WO2013161779A1 - ストレッチ織物 - Google Patents
ストレッチ織物 Download PDFInfo
- Publication number
- WO2013161779A1 WO2013161779A1 PCT/JP2013/061821 JP2013061821W WO2013161779A1 WO 2013161779 A1 WO2013161779 A1 WO 2013161779A1 JP 2013061821 W JP2013061821 W JP 2013061821W WO 2013161779 A1 WO2013161779 A1 WO 2013161779A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- yarn
- fabric
- elastic yarn
- warp
- weft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/50—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads
- D03D15/56—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads elastic
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47C—CHAIRS; SOFAS; BEDS
- A47C7/00—Parts, details, or accessories of chairs or stools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60N—SEATS SPECIALLY ADAPTED FOR VEHICLES; VEHICLE PASSENGER ACCOMMODATION NOT OTHERWISE PROVIDED FOR
- B60N2/00—Seats specially adapted for vehicles; Arrangement or mounting of seats in vehicles
- B60N2/58—Seat coverings
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F8/00—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof
- D01F8/04—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers
- D01F8/14—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers with at least one polyester as constituent
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/20—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads
- D03D15/283—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads synthetic polymer-based, e.g. polyamide or polyester fibres
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/40—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads
- D03D15/44—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads with specific cross-section or surface shape
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/40—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads
- D03D15/47—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads multicomponent, e.g. blended yarns or threads
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/78—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from copolycondensation products
- D01F6/86—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from copolycondensation products from polyetheresters
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D17/00—Woven fabrics having elastic or stretch properties due to manner of weaving
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/04—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyesters, e.g. polyethylene terephthalate [PET]
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/10—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyurethanes
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/30—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polycondensation products not covered by indexing codes D10B2331/02 - D10B2331/14
- D10B2331/301—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polycondensation products not covered by indexing codes D10B2331/02 - D10B2331/14 polyarylene sulfides, e.g. polyphenylenesulfide
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/04—Heat-responsive characteristics
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/06—Load-responsive characteristics
- D10B2401/061—Load-responsive characteristics elastic
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/06—Load-responsive characteristics
- D10B2401/063—Load-responsive characteristics high strength
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2505/00—Industrial
- D10B2505/12—Vehicles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3008—Woven fabric has an elastic quality
- Y10T442/3024—Including elastic strand or strip
Definitions
- the present invention relates to a stretch fabric that is excellent in moderate cushioning properties and can be used as a material that serves as both a holding material and a cushioning material in a space-saving manner.
- Patent Document 1 discloses a configuration of a chair in which a sheet material having a bag shape is used for a backrest and a skeleton of a core member is inserted and supported in the bag-shaped portion.
- Patent Document 2 discloses a configuration in which a warp knitted fabric knitted using a double raschel warp knitting machine is used as a seat surface of a chair.
- office chairs, vehicle seats, and the like made of mesh-like woven or knitted fabric using a highly elastic fiber such as an elastomer fiber as a planar elastic body have been proposed.
- a material using many elastomers according to the conventional proposals as described in Patent Documents 1 and 2 can obtain high extensibility, but it is too stretchable even for unexpectedly high loads. Sex cannot be secured.
- the stretchability in the polyester fiber direction is poor and an appropriate amount of sinking cannot be satisfied, and the extensibility only in the elastomer direction is good, but when a load more than expected is applied In particular, deformation occurs beyond the yield point of the elastomer.
- an object of the present invention is to provide a stretch fabric for a seat seat that is excellent in moderate cushioning properties and can be used as a material that serves as both a holding material and a cushioning material in a space-saving manner.
- the stretch fabric of the present invention is composed of an inelastic yarn in which either a warp or a weft has a crimp rate of 5% or more and 30% or less, and the other Is a stretch fabric made of an elastic yarn having a crimp rate of 0% or more and 5% or less, and the load direction when the load direction is applied at a load of 340 N / 5 cm so as to be parallel to the one side. It is a stretch fabric characterized by an elongation rate of 5% or more and 30% or less.
- stretch fabric of the present invention for example, when the “warp” is made of an inelastic yarn having a crimp rate of 5% to 30%, at least a part of the “weft” is a crimp rate of 0% to 5%.
- the elastic yarn is a polyester elastomer elastic yarn.
- the elastic yarn is composed of a monofilament core component and a sheath component fused at the intersection point, and the core component has a melting point of 190 ° C. or higher and 250 ° C. or lower. It consists of a polyester elastomer elastic yarn, and the sheath component consists of a polyester elastomer elastic yarn having a melting point of 140 ° C. or higher and 190 ° C. or lower.
- the elongation in the load direction is 8% or more and 20% or less.
- the residual strain after being stretched and deformed at a constant speed while repeating weighting and dewetting 300,000 times with a load of 340 N / 5 cm in the load direction is 3% or less.
- the seat of the present invention is a seat that uses at least a part of the stretch fabric.
- the stretch fabric of the present invention has good extensibility in the inelastic yarn direction and is suitable when used as a seat.
- it since it is breathable and lightweight, it can be expected to be used in a wide range of applications from the viewpoint of energy saving.
- the stretch fabric of the present invention is particularly suitable for a cushion material for seat seats, but is not limited to this, and can be used for various applications utilizing cushion performance.
- a cushion material for seat seats but is not limited to this, and can be used for various applications utilizing cushion performance.
- an office chair, a vehicle seat, or the like can be provided with a cushion function alone, or can be used as a part of a seat structure having a combination of conventionally used cushion materials.
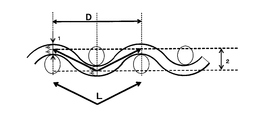
- FIG. 1 is a cross-sectional view of a woven fabric for explaining a method for measuring a crimp rate of a yarn.
- the stretch woven fabric according to one embodiment of the present invention is such that either warp or weft is an inelastic yarn and the crimp ratio is 5% or more and 30% or less, and at least a part of the other is an elastic yarn and its elasticity.
- the crimp ratio of the yarn is 0% or more and 5% or less, and 340 N / 5 cm in the inelastic yarn direction (the warp direction when the warp is an inelastic yarn and the weft direction when the weft is an inelastic yarn) in the woven fabric.
- the stretch woven fabric has an elongation rate in the inelastic yarn direction of 5% or more and 30% or less when a load is applied.
- either the warp or the weft is an inelastic yarn, and at least a part of the other is an elastic yarn.
- inelastic yarn for either warp or weft and making the above-mentioned inelastic yarn crimped, the fabric strength and durability in repeated use are improved, and elastic yarn is used for at least a part of the other.
- the elastic yarn is crimped, the fabric can be easily stretched in the non-elastic yarn direction and good recoverability after stretching.
- the elastic yarn As the elastic yarn, a material excellent in extensibility and recoverability such as a thermoplastic elastomer is useful.
- the elastic yarn is a yarn having high extensibility and recoverability like an elastomer yarn, and preferably includes a yarn made of a polyether-based elastomer, a polysulfide-based elastomer, a polyurethane-based elastomer, or the like.
- the inelastic yarn is a yarn other than an elastic yarn, and preferably includes polyethylene terephthalate, polybutylene terephthalate, polypropylene terephthalate and copolymers thereof, yarn made of polyamide, or metal fibers, A yarn having heat-setting properties is preferably used.
- the crimp rate of either the warp or the weft of the non-elastic yarn forming the stretch fabric is 5% or more and 30% or less, and the crimp rate of the elastic yarn constituting at least a part of the other Is 0% or more and 5% or less.
- a woven fabric having a crimp ratio of inelastic yarn greater than 30% is a material that is determined to have an excessive amount of sinking in the seat.
- the crimp rate of the other is preferably 5% or less, and if the crimp rate is greater than 5%, when the fabric is stretched in the non-elastic yarn direction, most of the resistance of the other elastic yarn is a tensile stress. Therefore, as the load toward the inelastic yarn increases, that is, as the inelastic yarn crimp decreases, the resistance by the elastic yarn tends to increase in a quadratic curve with respect to the load.
- the crimp rate of the inelastic yarn used in the warp or weft of the fabric is preferably 10% or more and 15% or less, and the crimp rate of the other elastic yarn is more preferable. It is 0% or more and 4% or less.
- a method for producing a woven fabric in which either the warp or weft inelastic yarn has a crimp rate of 5% to 30% and the other elastic yarn crimp rate is 0% to 5% can be prepared by adjusting the fabric cover factor or by tension / relaxation in the inelastic yarn direction and elastic yarn direction in heat setting.
- a woven fabric having a high crimp rate of only the non-elastic yarn can be produced by performing the heat setting in a state where the yarn is tensioned in one elastic yarn direction and relaxed in the direction of the other inelastic yarn. .
- the elongation rate in the inelastic yarn direction when a load of 340 N / 5 cm is applied in the inelastic yarn direction used in the woven warp or weft is 5% or more and 30% or less.
- the load applied to the fabric 340 N / 5 cm is assumed to be a seating load that a person performs in a normal operation, and this seating load is assumed to match the current seat seat sinking amount. It becomes a range.
- a more preferable range of the elongation ratio in the inelastic yarn direction when a load of 340 N / 5 cm is applied in a direction parallel to the inelastic yarn is 8% or more and 20% or less.
- the direction in which a large load is applied during use is parallel to the inelastic yarn used for the warp or weft of the fabric. This is because, in the other elastic yarn direction, high stretchability can be obtained, but when a load more than expected is applied, the amount of elongation is excessively large and residual strain may remain in the fabric. On the other hand, if the direction in which a large load is applied is parallel to the inelastic yarn, the problem of residual strain can be solved and a material with appropriate elongation can be obtained. As a preferable range, the elongation percentage in the inelastic yarn direction when a load of 735 N / 5 cm is applied in the inelastic yarn direction is 10% or more and 30% or less.
- a material that has sufficient stretchability in normal use and that stops stretching when abnormally loaded has a crimp rate of 5% to 30% in the inelastic yarn of either warp or weft
- the other elastic yarn can be made of a woven fabric having a crimp rate of 0% or more and 5% or less. This is because the crimp rate within the above range of the inelastic yarn is moderately stretchable when the woven crimp is stretched in the inelastic yarn direction, and the stretch after the woven crimp is fully stretched is stopped. Because.
- elastic yarn has high extensibility in the direction of elastic yarn because the extensibility of the yarn itself is high, but it has high extensibility even after the woven crimp is fully extended, and the material does not stretch when abnormally loaded. There is nothing.
- either the warp or the weft inelastic yarn is a polyester inelastic yarn.
- this inelastic yarn as a polyester inelastic yarn, high strength and durability in repeated use can be obtained, and furthermore, the crimp form of this inelastic yarn can be kept good. Moreover, it has a melting point sufficiently higher than the part where the other elastic yarn is fused.
- the polyester inelastic yarn may be a twisted yarn, false twisted yarn or a mixed yarn with other polyester, but is preferably a long fiber from the viewpoint of cost, durability and strength.
- polyester elastomer elastic yarn as the elastic yarn used for the other of the warp yarn or the weft yarn using the non-elastic yarn.
- polyester elastomer elastic yarn high extensibility can be imparted in the elongation in the non-elastic yarn direction of the woven fabric, and the recoverability after the elongation is good.
- polyester elastomers have a relatively high melting point, have an appropriate extensibility, and have good spinning properties such as composite spinning.
- the polyester elastomer is preferably an aromatic polyester using aromatic dicarboxylic acid and glycol as main raw materials in order to obtain strength necessary for a seat sheet fabric and recoverability after elongation. Furthermore, since the recoverability after elongation is good, a polyester elastic yarn obtained by copolymerizing polybutylene terephthalate and polytetramethylene glycol is more preferably used.
- the polyester elastomer elastic yarn is composed of a core component and a sheath component
- the core component is a high melting point polyester elastomer having a melting point of 190 ° C. or higher and 250 ° C. or lower
- the sheath component has a melting point of 140 ° C. or higher and 190 ° C. or lower.
- a low-melting polyester elastomer is preferable.
- the melting point of the core component and the sheath component is derived from the heat setting property of the polyester fiber yarns interwoven with the fabric and the heat setting of the elastomer. That is, a set temperature of 160 ° C. or higher and 210 ° C. or lower is necessary to heat-set the polyester fiber yarns to be interwoven and maintain the crimped state of the polyester fiber yarns suitably.
- the sheath component needs to be fused by this heat setting temperature, and the core component needs to maintain elastomeric properties.
- the elastomeric core component is preferably not fused simultaneously with the sheath component.
- the core component has a melting point of 190 ° C. or higher and 250 ° C.
- the sheath component has a melting point of 140 ° C. or higher and 190 ° C., from the relationship of heat setting of the polyester yarn, fusion of the elastomer sheath component, and maintenance of the characteristics of the elastomer core component.
- the following is preferable.
- an elastic yarn made of two or more polyester elastomers having different melting points is preferably used.
- the polyether ester elastomer having a low melting point is melted and resolidified while maintaining the elastic modulus of the polyester elastomer having a high melting point, and the intersection of the fabrics can be checked. Because.
- low-melting polyester elastomers that are soft and have excellent elastic recovery are fused at the intersections of the warp and weft yarns of the fabric or the yarns constituting the knitted fabric.
- the melting point difference between the core component and the sheath component is preferably 30 ° C. or more from the viewpoint of durability and adhesiveness during heat setting.
- the sheath component of the polyester elastomer is fused. This is because the durability of the fabric material in the seat sheet and the high level handling of the fabric are taken into consideration.
- the elastic yarn of this embodiment is more preferably a monofilament. Even if it is a multifilament, there is no problem with mechanical properties such as recoverability after stretching, but depending on the fiber diameter of the elastic yarn used for either the warp or the weft, the inelastic yarn direction used for the other of the stretch fabric Since the spring characteristic during tensioning changes, the fiber bundle diameter may change due to the load. On the other hand, design adjustment can be easily performed with a monofilament. For example, if the change in fiber diameter is small as in a multifilament twisted yarn, multifilaments can be used, but the cost of the material is expected to increase.
- This fiber bundle fiber diameter is a factor that is considered together with the bending properties and tensile properties of the polyester elastomer polymer.
- a preferable monofilament fineness of the monofilament is 100 dtex or more and 6000 dtex or less. In the same polymer, if the single fiber fineness is less than 100 dtex, it tends to bend, tends to stretch at a low load when the fabric is stretched, and tends not to stretch at a high load. On the other hand, if the single fiber fineness exceeds 6000 dtex, it is difficult to stretch when the fabric is stretched, and handling in the production of the fabric becomes difficult. A more preferable range of the fineness is 300 dtex or more and 3000 dtex or less.
- the monofilament used as the elastic yarn has a smaller single fiber fineness, so that the crimp of the non-elastic yarn used for the warp or weft of the fabric becomes smaller and the extensibility in the direction of the fabric inelastic yarn under the same load becomes lower.
- the monofilament fineness of the monofilament is thicker, the crimp of the inelastic yarn under the same load becomes larger and the extensibility in the inelastic yarn direction becomes higher, which is one reason that the fineness range is preferable. .
- the stretchability and rebound of the seat are closely related to the fiber diameter.
- the inelastic yarn crimp is stretched, so that proper stretching is possible.
- a force acts on the other elastic yarn in a direction in which the crimp is increased.
- the bending resistance and the tensile resistance of the other elastic yarn are deeply related to the elongation in the woven inelastic yarn direction.
- an appropriate range can be determined by adjusting the bending properties, tensile resistance, and fiber diameter of the elastic yarn polymer.
- the stress at 20% elongation is 0.1 cN / dtex or more in order to make the elongation rate at the load of 340 N / 5 cm in the fabric inelastic yarn direction 5% or more and 30% or less.
- Fibers of 8 cN / dtex or less are preferably used as elastic yarns.
- the stretch factor and rebound of the fabric are closely related to the cover factor of either the inelastic yarn of the warp or the weft and the cover factor of the other elastic yarn.
- the range of the cover factor of the inelastic yarn is preferably 600 or more and 1300 or less, and the range of the cover factor of the elastic yarn is preferably 800 or more and 1800 or less.
- the cover factor of the non-elastic yarn is smaller than 600, the strength of the woven fabric is insufficient, and when the cover factor is larger than 1300, the material tends to be insufficient in stretchability in the direction of the woven inelastic yarn.
- the cover factor of the elastic yarn is smaller than 800, the woven fabric has insufficient strength like the non-elastic yarn.
- the elastic yarn cover factor is larger than 1800, it is preferably used because of its extensibility in the woven inelastic yarn direction. There is a tendency for operability in the process to decrease.
- cover factor (Density: Books / inch) x (Fineness: Denier) 1/2
- Polyester inelastic yarn may be unprocessed, twisted or false twisted yarn, or a mixture of these processed or other materials may be used. Moreover, you may use the thread
- the method used as a twisted yarn is preferred, and there is little crushing of the yarn at the intersection of the fabrics, and the polyester crimp, which is an inelastic yarn, can be used effectively, leading to improved fabric elongation.
- the range of the number of twists of the twisted yarn is preferably in the range of 2,000 to 30,000 in terms of the twisting factor in consideration of weaving properties and high-order handling properties and quality. Furthermore, when considering the product cost due to mass production and handling in the twisting process, a more preferable range is 2000 to 20000.
- twist coefficient (twisting number: T / m) ⁇ (fineness: denier) 1/2
- the melting point of the polyester elastomer having a low melting point is preferably 40 ° C. or more from the viewpoint of spinnability and knitting, and for the purpose of using this elastic yarn, the temperature is 30 ° C. or more lower than the melting point of the polyester elastomer having a high melting point. It is preferable to use a thread.
- the practical use ratio of the polyester elastomer having a high melting point and the polyester elastomer having a lower melting point is preferably 90:10 to 40:60, and 80:20 to 70:30 in terms of mass ratio. It is more preferable.
- the above heat treatment is preferably performed at a temperature between 10 ° C. and higher than the melting point of the elastic yarn having a high melting point and 10 ° C. higher than the melting point of the elastic yarn having a lower melting point.
- the melting point of the polyester yarn used for the woven fabric is preferably equal to or higher than the melting point of the polyester elastomer having a high melting point.
- the maximum value of the dry heat shrinkage stress is preferably 0.05 cN / dtex or more and 2.00 cN / dtex in the range of 150 ° C. or more and 210 ° C. or less. This is because the stretch fabric of this embodiment increases the crimp of the inelastic yarn used for either the warp or the weft by heat setting, but utilizes the contraction force of the elastic yarn used for the other at the heat setting temperature. This is because the crimp of the inelastic yarn can be increased.
- the shrinkage stress is less than 0.05 cN / dtex, it is necessary to pull the fabric in the elastic yarn direction in order to increase the crimp of the inelastic yarn, and it is possible to obtain a similar crimp height. There are concerns from the perspective. Further, if the shrinkage stress is 2.00 cN / dtex or more, the shrinkage force is large and there is a possibility that a large load is applied to the heat set machine.
- the residual strain in the inelastic yarn direction after stretching and deformation after repeating 300,000 times of weighting / deweighting up to 340 N / 5 cm for constant speed elongation is 3% or less.
- the residual strain is more preferably 1% or less.
- a polyester elastomer yarn is used as the elastic yarn used for the warp or the weft, so that the stretch rate in the other inelastic yarn direction becomes a material.
- a warp or weft using an elastic yarn may be woven with a polyester-based elastomer yarn as an elastic yarn and another yarn.
- other yarns include fiber yarns made of polyester, polyamide, polyphenylene sulfide, and the like.
- polyphenylene sulfide yarns are easy to use when partially using heat resistance from the viewpoint of heat resistance.
- a polyester elastomer yarn and another woven yarn may be partially used as a method of woven with elastic yarn in warp or weft.
- the ratio of the elastic yarn in the warp or weft using the elastic yarn is 50% by mass or more.
- the number of the elastic yarn and the inelastic yarn is continuous.
- the portion where the elastomer fibers are arranged exhibits high extensibility. For this reason, by weaving many pieces continuously, it becomes a woven fabric having a partially high stretch.
- the woven fabric can be designed with the required length of the stretch according to the application, and the woven fabric having both the stretch performance and other performances becomes possible.
- a fabric having high heat resistance at both ends of the fabric and high extensibility can be obtained.
- the stretch fabric of the present embodiment is a vehicle seat sheet member, a member such as a shoe skin material, a bag, a sports ball member such as soccer or volleyball, an adhesive tape, a non-woven fabric base fabric, an interior member, a vehicle / house inner layer. Used for applications such as construction materials and civil engineering materials.
- the structure of the stretch woven fabric in this embodiment may be appropriately selected according to the use, such as a plain structure, a twill structure, a satin structure, or a double structure combining these structures. Since the flat structure has many intersection points, the stretchability in the inelastic yarn direction tends to be high, and handling properties such as anti-slipping are also good. Further, the weaving method and the loom to be used are not particularly limited, and may be appropriately selected.
- Crimp rate A non-elastic yarn or a sample (woven fabric) cut in parallel with the elastic yarn is taken in a non-tensioned state and bonded to the sample table, and an enlarged photograph is taken. From the crimp interval and height of the non-elastic yarn or elastic yarn The distance between crimps (mm) was determined. The distance (mm) between the centers of the elastic yarns or inelastic yarns adjacent to each other was measured at five locations, and the crimp rate (C) was determined by the following equation, and the average was calculated (see FIG. 1).
- Crimp rate (C) (L / D-1) x 100 (%) [In the formula, L is a distance (mm) between crimps of inelastic yarns or elastic yarns, and D is a distance (mm) between centers of adjacent elastic yarns or inelastic yarns. ]
- Elongation rate when woven fabric is 340N / 5cm
- the center of the test piece is 300mm in diameter
- the center of the circle is 200mm in the inelastic thread direction, 50mm
- the elongation at the time of reaching 340 N at a pulling speed of 200 mm / min was measured for five samples, and the average was calculated.
- Residual Strain “Servo Pulser” (registered trademark) (manufactured by Shimadzu Corporation) was used to calculate the residual strain R after repeatedly deforming the woven fabric in the inelastic yarn direction under the following conditions.
- Elongation rate when woven fabric 735N / 5cm is applied In accordance with JIS-L-1096, using a constant speed extension type tester, the center of the circle of the test piece with a diameter of 300mm is the center, and the holding interval of 200mm in the inelastic yarn direction, With a grip width of 50 mm, the elongation at 735 N at a tensile speed of 200 mm / min was measured for five samples, and the average was calculated.
- Dry heat shrinkage stress Take 10 cm filament yarn of sample and tie both ends into a loop. This is subjected to a dry heat treatment with a heat shrinkage stress measuring instrument manufactured by Kanebo Corporation under a load of 0.03 cN / dtex while gradually raising the temperature from room temperature to 230 ° C. The maximum shrinkage stress (cN) at this time is read and divided by the total fineness (dtex) of the yarn to obtain the shrinkage stress (cN / dtex) per single fiber fineness.
- Example 1 Polyethylene terephthalate as the aromatic polyester and poly (butylene glycol / polytetramethylene ether glycol) terephthalate as the thermoplastic polyester elastomer ("Hytrel” (registered trademark) 6347 manufactured by Toray DuPont and "Hytrel” (registered trademark) 4056) Each was dried and then pellet blended and fed to an extruder, melt kneaded and then pelletized.
- Hytrel (registered trademark) 6347 melting point 215 ° C. polyester elastomer is used as a core component
- “Hytrel” (registered trademark) 4056 melting point 153 ° C. polyester elastomer is used as a sheath component.
- a monofilament elastic yarn of 700 dtex of 30 was obtained. This elastic yarn was used as a weft.
- a polyester multifilament yarn high-strength polyester manufactured by Toray Industries, Inc.
- a polyester multifilament yarn made of polyethylene terephthalate as the aromatic polyester and having a total fineness of 1670 dtex-288 filaments was applied with a sweet twist of 200 T / m.
- a plain weave fabric was produced with a weft density of 33 / inch and a warp density of 25 / inch.
- the obtained woven fabric was heat-treated at a temperature of 180 ° C. for 2 minutes with 20% overfeeding only in the warp direction to obtain a woven fabric having a warp density of 25 / inch and a weft density of 47 / inch.
- the fabric after the heat treatment was confirmed to have the polyester elastomer as the sheath component adhered and solidified at the intersection of the warp and weft of the fabric.
- This woven fabric had good warp direction extensibility, and showed a comfortable seating performance in the produced seat. The results are shown in Table 1.
- Example 2 Polyester used in Example 1 is used for the warp, polyester elastomer elastic yarn is used for the weft, and a fineness of 440 dtex-100f polyphenylene sulfide (PPS) fiber ("Torucon” (registered trademark) manufactured by Toray) is used for a part of the weft.
- PPS polyphenylene sulfide
- a plain woven fabric with a border shape (wefted stripe pattern) was produced by the same method. In this woven fabric, the length of the portion using the polyester elastomer elastic yarn for the weft and the portion using the PPS fiber for the weft was 4: 1.
- the raw fabric thus obtained was prepared and heat-treated by the same method as in Example 1 to obtain a warp density of 23 / inch and an average latitude density of 45 / inch.
- the properties of this fabric are shown in Table 1.
- the obtained woven fabric had good warp direction extensibility, and physical properties were not deteriorated even in high-temperature bonding with a resin material.
- Example 3 In the same manner as in Example 1, the core component of the polyester elastomer elastic yarn was “Hytrel” (registered trademark) 4767 at 199 ° C., and a monofilament having a fineness of 2170 dtex was produced.
- a plain woven fabric having a warp density of 26 / inch and a weft density of 26 / inch was prepared in the same manner as in Example 1 using this elastic yarn as the weft and the same polyester as in Example 1 as the warp. The same heat treatment was performed. The properties of the resulting fabric are shown in Table 1. The obtained woven fabric was a material having good extensibility and little residual strain due to repetition.
- Example 4 In the same manner as in Example 1, monofilaments having a fineness of 2170 dtex were prepared with “Hytrel” (registered trademark) 4767 having a melting point of 199 ° C. as the core component of the polyester elastomer elastic yarn. A twill woven fabric was produced using this elastic yarn as the weft and the same polyester as in Example 1 as the warp. The obtained woven fabric was dry heat-treated for 2 minutes at 160 ° C. for 2 minutes while overfeeding only in the warp direction, and the warp density was 30 / inch and the weft density was 47 / inch. The properties of the resulting fabric are shown in Table 1.
- Example 5 In the same manner as in Example 1, monofilaments having a fineness of 570 dtex were prepared with “Hytrel” (registered trademark) 7247 having a melting point of 216 ° C. as the core component of the polyester elastomer elastic yarn. Using this elastic yarn as the weft and using the same polyester as in Example 1 as the warp, a plain woven fabric was prepared and subjected to the same heat treatment as in Example 1 to obtain a warp density of 30 / inch and a weft density of 52 / inch. . The properties of the resulting woven fabric are shown in Table 2. The elongation in the warp direction was good, and no deterioration in physical properties was observed even in high-temperature adhesion with a resin material.
- “Hytrel” registered trademark
- Example 6 The same warp weft as in Example 5 was used, and the weft density of the fabric was 36 / inch and the warp density was 22 / inch to produce a plain weave fabric.
- the obtained woven fabric was subjected to dry heat treatment at 180 ° C. for 2 minutes while overfeeding only 10% in the warp direction. The properties of the resulting fabric are shown in Table 2.
- Example 1 (Comparative Example 1) Using the same warp and weft as in Example 1, a plain woven fabric having a fabric weft density of 30 yarns / inch and a warp density of 29 yarns / inch was prepared, and at a temperature of 180 ° C. for 2 minutes, 0% in the warp direction, The same dry heat treatment as in Example 1 was performed while 18% overfeeding in the weft direction. Table 2 shows the physical properties of the obtained woven fabric. It became a material lacking in extensibility.
- Example 2 The polyester yarn used in Example 1 was used as a warp yarn, a weft density was 30 / inch, and a warp density was 28 / inch to produce a plain weave fabric.
- the obtained woven fabric was subjected to the same dry heat treatment as in Example 1 while overfeeding at a temperature of 180 ° C. for 2 minutes only in the weft direction.
- the properties of the resulting woven fabric are shown in Table 2.
- the obtained woven fabric had yarn misalignment and misalignment caused by cutting, had poor extensibility, and was inferior in handleability and performance.
- Example 7 A plain weave fabric was prepared using the warp and weft used in Example 4 in the same manner.
- the obtained woven fabric was subjected to a dry heat treatment for 2 minutes at 160 ° C. for 2 minutes while overfeeding only in the warp direction, and the warp density was 27 / inch and the weft density was 31 / inch.
- the properties of the resulting fabric are shown in Table 3.
- the seat is extremely stretchable in the warp direction, and seating is soft, but the seat has a slightly large sink.
- Example 8 A twill woven fabric was prepared using the warp and the weft used in Example 5 in the same manner, and the obtained woven fabric was subjected to a dry heat treatment with a 25% overfeed only in the warp direction at a temperature of 180 ° C. for a warp density. 30 lines / inch and latitude density 84 lines / inch. The properties of the resulting fabric are shown in Table 3. There was little stretch in the warp direction, and the seating feeling of the seat was somewhat stiff.
- Example 3 A plain weave fabric was prepared by using the polyester yarn used in Example 1 as the weft, the polyester elastomer elastic yarn as the warp, the weft density at 30 / inch, and the warp density at 28 / inch.
- the obtained woven fabric was subjected to the same dry heat treatment at 180 ° C. for 2 minutes while overfeeding in the warp direction by 7% and the weft direction by 15%.
- the properties of the resulting fabric are shown in Table 3.
- the obtained woven fabric had high warp direction extensibility, but the stretch stoppage at 735N was small, and the stability and comfortable seating were inferior.
- the stretch fabric according to the present invention includes a seat member for a vehicle, a member such as a skin material for a shoe, a bag, a member for a sports ball such as soccer or volleyball, an adhesive tape, a non-woven fabric base, an interior member, a vehicle / house inner layer. It can be used as a member for construction and a material for civil engineering.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Aviation & Aerospace Engineering (AREA)
- Transportation (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Woven Fabrics (AREA)
- Multicomponent Fibers (AREA)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/397,000 US9315926B2 (en) | 2012-04-25 | 2013-04-23 | Stretch fabric |
| KR1020147030523A KR101556073B1 (ko) | 2012-04-25 | 2013-04-23 | 스트레치 직물 |
| CA2870432A CA2870432C (en) | 2012-04-25 | 2013-04-23 | Stretch fabric |
| EP13781286.3A EP2843091B1 (en) | 2012-04-25 | 2013-04-23 | Stretch fabric |
| CN201380022024.0A CN104246038B (zh) | 2012-04-25 | 2013-04-23 | 弹力织物 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-099723 | 2012-04-25 | ||
| JP2012099723A JP5758838B2 (ja) | 2012-04-25 | 2012-04-25 | ストレッチ織物 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013161779A1 true WO2013161779A1 (ja) | 2013-10-31 |
Family
ID=49483092
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/061821 Ceased WO2013161779A1 (ja) | 2012-04-25 | 2013-04-23 | ストレッチ織物 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US9315926B2 (https=) |
| EP (1) | EP2843091B1 (https=) |
| JP (1) | JP5758838B2 (https=) |
| KR (1) | KR101556073B1 (https=) |
| CN (1) | CN104246038B (https=) |
| CA (1) | CA2870432C (https=) |
| WO (1) | WO2013161779A1 (https=) |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9889816B2 (en) * | 2012-05-11 | 2018-02-13 | Toyobo Co., Ltd. | Non-coated woven fabric for air bag |
| DE102014003418B4 (de) * | 2014-03-13 | 2017-01-05 | Carl Freudenberg Kg | Element zur Lichtmanipulation |
| CN107429452B (zh) | 2014-12-24 | 2021-04-16 | 英威达纺织(英国)有限公司 | 包括低熔点纤维的可容易定形的拉伸织物 |
| JP6582939B2 (ja) * | 2015-12-03 | 2019-10-02 | 東レ株式会社 | 織物 |
| US11160327B2 (en) | 2015-12-28 | 2021-11-02 | Asics Corporation | Shoe |
| JP6847340B2 (ja) * | 2016-11-17 | 2021-03-24 | 有限会社マルマツ繊維 | 織物及びその製造方法 |
| US10435822B2 (en) | 2017-02-24 | 2019-10-08 | Glen Raven, Inc. | Resilient yarn and fabric having the same |
| CN107031846B (zh) * | 2017-04-20 | 2019-10-25 | 吉林大学 | 一种仿生减震飞机座椅骨架 |
| CN111587080B (zh) | 2018-01-12 | 2024-08-06 | 野醍冷却器有限责任公司 | 便携式椅子 |
| CN110079893A (zh) * | 2018-01-25 | 2019-08-02 | 三芳化学工业股份有限公司 | 复合型纤维 |
| CN108312923B (zh) * | 2018-04-03 | 2026-04-03 | 曲阜丰美汽车内饰件有限公司 | 一种汽车座椅弹力悬架结构 |
| CN109338567B (zh) * | 2018-11-13 | 2021-03-02 | 江南大学 | 一种具有经向或纬向高弹的单向弹性机织物及其生产方法 |
| USD902617S1 (en) | 2019-01-14 | 2020-11-24 | Yeti Coolers, Llc | Portable chair |
| USD904011S1 (en) | 2019-01-14 | 2020-12-08 | Yeti Coolers, Llc | Bag |
| USD903305S1 (en) | 2019-01-14 | 2020-12-01 | Yeti Coolers, Llc | Bag |
| USD912423S1 (en) | 2019-01-14 | 2021-03-09 | Yeti Coolers, Llc | Portable chair |
| USD911731S1 (en) | 2019-01-14 | 2021-03-02 | Yeti Coolers, Llc | Portable chair |
| EP4011348A4 (en) * | 2019-08-09 | 2023-08-16 | Toray Industries, Inc. | SHOE INSOLE |
| KR102804804B1 (ko) * | 2019-10-18 | 2025-05-12 | 현대자동차주식회사 | 자동차 내장재 |
| CN110760973B (zh) * | 2019-10-21 | 2021-03-23 | 河南工程学院 | 斜纹织物伸长性预定方法、设定伸长性的斜纹织物制作方法 |
| US11352726B2 (en) * | 2019-12-26 | 2022-06-07 | Facebook Technologies, Llc | Apparatus, systems, and methods for finishing a yarned strap |
| CN112680859B (zh) * | 2020-12-11 | 2022-03-18 | 江苏恒力化纤股份有限公司 | 一种符合人体脊柱自然生理曲度的座椅椅背及其制备方法 |
| KR20220150521A (ko) | 2021-05-04 | 2022-11-11 | 주식회사 윈텍스 | 신축성 편물 |
| WO2023136107A1 (ja) * | 2021-12-27 | 2023-07-20 | 古市株式会社 | ほつれ防止織物 |
| KR20240062770A (ko) | 2022-11-02 | 2024-05-09 | 현대자동차주식회사 | 시트 성형품 및 이의 제조 방법 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001159052A (ja) | 1999-11-29 | 2001-06-12 | Toyobo Co Ltd | クッション性および耐ヘタリ性に優れる弾性織編物およびクッション材 |
| JP2002129448A (ja) * | 2000-10-16 | 2002-05-09 | Toray Ind Inc | ストレッチ織物 |
| JP2005120515A (ja) * | 2003-10-16 | 2005-05-12 | Gsi Creos Corp | インナー地織物 |
| JP2006132047A (ja) | 2004-11-08 | 2006-05-25 | Kawashima Selkon Textiles Co Ltd | クッション体張設用弾性経編地 |
| JP2007117537A (ja) | 2005-10-31 | 2007-05-17 | Uchida Yoko Co Ltd | 椅子とその背もたれ製造方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2804099A (en) * | 1953-08-19 | 1957-08-27 | Harold F Sherman | Woven elastic fabric or webbing |
| JP2001172843A (ja) * | 1999-12-21 | 2001-06-26 | Toray Ind Inc | ストレッチ裏地 |
| ID29973A (id) * | 2000-01-07 | 2001-10-25 | Teijin Ltd | Serat-serat poliester yang dikerutkan dan struktur serat yang terdiri daripadanya |
| JP3692001B2 (ja) * | 2000-01-13 | 2005-09-07 | 三菱レイヨン株式会社 | 伸縮性織物 |
| JP3928178B2 (ja) * | 2002-08-07 | 2007-06-13 | 株式会社川島織物セルコン | 弾性布帛と弾性面材 |
| CN1871384A (zh) * | 2003-10-22 | 2006-11-29 | 帝人纤维株式会社 | 弹性复合织物及其服装制品 |
| US8012893B1 (en) | 2004-08-19 | 2011-09-06 | R.J. Liebe Athletic Lettering Company | Stretchable appliqué |
| US7405170B2 (en) * | 2004-12-15 | 2008-07-29 | Invista North America S.A R.L. | Stretchable fabrics comprising elastics incorporated into NYCO for use in combat uniforms |
| DE202009005804U1 (de) | 2009-04-17 | 2009-06-25 | Julius Boos Jr. Gmbh & Co. Kg | Gewebtes dehnbares Band |
| CN201952582U (zh) * | 2010-10-25 | 2011-08-31 | 中国人民解放军总后勤部军需装备研究所 | 一种复合弹性长丝包芯纱织物 |
-
2012
- 2012-04-25 JP JP2012099723A patent/JP5758838B2/ja active Active
-
2013
- 2013-04-23 KR KR1020147030523A patent/KR101556073B1/ko active Active
- 2013-04-23 EP EP13781286.3A patent/EP2843091B1/en active Active
- 2013-04-23 US US14/397,000 patent/US9315926B2/en active Active
- 2013-04-23 CA CA2870432A patent/CA2870432C/en active Active
- 2013-04-23 WO PCT/JP2013/061821 patent/WO2013161779A1/ja not_active Ceased
- 2013-04-23 CN CN201380022024.0A patent/CN104246038B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001159052A (ja) | 1999-11-29 | 2001-06-12 | Toyobo Co Ltd | クッション性および耐ヘタリ性に優れる弾性織編物およびクッション材 |
| JP2002129448A (ja) * | 2000-10-16 | 2002-05-09 | Toray Ind Inc | ストレッチ織物 |
| JP2005120515A (ja) * | 2003-10-16 | 2005-05-12 | Gsi Creos Corp | インナー地織物 |
| JP2006132047A (ja) | 2004-11-08 | 2006-05-25 | Kawashima Selkon Textiles Co Ltd | クッション体張設用弾性経編地 |
| JP2007117537A (ja) | 2005-10-31 | 2007-05-17 | Uchida Yoko Co Ltd | 椅子とその背もたれ製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2843091A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101556073B1 (ko) | 2015-09-25 |
| US20150111451A1 (en) | 2015-04-23 |
| KR20140134340A (ko) | 2014-11-21 |
| CA2870432A1 (en) | 2013-10-31 |
| EP2843091A4 (en) | 2015-03-04 |
| EP2843091A1 (en) | 2015-03-04 |
| CA2870432C (en) | 2015-05-12 |
| JP2013227692A (ja) | 2013-11-07 |
| EP2843091B1 (en) | 2016-05-18 |
| JP5758838B2 (ja) | 2015-08-05 |
| US9315926B2 (en) | 2016-04-19 |
| CN104246038A (zh) | 2014-12-24 |
| CN104246038B (zh) | 2016-03-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5758838B2 (ja) | ストレッチ織物 | |
| US6984596B2 (en) | Wire-reinforced elastic webbing | |
| US6840066B2 (en) | Webbing reinforced with high-performance polymeric yarns | |
| JP2013227692A5 (https=) | ||
| EP1232300B1 (en) | Woven fabrics particularly useful in the manufacture of occupant support structures | |
| JP4362465B2 (ja) | クッション構造体 | |
| EP3754067B1 (en) | Woven or knitted fabric | |
| JP6582939B2 (ja) | 織物 | |
| JP7299249B2 (ja) | 織物系フック面ファスナー | |
| JP2017214685A (ja) | ストレッチ織物 | |
| JP4157462B2 (ja) | 内装用モケット | |
| KR20220150521A (ko) | 신축성 편물 | |
| JP2006291402A (ja) | 感温性合成繊維およびその製造方法 | |
| JP2015132022A (ja) | クッション構造体 | |
| JPWO2019138900A1 (ja) | 緯糸多重織物及びその製造方法 | |
| JPH07324251A (ja) | パイル布帛 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201380022024.0 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13781286 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2870432 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013781286 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14397000 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20147030523 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: IDP00201407315 Country of ref document: ID |