WO2014148001A1 - 780MPa以上の引張強度を有する高強度熱延鋼板 - Google Patents
780MPa以上の引張強度を有する高強度熱延鋼板 Download PDFInfo
- Publication number
- WO2014148001A1 WO2014148001A1 PCT/JP2014/001379 JP2014001379W WO2014148001A1 WO 2014148001 A1 WO2014148001 A1 WO 2014148001A1 JP 2014001379 W JP2014001379 W JP 2014001379W WO 2014148001 A1 WO2014148001 A1 WO 2014148001A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel sheet
- mpa
- rolled steel
- strength
- tensile strength
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/013—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of a metal other than iron or aluminium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the working step(s) being of interest
- C21D8/1222—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest
- C21D8/1261—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/40—Plates; Strips
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/16—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of sheets
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/004—Dispersions; Precipitations
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
Definitions
- the present invention has a high magnetic property with a tensile strength of 780 MPa or more, which is used for a rim material for a rotor of a hydroelectric generator, such as a rim material for a rotary machine. It relates to workable high-strength hot-rolled steel sheet.
- the permeability increases as the amount of coarse carbides in the steel decreases, and the magnetic flux density increases as the amount of nonmagnetic elements in the steel decreases.
- ultra-low carbon steel has been used for steel sheets having excellent magnetic properties. However, this cannot achieve the high strength for which needs are increasing.
- Patent Document 1 discloses a method for producing a high-strength hot-rolled steel sheet having a high magnetic flux density using Si—Mn steel to which Ti and B are added.
- B is added to improve hardenability.
- B segregates at grain boundaries, suppresses ferrite transformation, and causes bainite transformation to occur at a lower temperature, so that carbide is dispersed in bainite-lath. It tends to be a bainite structure (lower bainite microstructure).
- Patent Document 2 discloses a hot-rolled steel sheet having a tensile strength of 590 MPa or more in which a carbide structure of less than 10 nm is dispersed in a ferrite structure having a volume ratio of 95% or more and a manufacturing method thereof.
- a carbide structure of less than 10 nm is dispersed in a ferrite structure having a volume ratio of 95% or more and a manufacturing method thereof.
- the local ductility of the material is high and the punching workability is poor.
- Patent Documents 1 and 2 As described above, neither of the conventional techniques of Patent Documents 1 and 2 has achieved a high-strength hot-rolled steel sheet that sufficiently achieves both magnetic properties and punching workability as a rim material for a generator.
- the present invention has been made in view of such circumstances, and an object thereof is to provide a high workability high strength hot-rolled steel sheet having excellent magnetic properties and excellent punching workability and having a tensile strength of 780 MPa or more. To do.
- the present inventors have found that high strength is obtained by using a bainite structure as a base, magnetic properties are obtained by reducing the grain size of carbides, and the grain boundary has an appropriate size.
- the knowledge that the punching processability can be improved by dispersing the carbide of each of the above has been obtained.
- the present invention has been made based on the above findings, and the gist thereof is as follows.
- C 0.070 to 0.140%
- Si 0.10 to 1.00%
- Mn 1.00 to 1.80%
- P 0.050% or less
- S Component composition containing 0.0050% or less
- N 0.0080% or less
- Al 0.010 to 0.100%
- Ti 0.050 to 0.150%
- the balance being Fe and inevitable impurities
- the average crystal grain size of the bainitic ferrite is 1.5 to 5.0 ⁇ m, and high workability and excellent magnetic properties having a tensile strength of 780 MPa or more according to [1] Strength hot-rolled steel sheet.
- the present invention it is possible to obtain a high workability high strength hot-rolled steel sheet having a tensile strength of 780 MPa or more which is excellent in magnetic properties and excellent in punching workability.
- the high workability high strength hot-rolled steel sheet of the present invention is suitable for a rim material of a large generator.
- Component composition C 0.070 to 0.140%
- C is an element that not only secures the required strength but is also effective in forming a bainite structure.
- TS tensile strength of 780 MPa or more
- the C content needs to be 0.070% or more.
- the amount of C exceeds 0.140%, the carbides become coarse and the punching workability decreases. Therefore, the C content is 0.070 to 0.140%.
- it is 0.080 to 0.120%.
- Si 0.10 to 1.00% Addition of 0.10% or more Si is effective for improving the punching workability because the carbide is refined. On the other hand, if the amount of Si exceeds 1.00%, not only will the surface properties be significantly reduced, but it will be difficult to obtain the desired structure. Therefore, the Si content is 0.10 to 1.00%. Preferably it is 0.60 to 0.85%.
- Mn 1.00 to 1.80% Mn is an effective element for securing strength by solute strengthening and forming a bainite structure.
- the amount of Mn needs to be 1.00% or more.
- the amount of Mn exceeds 1.80%, the strength becomes excessively high, so that the punching workability is remarkably deteriorated.
- the transformation temperature becomes too low and lower bainite is generated, the magnetic properties are lowered. Therefore, the Mn content is 1.00 to 1.80%. Preferably it is 1.20 to 1.70%.
- P 0.050% or less
- P is made 0.050% or less.
- it is 0.030% or less.
- S 0.0050% or less S is made 0.0050% or less in order to form sulfides and reduce punching workability. Preferably it is 0.0030% or less.
- N 0.0080% or less
- the N content is 0.0080% or less.
- it is 0.0050% or less.
- Al 0.010 to 0.100%
- Al is an important element as a deoxidizing agent for steel, and for that purpose, the Al content needs to be 0.010% or more.
- the Al content is 0.010 to 0.100%.
- the content is 0.020 to 0.075%.
- Ti 0.050 to 0.150%
- Ti is an effective element for increasing the strength, refining crystal grains, and forming a bainite structure.
- the Ti amount needs to be 0.050% or more. If it exceeds 0.150%, coarse nitrides and carbides are formed, which adversely affects punching workability and toughness. Therefore, the Ti amount is 0.050 to 0.150%. Preferably it is 0.060 to 0.140%.
- V 0.005 to 0.100%
- Nb 0.005 to 0.100%
- both V and Nb have a recrystallization inhibiting effect (retardation of recrystallization), they may be contained for the purpose of crystal grain refinement. Any of these effects can be obtained by setting the content to 0.005% or more. Even if the content exceeds 0.100%, the effect corresponding to the cost cannot be obtained, so the content is made 0.100% or less. Preferably, each is 0.030% or less. Since both V and Nb have a higher alloy cost than Ti, they are used as secondary materials.
- Cu 0.005 to 0.100%
- Ni 0.005 to 0.100%
- Cr 0.002 to 0.100%
- Mo 0.002 to 0.100%
- at least one or more can be contained.
- It may contain at least one of Ca: 0.0005 to 0.0050% and REM: 0.0005 to 0.0300%.
- the Ca and REM are effective elements for the morphological control of inclusions and contribute to improving punching workability.
- the Ca content and the REM content are preferably 0.0005% or more.
- the Ca content is preferably 0.0005 to 0.0050%, and the REM content is preferably 0.0005 to 0.0300%. More preferably, the Ca content is 0.0010 to 0.0030%, and the REM content is 0.0010 to 0.0050%.
- the balance other than the above is Fe and inevitable impurities.
- the bainite structure has a volume ratio of 95% or more, and 80% or more of all precipitated carbides are dispersed in the grain boundaries of bainitic ferrite constituting the bainite structure. It is extremely important that 80% or more of all precipitated carbides have a particle size of 20 to 300 nm.
- a bainite structure is effective from the viewpoint of securing a tensile strength of 780 MPa or more. Also, from the viewpoint of magnetic properties, since the movement of magnetic flux is hindered at the phase boundary in the multiphase structure, the single phase structure is most desirable, and it is desirable to reduce the second phase as much as possible.
- bainite that transforms at a low temperature such as lower bainite
- coarse carbides such as pearlite are generated, which also deteriorates the magnetic properties.
- a bainite transformation is caused at a relatively high temperature (but lower than the temperature at which ferrite is transformed), thereby obtaining a bainite single phase structure. Since the transformation is performed at a relatively high temperature, the dislocation density in bainite is not so high and the magnetic properties are not deteriorated. Furthermore, since the bainite transformation is performed at a relatively high temperature, unlike the lower bainite, carbides are mainly precipitated at the bainitic ferrite grain boundaries. 80% or more of the total precipitated carbide is dispersed in the grain boundary of bainitic ferrite, and 80% or more of the total precipitated carbide is a carbide having a particle size of 20 to 300 nm, thereby punching without deteriorating the magnetic properties.
- the bainite structure here refers to the upper bainite.
- Upper bainite is a structure in which carbide and / or island martensite (MA) are present at the grain boundaries of bainitic ferrite constituting bainite. Bainitic ferrite and cementite and / or island martensite (MA) as a whole are referred to as upper bainite.
- the lower bainite is a structure in which cementite is precipitated in bainitic ferrite, and the precipitation position of cementite is different from that of the upper bainite.
- Upper bainite and lower bainite are collectively referred to as bainite.
- Bainite structure volume ratio 95% or more
- the volume ratio of the bainite structure is 97% or more.
- Carbides dispersed at the grain boundaries of bainitic ferrite 80% or more of all precipitated carbides
- bainitic ferrite The amount of carbides present in the grains increases and the punched end face properties deteriorate. Desirably, it is 85% or more.
- Percentage of carbides having a particle size of 20 to 300 nm in the total precipitated carbides 80% or more A large proportion of carbides having a particle size exceeding 300 nm adversely affects the magnetic properties. Moreover, when the ratio of the carbide
- the average particle size of bainitic ferrite constituting the bainite structure is preferably 1.5 to 5.0 ⁇ m.
- the grain boundary of bainitic ferrite is important as a site for precipitation of carbides (precipitation site). If the grain size of bainitic ferrite becomes too large, the area of the grain boundary becomes small, and it becomes difficult for carbide to precipitate at the grain boundary. As a result, carbides are likely to precipitate in the grains, and the carbides dispersed at the grain boundaries will be less than 80% of the total precipitated carbides. For this reason, the average particle size of bainitic ferrite is preferably 5.0 ⁇ m or less.
- the average particle size of bainitic ferrite is preferably 1.5 ⁇ m or more. More preferably, it is 1.7 ⁇ m or more.
- Reheating temperature of steel slab Heating from 1150 to 1300 ° C.
- Ti carbide in the slab does not re-dissolve and adversely affects toughness and magnetic properties.
- the temperature exceeds 1300 ° C. the surface structure becomes coarse and the punching processability is deteriorated.
- the Si-based scale is generated and the surface properties are impaired, so that the temperature is set to 1300 ° C. or lower.
- Hot rolling conditions Ar 3 transformation point to (Ar 3 transformation point +80) ° C. finishing temperature and reduction rate of 20% or more at the final stage of finish rolling Hot rolling finishing temperature is Ar 3 transformation point to (Ar 3 The range of transformation point +80) ° C. is preferred. When the temperature is less than the Ar 3 transformation point, ferrite is generated, and a desired bainite structure cannot be obtained. In the case of a temperature exceeding (Ar 3 transformation point +80) ° C., the crystal grains become coarse and the punching workability is lowered.
- the Ar 3 transformation point is a transformation obtained by obtaining a thermal expansion curve by a thermo-mechanical simulation test with a cooling rate of 10 ° C./s. Temperature.
- the austenite grain size immediately after the end of rolling becomes large.
- the grain size of bainitic ferrite constituting bainite transformed from austenite also increases.
- a structure in which the carbide dispersed in the grain boundary of bainitic ferrite is 80% or more of the total precipitated carbide cannot be obtained, and the punching processability is not improved.
- 20% or more of the rolling reduction in a finish rolling final stand is preferable. More preferably, it is 25% or more.
- Average cooling rate after hot rolling Immediately after finishing hot rolling at 30 ° C./s or more, preferably, forced cooling is started within 1.5 s, cooling is stopped at the coiling temperature, and coiled take.
- the average cooling rate from the rolling end temperature to the coiling temperature is less than 30 ° C./s, a ferrite phase is generated, and it becomes difficult to make the bainite phase of the hot-rolled steel sheet 95% or more. Therefore, the average cooling rate after hot rolling is preferably 30 ° C./s or more. More preferably, it is 40 ° C./s or more. There is no particular upper limit on the average cooling rate.
- the average cooling rate is preferably 150 ° C./s or less.
- the said average cooling rate be an average cooling rate in the surface of a steel plate.
- Winding temperature 380-480 ° C
- the coiling temperature exceeds 480 ° C.
- pearlite is generated, and a bainite structure of 95% or more cannot be secured.
- the temperature is lower than 380 ° C., the structure becomes high in dislocation density such as lower bainite or martensite, and the magnetic properties cannot be satisfied.
- the subsequent casting is preferably performed by a continuous casting method from the viewpoint of productivity and quality.
- the method by the partial rolling is also possible.
- the cast slab may be a normal slab having a thickness of about 200 to 300 mm or a thin slab having a thickness of about 30 mm. If a thin slab is used, rough rolling can be omitted.
- the slab after casting may be directly hot-rolled as it is or may be hot-rolled after reheating in a heating furnace.
- the high workability high strength hot-rolled steel sheet of the present invention includes electro-galvanized steel sheet (electrolytic zinc-coated steel sheets), hot-dip zinc-coated steel plate (hot-dip zinc-coated steel sheets), alloyed hot-dip galvanized steel plate ( alloyed hot dip galvanized steel sheets) etc.
- the conditions for plating are not particularly limited and may be any conventional method.
- the volume fraction of the bainite structure, the average grain size of bainitic ferrite, the proportion of carbides precipitated at the grain boundaries, and the proportion of carbides having a particle size of 20 to 300 nm were determined by the following methods.
- a specimen for a scanning electron microscope (SEM) was taken, the thickness cross section parallel to the rolling direction was polished, nital etched, the total thickness was divided into 10 parts, and the central part of each part was magnified.
- SEM photographs were taken at 1500 times, and the second phase such as polygonal ferrite phase and pearlite was extracted by image processing, and the area ratio obtained by subtracting these phases from the whole by image analysis processing was measured. .
- the average value of these 10 visual fields was used as the volume ratio of the bainite structure in the present invention. Further, the average crystal grain size of bainitic ferrite constituting the bainite structure was measured according to the line segment method.
- the ratio of the carbides dispersed at the grain boundaries is the same 10-field SEM photograph as above, counting the number of carbides present on the grain boundaries and the total number of carbides (number of carbides present on the grain boundaries). / (Number of total carbides).
- carbonized_material which exists on a grain boundary will be used as the carbide
- the proportion of carbides with a particle size of 20 to 300 nm is the same 10-field SEM photograph as above, and the particle size of each carbide is measured and (number of carbides with a particle size of 20 to 300 nm) / (of all carbides). Number).
- JIS No. 5 tensile test piece (perpendicular to the rolling direction) was sampled and determined by the following method.
- JIS Z2241 two tensile test pieces were subjected to a tensile test at a strain rate of 10 mm / min to obtain yield strength (YS) and tensile strength (TS).
- YS yield strength
- TS tensile strength
- a tensile strength of 780 MPa or more was regarded as acceptable.
- the magnetic flux density B50 was obtained by Epstein testing, and 1.48 or more was accepted.
- punching workability the end face properties described below were evaluated, and pass / fail was judged.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Electromagnetism (AREA)
- Manufacturing & Machinery (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Dispersion Chemistry (AREA)
- Power Engineering (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Description
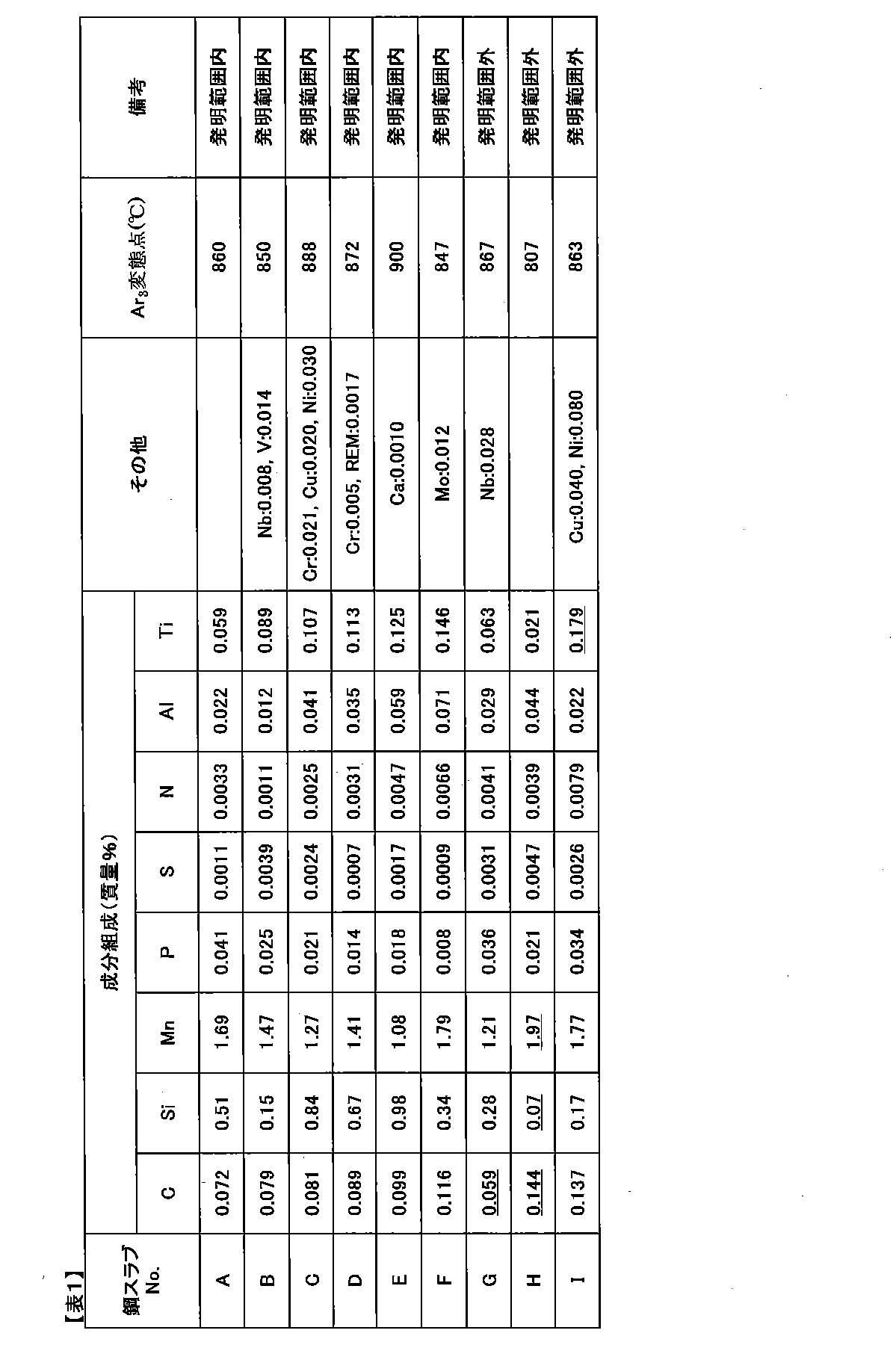
[1]質量%で、C:0.070~0.140%、Si:0.10~1.00%、Mn:1.00~1.80%、P:0.050%以下、S:0.0050%以下、N:0.0080%以下、Al:0.010~0.100%かつTi:0.050~0.150%を含有し、残部がFeおよび不可避的不純物からなる成分組成を有し、かつ体積率95%以上のベイナイト組織を有し、前記ベイナイト組織を構成するベイニティックフェライトの粒界には全析出炭化物の80%以上の炭化物が分散し、該全析出炭化物の80%以上が20~300nmの粒径を有することを特徴とする780MPa以上の引張強度を有する磁気特性に優れた高加工性高強度熱延鋼板。
[2]前記ベイニティックフェライトの平均結晶粒径が1.5~5.0μmであることを特徴とする[1]に記載の780MPa以上の引張強度を有する磁気特性に優れた高加工性高強度熱延鋼板。
[3]さらに、質量%で、V:0.005~0.100%、Nb:0.005~0.100%の中から選択された少なくとも一種以上を含有することを特徴とする[1]または[2]に記載の780MPa以上の引張強度を有する磁気特性に優れた高加工性高強度熱延鋼板。
[4]さらに、質量%で、Cu:0.005~0.100%、Ni:0.005~0.100%、Cr:0.002~0.100%、Mo:0.002~0.100%のうち、少なくとも一種以上含有することを特徴とする[1]~[3]のいずれか1項に記載の780MPa以上の引張強度を有する磁気特性に優れた高加工性高強度熱延鋼板。
[5]さらに、質量%でCa:0.0005~0.0050%、REM:0.0005~0.0300%の少なくとも1種以上を含有することを特徴とする[1]~[4]のいずれか1項に記載の780MPa以上の引張強度を有する磁気特性に優れた高加工性高強度熱延鋼板。
C:0.070~0.140%
Cは、必要な強度を確保するだけでなく、ベイナイト組織形成に効果的な元素である。780MPa以上の引張強度(以下、TSと称することもある。)および所望の組織を得るためには、C量を0.070%以上とする必要がある。一方、C量が0.140%を超えると、炭化物が粗大化して打抜き加工性が低下する。したがって、C量は0.070~0.140%とする。好ましくは0.080~0.120%である。
0.10%以上のSi添加は炭化物を微細化するため、打抜き加工性向上に有効である。一方、Si量が1.00%を超えると表面性状の著しい低下を招くばかりか、所望の組織を得ることが困難となる。したがってSi量は0.10~1.00%とする。好ましくは0.60~0.85%である。
Mnは、固溶強化(solute strengthening)による強度確保およびベイナイト組織形成に効果的な元素である。780MPa以上のTSおよび所望の組織を得るためには、Mn量を1.00%以上とする必要がある。一方、Mn量が1.80%を超えると強度が過剰に高くなるため、打抜き加工性が著しく低下する。また、変態温度が低くなりすぎて下部ベイナイトを生じるため、磁気特性を低下させる。したがって、Mn量は1.00~1.80%とする。好ましくは1.20~1.70%である。
P量が0.050%を超えると偏析による打抜き加工性の低下を招く。したがって、Pは0.050%以下とする。好ましくは、0.030%以下である。
Sは、硫化物を形成して打抜き加工性を低下させるため、0.0050%以下とする。好ましくは0.0030%以下である。
N量が0.0080%を超えて多量に含有すると、製造工程で多量の窒化物を生成し熱間延性(hot ductility)を劣化させるので有害である。また、TiNなどの粗大な窒化物を生成するため、打抜き端面に亀裂を生じやすく、打ち抜き加工性を低下させる。したがって、N量は0.0080%以下とする。好ましくは0.0050%以下である。
Alは、鋼の脱酸剤(deoxidizing agent)として重要な元素であり、それにはAl量を0.010%以上とする必要がある。一方、Al量が0.100%を超えると鋳造が難しくなったり、鋼中に多量の介在物が残存し材質や表面性状の低下を招く。したがって、Al量は0.010~0.100%とする。好ましくは0.020~0.075%である。
Tiは強度上昇、結晶粒微細化、およびベイナイト組織形成に有効な元素である。体積率95%以上のベイナイト組織形成のためには、Ti量は0.050%以上とする必要がある。0.150%を超えると粗大な窒化物や炭化物を形成するため、打抜き加工性、および、靭性等に悪影響を及ぼす。したがって、Ti量は0.050~0.150%とする。好ましくは0.060~0.140%である。
本発明において、体積率95%以上のベイナイト組織を有し、ベイナイト組織を構成するベイニティックフェライト(bainitic ferrite)の粒界には、全析出炭化物の80%以上の炭化物が分散し、全析出炭化物の80%以上が20~300nmの粒径を有することが極めて重要である。780MPa以上の引張強度確保の観点からベイナイト組織は有効である。また、磁気特性の観点からは、複相組織では相境界(phase boundary)で磁束の移動が妨げられるため、単相組織が最も望ましく第二相をできるだけ少なくすることが望ましい。しかしながら、単相であっても、下部ベイナイト(lower bainite)のように低温で変態するベイナイトは転位密度(dislocation density)が極めて高く磁気特性が劣化する。一方で、高温でフェライト変態するとパーライトなどの粗大な炭化物が生成され、これらもまた磁気特性を低下させる。
本発明において、ベイナイト組織の体積率が95%未満の場合、磁気特性だけでなく、打抜き加工性、靭性などが低下する。望ましくは、ベイナイト組織の体積率が97%以上である。
ベイニティックフェライトの粒界に分散する炭化物:全析出炭化物の80%以上
ベイナイト組織を構成するベイニティックフェライトの粒界に分散する炭化物が全析出炭化物の80%未満の場合、ベイニティックフェライトの粒内に存在する炭化物が多くなり、打抜き端面性状を悪化させる。望ましくは85%以上である。
20~300nmの粒径を有する炭化物が全析出炭化物に占める割合:80%以上
粒径が300nmを超える炭化物の割合が大きいと、磁気特性に悪影響を及ぼす。また、粒径が20nm未満の炭化物の割合が大きいと、打抜き加工性が劣化する。したがって、20~300nmの粒径を有する炭化物が全析出炭化物に占める割合が80%未満となると磁気特性、あるいは、打抜き加工性が劣化する。このため、20~300nmの粒径を有する炭化物が全析出炭化物に占める割合は80%以上とする。
さらに、ベイナイト組織を構成するベイニティックフェライトの平均粒径を1.5~5.0μmとすることが好ましい。本発明において、ベイニティックフェライトの粒界は、炭化物が析出するサイト(precipitation site)として重要である。ベイニティックフェライトの粒径が大きくなり過ぎると粒界の面積が小さくなり、粒界に炭化物が析出することが難しくなる。その結果、粒内に炭化物が析出しやすくなり、粒界に分散する炭化物が全析出炭化物の80%未満となってしまう。このため、ベイニティックフェライトの平均粒径は5.0μm以下が好ましい。より好ましくは4.0μm以下である。一方で、ベイニティックフェライトの粒界は磁束の移動を妨げ、磁気特性を低下させる。このため、ベイニティックフェライトの平均粒径は1.5μm以上が好ましい。より好ましくは1.7μm以上である。
次に、本発明の高加工性高強度熱延鋼板の製造方法について説明する。上記の成分組成を有する鋼スラブを用いて高加工性高強度熱延鋼板を製造する。以下に、製造方法の好適条件について説明する。
本発明において、上記の成分組成の鋼スラブを1150℃以上に再加熱し、スラブ段階の炭化物を再固溶させることが重要である。1150℃未満の再加熱の場合、スラブ中のTi炭化物が再固溶せず、靭性および磁気特性に悪影響を及ぼす。1300℃を超えた場合、表層組織が粗大化し打抜き加工性を低下させるだけでなく、Si系スケールが生成して表面性状を損ねるため、1300℃以下とする。
熱間圧延の仕上温度は、Ar3変態点~(Ar3変態点+80)℃の範囲が好ましい。Ar3変態点未満の場合、フェライトが生成するため所望のベイナイト組織が得られない。(Ar3変態点+80)℃を超える温度の場合、結晶粒が粗大化し打抜き加工性が低下する。なお、ここでいうAr3変態点とは、冷却速度10℃/sの熱間加工再現試験(thermo-mechanical simulation test)で熱膨張曲線(thermal expansion curve)を求め、その変化点により求めた変態温度である。また、本発明において、仕上圧延最終スタンドにおける圧下率が20%未満の場合、圧延終了直後のオーステナイト粒径が大きくなる。その結果、オーステナイトから変態したベイナイトを構成するベイニティックフェライトの粒径も大きくなる。このため、ベイニティックフェライトの粒界に分散する炭化物が全析出炭化物の80%以上である組織が得られず、打抜き加工性が向上しない。このため、仕上圧延最終スタンドにおける圧下率は20%以上が好ましい。より好ましくは25%以上である。
熱間圧延を終了した後、直ちに、好ましくは1.5s以内に強制冷却を開始し、巻取り温度で冷却を停止し、コイル状に巻き取る。圧延終了温度から巻取り温度までの平均冷却速度が30℃/s未満であると、フェライト相が生成し、熱延鋼板のベイナイト相を95%以上とすることが困難となる。したがって、熱間圧延後の平均冷却速度は30℃/s以上とすることが好ましい。さらに好ましくは40℃/s以上である。平均冷却速度の上限は特に規定しない。一方で、平均冷却速度が大きくなりすぎると、ベイナイト変態がより低温で起こり、下部ベイナイトが生成しやすくなる。このため、所望の組織を確保することが困難となる。したがって、平均冷却速度は150℃/s以下とすることが好ましい。なお、上記平均冷却速度は、鋼板の表面における平均冷却速度とする。
巻取温度が480℃を超える場合、パーライトが生成し、95%以上のベイナイト組織を確保できない。380℃未満の場合、下部ベイナイトあるいはマルテンサイトなどの転位密度の高い組織となり磁気特性を満足できない。

磁気特性については、エプスタイン試験(Epstein testing)により磁束密度B50を求め、1.48以上を合格とした。
打抜き加工性については、以下に記す端面性状を評価して、合否を判断した。クリアランス(clearance)15%で10mmφの打抜きを行い、圧延方向(L方向)および圧延方向と直交する方向(C方向)の打抜き端面をSEM撮影し、端面の破断部全体から、割れ部、脆性破面部(brittle fracture appearance)、二次せん断面部(secondary shear section)などの異常部を取り除いた残り正常部の割合を測定し、この正常部の割合が95%以上を合格とした。

Claims (5)
- 質量%で、C:0.070~0.140%、Si:0.10~1.00%、Mn:1.00~1.80%、P:0.050%以下、S:0.0050%以下、N:0.0080%以下、Al:0.010~0.100%かつTi:0.050~0.150%を含有し、残部がFeおよび不可避的不純物からなる成分組成を有し、かつ体積率95%以上のベイナイト組織を有し、前記ベイナイト組織を構成するベイニティックフェライトの粒界には、全析出炭化物の80%以上の炭化物が分散し、該全析出炭化物の80%以上が20~300nmの粒径を有することを特徴とする780MPa以上の引張強度を有する高強度熱延鋼板。
- 前記ベイニティックフェライトの平均結晶粒径が1.5~5.0μmであることを特徴とする請求項1に記載の780MPa以上の引張強度を有する高強度熱延鋼板。
- さらに、質量%で、V:0.005~0.100%、Nb:0.005~0.100%の中から選択された少なくとも一種以上を含有することを特徴とする請求項1または2に記載の780MPa以上の引張強度を有する高強度熱延鋼板。
- さらに、質量%で、Cu:0.005~0.100%、Ni:0.005~0.100%、Cr:0.002~0.100%、Mo:0.002~0.100%のうち、少なくとも一種以上含有することを特徴とする請求項1~3のいずれか1項に記載の780MPa以上の引張強度を有する高強度熱延鋼板。
- さらに、質量%でCa:0.0005~0.0050%、REM:0.0005~0.0300%の少なくとも1種以上を含有することを特徴とする請求項1~4のいずれか1項に記載の780MPa以上の引張強度を有する高強度熱延鋼板。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020157023008A KR20150110749A (ko) | 2013-03-19 | 2014-03-11 | 780 MPa 이상의 인장 강도를 갖는 고강도 열연 강판 |
| US14/778,339 US10400316B2 (en) | 2013-03-19 | 2014-03-11 | High strength hot rolled steel sheet having tensile strength of 780 MPa or more |
| CN201480017116.4A CN105074033A (zh) | 2013-03-19 | 2014-03-11 | 具有780MPa以上的拉伸强度的高强度热轧钢板 |
| MX2015013317A MX2015013317A (es) | 2013-03-19 | 2014-03-11 | Lamina de acero laminada en caliente de alta resistencia que tiene una tension de rotura de 780 mpa o mas. |
| JP2015506592A JP5971404B2 (ja) | 2013-03-19 | 2014-03-11 | 780MPa以上の引張強度を有する高強度熱延鋼板およびその製造方法 |
| KR1020177015869A KR102104706B1 (ko) | 2013-03-19 | 2014-03-11 | 780 MPa 이상의 인장 강도를 갖는 고강도 열연 강판 |
| EP14768388.2A EP2977481B1 (en) | 2013-03-19 | 2014-03-11 | High-strength hot rolled steel sheet having tensile strength of 780 mpa or more |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-056487 | 2013-03-19 | ||
| JP2013056487 | 2013-03-19 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014148001A1 true WO2014148001A1 (ja) | 2014-09-25 |
Family
ID=51579699
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/001379 WO2014148001A1 (ja) | 2013-03-19 | 2014-03-11 | 780MPa以上の引張強度を有する高強度熱延鋼板 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10400316B2 (ja) |
| EP (1) | EP2977481B1 (ja) |
| JP (1) | JP5971404B2 (ja) |
| KR (2) | KR20150110749A (ja) |
| CN (2) | CN110331335A (ja) |
| MX (1) | MX2015013317A (ja) |
| WO (1) | WO2014148001A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016084289A1 (ja) * | 2014-11-28 | 2016-06-02 | Jfeスチール株式会社 | 磁極用熱延鋼板およびその製造方法、ならびに水力発電用リム部材 |
| WO2016088321A1 (ja) * | 2014-12-05 | 2016-06-09 | Jfeスチール株式会社 | 磁極用熱延鋼板およびその製造方法、ならびに水力発電用リム部材 |
| US11214847B2 (en) * | 2016-01-27 | 2022-01-04 | Jfe Steel Corporation | High-strength hot-rolled steel sheet for electric resistance welded steel pipe and manufacturing method therefor |
| WO2023214472A1 (ja) * | 2022-05-06 | 2023-11-09 | Jfeスチール株式会社 | 熱延鋼板およびその製造方法ならびに電縫鋼管およびその製造方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018150955A1 (ja) * | 2017-02-17 | 2018-08-23 | Jfeスチール株式会社 | 高強度熱延鋼板およびその製造方法 |
| WO2020026593A1 (ja) | 2018-07-31 | 2020-02-06 | Jfeスチール株式会社 | 高強度熱延鋼板およびその製造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63166931A (ja) | 1986-12-27 | 1988-07-11 | Nippon Steel Corp | 高磁束密度を有する高張力熱延鋼板の製造方法 |
| JP2003268509A (ja) * | 2001-12-28 | 2003-09-25 | Jfe Steel Kk | 回転機鉄芯用高加工性高強度熱延鋼板およびその製造方法 |
| WO2009133965A1 (ja) * | 2008-05-02 | 2009-11-05 | 新日本製鐵株式会社 | 疲労特性と曲げ成形性に優れた機械構造鋼管用熱延鋼板とその製造方法 |
| WO2011152541A1 (ja) * | 2010-05-31 | 2011-12-08 | Jfeスチール株式会社 | 伸びフランジ性および耐疲労特性に優れた高強度熱延鋼板およびその製造方法 |
| WO2012036307A1 (ja) * | 2010-09-17 | 2012-03-22 | Jfeスチール株式会社 | 靭性に優れた高強度熱延鋼板およびその製造方法 |
| WO2013115205A1 (ja) * | 2012-01-31 | 2013-08-08 | Jfeスチール株式会社 | 発電機リム用熱延鋼板およびその製造方法 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54132421A (en) | 1978-04-05 | 1979-10-15 | Nippon Steel Corp | Manufacture of high toughness bainite high tensile steel plate with superior weldability |
| JP3440894B2 (ja) | 1998-08-05 | 2003-08-25 | Jfeスチール株式会社 | 伸びフランジ性に優れる高強度熱延鋼板およびその製造方法 |
| KR100430987B1 (ko) * | 1999-09-29 | 2004-05-12 | 제이에프이 엔지니어링 가부시키가이샤 | 박강판 및 박강판의 제조방법 |
| JP4161935B2 (ja) * | 2004-04-16 | 2008-10-08 | 住友金属工業株式会社 | 熱延鋼板およびその製造方法 |
| WO2006103991A1 (ja) | 2005-03-28 | 2006-10-05 | Kabushiki Kaisha Kobe Seiko Sho | 穴拡げ加工性に優れた高強度熱延鋼板およびその製造方法 |
| JP5251089B2 (ja) | 2006-12-04 | 2013-07-31 | 新日鐵住金株式会社 | 低温靱性に優れた高強度厚肉ラインパイプ用溶接鋼管及びその製造方法 |
| CN101265553B (zh) | 2007-03-15 | 2011-01-19 | 株式会社神户制钢所 | 挤压加工性优异的高强度热轧钢板及其制造方法 |
| JP5040475B2 (ja) | 2007-06-29 | 2012-10-03 | Jfeスチール株式会社 | 加工性に優れ、かつ熱処理後の強度靭性に優れた厚肉熱延鋼板およびその製造方法 |
| FR2920513B1 (fr) * | 2007-09-04 | 2021-05-28 | Fresenius Vial | Pince de serrage pour tubulure souple, pompe munie de moyens pour ouvrir une telle pince et set de perfusion muni d'une telle pince. |
| JP5200984B2 (ja) * | 2008-04-21 | 2013-06-05 | Jfeスチール株式会社 | 780MPa以上の引張強度を有する高強度熱延鋼板の製造方法 |
| JP5126326B2 (ja) * | 2010-09-17 | 2013-01-23 | Jfeスチール株式会社 | 耐疲労特性に優れた高強度熱延鋼板およびその製造方法 |
| JP5724267B2 (ja) * | 2010-09-17 | 2015-05-27 | Jfeスチール株式会社 | 打抜き加工性に優れた高強度熱延鋼板およびその製造方法 |
| KR20150119363A (ko) | 2013-04-15 | 2015-10-23 | 제이에프이 스틸 가부시키가이샤 | 고강도 열연 강판 및 그 제조 방법 |
| US20160076124A1 (en) | 2013-04-15 | 2016-03-17 | Jfe Steel Corporation | High strength hot rolled steel sheet and method for manufacturing the same (as amended) |
| KR101749948B1 (ko) | 2013-04-15 | 2017-06-22 | 제이에프이 스틸 가부시키가이샤 | 고강도 열연 강판 및 그의 제조 방법 |
-
2014
- 2014-03-11 WO PCT/JP2014/001379 patent/WO2014148001A1/ja active Application Filing
- 2014-03-11 CN CN201910665062.7A patent/CN110331335A/zh active Pending
- 2014-03-11 JP JP2015506592A patent/JP5971404B2/ja active Active
- 2014-03-11 EP EP14768388.2A patent/EP2977481B1/en active Active
- 2014-03-11 MX MX2015013317A patent/MX2015013317A/es active IP Right Grant
- 2014-03-11 CN CN201480017116.4A patent/CN105074033A/zh active Pending
- 2014-03-11 US US14/778,339 patent/US10400316B2/en active Active
- 2014-03-11 KR KR1020157023008A patent/KR20150110749A/ko active Application Filing
- 2014-03-11 KR KR1020177015869A patent/KR102104706B1/ko active IP Right Grant
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63166931A (ja) | 1986-12-27 | 1988-07-11 | Nippon Steel Corp | 高磁束密度を有する高張力熱延鋼板の製造方法 |
| JP2003268509A (ja) * | 2001-12-28 | 2003-09-25 | Jfe Steel Kk | 回転機鉄芯用高加工性高強度熱延鋼板およびその製造方法 |
| JP4273768B2 (ja) | 2001-12-28 | 2009-06-03 | Jfeスチール株式会社 | 回転機鉄芯用熱延鋼板およびその製造方法 |
| WO2009133965A1 (ja) * | 2008-05-02 | 2009-11-05 | 新日本製鐵株式会社 | 疲労特性と曲げ成形性に優れた機械構造鋼管用熱延鋼板とその製造方法 |
| WO2011152541A1 (ja) * | 2010-05-31 | 2011-12-08 | Jfeスチール株式会社 | 伸びフランジ性および耐疲労特性に優れた高強度熱延鋼板およびその製造方法 |
| WO2012036307A1 (ja) * | 2010-09-17 | 2012-03-22 | Jfeスチール株式会社 | 靭性に優れた高強度熱延鋼板およびその製造方法 |
| WO2013115205A1 (ja) * | 2012-01-31 | 2013-08-08 | Jfeスチール株式会社 | 発電機リム用熱延鋼板およびその製造方法 |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20170072311A (ko) * | 2014-11-28 | 2017-06-26 | 제이에프이 스틸 가부시키가이샤 | 자극용 열연 강판 및 그의 제조 방법, 그리고 수력 발전용 림 부재 |
| KR101966728B1 (ko) | 2014-11-28 | 2019-04-08 | 제이에프이 스틸 가부시키가이샤 | 자극용 열연 강판 및 그의 제조 방법, 그리고 수력 발전용 림 부재 |
| JP6004139B1 (ja) * | 2014-11-28 | 2016-10-05 | Jfeスチール株式会社 | 磁極用熱延鋼板およびその製造方法、ならびに水力発電用リム部材 |
| WO2016084289A1 (ja) * | 2014-11-28 | 2016-06-02 | Jfeスチール株式会社 | 磁極用熱延鋼板およびその製造方法、ならびに水力発電用リム部材 |
| JP6020769B1 (ja) * | 2014-12-05 | 2016-11-02 | Jfeスチール株式会社 | 磁極用熱延鋼板およびその製造方法、ならびに水力発電用リム部材 |
| KR20170072312A (ko) * | 2014-12-05 | 2017-06-26 | 제이에프이 스틸 가부시키가이샤 | 자극용 열연 강판 및 그의 제조 방법, 그리고 수력 발전용 림 부재 |
| CN107002196A (zh) * | 2014-12-05 | 2017-08-01 | 杰富意钢铁株式会社 | 磁极用热轧钢板及其制造方法、以及水力发电用轮缘构件 |
| CN107002196B (zh) * | 2014-12-05 | 2019-01-01 | 杰富意钢铁株式会社 | 磁极用热轧钢板及其制造方法、以及水力发电用轮缘构件 |
| KR101966313B1 (ko) | 2014-12-05 | 2019-04-05 | 제이에프이 스틸 가부시키가이샤 | 자극용 열연 강판 및 그의 제조 방법, 그리고 수력 발전용 림 부재 |
| WO2016088321A1 (ja) * | 2014-12-05 | 2016-06-09 | Jfeスチール株式会社 | 磁極用熱延鋼板およびその製造方法、ならびに水力発電用リム部材 |
| US11214847B2 (en) * | 2016-01-27 | 2022-01-04 | Jfe Steel Corporation | High-strength hot-rolled steel sheet for electric resistance welded steel pipe and manufacturing method therefor |
| WO2023214472A1 (ja) * | 2022-05-06 | 2023-11-09 | Jfeスチール株式会社 | 熱延鋼板およびその製造方法ならびに電縫鋼管およびその製造方法 |
| JP7563585B2 (ja) | 2022-05-06 | 2024-10-08 | Jfeスチール株式会社 | 電縫鋼管およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN105074033A (zh) | 2015-11-18 |
| JP5971404B2 (ja) | 2016-08-17 |
| KR20150110749A (ko) | 2015-10-02 |
| KR20170069307A (ko) | 2017-06-20 |
| MX2015013317A (es) | 2016-01-25 |
| KR102104706B1 (ko) | 2020-04-24 |
| EP2977481A4 (en) | 2016-06-22 |
| JPWO2014148001A1 (ja) | 2017-02-16 |
| EP2977481B1 (en) | 2019-10-16 |
| EP2977481A1 (en) | 2016-01-27 |
| US20160138141A1 (en) | 2016-05-19 |
| CN110331335A (zh) | 2019-10-15 |
| US10400316B2 (en) | 2019-09-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101600723B1 (ko) | 중탄소 강판, 켄칭 부재 및 그들의 제조 방법 | |
| JP5971404B2 (ja) | 780MPa以上の引張強度を有する高強度熱延鋼板およびその製造方法 | |
| JP6058439B2 (ja) | 冷間加工性と加工後の表面硬さに優れる熱延鋼板 | |
| US9644372B2 (en) | High-strength H-beam steel exhibiting excellent low-temperature toughness and method of manufacturing same | |
| JP5316634B2 (ja) | 加工性に優れた高強度鋼板およびその製造方法 | |
| WO2014156078A1 (ja) | 低温靭性および耐水素脆性を有する耐磨耗厚鋼板およびその製造方法 | |
| JP5363922B2 (ja) | 伸びと伸びフランジ性のバランスに優れた高強度冷延鋼板 | |
| WO2014097559A1 (ja) | 低降伏比高強度冷延鋼板およびその製造方法 | |
| WO2019088104A1 (ja) | 熱延鋼板及びその製造方法 | |
| JP5423737B2 (ja) | 加工性に優れた高強度熱延鋼板およびその製造方法 | |
| JP5578288B2 (ja) | 発電機リム用熱延鋼板およびその製造方法 | |
| JP2011168861A (ja) | 高強度熱延鋼板およびその製造方法 | |
| JP6284813B2 (ja) | 強冷間加工性と加工後の硬さに優れる熱延鋼板 | |
| JP6058508B2 (ja) | 冷間加工性と加工後の表面性状および硬さに優れる熱延鋼板 | |
| JP2004332042A (ja) | 圧延方向とその板面内垂直方向磁気特性の優れた無方向性電磁鋼板の製造方法 | |
| JP6066023B1 (ja) | 熱延鋼板、フルハード冷延鋼板及び熱延鋼板の製造方法 | |
| KR20160077392A (ko) | 내수소유기균열성과 내황화물응력균열성이 우수한 후물 열연강판 및 그 제조방법 | |
| JP6638359B2 (ja) | 無方向性電磁鋼板およびその製造方法 | |
| KR20110096599A (ko) | 무방향성 전자기 강판 | |
| JP5446900B2 (ja) | 高い焼付硬化性と優れた伸びフランジ性を有する高張力熱延鋼板およびその製造方法 | |
| US20200325563A1 (en) | Precipitation-hardening hot rolled steel sheet having excellent material uniformity and hole expandability, and manufacturing method therefor | |
| KR20150112487A (ko) | 열연강판 및 그 제조 방법 | |
| JP2013127100A (ja) | 加工性に優れた高強度鋼板およびその製造方法 | |
| JP2010265526A (ja) | 延性、疲労特性及び靭性に優れた低比重鋼板及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201480017116.4 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 2015506592 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14768388 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20157023008 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: IDP00201505759 Country of ref document: ID |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2015/013317 Country of ref document: MX |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14778339 Country of ref document: US Ref document number: 2014768388 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |