WO2012131802A1 - 電池パック - Google Patents
電池パック Download PDFInfo
- Publication number
- WO2012131802A1 WO2012131802A1 PCT/JP2011/005032 JP2011005032W WO2012131802A1 WO 2012131802 A1 WO2012131802 A1 WO 2012131802A1 JP 2011005032 W JP2011005032 W JP 2011005032W WO 2012131802 A1 WO2012131802 A1 WO 2012131802A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tab
- battery
- unit
- battery pack
- pull
- Prior art date
Links
Images





















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/116—Primary casings, jackets or wrappings of a single cell or a single battery characterised by the material
- H01M50/124—Primary casings, jackets or wrappings of a single cell or a single battery characterised by the material having a layered structure
- H01M50/126—Primary casings, jackets or wrappings of a single cell or a single battery characterised by the material having a layered structure comprising three or more layers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/102—Primary casings, jackets or wrappings of a single cell or a single battery characterised by their shape or physical structure
- H01M50/105—Pouches or flexible bags
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/116—Primary casings, jackets or wrappings of a single cell or a single battery characterised by the material
- H01M50/117—Inorganic material
- H01M50/119—Metals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/116—Primary casings, jackets or wrappings of a single cell or a single battery characterised by the material
- H01M50/121—Organic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/204—Racks, modules or packs for multiple batteries or multiple cells
- H01M50/207—Racks, modules or packs for multiple batteries or multiple cells characterised by their shape
- H01M50/211—Racks, modules or packs for multiple batteries or multiple cells characterised by their shape adapted for pouch cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
- H01M50/509—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing characterised by the type of connection, e.g. mixed connections
- H01M50/51—Connection only in series
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2220/00—Batteries for particular applications
- H01M2220/20—Batteries in motive systems, e.g. vehicle, ship, plane
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Abstract
振動下でも、隣り合う単位電池のラミネートフィルムを突き破ることなく信頼性が高い電池バックを提供するために、本発明に係る電池パックは、正極引き出しタブ120と負極引き出しタブ130と、前記正極引き出しタブ120と前記負極引き出しタブ130とが引き出される第1端部111と、前記第1端部111と対向する第2端部112と、前記第1端部111側でタブ引き出し方向に第1の融接長を有する第1融着部117と、前記第2端部112側でタブ引き出し方向に前記第1の融接長より短い第2の融接長を有する第2融着部118と、前記第2端部112における両角部に面取り部119と、が設けられたラミネート外装部材と、を有する単位電池100が複数個直列接続されてなることを特徴とする。
Description
本発明は、リチウムイオン電池などの二次単位電池を複数接続して構成される電池パックに関する。
リチウムイオンが負極と正極とを移動することにより充放電が行われるリチウムイオン二次電池は、高エネルギー密度で、高出力である電池特性を有することから、近年、様々な分野で応用されている。例えば、自転車の電動アシストのためのエネルギー源として、リチウムイオン電池などの二次単位電池を複数個直列に接続した電池パックが利用されることがある。
このような用途に適用される二次単位電池の外装には、形状自由度が高く軽量であるといった利点から、金属ラミネートフィルムで構成されるラミネートフィルム外装材が使用される場合が多い。
例えば、特許文献1(特開2010-170799号公報)には、その図3及び図4に関連して、ラミネートフィルムの外装材を有する扁平型非水電解液電池から構成される複数の単電池21が、外部に延出した負極端子6および正極端子7が同じ向きに揃えられるように積層され、粘着テープ22で締結することにより構成される組電池23が開示されている。このような組電池23においては、複数の単電池21は、互いに電気的に直列に接続されている。
特開2010-170799号公報
特許文献1に開示された電池バックにおいては、外装材としてラミネートフィルムが利用されている単電池21が、外部に延出した負極端子6および正極端子7が同じ向きに揃えられるように積層され、粘着テープ22で締結することにより組電池23を構成している。
従来の技術に基づく電池パックが、自転車、自動車といった移動体に適用される場合には、当該電池パックは比較的大きな振動を受け続けることとなる。ところが、従来のような電池パックにおいては、振動を受け続けると、単電池のラミネートフィルムの角部が、その隣の単電池のラミネートフィルムを突き破り、中の電解液等を漏出してしまい、電池パックが故障してしまう、という問題があった。
上記のような問題を解決するために、単電池のラミネートフィルムの角部を全て面取りすることも考えられるが、全ての角部の面取りを行うと製造工程が増え、製造コストが上昇する、という問題が発生する。
本発明は、上記のような問題を解決するものであって、本発明に係る電池パックは、正極引き出しタブと負極引き出しタブと、前記正極引き出しタブと前記負極引き出しタブとが引き出される第1端部と、前記第1端部と対向する第2端部と、前記第1端部側でタブ引き出し方向に第1の融接長を有する第1融着部と、前記第2端部側でタブ引き出し方向に前記第1の融接長より短い第2の融接長を有する第2融着部と、前記第2端部における両角部に面取り部と、が設けられたラミネート外装部材と、を有する単位電池が複数個直列接続されてなることを特徴とする。
また、本発明に係る電池パックは、前記単位電池の前記正極引き出しタブと前記負極引き出しタブを挿通する穴を有し、前記単位電池を複数個直列接続させるように組み付けるホルダ部材を有することを特徴とする。
また、本発明に係る電池パックは、前記第1の融接長を前記第2の融接長により除した値が、2.5以上であることを特徴とする。
また、本発明に係る電池パックは、正極引き出しタブと負極引き出しタブと、前記正極引き出しタブと前記負極引き出しタブとが引き出される第1端部と、前記第1端部と対向し、融着が行われない第2端部と、前記第1端部側でタブ引き出し方向に第1の融接長を有する第1融着部と、前記第2端部における両角部に面取り部と、が設けられたラミネート外装部材と、を有する単位電池が複数個直列接続されてなることを特徴とする。
また、本発明に係る電池パックは、前記単位電池の前記正極引き出しタブと前記負極引き出しタブを挿通する穴を有し、前記単位電池を複数個直列接続させるように組み付けるホルダ部材を有することを特徴とする。
本発明に係る電池パックによれば、融接長が短い第2端部側における両角部に面取り部を有する構成となっており、製造段階では製造工程の増加を抑えつつ、さらに、実使用時においては、振動にさらされても隣り合う単位電池のラミネートフィルムを突き破ることなく、電解液の漏出などが発生することがせず、信頼性を高めることができる。
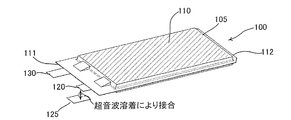
以下、本発明の実施の形態を図面を参照しつつ説明する。図1は本発明の実施形態に係る電池パックを構成する単位電池100を示す図である。この単位電池100としては、リチウムイオンが負極と正極とを移動することにより充放電が行われるリチウムイオン二次単位電池が用いられる。
単位電池100の電池本体部110は、複数のシート状正極と複数のシート状負極とがセパレータを介して積層された電極積層体、および電解液(いずれも図示しない)が、平面視で矩形のラミネートフィルム外装材内に収容された構造となっている。そして、電池本体部110の第1端部111からは、正極引き出しタブ120及び負極引き出しタブ130が引き出されている。
正極引き出しタブ120及び負極引き出しタブ130は、いずれも平面状で、ラミネートフィルム外装材内において、それぞれ、シート状正極、シート状負極と直接またはリード体などを介して接続されている。ラミネートフィルム外装材は、電池内側となる面に熱融着樹脂層を有する金属ラミネートフィルムにより構成されている。より具体的には、例えば2枚の金属ラミネートフィルムが重ねられてラミネートフィルム外装材を構成し、シート状正極、シート状負極およびセパレータを有する電極積層体や電解液を、内部に収容した状態でラミネートフィルム外装材の外周辺(第1端部111、第2端部112、2つの側端部113)が熱シールされることで、その内部が密閉されている。
ここで、正極引き出しタブ120や負極引き出しタブ130などのラミネートフィルム外装材よりなる電池本体部110から引き出される金属片は、「引き出しタブ」と称することとし、ラミネートフィルム外装材の内側でセパレータや電解液などを介して積層されているシート状正極やシート状負極を「電極」と称する。
なお、電極積層体には、上記のように複数のシート状正極と複数のシート状負極とがセパレータを介して積層したものの他に、シート状正極とシート状負極とがセパレータを介し積層したものを巻回し、これが圧縮されることにより積層体をなすものも含まれる。
上記のような単位電池100においては、正極引き出しタブ120の材質としてはアルミニウムまたはアルミニウム合金が、また、負極引き出しタブ130の材質としては、ニッケル、他の金属にニッケルメッキを施した材料(ニッケルメッキ材。例えば、ニッケルメッキをした銅など)、ニッケルと他の金属のクラッド(ニッケルクラッド材。例えば、ニッケル-銅クラッドなど)が一般的に用いられている。すなわち、単位電池100としては、アルミニウムを含む正極引き出しタブ120と、ニッケルを含む負極引き出しタブ130とを有する構成となっている。本実施形態においては、アルミニウム製の正極引き出しタブ120が、また、ニッケル製の負極引き出しタブ130がそれぞれ用いられている。
本発明に係る電池パックを構成する上では、単位電池100の正極引き出しタブ120と、この単位電池100に隣り合う単位電池100の負極引き出しタブ130とを、ボルトナットによって機械的に締め付けることで固着し、電気接続を行う。
ここで、単位電池100のアルミニウムを含む正極引き出しタブ120と、ニッケルを含む負極引き出しタブ130とを機械的に固着させる構成では、電位差の問題により所定の年月が経過した後の導電性が劣化する可能性がある。
そこで、本発明に係る電池パックにおいては、単位電池100の正極引き出しタブ120には、ニッケルを含む継ぎ足しタブ125を溶着により接合しておく。そして、複数の単位電池100を直列接続するときにおいては、一方の前記単位電池100の継ぎ足しタブ125と、他方の単位電池100の負極引き出しタブ130とを連結することによって、電位差の問題による導電性劣化の問題を解決する。
このための構成についてより説明する。図1に示すように、電池パックを構成する上では、単位電池100におけるアルミニウム製の正極引き出しタブ120は第1端部111から長さaとされ、ニッケル製の負極引き出しタブ130は第1端部111から長さb(b>a)とされる。次に、長さaのアルミニウム製の正極引き出しタブ120に対しては、第1端部111からの長さがbとなるように、ニッケル製の継ぎ足しタブ部材125が超音波溶着によって接合され、継ぎ足される(図2、図3参照)。単位電池100同士を直列接続するために、正極引き出しタブとしての継ぎ足しタブ部材125には穴127が設けられ、負極引き出しタブ130には穴137が設けられる。なお、以下、継ぎ足しタブ部材125が接合されて形成された引き出しタブ全体を、正極引き出しタブ120と称することもある。
後述するように、本発明に係る電池パックにおいては、複数の単位電池100を電気接続する上では、ニッケルを含む部材同士(継ぎ足しタブ部材125、負極引き出しタブ130)が接触するようにして、引き出しタブ同士を機械的に連結するので、隣り合う単位電池同士の電気接続部は、同種の金属材料による電気接続となり、電位差の問題がなく、年月の経過による導電性の劣化が発生することがほとんどなくなる。
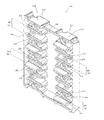
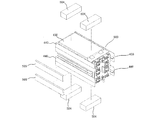
次に、本発明の実施形態に係る電池パックにおいて、複数の単位電池100の正極引き出しタブと負極引き出しタブとを電気接続する上で用いられるホルダ部材200について説明する。図4はホルダ部材200を説明する図であり、図4(A)は第1の主面側からホルダ部材200を見た図であり、図4(B)は第2の主面側からホルダ部材200を見た図であり、
図4(C)は図4(A)のX-X’断面を示す図であり、図4(D)はホルダ部材200を側面から見た図である。
図4(C)は図4(A)のX-X’断面を示す図であり、図4(D)はホルダ部材200を側面から見た図である。
ホルダ部材200は、第1面210と、この第1面210と表裏の関係にある第2面250が形成されてなるABSなどの合成樹脂製の部材である。ホルダ部材200の第1面210の第1列211には、図4(A)でみて、上から下に引き出しタブ挿通穴215が並んで形成されている。同じく、第1面210の第2列212側にも、上から下に引き出しタブ挿通穴215が並んで形成されている。ホルダ部材200に単位電池100を取り付けられる際には、この第1面210側に設けられた引き出しタブ挿通穴215が利用される。引き出しタブ挿通穴215は、第1面210側から第2面250側に貫通する穴で、単位電池100の引き出しタブを挿通可能な穴である。
図4(A)でみて、第1列211及び第2列212の上側、下側には、引き出しタブ案内リブ203が設けられている。また、第1列211側の引き出しタブ案内リブ203に挟まれるようにして引き出しタブ引回部213が、また、第2列212側の引き出しタブ案内リブ203に挟まれるようにして引き出しタブ引回凹部214が設けられている。
第1列211側においては、引き出しタブ案内リブ203による規制に基づいて、直列接続される複数の単位電池100のうちの端部側の単位電池100の引き出しタブが、第1面210側から第2面250側に、引き出しタブ引回部213を通るようにして、案内されるようになっている。
また、第2列212側においては、引き出しタブ案内リブ203による規制に基づいて、直列接続される複数の単位電池100のうちの端部側の単位電池100の引き出しタブが、第1面210側から第2面250側に、引き出しタブ引回凹部214を通るようにして、案内されるようになっている。
直列接続される複数の単位電池100のうち、端部側(図4(A)でみてホルダ部材200の上側および下側)にない単位電池100の引き出しタブは、引き出しタブ挿通穴215に挿通するようにして、ホルダ部材200に取り付けられる。この引き出しタブ挿通穴215の上下(図4(A)でみて)には、これを上下から挟むような引き出しタブガイド突状部220が設けられている。この引き出しタブガイド突状部220は、頂部221とこれに連なる2つのテーパー側面222とにより概略構成されており、単位電池100の引き出しタブを引き出しタブ挿通穴215に挿通させようとする際には、2つのテーパー側面222で挟まれる空間が徐々に狭くなるようになっており、単位電池100のホルダ部材200への取り付けが容易となっている。このため、複数の単位電池100を直列に接続する際の作業効率が向上し、生産性を高めることができる。
また、上下2つの引き出しタブガイド突状部220によって挟まれている平面は、単位電池100の引き出しタブを、引き出しタブ挿通穴215に挿通すると、単位電池100の第1端部111が当接し、第1端部111の位置を規制する突き当て部230として機能する。
このような突き当て部230によれば、単位電池100の第1端部111を当接させることで、単位電池100の積層方向の位置合わせを簡便に行うことができ、電池バックを製造する上での作業効率が高くなり、生産性が向上する。
なお、本実施形態においては突き当て部230は平面状をなすものであるが、突き当て部230は必ずしも、このような形状に限定されるものではなく、単位電池100の第1端部111を位置規制することが可能であれば、どのような形状であっても良い。
直列接続される複数の単位電池100のうち、両端部に配する単位電池100については、上記のような突き当て部230によって、単位電池100の第1端部111の位置規制を行うことができないが、これに代わり、第1端部111を引き出しタブ案内リブ203に当てることで、両端部に配する単位電池100の位置合わせを行うことができる。引き出しタブ案内リブ203における第1端部111が当接する面と、突き当て部230とは同一の平面上に設けられる。
ホルダ部材200の第2面250においては、基板300が取り付けられるようになっている。この基板300上で、隣り合う単位電池100の引き出しタブ同士が折り重ねられて、連結され、導通が図られる。隣り合う単位電池100の引き出しタブ同士を連結する際には、ボルトナットなど連結部材による機械的な固着が好ましいが、図4(B)の例ではこのためのナット256を収容するためのナット収容部255が第2面250側の第1列211側に6個、第2列212側に5個設けられている。また、第2面250側においては、基板300上に形成される単位電池100の引き出しタブ連結部間、或いは、引き出しタブ連結部と引き出しタブとの間の絶縁を確保するための仕切り片260が、第1列211側に3箇所、第2列212側に2箇所設けられている。
位置合わせ用突起部263は、基板300をホルダ部材200に取り付ける際の位置合わせに用いられる突起で、第1列211側及び第2列212側のそれぞれに1つずつ配されている。また、上記の位置合わせ用突起部263を用いて、基板300をホルダ部材200に取り付けた後に、基板300とホルダ部材200とを固着するために利用されるネジ穴270が、第1列211側及び第2列212側のそれぞれに1つずつ設けられている。ここでは連結部材としてボルトとナットを用いた例を挙げているが、ボルトとナットに代えてカシメピンやリベットなどの連結部材を用いることもできる。
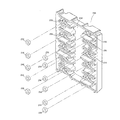
図5は本発明の実施形態に係る電池パックを構成する上で用いられるホルダ部材200の斜視図である。ホルダ部材200の第2面250の第1列211に8つ、同じく、第2列212に8つの引き出しタブ挿通穴215がそれぞれ設けられているが、それぞれの列における隣り合う引き出しタブ挿通穴215の間の構成は、本体と同様の樹脂によって本体と一体的に成形されるが、この構成を橋渡し構造部251と呼ぶこととする。
本実施形態においては、この橋渡し構造部251に様々な機能性を付与することも大きな特徴点の1つである。
例えば、図5の(A)に示す橋渡し構造部251においては、前記橋渡し構造部251には、ナット256を収容するナット収容部255が設けられる。このような橋渡し構造部251は、ホルダ部材200の剛性を強化するために有効であると共に、ナット256を収容する空間を提供でき、スペースの有効活用が可能となる。
また、例えば、図5の(B)に示す橋渡し構造部251においては、引き出しタブの連結部同士の間に配される仕切り片260が設けられる。このような橋渡し構造部251は、ホルダ部材200の剛性を強化するために有効であると共に、仕切り片260を立設する空間を提供でき、スペースの有効活用が可能となる。
また、例えば、図5の(C)に示す橋渡し構造部251においては、基板300とホルダ部材200との位置合わせに用いる位置合わせ用突起部263が設けられる。このような橋渡し構造部251は、ホルダ部材200の剛性を強化するために有効であると共に、位置合わせ用突起部263を立設する空間を提供でき、スペースの有効活用が可能となる。
また、例えば、図5の(D)に示す橋渡し構造部251においては、基板300とホルダ部材200とを固着する基板固着ネジ271が螺合するネジ穴270が設けられる。このような橋渡し構造部251は、ホルダ部材200の剛性を強化するために有効であると共に、ネジ穴270のための空間を提供でき、スペースの有効活用が可能となる。
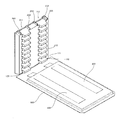
次に、本発明の実施形態に係る電池パックにおいて、複数の単位電池100の引き出しタブ同士の連結部が形成される基板300の構成について説明する。図6は本発明の実施形態に係る電池パックで単位電池100の直列接続の利用される基板300の斜視図である。
主としてガラスエポキシなどを基材として構成されてなる基板300はホルダ部材200の第2面250側に取り付けられて利用されるものであり、基板300の外周形状は、ホルダ部材200の第2面250側の外周形状に略一致するようになっている。基板300の外周の2箇所には、ホルダ部材200の引き出しタブ引回凹部214に対応するように引き出しタブ引回切欠部314が形成されている。
また、基板300には、ホルダ部材200の引き出しタブ挿通穴215に対応するように、引き出しタブ引出穴315が設けられている。また、基板300には、ホルダ部材200の仕切り片260に対応するように、仕切り片引出穴317が設けられている。また、基板300には、ホルダ部材200の引き出しタブ挿通穴215と仕切り片260の双方に対応するような、引き出しタブ・仕切り片引出穴316が設けられている。これらの穴は、いずれも基板300の一方の主面から、他方の主面に貫通する穴であり、単位電池100の引き出しタブや、仕切り片260などが挿通可能に構成されるものである。
単位電池100の引き出しタブが、連結部材で基板300に固着される箇所には、薄膜電極部320a、薄膜電極部320b、薄膜電極部320cが設けられている。連結部材はボルトとナットの組み合わせが簡易で強固な連結を実現できることから好ましいが、ボルトとナットに代えてカシメピンやリベットなどの連結部材を用いるようにしても構わない。
薄膜電極部320aは、基板300上に固着されている金属製の正極用電極座金321と導通が図られており、薄膜電極部320cは基板300上に固着されている金属製の負極用電極座金322と導通が図られている。正極用電極座金321及び負極用電極座金322には、直列接続される単位電池100の端部の引き出しタブが接続されることとなるので、正極用電極座金321及び負極用電極座金322は電池パックとしての電力の充放電のための端子として利用されることとなる。
また、薄膜電極部320bは、コネクタ340の不図示の端子部と導通が図られており、個々の単位電池100のモニタを行うための電位が、コネクタ340を介して測定できるようになっている。なお、コネクタ340は、単位電池100の温度を測定する温度測定センサ(不図示)からの信号を取り出せるように構成することもできる。
また、薄膜電極部320a、薄膜電極部320b、薄膜電極部320cのそれぞれには、単位電池100の引き出しタブの固着に利用される引き出しタブ接続ボルト257が挿通される引き出しタブ接続ネジ穴325が設けられている。薄膜電極部320a及び薄膜電極部320cにおいては、直列接続される単位電池100のうち端部の単位電池100の引き出しタブが1枚固着されるようになっている。一方、薄膜電極部320bは、隣り合う単位電池100の引き出しタブが折り重ねられるようにして2枚固着されるようになっている。
基板300には、ホルダ部材200の第2面250側に設けられている位置合わせ用突起部263に対応する位置合わせ穴328が2つ形成されており、2つの位置合わせ用突起部263を、位置合わせ穴328に貫通させることにより、簡便にホルダ部材200と基板300とを固着する際の位置合わせが行えるようになっており、生産性向上に寄与している。また、基板300に形成されている基板固着ネジ穴329は、ホルダ部材200と基板300とを固着するために利用される基板固着ネジ271を挿通する穴である。
本発明係る電池パックにおいては、基板300のみならず、これと一体化したホルダ部材200を用い、隣り合う単位電池100を連結して、直列接続を構成するようにしているが、このような構成によれば、引き出しタブはボルトとナットなどの連結部材によって基板300の両面から強固に固着されるとともに、基板300におけるタブが固着される面とは反対側の面において引き出しタブガイド突状部220が、単位電池100の引き出しタブ間の絶縁を確実とするために、信頼性の高い電池パックを提供することができるものである。
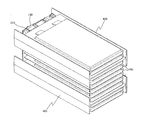
次に、本発明の実施形態に係る電池パックにおいて、複数の単位電池100を直列接続し電池連結構造体500としたときに、これを保護するための電池保護部材400について説明する。図7は本発明の実施形態に係る電池パックを構成する上で用いられる電池保護部材400を説明する図であり、図7(A)は単位電池100の主面が貼着される平板部410を臨むように電池保護部材400をみた図であり、図7(B)は図7(A)の上側から電池保護部材400をみた図である。
電池保護部材400は、例えばABSなどの合成樹脂で形成される部材であり、単位電池100を積層する際に、積層された単位電池100間に介挿されるようにして利用されるものである。電池保護部材400の平板部410は、単位電池100と、これと直列接続される単位電池100との間に挟まれる部材である。一方、平板部410の両端部からは、平板部410に垂直な方向にプロテクト側板部440が延在するように設けられている。したがい、図7(B)に示すように、電池保護部材400は断面がH字状の部材となる。
また、平板部410には、最も深い切り欠き部である第1切欠部421と、この第1切欠部421の両サイドに配され、第1切欠部421に次いで深い切り欠き部である第2切欠部422と、第2切欠部422の両サイドに配された最も浅い切り欠き部である第3切欠部423とからなる切欠部420が構成されている。
次に、以上のような各部材から、単位電池100を連結してなる電池連結構造体500を製造する手順について図8乃至図18に基づいて説明する。図8乃至図18は本発明の実施形態に係る電池パックを構成する電池連結構造体500の製造工程を説明する図である。
まず、図8に示す工程においては、ホルダ部材200の第2面250に設けられている全てのナット収容部255に対してナット256を装着する。ナット収容部255の内周は、ナット収容部255にナット256が内嵌されると、ナット256が簡単には外れない程度の寸法とされている。
続く図9に示す工程では、ホルダ部材200の位置合わせ用突起部263を、基板300の位置合わせ穴328に挿通させることで、ホルダ部材200と基板300との位置合わせを行う。続いて、2つの基板固着ネジ271を、基板固着ネジ穴329に挿通させて、ネジ穴270にネジ留めすることで、ホルダ部材200と基板300とを固着する。なお、基板固着ネジ穴329としては、様々な種類のネジを利用することができるが、タッピング用のネジを用いることで、製造時の作業効率が向上する。
次の図10に示す工程では、ホルダ部材200の第1面210に単位電池100を配する。このときの位置合わせについては、単位電池100の第1端部111を引き出しタブ案内リブ203に突き当てることで、これを行う。次に、単位電池100の負極引き出しタブ130を、引き出しタブ引回凹部214を利用して基板300の薄膜電極部320bに接触するようにして折り曲げる。また、単位電池100の正極引き出しタブ120を、引き出しタブ引回部213を利用して、基板300の薄膜電極部320aに接触するようにして折り曲げ、引き出しタブ接続ボルト257を正極引き出しタブ120の穴127・引き出しタブ接続ネジ穴325に挿通し、引き出しタブ接続ボルト257と、ナット収容部255に収容されているナット256とを螺着させる。これにより、第1番目の単位電池100の取り付けが完了する。
次の図11に示す工程では、ホルダ部材200の第1面210側での作業となる。この工程では、図示するように、単位電池100の上主面に2条の両面接着テープ460を貼着する。この両面接着テープ460は、ホルダ部材200に第1番目に取り付けられる単位電池100と、ホルダ部材200に第2番目に取り付けられる単位電池100と間の固着を行うために用いられるものである。両面接着テープ460を単位電池100の主面に、図示するように2条設けるのは、2つの両面接着テープ460の中間に、後述するスペーサーを配して生産性を上げるようにしているからである。
続く図12に示す工程においては、両面接着テープ460の厚さ分以上のスペーサー(不図示)を、第1番目に取り付けられた単位電池100の上に配した上で、さらに、このスペーサー上を滑らせるようにして、第2番目の単位電池100の2つの引き出しタブを引き出しタブ挿通穴215に挿通するようにしている。2つの引き出しタブ挿通穴215の上下には、前述したように引き出しタブガイド突状部220が配されており、さらに、引き出しタブガイド突状部220にテーパー側面222が設けられているため、上下の引き出しタブガイド突状部220に挟まれる空間は徐々に狭くなるようになっている。これにより、単位電池100の引き出しタブをホルダ部材200の引き出しタブ挿通穴215に簡単に導くことができるようになっている。
上下の引き出しタブガイド突状部220の間における突き当て部230は、単位電池100の引き出しタブ(120、130)を、引き出しタブ挿通穴215に挿通していくと、単位電池100の第1端部111が当接し、第1端部111の位置を規制する。ホルダ部材200には、このような突き当て部230が設けられているので、単位電池100の第1端部111をこれに当接させることで、単位電池100の積層方向の位置合わせを簡便に行うことができ、電池バックを製造する上での作業効率が高くなり、生産性が向上する。
上記のように第1端部111を突き当て部230に当接して、前記スペーサーを取り除くことによって、第1番目に取り付けられた単位電池100と、第2番目に取り付けられた単位電池100とが両面接着テープ460によって接合する。
本実施形態においては、単位電池100の主面に2条の両面接着テープ460を貼着し、これによって単位電池100同士を接合するようにして、電池パックに耐振動性を付与するようにしているが、このために好適な条件について以下説明する。
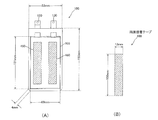
図27は単位電池100同士の接着条件を説明する図である。図27(A)は本実施形態に係る電池パックに用いられる単位電池100の寸法を示す図であり、図27(B)は本実施形態に係る電池パックに用いられる単位電池100の接着に用いる両面接着テープ460の寸法を示す図である。
単位電池100は、第1端部111の長さが82mmで、側端部113の長さが150mmで、かつ第2端部112の両角部に面取り部119が形成されていることで、その外周長は459mmとなっている。
また、ここで、単位電池100における電極積層領域105を定義する。この電極積層領域105は、ラミネートフィルム外装材における、単位電池100中に密閉されているシート状正極と、シート状負極と、セパレータとからなる電極積層体の収容箇所に対応する領域である。すなわち、電極積層領域105は、電極積層体を収容することで、ラミネートフィルム外装材が膨らんでいる箇所に対応する主平面領域である。図2の単位電池100の斜視図において斜線で示されている領域である。この電極積層領域105は略矩形であるが、その長辺の長さが131mmであり、短辺の長さが69mmであり、電極積層領域105の外周長は400mmである。
また、本実施形態に係る電池パックを構成する際、単位電池100同士の接着に用いる両面接着テープ460の寸法は、長辺の長さが100mmであり、短辺の長さが12mmであり、1条分の両面接着テープ460の外周長は224mmである。本実施形態においては、この両面接着テープ460を2条用いるので、電池同士の接合に用いる両面接着テープ460の総外周長は448mmとなる。
ここで、両面接着テープ460の総外周長が、ラミネートフィルム外装材における電極積層体の収容箇所に対応する領域である電極積層領域105の外周長より長く設定されていることに本実施形態の特徴点がある。このような設定によって、振動試験を行ったところ、良好な結果を得ることができた。
以上のような本発明に係る電池パックによれば、両面接着テープ460の総外周長が、単位電池100のラミネートフィルム外装材における電極積層体の収容箇所に対応する領域である電極積層領域105の外周長より長くなるように設定されているので、振動が加えられても、単位電池同士が分かれてしまうことがなく、引き出しタブ同士の連結部に応力がかかることもないので、信頼性を高めることができるのである。加えて、電池同士を最も強く接着した場合、即ち、電極積層体の収容箇所に対応する領域の全面を接着した場合に比べて、両面接着テープの端部に生じる応力を分散させられるので、電池パックに振動が加えられても、ラミネートフィルム外装材を損傷しにくくできるのである。
なお、本実施形態においては、上記のような条件を満たすようにするために、両面接着テープ460を2条用いるようにしたが、両面接着テープ460の総外周長が、単位電池100のラミネートフィルム外装材における電極積層領域105の外周長より長くなるように設定されていれば、両面接着テープ460の形態はこれに限定されるものではない。例えば、円形のパッチ状の両面接着テープを複数設けることなどによっても、総外周長をかせぐことが可能であり、上記のような条件を満たすことが可能であると共に、製造性もよい。以下、両面接着テープ460の他の形状例について説明する。
図28は単位電池100同士の接着条件の他の例を説明する図である。図28(A)は本実施形態に係る電池パックに用いられる単位電池100の寸法を示す図であり、図28(B)は本実施形態に係る電池パックに用いられる単位電池100の接着に用いる両面接着テープ460の寸法を示す図である。単位電池100自体の寸法については、図27(A)に示したものと同様である。
図28の例では、電池パックを構成する際、単位電池100同士の接着に用いる両面接着テープ460の寸法は、長辺の長さが100mmであり、短辺の長さが6mmであり、1条分の両面接着テープ460の外周長は212mmである。図28の例では、この両面接着テープ460を3条用いるので、電池同士の接合に用いる両面接着テープ460の総外周長は636mmとなり、電極積層領域105の外周長400mmより長く設定することができる。このように図28に示すような接着条件によっても、先の実施形態と同様の効果を享受することができる。
図29は単位電池100同士の接着条件の他の例を説明する図である。図29(A)は本実施形態に係る電池パックに用いられる単位電池100の寸法を示す図であり、図29(B)は本実施形態に係る電池パックに用いられる単位電池100の接着に用いる両面接着テープ460の寸法を示す図である。単位電池100自体の寸法については、図27(A)に示したものと同様である。
図29の例では、電池パックを構成する際、単位電池100同士の接着に用いる両面接着テープ460は、直径の長さが30mmの円形状のものであり、その外周長は約94.2mmである。図29の例では、このような円形状の両面接着テープ460を6枚用いるので、電池同士の接合に用いる両面接着テープ460の総外周長は565.2mmとなり、電極積層領域105の外周長400mmより長く設定することができる。このように図29に示すような接着条件によっても、先の実施形態と同様の効果を享受することができる。
次に、両面接着テープ460によって単位電池100同士を接着する際に好適な接合強度について説明する。ここでも、図27の寸法関係を用いて説明する。
本実施形態において使用された両面テープ460の粘着力は、0.98N/mmであるので、長辺の長さが100mmであり、短辺の長さが12mmである両面テープ460を2条用いることによる単位電池100同士の接合強度(引張り強度)は、長辺方向及び短辺方向で以下のようになる。
長辺方向:0.98(N/mm)×12(mm)×2(本)=24N
短辺方向:0.98(N/mm)×100(mm)×2(本)=98N
一方、単位電池100のラミネートフィルム外装材の融着部の粘着力は1.5N/mmである。なお、図27に示す単位電池100において、最も狭い幅の融着部は5mmである。以上から、単位電池100のラミネートフィルム外装材の融着部の最小接合強度は、長辺方向及び短辺方向で以下のようになる。
長辺方向:1.5(N/mm)×5(mm)×2(辺)=15N
短辺方向:1.5(N/mm)×5(mm)×2(本)=15N
また、単位電池100のラミネートフィルム外装材の融着部の最大接合強度は、長辺方向及び短辺方向で以下のようになる。
長辺方向:1.5(N/mm)×82(mm)=123N
短辺方向:1.5(N/mm)×150(mm)=225N
本実施形態においては、両面接着テープ460による単位電池100同士の接合強度が、融着部の最小接合強度より大きくなるように設定されている。これによれば、電池パックを分解して単位電池100を取り出す際には、単位電池100の融着部が引き剥がされることで、単位電池100が使用不能となるので、取り出された単位電池100がリユースされる危険を防止できる。
長辺方向:0.98(N/mm)×12(mm)×2(本)=24N
短辺方向:0.98(N/mm)×100(mm)×2(本)=98N
一方、単位電池100のラミネートフィルム外装材の融着部の粘着力は1.5N/mmである。なお、図27に示す単位電池100において、最も狭い幅の融着部は5mmである。以上から、単位電池100のラミネートフィルム外装材の融着部の最小接合強度は、長辺方向及び短辺方向で以下のようになる。
長辺方向:1.5(N/mm)×5(mm)×2(辺)=15N
短辺方向:1.5(N/mm)×5(mm)×2(本)=15N
また、単位電池100のラミネートフィルム外装材の融着部の最大接合強度は、長辺方向及び短辺方向で以下のようになる。
長辺方向:1.5(N/mm)×82(mm)=123N
短辺方向:1.5(N/mm)×150(mm)=225N
本実施形態においては、両面接着テープ460による単位電池100同士の接合強度が、融着部の最小接合強度より大きくなるように設定されている。これによれば、電池パックを分解して単位電池100を取り出す際には、単位電池100の融着部が引き剥がされることで、単位電池100が使用不能となるので、取り出された単位電池100がリユースされる危険を防止できる。
ここで、ホルダ部材200に対して第1番目に取り付けられる単位電池100の正極引き出しタブ120は第1列211側に、負極引き出しタブ130は第2列212側になるように配されるが、ホルダ部材200に対して第2番目に取り付けられる単位電池100の正極引き出しタブ120は第2列212側に、負極引き出しタブ130は第1列211側になるように配される。以下、単位電池100を順次積層する上では、奇数番目に取り付けられる単位電池100の正極引き出しタブ120は第1列211側に、負極引き出しタブ130は第2列212側になるように配され、偶数番目に取り付けられる単位電池100の正極引き出しタブ120は第2列212側に、負極引き出しタブ130は第1列211側になるように配される。このように、積層方向において、隣り合う単位電池100の引き出しタブの向きが異なるように配されているため、基板300側では、積層方向斜めの接続を行う必要がない。
第2番目の単位電池100の第1端部111がホルダ部材200の第1面210に突き当てられるまで押し込まれたことを確認した上で、次の基板300側の作業に移行する。
続く図13に示す工程においては、第2番目に取り付けられた単位電池100の正極引き出しタブ120は図示下側に折り曲げられ、第1番目に取り付けられた単位電池100の負極引き出しタブ130と重ねられる。このようにされた上で、引き出しタブ接続ボルト257を、各引き出しタブの穴・引き出しタブ接続ネジ穴325に挿通し、引き出しタブ接続ボルト257とナット256とを螺着させて、薄膜電極部320b上に第1番目に取り付けられた単位電池100の負極引き出しタブ130と、第2番目に取り付けられた単位電池100の正極引き出しタブ120との連結部を形成し、電気接続を完了する。
一方、第2番目に取り付けられた単位電池100の負極引き出しタブ130は図示上側に折り曲げられ、第3番目に取り付けられた単位電池100の正極引き出しタブ120との連結の準備を行う。
次の図14に示す工程においては、第2番目の単位電池100を取り付けた場合と同様の要領で、スペーサーを用いて、電池保護部材400を取り付ける。第2番目の単位電池100の上面と、電池保護部材400の下面とは2条の両面接着テープ460によって貼着される。さらに、図示するように、電池保護部材400の上面に2条の両面接着テープ460を貼着する。この両面接着テープ460によって、電池保護部材400と、ホルダ部材200に第3番目に取り付けられる単位電池100と間の接合を行う。
電池保護部材400は、第2切欠部422や第3切欠部423とホルダ部材200との間に2mm程度の間隙を有する状態で単位電池100と貼着される。この間隙により、電池パックに加わった振動や衝撃を正極引出しタブ120や負極引出しタブ130に伝わりにくくできるので、電池パックの電気的接続の信頼性が高められる。
なお、この間隙は、電池パックに加わる振動や衝撃が少ないと見込まれる場合には必ずしも設けなくても良い。この場合、電池保護部材400は、第2切欠部422や第3切欠部423がホルダ部材200に突き当たるまで押し込まれた状態で単位電池100と貼着できる。このように取り付けることで、電池保護部材400の積層方向の位置合わせが簡便にできる。
図15は、これまで説明した方法と同様の方法によって、第3番目の単位電池100から第8番目の単位電池100を、ホルダ部材200・基板300に順次取り付けた状態を示している。基板300側においては、単位電池100がひとつずつ取り付けられる度毎に、引き出しタブを折り重ねて、引き出しタブ接続ボルト257を利用して、隣り合う単位電池100の引き出しタブを連結し、電気接続を行っていく。
次の図16に示す工程においては、第8番目の単位電池100を取り付けた後に、さらに、電池保護部材400を取り付けた状態を示している。このように、本実施形態に係る電池連結構造体500においては、2つの電池保護部材400が配されており、これにより、各単位電池100を外的な衝撃などから保護するようになっている。
図17は、電池保護部材400の上に、さらに第9番目の単位電池100と、第10番目の単位電池100を、ホルダ部材200・基板300に取り付けた状態を示している。第10番目の単位電池100の負極引き出しタブ130については、引き出しタブ引回部213を利用して、基板300の薄膜電極部320cに接触するようにして折り曲げ、引き出しタブ接続ボルト257により薄膜電極部320cに固着する。これにより、第1番乃至第10番目までの単位電池100の各引き出しタブが、基板300上で連結されて、10個の単位電池100の直列接続が完了する。直列接続された10個の単位電池100への充放電は、正極用電極座金321及び負極用電極座金322を利用して行うことが可能である。正極用電極座金321には端子部材331が、また、負極用電極座金322には端子部材332が取り付けられて、電池連結構造体500が完成する。
以上のように、本発明に係る電池パックによれば、複数の単位電池100の正極引き出しタブと負極引き出しタブとを、ホルダ部材200の引き出しタブ挿通穴215に挿通する作業を行い、複数の単位電池100の互いに異なる極性の引き出しタブ同士を基板300上で連結するように構成するので、電池バックを製造する上での作業効率が高く、生産性が向上する。
また、複数の単位電池100の互いに異なる極性の引き出しタブ同士を引き出しタブ接続ボルト257とナット256により基板300上で連結するように構成されているので、複数の単位電池100同士を簡単に電気接続することができ、電池バックを製造する上での作業効率が高くなり、生産性が向上する。
以上のように構成される電池連結構造体500の各連結部の特徴点について、より詳しく説明する。
基板300には、3種類の薄膜電極部として、薄膜電極部320a、薄膜電極部320b、薄膜電極部320cが設けられている。
これらのうち、薄膜電極部320aは、基板300の一方の端部に設けられている正極用電極座金321と、基板300の一方の端部に取り付けられる単位電池100の正極引き出しタブ120とを導電接続するために利用される。すなわち、薄膜電極部320aにおける連結部は、正極引き出しタブ-正極用電極座金連結部として機能する。
また、基板300の一方の端部に取り付けられる単位電池100は、図10における折り曲げ方向b1などを参照するとわかるように、その正極引き出しタブ120と負極引き出しタブ130とは、共に同方向に折り曲げられるようになっている。
薄膜電極部320cは、基板300の一方の端部と異なる他方の端部に設けられている負極用電極座金322と、基板300の他方の端部に取り付けられる単位電池100の負極引き出しタブ130とを導電接続するために利用される。すなわち、薄膜電極部320aにおける連結部は、負極引き出しタブ-負極用電極座金連結部として機能する。
この基板300の他方の端部に取り付けられる単位電池100についても、図18における折り曲げ方向b2などを参照するとわかるように、その正極引き出しタブ120と負極引き出しタブ130とは、共に同方向に折り曲げられるようになっている。
薄膜電極部320bは、基板300の両端部に取り付けられていない一方の単位電池100の正極引き出しタブ120と他方の単位電池100の負極引き出しタブ130とを導電接続するために利用されるものである。すなわち、薄膜電極部320bにおける連結部は、複数の単位電池100の互いに異なる極性の引き出しタブ同士を連結させる引き出しタブ連結部として機能する。
基板300の両端部に取り付けられていない単位電池100であり、前記引き出しタブ連結部によって引き出しタブが連結される単位電池100については、図13における折り曲げ方向b1、b2などを参照するとわかるように、正極引き出しタブ120と負極引き出しタブ130とは互いに逆方向に折り曲げられる。
次に、以上のように構成される電池連結構造体500における仕切り片260の特徴点について説明する。例えば、図13に示されるように、仕切り片260の基板300からの高さh1は、引き出しタブ(120、130)の連結部においては、引き出しタブ(120、130)の連結に用いる引き出しタブ接続ボルト257の高さh2より高くなるように構成されている。このような寸法関係については、図13に示した箇所のみならず、全ての仕切り片260の高さと、全ての連結部における引き出しタブ接続ボルト257の高さにおいて成立している。
上記のような構成となっているため、例えば、電池連結構造体500の基板300に導電性部材が接近したような場合でも、仕切り片260で遮られることで、隣り合う連結部の引き出しタブ接続ボルト257同士(例えば、図18に示す連結部C1における引き出しタブ接続ボルト257、連結部C2における引き出しタブ接続ボルト257同士。或いは連結部C3における引き出しタブ接続ボルト257、C4における引き出しタブ接続ボルト257同士など。)が、この導電性部材によって短絡してしまうようなことがない。
また、上記のような効果の他に、以下のような効果がある。電池連結構造体500を製造する際、単位電池100の引き出しタブ(120、130)を、引き出しタブ挿通穴215に挿通して取り付けて、基板300側において引き出しタブ(120、130)を折り曲げる作業を行うが、仕切り片260が存在するために、引き出しタブ(120、130)を、本来折り曲げるべき方向と逆の方向に折り曲げてしまうような製造ミスを犯すようなことがない。また、例え、本来折り曲げるべき方向と逆の方向に引き出しタブ(120、130)を折り曲げてしまっても、そのタブは仕切り片260をのりこえて、本来の連結部でない連結部にまで到達することが不可能なように、引き出しタブ(120、130)の長さ、及び、仕切り片260の高さが規定されており、不本意な導通を避けることが可能となっている。
次に、以上のように構成される電池連結構造体500を用いて、本発明に係る電池パックを構成する工程について、図19乃至図26を参照して説明する。
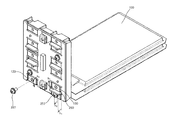
図19に示す工程では、電池連結構造体500を収容するための第1ケース体600に対して、第1ケース体600に設けられている放電端子取付凹部611及び充電端子取付凹部612を利用して、放電端子613及び充電端子614をネジ留めする。
図20に示す工程では、第1ケース体600の第2収容部602に第1緩衝部材621を、また、回路収容部603に第2緩衝部材622を接着剤などで取り付ける。
図21に示す工程では、第2ケース体660の第2収容部662に第3緩衝部材663を接着剤などで取り付ける。
図22及び図23に示す工程は、電池連結構造体500に対して、緩衝材を取り付ける工程が行われる。本発明に係る電池パックにおいては、第1の電池連結構造体500、及び、第2の電池連結構造体500の2つの構造体が電池パックに収容される構成となっている。これら第1の電池連結構造体500、及び、第2の電池連結構造体500とは並列接続されて利用される。
図22の工程においては、第1の電池連結構造体500に対して、端部の単位電池100に肉厚の第4緩衝部材504が取り付けられ、全てのプロテクト側板部に、第4緩衝部材504より薄い第5緩衝部材505が取り付けられる。第4緩衝部材504・第5緩衝部材505を各部に取り付ける際には接着剤などが利用される。ここで、電池パックにおける温度検出手段のサーミスタ530(図22には不図示)としては、第1の電池連結構造体500にのみ取り付ける。サーミスタ530は、第1の電池連結構造体500の温度を検出し、その検出信号を保護回路基板700に送信する。
一方、図23の工程においては、第2の電池連結構造体500に対して、端部の単位電池100に第4緩衝部材504が取り付けられ、一方側のプロテクト側板部にのみ、第5緩衝部材505が取り付けられる。先ほど同様、第4緩衝部材504・第5緩衝部材505を各部に取り付ける際には接着剤などが利用される。
図24に示す工程においては、放電端子613及び充電端子614やサーミスタ530と保護回路基板700との結線が行われると共に、第1ケース体600の回路収容部603に保護回路基板700がネジ留めされる。
図25に示す工程においては、第1及び第2の電池連結構造体500と保護回路基板700とが結線されると共に、第1ケース体600の第1収容部601に第1及の電池連結構造体500を、また、第2収容部602に第2の電池連結構造体500をそれぞれ収容する。
図26に示す工程において、第1ケース体600と第2ケース体660とがネジ留めされることで、本発明に係る電池パック800が完成する。
ここで、本発明に係る電池パック800における温度検出手段について説明する。これまで説明したように、本発明に係る電池パック800は、2つの電池連結構造体500を同一のケース体600、660内に収容して構成されるものであるが、図26に示すように、2つの電池連結構造体500のうち、サーミスタ530が設けられるのは、ケース体の第1収容部に収容される第1の電池連結構造体500にのみ取り付けられ、ここで検出される温度データのみが保護回路基板700に設けられる回路に送信され、電池の制御に利用される。
ケース体に収容される2つの電池連結構造体500のうち、第1の電池連結構造体500の方にサーミスタ530が設けられる理由は、電池パック800が利用される姿勢において、第1の電池連結構造体500の方が鉛直上方に配置され、下方に配置される第2の電池連結構造体500より、昇温しやすい環境にあるからである。図30は本発明の実施形態に係る電池パック800が自転車の動力源として利用されているときの姿勢を示す図である。
本発明に係る電池パック800においては、ケース体の鉛直上方に配置されている、より昇温しやすく、熱的に不利な条件である第1の電池連結構造体500にサーミスタ530を取り付けて、このサーミスタ530から温度データを取得して、これに基づいて保護回路基板700で放電停止などの制御を行うようにしている。このような本発明に係る電池パック800によれば、部品点数を減らせ、コストを抑制することができると共に、サーミスタ530の検出データを処理するための回路構成も単純となる。
なお、本実施形態においては、ケース体内に設ける2つの電池連結構造体500のうち、利用時に鉛直上方にくる電池連結構造体500にサーミスタ530を設けるようにしたが、ケース体内に設けられる電池連結構造体500が3つ以上の場合でも、本発明を適用することができる。すなわち、電池パックのケース体内に収容される3つ以上の電池連結構造体500の場合には、これらのうち、利用時に最も鉛直上方に配置される電池連結構造体500のみにサーミスタ530を設けるようする。
次に、以上のように構成される電池パック800の耐振動性について説明する。ラミネート外装材が用いられた単位電池を直列接続しつつ積層することによって構成した電池パックにおいては、振動を受け続けると、単位電池のラミネートフィルム外装材の角部が、その隣の単電池のラミネートフィルム外装材を突き破り、中の電解液等を漏出してしまい、電池パックが故障してしまう、という問題があった。このような問題を解決するために、単位電池のラミネートフィルムの角部を全て面取りすることも考えられるが、全ての角部の面取りを行うと製造工程が増え、製造コストが上昇する、という新たな問題が発生することとなる。
そこで、本発明においては、面取りを行う角部を最小限に抑えつつも、耐振動性の観点で信頼性を高めるようにしている。以下、このための構成について、再び図1に戻り説明する。
電池本体部110は、シート状正極、シート状負極およびセパレータを有する電極積層体や電解液を、内部に収容した状態でラミネートフィルム外装材の外周辺が熱シールされることで、その内部が密閉されている。そして、上記の外周辺における第1端部111側からは、正極引き出しタブ120と負極引き出しタブ130とが引き出されるようされている。
ここで、ラミネートフィルム外装材において、熱シールによって形成された融着部の寸法関係についてみてみる。ここで、第1端部111側に形成されたcに示される融着部を第1融着部117、また、第2端部112側に形成されたdに示される融着部を第2融着部118として定義する。いずれの融着部も、図中斜線にて示されている。また、第1融着部117及び第2融着部118の融接長とは、いずれもタブの引き出し方向の長さで定義している。
本実施形態において用いる単位電池100においては、第1融着部117の第1融接長cに比べて、第2融着部118の第2融接長dは短く設定されている。単位電池100が積層されて用いられる場合で、隣の単位電池100のラミネートフィルム外装材の角部が、第1融着部117にあたってこすれたとしても、第1融着部117が破れる確率は極めて低いのに対して、隣の単位電池100のラミネートフィルム外装材の角部が、第2融着部118にあたってこすれると、第2融着部118が破れる確率はある程度の大きさとなる。
そこで、本実施形態においては、第2端部112における2つの第2端側角部116に対して面取りを行い、両角部に面取り部119を形成する。これにより、電池パック800に振動が加えられても、面取り部119が形成された第2端側角部116は、隣り合う単位電池100の第2融着部118に影響することがないので、電解液の漏出などが発生することがせず、信頼性を高めることができる。
一方、第1端部111においては、電池パック800に加えられた振動によって、隣の単位電池100のラミネートフィルム外装材の第1端角部115があたってこすれたとしても、第1融着部117が破れる確率は極めて低いので、第1端部111側の2つの第1端角部115には面取り部を形成することなく、製造工程の増加を抑制する。
ここで、本発明に係る電池パックを製造する上でより好ましい第1融接長cと第2融接長dとの寸法関係について以下に説明する。
本実施形態で用いた単位電池100における第1融接長cは19±1mmであり、第2融接長dは6±1mmである。いずれの融接長においても「±1mm」については製造誤差である。以上のような融接長の寸法は、下記のような根拠で決定されている。
まず、単位電池100のいずれの融着部においても、その融接幅は、ラミネートフィルム外装材のシール性を確保するために、5mm以上であることが望ましい。
第2融着部118における融接幅である第2融接長dは、余裕を持たせつつ、製造の公差などを考慮して、6±1mmとしている。
また、第1融着部117における融接幅である第1融接長cは、18mm程度以上とすると、電池パックを構成したとき、隣り合う単位電池100の第1端側角部115があたり擦れたとしても、第1融着部117が破れる確率が極めて低くすることができ、電池パックの信頼性を高めることができる。そこで、本実施形態に係る単位電池100では、余裕を持たせつつ、さらに製造公差などを考慮して、第1融接長cについては19±1mmとしている。
以上から、第1融接長cと第2融接長dとの間の寸法関係を規定するために、第1融接長cを第2融接長dにより除した値であるc/d値を算出すると、c/d=(19±1)/(6±1)である。このc/d値は、最も条件の悪い値よりは所定以上であることが好ましいので、c/d≧(19-1)/(6+1)≒2.5であることが好ましい。すなわち、本発明に係る電池パックにおいては、第1融接長cを第2融接長dにより除したc/d値が、2.5以上であることが好ましい。
以上のような本発明に係る電池パック800によれば、融接長が短い第2端部112側における両角部に面取り部119を有する構成となっており、製造段階では製造工程の増加を抑えつつ、さらに、実使用時においては、振動にさらされても隣り合う単位電池100のラミネートフィルムを突き破ることなく、電解液の漏出などが発生することがせず、信頼性を高めることができるのである。
なお、本実施形態においては、第2端部112の2つの第2端側角部116に対して面取りを行う際に、これを直線状に切り落とすことで面取り部119を形成したが、第2端側角部116を弧状に切り落として、Rを有する面取り部119を形成するようにしてもよい。
また、本実施形態においては、ラミネートフィルム外装材の4辺全てに融着部が設けられた単位電池100の例で説明したが、本発明はこのような単位電池100に限らず、ラミネートフィルム外装材の3辺に融着部が設けられたものにも適用することができる。このような単位電池100について、図31に基づき説明する。
図31は電池パック800を構成する単位電池100の他の例を示す図である。図31に示す単位電池100の電池本体部110は、複数のシート状正極と複数のシート状負極とがセパレータを介して積層された電極積層体、および電解液(いずれも図示しない)が、ラミネートフィルム外装材内に収容された構造となっているが、このラミネートフィルム外装材は第2端部112において折り返されて、第1端部111と2つの側端部113の合計3辺において融接が行われ、電極積層体、および電解液がラミネートフィルム外装材内に封入される構造となっている。
このような単位電池100を用いた場合においても、第2端部112における2つの第2端側角部116に対して面取りを行い、両角部に面取り部119を形成することで、上記の場合と同様の効果を享受することができる。
より詳しくは、正極引き出しタブ120と負極引き出しタブ130と、前記正極引き出しタブ120と前記負極引き出しタブ130とが引き出される第1端部111と、前記第1端部111と対向し、融着が行われない第2端部112と、前記第1端部111側でタブ引き出し方向に第1の融接長を有する第1融着部117と、前記第2端部112における両第2端側角部116に面取り部119と、が設けられたラミネート外装部材と、を有する単位電池100が複数個直列接続された電池パックによっても、上記の場合と同様の効果を享受することができる。すなわち、これによれば、電池パック800に振動が加えられても、面取り部119が形成された第2端側角部116は、隣り合う単位電池100に影響することがなく、電解液の漏出などが発生することがない、信頼性の高い電池パック800を提供することができる。
本発明は、近年、移動体の蓄電装置等の分野において、用途が急速に拡大しているリチウムイオン電池等の二次電池パックに係るものである。このような電池パックが、自転車、自動車といった移動体に搭載されると、当該電池パックは振動を受け続け、隣接する単位電池の角部がラミネートフィルムを突き破り、中の電解液等を漏出してしまい、電池パックが故障してしまう可能性があるが、本発明に係る電池パックでは、融接長が短い第2端部側における両角部に面取り部を有する構成となっており、製造段階では製造工程の増加を抑えつつ、さらに、実使用時においては、振動にさらされても隣り合う単位電池のラミネートフィルムを突き破ることなく、電解液の漏出などが発生することがなく、信頼性を高めることができ、産業上の利用性が非常に大きい。
100・・・単位電池、105・・・電極積層領域、110・・・電池本体部、111・・・第1端部、112・・・第2端部、113・・・側端部、115・・・第1端側角部、116・・・第2端側角部、117・・・第1融着部、118・・・第2融着部、119・・・面取り部、120・・・正極引き出しタブ、125・・・継ぎ足しタブ部材、127・・・穴、130・・・負極引き出しタブ、137・・・穴、200・・・ホルダ部材、203・・・引き出しタブ案内リブ、210・・・第1面、211・・・第1列、212・・・第2列、213・・・引き出しタブ引回部、214・・・引き出しタブ引回凹部、215・・・引き出しタブ挿通穴、220・・・引き出しタブガイド突状部、221・・・頂部、222・・・テーパー側面、230・・・突き当て部、250・・・第2面、251・・・橋渡し構造部、255・・・ナット収容部、256・・・ナット、257・・・引き出しタブ接続ボルト、260・・・仕切り片、263・・・位置合わせ用突起部、270・・・ネジ穴、271・・・基板固着ネジ、300・・・基板、314・・・引き出しタブ引回切欠部、315・・・引き出しタブ引出穴、316・・・引き出しタブ・仕切り片引出穴、317・・・仕切り片引出穴、320a、320b、320c・・・薄膜電極部、321・・・正極用電極座金、322・・・負極用電極座金、325・・・引き出しタブ接続ネジ穴、328・・・位置合わせ穴、329・・・基板固着ネジ穴、331、332・・・端子部材、340・・・コネクタ、400・・・電池保護部材、410・・・平板部、420・・・切欠部、421・・・第1切欠部、422・・・第2切欠部、423・・・第3切欠部、440・・・プロテクト側板部、460・・・両面接着テープ、500・・・電池連結構造体、504・・・第4緩衝部材(厚)、505・・・第5緩衝部材(薄)、530・・・サーミスタ、600・・・第1ケース体、601・・・第1収容部、602・・・第2収容部、603・・・回路収容部、611・・・放電端子取付凹部、612・・・充電端子取付凹部、613・・・放電端子、614・・・充電端子、621・・・第1緩衝部材、622・・・第2緩衝部材、660・・・第2ケース体、661・・・第1収容部、662・・・第2収容部、663・・・第3緩衝部材、673・・・回路収容部、700・・・保護回路基板、800・・・電池パック
Claims (5)
- 正極引き出しタブと負極引き出しタブと、
前記正極引き出しタブと前記負極引き出しタブとが引き出される第1端部と、
前記第1端部と対向する第2端部と、
前記第1端部側でタブ引き出し方向に第1の融接長を有する第1融着部と、
前記第2端部側でタブ引き出し方向に前記第1の融接長より短い第2の融接長を有する第2融着部と、
前記第2端部における両角部に面取り部と、が設けられたラミネート外装部材と、を有する単位電池が複数個直列接続されてなることを特徴とする電池パック。 - 前記単位電池の前記正極引き出しタブと前記負極引き出しタブを挿通する穴を有し、前記単位電池を複数個直列接続させるように組み付けるホルダ部材を有することを特徴とする請求項1に記載の電池パック。
- 前記第1の融接長を前記第2の融接長により除した値が、2.5以上であることを特徴とする請求項1又は請求項2に記載の電池パック。
- 正極引き出しタブと負極引き出しタブと、
前記正極引き出しタブと前記負極引き出しタブとが引き出される第1端部と、
前記第1端部と対向し、融着が行われない第2端部と、
前記第1端部側でタブ引き出し方向に第1の融接長を有する第1融着部と、
前記第2端部における両角部に面取り部と、が設けられたラミネート外装部材と、を有する単位電池が複数個直列接続されてなることを特徴とする電池パック。 - 前記単位電池の前記正極引き出しタブと前記負極引き出しタブを挿通する穴を有し、前記単位電池を複数個直列接続させるように組み付けるホルダ部材を有することを特徴とする請求項4に記載の電池パック。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011800697890A CN103443954A (zh) | 2011-03-31 | 2011-09-07 | 电池组 |
| EP11862493.1A EP2693511B1 (en) | 2011-03-31 | 2011-09-07 | Battery pack |
| US14/007,591 US20140011071A1 (en) | 2011-03-31 | 2011-09-07 | Battery pack |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011-078341 | 2011-03-31 | ||
| JP2011078341A JP5761742B2 (ja) | 2011-03-31 | 2011-03-31 | 電池パック |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012131802A1 true WO2012131802A1 (ja) | 2012-10-04 |
Family
ID=46929648
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/005032 WO2012131802A1 (ja) | 2011-03-31 | 2011-09-07 | 電池パック |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20140011071A1 (ja) |
| EP (1) | EP2693511B1 (ja) |
| JP (1) | JP5761742B2 (ja) |
| CN (1) | CN103443954A (ja) |
| WO (1) | WO2012131802A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013171560A1 (en) * | 2012-05-18 | 2013-11-21 | Miljobil Grenland As | Battery assembly and module lid for battery assembly |
| US20150270526A1 (en) * | 2014-03-18 | 2015-09-24 | Contemporary Amperex Technology Limited | Battery pack and device for connecting tabs of battery cells in the same |
| WO2018163481A1 (ja) * | 2017-03-07 | 2018-09-13 | Necエナジーデバイス株式会社 | 電池パック及び電池パックの製造方法 |
| US11239522B2 (en) | 2017-03-07 | 2022-02-01 | Envision Aesc Energy Devices Ltd. | Battery pack and method for manufacturing battery pack |
| US11251488B2 (en) | 2017-03-07 | 2022-02-15 | Envision Aesc Japan Ltd. | Battery pack and method for manufacturing battery pack |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20130133640A (ko) | 2012-05-29 | 2013-12-09 | 주식회사 엘지화학 | 코너부 형상이 다양한 단차를 갖는 전극 조립체, 이를 포함하는 전지셀, 전지팩 및 디바이스 |
| KR101483505B1 (ko) | 2012-11-13 | 2015-01-21 | 주식회사 엘지화학 | 단차 구조가 형성된 전극조립체 |
| US9954203B2 (en) | 2013-03-08 | 2018-04-24 | Lg Chem, Ltd. | Stepped electrode group stack |
| US9786874B2 (en) * | 2013-03-08 | 2017-10-10 | Lg Chem, Ltd. | Electrode having round corner |
| WO2014171250A1 (ja) * | 2013-04-19 | 2014-10-23 | Necエナジーデバイス株式会社 | 電池の製造方法及び電池モジュール |
| JP6113218B2 (ja) * | 2015-04-16 | 2017-04-12 | ヤマハ発動機株式会社 | バッテリ、バッテリケース及び電動車両 |
| DE102015112962B4 (de) * | 2015-08-06 | 2021-07-22 | OSRAM Opto Semiconductors Gesellschaft mit beschränkter Haftung | Verfahren zum Anordnen einer Vielzahl von Halbleiterstrukturelementen auf einem Träger und Träger mit einer Vielzahl von Halbleiterstrukturelementen |
| EP3644426B1 (en) * | 2017-09-04 | 2021-11-03 | LG Chem, Ltd. | Method for manufacturing flexible battery, and flexible battery manufactured thereby |
| JP7041842B2 (ja) * | 2018-03-26 | 2022-03-25 | トヨタ自動車株式会社 | 組電池および組電池の製造方法 |
| WO2022000328A1 (zh) * | 2020-06-30 | 2022-01-06 | 宁德新能源科技有限公司 | 一种电化学装置及电子装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001202931A (ja) * | 2000-01-19 | 2001-07-27 | Toshiba Battery Co Ltd | 薄形電池 |
| JP2002260600A (ja) * | 2001-02-28 | 2002-09-13 | Tdk Corp | 電気化学デバイス |
| JP2003007262A (ja) * | 2001-06-19 | 2003-01-10 | Tdk Corp | 電気化学素子の外装体 |
| JP2005011855A (ja) * | 2003-06-16 | 2005-01-13 | Tdk Corp | 蓄電素子 |
| JP2006244755A (ja) * | 2005-03-01 | 2006-09-14 | Nec Lamilion Energy Ltd | 電気デバイス集合体 |
| US20090323293A1 (en) * | 2008-06-30 | 2009-12-31 | Lg Chem, Ltd. | Battery Cell Interconnect and Voltage Sensing Assembly and Method for Coupling Battery Cell Assemblies Thereto |
| JP2010170799A (ja) | 2009-01-21 | 2010-08-05 | Toshiba Corp | 電池用負極活物質、非水電解質電池および電池パック |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5255760A (en) | 1991-10-02 | 1993-10-26 | Inventio Ag | Apparatus for detecting and signaling the function and status of an elevator safety brake |
| EP0648703B1 (de) | 1993-10-18 | 1999-01-20 | Inventio Ag | Bremssicherheitseinrichtung für eine Aufzugskabine |
| US6161653A (en) | 1998-12-22 | 2000-12-19 | Otis Elevator Company | Ropeless governor mechanism for an elevator car |
| JP2001019292A (ja) | 1999-06-25 | 2001-01-23 | Inventio Ag | 鉛直搬送装置の荷重支持手段の鉛直方向変位と鉛直方向振動とを防止する装置および方法 |
| CN1198346C (zh) * | 2000-03-14 | 2005-04-20 | 松下电器产业株式会社 | 二次电池及其引线接合方法和采用该二次电池的电池电源装置 |
| EP1323660B1 (de) | 2001-12-24 | 2017-01-04 | Inventio AG | Sicherheitsbremse für Aufzugsanlagen |
| US20030129483A1 (en) * | 2002-01-09 | 2003-07-10 | Gross Oliver J. | Battery and method of packaging |
| KR100858807B1 (ko) * | 2002-09-05 | 2008-09-17 | 삼성에스디아이 주식회사 | 파우치형 케이스와, 이를 채용한 리튬이차전지 |
| TWI285776B (en) * | 2005-10-06 | 2007-08-21 | Au Optronics Corp | Backlight module and liquid crystal display device incorporating the same |
| WO2008011896A1 (de) | 2006-07-26 | 2008-01-31 | Wittur Ag | Brems- bzw. fangeinrichtung zur temporären schutzraumabsicherung und dergl. |
| KR100876254B1 (ko) * | 2007-07-20 | 2008-12-26 | 삼성에스디아이 주식회사 | 파우치형 이차전지 |
| DE102009005124A1 (de) * | 2009-01-19 | 2010-07-29 | Li-Tec Battery Gmbh | Elektrochemische Energiespeichervorrichtung |
-
2011
- 2011-03-31 JP JP2011078341A patent/JP5761742B2/ja active Active
- 2011-09-07 US US14/007,591 patent/US20140011071A1/en not_active Abandoned
- 2011-09-07 EP EP11862493.1A patent/EP2693511B1/en active Active
- 2011-09-07 CN CN2011800697890A patent/CN103443954A/zh active Pending
- 2011-09-07 WO PCT/JP2011/005032 patent/WO2012131802A1/ja active Application Filing
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001202931A (ja) * | 2000-01-19 | 2001-07-27 | Toshiba Battery Co Ltd | 薄形電池 |
| JP2002260600A (ja) * | 2001-02-28 | 2002-09-13 | Tdk Corp | 電気化学デバイス |
| JP2003007262A (ja) * | 2001-06-19 | 2003-01-10 | Tdk Corp | 電気化学素子の外装体 |
| JP2005011855A (ja) * | 2003-06-16 | 2005-01-13 | Tdk Corp | 蓄電素子 |
| JP2006244755A (ja) * | 2005-03-01 | 2006-09-14 | Nec Lamilion Energy Ltd | 電気デバイス集合体 |
| US20090323293A1 (en) * | 2008-06-30 | 2009-12-31 | Lg Chem, Ltd. | Battery Cell Interconnect and Voltage Sensing Assembly and Method for Coupling Battery Cell Assemblies Thereto |
| JP2010170799A (ja) | 2009-01-21 | 2010-08-05 | Toshiba Corp | 電池用負極活物質、非水電解質電池および電池パック |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2693511A1 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013171560A1 (en) * | 2012-05-18 | 2013-11-21 | Miljobil Grenland As | Battery assembly and module lid for battery assembly |
| US20150270526A1 (en) * | 2014-03-18 | 2015-09-24 | Contemporary Amperex Technology Limited | Battery pack and device for connecting tabs of battery cells in the same |
| WO2018163481A1 (ja) * | 2017-03-07 | 2018-09-13 | Necエナジーデバイス株式会社 | 電池パック及び電池パックの製造方法 |
| JPWO2018163481A1 (ja) * | 2017-03-07 | 2020-01-09 | 株式会社エンビジョンAescエナジーデバイス | 電池パック及び電池パックの製造方法 |
| US11239522B2 (en) | 2017-03-07 | 2022-02-01 | Envision Aesc Energy Devices Ltd. | Battery pack and method for manufacturing battery pack |
| US11251488B2 (en) | 2017-03-07 | 2022-02-15 | Envision Aesc Japan Ltd. | Battery pack and method for manufacturing battery pack |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5761742B2 (ja) | 2015-08-12 |
| EP2693511B1 (en) | 2016-07-27 |
| CN103443954A (zh) | 2013-12-11 |
| EP2693511A4 (en) | 2014-09-17 |
| JP2012212607A (ja) | 2012-11-01 |
| US20140011071A1 (en) | 2014-01-09 |
| EP2693511A1 (en) | 2014-02-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5761742B2 (ja) | 電池パック | |
| WO2012131801A1 (ja) | 電池パック | |
| JP5831924B2 (ja) | 電池パック | |
| WO2012131803A1 (ja) | 電池パック | |
| WO2012131799A1 (ja) | 電池パックおよび電動自転車 | |
| JP5700543B2 (ja) | 電池パック | |
| JP7016855B2 (ja) | 電池パック及び電池パックの製造方法 | |
| JP5709215B2 (ja) | 電池パック | |
| JP5858458B2 (ja) | 電池パックの製造方法、電池パック | |
| WO2012131798A1 (ja) | 電池パックおよび電動自転車 | |
| JP5709214B2 (ja) | 電池パック | |
| JP5765769B2 (ja) | 電池パック | |
| JP5831923B2 (ja) | 電池パック | |
| WO2017159469A1 (ja) | 電池パック及び電池パックの製造方法 | |
| JP6928739B2 (ja) | 電池パック及び電池パックの製造方法 | |
| JP2012212593A (ja) | 電池パックおよび電動自転車 | |
| JP5831922B2 (ja) | 電池パックおよび電動自転車 | |
| JP5765770B2 (ja) | 電池パック | |
| JP2012212589A (ja) | 電池パックおよび電動自転車 | |
| JP2012212591A (ja) | 電池パックおよび電動自転車 | |
| JP5777142B2 (ja) | 電池パックおよび電動自転車 | |
| JP2015228382A (ja) | 電池パックおよび電動自転車 | |
| JP2012212592A (ja) | 電池パックおよび電動自転車 | |
| JP2012212595A (ja) | 電池パックおよび電動自転車 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11862493 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14007591 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2011862493 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011862493 Country of ref document: EP |