WO2014141697A1 - 厚肉高靭性高張力鋼板およびその製造方法 - Google Patents
厚肉高靭性高張力鋼板およびその製造方法 Download PDFInfo
- Publication number
- WO2014141697A1 WO2014141697A1 PCT/JP2014/001378 JP2014001378W WO2014141697A1 WO 2014141697 A1 WO2014141697 A1 WO 2014141697A1 JP 2014001378 W JP2014001378 W JP 2014001378W WO 2014141697 A1 WO2014141697 A1 WO 2014141697A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- toughness
- thick
- steel sheet
- thickness
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 87
- 239000010959 steel Substances 0.000 title claims abstract description 87
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 34
- 229910001566 austenite Inorganic materials 0.000 claims abstract description 16
- 230000001186 cumulative effect Effects 0.000 claims abstract description 13
- 229910001563 bainite Inorganic materials 0.000 claims abstract description 9
- 229910000734 martensite Inorganic materials 0.000 claims abstract description 9
- 238000005098 hot rolling Methods 0.000 claims description 17
- 238000010791 quenching Methods 0.000 claims description 12
- 230000000171 quenching effect Effects 0.000 claims description 11
- 238000010438 heat treatment Methods 0.000 claims description 9
- 229910045601 alloy Inorganic materials 0.000 claims description 8
- 239000000956 alloy Substances 0.000 claims description 8
- 238000005496 tempering Methods 0.000 claims description 7
- 238000009864 tensile test Methods 0.000 claims description 7
- 239000012535 impurity Substances 0.000 claims description 3
- 229910052750 molybdenum Inorganic materials 0.000 claims description 3
- 229910052799 carbon Inorganic materials 0.000 claims description 2
- 229910052804 chromium Inorganic materials 0.000 claims description 2
- 238000009749 continuous casting Methods 0.000 claims description 2
- 229910052748 manganese Inorganic materials 0.000 claims description 2
- 229910052759 nickel Inorganic materials 0.000 claims description 2
- 229910052757 nitrogen Inorganic materials 0.000 claims description 2
- 229910052698 phosphorus Inorganic materials 0.000 claims description 2
- 238000005096 rolling process Methods 0.000 abstract description 17
- 239000000463 material Substances 0.000 description 29
- 238000000034 method Methods 0.000 description 18
- 238000001816 cooling Methods 0.000 description 12
- 230000000694 effects Effects 0.000 description 12
- 238000005204 segregation Methods 0.000 description 10
- 238000005242 forging Methods 0.000 description 9
- 230000007423 decrease Effects 0.000 description 7
- 239000000203 mixture Substances 0.000 description 7
- 239000010953 base metal Substances 0.000 description 6
- 238000003303 reheating Methods 0.000 description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 230000009466 transformation Effects 0.000 description 4
- 238000005266 casting Methods 0.000 description 3
- 238000002788 crimping Methods 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 238000010276 construction Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 238000010191 image analysis Methods 0.000 description 2
- 150000001247 metal acetylides Chemical class 0.000 description 2
- 150000004767 nitrides Chemical class 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 238000001556 precipitation Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 101001019455 Homo sapiens ICOS ligand Proteins 0.000 description 1
- 102100034980 ICOS ligand Human genes 0.000 description 1
- 229910000746 Structural steel Inorganic materials 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- YTCZZXIRLARSET-VJRSQJMHSA-M beraprost sodium Chemical compound [Na+].O([C@H]1C[C@@H](O)[C@@H]([C@@H]21)/C=C/[C@@H](O)C(C)CC#CC)C1=C2C=CC=C1CCCC([O-])=O YTCZZXIRLARSET-VJRSQJMHSA-M 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 230000003749 cleanliness Effects 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000008034 disappearance Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000009863 impact test Methods 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 235000013372 meat Nutrition 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- OXNIZHLAWKMVMX-UHFFFAOYSA-N picric acid Chemical compound OC1=C([N+]([O-])=O)C=C([N+]([O-])=O)C=C1[N+]([O-])=O OXNIZHLAWKMVMX-UHFFFAOYSA-N 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 230000001376 precipitating effect Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000001953 recrystallisation Methods 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 238000007634 remodeling Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 238000004088 simulation Methods 0.000 description 1
- 239000006104 solid solution Substances 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 150000003568 thioethers Chemical class 0.000 description 1
- 238000011282 treatment Methods 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 229910000859 α-Fe Inorganic materials 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B3/00—Rolling materials of special alloys so far as the composition of the alloy requires or permits special rolling methods or sequences ; Rolling of aluminium, copper, zinc or other non-ferrous metals
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/25—Hardening, combined with annealing between 300 degrees Celsius and 600 degrees Celsius, i.e. heat refining ("Vergüten")
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/78—Combined heat-treatments not provided for above
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/021—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips involving a particular fabrication or treatment of ingot or slab
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/004—Dispersions; Precipitations
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Definitions
- the present invention relates to a thick-walled, high-toughness, high-tensile steel plate excellent in strength, toughness and weldability used for steel structures such as buildings, bridges, shipbuilding, offshore structures, construction machinery, tanks, and penstock, and a method for producing the same. About.
- it relates to a plate having a thickness of 100 mm or more and a yield strength of 620 MPa or more.
- a thick steel plate having a thickness of 100 mm or more is usually produced by subjecting a large steel ingot produced by the ingot-making method to ingot rolling and hot rolling the obtained ingot slab.
- Non-Patent Document 1 describes a technique for crimping a center porosity by increasing the rolling shape ratio of a continuously cast slab during hot rolling.
- Patent Documents 1 and 2 describe a technique for press-bonding the center porosity of a continuous cast slab by processing using a roll or a flat metal in a continuous caster when a continuous cast slab is manufactured.
- Patent Document 3 describes a technique for pressing a center porosity by forging before hot rolling when manufacturing a thick steel plate having a cumulative reduction of 70% or less from a continuous cast slab.
- Patent Document 4 when manufacturing an extremely thick steel plate from a continuous cast slab by forging and thick plate rolling with a total rolling reduction of 35 to 67%, the center of the thickness of the material is kept at a temperature of 1200 ° C. or more for 20 hours before forging.
- a technique for maintaining the above and setting the forging reduction rate to 16% or more and reducing the center segregation zone and reducing the center segregation zone to temper and improve the embrittlement characteristics is described.
- Patent Document 5 describes a technique for improving center porosity and center segregation by performing hot rolling after performing cross forging on a continuously cast slab.
- a continuously cast slab is kept at a temperature of 1200 ° C. or more for 20 hours or more, the forging reduction ratio is set to 17% or more, and the total rolling reduction including forging is in the range of 23 to 50%.
- a technique relating to a method for producing a thick steel plate having a tensile strength of 588 MPa or more with a reduced center segregation zone is described.
- Patent Document 7 describes weldability in which a continuously cast slab having a specific component is reheated to 1100 ° C. to 1350 ° C., and the strain rate at 1000 ° C. or higher is 0.05 to 3 / s and the cumulative reduction amount is 15% or higher. And a technology relating to a method for producing a thick steel plate having excellent ductility in the thickness direction.
- JP-A-55-114404 JP-A 61-273201 Japanese Patent No. 3333619 Japanese Patent Laid-Open No. 2002-194431 JP 2000-263103 A JP 2006-1111918 A JP 2010-106298 A
- Non-Patent Document 1 it is necessary to repeatedly perform rolling with a high rolling shape ratio in order to obtain a steel sheet with good internal quality. This is a range that exceeds the upper limit of the equipment specifications of the rolling mill, which causes manufacturing restrictions.
- Patent Documents 1 and 2 have a problem that a large-scale capital investment for remodeling the continuous casting equipment is required, and the steel plate strength in the examples is also unknown.
- the techniques of Patent Documents 3 to 7 are effective in reducing the center porosity and improving the center segregation zone.
- the steel sheet strength in the examples has a yield strength of less than 620 MPa.
- the toughness decreases due to the increase in strength.
- the present invention aims to provide a steel plate having a high strength and toughness at the center of the plate thickness, and a method for producing the same, in a thick and high toughness high tensile strength steel plate having a large additive amount of alloy elements and a yield strength of 620 MPa or more.
- the target plate thickness is 100 mm or more.
- the present inventors have determined the relationship between the strength, toughness, microstructure at the center of the plate thickness, and the microstructure for a steel plate having a yield strength of 620 MPa or more and a plate thickness of 100 mm or more. Intensive research was conducted on the manufacturing conditions to be achieved. The present invention was made by further study based on the obtained knowledge, that is, the present invention is 1. Thick, high-toughness high-tensile steel sheet with a microstructure of average old austenite grain size of 50 ⁇ m or less and a martensite and / or bainite structure of 80% or more in area fraction over the entire thickness direction. . 2.
- C 0.08 to 0.20%, Si: 0.40% or less, Mn: 0.5 to 5.0%, P: 0.015% or less, S: 0.0050% or less, Cr: 3.0% or less, Ni: 5.0% or less, Ti: 0.005% to 0.020%, Al: 0.010 to 0.080%, N: 0.0070% or less, B: 0 .0003 to 0.0030%, which satisfies the relationship of the formula (1), and the balance is a continuous cast slab composed of Fe and inevitable impurities, heated to 1200 ° C. to 1350 ° C. and then strain rate of 3 / s at 1000 ° C. or higher.
- the hot rolling is performed so that the cumulative reduction amount is 15% or more, and then hot rolling and quenching and tempering are performed.
- Is 50 ⁇ m or less, martensite and / or bainite structure is Method for producing a plate thickness 100mm or more thick and high toughness high tensile steel in volume fraction of 80% or more.
- Ceq IIW C + Mn / 6 + (Cu + Ni) / 15 + (Cr + Mo + V) /5 ⁇ 0.57 (1)
- each alloy element is calculated as content (mass%), and not calculated as 0. 5.
- the continuous cast slab was heated to 1200 ° C. to 1350 ° C., subjected to hot working so that the strain rate at 1000 ° C. or higher was 3 / s or lower and the cumulative reduction amount was 15% or higher.
- hot rolling including at least two passes with a reduction rate of 4% or more per pass is performed, and then allowed to cool, and after heating to Ac3 point to 1050 ° C, 350 ° C or less
- a thick steel plate having a thickness of 100 mm or more, excellent in the quality of the central portion of the plate thickness, having a yield strength of 620 MPa or more and excellent in toughness, and a method for producing the same are obtained. Therefore, it greatly contributes to the enlargement of the steel structure, the improvement of the safety of the steel structure, the improvement of the yield and the shortening of the manufacturing period, and has a remarkable industrial effect.
- the average prior austenite grain size is 50 ⁇ m or less over the entire region in the thickness direction.
- the martensite and / or bainite structure needs to be 80% or more in area fraction.
- the remaining structure of the martensite and / or bainite structure is not particularly defined.
- the average prior austenite particle size in the present invention is the average particle size of prior austenite at the center position of the plate thickness.
- C 0.080 to 0.200% C is an element useful for obtaining the strength required for structural steel at a low cost, and 0.080% or more is necessary to obtain the effect.
- the content exceeds 0.200%, the toughness of the base metal and the welded portion is remarkably deteriorated, so the upper limit was made 0.200%.
- it is 0.080% to 0.140%.
- Si 0.40% or less Si is added for deoxidation. However, if added over 0.40%, the toughness of the base metal and the weld heat affected zone is remarkably lowered, so the Si content is made 0.40% or less. Preferably, it is in the range of 0.05% to 0.30%. More preferably, it is in the range of 0.10% to 0.30%.
- Mn 0.5 to 5.0% Mn is added from the viewpoint of securing the strength of the base material. However, the addition of less than 0.5% is not sufficient. Further, if added over 5.0%, not only the toughness of the base material deteriorates, but also the center segregation is promoted and the center porosity of the slab is increased, so the upper limit is made 5.0%. Preferably it is 0.6 to 2.0% of range. More preferably, it is in the range of 0.6 to 1.6%.
- S 0.0050% or less If S is contained in excess of 0.0050%, the toughness of the base metal and the weld heat-affected zone is remarkably reduced, so the content is made 0.0050% or less.
- Cr 3.0% or less Cr is an element effective for increasing the strength of the base material. However, if added in a large amount, the weldability is lowered, so the content is made 3.0% or less. Preferably, it is 0.1% to 2.0%.
- Ni 5.0% or less Ni is a beneficial element that improves the strength of the steel and the toughness of the weld heat affected zone. However, if added over 5.0%, the economic efficiency is remarkably reduced, so the upper limit of Ni content is preferably 5.0% or less. More preferably, it is 0.5% to 4.0%.
- Ti 0.005% to 0.020% Ti produces
- 0.005% or more is added.
- the Ti nitride becomes coarse and the toughness of the base material is lowered, so the range of 0.005% to 0.020% is set. Preferably, it is in the range of 0.008% to 0.015%.
- Al 0.010 to 0.080% Al is added to deoxidize molten steel. However, if the addition is less than 0.010%, the deoxidation effect is not sufficient. If the addition exceeds 0.080%, the amount of Al dissolved in the base material increases and the base material toughness is reduced.
- the range is 010 to 0.080%. Preferably, the range is 0.030 to 0.080%. More preferably, it is in the range of 0.030 to 0.060%.
- N 0.0070% or less N has the effect of refining the structure by forming a nitride such as Ti and improving the toughness of the base material and the weld heat affected zone.
- a nitride such as Ti
- the amount of N dissolved in the base metal increases, the base metal toughness is remarkably reduced, and coarse carbonitrides are formed also in the weld heat affected zone, resulting in toughness. Since it is lowered, the content is made 0.0070% or less. Preferably, it is 0.0050% or less, more preferably 0.0040% or less.
- B 0.0003 to 0.0030% B segregates at the austenite grain boundaries, thereby suppressing the ferrite transformation from the grain boundaries and improving the hardenability. In order to sufficiently exhibit this effect, 0.0003% or more is added. If added over 0.0030%, it precipitates as carbonitride, lowers the hardenability and lowers the toughness, so the range is from 0.0003% to 0.0030%. Preferably it is 0.0005 to 0.0020% of range.
- Ceq IIW ⁇ 0.57%
- Ceq IIW C + Mn / 6 + (Cu + Ni) / 15 + (Cr + Mo + V) /5 ⁇ 0.57 (1), each element symbol in the formula indicates the content (mass%) of each element, and elements not added are 0.
- the above is the basic component composition of the present invention, and the balance is Fe and inevitable impurities. Further, for the purpose of increasing strength and toughness, one or more of Cu, Mo and V can be contained.
- Cu 0.50% or less Cu improves the strength of steel without impairing toughness. However, if added over 0.50%, cracks occur on the surface of the steel sheet during hot working, so when added, the content is made 0.50% or less.
- Mo 1.00% or less Mo is an element effective for increasing the strength of the base material. However, if added over 1.00%, the hardness is increased due to precipitation of alloy carbides and the toughness is lowered, so when added, the upper limit is made 1.00%. Preferably, it is in the range of 0.20% to 0.80%.
- V 0.200% or less V is effective in improving the strength and toughness of the base material, and is effective in reducing solid solution N by precipitating as VN. However, if adding over 0.200%, the toughness decreases due to the precipitation of hard VC, so when adding V, the content is made 0.200% or less. Preferably, it is in the range of 0.010 to 0.100%.
- one or more of Ca and REM can be contained for the purpose of increasing the strength and toughness.
- Ca 0.0005 to 0.0050%
- Ca is an element useful for controlling the form of sulfide inclusions, and 0.0005% or more must be added in order to exert its effect. However, if added over 0.0050%, the cleanliness is lowered and the toughness is deteriorated. Therefore, when added, the content is made 0.0005 to 0.0050%. Preferably, it is in the range of 0.0005% to 0.0025%.
- REM 0.0005 to 0.0050% REM also has the effect of improving material quality by forming oxides and sulfides in steel as in Ca, and 0.0005% or more of addition is necessary to exert the effect. However, even if added over 0.0050%, the effect is saturated, so when added, the content is made 0.0005 to 0.0050%. Preferably it is 0.0005 to 0.0025% of range.
- the temperature “° C.” is the temperature at the center of the plate thickness of the slab and steel plate.
- the steel material is subjected to hot working, and after being left to cool once or reheated, or without cooling, Hot rolling is performed to obtain a desired plate thickness.
- the temperature at the center of the plate thickness is obtained by simulation calculation or the like from the plate thickness, surface temperature, cooling conditions, and the like.
- the plate thickness center temperature is obtained by calculating the temperature distribution in the plate thickness direction using the difference method.
- a steel having the above composition is melted by a generally known method such as a converter, electric furnace, vacuum melting furnace, etc., continuously cast to form a slab (steel material), and then reheated to 1200 ° C to 1350 ° C. . If the reheating temperature is less than 1200 ° C., it is not possible to ensure a predetermined hot working cumulative reduction amount, and the deformation resistance during hot working is high, so that a sufficient reduction amount per pass cannot be ensured.
- the upper limit is set to 1350 ° C.
- the hot working described below is preferably performed after the width direction of the continuously cast slab is reduced until at least the slab thickness is increased, so that the center porosity can be more reliably crimped.
- Width direction reduction before hot working 100 mm or more It is preferable to increase the slab thickness before hot working to reduce the width direction in order to secure a machining allowance.
- the width direction reduction is performed 100 mm or more, the thickness of the slab width increases from the both ends of the slab width at a quarter position of the slab width, and effective crimping of the center porosity of the slab which is likely to occur at the position. Since it becomes possible, it is preferable to reduce by 100 mm or more. Note that the reduction amount of 100 mm or more is the total reduction amount at both ends of the slab width.
- Hot working temperature 1000 ° C or more If the hot working temperature is less than 1000 ° C, the deformation resistance during hot working increases, so the load on the hot working machine increases, ensuring center porosity.
- the temperature is set to 1000 ° C. or higher because it cannot be pressure-bonded to the substrate. Preferably it is 1100 degreeC or more.
- Cumulative reduction amount of hot working 15% or more When the cumulative reduction amount of hot working is less than 15%, casting defects such as center porosity in the steel material cannot be crimped. When the plate thickness (thickness) of the slab is increased by hot working the width direction of the continuously cast slab, the cumulative reduction amount from the thickness is taken.
- the rolling reduction per pass is in the range of 10% or more.
- strain rate of hot working 3 / s or less If the strain rate of hot working exceeds 3 / s, the deformation resistance during hot working increases, the load on the hot working machine increases, and the center porosity is reduced. Since it cannot be bonded, it is set to 3 / s or less.
- the strain rate is less than 0.01 / s, the productivity decreases due to the long hot working time, so it is preferable to set the strain rate to 0.01 / s or more. More preferably, it is in the range of 0.05 / s to 1 / s.
- a known method such as hot forging or hot rolling can be used. Hot forging is preferred because of its economic efficiency and high degree of freedom.
- Hot rolling conditions hot rolling is performed after hot working to obtain a steel plate having a desired thickness, and quenching is performed in order to ensure a yield strength of 620 MPa or more and good toughness even in the center of the thickness of the obtained steel plate. Tempering is performed.
- Rolling rate per pass 2 times or more for 4% or more passes
- Rolling rate per pass 4% or more promotes recrystallization of austenite over the entire region in the thickness direction, and performs 2 times or more
- the austenite grains can be refined and sized.
- the rolling reduction per pass is more preferably 6% or more.
- the method of rapid cooling is generally water cooling industrially. However, since it is desirable that the cooling rate be as fast as possible, the cooling method may be other than water cooling, for example, gas cooling.
- the tempering temperature is 450 ° C to 700 ° C.
- the temperature is lower than 450 ° C.
- the residual stress removal effect is small.
- the temperature exceeds 700 ° C., various carbides are precipitated and the matrix structure is coarsened, and the strength and toughness are greatly reduced. 700 ° C.
- Microstructural evaluation For the L section of as-quenched steel material, a sample with an observation surface of 10 ⁇ 10 (mm) is taken from the surface and the center of the plate thickness, and the structure is revealed with a nital etchant and observed with a 200 ⁇ optical microscope for five fields of view. Then, the tissue fraction was evaluated by image analysis. Also, for the average prior austenite grain size, a sample for L cross-section observation was collected, the former ⁇ grain boundary was revealed with picric acid, the circle equivalent diameter of each former ⁇ grain was evaluated by image analysis, and the average value was calculated. did.
- Tensile test A round bar tensile test piece ( ⁇ 12.5 mm, GL50 mm) was sampled in the direction perpendicular to the rolling direction from the center of the thickness of each steel plate, yield strength (YS), tensile strength (TS), total elongation (t. El) was measured.
- V E -40 absorbed energy
- Thickness direction tensile test For each steel plate, three round bar tensile test pieces ( ⁇ 10 mm) were sampled in the thickness direction, the squeezed after rupture was measured, and the average value was obtained.
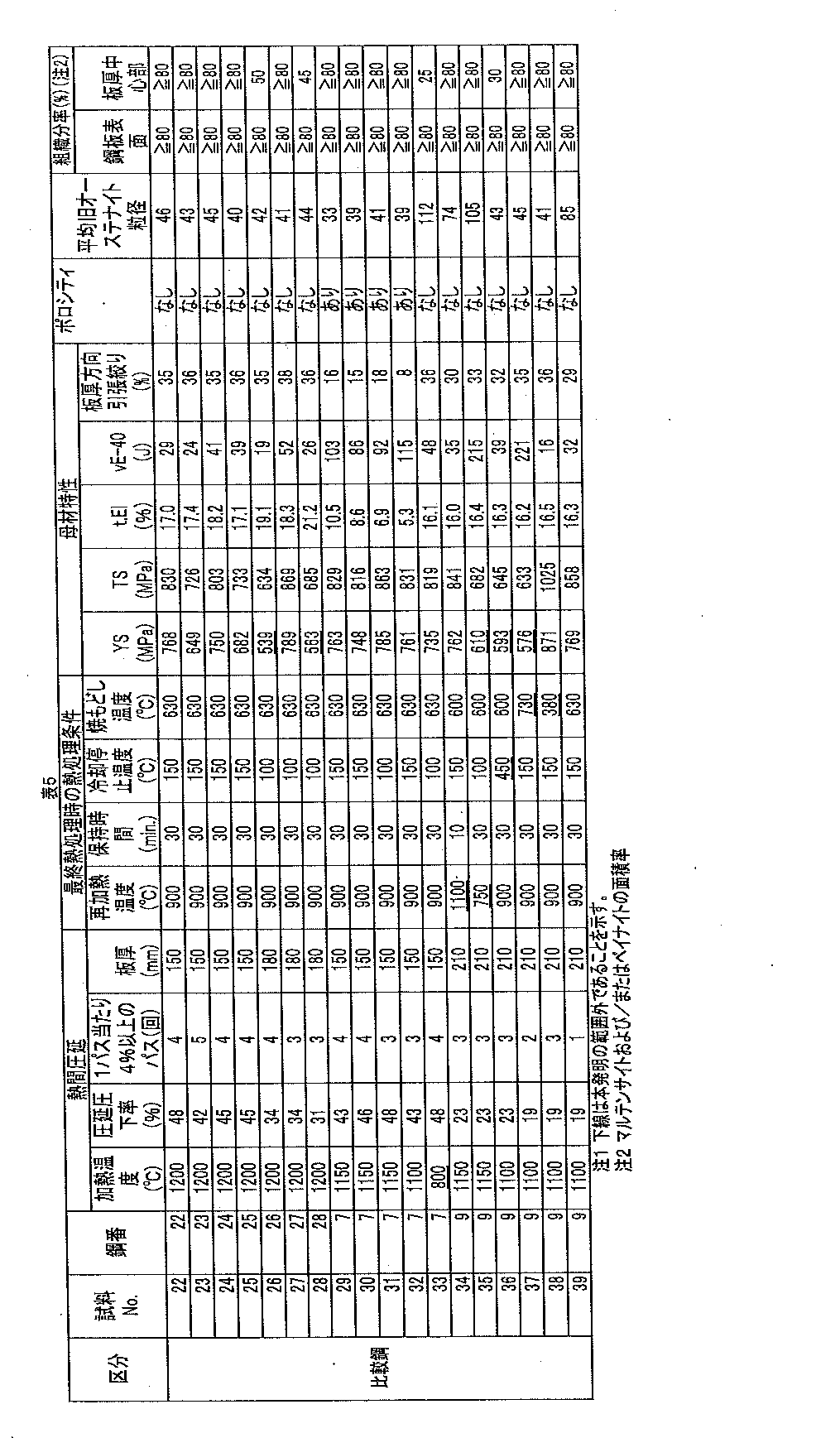
- Tables 2 to 5 show the manufacturing conditions and the above test results. From the table, the steel composition No. in which the component composition of the steel is suitable for the present invention.
- the steel plates 1 to 16 (Sample Nos. 1 to 16) all have YS of 620 MPa or more, TS of 720 MPa or more, t.
- the El is 16% or more
- the toughness of the base material ( V E -40 ) is 70 J or more
- the drawing is 25% or more
- the strength and toughness of the base material are excellent.
- the steel plates (sample Nos. 17 to 28) of Comparative Examples 17 to 28 have a base material whose YS is less than 620 MPa, TS is less than 720 MPa, t.
- the characteristics are inferior because El corresponds to one or more of less than 16% and toughness ( V E -40 ) of less than 70 J.
- the steel number 28 is out of Ceq, the martensite and / or bainite fraction is less than 80% at the center of the plate thickness, the yield strength is lowered, and the target strength cannot be obtained.
- Sample No. As shown in 29 to 39, when the steel composition conforms to the present invention but the manufacturing conditions do not conform to the present invention, YS, TS, t. One or more characteristics of El and toughness (VE- 40 ) are inferior. In particular, sample no. No. 39 has a rolling reduction rate of 4% or more per pass, so the average prior austenite grain size cannot be made 50 ⁇ m or less over the entire thickness, and the base material toughness deteriorates. .
Abstract
Description
1.板厚方向の全域に亘る、ミクロ組織が平均旧オーステナイト粒径が50μm以下で、マルテンサイトおよび/またはベイナイト組織が面積分率で80%以上である板厚100mm以上の厚肉高靭性高張力鋼板。
2.降伏強度が620MPa以上である1記載の厚肉高靭性高張力鋼板。
3.鋼板の板厚方向引張試験における、破断後の絞りが25%以上であることを特徴とする1または2に記載の厚肉高靭性高張力鋼板。
4.質量%で、C:0.08~0.20%、Si:0.40%以下、Mn:0.5~5.0%、P:0.015%以下、S:0.0050%以下、Cr:3.0%以下、Ni:5.0%以下、Ti:0.005%~0.020%、Al:0.010~0.080%、N:0.0070%以下、B:0.0003~0.0030%、(1)式の関係を満たし、残部はFeおよび不可避的不純物からなる連続鋳造スラブを、1200℃~1350℃に加熱後、1000℃以上において歪速度が3/s以下、累積圧下量が15%以上となる熱間加工を行い、その後、熱間圧延、焼き入れ焼戻しを行うことを特徴とする、板厚方向の全域に亘る、ミクロ組織が平均旧オーステナイト粒径が50μm以下で、マルテンサイトおよび/またはベイナイト組織が面積分率で80%以上である板厚100mm以上の厚肉高靭性高張力鋼板の製造方法。
CeqIIW =C+Mn/6+(Cu+Ni)/15+(Cr+Mo+V)/5≧0.57・・・(1) 式において各合金元素は含有量(質量%)とし、含有しないものは0として計算する。
5.降伏強度が620MPa以上である4記載の厚肉高靭性高張力鋼板の製造方法。
6.更に、質量%で、Cu:0.50%以下、Mo:1.00%以下、V:0.200%以下の1種または2種以上を含有することを特徴とする4または5記載の厚肉高靭性高張力鋼板の製造方法。
7.更に、質量%で、Ca:0.0005~0.0050%、REM:0.0005~0.0050%の1種または2種を含有することを特徴とする4乃至6のいずれか一つに記載の厚肉高靭性高張力鋼板の製造方法。
8.連続鋳造スラブを、1200℃~1350℃に加熱し、1000℃以上における歪速度が3/s以下で累積圧下量が15%以上となる熱間加工を行った後、放冷し、再度、Ac3点~1200℃に加熱後、1パス当たりの圧下率が4%以上のパスを少なくとも2回以上含む熱間圧延を行った後、放冷し、Ac3点~1050℃に加熱後、350℃以下になるまで急冷し、その後、450℃~700℃で焼戻しすることを特徴とする4乃至7のいずれか一つに記載の厚肉高靭性高張力鋼板の製造方法。
9.熱間加工前に連続鋳造スラブの幅方向を100mm以上圧下した後、歪速度が3/s以下で累積圧下量が15%以上となる熱間加工を行うことを特徴とする8記載の厚肉高靭性高張力鋼板の製造方法。
[ミクロ組織]
本発明では、板厚100mm以上の厚肉鋼板で、降伏強度が620MPa以上であり優れた靭性を確保するために、ミクロ組織を、板厚方向の全域に亘り、平均旧オーステナイト粒径が50μm以下で、マルテンサイトおよび/またはベイナイト組織が面積分率で80%以上とする必要がある。マルテンサイトおよび/またはベイナイト組織の残部の組織は特に規定しない。なお、本発明における平均旧オーステナイト粒径とは、板厚中央位置における旧オーステナイトの平均粒径とする。
[成分組成]
説明において、各元素の含有量は全て、質量%である。
C:0.080~0.200%
Cは、構造用鋼に求められる強度を安価に得るために有用な元素であり、その効果を得るために0.080%以上の添加が必要である。一方、0.200%を超えて含有すると、母材および溶接部の靭性を顕著に劣化させるため上限を0.200%とした。好ましくは0.080%~0.140%である。
Siは脱酸のために添加する。しかしながら、0.40%を超えて添加すると母材および溶接熱影響部の靭性が顕著に低下するため、Si量は0.40%以下とする。好ましくは0.05%~0.30%の範囲である。より好ましくは0.10%~0.30%の範囲である。
Mnは母材強度を確保する観点から添加する。しかしながら、0.5%未満の添加ではその効果が十分でない。また、5.0%を超えて添加すると、母材の靭性が劣化するだけではなく、中心偏析を助長しスラブのセンターポロシティを大型化するため上限を5.0%とする。好ましくは0.6~2.0%の範囲である。より好ましくは0.6~1.6%の範囲である。
Pは、0.015%を超えて含有すると、母材および溶接熱影響部の靭性を著しく低下させるため0.015%以下とする。
Sは、0.0050%を超えて含有すると、母材および溶接熱影響部の靭性を顕著に低下させるため、0.0050%以下とする。
Crは、母材の高強度化に有効な元素である。しかしながら、多量に添加すると溶接性を低下させるので、3.0%以下とする。好ましくは、0.1%~2.0%である。
Niは、鋼の強度および溶接熱影響部の靭性を向上させる有益な元素である。しかしながら、5.0%を超えて添加すると、経済性が著しく低下するため、Ni量の上限は5.0%以下とすることが好ましい。より好ましくは、0.5%~4.0%である。
Tiは加熱時にTiNを生成し、オーステナイトの粗大化を効果的に抑制し、母材および溶接熱影響部の靭性を向上させる。その効果を得るため、0.005%以上添加する。しかし、0.020%を超えて添加すると、Ti窒化物が粗大化し母材の靭性を低下させるので、0.005%~0.020%の範囲とする。好ましくは、0.008%~0.015%の範囲である。
Alは溶鋼を脱酸するために添加される。しかしながら、0.010%未満の添加では脱酸効果が十分でなく、0.080%を超えて添加すると母材中に固溶するAl量が多くなり、母材靭性を低下させるので、0.010~0.080%の範囲とする。好ましくは、0.030~0.080%の範囲とする。より好ましくは、0.030~0.060%の範囲である。
Nは、Tiなどと窒化物を形成することによって組織を微細化し、母材および溶接熱影響部の靭性を向上させる効果を有する。しかしながら、0.0070%を超えて添加すると、母材中に固溶するN量が増大し、母材靭性が著しく低下し、さらに溶接熱影響部においても粗大な炭窒化物を形成し靭性を低下させるので、0.0070%以下とする。好ましくは、0.0050%以下、より好ましくは0.0040%以下である。
Bは、オーステナイト粒界に偏析することで粒界からのフェライト変態を抑制し、焼入性を高める効果を有する。この効果を十分に発揮させるために0.0003%以上添加する。0.0030%を超えて添加すると、炭窒化物として析出し焼入性を低下させ、靭性が低下するので、0.0003%~0.0030%の範囲とする。好ましくは0.0005~0.0020%の範囲である。
本発明では、板厚中心部において降伏強度で620MPa以上の強度と良好な靭性を両立するためにミクロ組織を造り込む必要がある。板厚が100mm以上で板厚中心部の冷却速度が低下する条件でもマルテンサイトおよび/またはベイナイト組織が面積分率で80%以上とするためには、下記の(1)式で定義するCeqIIW がCeqIIW ≧ 0.57%の関係を満たすように成分を添加する必要がある。
CeqIIW =C+Mn/6+(Cu+Ni)/15+(Cr+Mo+V)/5≧0.57・・(1)、式中の各元素記号はそれぞれの元素の含有量(質量%)を示し、添加しない元素は0とする。
Cuは、靭性を損なうことなく鋼の強度の向上が図られる。しかしながら、0.50%を超えて添加すると熱間加工時に鋼板表面に割れを生じるので、添加する場合は0.50%以下とする。
Moは、母材の高強度化に有効な元素である。しかしながら、1.00%を超えて添加すると合金炭化物の析出による硬度の上昇を引き起こし靭性を低下させるので、添加する場合は、上限を1.00%とする。好ましくは、0.20%~0.80%の範囲である。
Vは母材の強度・靭性向上に効果があり、また、VNとして析出することで固溶Nの低下に有効である。しかしながら、0.200%を超えて添加すると硬質なVCの析出により靭性が低下するので、Vを添加する場合は、0.200%以下とする。好ましくは、0.010~0.100%の範囲である。
Caは硫化物系介在物の形態制御に有用な元素であり、その効果を発揮させる場合は、0.0005%以上の添加が必要である。しかし0.0050%を超えて添加すると、清浄度の低下を招き靭性を劣化させるので、添加する場合は、0.0005~0.0050%とする。好ましくは0.0005%~0.0025%の範囲である。
REMもCaと同様に鋼中で酸化物および硫化物を形成して材質を改善する効果があり、その効果を発揮させる場合は0.0005%以上の添加が必要である。しかし、0.0050%を超えて添加しても、その効果が飽和するため、添加する場合は、0.0005~0.0050%とする。好ましくは0.0005~0.0025%の範囲である。
説明において、温度「℃」は、スラブ、鋼板の板厚中心部における温度とする。本発明における厚鋼板の製造方法では、鋼素材中のセンターポロシティなどの鋳造欠陥を消失させるため、鋼素材に熱間加工を施し、一度放冷し再加熱後、または、冷却せずにそのまま、所望の板厚となるように熱間圧延を行う。板厚中心部の温度は、板厚、表面温度および冷却条件等から、シミュレーション計算等により求められる。例えば、差分法を用い、板厚方向の温度分布を計算することにより、板厚中心温度が求められる。
加熱温度:1200℃~1350℃
上述した組成を有する鋼を転炉、電気炉、真空溶解炉等、通常公知の方法で溶製し、連続鋳造し、鋳片(鋼素材)とした後、1200℃~1350℃に再加熱する。再加熱温度が1200℃未満では、所定の熱間加工の累積圧下量を確保できず、また、熱間加工時の変形抵抗が高く、1パスあたりの十分な圧下量を確保できなくなる。
熱間加工前にスラブ厚さを増大させて、加工代を確保するために幅方向圧下を行うのが好ましい。なお、幅方向圧下を行う場合、100mm以上行うと、スラブ幅の両端からスラブ幅の1/4位置における厚さが増大し、当該位置に多く発生しやすいスラブのセンターポロシティの効果的な圧着が可能になるので、100mm以上圧下することが好ましい。なお、圧下量100mm以上は、スラブ幅両端の圧下量の合計とする。
熱間加工の加工温度が1000℃未満の場合、熱間加工時の変形抵抗が高くなるため、熱間加工機への負荷が大きくなり、センターポロシティを確実に圧着することができなくなるため1000℃以上とする。好ましくは1100℃以上である。
熱間加工の累積圧下量が15%未満の場合、鋼素材中のセンターポロシティなどの鋳造欠陥を圧着することができないため、15%以上とする。連続鋳造スラブの幅方向を熱間加工することでスラブの板厚(厚み)を増した場合は、その厚みからの累積圧下量とする。
熱間加工の歪速度が3/sを超えると、熱間加工時の変形抵抗が高くなり、熱間加工機への負荷が増大し、センターポロシティを圧着することができなくなるため3/s以下とする。
熱間加工後は、一度放冷し再加熱後、または、冷却せずにそのまま、所望の板厚となるように熱間圧延を行う。
本発明では、熱間加工後に熱間圧延して所望の板厚の鋼板とし、得られた鋼板の板厚中心部でも620MPa以上の降伏強度および良好な靭性を確保するため、焼入れ焼もどし処理を行う。
熱間加工後の鋼素材は、オーステナイト組織一相とするため、Ac3変態点以上に加熱する。1200℃を超えると、オーステナイト組織が粗大化して靭性が低下するようになるため、Ac3点以上1200℃以下とする。なお、Ac3変態点は、下記の式(2)により計算される値を用いる。
Ac3=937.2-476.5C+56Si-19.7Mn-16.3Cu-26.6Ni-4.9Cr+38.1Mo+124.8V+136.3Ti+198.4Al+3315B・・(2)
(2)式での各元素記号はそれぞれの合金元素の含有量(質量%)を示す。
1パス当たりの圧下率:4%以上とすることで板厚方向の全域に亘ってオーステナイトの再結晶を促進し、2回以上行うことでオーステナイト粒の微細化、整粒化が可能となる。その結果、焼入れ、焼き戻し時の旧オーステナイト粒も微細化し靭性を向上することが可能となる。1パス当たりの圧下率は6%以上とすることがさらに好ましい。
板厚中心部での強度と靭性を得るために、本発明では焼き入れ焼戻しを行う。焼き入れは、熱間圧延後放冷し、Ac3点~1050℃に再加熱し、Ar3点以上の温度から350℃以下になるまで急冷する。再加熱温度を1050℃以下とするのは、1050℃を超える高温の再加熱ではオーステナイト粒の粗大化により母材靭性が著しく低下するためである。なお、Ar3変態点は、下記の式(3)により計算される値を用いる。
Ar3=910-310C-80Mn-20Cu-15Cr-55Ni-80Mo・・(3)
(3)式での各元素記号はそれぞれの合金元素の含有量(質量%)を示す。
焼き入れままの鋼材のL断面について表面および板厚中心から観察面が10×10(mm)のサンプルを採取し、ナイタール腐食液で組織を現出させ200倍の光学顕微鏡で5視野観察し、画像解析により組織分率を評価した。また、平均旧オーステナイト粒径については、L断面観察用サンプルを採取し、ピクリン酸で旧γ粒界を現出させ、画像解析により各旧γ粒の円相当径を評価しその平均値を算出した。
板厚中心部から12.5厚×50長さ(mm)のサンプルを採取し、光学顕微鏡により100μm以上のポロシティーの有無を評価した。
各鋼板の板厚中心部から、圧延方向と直角方向に丸棒引張試験片(Φ12.5mm、 GL50mm)を採取し、降伏強度(YS)、引張強度(TS)、全伸び(t.El)を測定した。
各鋼板の板厚中心部から圧延方向を長手方向とする2mmVノッチシャルピー試験片を各3本ずつ採取し、各試験片について-40℃でシャルピー衝撃試験により吸収エネルギー(VE-40)を測定し、それらの平均値を求めた。
各鋼板について板厚方向に丸棒引張試験片(φ10mm)を各3本ずつ採取し、破断後の絞りを測定し、それらの平均値を求めた。




Claims (9)
- 板厚方向の全域に亘る、ミクロ組織が平均旧オーステナイト粒径が50μm以下で、マルテンサイトおよび/またはベイナイト組織が面積分率で80%以上である板厚100mm以上の厚肉高靭性高張力鋼板。
- 降伏強度が620MPa以上である請求項1記載の厚肉高靭性高張力鋼板。
- 鋼板の板厚方向引張試験における、破断後の絞りが25%以上であることを特徴とする請求項1または2に記載の厚肉高靭性高張力鋼板。
- 質量%で、C:0.08~0.20%、Si:0.40%以下、Mn:0.5~5.0%、P:0.015%以下、S:0.0050%以下、Cr:3.0%以下、Ni:5.0%以下、Ti:0.005%~0.020%、Al:0.010~0.080%、N:0.0070%以下、B:0.0003~0.0030%、(1)式の関係を満たし、残部はFeおよび不可避的不純物からなる連続鋳造スラブを、1200℃~1350℃に加熱後、1000℃以上において歪速度が3/s以下、累積圧下量が15%以上となる熱間加工を行い、その後、熱間圧延、焼き入れ焼戻しを行うことを特徴とする、板厚方向の全域に亘る、ミクロ組織が平均旧オーステナイト粒径が50μm以下で、マルテンサイトおよび/またはベイナイト組織が面積分率で80%以上である板厚100mm以上の厚肉高靭性高張力鋼板の製造方法。
CeqIIW =C+Mn/6+(Cu+Ni)/15+(Cr+Mo+V)/5≧0.57・・・(1) 式において各合金元素は含有量(質量%)とし、含有しないものは0として計算する。 - 降伏強度が620MPa以上である請求項4記載の厚肉高靭性高張力鋼板の製造方法。
- 更に、質量%で、Cu:0.50%以下、Mo:1.00%以下、V:0.200%以下の1種または2種以上を含有することを特徴とする請求項4または5記載の厚肉高靭性高張力鋼板の製造方法。
- 更に、質量%で、Ca:0.0005~0.0050%、REM:0.0005~0.0050%の1種または2種を含有することを特徴とする請求項4乃至6のいずれか一つに記載の厚肉高靭性高張力鋼板の製造方法。
- 連続鋳造スラブを、1200℃~1350℃に加熱し、1000℃以上における歪速度が3/s以下で累積圧下量が15%以上となる熱間加工を行った後、放冷し、再度、Ac3点~1200℃に加熱後、1パス当たりの圧下率が4%以上のパスを少なくとも2回以上含む熱間圧延を行った後、放冷し、Ac3点~1050℃に加熱後、350℃以下になるまで急冷し、その後、450℃~700℃で焼戻しすることを特徴とする請求項4乃至7のいずれか一つに記載の厚肉高靭性高張力鋼板の製造方法。
- 熱間加工前に連続鋳造スラブの幅方向を100mm以上圧下した後、歪速度が3/s以下で累積圧下量が15%以上となる熱間加工を行うことを特徴とする請求項8記載の厚肉高靭性高張力鋼板の製造方法。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14763386.1A EP2942414B1 (en) | 2013-03-15 | 2014-03-11 | Thick, tough, high tensile strength steel plate and production method therefor |
| JP2015505297A JP5928654B2 (ja) | 2013-03-15 | 2014-03-11 | 厚肉高靭性高張力鋼板およびその製造方法 |
| SG11201505732RA SG11201505732RA (en) | 2013-03-15 | 2014-03-11 | Thick, tough, high tensile strength steel plate and production method therefor |
| US14/770,853 US10000833B2 (en) | 2013-03-15 | 2014-03-11 | Thick, tough, high tensile strength steel plate and production method therefor |
| CN201480010405.1A CN105008570B (zh) | 2013-03-15 | 2014-03-11 | 厚壁高韧性高张力钢板及其制造方法 |
| CA2899570A CA2899570C (en) | 2013-03-15 | 2014-03-11 | Thick, tough, high tensile strength steel plate and production method therefor |
| KR1020177006343A KR101806340B1 (ko) | 2013-03-15 | 2014-03-11 | 후육 고인성 고장력 강판 및 그의 제조 방법 |
| KR1020157024160A KR101716265B1 (ko) | 2013-03-15 | 2014-03-11 | 후육 고인성 고장력 강판 및 그의 제조 방법 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-052905 | 2013-03-15 | ||
| JP2013052905 | 2013-03-15 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014141697A1 true WO2014141697A1 (ja) | 2014-09-18 |
Family
ID=51536376
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/001378 WO2014141697A1 (ja) | 2013-03-15 | 2014-03-11 | 厚肉高靭性高張力鋼板およびその製造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US10000833B2 (ja) |
| EP (1) | EP2942414B1 (ja) |
| JP (1) | JP5928654B2 (ja) |
| KR (2) | KR101806340B1 (ja) |
| CN (1) | CN105008570B (ja) |
| CA (1) | CA2899570C (ja) |
| SG (1) | SG11201505732RA (ja) |
| WO (1) | WO2014141697A1 (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015162939A1 (ja) * | 2014-04-24 | 2015-10-29 | Jfeスチール株式会社 | 厚鋼板及びその製造方法 |
| KR20170066612A (ko) * | 2014-11-18 | 2017-06-14 | 제이에프이 스틸 가부시키가이샤 | 재질 균일성이 우수한 후육 고인성 고장력 강판 및 그 제조 방법 |
| KR20170095307A (ko) * | 2015-01-16 | 2017-08-22 | 제이에프이 스틸 가부시키가이샤 | 후육 고인성 고강도 강판 및 그의 제조 방법 |
| WO2017208329A1 (ja) * | 2016-05-31 | 2017-12-07 | 新日鐵住金株式会社 | 低温靭性に優れた高張力鋼板 |
| JP2017538033A (ja) * | 2014-11-03 | 2017-12-21 | ポスコPosco | 衝撃靭性に優れた線材及びその製造方法 |
| JP2018131678A (ja) * | 2017-02-17 | 2018-08-23 | 新日鐵住金株式会社 | 高強度鋼板およびその製造方法 |
| JP2019143234A (ja) * | 2018-02-21 | 2019-08-29 | Jfeスチール株式会社 | 高張力鋼板およびその製造方法 |
| JP2019527292A (ja) * | 2016-06-30 | 2019-09-26 | ウッデホルムズ アーベー | 工具ホルダー用鋼 |
| US10443110B2 (en) | 2014-03-20 | 2019-10-15 | Jfe Steel Corporation | High toughness and high tensile strength thick steel plate and production method therefor |
| JP2022548144A (ja) * | 2019-09-17 | 2022-11-16 | ポスコ | 低温衝撃靭性に優れた高強度極厚物鋼材及びその製造方法 |
| JP7441858B2 (ja) | 2019-05-28 | 2024-03-01 | バオシャン アイアン アンド スティール カンパニー リミテッド | 鋼、棒鋼およびそれらの製造方法 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017128761A (ja) * | 2016-01-19 | 2017-07-27 | 株式会社神戸製鋼所 | 高強度鍛鋼及び大型鍛造部品 |
| CN106048427B (zh) * | 2016-06-13 | 2019-02-19 | 攀钢集团攀枝花钢钒有限公司 | 含镍、含硼齿轮钢及其生产方法 |
| KR101899687B1 (ko) | 2016-12-22 | 2018-10-04 | 주식회사 포스코 | 고경도 내마모강 및 이의 제조방법 |
| SG11202001759QA (en) * | 2017-09-08 | 2020-03-30 | Jfe Steel Corp | Steel plate and method of producing same |
| CN109536850B (zh) * | 2019-01-10 | 2020-10-02 | 北京科技大学 | 一种高强韧低屈强比厚钢板及其生产工艺 |
| WO2021256587A1 (ko) * | 2020-06-19 | 2021-12-23 | 현대제철 주식회사 | 형강 및 그 제조 방법 |
| CN113817948B (zh) * | 2021-08-16 | 2022-09-23 | 包头钢铁(集团)有限责任公司 | 一种高韧性屈服强度345MPa级桥梁用钢的生产方法 |
| KR20230094388A (ko) * | 2021-12-21 | 2023-06-28 | 주식회사 포스코 | 강도 및 저온 충격인성이 우수한 플랜지용 극후물 강재 및 그 제조방법 |
| NL2032426B1 (en) * | 2022-07-08 | 2024-01-23 | Tenaris Connections Bv | Steel composition for expandable tubular products, expandable tubular article having this steel composition, manufacturing method thereof and use thereof |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55114404A (en) | 1979-02-28 | 1980-09-03 | Nippon Steel Corp | Production of continuous steel plate |
| JPS57127504A (en) * | 1981-01-30 | 1982-08-07 | Nippon Kokan Kk <Nkk> | Rolling method of ultrathick steel plate |
| JPS61273201A (ja) | 1985-05-27 | 1986-12-03 | Nippon Steel Corp | 内部健全性の優れた厚鋼板用連続鋳造スラブの製造方法 |
| JPH05185104A (ja) * | 1992-01-10 | 1993-07-27 | Nippon Steel Corp | 内質に優れた極厚鋼板の圧延法 |
| JPH1088231A (ja) * | 1996-09-12 | 1998-04-07 | Kawasaki Steel Corp | 靱性、溶接性に優れた高張力厚鋼板の製造方法 |
| JPH10265893A (ja) * | 1997-03-26 | 1998-10-06 | Kobe Steel Ltd | 板厚方向での均質性に優れ、靱性の異方性の小さい950N/mm2級調質高張力鋼板およびその製造方法 |
| JP2000263103A (ja) | 1999-03-18 | 2000-09-26 | Kawasaki Steel Corp | 連鋳スラブを用いた極厚鋼板の製造方法 |
| JP2002194431A (ja) | 2000-12-26 | 2002-07-10 | Kawasaki Steel Corp | 連続鋳造製極厚鋼板の製造方法 |
| JP3333619B2 (ja) | 1994-02-24 | 2002-10-15 | 川崎製鉄株式会社 | 極厚鋼板の製造方法 |
| JP2006111918A (ja) | 2004-10-14 | 2006-04-27 | Jfe Steel Kk | 板厚方向の均質性に優れた極厚高張力鋼板の製造方法 |
| JP2010106298A (ja) | 2008-10-29 | 2010-05-13 | Jfe Steel Corp | 溶接性と板厚方向の延性に優れた厚鋼板の製造方法 |
| JP2010280976A (ja) * | 2009-06-08 | 2010-12-16 | Jfe Steel Corp | 超大入熱溶接熱影響部靭性に優れた低降伏比高張力厚鋼板およびその製造方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004237291A (ja) | 2003-02-03 | 2004-08-26 | Jfe Steel Kk | 連続鋳造鋳片の製造方法及びその鋳片を加工した鋼材 |
| JP4058097B2 (ja) | 2006-04-13 | 2008-03-05 | 新日本製鐵株式会社 | アレスト性に優れた高強度厚鋼板 |
| JP5130796B2 (ja) * | 2007-06-15 | 2013-01-30 | Jfeスチール株式会社 | 大入熱溶接熱影響部靭性に優れた低降伏比高強度厚鋼板およびその製造方法 |
| CN101960037B (zh) * | 2008-10-23 | 2012-05-23 | 新日本制铁株式会社 | 焊接性优异的抗拉强度为780MPa以上的高强度厚钢板及其制造方法 |
| AU2009292610B8 (en) * | 2008-11-11 | 2011-03-31 | Nippon Steel Corporation | High-strength steel plate and producing method therefor |
| SG11201607711XA (en) * | 2014-03-20 | 2016-11-29 | Jfe Steel Corp | High toughness and high tensile strength thick steel plate and production method therefor |
| JP5871109B1 (ja) * | 2014-04-24 | 2016-03-01 | Jfeスチール株式会社 | 厚鋼板及びその製造方法 |
-
2014
- 2014-03-11 KR KR1020177006343A patent/KR101806340B1/ko active IP Right Grant
- 2014-03-11 EP EP14763386.1A patent/EP2942414B1/en active Active
- 2014-03-11 WO PCT/JP2014/001378 patent/WO2014141697A1/ja active Application Filing
- 2014-03-11 US US14/770,853 patent/US10000833B2/en active Active
- 2014-03-11 JP JP2015505297A patent/JP5928654B2/ja active Active
- 2014-03-11 CA CA2899570A patent/CA2899570C/en active Active
- 2014-03-11 KR KR1020157024160A patent/KR101716265B1/ko active IP Right Grant
- 2014-03-11 CN CN201480010405.1A patent/CN105008570B/zh active Active
- 2014-03-11 SG SG11201505732RA patent/SG11201505732RA/en unknown
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55114404A (en) | 1979-02-28 | 1980-09-03 | Nippon Steel Corp | Production of continuous steel plate |
| JPS57127504A (en) * | 1981-01-30 | 1982-08-07 | Nippon Kokan Kk <Nkk> | Rolling method of ultrathick steel plate |
| JPS61273201A (ja) | 1985-05-27 | 1986-12-03 | Nippon Steel Corp | 内部健全性の優れた厚鋼板用連続鋳造スラブの製造方法 |
| JPH05185104A (ja) * | 1992-01-10 | 1993-07-27 | Nippon Steel Corp | 内質に優れた極厚鋼板の圧延法 |
| JP3333619B2 (ja) | 1994-02-24 | 2002-10-15 | 川崎製鉄株式会社 | 極厚鋼板の製造方法 |
| JPH1088231A (ja) * | 1996-09-12 | 1998-04-07 | Kawasaki Steel Corp | 靱性、溶接性に優れた高張力厚鋼板の製造方法 |
| JPH10265893A (ja) * | 1997-03-26 | 1998-10-06 | Kobe Steel Ltd | 板厚方向での均質性に優れ、靱性の異方性の小さい950N/mm2級調質高張力鋼板およびその製造方法 |
| JP2000263103A (ja) | 1999-03-18 | 2000-09-26 | Kawasaki Steel Corp | 連鋳スラブを用いた極厚鋼板の製造方法 |
| JP2002194431A (ja) | 2000-12-26 | 2002-07-10 | Kawasaki Steel Corp | 連続鋳造製極厚鋼板の製造方法 |
| JP2006111918A (ja) | 2004-10-14 | 2006-04-27 | Jfe Steel Kk | 板厚方向の均質性に優れた極厚高張力鋼板の製造方法 |
| JP2010106298A (ja) | 2008-10-29 | 2010-05-13 | Jfe Steel Corp | 溶接性と板厚方向の延性に優れた厚鋼板の製造方法 |
| JP2010280976A (ja) * | 2009-06-08 | 2010-12-16 | Jfe Steel Corp | 超大入熱溶接熱影響部靭性に優れた低降伏比高張力厚鋼板およびその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| TETSU TO HAGANE, vol. 66, no. 2, 1980, pages 201 - 210 |
Cited By (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10443110B2 (en) | 2014-03-20 | 2019-10-15 | Jfe Steel Corporation | High toughness and high tensile strength thick steel plate and production method therefor |
| WO2015162939A1 (ja) * | 2014-04-24 | 2015-10-29 | Jfeスチール株式会社 | 厚鋼板及びその製造方法 |
| JP5871109B1 (ja) * | 2014-04-24 | 2016-03-01 | Jfeスチール株式会社 | 厚鋼板及びその製造方法 |
| US10358688B2 (en) | 2014-04-24 | 2019-07-23 | Jfe Steel Corporation | Steel plate and method of producing same |
| JP2017538033A (ja) * | 2014-11-03 | 2017-12-21 | ポスコPosco | 衝撃靭性に優れた線材及びその製造方法 |
| KR20170066612A (ko) * | 2014-11-18 | 2017-06-14 | 제이에프이 스틸 가부시키가이샤 | 재질 균일성이 우수한 후육 고인성 고장력 강판 및 그 제조 방법 |
| CN107109561A (zh) * | 2014-11-18 | 2017-08-29 | 杰富意钢铁株式会社 | 材质均匀性优良的厚壁高韧性高张力钢板及其制造方法 |
| EP3222744A4 (en) * | 2014-11-18 | 2017-10-18 | JFE Steel Corporation | High toughness and high tensile strenght thick steel plate with excellent material homogeneity and production method for same |
| US10351926B2 (en) | 2014-11-18 | 2019-07-16 | Jfe Steel Corporation | High toughness and high tensile strength thick steel plate with excellent material homogeneity and production method for same |
| CN107109561B (zh) * | 2014-11-18 | 2018-12-21 | 杰富意钢铁株式会社 | 材质均匀性优良的厚壁高韧性高张力钢板及其制造方法 |
| KR101988144B1 (ko) * | 2014-11-18 | 2019-06-11 | 제이에프이 스틸 가부시키가이샤 | 재질 균일성이 우수한 후육 고인성 고장력 강판 및 그 제조 방법 |
| KR20170095307A (ko) * | 2015-01-16 | 2017-08-22 | 제이에프이 스틸 가부시키가이샤 | 후육 고인성 고강도 강판 및 그의 제조 방법 |
| KR101994784B1 (ko) * | 2015-01-16 | 2019-07-01 | 제이에프이 스틸 가부시키가이샤 | 후육 고인성 고강도 강판 및 그의 제조 방법 |
| EP3246426A4 (en) * | 2015-01-16 | 2018-01-10 | JFE Steel Corporation | Thick high-toughness high-strength steel sheet and method for manufacturing same |
| WO2017208329A1 (ja) * | 2016-05-31 | 2017-12-07 | 新日鐵住金株式会社 | 低温靭性に優れた高張力鋼板 |
| JPWO2017208329A1 (ja) * | 2016-05-31 | 2018-11-29 | 新日鐵住金株式会社 | 低温靭性に優れた高張力鋼板 |
| CN108603258A (zh) * | 2016-05-31 | 2018-09-28 | 新日铁住金株式会社 | 低温韧性优异的高强度钢板 |
| JP2019527292A (ja) * | 2016-06-30 | 2019-09-26 | ウッデホルムズ アーベー | 工具ホルダー用鋼 |
| US11085108B2 (en) | 2016-06-30 | 2021-08-10 | Uddeholms Ab | Steel for a tool holder |
| JP2018131678A (ja) * | 2017-02-17 | 2018-08-23 | 新日鐵住金株式会社 | 高強度鋼板およびその製造方法 |
| JP2019143234A (ja) * | 2018-02-21 | 2019-08-29 | Jfeスチール株式会社 | 高張力鋼板およびその製造方法 |
| JP7441858B2 (ja) | 2019-05-28 | 2024-03-01 | バオシャン アイアン アンド スティール カンパニー リミテッド | 鋼、棒鋼およびそれらの製造方法 |
| JP2022548144A (ja) * | 2019-09-17 | 2022-11-16 | ポスコ | 低温衝撃靭性に優れた高強度極厚物鋼材及びその製造方法 |
| JP7411072B2 (ja) | 2019-09-17 | 2024-01-10 | ポスコホールディングス インコーポレーティッド | 低温衝撃靭性に優れた高強度極厚物鋼材及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2942414B1 (en) | 2019-05-22 |
| KR20170030095A (ko) | 2017-03-16 |
| CA2899570C (en) | 2019-04-30 |
| US10000833B2 (en) | 2018-06-19 |
| US20160010192A1 (en) | 2016-01-14 |
| CN105008570B (zh) | 2017-12-19 |
| JP5928654B2 (ja) | 2016-06-01 |
| SG11201505732RA (en) | 2015-08-28 |
| KR101716265B1 (ko) | 2017-03-14 |
| JPWO2014141697A1 (ja) | 2017-02-16 |
| EP2942414A1 (en) | 2015-11-11 |
| EP2942414A4 (en) | 2016-04-20 |
| KR20150114574A (ko) | 2015-10-12 |
| KR101806340B1 (ko) | 2017-12-07 |
| CN105008570A (zh) | 2015-10-28 |
| CA2899570A1 (en) | 2014-09-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5928654B2 (ja) | 厚肉高靭性高張力鋼板およびその製造方法 | |
| JP6156574B2 (ja) | 厚肉高靭性高張力鋼板およびその製造方法 | |
| JP5979338B1 (ja) | 材質均一性に優れた厚肉高靭性高張力鋼板およびその製造方法 | |
| CN107208212B (zh) | 厚壁高韧性高强度钢板及其制造方法 | |
| JP5267048B2 (ja) | 溶接性と板厚方向の延性に優れた厚鋼板の製造方法 | |
| JP6149368B2 (ja) | 耐遅れ破壊特性に優れた高張力鋼板の製造方法 | |
| JP6056235B2 (ja) | 溶接性および耐遅れ破壊特性に優れた引張強さ950MPa以上の高張力鋼板の製造方法 | |
| JP6056236B2 (ja) | 溶接性および耐遅れ破壊特性に優れた引張強さ780MPa以上の高張力鋼板の製造方法 | |
| JP6051735B2 (ja) | 溶接性および耐遅れ破壊特性に優れた高張力鋼板の製造方法 | |
| JPWO2019050010A1 (ja) | 鋼板およびその製造方法 | |
| JP6028759B2 (ja) | 鋼板表面における圧延方向のヤング率が高い高張力厚鋼板およびその製造方法 | |
| JP4012497B2 (ja) | 溶接熱影響部靭性に優れた高張力鋼およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14763386 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2015505297 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2899570 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014763386 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14770853 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20157024160 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |