WO2013161937A1 - スポット溶接継手 - Google Patents
スポット溶接継手 Download PDFInfo
- Publication number
- WO2013161937A1 WO2013161937A1 PCT/JP2013/062198 JP2013062198W WO2013161937A1 WO 2013161937 A1 WO2013161937 A1 WO 2013161937A1 JP 2013062198 W JP2013062198 W JP 2013062198W WO 2013161937 A1 WO2013161937 A1 WO 2013161937A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- nugget
- concentration
- plate surface
- energization
- spot welded
- Prior art date
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/10—Spot welding; Stitch welding
- B23K11/11—Spot welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/16—Resistance welding; Severing by resistance heating taking account of the properties of the material to be welded
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/18—Sheet panels
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01015—Phosphorus [P]
Definitions
- the present invention relates to a spot welded joint formed by superposing steel plates having a tensile strength of 750 to 2500 MPa used in the automotive field and the like.
- tensile strength and fatigue strength are important characteristics.
- TSS tensile shear strength
- CTS cross tensile strength
- the measuring method of TSS and CTS is prescribed
- the CTS of the spot welded joint increases with an increase in the tensile strength of the steel sheet, so that a problem related to the strength of the spot welded joint hardly occurs.
- the CTS does not increase even if the tensile strength of the steel sheet increases, or conversely, the CTS value decreases, so that the spot welded joint strength may be insufficient.
- the stress concentration on the nugget is increased due to a decrease in the deformability of the steel plate, and in addition, the toughness of the nugget is reduced, so that the CTS tends to decrease. For this reason, the improvement of CTS is calculated
- Patent Document 1 discloses a method of reducing the hardness of a spot welded joint by conducting temper energization after a certain period of time has elapsed after the end of the main energization and annealing the nugget portion and the heat affected zone of the spot welded joint. Is described.
- Patent Document 2 describes a method in which post-heating energization is performed at a current value equal to or greater than a main energization current value after a nugget is formed by main energization.
- a spot welded joint created based on such a method exhibits better characteristics than a spot welded joint by one-stage energization that is not energized after the main energization.
- Patent Document 3 describes a method of performing a tempering process by heating a welded portion with high frequency after welding.
- Patent Literature 4 when spot welding a steel sheet having a tensile strength of 440 MPa or more, the component composition of the steel sheet is C ⁇ P ⁇ 0.0025, P: 0.015% or less, and S: 0.01% or less. And a method of increasing the strength in the peeling direction of the spot welded joint by performing heat treatment at 300 ° C. for about 20 minutes after welding. However, this method has a problem that applicable steel plates are limited and productivity is low because welding takes a long time.
- Patent Document 5 discloses a high-strength steel sheet (tensile strength: 750 to 1850 MPa, carbon equivalent Ceq: 0.22 to 0) that defines the microstructure of the outer layer region of the nugget and the average particle size and number density of carbides in the microstructure. .55 mass%) is described.
- tensile strength 750 to 1850 MPa, carbon equivalent Ceq: 0.22 to 0
- carbon equivalent Ceq 0.22 to 0
- the present invention has been made based on the above findings, and the gist thereof is as follows.
- a spot welded joint is a spot welded joint formed by stacking a plurality of steel plates, and the nugget formed on the surface of the plurality of steel plates stacked on the plate surface of the steel plate In the rectangular plane region of 100 ⁇ m ⁇ 100 ⁇ m perpendicular to the plate surface, centered on a point 100 ⁇ m inside in the direction parallel to the plate surface from the end in the parallel direction, the P concentration in mass%, the plate surface , Measured at a pitch of 1 ⁇ m along each of the direction parallel to the plate surface and the direction perpendicular to the plate surface, thereby obtaining the measured value of the P concentration at each of 100 measurement points ⁇ 100 measurement points.
- the average value of the measurement values of the P concentration at each of the 20 measurement points adjacent to each other in a row in a direction parallel to the plate surface is measured in the direction parallel to the plate surface and the plate surface.
- the measured value of the P concentration at each of the 100 ⁇ 100 measurement points of the average value The number of average values exceeding twice the average value is 0 or more and 100 or less.
- the plurality of steel plates may have a tensile strength of 750 to 2500 MPa.
- the diameter of the nugget is 3 ⁇ h 1 in mm when the average plate thickness of the stacked steel plates is h in mm. / 2 or more and 7 ⁇ h 1/2 or less may be sufficient.
- the CTS is high, a highly reliable spot welded joint can be provided.
- FIG. 2A shows an example of the electricity supply pattern in spot welding.
- the results obtained by analyzing the P concentration (mass%) in the region y shown in FIG. 2A with a field of view of 250 ⁇ m ⁇ 250 ⁇ m by FE-EPMA are arranged in a direction parallel to the plate surface of the steel plate (stack interface direction).
- FIG. 2B The results obtained by analyzing the P concentration (% by mass) in the region y shown in FIG. 2B with FE-EPMA in a field of view of 250 ⁇ m ⁇ 250 ⁇ m, arranged in a direction parallel to the plate surface of the steel plate (stack interface direction)
- the spot welded joint formed by overlapping steel plates is the plate surface centered on a point 100 ⁇ m inside in a direction parallel to the plate surface of the steel plate from the end of the nugget generated in the steel plate. Is measured at a pitch of 1 ⁇ m along the direction parallel to the plate surface and in the plate thickness direction in a rectangular plane area of 100 ⁇ m ⁇ 100 ⁇ m perpendicular to the substrate, by mass%, thereby measuring 100 points ⁇ 100 points. The measurement value of the P concentration at each point is obtained, and the measurement value at the 20 measurement points adjacent to each other in a row in a direction parallel to the stacked plate surface among the measurement points of 100 points ⁇ 100 points.
- the spot welded joint according to the present embodiment has a sufficiently high joint strength, particularly a sufficiently high CTS.
- the inventors of the present invention made various spot welded joints by performing spot welding of steel sheets with various energization conditions changed. Then, the nugget of the spot welded joint was cut perpendicularly to the overlapping surface of the steel plates, and the nugget cross section was corroded using an aqueous picric acid solution, whereby the metal structure of the nugget cross section was observed. As a result, when spot welding is performed according to the energization pattern shown in FIG. 3, a spot welded joint in which the metal structure at the center of the nugget and the metal structure at the end of the nugget are different as shown in FIG. 1A is often obtained. I understood. Such spot welded joints often have the above-described P concentration distribution. Furthermore, the spot welded joint having the above-mentioned P concentration distribution had a high CTS.
- the energization pattern shown in FIG. 3 is as follows. First, the current at a current value I w and the energization time t W while the pressure is added to the steel (primary current) was conducted. Next, energization was performed with a current value Is smaller than the current value Iw and an energization time t s to solidify the end of the nugget. Subsequently, it was performed energized after a current value I p and the current supply time t p (secondary current). Thereafter, by energization, the solidified nugget end is heated or kept at a high temperature. The pressure applied to the steel plate was released when a certain time had elapsed since the end of post-energization.
- the normal one-stage energization includes a step of melting a steel sheet by welding energization to form a nugget, but does not include a step of solidifying the nugget after welding energization and a step of heating the nugget by post-energization. All become solidified tissue.
- FIG. 1A and 1B show the corrosion structure of the nugget cross section perpendicular to the overlapping surface of the spot welded joint.
- FIG. 1A shows a cross section of a spot welded joint spot welded with the energization pattern shown in FIG. 3 with a high CTS
- FIG. 1B shows a single stage weld with a standard CTS obtained with a conventional single stage weld joint. The cross-sectional macrostructure of a joint is shown.
- Nugget center of the tissue does not coagulate at a current value I s and the energization time t s after the energization, it is considered to be a tissue unmodified that remains molten solidified at the rear power distribution end.
- the nugget end to coagulate is because mainly heat the nugget end moves nugget outside during the energization time t s. Since nugget center of the heat does not move sufficiently to the outside during the energization time t s, the nugget center not solidified during the energization time t s.
- the one-stage welded joint as shown in FIG.
- a plurality of points inside the 1 ⁇ m ⁇ 1 ⁇ m region may be measured with a thinner electron beam diameter, and the measured values may be averaged.
- P segregation was analyzed. This is because, in general, in the field of high-strength steel sheets, steel sheets having a higher P content than S are widespread. However, in a material having a S content higher than P, the modified state of the metal structure of the nugget can be similarly evaluated by evaluating S instead of P.
- FIGS. 4A and 4B show the distribution of P concentration (% by mass) in the region y shown in FIGS. 2A and 2B.
- FIGS. 4A and 4B show images obtained by analyzing the distribution of the P concentration in a field of view of 250 ⁇ m ⁇ 250 ⁇ m arranged in parallel, and a portion where the P concentration is high is represented in white.
- 4A is an analysis result of a spot welded joint having a high CTS obtained by the energization pattern shown in FIG. 3
- FIG. 4B is an analysis result of a spot welded joint (one-stage welded joint) by one-stage welding. As shown in FIG.
- the portion where the region having a high P concentration extends along the direction parallel to the plate surface was not confirmed at the end of the nugget.
- the one-stage welded joint shown in FIG. 4B many locations where the region having a high P concentration extends along the direction parallel to the plate surface were confirmed at the end of the nugget.
- linear P solidification segregation with a length of several tens of ⁇ m or more along the direction parallel to the plate surface is confirmed.
- This linear solidification segregation is considered to reduce the crack propagation resistance from the steel plate interface.
- the inventors In order to evaluate the state of segregation of P at the end of the nugget, the inventors centered on a point 100 ⁇ m inside in the direction parallel to the plate surface from the end of the nugget in the analysis results shown in FIGS. 4A and 4B.
- the P concentration was measured in mass% at a pitch of 1 ⁇ m along each of the direction parallel to the plate surface and the plate thickness direction.
- P concentration measurement values at 100 measurement points are obtained, and among the 100 measurement points ⁇ 100 measurement points, P concentration at 20 adjacent measurement points arranged in a line in a direction parallel to the stacked plate surfaces.
- the average value of the measurement values is repeatedly calculated while shifting one point at a time along each of the direction parallel to the plate surface and the plate thickness direction, whereby 81 ⁇ 100 adjacent 20 measurement points are obtained. Average values of the measured values were calculated, and these average values were compared with a value twice the average P concentration in the rectangular plane area described above. The average P density value of the rectangular plane area was the average value of the P density measurement values at each of 100 ⁇ 100 measurement points.
- the reason for evaluating only a 100 ⁇ m ⁇ 100 ⁇ m rectangular plane area perpendicular to the plate surface centered on a point 100 ⁇ m inside in the direction parallel to the plate surface from the nugget edge is as follows.
- the stable crack growth region existing at the nugget edge and its periphery bears the load, so the modification in a wide area including the nugget edge and its periphery improves the CTS. It is effective for.
- the spot welded joint according to the present embodiment is modified over such a wide area.
- the width of the stable crack growth region varies depending on the plate thickness or steel type, and a smooth solidified structure may appear at the extreme end of the nugget.
- the smooth solidified structure refers to a structure formed by solidification of the molten metal without dendrite growth occurring at the solid-liquid interface. Therefore, this region where the peeling load is concentrated and dendritic solidification is preferred is preferable for evaluating the modification in the stable crack growth region regardless of the steel type or the plate thickness.
- the linear segregation that affects CTS can be detected by obtaining the average value of the P concentration at each measurement point arranged in a line in a direction parallel to the plate surface.
- the length of the averaged section is too short, linear segregation and dotted segregation are counted in the same manner, and only linear segregation cannot be detected.
- the length of the averaged section is too long, linear segregation having a length that is short with respect to the section length but affects CTS cannot be sufficiently detected.
- the length of linear segregation exceeds 20 ⁇ m, CTS is affected. Therefore, the average length is determined to be 20 ⁇ m.
- the reason why the comparison target of the P concentration average value is twice the average P concentration in the provided nugget is that the P concentration is about plus or minus 50% depending on the location even in the base material where no segregation exists. This is because there is variation. In order to determine that the increase in the P concentration average value is due to segregation during solidification, the comparison target of the P concentration average value needs to be twice the average P concentration in the nugget.
- the nugget formed by this energization solidifies from the end of the nugget when the current is lowered. At that time, an embrittlement element such as P segregates at the boundary of the dendrite when the nugget is solidified.
- an embrittlement element such as P segregates at the boundary of the dendrite when the nugget is solidified.
- the segregated embrittled elements remain until the final structure, and the nugget Cause embrittlement.
- the nugget and its surrounding tissues after completion of the energization, after energization time t s has elapsed, but is heated by the rear energized, this time, the conditions of the rear energization, segregated linear It is presumed that the concentration is reduced or divided by homogenization by diffusion or re-segregation at the grain boundaries of fine crystal grains generated by reverse transformation.
- the segregated P is not diffused or re-segregated to the fine grain boundaries of the segregated P. Also, if the temperature rise due to post-energization is high, or if the heating time due to post-energization is long, the volume of the melted part at the center of the nugget becomes large and the solidified nugget end is remelted. After energization, the structure becomes normal solidified and solidification segregation remains.
- the nugget diameter of the spot welded joint according to the present embodiment is 3 with respect to the average plate thickness h of the spot welded steel sheet in consideration of the strength necessary for a spot welded joint of a steel sheet having a tensile strength of 750 to 2500 MPa. It is in the range of xh 1/2 to 7 ⁇ h 1/2 mm. If the nugget diameter exceeds the electrode tip diameter, dust is likely to be generated during spot welding. Therefore, the nugget diameter is preferably equal to or less than the electrode tip diameter.
- the spot welded joint according to the present embodiment relaxes the segregation of P, even when the spot welded joint is made of a steel plate having a tensile strength of 750 MPa or more, a good CTS can be maintained.
- the upper limit of the tensile strength of the steel sheet is not particularly defined, but if it is high, (i) it is difficult to suppress the decrease or variation in spot weld joint strength, and (ii) it is also difficult to suppress defects or cracks in the nugget. . Therefore, the tensile strength of the steel sheet is preferably 2500 MPa or less. Therefore, the spot welded joint according to this embodiment is preferable for spot welding of a steel plate having a tensile strength of 750 to 2500 MPa.
- the component composition of the steel plate targeted by the spot welded joint according to the present embodiment is not particularly limited.
- the steel plate material a known cold stamped material or hot rolled material such as hot stamping material or super high tensile strength material can be used.
- a steel plate having the following component composition is preferable.
- C 0.08 to 0.40%
- Si 0.01 to 2.50%
- Mn 0.8 to 3.0%
- P 0.05% or less
- S 0 0.01% or less
- N 0.01% or less
- O 0.007% or less
- Al 1.00% or less
- the balance is based on a steel plate composed of Fe and impurities, and the following (a) A steel plate containing an element selected from the group of (c) as necessary is preferable for producing the spot welded joint according to the present embodiment.
- % means the mass%.
- C 0.08 to 0.40%
- C is an element that increases the tensile strength of steel. If the C content is large, the C content in the nugget also increases, and the final structure tends to become hard. If the C content is less than 0.08%, it is difficult to obtain a tensile strength of 750 MPa or more, and the hardness of the nugget is also low, so the TSS may be lowered. On the other hand, when the C content exceeds 0.40%, workability may be reduced, and the nugget may become too hard and become brittle. For these reasons, the C content is preferably 0.08 to 0.40%. The C content is more preferably 0.10 to 0.31%.
- Si 0.01-2.50%
- Si is an element that increases the strength of steel by solid solution strengthening and structure strengthening. If the Si content exceeds 2.50%, the workability of the steel may be reduced. On the other hand, it is industrially difficult to reduce the Si content to less than 0.01%. For these reasons, the Si content is preferably 0.01 to 2.50%. The Si content is more preferably 0.05 to 1.20%.
- Mn 0.8 to 3.0%
- Mn is an element that enhances the hardenability of steel. If the Mn content exceeds 3.0%, the formability of the steel may be reduced. On the other hand, if the Mn content is less than 0.8%, it may be difficult to obtain a tensile strength of 750 MPa or more. For these reasons, the Mn content is preferably 0.8 to 3.0%. The Mn content is more preferably 1.0 to 2.5%.
- P 0.05% or less
- P is an element that segregates and embrittles the spot welded joint. If the P content exceeds 0.05%, sufficient CTS may not be obtained even if the segregation of P is alleviated.
- P is so preferable that there is little, since it is industrially difficult to reduce P content to less than 0.001%, 0.001% is a substantial P content minimum.
- the P content is more preferably 0.03% or less.
- S 0.01% or less S is an element that segregates and embrittles the spot-welded joint, and also forms coarse MnS and deteriorates the workability of steel. If the S content exceeds 0.01%, the workability of the steel is lowered and cracks are likely to occur inside the nugget, and it may be difficult to obtain sufficient CTS. In addition, although it is so preferable that there is little S, since manufacturing cost will raise if S content is reduced to less than 0.0001%, 0.0001% is a substantial minimum of S content. The S content is more preferably 0.006% or less.
- N 0.01% or less N is an element that forms coarse nitrides and degrades formability, and is an element that causes blowholes during welding. When the N content exceeds 0.01%, the deterioration of moldability and the occurrence of blow holes may become remarkable. In addition, although N is so preferable that there is little, since manufacturing cost will raise if N content is reduced to less than 0.0005%, 0.0005% is a substantial minimum of N content.
- the N content is more preferably 0.007% or less.
- O 0.007% or less
- O is an element that forms an oxide and degrades the formability of steel. If the O content exceeds 0.007%, the moldability may be significantly deteriorated. In addition, although O is so preferable that there is little, since manufacturing cost will raise if O content is reduced to less than 0.0005%, 0.0005% is a substantial minimum of O content. The O content is more preferably 0.005% or less.
- Al 1.00% or less
- Al is a deoxidizing element, an element that stabilizes ferrite and suppresses precipitation of cementite. If the Al content exceeds 1.00%, inclusions may increase and formability may deteriorate.
- the lower limit of the Al content is set to 0.001%.
- Ti, Nb, and V are an element that strengthens steel by precipitation strengthening, fine grain strengthening by suppressing the growth of ferrite crystal grains, and dislocation strengthening by suppressing recrystallization.
- the content is less than 0.005%, the effect of inclusion is not sufficient, and if it exceeds 0.10%, the formability of steel deteriorates.
- the contents of Ti, Nb, and V are more preferably 0.01% to 0.08%.
- B 0.0001 to 0.01%, Cr: 0.01 to 2.0%, Ni: 0.01 to 2.0%, Cu: 0.01 to 2.0%, Mo: 0
- 0.01% to 0.8% B is an element that strengthens steel by controlling the structure. If the B content is less than 0.0001%, the strength is not sufficiently improved. When the B content exceeds 0.01%, the content effect is saturated. Cr, Ni, Cu, and Mo are elements that contribute to improving the strength of steel. When the content of any element is less than 0.01%, the content effect is not sufficient. When the content exceeds 2.0%, problems such as cracking occur during pickling or hot rolling.
- the content of B is more preferably 0.0003% to 0.08%, and the contents of Cr, Ni, and Cu are more preferably 0.02% to 1.0%. The content of is more preferably 0.015% to 0.6%.
- the total content of these elements is less than 0.0001%, the content effect is small, and when the total content exceeds 0.5%, the formability of the steel is lowered.
- REM is a lanthanoid series element, and REM and Ca are contained in the form of misch metal in the steelmaking stage.
- the total content of Ca, Ce, Mg, and REM is more preferably 0.0002% to 0.3%.
- spot welded joint manufacturing method As described above, the spot welded joint according to the present embodiment having the P concentration distribution described above can be obtained by modifying the nugget end of the spot welded joint by post-energization.
- the manufacturing conditions for forming the spot welded joint according to the present embodiment basically follow the energization pattern shown in FIG.
- the temperature history is such that after the main energization, the nugget end is solidified and then the nugget is reheated or kept at a high temperature within a range where the solidified end does not remelt. is assumed.
- solidifying the nugget end there is no reason to particularly cool the nugget end, so it is considered that the current value should be lowered so that the heat input is sufficiently low.
- the spot welded joint according to this embodiment is specifically obtained by the following procedure.
- the unit of current value is kA
- the unit of time is msec.
- the nugget shape is substantially circular.
- a circle having the same area as the nugget is assumed, and the diameter of the circle is a predetermined nugget diameter ⁇ ⁇ h 1/2 [mm]. .
- a spot welded joint is created by the following process.
- Current value I P for heating or hot holding the nugget end at the rear energizing step should be greater than the current value I W for coagulating nugget end at the solidification step.
- the current value is preferably determined so that the average current value (effective value) in each step satisfies the above-described equations (3) and (4).
- the segregation state of P at the end of the nugget in the spot welded joint obtained by the above process is evaluated. Evaluation is made in a 100 ⁇ m ⁇ 100 ⁇ m rectangular plane area perpendicular to the plate surface centered on a point 100 ⁇ m inside from the end of the nugget in a direction parallel to the plate surface, and the P concentration is mass% and parallel to the plate surface. Measured at a pitch of 1 ⁇ m along each of the vertical direction and the direction perpendicular to the plate surface, P concentration measurement values were obtained at each of 100 measurement points ⁇ 100 measurement points, and overlapped among the 100 measurement points ⁇ 100 measurement points.
- An average value of P concentration measurement values at 20 adjacent measurement points arranged in a line in a direction parallel to the plate surface is set to one point along each of the direction parallel to the plate surface and the direction perpendicular to the plate surface.
- the calculation is repeated while shifting each time, thereby obtaining an average value of the measurement values at the measurement points of the adjacent 20 points of 81 ⁇ 100, and the average P in the nugget among the obtained average values Concentration (mass%)
- the segregation of P may not be alleviated.
- the nugget end is not sufficiently reformed due to insufficient current value during the post-energization process, or the solidification region of the nugget end due to too large current value during the post-energization process. It is considered that the nugget end portion has not been reformed due to remelting. In this case, the metal flow of the nugget cross section is observed, the energization conditions are changed based on the observation result, and the manufacturing process is optimized.
- the nugget end is modified. However, it is considered insufficient. This may be because the amount of heat input during the post-energization process is insufficient, or the solidification time between the main energization process and the post-energization process is too long and the nugget temperature is lowered. In any case, the amount of heat input is insufficient with respect to the amount of heat necessary to raise the nugget to a temperature at which the nugget can be effectively heat-treated.
- the spot welded joint according to the present embodiment can be obtained by repeatedly changing the energization conditions and observing the metal flow of the cross section and optimizing the manufacturing process. If spot welding is performed based on the energization conditions for obtaining the spot welded joint, the spot welded joint according to the present embodiment can be obtained using the steel plate from which the spot welded joint is obtained. In the case of optimization of the manufacturing process when P segregation does not decrease even when welding based on the recommended conditions is performed, it is not necessary to satisfy the equations (1) to (4).
- the manufacturing conditions in the examples are one example of conditions adopted to confirm the feasibility and effects of the present invention, and the present invention is not limited to these one example conditions.
- the present invention can adopt various conditions as long as the object of the present invention is achieved without departing from the gist of the present invention.
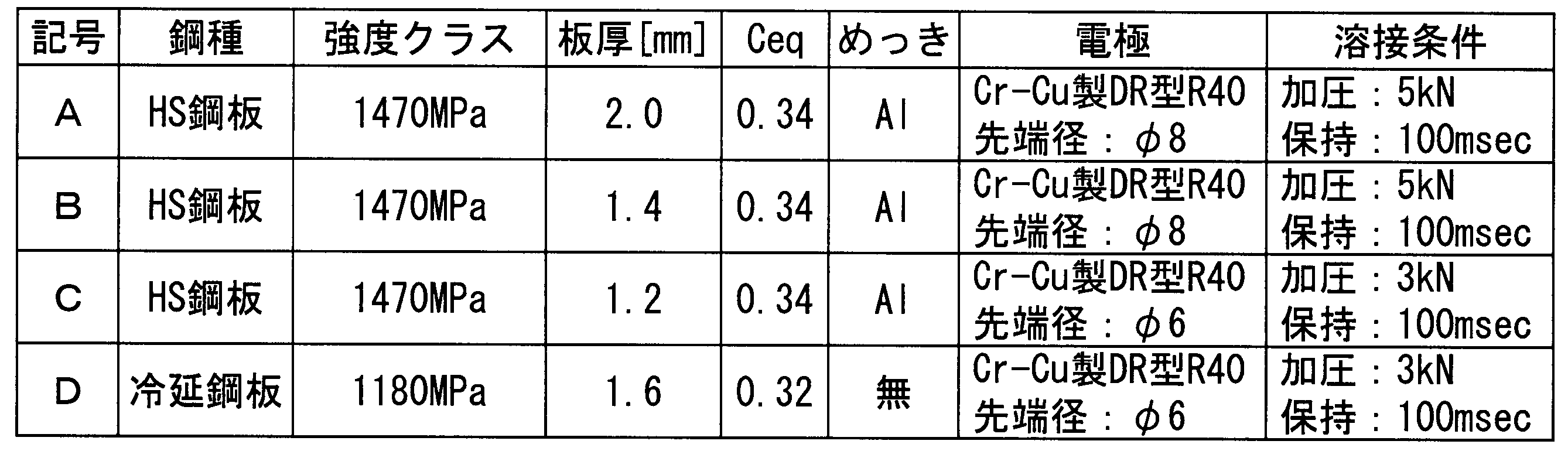
- Example 1 Steel plates A to D shown in Table 1 were prepared, steel plates of the same steel type were overlapped, and spot welding was performed using a servo gun type welding machine to produce spot welded joint test pieces. At that time, the conditions for main energization, and the time from pressurization to energization (squeeze time) and the pressurization holding time after post-energization were fixed in each combination of steel types.
- Steel plates A to C had a C content of 0.21% by mass and Ceq of 0.34%
- steel plate D had a C content of 0.19% by mass and Ceq of 0.32%.
- the main energization amount at the time of spot welding was set to 4.5 to the square root of the sheet thickness of a steel plate having a single nugget diameter.
- the value was set to 5 times (4.5 ⁇ t 1/2 to 5 ⁇ t 1/2 ), and welding was performed under the condition that the post-energization was changed.
- CTS cross tensile strength
- Whether or not segregation is reduced is determined by the P concentration in a rectangular plane region of 100 ⁇ m ⁇ 100 ⁇ m perpendicular to the plate surface centered on a point 100 ⁇ m inside in a direction parallel to the plate surface from the nugget edge. Is measured at a pitch of 1 ⁇ m along each direction parallel to the plate surface and in the plate thickness direction, and P concentration measurement values are obtained at each of 100 ⁇ 100 measurement points. Among the measurement points, the average value of the P concentration measurement values at each of the 20 adjacent measurement points arranged in a line in the direction parallel to the overlapped plate surfaces, the direction parallel to the plate surface and the plate thickness direction, respectively.
- Measurement Judgment is made based on whether the number of average values exceeding 2 times the average value (average P concentration) of all the measured values of P concentration in each is 0 or more and 100 or less, and the average value exceeding the average P concentration is Samples of 0 or more and 100 or less were given the symbol “G” (Good) because segregation was reduced. Samples having an average value exceeding the average P concentration of 100 or more were given the symbol “B” (Bad).
- the present invention it is possible to provide a spot welded joint having a good fracture form and high reliability. Therefore, the present invention has high industrial applicability.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Resistance Welding (AREA)
- Investigating And Analyzing Materials By Characteristic Methods (AREA)
Abstract
Description
本願は、2012年4月25日に、日本に出願された特願2012-100324号に基づき優先権を主張し、その内容をここに援用する。
1段溶接継手では、図1Bに示されるように、ナゲット中心部の組織とナゲット端部の組織との間に相違が見られなかった。これは、電流値Iwより小さい電流値Is及び通電時間tsでの通電、および電流値Ip及び通電時間tpでの後通電が行われなかったので、全ての領域が凝固ままの金属組織となったからであると考えられる。
加速電圧:15kV
ビーム電流:0.5μA
1ピクセル当たりのビーム滞在時間:60ms
ピクセル数:250×250
視野:1μm×1μm
偏析元素のうち、P及びSがスポット溶接継手の機械特性に悪影響を及ぼすことが知られているが、本実施形態ではPの偏析を分析した。一般に、高強度鋼板の分野では、Sに比べてPの含有量が多い鋼板が普及しているからである。しかしながら、Sの含有量がPより多い材料では、Pの代わりにSを評価することで同様にナゲットの金属組織の改質状態を評価可能である。
ここで、平均を取る区間の長さが短すぎる場合、線状の偏析と点状の偏析とを同様にカウントすることになってしまい、線状の偏析のみを検出することができない。平均を取る区間の長さが長すぎる場合、区間長さに対して短いがCTSに影響を与える程度の長さを有する線状の偏析が十分に検出できない。一般的に、線状の偏析の長さが20μmを越えると、CTSに影響を与えるので、平均を取る長さは20μmが望ましいと判断した。
一般に、鋼板の引張強度が増加するほど、スポット溶接継手に作用する荷重が大きくなり、また、溶接部における応力集中も高まることから、スポット溶接継手には高い継手強度が必要とされる。
それ故、本実施形態に係るスポット溶接継手は、引張強度750~2500MPaの鋼板のスポット溶接に関して好ましい。
本実施形態に係るスポット溶接継手で対象とする鋼板の成分組成は、特に限定されるものでない。鋼板材として、公知のホットスタンプ材若しくは超ハイテンなどの冷延材又は熱延材を使用し得るが、具体的には、次の成分組成を有する鋼板が好ましい。
(b)B:0.0001~0.01%、Cr:0.01~2.0%、Ni:0.01~2.0%、Cu:0.01~2.0%、Mo:0.01~0.8%から選択される1種又は2種以上
(c)Ca、Ce、Mg、及び、REMの1種以上を合計で、0.0001~0.5%
Cは、鋼の引張強度を高める元素である。C含有量が多いと、ナゲット中のC含有量も多くなり、最終的な組織が硬くなり易い。C含有量が0.08%未満であると、750MPa以上の引張強度を得難く、ナゲットの硬さも低いので、TSSが低くなってしまう場合がある。一方、C含有量が0.40%を超えると、加工性が低下し、ナゲットが硬くなりすぎて脆化してしまう場合がある。以上の理由により、C含有量は、0.08~0.40%が好ましい。C含有量は、より好ましくは0.10~0.31%である。
Siは、固溶強化及び組織強化によって鋼の強度を高める元素である。Si含有量が2.50%を超えると、鋼の加工性が低下する場合がある。一方、Si含有量を0.01%未満に低減させることは工業的に困難である。以上の理由により、Si含有量は、0.01~2.50%が好ましい。Si含有量は、より好ましくは0.05~1.20%である。
Mnは、鋼の焼入れ性を高める元素である。Mn含有量が3.0%を超えると、鋼の成形性が低下する場合がある。一方、Mn含有量が0.8%未満であると、750MPa以上の引張強度を得るのが難しい場合がある。以上の理由により、Mn含有量は、0.8~3.0%が好ましい。Mn含有量は、より好ましくは1.0~2.5%である。
Pは、偏析してスポット溶接継手を脆化させる元素である。P含有量が0.05%を超えると、Pの偏析を緩和しても、充分なCTSを得ることができない場合がある。なお、Pは少ないほど好ましいが、P含有量を0.001%未満に低減するのは工業的に難しいので、0.001%が実質的なP含有量下限である。P含有量は、より好ましくは0.03%以下である。
Sは、偏析してスポット溶接継手を脆化させる元素であり、また、粗大なMnSを形成して鋼の加工性を劣化させる元素である。S含有量が0.01%を超えると、鋼の加工性が低下するとともに、ナゲット内部での割れが生じ易く、充分なCTSを得ることが難しい場合がある。なお、Sは少ないほど好ましいが、S含有量を0.0001%未満に低減すると、製造コストが上昇するので、0.0001%がS含有量の実質的な下限である。S含有量は、より好ましくは0.006%以下である。
Nは、粗大な窒化物を形成して成形性を劣化させる元素であり、また、溶接時のブローホールの発生原因となる元素である。N含有量が0.01%を超えると、成形性の劣化、及び、ブローホールの発生が顕著となる場合がある。なお、Nは少ないほど好ましいが、N含有量を0.0005%未満に低減すると、製造コストが上昇するので、0.0005%がN含有量の実質的な下限である。N含有量は、より好ましくは0.007%以下である。
Oは、酸化物を形成し、鋼の成形性を劣化させる元素である。O含有量が0.007%を超えると、成形性の劣化が顕著となる場合がある。なお、Oは少ないほど好ましいが、O含有量を0.0005%未満に低減すると、製造コストが上昇するので、0.0005%がO含有量の実質的な下限である。O含有量は、より好ましくは0.005%以下である。
Alは、脱酸元素であるとともに、フェライトを安定化させ、セメンタイトの析出を抑制する元素である。Al含有量が1.00%を超えると、介在物が増加し、成形性が低下する場合がある。Al含有量の下限を規定する必要はないが、Alを過度に減少させることは製錬コストの面から現実的ではないので、Al含有量の下限を0.001%とする。
Ti、Nb、及び、Vは、析出強化、フェライト結晶粒の成長抑制による細粒強化、及び、再結晶の抑制による転位強化により、鋼を強化する元素である。いずれの元素も、その含有量が0.005%未満であると、含有効果が充分でなく、0.10%を超えると、鋼の成形性が劣化する。Ti、Nb、及び、Vそれぞれの含有量は、より好ましくは0.01%~0.08%である。
Bは、組織を制御して鋼を強化する元素である。B含有量が0.0001%未満であると、強度が充分に向上しない。B含有量が0.01%を超えると、含有効果が飽和する。Cr、Ni、Cu、及び、Moは、鋼の強度の向上に寄与する元素である。いずれの元素も、その含有量が0.01%未満であると、含有効果が充分でなく、2.0%を超えると、酸洗時又は熱延時に、クラック発生などの支障が起きる。Bの含有量は、より好ましくは0.0003%~0.08%であり、Cr、Ni,及び、Cuそれぞれの含有量は、より好ましくは0.02%~1.0%であり、Moの含有量は、より好ましくは0.015%~0.6%である。
Ca、Ce、Mg、及び、REMは、脱酸後の酸化物の寸法や、熱延鋼板中の硫化物の寸法を縮小して、成形性を高める元素である。これら元素の含有量が合計で0.0001%未満であると、含有効果が小さく、合計で0.5%を超えると、鋼の成形性が低下する。なお、REMは、ランタノイド系列の元素であり、REM及びCaは、製鋼段階にて、ミッシュメタルの形態で含有させる。Ca、Ce、Mg、及び、REMの含有量の合計は、より好ましくは0.0002%~0.3%である。
上述したように、スポット溶接継手のナゲット端部を後通電によって改質することにより、上に記載したP濃度分布を有する、本実施形態に係るスポット溶接継手を得ることができる。本実施形態に係るスポット溶接継手が形成される製造条件は、基本的には、図3に示す通電パターンに従う。
まず、通常の溶接通電を電流値Iw及び通電時間twにて行う。溶接通電時の加圧力は、平均板厚hに対して、1960×h~3920×h[N]を目安とする。
(凝固工程)
通常の溶接通電の後に、加圧したまま、式(1)を満たす電流値IS及び式(2)を満たす通電時間tSにて通電を保持する。
0≦IS≦(1/2)1/2×Iw……(1)
α2×{2×(IS 2/Iw 2)+1}×h≦ts≦3×α2×{2×(IS 2/Iw 2)+1}×h ……(2)
これにより、溶接部への入熱を減じ、ナゲット端部を凝固させる。
(後通電工程)
凝固工程の後に、式(3)を満たす電流値IP及び式(4)を満たす通電時間tPにて通電を保持し、これにより、凝固したナゲット端部を加熱又は高温保持する。
Ip>0.8×Iw……(3)
Ip 2×tp≦Iw 2×tw……(4)
後工程では、1種類の電流値及び通電時間が規定されているが、再溶融が生じないのであれば、後通電のパターンは複雑でも良い。この場合、電流値は、各工程における平均電流値(実効値)が上述の式(3)及び(4)を満たすように決定することが好ましい。接合部が溶融する本通電工程・ナゲット端部が凝固する凝固工程・ナゲット端部が加熱又は高温保持される後通電工程のそれぞれにおいて複雑な電流パターンを用いる場合は、そのパターンに対しての実効値を用いて電流値を決定することが好ましい。
Pの偏析が緩和されていないが、断面のメタルフロー観察により、ナゲットの中心部の組織と端部の組織とが明確に異なっていることが確認できる場合は、ナゲット端部の改質が行われているが不十分であると考えられる。この原因としては、後通電工程時の入熱量が足りないこと、あるいは本通電工程と後通電工程との間の凝固時間が長すぎてナゲット温度が下がってしまうことが考えられる。いずれの場合であっても、入熱量が、ナゲットを有効に熱処理することができる温度までナゲットを昇温させるために必要な熱量に対して不足するからである。従って、Ip若しくはtpを増やすか、又はtsを減らすことで、偏析が緩和される条件に近づく。Ip若しくはtpを増やすのは、入熱量を増やすためであり、tsを減らすのは、後通電工程時に熱処理すべき凝固領域を減らすため、及び、ナゲット端部がより高温な状態で入熱して、熱処理が効果的に行われる温度までナゲットを容易に昇温させるためである。
推奨条件に基づいた溶接を行ってもPの偏析が低減しない場合の、製造工程の最適化においては、式(1)~式(4)を満たす必要はない。
表1に示す鋼板A~Dを準備し、同鋼種の鋼板を重ね合わせ、サーボガンタイプの溶接機を用いてこれにスポット溶接を行って、スポット溶接継手の試験片を作製した。その際、本通電の条件、及び、加圧してから通電するまでの時間(スクイズ時間)と後通電後の加圧の保持時間とは、各鋼種の組み合わせにおいて一定とした。
鋼板A~CはC含有量が0.21質量%かつCeqが0.34%であり、鋼板DはC含有量が0.19質量%かつCeqが0.32%であった。Ceqとは炭素当量のことであり、以下の式によって求められる。
Ceq=[C]+[Si]/30+[Mn]/20+2×[P]+4×[S]
表中、「-」と示した箇所は、通電を行っていないことを示す。

2 81×100個の平均値
Claims (3)
- 複数の鋼板を重ねて形成したスポット溶接継手において、
前記複数の鋼板を重ねた面に生成したナゲットの、前記鋼板の板面に平行な方向の端部から前記板面に平行な方向に100μm内側の点を中心とした、前記板面に垂直な100μm×100μmの矩形平面領域にて、P濃度を質量%で、前記板面に平行な方向及び前記板面に垂直な方向それぞれに沿って1μmピッチで測定し、これにより100点×100点の測定点それぞれにおける前記P濃度の測定値を求め、
前記100点×100点の測定点のうち、前記板面に平行な方向に一列に並んだ隣り合う20点の各前記測定点における前記P濃度の測定値の平均値を、前記板面に平行な方向及び前記板面に垂直な方向それぞれに沿って1点ずつずらしながら算出することを繰り返し、これにより81個×100個の前記平均値を求めた場合に、
前記平均値のうち、前記100点×100点の測定点それぞれにおける前記P濃度の測定値全ての平均値の2倍を超える前記平均値の個数が0個以上100個以下であることを特徴とするスポット溶接継手。 - 前記複数の鋼板の引張強度が750~2500MPaであることを特徴とする請求項1に記載のスポット溶接継手。
- 重ねられた前記鋼板の平均板厚を単位mmでhとした場合に、前記ナゲットの径が単位mmで3×h1/2以上7×h1/2以下であることを特徴とする請求項1に記載のスポット溶接継手。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013558864A JP5641158B2 (ja) | 2012-04-25 | 2013-04-25 | スポット溶接継手 |
| US14/395,970 US10081073B2 (en) | 2012-04-25 | 2013-04-25 | Spot welded joint |
| CN201380021328.5A CN104245215B (zh) | 2012-04-25 | 2013-04-25 | 点焊接头 |
| KR1020147029214A KR101592808B1 (ko) | 2012-04-25 | 2013-04-25 | 스폿 용접 조인트 |
| MX2014012776A MX2014012776A (es) | 2012-04-25 | 2013-04-25 | Junta de soldadura por puntos. |
| IN8847DEN2014 IN2014DN08847A (ja) | 2012-04-25 | 2013-04-25 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012100324 | 2012-04-25 | ||
| JP2012-100324 | 2012-04-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013161937A1 true WO2013161937A1 (ja) | 2013-10-31 |
Family
ID=49483241
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/062198 WO2013161937A1 (ja) | 2012-04-25 | 2013-04-25 | スポット溶接継手 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10081073B2 (ja) |
| JP (1) | JP5641158B2 (ja) |
| KR (1) | KR101592808B1 (ja) |
| CN (1) | CN104245215B (ja) |
| IN (1) | IN2014DN08847A (ja) |
| MX (1) | MX2014012776A (ja) |
| WO (1) | WO2013161937A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015011510A1 (en) * | 2013-07-25 | 2015-01-29 | Arcelormittal Investigación Y Desarrollo Sl | Spot welded joint using high strength and high forming and its production method |
| JP2017052005A (ja) * | 2015-09-10 | 2017-03-16 | 新日鐵住金株式会社 | 重ね接合継手及びその製造方法 |
| JP2017221972A (ja) * | 2016-06-09 | 2017-12-21 | 新日鐵住金株式会社 | 重ね接合継手及びその製造方法 |
| WO2019054116A1 (ja) | 2017-09-13 | 2019-03-21 | Jfeスチール株式会社 | 抵抗スポット溶接方法 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5641158B2 (ja) * | 2012-04-25 | 2014-12-17 | 新日鐵住金株式会社 | スポット溶接継手 |
| DE102012018866A1 (de) * | 2012-09-25 | 2014-03-27 | Böllhoff Verbindungstechnik GmbH | Schweißhilfsfügeteil und Verfahren zum Verbinden von Bauteilen mit diesem Schweißhilfsfügeteil |
| JP6024707B2 (ja) * | 2014-05-22 | 2016-11-16 | トヨタ自動車株式会社 | レーザ溶接方法 |
| CN106053477B (zh) * | 2016-06-27 | 2018-10-23 | 山东大学 | 一种高强度钢搭接接头焊接裂纹敏感性的评定方法 |
| CN108655552B (zh) * | 2018-06-01 | 2020-12-08 | 上海交通大学 | 径向充磁单侧磁控电阻点焊装置 |
| US11794270B2 (en) * | 2021-05-04 | 2023-10-24 | GM Global Technology Operations LLC | System and method of manufacturing a resistance spot weld of workpieces |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010059451A (ja) * | 2008-09-02 | 2010-03-18 | Sumitomo Metal Ind Ltd | 溶接継手およびその製造方法 |
| WO2011025015A1 (ja) * | 2009-08-31 | 2011-03-03 | 新日本製鐵株式会社 | スポット溶接継手およびスポット溶接方法 |
| JP2013111584A (ja) * | 2011-11-25 | 2013-06-10 | Jfe Steel Corp | 抵抗スポット溶接継手の評価方法 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3082315A (en) * | 1959-04-10 | 1963-03-19 | Cargill Inc | Process of producing a welded structure |
| US3496326A (en) * | 1965-07-30 | 1970-02-17 | Bethlehem Steel Corp | Method of welding coated steel |
| US5783794A (en) * | 1993-11-15 | 1998-07-21 | Nippon Steel Corporation | Method and material for resistance welding steel-base metal sheet to aluminum-base metal sheet |
| JP3221356B2 (ja) | 1997-05-14 | 2001-10-22 | 松下電器産業株式会社 | 抵抗溶接部の品質評価方法および装置 |
| JP2002103048A (ja) | 2000-09-29 | 2002-04-09 | Nippon Steel Corp | 高強度鋼板のスポット溶接方法 |
| JP2003103377A (ja) * | 2001-09-27 | 2003-04-08 | Nippon Steel Corp | 高強度めっき鋼板のスポット溶接方法 |
| JP4150383B2 (ja) * | 2004-04-13 | 2008-09-17 | 新日本製鐵株式会社 | スポット溶接部の破断予測装置、方法、コンピュータプログラム、及びコンピュータ読み取り可能な記録媒体 |
| US7126077B2 (en) * | 2004-05-10 | 2006-10-24 | General Motors Corporation | Resistance welding of high strength steels |
| US7473864B2 (en) * | 2004-05-19 | 2009-01-06 | Kobe Steel, Ltd. | Weldment of different materials and resistance spot welding method |
| JP4724535B2 (ja) | 2005-11-14 | 2011-07-13 | 新日本製鐵株式会社 | 高強度鋼板スポット溶接継手の疲労強度向上方法 |
| JP5142068B2 (ja) * | 2006-05-17 | 2013-02-13 | 日産自動車株式会社 | 抵抗スポット溶接用高張力鋼板及びその接合方法 |
| JP5459750B2 (ja) | 2007-11-28 | 2014-04-02 | 日産自動車株式会社 | 溶接方法 |
| EP2224029B1 (en) * | 2007-12-05 | 2012-09-19 | Honda Motor Co., Ltd. | High-strength steel sheet, automotive strengthening member comprising the same, and process for producing automotive strengthening member |
| KR20110036705A (ko) * | 2008-07-11 | 2011-04-08 | 아크티에볼라게트 에스케이에프 | 스틸 부품, 용접심, 용접된 스틸 부품 및 베어링 부품을 제조하기 위한 방법 |
| JP5201116B2 (ja) * | 2008-10-16 | 2013-06-05 | Jfeスチール株式会社 | 高強度鋼板の抵抗スポット溶接方法 |
| JP5127788B2 (ja) | 2009-08-01 | 2013-01-23 | 株式会社豊田中央研究所 | 抵抗溶接方法、抵抗溶接部材、抵抗溶接機、抵抗溶接機の制御方法とその制御プログラムおよびその制御装置並びに抵抗溶接の評価方法とその評価プログラムおよびその評価装置 |
| JP4883216B2 (ja) * | 2010-01-22 | 2012-02-22 | Jfeスチール株式会社 | 加工性とスポット溶接性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 |
| WO2011126064A1 (ja) * | 2010-03-31 | 2011-10-13 | 新日本製鐵株式会社 | 成形性に優れた高強度溶融亜鉛めっき鋼板及びその製造方法 |
| MY160919A (en) * | 2010-10-12 | 2017-03-31 | Nippon Steel & Sumitomo Metal Corp | Laser welding method |
| JP5641158B2 (ja) * | 2012-04-25 | 2014-12-17 | 新日鐵住金株式会社 | スポット溶接継手 |
| TWI504457B (zh) * | 2012-11-02 | 2015-10-21 | Univ Nat Pingtung Sci & Tech | 多層金屬板件點銲搭接方法 |
| JP6168144B2 (ja) * | 2013-05-01 | 2017-07-26 | 新日鐵住金株式会社 | 亜鉛めっき鋼板及びその製造方法 |
| EP3006154B1 (en) * | 2013-06-05 | 2018-01-17 | Nippon Steel & Sumitomo Metal Corporation | Spot welded joined structure and spot welding method |
| US10081042B2 (en) * | 2013-08-16 | 2018-09-25 | Nippon Steel & Sumitomo Metal Corporation | Electric resistance welded steel pipe excellent in weld zone and method of production of same |
-
2013
- 2013-04-25 JP JP2013558864A patent/JP5641158B2/ja active Active
- 2013-04-25 US US14/395,970 patent/US10081073B2/en active Active
- 2013-04-25 WO PCT/JP2013/062198 patent/WO2013161937A1/ja active Application Filing
- 2013-04-25 KR KR1020147029214A patent/KR101592808B1/ko active IP Right Grant
- 2013-04-25 CN CN201380021328.5A patent/CN104245215B/zh active Active
- 2013-04-25 MX MX2014012776A patent/MX2014012776A/es active IP Right Grant
- 2013-04-25 IN IN8847DEN2014 patent/IN2014DN08847A/en unknown
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010059451A (ja) * | 2008-09-02 | 2010-03-18 | Sumitomo Metal Ind Ltd | 溶接継手およびその製造方法 |
| WO2011025015A1 (ja) * | 2009-08-31 | 2011-03-03 | 新日本製鐵株式会社 | スポット溶接継手およびスポット溶接方法 |
| JP2013111584A (ja) * | 2011-11-25 | 2013-06-10 | Jfe Steel Corp | 抵抗スポット溶接継手の評価方法 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015011510A1 (en) * | 2013-07-25 | 2015-01-29 | Arcelormittal Investigación Y Desarrollo Sl | Spot welded joint using high strength and high forming and its production method |
| WO2015011547A3 (en) * | 2013-07-25 | 2015-04-16 | Arcelormittal Investigación Desarrollo Sl | Spot welded joint using high strength and high forming and its production method |
| US10272514B2 (en) | 2013-07-25 | 2019-04-30 | Arcelormittal Sa | Spot welded joint using high strength and high forming steel and its production method |
| US11504795B2 (en) | 2013-07-25 | 2022-11-22 | Arcelormittal | Spot welded joint using high strength and high forming steel and its production method |
| JP2017052005A (ja) * | 2015-09-10 | 2017-03-16 | 新日鐵住金株式会社 | 重ね接合継手及びその製造方法 |
| JP2017221972A (ja) * | 2016-06-09 | 2017-12-21 | 新日鐵住金株式会社 | 重ね接合継手及びその製造方法 |
| WO2019054116A1 (ja) | 2017-09-13 | 2019-03-21 | Jfeスチール株式会社 | 抵抗スポット溶接方法 |
| KR20200039744A (ko) | 2017-09-13 | 2020-04-16 | 제이에프이 스틸 가부시키가이샤 | 저항 스폿 용접 방법 |
| US11498150B2 (en) | 2017-09-13 | 2022-11-15 | Jfe Steel Corporation | Resistance spot welding method |
Also Published As
| Publication number | Publication date |
|---|---|
| CN104245215A (zh) | 2014-12-24 |
| KR101592808B1 (ko) | 2016-02-05 |
| KR20140135258A (ko) | 2014-11-25 |
| CN104245215B (zh) | 2016-08-24 |
| US20150104243A1 (en) | 2015-04-16 |
| MX2014012776A (es) | 2014-11-21 |
| JPWO2013161937A1 (ja) | 2015-12-24 |
| IN2014DN08847A (ja) | 2015-05-22 |
| US10081073B2 (en) | 2018-09-25 |
| JP5641158B2 (ja) | 2014-12-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5641158B2 (ja) | スポット溶接継手 | |
| KR101805284B1 (ko) | 스폿 용접 조인트 및 스폿 용접 방법 | |
| JP6447752B2 (ja) | 抵抗溶接部を有する自動車用部材 | |
| JP5924058B2 (ja) | 溶接熱影響部の低温靭性に優れた高張力鋼板およびその製造方法 | |
| JP5704721B2 (ja) | シーム溶接性に優れた高強度鋼板 | |
| WO2021117878A1 (ja) | アルミニウムめっき鋼板の溶接用ソリッドワイヤ、及び溶接継手の製造方法 | |
| KR20190103244A (ko) | 필릿 용접 조인트 및 그의 제조 방법 | |
| JP7276614B2 (ja) | 自動車用部材およびその抵抗スポット溶接方法 | |
| JPWO2020170667A1 (ja) | 熱間プレス部材、熱間プレス用冷延鋼板およびそれらの製造方法 | |
| WO2021162101A1 (ja) | 接合部品及びその製造方法 | |
| CN109477178A (zh) | 电弧点焊方法和焊丝 | |
| JP6036438B2 (ja) | 高強度抵抗溶接継手およびその製造方法 | |
| JP7453600B2 (ja) | スポット溶接継手及びスポット溶接継手の製造方法 | |
| JP5549618B2 (ja) | 引張強度980MPa以上のスポット溶接用高強度鋼板 | |
| US20230105155A1 (en) | Welded member having excellent fatigue strength of welded portion and method for manufacturing same | |
| WO2021125283A1 (ja) | 鋼板及びその製造方法 | |
| JP5008172B2 (ja) | 抵抗溶接用高張力鋼板及びその接合方法 | |
| JP7473009B2 (ja) | 抵抗スポット溶接継手およびその抵抗スポット溶接方法 | |
| JP7480929B1 (ja) | 抵抗スポット溶接継手およびその抵抗スポット溶接方法 | |
| WO2024029626A1 (ja) | スポット溶接継手の製造方法及びスポット溶接継手 | |
| WO2024127866A1 (ja) | 抵抗スポット溶接継手およびその抵抗スポット溶接方法 | |
| JP2011006764A (ja) | プロジェクション溶接用冷延鋼板 | |
| JP2014189803A (ja) | 大入熱溶接用厚肉高強度鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2013558864 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13782191 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20147029214 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14395970 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: IDP00201406417 Country of ref document: ID Ref document number: MX/A/2014/012776 Country of ref document: MX |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 13782191 Country of ref document: EP Kind code of ref document: A1 |