 2016-09-29 | Holík Jan | Equipment for 3d printing |
| WO2016185626A1 (ja) * | 2015-05-19 | 2016-11-24 | 株式会社ヒットデバイス | 造形材料吐出ヘッドおよび造形方法 |
| WO2017063886A1 (de) * | 2015-10-13 | 2017-04-20 | Eos Gmbh Electro Optical Systems | Vorrichtung und verfahren zum herstellen eines dreidimensionalen objekts |
| WO2017127114A1 (en) * | 2016-01-22 | 2017-07-27 | Hewlett-Packard Development Company, L.P. | Layering powdered build material for additive manufacturing |
Families Citing this family (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013021891A1 (de) * | 2013-12-23 | 2015-06-25 | Voxeljet Ag | Vorrichtung und Verfahren mit beschleunigter Verfahrensführung für 3D-Druckverfahren |
| US9011136B1 (en) * | 2014-02-19 | 2015-04-21 | Massivit 3D Printing Technologies Ltd | Additive manufacturing device |
| JP2015174338A (ja) * | 2014-03-14 | 2015-10-05 | セイコーエプソン株式会社 | 三次元造形物製造装置、三次元造形物の製造方法および三次元造形物 |
| JP6471852B2 (ja) * | 2015-01-24 | 2019-02-20 | 株式会社リコー | 立体造形装置、立体造形物の生産方法、プログラム |
| CN105984147B (zh) * | 2015-02-04 | 2018-11-30 | 三纬国际立体列印科技股份有限公司 | 立体打印装置 |
| JP6533493B2 (ja) * | 2015-10-08 | 2019-06-19 | 株式会社ミマキエンジニアリング | 造形装置及び造形方法 |
| US10391754B2 (en) | 2015-10-08 | 2019-08-27 | Mimaki Engineering Co., Ltd. | Forming apparatus and forming method |
| DE102015122460A1 (de) * | 2015-12-21 | 2017-06-22 | Cl Schutzrechtsverwaltungs Gmbh | Vorrichtung zur Herstellung dreidimensionaler Objekte |
| DE102016002777A1 (de) * | 2016-03-09 | 2017-09-14 | Voxeljet Ag | Verfahren und Vorrichtung zum Herstellen von 3D-Formteilen mit Baufeldwerkzeugen |
| US9987682B2 (en) | 2016-08-03 | 2018-06-05 | 3Deo, Inc. | Devices and methods for three-dimensional printing |
| EP3281727B8 (en) * | 2016-08-10 | 2023-11-22 | Nikon SLM Solutions AG | Apparatus for producing three-dimensional workpiece comprising a plurality of powder application devices |
| CN108000864B (zh) * | 2016-10-27 | 2020-09-29 | 三纬国际立体列印科技股份有限公司 | 彩色立体打印机构 |
| PL3565713T3 (pl) * | 2017-01-03 | 2023-09-11 | L3F Sweden Ab | Sposób drukowania produktu 3d i urządzenie drukujące 3d |
| US20180186073A1 (en) * | 2017-01-03 | 2018-07-05 | General Electric Company | Additive manufacturing systems including a particulate dispenser and methods of operating such systems |
| SG11201911756VA (en) * | 2017-06-06 | 2020-01-30 | Aurora Labs Ltd | 3d printing method and apparatus |
| US11420384B2 (en) | 2017-10-03 | 2022-08-23 | General Electric Company | Selective curing additive manufacturing method |
| US11351724B2 (en) | 2017-10-03 | 2022-06-07 | General Electric Company | Selective sintering additive manufacturing method |
| US11590691B2 (en) | 2017-11-02 | 2023-02-28 | General Electric Company | Plate-based additive manufacturing apparatus and method |
| US11254052B2 (en) | 2017-11-02 | 2022-02-22 | General Electric Company | Vatless additive manufacturing apparatus and method |
| WO2019094286A1 (en) * | 2017-11-08 | 2019-05-16 | General Electric Company | Omnidirectional recoater |
| US11090724B2 (en) * | 2017-12-28 | 2021-08-17 | Applied Materials, Inc. | Additive manufacturing with powder dispensing |
| US11584057B2 (en) * | 2018-01-03 | 2023-02-21 | General Electric Company | Systems and methods for additive manufacturing |
| US10821668B2 (en) | 2018-01-26 | 2020-11-03 | General Electric Company | Method for producing a component layer-by- layer |
| US10821669B2 (en) | 2018-01-26 | 2020-11-03 | General Electric Company | Method for producing a component layer-by-layer |
| JP6682126B2 (ja) * | 2018-03-07 | 2020-04-15 | 雄太 平山 | 壁状構造物の構築方法 |
| EP3683039A1 (de) * | 2019-01-21 | 2020-07-22 | Flender GmbH | Additives herstellungsverfahren, computerprogrammprodukt und fertigungsvorrichtung |
| US11498283B2 (en) | 2019-02-20 | 2022-11-15 | General Electric Company | Method and apparatus for build thickness control in additive manufacturing |
| US11794412B2 (en) | 2019-02-20 | 2023-10-24 | General Electric Company | Method and apparatus for layer thickness control in additive manufacturing |
| US11179891B2 (en) | 2019-03-15 | 2021-11-23 | General Electric Company | Method and apparatus for additive manufacturing with shared components |
| US11247393B2 (en) | 2019-05-30 | 2022-02-15 | General Electric Company | Additive manufacturing systems and methods including rotating binder jet print head |
| EP3944951A1 (en) * | 2020-07-30 | 2022-02-02 | General Electric Company | Additive manufacturing systems and methods including rotating binder jet print head |
| US11951679B2 (en) | 2021-06-16 | 2024-04-09 | General Electric Company | Additive manufacturing system |
| US11731367B2 (en) | 2021-06-23 | 2023-08-22 | General Electric Company | Drive system for additive manufacturing |
| US11958249B2 (en) | 2021-06-24 | 2024-04-16 | General Electric Company | Reclamation system for additive manufacturing |
| US11958250B2 (en) | 2021-06-24 | 2024-04-16 | General Electric Company | Reclamation system for additive manufacturing |
| US11826950B2 (en) | 2021-07-09 | 2023-11-28 | General Electric Company | Resin management system for additive manufacturing |
| US11813799B2 (en) | 2021-09-01 | 2023-11-14 | General Electric Company | Control systems and methods for additive manufacturing |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06218712A (ja) | 1989-12-08 | 1994-08-09 | Massachusetts Inst Of Technol <Mit> | 三次元プリント技術 |
| JPH07507508A (ja) | 1992-06-05 | 1995-08-24 | マサチユーセツツ・インステイテユート・オブ・テクノロジー | 三次元印刷技法 |
| JP2001334581A (ja) * | 2000-05-24 | 2001-12-04 | Minolta Co Ltd | 三次元造形装置 |
| JP2005015332A (ja) * | 2003-06-24 | 2005-01-20 | Hewlett-Packard Development Co Lp | 自由形状立体作製用のバインダを含むセメント系 |
| JP2009012413A (ja) * | 2007-07-09 | 2009-01-22 | Seiko Epson Corp | 三次元造形装置、および三次元造形方法 |
| JP2010221480A (ja) * | 2009-03-23 | 2010-10-07 | Fujifilm Corp | パターン形成方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7862320B2 (en) * | 2007-07-17 | 2011-01-04 | Seiko Epson Corporation | Three-dimensional object forming apparatus and method for forming three dimensional object |
| DE102013021891A1 (de) * | 2013-12-23 | 2015-06-25 | Voxeljet Ag | Vorrichtung und Verfahren mit beschleunigter Verfahrensführung für 3D-Druckverfahren |
-
2013
- 2013-06-28 JP JP2013137492A patent/JP6257185B2/ja active Active
-
2014
- 2014-06-27 EP EP14817879.1A patent/EP3015252B1/en active Active
- 2014-06-27 WO PCT/JP2014/067223 patent/WO2014208741A1/ja active Application Filing
-
2015
- 2015-12-28 US US14/980,806 patent/US10099428B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06218712A (ja) | 1989-12-08 | 1994-08-09 | Massachusetts Inst Of Technol <Mit> | 三次元プリント技術 |
| JPH07507508A (ja) | 1992-06-05 | 1995-08-24 | マサチユーセツツ・インステイテユート・オブ・テクノロジー | 三次元印刷技法 |
| JP2001334581A (ja) * | 2000-05-24 | 2001-12-04 | Minolta Co Ltd | 三次元造形装置 |
| JP2005015332A (ja) * | 2003-06-24 | 2005-01-20 | Hewlett-Packard Development Co Lp | 自由形状立体作製用のバインダを含むセメント系 |
| JP2009012413A (ja) * | 2007-07-09 | 2009-01-22 | Seiko Epson Corp | 三次元造形装置、および三次元造形方法 |
| JP2010221480A (ja) * | 2009-03-23 | 2010-10-07 | Fujifilm Corp | パターン形成方法 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2532518A (en) * | 2014-11-24 | 2016-05-25 | Digital Metal Ab | Manufacturing method and manufacturing apparatus |
| WO2016150409A1 (en) * | 2015-03-24 | 2016-09-29 | Holík Jan | Equipment for 3d printing |
| WO2016185626A1 (ja) * | 2015-05-19 | 2016-11-24 | 株式会社ヒットデバイス | 造形材料吐出ヘッドおよび造形方法 |
| WO2017063886A1 (de) * | 2015-10-13 | 2017-04-20 | Eos Gmbh Electro Optical Systems | Vorrichtung und verfahren zum herstellen eines dreidimensionalen objekts |
| CN108463329A (zh) * | 2015-10-13 | 2018-08-28 | Eos有限公司电镀光纤系统 | 用于制造三维物体的装置和方法 |
| US11192295B2 (en) | 2015-10-13 | 2021-12-07 | Eos Gmbh Electro Optical Systems | Device and method for producing a three-dimensional object |
| WO2017127114A1 (en) * | 2016-01-22 | 2017-07-27 | Hewlett-Packard Development Company, L.P. | Layering powdered build material for additive manufacturing |
Also Published As
| Publication number | Publication date |
|---|---|
| US10099428B2 (en) | 2018-10-16 |
| EP3015252B1 (en) | 2020-09-30 |
| EP3015252A4 (en) | 2017-04-19 |
| EP3015252A1 (en) | 2016-05-04 |
| JP6257185B2 (ja) | 2018-01-10 |
| US20160107387A1 (en) | 2016-04-21 |
| JP2015009509A (ja) | 2015-01-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6257185B2 (ja) | 三次元造形装置及び三次元造形物の造形方法 | |
| JP6425222B2 (ja) | 三次元造形装置の粉体材料供給装置 | |
| US10322543B2 (en) | Three-dimensional molding device | |
| JP6614135B2 (ja) | 三次元造形装置の粉体材料供給装置 | |
| KR102300961B1 (ko) | 가속화된 처리 속도로 3차원 프린팅을 수행하기 위한 방법 및 장치 | |
| JP6669985B2 (ja) | 三次元造形物の製造方法 | |
| EP2572864B1 (en) | Three-dimensional shaping apparatus | |
| JP2017524579A (ja) | 複数素材三次元プリンタ | |
| JP6380948B2 (ja) | 三次元造形装置の粉体材料供給装置 | |
| US20140120195A1 (en) | Three Dimensional Contour Shaping Apparatus | |
| CN103921443A (zh) | 3d打印方法及3d打印系统 | |
| CN1857930A (zh) | 三维彩色打印快速成型装置及方法 | |
| JP2017075361A (ja) | 三次元造形物の製造方法及び三次元造形物の製造装置 | |
| JPWO2015151834A1 (ja) | 三次元造形装置 | |
| JP6798269B2 (ja) | 樹脂成形装置および樹脂成形方法 | |
| WO2019155897A1 (ja) | 立体造形方法 | |
| WO2012166505A1 (en) | Structural component made by three-dimensional printing | |
| CN110587985A (zh) | 发光字3d打印设备及一种发光字 | |
| CN203371790U (zh) | 可更换输出材质之滑杆式3d打印机 | |
| CN107020726B (zh) | 前滚刷成型模具 | |
| JP6812811B2 (ja) | 樹脂成形装置および樹脂成形方法 | |
| CN109822904B (zh) | 一种3d打印机供料装置 | |
| JP2015178247A (ja) | 造形ユニットおよび三次元積層造形装置 | |
| JP2017071841A (ja) | 三次元造形物の製造方法及び製造装置 | |
| CN107876761A (zh) | 一种金属3d打印方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14817879 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014817879 Country of ref document: EP |