WO2012111663A1 - 三次元網状アルミニウム多孔体、該アルミニウム多孔体を用いた集電体及び電極並びに該電極を用いた非水電解質電池、非水電解液を用いたキャパシタ及びリチウムイオンキャパシタ - Google Patents
三次元網状アルミニウム多孔体、該アルミニウム多孔体を用いた集電体及び電極並びに該電極を用いた非水電解質電池、非水電解液を用いたキャパシタ及びリチウムイオンキャパシタ Download PDFInfo
- Publication number
- WO2012111663A1 WO2012111663A1 PCT/JP2012/053391 JP2012053391W WO2012111663A1 WO 2012111663 A1 WO2012111663 A1 WO 2012111663A1 JP 2012053391 W JP2012053391 W JP 2012053391W WO 2012111663 A1 WO2012111663 A1 WO 2012111663A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- aluminum
- porous body
- electrode
- aluminum porous
- dimensional network
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/74—Terminals, e.g. extensions of current collectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/04—Hybrid capacitors
- H01G11/06—Hybrid capacitors with one of the electrodes allowing ions to be reversibly doped thereinto, e.g. lithium ion capacitors [LIC]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/66—Current collectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/66—Current collectors
- H01G11/68—Current collectors characterised by their material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/66—Current collectors
- H01G11/70—Current collectors characterised by their structure
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/13—Electrodes for accumulators with non-aqueous electrolyte, e.g. for lithium-accumulators; Processes of manufacture thereof
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/13—Electrodes for accumulators with non-aqueous electrolyte, e.g. for lithium-accumulators; Processes of manufacture thereof
- H01M4/139—Processes of manufacture
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/66—Selection of materials
- H01M4/661—Metal or alloys, e.g. alloy coatings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/70—Carriers or collectors characterised by shape or form
- H01M4/72—Grids
- H01M4/74—Meshes or woven material; Expanded metal
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/13—Energy storage using capacitors
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49108—Electric battery cell making
- Y10T29/49115—Electric battery cell making including coating or impregnating
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12479—Porous [e.g., foamed, spongy, cracked, etc.]
Definitions
- the present invention relates to a non-aqueous electrolyte battery (such as a lithium battery), a capacitor using a non-aqueous electrolyte, and a three-dimensional reticulated aluminum porous body used as an electrode for a lithium ion capacitor or the like.
- a non-aqueous electrolyte battery such as a lithium battery
- a capacitor using a non-aqueous electrolyte such as a lithium battery
- a three-dimensional reticulated aluminum porous body used as an electrode for a lithium ion capacitor or the like.
- Metal porous bodies having a three-dimensional network structure are used in various fields such as various filters, catalyst carriers, and battery electrodes.
- Celmet manufactured by Sumitomo Electric Industries, Ltd .: registered trademark
- nickel porous body made of a three-dimensional network nickel porous body (hereinafter referred to as “nickel porous body”) is used as an electrode material for batteries such as nickel metal hydride batteries and nickel cadmium batteries.
- Celmet is a metal porous body having continuous air holes, and has a feature of high porosity (90% or more) compared to other porous bodies such as a metal nonwoven fabric.
- aluminum like nickel, has excellent characteristics such as conductivity, corrosion resistance, and light weight.
- a positive electrode of a lithium battery is coated with an active material such as lithium cobaltate on the surface of an aluminum foil. Things are used.
- aluminum porous body having a large aluminum surface area, and to fill the active material into the aluminum. This is because the active material can be used even if the electrode is thickened, and the active material utilization rate per unit area is improved.
- Patent Document 1 discloses that a metal aluminum layer having a thickness of 2 to 20 ⁇ m is formed by subjecting a three-dimensional net-like plastic substrate having an internal communication space to aluminum vapor deposition by an arc ion plating method. A method is described. According to this method, it is said that an aluminum porous body having a thickness of 2 to 20 ⁇ m can be obtained, but it is difficult to manufacture in a large area because of the vapor phase method, and depending on the thickness and porosity of the substrate, It is difficult to form a uniform layer. In addition, there are problems such as a slow formation rate of the aluminum layer and an increase in manufacturing cost due to expensive equipment. Further, when a thick film is formed, there is a risk that the film may crack or aluminum may fall off.
- Patent Document 2 a film made of a metal (such as copper) that forms a eutectic alloy below the melting point of aluminum is formed on the skeleton of a foamed resin molding having a three-dimensional network structure, and then an aluminum paste is applied.
- a method is described in which a heat treatment is performed at a temperature of 550 ° C. or higher and 750 ° C. or lower in a non-oxidizing atmosphere so that the organic component (foamed resin) disappears and the aluminum powder is sintered to obtain an aluminum porous body.
- a layer that forms a eutectic alloy with aluminum is formed, and a high-purity aluminum layer cannot be formed.
- Patent Document 3 uses a low melting point composition in which onium halide and aluminum halide are mixed and melted as a plating bath, and the amount of moisture in the bath
- An aluminum electroplating method is disclosed, in which aluminum is deposited on the cathode while maintaining 2% by mass or less.
- aluminum electroplating is only possible on a metal surface, and electroplating on the surface of a resin molded body, in particular, a method of electroplating on the surface of a resin molded body having a three-dimensional network structure is known. There wasn't.
- the present inventors diligently studied about a method of performing electroplating of aluminum on the surface of a urethane resin molded body having a three-dimensional network structure. At least, in a molten salt bath, aluminum was added to a urethane resin molded body having a conductive surface. It was found that plating was possible by plating with, and a method for producing a porous aluminum body was completed. According to this manufacturing method, an aluminum structure having a urethane resin molded body as a skeleton core is obtained. Depending on applications such as various filters and catalyst carriers, it may be used as a composite of resin and metal as it is. However, due to restrictions in the usage environment, when using as a metal structure without resin, the resin is removed and aluminum is used.
- Removal of the resin can be performed by any method such as decomposition (dissolution) with an organic solvent, molten salt, or supercritical water, and thermal decomposition.
- methods such as thermal decomposition at high temperatures are simple, but involve oxidation of aluminum. Unlike nickel and the like, aluminum is difficult to reduce once oxidized. For example, when used as an electrode material for a battery or the like, it cannot be used because conductivity is lost due to oxidation.
- the present inventors immersed an aluminum structure formed by forming an aluminum layer on the surface of the porous resin molded body in a molten salt, A method for producing an aluminum porous body was completed by heating the aluminum layer to a temperature below the melting point of aluminum while applying a negative potential to thermally decompose and remove the porous resin molded body.
- a porous aluminum body as a current collector needs to be filled with an active material and subjected to treatments such as compression and cutting.
- a capacitor using a non-aqueous electrolyte battery and a non-aqueous electrolyte from an aluminum porous body hereinafter referred to as “capacitor”.
- capacitor using a non-aqueous electrolyte battery and a non-aqueous electrolyte from an aluminum porous body
- the present invention is to provide a practical technology for industrially producing an electrode from a porous aluminum body, and is specifically applicable to a process for continuously producing an electrode, It is an object of the present invention to provide a three-dimensional reticulated aluminum porous body that makes it possible to produce a current collector with low resistance, a current collector using the aluminum porous body, an electrode, and a method for producing the current collector.
- the configuration of the present invention is as follows. (1) A sheet-like three-dimensional reticulated aluminum porous body for a current collector, wherein one of two orthogonal directions is the X direction and the other is the Y direction, the X of the three-dimensional reticulated aluminum porous body A three-dimensional reticulated aluminum porous body in which the cell diameter in the direction is different from the cell diameter in the Y direction. (2) The ratio of the cell diameter in the Y direction to the cell diameter in the X direction of the three-dimensional reticulated aluminum porous body is 0.30 or more and 0.80 or less. Reticulated aluminum porous body.
- the ratio of the electric resistance in the Y direction to the electric resistance in the X direction of the three-dimensional network aluminum porous body is 1.1 or more and 2.5 or less
- a ratio of the cell diameter in the Y direction to the cell diameter in the X direction of the three-dimensional reticulated aluminum porous body is 1.2 or more and 3.0 or less.
- the ratio of the electric resistance in the Y direction to the electric resistance in the X direction of the three-dimensional network aluminum porous body is 0.40 or more and 0.90 or less.
- a band-like compressed portion compressed in the thickness direction is formed at the end in the Y direction of the three-dimensional reticulated aluminum porous body according to (2) or (3), and the lead is welded to the compressed portion.
- a band-like compressed portion compressed in the thickness direction is formed at the end in the X direction of the three-dimensional network aluminum porous body according to (4) or (5), and the lead is welded to the compressed portion.
- a method for manufacturing an electrode having at least a thickness adjusting step, a lead welding step, an active material filling step, a drying step, a compression step, and a cutting step wherein (1) A method for producing an electrode, wherein the porous three-dimensional aluminum body according to any one of (5) to (5) is used.
- the three-dimensional reticulated aluminum porous body according to the present invention can be used in a process for continuously producing electrode materials, and can reduce industrial production costs. Further, since the current collecting lead can be provided in the direction in which the electrical resistance of the aluminum porous body is small, a current collector having a small electrical resistance in the current collecting direction can be manufactured.
- the three-dimensional network aluminum porous body according to the present invention is a sheet-like three-dimensional network aluminum porous body for a current collector, wherein one of two orthogonal directions is the X direction and the other is the Y direction.
- the cell diameter in the X direction and the cell diameter in the Y direction of the three-dimensional network aluminum porous body are different. Thereby, anisotropy occurs in the electrical resistance between the X direction and the Y direction of the aluminum porous body. For this reason, in the aluminum porous body, it is possible to produce a current collector having a small electric resistance in the current collecting direction by providing a current collecting lead at an end portion in a direction parallel to a direction having a large electric resistance.
- the X direction and the Y direction are, for example, when the upper surface of the sheet-like aluminum porous body is rectangular, the longitudinal direction is the X direction, and the width direction perpendicular to the X direction is the Y direction. it can.
- the upper surface of the sheet-like aluminum porous body is square, the direction of one side (for example, the vertical direction) is defined as the X direction, and the direction of the side orthogonal to the direction (for example, the horizontal direction) is defined as the Y direction. It can also be determined.
- the direction (longitudinal direction) in which the resin molded body is conveyed is defined as the X direction, It is preferable to define the orthogonal width direction as the Y direction.
- the “cell diameter” means that the surface of an aluminum porous body is magnified by a micrograph, draws an arbitrary 1 inch (25.4 mm) straight line in the X or Y direction, and counts the number of cells intersecting the straight line.
- the cell diameter in the X direction or Y direction 25.4 mm / the average value obtained as the number of cells in the X direction or Y direction.
- the three-dimensional network aluminum porous body of this invention should just be a sheet form, and a dimension in particular is not limited. In order to correspond to the industrial production of electrodes as described above, the dimensions may be adjusted as appropriate according to the production line. For example, it may be 1 m wide ⁇ 200 m long ⁇ 1 mm thick.
- the three-dimensional network aluminum porous body according to the present invention is characterized in that the cell diameter is different between the X direction and the Y direction.
- the three-dimensional network aluminum porous body having such a configuration for example, The following two aspects can be considered. [1] A mode in which the cell diameter in the X direction is lengthened as shown in FIG. [2] A mode in which the cell diameter in the Y direction is lengthened as shown in FIG.
- FIG. 1] A mode in which the cell diameter in the Y direction is lengthened as shown in FIG.
- a long sheet-like base material is unwound from a roller, and a thickness adjusting process, a lead welding process, an active material filling process, a drying process, and a compression process.
- the cutting process is performed, and finally, it is wound by a roller.
- the current collector lead can be welded in the long direction of the base material, that is, in the direction parallel to the transport direction of the base material, in the C process (lead welding process) in FIG.
- the electrical resistance in the width direction orthogonal to the longitudinal direction of the substrate is smaller than the electrical resistance in the longitudinal direction.
- the electric resistance in the X direction (longitudinal direction) is smaller than the electric resistance.
- the ratio of the cell diameter in the Y direction to the cell diameter in the X direction of the three-dimensional network aluminum porous body is preferably 0.30 or more and 0.80 or less.
- the electrical resistance in the X direction can be made smaller than the electrical resistance in the Y direction. If the ratio of the cell diameter in the Y direction to the cell diameter in the X direction of the aluminum porous body is less than 0.30, the cell shape becomes too long in the X direction, making it difficult to fill the active material. Further, when the ratio of the cell diameter in the Y direction to the cell diameter in the X direction exceeds 0.80, the effect of the anisotropy of the electrical resistance as described above becomes small.
- the ratio of the cell diameter in the Y direction to the cell diameter in the X direction is more preferably 0.40 or more and 0.70 or less, and 0.50 As mentioned above, it is still more preferable that it is 0.60 or less.
- the ratio of the cell diameter in the Y direction to the cell diameter in the X direction of the porous aluminum body is 0.30 or more and 0.80 or less, for example, in the manufacturing process of the aluminum porous body described later.
- the tension in the X direction is preferably 50 to 200 kPa.
- the ratio of the cell diameter in the Y direction to the cell diameter in the X direction of the porous aluminum body can be set to 0.30 or more and 0.80 or less.
- the ratio of the electric resistance in the Y direction to the electric resistance in the X direction of the three-dimensional network aluminum porous body is preferably 1.1 or more and 2.5 or less.
- the ratio of the electric resistance in the Y direction to the electric resistance in the X direction is more preferably 1.3 or more and 2.0 or less, and 1.4 More preferably, it is 1.7 or less.
- the ratio of the electrical resistance in the Y direction to the electrical resistance in the X direction of the aluminum porous body is 1.1 or more and 2.5 or less, for example, as described above, the Y with respect to the cell diameter in the X direction of the aluminum porous body It is effective that the ratio of the cell diameters in the direction is 0.30 or more and 0.80 or less. That is, by adjusting the ratio of the cell diameter in the X direction and the Y direction by the above method, the ratio of the electrical resistance in the X direction and the Y direction can be adjusted. For example, by setting the ratio of the cell diameter in the X direction to the Y direction to 0.80, the ratio of the electric resistance in the X direction and the Y direction can be set to 1.1. By setting the cell diameter ratio to 0.30, the electrical resistance ratio can be set to 2.5.
- a band-shaped compression portion compressed in the thickness direction is formed at the end in the Y direction of the three-dimensional network aluminum porous body, and the compression is performed. It is preferable to join the current collecting lead to the part by welding.
- the Y direction of the three-dimensional reticulated aluminum porous body of the present invention can be provided as a transport direction, and a current collecting lead can be provided at the end in the Y direction, which is excellent in continuous productivity and has an electric resistance in the current collecting direction.
- a small current collector can be obtained.
- an electrode of a cylindrical battery has a structure in which a substrate is wound in order to improve output characteristics.
- winding is performed after a current collecting lead is provided at an end in the width direction of the base material to ensure the length of the base material (electrode).
- the electrical resistance in the longitudinal direction is smaller than that in the width direction.
- the electric resistance in the Y direction (longitudinal direction) is smaller than the resistance.
- the said aluminum porous body is used as a base material at the time of producing an electrode, and the electrical resistance of a current collection direction is small by welding a collector lead to the edge part of a longitudinal direction, and sufficient length The electrode is obtained.
- the ratio of the cell diameter in the Y direction to the cell diameter in the X direction of the three-dimensional network aluminum porous body is preferably 1.2 or more and 3.0 or less.
- the electrical resistance in the Y direction can be made smaller than the electrical resistance in the X direction.
- the ratio of the cell diameter in the Y direction to the cell diameter in the X direction of the aluminum porous body is less than 1.2, the effect of anisotropy of the electrical resistance as described above is reduced. If the ratio of the cell diameter in the Y direction to the cell diameter in the X direction exceeds 3.0, the cell shape becomes too long in the X direction, and it becomes difficult to fill the active material.
- the ratio of the cell diameter in the Y direction to the cell diameter in the X direction is more preferably 1.4 or more and 2.5 or less, and 1.6 More preferably, it is 2.0 or less.
- the ratio of the cell diameter in the Y direction to the cell diameter in the X direction of the porous aluminum body is 1.2 or more and 3.0 or less, in the aluminum porous body manufacturing process described later, aluminum is melted in the resin molded body.
- salt plating it is effective to apply tension in one direction of the resin molded body. That is, when the resin molded body is pulled in one direction, the resin molded body is deformed, and the cell has a shape extending in one direction (Y direction), in a direction (X direction) orthogonal to the tensile direction (Y direction). The cell diameter is shorter than the tensile direction (Y direction).
- the three-dimensional reticulated aluminum porous body of this invention can be manufactured by plating aluminum in this state.
- the tension applied in the Y direction is preferably 50 to 200 kPa.
- the ratio of the cell diameter in the Y direction to the cell diameter in the X direction of the porous aluminum body can be set to 1.2 or more and 3.0 or less.
- the ratio of the electric resistance in the Y direction to the electric resistance in the X direction of the three-dimensional network aluminum porous body is preferably 0.40 or more and 0.90 or less. This makes it possible to produce an electrode having a small electrical resistance in the current collecting direction when used as an electrode having a current collecting lead provided at the end in the longitudinal direction of the electrode, such as a cylindrical battery.
- the electrical resistance ratio is less than 0.40, the cell shape is generally too long in the Y direction, which makes it difficult to fill the active material.
- the ratio of the electric resistance in the Y direction to the electric resistance in the X direction is more preferably 0.50 or more and 0.80 or less, and 0.60. More preferably, it is 0.70 or less.
- Y with respect to the cell diameter in the X direction of the porous aluminum body it is effective to set the cell diameter ratio in the direction to 1.2 or more and 3.0 or less. That is, by adjusting the ratio of the cell diameter in the X direction and the Y direction by the above method, the ratio of the electrical resistance in the X direction and the Y direction can be adjusted. For example, by setting the ratio of the cell diameter in the X direction and the Y direction to 3.0, the ratio of the electric resistance in the X direction and the Y direction can be set to 0.40. By setting the cell diameter ratio to 1.2, the electrical resistance ratio can be set to 0.90.
- a band-shaped compression section compressed in the thickness direction is formed at the end in the X direction of the three-dimensional network aluminum porous body. It is preferable to join the current collecting lead to the part by welding. As a result, a sufficient length can be ensured with the Y direction having a small electrical resistance of the three-dimensional network aluminum porous body of the present invention as the current collecting direction, and a current collector that can be used for an electrode such as a cylindrical battery is obtained. be able to.
- FIG. 6 is a flowchart showing the manufacturing process of the aluminum structure.
- FIG. 7 schematically shows a state in which an aluminum plating film is formed using a resin molded body as a core material corresponding to the flowchart. The flow of the entire manufacturing process will be described with reference to both drawings.
- preparation 101 of a resin molded body to be a base is performed.
- FIG. 7A is an enlarged schematic view in which the surface of a resin molded body having continuous air holes is enlarged as an example of a resin molded body serving as a base. The pores are formed with the resin molded body 1 as a skeleton.
- the surface 102 of the resin molded body is made conductive. By this step, as shown in FIG.
- a thin conductive layer 2 made of a conductor is formed on the surface of the resin molded body 1.
- aluminum plating 103 in a molten salt is performed to form an aluminum plating layer 3 on the surface of the resin molded body on which the conductive layer is formed (FIG. 7C).
- an aluminum structure in which the aluminum plating layer 3 is formed on the surface using the resin molded body as a base material is obtained.
- removal 104 of the resin molded body is performed for the resin molded body that is the base.
- the aluminum structure (porous body) in which only the metal layer remains can be obtained by dissociating and disappearing the resin molded body 1 (FIG. 7D).
- each step will be described in order.
- a porous resin molded body having a three-dimensional network structure and continuous air holes is prepared.
- Arbitrary resin can be selected as a raw material of a porous resin molding.
- the material include foamed resin moldings such as polyurethane, melamine, polypropylene, and polyethylene.
- foamed resin moldings such as polyurethane, melamine, polypropylene, and polyethylene.
- a resin molded article having an arbitrary shape can be selected as long as it has continuous pores (continuous vent holes). For example, what has a shape like a nonwoven fabric entangled with a fibrous resin can be used instead of the foamed resin molded article.
- the foamed resin molded article preferably has a porosity of 80% to 98% and a pore diameter of 50 ⁇ m to 500 ⁇ m.
- Foamed urethane and foamed melamine can be preferably used as a foamed resin molded article because they have high porosity, have pore connectivity and are excellent in thermal decomposability.
- Urethane foam is preferable in terms of pore uniformity and availability, and urethane foam is preferable in that a material having a small pore diameter can be obtained.
- the porous resin molded body often has residues such as foaming agents and unreacted monomers in the foam production process, and it is preferable to perform a washing treatment for the subsequent steps.
- FIG. 8 shows one obtained by washing urethane foam as a pretreatment.
- the resin molded body forms a three-dimensional network as a skeleton, thereby forming continuous pores as a whole.
- the urethane skeleton has a substantially triangular shape in a cross section perpendicular to the extending direction.
- the porosity is defined by the following equation.
- Porosity (1 ⁇ (weight of porous material [g] / (volume of porous material [cm 3 ] ⁇ material density))) ⁇ 100 [%]
- the surface of the foamed resin is subjected to a conductive treatment in advance.
- a treatment that can provide a conductive layer on the surface of the resin molded body, such as electroless plating of a conductive metal such as nickel, vapor deposition and sputtering of aluminum, or carbon or aluminum powder, etc. Any method such as application of a conductive paint containing conductive particles can be selected.
- Formation of aluminum layer molten salt plating
- electrolytic plating is performed in a molten salt to form an aluminum plating layer on the surface of the resin molded body.
- a uniformly thick aluminum layer can be formed on the surface of a complicated skeleton structure, particularly a resin molded body having a three-dimensional network structure.
- a direct current is applied in a molten salt using a resin molded body having a conductive surface as a cathode and aluminum having a purity of 99.0% as an anode.
- an organic molten salt that is a eutectic salt of an organic halide and an aluminum halide, or an inorganic molten salt that is a eutectic salt of an alkali metal halide and an aluminum halide can be used.
- Use of an organic molten salt bath that melts at a relatively low temperature is preferable because plating can be performed without decomposing the resin molded body as a base material.
- the organic halide imidazolium salt, pyridinium salt and the like can be used, and specifically, 1-ethyl-3-methylimidazolium chloride (EMIC) and butylpyridinium chloride (BPC) are preferable. Since the molten salt deteriorates when moisture or oxygen is mixed in the molten salt, the plating is preferably performed in an atmosphere of an inert gas such as nitrogen or argon and in a sealed environment.
- an inert gas such as nitrogen or argon
- a molten salt bath containing nitrogen is preferable, and among them, an imidazolium salt bath is preferably used.
- an imidazolium salt bath is preferably used.
- a salt that melts at a high temperature is used as the molten salt, the resin is dissolved or decomposed in the molten salt faster than the growth of the plating layer, and the plating layer cannot be formed on the surface of the resin molded body.
- the imidazolium salt bath can be used without affecting the resin even at a relatively low temperature.
- a salt containing an imidazolium cation having an alkyl group at the 1,3-position is preferably used.
- AlCl 3 + EMIC aluminum chloride + 1-ethyl-3-methylimidazolium chloride
- molten salt is stable. Is most preferably used because it is high and difficult to decompose. Plating onto foamed urethane resin or foamed melamine resin is possible, and the temperature of the molten salt bath is 10 ° C to 65 ° C, preferably 25 ° C to 60 ° C. The lower the temperature, the narrower the current density range that can be plated, and the more difficult it is to plate on the entire surface of the porous resin molded body. At a high temperature exceeding 65 ° C., a problem that the shape of the base resin is impaired tends to occur.
- the smoothness of the plating film is improved, the first feature that the aluminum skeleton forming the porous body is not easily broken, and uniform plating with a small difference in plating thickness between the surface portion and the inside of the porous body is possible.
- the second feature is obtained.
- an organic solvent to the molten salt bath, and 1,10-phenanthroline is particularly preferably used.
- the amount added to the plating bath is preferably 0.2 to 7 g / L. If it is 0.2 g / L or less, it is brittle with plating having poor smoothness, and it is difficult to obtain the effect of reducing the difference in thickness between the surface layer and the inside. On the other hand, if it is 7 g / L or more, the plating efficiency is lowered and it is difficult to obtain a predetermined plating thickness.
- FIG. 9 is a diagram schematically showing a configuration of an apparatus for continuously performing the aluminum plating process on the above-described belt-shaped resin.
- a configuration in which the belt-like resin 22 whose surface is made conductive is sent from the left to the right in the figure.
- the first plating tank 21a includes a cylindrical electrode 24, an anode 25 made of aluminum provided on the inner wall of the container, and a plating bath 23. By passing the strip-shaped resin 22 through the plating bath 23 along the cylindrical electrode 24, a uniform current can easily flow through the entire resin molded body, and uniform plating can be obtained.
- the plating tank 21b is a tank for applying a thick and uniform plating, and is configured to be repeatedly plated in a plurality of tanks.
- Plating is performed by passing the belt-like resin 22 having a conductive surface through a plating bath 28 while sequentially feeding the belt-like resin 22 by an electrode roller 26 that also serves as a feeding roller and an out-of-vessel feeding cathode.
- anodes 27 made of aluminum provided on both surfaces of the resin molded body via a plating bath 28, and uniform plating can be applied to both surfaces of the resin molded body. After sufficiently removing the plating solution from the plated aluminum porous body by nitrogen blowing, the aluminum porous body is obtained by washing with water.
- an inorganic salt bath can be used as the molten salt as long as the resin is not dissolved.
- the inorganic salt bath is typically a binary or multicomponent salt of AlCl 3 —XCl (X: alkali metal).
- Such an inorganic salt bath generally has a higher melting temperature than an organic salt bath such as an imidazolium salt bath, but is less restricted by environmental conditions such as moisture and oxygen, and can be put into practical use at a low cost overall.
- the resin is a foamed melamine resin, it can be used at a higher temperature than the foamed urethane resin, and an inorganic salt bath at 60 ° C. to 150 ° C. is used.
- an aluminum structure having a resin molded body as a skeleton core is obtained.
- the resin and metal composite may be used as they are, but the resin is removed when used as a porous metal body without resin due to restrictions on the use environment.
- the resin is removed by decomposition in a molten salt described below so that oxidation of aluminum does not occur.
- Decomposition in the molten salt is carried out by the following method.
- a resin molded body having an aluminum plating layer formed on the surface is immersed in a molten salt, and the foamed resin molded body is removed by heating while applying a negative potential (potential lower than the standard electrode potential of aluminum) to the aluminum layer.
- a negative potential potential lower than the standard electrode potential of aluminum
- the heating temperature can be appropriately selected according to the type of the foamed resin molded body.
- the temperature of the molten salt bath needs to be 380 ° C. or higher.
- the melting point of the aluminum 660 ° C. or lower is required. It is necessary to process at temperature.
- a preferable temperature range is 500 ° C. or more and 600 ° C. or less.
- the amount of negative potential to be applied is on the minus side of the reduction potential of aluminum and on the plus side of the reduction potential of the cation in the molten salt.
- an alkali metal or alkaline earth metal halide salt in which the electrode potential of aluminum is low can be used.
- FIG. 1 is a diagram for explaining an example of a process for continuously producing an electrode from an aluminum porous body.
- the process includes a porous sheet unwinding step A for unwinding the porous sheet from the unwinding roller 41, a thickness adjusting step B using the compression roller 42, and a lead using the compression / welding roller 43 and the lead welding roller 49.
- a winding process H using a winding roller 48.
- the porous aluminum sheet is unwound from the raw roll on which the porous aluminum sheet is wound, and the thickness is adjusted to an optimum thickness by a roller press in the thickness adjusting step, and the surface is flattened.
- the final thickness of the porous aluminum body is appropriately determined depending on the application of the electrode, but this thickness adjusting step is a compression step before the final thickness, and the thickness is easy to process the next step. Compress to a certain extent.
- a flat plate press or a roller press is used as the pressing machine.
- a flat plate press is preferable for suppressing the elongation of the current collector, but is not suitable for mass production, and therefore, it is preferable to use a roller press capable of continuous processing.
- FIG. 10 schematically shows the compression process.
- a rotating roller can be used as the compression jig.
- a predetermined mechanical strength can be obtained by setting the thickness of the compression portion to 0.05 mm or more and 0.2 mm or less (for example, about 0.1 mm).
- the central portion of the aluminum porous body 34 having a width corresponding to two sheets is compressed by the rotating roller 35 as a compression jig to form the compression portion 33.
- the central portion of the compression portion 33 is cut to obtain two electrode current collectors having the compression portion at the end.
- a plurality of band-like compression portions are formed in the central portion of the porous aluminum body using a plurality of rotating rollers, and each of the band-like compression portions is cut along the center line to thereby collect a plurality of collections. An electric body can be obtained.
- a tab lead is joined to the end compression part of the current collector obtained as described above.
- the tab lead it is preferable to use a metal foil to reduce the electric resistance of the electrode and to bond the metal foil to the surface on at least one side of the peripheral edge of the electrode.
- welding it is preferable to use welding as a joining method. If the width of the metal foil to be welded is too large, useless space increases in the battery and the capacity density of the battery decreases, so that it is preferably 10 mm or less. If it is too thin, welding becomes difficult and the current collecting effect is lowered, so 1 mm or more is preferable.
- a welding method a method such as resistance welding or ultrasonic welding can be used, but ultrasonic welding is preferable because the bonding area is wide.
- metal foil As a material of the metal foil, aluminum is preferable in consideration of electric resistance and resistance to an electrolytic solution. In addition, since impurities are eluted and reacted in the battery, capacitor, and lithium ion capacitor, it is preferable to use an aluminum foil having a purity of 99.99% or more. Moreover, it is preferable that the thickness of a welding part is thinner than the thickness of electrode itself. The thickness of the aluminum foil is preferably 20 to 500 ⁇ m.
- the metal foil may be welded either before or after the current collector is filled with the active material, but the active material can be prevented from falling off before being filled. In particular, in the case of ultrasonic welding, it is preferable to perform welding before filling. Moreover, although activated carbon paste may be attached to the welded portion, it may be peeled off during the process, so it is preferable to mask it so that it cannot be filled.
- the compression process of the end portion and the tab lead bonding process are described as separate processes, but the compression process and the bonding process may be performed simultaneously.
- the compression roller a roller part that can be resistance-welded with the roller part that contacts the tab lead joining end of the aluminum porous sheet is used, and the aluminum porous sheet and the metal foil are simultaneously supplied to this roller. The compression and the welding of the metal foil to the compressed portion can be performed simultaneously.
- An electrode is obtained by filling the current collector obtained as described above with an active material.
- the active material is appropriately selected according to the purpose for which the electrode is used.
- a known method such as a dip filling method or a coating method can be used for filling the active material.
- Coating methods include, for example, roll coating method, applicator coating method, electrostatic coating method, powder coating method, spray coating method, spray coater coating method, bar coater coating method, roll coater coating method, dip coater coating method, doctor blade Examples thereof include a coating method, a wire bar coating method, a knife coater coating method, a blade coating method, and a screen printing method.
- FIG. 12 shows a method of filling a porous material with slurry by a roll coating method. As shown in the figure, slurry is supplied onto the porous sheet, and this is passed through a pair of rotating rolls facing each other with a predetermined gap. The slurry is pressed and filled into the porous body when passing through the rotating roll.
- the porous material filled with the active material is carried into a dryer, and the organic solvent is evaporated and removed by heating to obtain an electrode material in which the active material is fixed in the pores of the porous material.
- compression process The electrode material after drying is compressed to a final thickness in a compression process.
- a flat plate press or a roller press is used as the pressing machine.
- a flat plate press is preferable for suppressing the elongation of the current collector, but is not suitable for mass production, and therefore, it is preferable to use a roller press capable of continuous processing.
- the compression process F of FIG. 1 the case where it compresses with a roller press was shown.
- the width of the porous aluminum sheet is set to the width of a plurality of final products, and this is cut by a plurality of blades along the sheet traveling direction. It is preferable to use a long sheet-like electrode material.
- This cutting step is a step of dividing the long electrode material into a plurality of long electrode materials.
- This step is a step of winding a plurality of long sheet-like electrode materials obtained in the cutting step onto a take-up roller.
- Electrodes for nonaqueous electrolyte batteries such as lithium batteries and molten salt batteries
- electrodes for capacitors and electrodes for lithium ion capacitors. Below, these uses are described.
- Lithium battery Next, a battery electrode material and a battery using an aluminum porous body will be described.
- a positive electrode of a lithium battery including a lithium ion secondary battery
- an active material lithium cobaltate (LiCoO 2 ), lithium manganate (LiMn 2 O 4 ), lithium nickelate (LiNiO 2 ), etc.
- the active material is used in combination with a conductive additive and a binder.
- a conventional positive electrode material for a lithium battery an electrode in which an active material is applied to the surface of an aluminum foil is used.
- Lithium batteries have a higher capacity than nickel metal hydride batteries and capacitors, but there is a need for higher capacities in applications such as automobiles.
- the active material coating thickness must be increased.
- the aluminum foil as the current collector and the active material are in electrical contact with each other. It is used.
- the porous aluminum body of the present invention has a high porosity and a large surface area per unit area. Therefore, since the contact area between the current collector and the active material is increased, the active material can be used effectively, the capacity of the battery can be improved, and the mixing amount of the conductive additive can be reduced.
- the positive electrode material described above is used as a positive electrode, and a copper or nickel foil, a punching metal, a porous body, or the like is used as a current collector for the negative electrode.
- Graphite, lithium titanate (Li 4 Ti 5 O 12 ), Sn An alloy system such as Si or Si, or a negative electrode active material such as lithium metal is used.
- a negative electrode active material is also used in combination with a conductive additive and a binder. Since such a lithium battery can improve capacity even with a small electrode area, the energy density of the battery can be made higher than that of a lithium battery using a conventional aluminum foil.
- the effect on the secondary battery has been mainly described above. However, the effect of increasing the contact area when the porous aluminum body is filled with the active material is the same as that of the secondary battery in the primary battery. Can be improved.
- the electrolyte used for the lithium battery includes a non-aqueous electrolyte and a solid electrolyte.
- FIG. 13 is a longitudinal sectional view of an all-solid lithium battery using a solid electrolyte.
- the all solid lithium battery 60 includes a positive electrode 61, a negative electrode 62, and a solid electrolyte layer (SE layer) 63 disposed between both electrodes.
- the positive electrode 61 includes a positive electrode layer (positive electrode body) 64 and a positive electrode current collector 65
- the negative electrode 62 includes a negative electrode layer 66 and a negative electrode current collector 67.
- a non-aqueous electrolyte described later is used as the electrolyte.
- a separator a porous polymer film, a nonwoven fabric, paper, or the like
- the non-aqueous electrolyte is impregnated in both electrodes and the separator.
- an aluminum porous body When an aluminum porous body is used for a positive electrode of a lithium battery, a material capable of removing and inserting lithium can be used as an active material, and it is suitable for a lithium secondary battery by filling such an aluminum porous body. An electrode can be obtained.
- the material for the positive electrode active material include lithium cobaltate (LiCoO 2 ), lithium nickelate (LiNiO 2 ), lithium nickel cobaltate (LiCo 0.3 Ni 0.7 O 2 ), lithium manganate (LiMn 2 O 4 ), and titanate.
- the active material is used in combination with a conductive additive and a binder.
- transition metal oxides such as olivine compounds which are conventional lithium iron phosphate and its compounds (LiFePO 4 , LiFe 0.5 Mn 0.5 PO 4 ). Further, the transition metal element contained in these materials may be partially substituted with another transition metal element.
- Still other positive electrode active materials include, for example, TiS 2 , V 2 S 3 , FeS, FeS 2 , LiMSx (M is a transition metal element such as Mo, Ti, Cu, Ni, Fe, or Sb, Sn, Pb) ) And the like, and lithium metal having a skeleton of a metal oxide such as TiO 2 , Cr 3 O 8 , V 2 O 5 , and MnO 2 .
- the above-described lithium titanate (Li 4 Ti 5 O 12 ) can also be used as a negative electrode active material.
- Non-aqueous electrolyte a polar aprotic organic solvent is used, and specifically, ethylene carbonate, diethyl carbonate, dimethyl carbonate, propylene carbonate, ⁇ -butyrolactone, sulfolane and the like are used.
- the supporting salt lithium tetrafluoroborate, lithium hexafluorophosphate, and an imide salt are used.
- concentration of the supporting salt serving as an electrolyte is high, a concentration around 1 mol / L is generally used because there is a limit to dissolution.
- Solid electrolyte filled in aluminum porous body In addition to the active material, a solid electrolyte may be added and filled.
- a solid electrolyte By filling an aluminum porous body with an active material and a solid electrolyte, it can be made suitable for an electrode of an all-solid-state lithium battery.
- the proportion of the active material in the material filled in the aluminum porous body is preferably 50% by mass or more, more preferably 70% by mass or more, from the viewpoint of securing the discharge capacity.
- a sulfide-based solid electrolyte having high lithium ion conductivity is preferably used.
- a sulfide-based solid electrolyte having high lithium ion conductivity examples include a sulfide-based solid electrolyte containing lithium, phosphorus, and sulfur. It is done.
- the sulfide solid electrolyte may further contain an element such as O, Al, B, Si, and Ge.
- Such a sulfide-based solid electrolyte can be obtained by a known method.
- lithium sulfide (Li 2 S) and diphosphorus pentasulfide (P 2 S 5 ) are prepared as starting materials, and the ratio of Li 2 S and P 2 S 5 is about 50:50 to 80:20 in molar ratio.
- a method of melting and quenching the mixture melting and quenching method
- a method of mechanically milling the mixture (nocical milling method).
- the sulfide-based solid electrolyte obtained by the above method is amorphous. Although it can be used in this amorphous state, it may be heat-treated to obtain a crystalline sulfide solid electrolyte. Crystallization can be expected to improve lithium ion conductivity.
- the active material for filling the active material (the active material and the solid electrolyte)
- a known method such as an immersion filling method or a coating method
- the coating method include roll coating method, applicator coating method, electrostatic coating method, powder coating method, spray coating method, spray coater coating method, bar coater coating method, roll coater coating method, dip coater coating method, doctor Examples thereof include a blade coating method, a wire bar coating method, a knife coater coating method, a blade coating method, and a screen printing method.
- a conductive additive or binder is added, and an organic solvent or water is mixed therewith to produce a positive electrode mixture slurry.
- This slurry is filled into an aluminum porous body using the above method.
- carbon black such as acetylene black (AB) and ketjen black (KB) and carbon fiber such as carbon nanotube (CNT)
- AB acetylene black
- KB ketjen black
- CNT carbon nanotube
- polyfluoride can be used as the binder, for example.
- Vinylidene (PVDF), polytetrafluoroethylene (PTFE), polyvinyl alcohol (PVA), carboxymethyl cellulose (CMC), xanthan gum and the like can be used.
- the organic solvent used when preparing the positive electrode mixture slurry has an adverse effect on the material (that is, the active material, the conductive additive, the binder, and, if necessary, the solid electrolyte) filled in the aluminum porous body. If not, it can be selected as appropriate.
- organic solvents include n-hexane, cyclohexane, heptane, toluene, xylene, trimethylbenzene, dimethyl carbonate, diethyl carbonate, ethyl methyl carbonate, propylene carbonate, ethylene carbonate, butylene carbonate, vinylene carbonate, vinyl ethylene carbonate.
- the conventional positive electrode material for lithium batteries has apply
- the coating thickness of the active material is increased, and in order to effectively use the active material, the aluminum foil and the active material must be in electrical contact. For this reason, the active material is used in combination with a conductive aid.
- the porous aluminum body of the present invention has a high porosity and a large surface area per unit area. Therefore, since the contact area between the current collector and the active material is increased, the active material can be used effectively, the capacity of the battery can be improved, and the mixing amount of the conductive additive can be reduced.
- FIG. 14 is a schematic cross-sectional view showing an example of a capacitor using a capacitor electrode material.
- an electrode material in which an electrode active material is supported on a porous aluminum body is disposed as a polarizable electrode 141.
- the polarizable electrode 141 is connected to the lead wire 144 and is entirely housed in the case 145.
- the aluminum porous body as a current collector, the surface area of the current collector is increased and the contact area with the activated carbon as the active material is increased, so that a capacitor capable of high output and high capacity can be obtained.
- activated carbon is filled as an active material in an aluminum porous body current collector.
- Activated carbon is used in combination with a conductive additive or binder.
- the activated carbon is preferably 90% or more in terms of the composition ratio after drying (after removal of the solvent).
- a conductive auxiliary agent and a binder are necessary, it is a factor of a capacity
- the conductive auxiliary agent is preferably 10% by mass or less, and the binder is preferably 10% by mass or less.
- Activated carbon has a specific surface area of preferably 1000 m 2 / g or more because the capacitor has a larger surface area as the surface area becomes larger.
- Activated carbon can use plant-derived coconut shells, petroleum-based materials, and the like. In order to improve the surface area of the activated carbon, it is preferable to perform activation treatment using water vapor or alkali.
- An activated carbon paste can be obtained by mixing and stirring the electrode material mainly composed of activated carbon.
- the activated carbon paste is filled in the current collector, dried, and compressed by a roller press or the like as necessary, thereby improving the density and obtaining a capacitor electrode.
- the activated carbon can be filled using a known method such as a dip filling method or a coating method.
- a coating method include roll coating method, applicator coating method, electrostatic coating method, powder coating method, spray coating method, spray coater coating method, bar coater coating method, roll coater coating method, dip coater coating method, doctor Examples thereof include a blade coating method, a wire bar coating method, a knife coater coating method, a blade coating method, and a screen printing method.
- a conductive additive or a binder is added as necessary, and an organic solvent or water is mixed therewith to prepare a positive electrode mixture slurry.
- This slurry is filled into an aluminum porous body using the above method.
- carbon black such as acetylene black (AB) and ketjen black (KB) and carbon fiber such as carbon nanotube (CNT)
- AB acetylene black
- KB ketjen black
- CNT carbon nanotube
- polyfluoride can be used as the binder, for example.
- Vinylidene (PVDF), polytetrafluoroethylene (PTFE), polyvinyl alcohol (PVA), carboxymethyl cellulose (CMC), xanthan gum and the like can be used.
- the organic solvent used when preparing the positive electrode mixture slurry has an adverse effect on the material (that is, the active material, the conductive additive, the binder, and, if necessary, the solid electrolyte) filled in the aluminum porous body. If not, it can be selected as appropriate.
- organic solvents include n-hexane, cyclohexane, heptane, toluene, xylene, trimethylbenzene, dimethyl carbonate, diethyl carbonate, ethyl methyl carbonate, propylene carbonate, ethylene carbonate, butylene carbonate, vinylene carbonate, vinyl ethylene carbonate.
- Capacitor production Two of the electrodes obtained as described above are punched out to a suitable size, and are opposed to each other with a separator interposed therebetween.
- the separator it is preferable to use a porous film or non-woven fabric made of cellulose, polyolefin resin, or the like. And it accommodates in a cell case using a required spacer, and impregnates electrolyte solution.
- the electric double layer capacitor can be manufactured by sealing the case with an insulating gasket.
- a non-aqueous material it is preferable to sufficiently dry materials such as electrodes in order to reduce the moisture in the capacitor as much as possible.
- the capacitor may be manufactured in an environment with little moisture, and the sealing may be performed in a reduced pressure environment.
- the capacitor is not particularly limited as long as the current collector and electrode of the present invention are used, and the capacitor may be manufactured by other methods.
- Electrolyte can be used for both aqueous and non-aqueous, but non-aqueous is preferable because the voltage can be set higher.
- potassium hydroxide or the like can be used as an electrolyte.
- non-aqueous systems there are many ionic liquids in combination of cations and anions.
- cation lower aliphatic quaternary ammonium, lower aliphatic quaternary phosphonium, imidazolinium and the like are used, and as the anion, imide compounds such as metal chloride ion, metal fluoride ion, and bis (fluorosulfonyl) imide Etc. are known.
- polar aprotic organic solvents there are polar aprotic organic solvents, and specifically, ethylene carbonate, diethyl carbonate, dimethyl carbonate, propylene carbonate, ⁇ -butyrolactone, sulfolane and the like are used.
- the supporting salt in the non-aqueous electrolyte lithium tetrafluoroborate, lithium hexafluorophosphate, or the like is used.
- FIG. 15 is a schematic cross-sectional view showing an example of a lithium ion capacitor using a lithium ion capacitor electrode material.
- an electrode material having a positive electrode active material supported on an aluminum porous body is disposed as a positive electrode 146
- an electrode material having a negative electrode active material supported on a current collector is disposed as a negative electrode 147.
- the positive electrode 146 and the negative electrode 147 are connected to lead wires 148 and 149, respectively, and are entirely housed in the case 145.
- the aluminum porous body as a current collector, the surface area of the current collector is increased, and a lithium ion capacitor capable of increasing the output and capacity can be obtained even when activated carbon as an active material is thinly applied.
- activated carbon is filled as an active material in an aluminum porous body current collector.
- Activated carbon is used in combination with a conductive additive or binder.
- the activated carbon is preferably 90% or more in terms of the composition ratio after drying (after solvent removal).
- a conductive auxiliary agent and a binder are necessary, it is a factor of a capacity
- the conductive auxiliary agent is preferably 10% by mass or less, and the binder is preferably 10% by mass or less.
- the specific surface area is preferably 1000 m 2 / g or more.
- Activated carbon can use plant-derived coconut shells, petroleum-based materials, and the like. In order to improve the surface area of the activated carbon, it is preferable to perform activation treatment using water vapor or alkali.
- ketjen black, acetylene black, carbon fiber, or a composite material thereof can be used as the conductive auxiliary.
- the binder polyvinylidene fluoride, polytetrafluoroethylene, polyvinyl alcohol, carboxymethyl cellulose, xanthan gum, or the like can be used.
- water or an organic solvent may be appropriately selected depending on the kind of the binder.
- organic solvents N-methyl-2-pyrrolidone is often used.
- surfactant when using water for a solvent, you may use surfactant in order to improve a filling property.
- An activated carbon paste can be obtained by mixing and stirring the electrode material mainly composed of activated carbon.
- the activated carbon paste is filled in the current collector, dried, and compressed by a roller press or the like as necessary, thereby improving the density and obtaining an electrode for a lithium ion capacitor.
- the activated carbon can be filled using a known method such as a dip filling method or a coating method.
- a coating method include roll coating method, applicator coating method, electrostatic coating method, powder coating method, spray coating method, spray coater coating method, bar coater coating method, roll coater coating method, dip coater coating method, doctor Examples thereof include a blade coating method, a wire bar coating method, a knife coater coating method, a blade coating method, and a screen printing method.
- a conductive additive or a binder is added as necessary, and an organic solvent or water is mixed therewith to prepare a positive electrode mixture slurry.
- This slurry is filled into an aluminum porous body using the above method.
- carbon black such as acetylene black (AB) and ketjen black (KB) and carbon fiber such as carbon nanotube (CNT)
- AB acetylene black
- KB ketjen black
- CNT carbon nanotube
- polyfluoride can be used as the binder, for example.
- Vinylidene (PVDF), polytetrafluoroethylene (PTFE), polyvinyl alcohol (PVA), carboxymethyl cellulose (CMC), xanthan gum and the like can be used.
- the organic solvent used when preparing the positive electrode mixture slurry has an adverse effect on the material (that is, the active material, the conductive additive, the binder, and, if necessary, the solid electrolyte) filled in the aluminum porous body. If not, it can be selected as appropriate.
- organic solvents include n-hexane, cyclohexane, heptane, toluene, xylene, trimethylbenzene, dimethyl carbonate, diethyl carbonate, ethyl methyl carbonate, propylene carbonate, ethylene carbonate, butylene carbonate, vinylene carbonate, vinyl ethylene carbonate.
- the negative electrode is not particularly limited, and a conventional negative electrode for a lithium battery can be used.
- the conventional electrode using a copper foil as a current collector has a small capacity, it is made of copper or nickel such as the aforementioned foamed nickel.
- An electrode in which a porous material is filled with an active material is preferable.
- the negative electrode is doped with lithium ions in advance. A known method can be used as the doping method.
- the remaining capacity of the negative electrode is smaller than the positive electrode capacity, the capacity of the lithium ion capacitor is reduced, so the positive electrode capacity is not doped. It is preferable to leave it in
- Electrolytic solution used for lithium ion capacitors The same electrolyte as the nonaqueous electrolyte used for the lithium battery is used.
- a polar aprotic organic solvent is used, and specifically, ethylene carbonate, diethyl carbonate, dimethyl carbonate, propylene carbonate, ⁇ -butyrolactone, sulfolane and the like are used.
- the supporting salt lithium tetrafluoroborate, lithium hexafluorophosphate, and an imide salt are used.
- the electrode obtained as described above is punched out to an appropriate size, and is opposed to the negative electrode with a separator interposed therebetween.
- the negative electrode may be doped with lithium ions by the above-described method, and when a method of doping after assembling the cell is taken, an electrode connected with lithium metal may be arranged in the cell.
- the separator it is preferable to use a porous film or non-woven fabric made of cellulose, polyolefin resin, or the like. And it accommodates in a cell case using a required spacer, and impregnates electrolyte solution. Finally, the case is covered and sealed with an insulating gasket, so that a lithium ion capacitor can be produced.
- the material such as the electrode is sufficiently dried.
- the lithium ion capacitor may be manufactured in an environment with little moisture, and the sealing may be performed in a reduced pressure environment. Note that the lithium ion capacitor is not particularly limited as long as the current collector and the electrode of the present invention are used, and may be manufactured by a method other than this.
- the aluminum porous body can also be used as an electrode material for a molten salt battery.
- a metal compound capable of intercalating cations of molten salt as an electrolyte such as sodium chromite (NaCrO 2 ) and titanium disulfide (TiS 2 ) as an active material Is used.
- the active material is used in combination with a conductive additive and a binder.
- a conductive assistant acetylene black or the like can be used.
- PTFE polytetrafluoroethylene
- PTFE polytetrafluoroethylene
- the aluminum porous body can also be used as a negative electrode material for a molten salt battery.
- an aluminum porous body is used as a negative electrode material
- sodium alone, an alloy of sodium and another metal, carbon, or the like can be used as an active material.
- the melting point of sodium is about 98 ° C., and the metal softens as the temperature rises. Therefore, it is preferable to alloy sodium with other metals (Si, Sn, In, etc.). Of these, an alloy of sodium and Sn is particularly preferable because it is easy to handle.
- Sodium or a sodium alloy can be supported on the surface of the porous aluminum body by a method such as electrolytic plating or hot dipping.
- a metal (such as Si) that is alloyed with sodium is attached to the aluminum porous body by a method such as plating, a sodium alloy can be obtained by charging in a molten salt battery.
- FIG. 16 is a schematic cross-sectional view showing an example of a molten salt battery using the above-described battery electrode material.
- the molten salt battery includes a positive electrode 121 carrying a positive electrode active material on the surface of an aluminum skeleton part of an aluminum porous body, a negative electrode 122 carrying a negative electrode active material on the surface of the aluminum skeleton part of an aluminum porous body, and an electrolyte.
- a separator 123 impregnated with molten salt is housed in a case 127. Between the upper surface of the case 127 and the negative electrode, a pressing member 126 including a pressing plate 124 and a spring 125 that presses the pressing plate is disposed.
- the current collector (aluminum porous body) of the positive electrode 121 and the current collector (aluminum porous body) of the negative electrode 122 are connected to the positive electrode terminal 128 and the negative electrode terminal 129 by lead wires 130, respectively.
- molten salt As the electrolyte, various inorganic salts or organic salts that melt at the operating temperature can be used.
- alkali metals such as lithium (Li), sodium (Na), potassium (K), rubidium (Rb) and cesium (Cs), beryllium (Be), magnesium (Mg), calcium (Ca)
- strontium (Sr) and barium (Ba) can be used.
- the operating temperature can be 90 ° C. or lower.
- a separator is for preventing a positive electrode and a negative electrode from contacting, and a glass nonwoven fabric, a porous resin molding, etc. can be used.
- the above positive electrode, negative electrode, and separator impregnated with molten salt are stacked and housed in a case to be used as a battery.
- Example 1 (Formation of conductive layer) As a urethane resin molded body, a urethane foam having a porosity of 95%, the number of pores per one inch (number of cells), a pore diameter of about 550 ⁇ m, and a thickness of 1 mm was prepared and cut into a 100 mm ⁇ 30 mm square. . An aluminum film having a basis weight of 10 g / m 2 was formed as a conductive layer on the surface of this polyurethane foam by sputtering.
- a urethane foam with a conductive layer formed on the surface is set as a work piece in a jig with a power supply function, and then placed in a glove box with an argon atmosphere and low moisture (dew point -30 ° C or less), and melted at a temperature of 40 ° C. It was immersed in a salt aluminum plating bath (33 mol% EMIC-67 mol% AlCl 3 ). At this time, two rollers were provided to the workpiece in a letter C shape, and molten salt plating was performed while widening the workpiece so that a tension of 65 kPa was applied in the width direction of the workpiece.
- the jig on which the workpiece was set was connected to the cathode side of the rectifier, and a counter electrode aluminum plate (purity 99.99%) was connected to the anode side.
- An aluminum structure in which an aluminum plating layer having a weight of 150 g / m 2 was formed on the surface of the urethane foam was obtained by plating by applying a direct current of a current density of 3.6 A / dm 2 for 90 minutes. Stirring was performed with a stirrer using a Teflon (registered trademark) rotor.
- the current density is a value calculated by the apparent area of the urethane foam.
- the aluminum structure was immersed in a LiCl—KCl eutectic molten salt at a temperature of 500 ° C., and a negative potential of ⁇ 1 V was applied for 30 minutes. Bubbles were generated in the molten salt due to the decomposition reaction of the polyurethane. Then, after cooling to room temperature in the atmosphere, the molten salt was removed by washing with water to obtain a porous aluminum body from which the resin was removed. The obtained aluminum porous body had continuous air holes, and the porosity was as high as the urethane foam used as the core material.
- the width direction (30 mm) of the porous aluminum body is defined as the X direction
- the longitudinal direction (100 mm) is defined as the Y direction.
- the obtained aluminum porous body was adjusted to a thickness of 0.96 mm by a roller press and cut into 5 cm square.
- the SUS block is placed on the 5 mm portion from the edge of one side parallel to the Y direction of the porous aluminum body.
- the tab lead was welded by spot welding under the following conditions.
- the cell diameter of the obtained aluminum porous body was 632 ⁇ m, and the cell diameter in the Y direction was 474 ⁇ m.
- the ratio of the cell diameter in the Y direction to the cell diameter in the X direction was 0.75.
- the electrical resistance of the obtained aluminum porous body was measured, the electrical resistance in the X direction was 0.17 ⁇ ⁇ cm, the electrical resistance in the Y direction was 0.20 ⁇ ⁇ cm, and the electrical resistance in the X direction was The ratio of electrical resistance in the Y direction was 1.2.
- Example 2 In the molten salt plating of Example 1, a porous aluminum body was obtained in the same manner as Example 1 except that the tension applied in the workpiece width direction (X direction) was 125 kPa.
- the cell diameter of the aluminum porous body obtained in the same manner as in Example 1 was measured, the cell diameter in the X direction was 740 ⁇ m, the cell diameter in the Y direction was 407 ⁇ m, and the cell in the Y direction relative to the cell diameter in the X direction.
- the diameter ratio was 0.55.
- the electrical resistance in the X direction was 0.14 ⁇ ⁇ cm
- the electrical resistance in the Y direction was 0.21 ⁇ ⁇ cm
- the electrical resistance in the X direction was The ratio of electric resistance in the Y direction was 1.5.
- Example 3 Example of the molten salt plating of Example 1 except that the workpiece was not widened, a tension of 50 kPa was applied in the transport direction, and the current collecting lead was provided at a part 5 mm wide from the end of one side parallel to the X direction.
- a porous aluminum body was obtained.
- the cell diameter of the obtained aluminum porous body was measured, the cell diameter in the X direction was 498 ⁇ m, the cell diameter in the Y direction was 598 ⁇ m, and the ratio of the cell diameter in the Y direction to the cell diameter in the X direction was 1. It was 20.
- the electrical resistance in the X direction was 0.20 ⁇ ⁇ cm
- the electrical resistance in the Y direction was 0.17 ⁇ ⁇ cm
- the electrical resistance in the X direction was The ratio of electric resistance in the Y direction was 0.85.
- Example 4 In the molten salt plating of Example 3, a porous aluminum body was obtained in the same manner as in Example 3 except that the tension applied in the conveying direction was 125 kPa.
- the cell diameter of the obtained porous aluminum body was measured, the cell diameter in the X direction was 405 ⁇ m, the cell diameter in the Y direction was 742 ⁇ m, and the ratio of the cell diameter in the Y direction to the cell diameter in the X direction was 1. 83.
- the electrical resistance in the X direction was 0.21 ⁇ ⁇ cm
- the electrical resistance in the Y direction was 0.14 ⁇ ⁇ cm
- the electrical resistance in the X direction was The ratio of electric resistance in the Y direction was 0.7.
- Example 1 In the molten salt plating of Example 1, a porous aluminum body was obtained in the same manner as in Example 1 except that no tension was applied to the workpiece.
- the cell diameter of the obtained aluminum porous body was measured, when the width direction of the aluminum porous body was the X direction and the longitudinal direction perpendicular to the width direction was the Y direction, the cell diameter in the X direction was 531 ⁇ m and the Y direction The cell diameter was 568 ⁇ m, and the ratio of the cell diameter in the Y direction to the cell diameter in the X direction was 1.07.
- the current collectors of Examples 1 to 4 had a lower electrical resistance in the current collecting direction than the current collector of Comparative Example 1. That is, in Examples 1 and 2, the aluminum porous body has a small electrical resistance in the width direction (X direction), and in Examples 3 and 4, the aluminum porous body has a small electrical resistance in the longitudinal direction (Y direction). was gotten.
- a current collector having a small electric resistance in the current collecting direction can be produced. Furthermore, it can be used in the process of continuously producing electrode materials, for example, as a base material for industrial production of electrodes for non-aqueous electrolyte batteries (lithium batteries, etc.) and capacitors, lithium ion capacitors, etc. It can be suitably used.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Power Engineering (AREA)
- General Chemical & Material Sciences (AREA)
- Electrochemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Manufacturing & Machinery (AREA)
- Cell Electrode Carriers And Collectors (AREA)
- Electric Double-Layer Capacitors Or The Like (AREA)
- Connection Of Batteries Or Terminals (AREA)
- Battery Electrode And Active Subsutance (AREA)
Abstract
Description
この方法によれば、2~20μmの厚さのアルミニウム多孔体が得られるとされているが、気相法によるため大面積での製造は困難であり、基体の厚さや気孔率によっては内部まで均一な層の形成が難しい。またアルミニウム層の形成速度が遅い、設備が高価などにより製造コストが増大するなどの問題点がある。さらに、厚膜を形成する場合には、膜に亀裂が生じたりアルミニウムの脱落が生じたりするおそれがある。
しかしながら、この方法によればアルミニウムと共晶合金を形成する層が出来てしまい、純度の高いアルミニウム層が形成できない。
しかしながら、アルミニウムの電気めっきについては金属表面へのめっきが可能であるのみで、樹脂成形体表面への電気めっき、とりわけ三次元網目構造を有する樹脂成形体の表面に電気めっきする方法は知られていなかった。
樹脂の除去は、有機溶媒、溶融塩、又は超臨界水による分解(溶解)、加熱分解等任意の方法で行うことができる。
ここで、高温での加熱分解等の方法は簡便であるが、アルミニウムの酸化を伴う。アルミニウムはニッケル等と異なり、一旦酸化すると還元処理が困難であるため、たとえば電池等の電極材料として使用する場合には、酸化により導電性が失われることから用いることが出来ない。そこで、本発明者等はアルミニウムの酸化が起こらないようにして樹脂を除去する方法として、多孔質樹脂成形体の表面にアルミニウム層を形成してなるアルミニウム構造体を溶融塩に浸漬した状態で、該アルミニウム層に負電位を印加しながらアルミニウムの融点以下の温度に加熱して多孔質樹脂成形体を熱分解して除去することによってアルミニウム多孔体を製造する方法を完成した。
(1)集電体用のシート状の三次元網状アルミニウム多孔体であって、直交する2つの方向の一方をX方向とし、他方をY方向としたとき、該三次元網状アルミニウム多孔体のX方向のセル径と、Y方向のセル径とが異なることを特徴とする三次元網状アルミニウム多孔体。
(2)前記三次元網状アルミニウム多孔体のX方向のセル径に対するY方向のセル径の比が0.30以上、0.80以下であることを特徴とする上記(1)に記載の三次元網状アルミニウム多孔体。
(3)前記三次元網状アルミニウム多孔体のX方向の電気抵抗に対するY方向の電気抵抗の比が1.1以上、2.5以下であることを特徴とする上記(1)又は(2)に記載の三次元網状アルミニウム多孔体。
(4)前記三次元網状アルミニウム多孔体のX方向のセル径に対するY方向のセル径の比が1.2以上、3.0以下であることを特徴とする上記(1)に記載の三次元網状アルミニウム多孔体。
(5)前記三次元網状アルミニウム多孔体のX方向の電気抵抗に対するY方向の電気抵抗の比が0.40以上、0.90以下であることを特徴とする上記(1)又は(4)に記載の三次元網状アルミニウム多孔体。
(6)上記(2)又は(3)に記載の三次元網状アルミニウム多孔体のY方向の端部に、厚み方向に圧縮された帯状の圧縮部が形成され、該圧縮部にリードが溶接によって接合されてなることを特徴とする集電体。
(7)上記(4)又は(5)に記載の三次元網状アルミニウム多孔体のX方向の端部に、厚み方向に圧縮された帯状の圧縮部が形成され、該圧縮部にリードが溶接によって接合されてなることを特徴とする集電体。
(8)上記(6)又は(7)に記載の集電体の開口部に活物質が充填されてなることを特徴とする電極。
(9)少なくとも、調厚工程と、リード溶接工程と、活物質充填工程と、乾燥工程と、圧縮工程と、切断工程と、を有する電極の製造方法であって、基材として上記(1)~(5)のいずれかに記載の三次元網状アルミニウム多孔体を用いることを特徴とする電極の製造方法。
(10)上記(8)に記載の電極を用いたことを特徴とする非水電解質電池。
(11)上記(8)に記載の電極を用いたことを特徴とする非水電解液を用いたキャパシタ。
(12)上記(8)に記載の電極を用いたことを特徴とする非水電解液を用いたリチウムイオンキャパシタ。
また、アルミニウム多孔体が長尺シート状の樹脂成形体を基材として用いて製造されたものである場合には、当該樹脂成形体が搬送された方向(長手方向)をX方向とし、これと直交する幅方向をY方向と定めることが好ましい。
なお、本発明の三次元網状アルミニウム多孔体はシート状であればよく、特に寸法が限定されるものではない。上記のような電極の工業的生産に対応させる場合には、生産ラインに応じて適宜寸法を調節すればよい。例えば、1m幅×200m長さ×1mm厚さとすることもできる。
[1]図2に示すように、X方向のセル径を長くする態様。
[2]図4に示すように、Y方向のセル径を長くする態様。
以下、上記[1]、[2]の構成の具体的な内容と効果についてそれぞれ説明する。
電極を連続的に生産する場合、一般には、図1に示すように、長尺シート状の基材をローラから巻き出し、調厚工程、リード溶接工程、活物質充填工程、乾燥工程、圧縮工程、切断工程を行い、最後にローラに巻き取るという方法により行われている。このような電極の製造方法において、図1のC工程(リード溶接工程)の際に、基材の長尺方向、すなわち基材の搬送方向に平行な方向に集電リードを溶接することができれば、より一層連続生産性に優れるようになる。そのためには、基材の長尺方向と直交する幅方向の電気抵抗が、長尺方向の電気抵抗よりも小さいことが好ましい。
アルミニウム多孔体のX方向のセル径に対するY方向のセル径の比が0.30未満であると、セルの形状がX方向に細長くなりすぎ、活物質の充填が困難となる。また、X方向のセル径に対するY方向のセル径の比が0.80を超えると、上記のような電気抵抗の異方性の効果が小さくなる。これらの観点から、本発明の三次元網状アルミニウム多孔体において、X方向のセル径に対するY方向のセル径の比は、0.40以上、0.70以下であることがより好ましく、0.50以上、0.60以下であることが更に好ましい。
このとき、X方向に係るテンションは50~200kPaであることが好ましい。これによりアルミニウム多孔体のX方向のセル径に対するY方向のセル径の比を0.30以上、0.80以下とすることができる。
電気抵抗の比が1.1未満の場合には、X方向の電気抵抗とY方向の電気抵抗との差が小さいため、集電方向の電気抵抗を小さくするという効果が得られにくくなる。また、電気抵抗の比が2.5を超える場合には、一般に、セルの形状がX方向に長くなり過ぎているため、活物質の充填が困難になるため好ましくない。これらの観点から、本発明の三次元網状アルミニウム多孔体において、X方向の電気抵抗に対するY方向の電気抵抗の比は、1.3以上、2.0以下であることがより好ましく、1.4以上、1.7以下であることが更に好ましい。
一般に、円筒型電池の電極は、出力特性を向上させるために基材が捲回された構造をしている。このような電極を作製する場合には、基材の幅方向の端部に集電リードを設けて基材(電極)の長さを確保したうえで巻き取りが行われる。このため、電極の基材となる長尺シート状のアルミニウム多孔体においては、幅方向よりも長手方向の電気抵抗が小さいことが望まれる。
アルミニウム多孔体のX方向のセル径に対するY方向のセル径の比が1.2未満であると、上記のような電気抵抗の異方性の効果が小さくなる。また、X方向のセル径に対するY方向のセル径の比が3.0を超えると、セルの形状がX方向に細長くなりすぎ、活物質の充填が困難となる。これらの観点から、本発明の三次元網状アルミニウム多孔体において、X方向のセル径に対するY方向のセル径の比は、1.4以上、2.5以下であることがより好ましく、1.6以上、2.0以下であることが更に好ましい。
このとき、Y方向にかかるテンションは50~200kPaであることが好ましい。これによりアルミニウム多孔体のX方向のセル径に対するY方向のセル径の比を1.2以上、3.0以下とすることができる。
電気抵抗の比が0.40未満の場合には、一般に、セルの形状がY方向に長くなり過ぎているため、活物質の充填が困難になり好ましくない。また、電気抵抗の比が0.90を超える場合には、X方向の電気抵抗とY方向の電気抵抗との差が小さいため、集電方向の電気抵抗を小さくするという効果が得られにくくなる。これらの観点から、本発明の三次元網状アルミニウム多孔体において、X方向の電気抵抗に対するY方向の電気抵抗の比は、0.50以上、0.80以下であることがより好ましく、0.60以上、0.70以下であることが更に好ましい。
図6は、アルミニウム構造体の製造工程を示すフロー図である。また図7は、フロー図に対応して樹脂成形体を芯材としてアルミニウムめっき膜を形成する様子を模式的に示したものである。両図を参照して製造工程全体の流れを説明する。まず基体となる樹脂成形体の準備101を行う。図7(a)は、基体となる樹脂成形体の例として、連通気孔を有する樹脂成形体の表面を拡大視した拡大模式図である。樹脂成形体1を骨格として気孔が形成されている。次に樹脂成形体表面の導電化102を行う。この工程により、図7(b)に示すように樹脂成形体1の表面には薄く導電体による導電層2が形成される。
続いて溶融塩中でのアルミニウムめっき103を行い、導電層が形成された樹脂成形体の表面にアルミニウムめっき層3を形成する(図7(c))。これで、樹脂成形体を基材として表面にアルミニウムめっき層3が形成されたアルミニウム構造体が得られる。基体である樹脂成形体については、樹脂成形体の除去104を行う。
樹脂成形体1を分解等して消失させることにより金属層のみが残ったアルミニウム構造体(多孔体)を得ることができる(図7(d))。以下各工程について順を追って説明する。
三次元網目構造を有し連通気孔を有する多孔質樹脂成形体を準備する。多孔質樹脂成形体の素材は任意の樹脂を選択できる。ポリウレタン、メラミン、ポリプロピレン、ポリエチレン等の発泡樹脂成形体が素材として例示できる。発泡樹脂成形体と表記したが、連続した気孔(連通気孔)を有するものであれば任意の形状の樹脂成形体を選択できる。例えば繊維状の樹脂を絡めて不織布のような形状を有するものも発泡樹脂成形体に代えて使用可能である。発泡樹脂成形体の気孔率は80%~98%、気孔径は50μm~500μmとするのが好ましい。発泡ウレタン及び発泡メラミンは気孔率が高く、また気孔の連通性があるとともに熱分解性にも優れているため発泡樹脂成形体として好ましく使用できる。
発泡ウレタンは気孔の均一性や入手の容易さ等の点で好ましく、発泡ウレタンは気孔径の小さなものが得られる点で好ましい。
気孔率=(1-(多孔質材の重量[g]/(多孔質材の体積[cm3]×素材密度)))×100[%]
また、気孔径は、樹脂成形体表面を顕微鏡写真等で拡大し、1インチ(25.4mm)あたりの気孔数をセル数として計数して、平均孔径=25.4mm/セル数として平均的な値を求める。
電解めっきを行うために、発泡樹脂の表面をあらかじめ導電化処理する。樹脂成形体の表面に導電性を有する層を設けることができる処理である限り特に制限はなく、ニッケル等の導電性金属の無電解めっき、アルミニウム等の蒸着及びスパッタ、又はカーボンやアルミニウム粉末等の導電性粒子を含有した導電性塗料の塗布等任意の方法を選択できる。
次に溶融塩中で電解めっきを行い、樹脂成形体表面にアルミニウムめっき層を形成する。溶融塩浴中でアルミニウムのめっきを行うことにより特に三次元網目構造を有する樹脂成形体のように複雑な骨格構造の表面に均一に厚いアルミニウム層を形成することができる。表面が導電化された樹脂成形体を陰極、純度99.0%のアルミニウムを陽極として溶融塩中で直流電流を印加する。溶融塩としては、有機系ハロゲン化物とアルミニウムハロゲン化物の共晶塩である有機溶融塩、アルカリ金属のハロゲン化物とアルミニウムハロゲン化物の共晶塩である無機溶融塩を使用することができる。比較的低温で溶融する有機溶融塩浴を使用すると、基材である樹脂成形体を分解することなくめっきができ好ましい。有機系ハロゲン化物としてはイミダゾリウム塩、ピリジニウム塩等が使用でき、具体的には1-エチル-3-メチルイミダゾリウムクロライド(EMIC)、ブチルピリジニウムクロライド(BPC)が好ましい。溶融塩中に水分や酸素が混入すると溶融塩が劣化するため、めっきは窒素、アルゴン等の不活性ガス雰囲気下で、かつ密閉した環境下で行うことが好ましい。
溶融塩中での分解は以下の方法で行う。表面にアルミニウムめっき層を形成した樹脂成形体を溶融塩に浸漬し、アルミニウム層に負電位(アルミニウムの標準電極電位より卑な電位)を印加しながら加熱して発泡樹脂成形体を除去する。溶融塩に浸漬した状態で負電位を印加すると、アルミニウムを酸化させることなく発泡樹脂成形体を分解することができる。加熱温度は発泡樹脂成形体の種類に合わせて適宜選択できる。樹脂成形体がウレタンである場合には分解は約380℃で起こるため溶融塩浴の温度は380℃以上にする必要があるが、アルミニウムを溶融させないためにはアルミニウムの融点(660℃)以下の温度で処理する必要がある。好ましい温度範囲は500℃以上600℃以下である。また、印加する負電位の量は、アルミニウムの還元電位よりマイナス側で、かつ溶融塩中のカチオンの還元電位よりプラス側とする。このような方法によって、連通気孔を有し、表面の酸化層が薄く酸素量の少ないアルミニウム多孔体を得ることができる。
図1はアルミニウム多孔体から電極を連続的に製造するためのプロセスの一例を説明する図である。当該プロセスは、巻き出しローラ41から多孔体シートを巻き出す多孔体シート巻き出し工程Aと、圧縮ローラ42を用いた調厚工程Bと、圧縮・溶接ローラ43及びリード溶接ローラ49を用いたリード溶接工程Cと、充填ローラ44、スラリー供給ノズル50及びスラリー51を用いたスラリー充填工程Dと、乾燥機45を用いた乾燥工程Eと、圧縮ローラ46を用いた圧縮行程Fと、切断ローラ47を用いた切断工程Gと、巻取ローラ48を用いた巻取工程Hとを含んでいる。以下、このような工程について具体的に説明する。
アルミニウム多孔体のシートが巻き取られた原反ロールからアルミニウム多孔体シートを巻き出して、調厚工程でローラプレスにより最適な厚さに調厚すると共に表面を平坦にする。アルミニウム多孔体の最終的な厚さはその電極の用途によって適宜に定められるが、この調厚工程は最終的な厚さとする前の段階の圧縮工程であり、次工程の処理が行いやすい厚みとなる程度に圧縮する。プレス機としては平板プレスやローラプレスが用いられる。平板プレスは集電体の伸びを抑制するためには好ましいが、量産には不向きなため、連続処理可能なローラプレスを用いることが好ましい。
-アルミニウム多孔体の端部の圧縮-
アルミニウム多孔体を二次電池等の電極集電体として用いるに際してはアルミニウム多孔体に外部引き出し用のタブリードを溶着する必要がある。アルミニウム多孔体を使用する電極の場合、強固な金属部が存在しないため、リード片を直接溶接することが出来ない。このため、アルミニウム多孔体の端部を圧縮することによって端部を箔状とすることで機械的強度を付加してタブリードを溶接する。
アルミニウム多孔体の端部の加工方法の一例について述べる。
図10はその圧縮工程を模式的に示したものである。
圧縮用治具としては回転ローラを用いることができる。
圧縮部の厚みは0.05mm以上0.2mm以下(例えば0.1mm程度)とすることにより、所定の機械的強度を得ることができる。
図11において、2枚分の幅を有するアルミニウム多孔体34の中央部を圧縮用治具として回転ローラ35によって圧縮して圧縮部33を形成する。圧縮後に圧縮部33の中央部を切断して端部に圧縮部を有する2枚の電極集電体を得る。
また、複数個の回転ローラを用いてアルミニウム多孔体の中央部に複数本の帯状の圧縮部を形成し、この帯状の圧縮部のそれぞれをその中心線に沿って切断することにより複数個の集電体を得ることができる。
前記のようにして得た集電体の端部圧縮部にタブリードを接合する。タブリードとしては電極の電気抵抗を低減するために金属箔を用いて、電極の周縁部の少なくとも一方の側の表面に金属箔を接合することが好ましい。また、電気抵抗を低減するために接合方法としては溶接を用いることが好ましい。金属箔を溶接する幅は、あまり太いと電池内に無駄なスペースが増えて電池の容量密度が低下するため、10mm以下が好ましい。あまり細いと溶接が困難になると共に集電効果も下がるため、1mm以上が好ましい。
溶接方法としては抵抗溶接や超音波溶接などの方法が使用できるが、超音波溶接の方が、接着面積が広いため好ましい。
金属箔の材質としては、電気抵抗や電解液に対する耐性を考慮するとアルミニウムが好ましい。また、不純物があると電池、キャパシタ、リチウムイオンキャパシタ内で溶出・反応したりするため、純度99.99%以上のアルミニウム箔を用いることが好ましい。また、溶接部分の厚さが電極自体の厚さより薄いことが好ましい。
アルミ箔の厚さは20~500μmとすることが好ましい。
また、金属箔の溶接は集電体に活物質を充填する前・後どちらで行なってもかまわないが、充填前に行なう方が活物質の脱落を抑えられる。特に超音波溶接の場合は充填前に溶接する方が好ましい。また、溶接した部分に活性炭ペーストがついてもよいが、工程途中で剥離する可能性もあるため、充填できないようにマスキングしておくことが好ましい。
上記のようにして得た集電体に活物質を充填することにより電極を得る。活物質は電極が使用される目的に応じて適宜選択される。
活物質の充填には浸漬充填法や塗工法など公知の方法を用いることができる。塗工法としては、例えば、ロール塗工法、アプリケータ塗工法、静電塗工法、粉黛塗工法、スプレー塗工法、スプレーコータ塗工法、バーコータ塗工法、ロールコータ塗工法、ディップコータ塗工法、ドクターブレード塗工法、ワイヤーバー塗工法、ナイフコータ塗工法、ブレード塗工法、及びスクリーン印刷法などが挙げられる。
活物質を充填するときは、必要に応じて導電助剤やバインダを加え、これに有機溶剤を混合してスラリーを作製し、これを上記の充填法を用いてアルミニウム多孔体に充填する。
図12にはロール塗工法によってスラリーを多孔体に充填する方法を示した。図示のように多孔体シート上にスラリーを供給しこれを所定の間隙を開けて対向する一対の回転ロールに通す。スラリーは回転ロールを通過する際に多孔体中に押圧充填される。
活物質を充填された多孔体は乾燥機に搬入され、加熱することによって有機溶剤を蒸発除去することにより、多孔体孔内に活物質が固定された電極材料を得る。
乾燥後の電極材料は圧縮工程において最終的な厚さに圧縮される。プレス機としては平板プレスやローラプレスが用いられる。平板プレスは集電体の伸びを抑制するためには好ましいが、量産には不向きなため、連続処理可能なローラプレスを用いることが好ましい。
図1の圧縮工程Fではローラプレスによって圧縮する場合を示した。
電極材料の量産性を高めるためには、アルミニウム多孔体のシートの幅を最終製品の複数枚分の幅とし、これをシートの進行方向に沿って複数の刃で切断することによって複数枚の長尺シート状の電極材料とすることが好ましい。この切断工程は長尺状の電極材料を複数枚の長尺状の電極材料に分割する工程である。
この工程は上記切断工程で得た複数枚の長尺シート状の電極材料としこれを巻取ローラに巻き取る工程である。
アルミニウム多孔体を集電体として用いた電極材料の主な用途としては、リチウム電池や溶融塩電池等の非水電解質電池用電極、及びキャパシタ用電極、リチウムイオンキャパシタ用電極などがある。
以下では、これらの用途について述べる。
次にアルミニウム多孔体を用いた電池用電極材料及び電池について説明する。例えばリチウム電池(リチウムイオン二次電池等を含む)の正極に使用する場合は、活物質としてコバルト酸リチウム(LiCoO2)、マンガン酸リチウム(LiMn2O4)、ニッケル酸リチウム(LiNiO2)等を使用する。活物質は導電助剤及びバインダと組み合わせて使用する。
従来のリチウム電池用正極材料は、アルミニウム箔の表面に活物質を塗布した電極が用いられている。リチウム電池はニッケル水素電池やキャパシタに比べれば高容量であるが、自動車用途などでは更なる高容量化が求められており、単位面積当たりの電池容量を向上するために、活物質の塗布厚みを厚くしており、また活物質を有効に利用するためには集電体であるアルミニウム箔と活物質とが電気的に接触している必要があるので、活物質は導電助剤と混合して用いられている。
これに対し、本発明のアルミニウム多孔体は気孔率が高く単位面積当たりの表面積が大きい。よって集電体と活物質の接触面積が大きくなるため活物質を有効に利用でき、電池の容量を向上できるとともに、導電助剤の混合量を少なくすることができる。リチウム電池は、上記の正極材料を正極とし、負極には銅やニッケルの箔やパンチングメタル、多孔体などが集電体として用いられ、黒鉛、チタン酸リチウム(Li4Ti5O12)、SnやSi等の合金系、あるいはリチウム金属等の負極活物質が使用される。負極活物質も導電助剤及びバインダと組み合わせて使用する。
このようなリチウム電池は、小さい電極面積でも容量を向上できるため、従来のアルミ箔を用いたリチウム電池よりも電池のエネルギー密度を高くすることができる。また、上記では主に二次電池についての効果を説明したが、一次電池についてもアルミニウム多孔体に活物質を充填したときに接触面積が大きくなる効果は二次電池の場合と同じであり、容量の向上が可能である。
リチウム電池に使用される電解質には、非水電解液と固体電解質がある。
図13は、固体電解質を使用した全固体リチウム電池の縦断面図である。この全固体リチウム電池60は、正極61、負極62、および、両電極間に配置される固体電解質層(SE層)63を備える。正極61は、正極層(正極体)64と正極集電体65とからなり、負極62は、負極層66と負極集電体67とからなる。
電解質として、固体電解質以外に、後述する非水電解液が用いられる。この場合、両極間には、セパレータ(多孔質ポリマーフィルムや不織布、紙等)が配置され、非水電解液は両極およびセパレータ中に含浸される。
アルミニウム多孔体をリチウム電池の正極に使用する場合は、活物質としてリチウムを脱挿入できる材料を使用することができ、このような材料をアルミニウム多孔体に充填することでリチウム二次電池に適した電極を得ることができる。正極活物質の材料としては、例えばコバルト酸リチウム(LiCoO2)、ニッケル酸リチウム(LiNiO2)、ニッケルコバルト酸リチウム(LiCo0.3Ni0.7O2)、マンガン酸リチウム(LiMn2O4)、チタン酸リチウム(Li4Ti5O12)、リチウムマンガン酸化合物(LiMyMn2-yO4);M=Cr、Co、Ni)、リチウム酸等を使用する。活物質は導電助剤及びバインダと組み合わせて使用する。従来のリチウムリン酸鉄及びその化合物(LiFePO4、LiFe0.5Mn0.5PO4)であるオリビン化合物などの遷移金属酸化物が挙げられる。また、これらの材料の中に含まれる遷移金属元素を、別の遷移金属元素に一部置換してもよい。
非水電解液としては、極性非プロトン性有機溶媒で使用され、具体的にはエチレンカーボネート、ジエチルカーボネート、ジメチルカーボネート、プロピレンカーボネート、γ-ブチロラクトン及びスルホラン等が使用される。支持塩としては4フッ化ホウ酸リチウム、6フッ化リン酸リチウム、およびイミド塩等が使用されている。電解質となる支持塩の濃度は高い方が好ましいが、溶解に限度があるため1mol/L付近のものが一般に用いられる。
活物質の他に、さらに、固体電解質を加えて充填してもよい。アルミニウム多孔体に活物質と固体電解質とを充填することで、全固体リチウム電池の電極に適したものとすることができる。ただし、アルミニウム多孔体に充填する材料のうち活物質の割合は、放電容量を確保する観点から、50質量%以上、より好ましくは70質量%以上とすることが好ましい。
活物質(活物質と固体電解質)の充填は、例えば、浸漬充填法や塗工法などの公知の方法を用いることができる。塗工法としては、例えば、ロール塗工法、アプリケータ塗工法、静電塗工法、粉体塗工法、スプレー塗工法、スプレーコータ塗工法、バーコータ塗工法、ロールコータ塗工法、ディップコータ塗工法、ドクターブレード塗工法、ワイヤーバー塗工法、ナイフコータ塗工法、ブレード塗工法、及びスクリーン印刷法などが挙げられる。
図14はキャパシタ用電極材料を用いたキャパシタの一例を示す断面模式図である。セパレータ142で仕切られた有機電解液143中に、アルミニウム多孔体に電極活物質を担持した電極材料を分極性電極141として配置している。分極性電極141はリード線144に接続しており、これら全体がケース145中に収納されている。アルミニウム多孔体を集電体として使用することで、集電体の表面積が大きくなり、活物質としての活性炭との接触面積が大きくなるため高出力、高容量化可能なキャパシタを得ることができる。
キャパシタの容量を大きくするためには主成分である活性炭の量が多い方が良く、乾燥後(溶媒除去後)の組成比で活性炭が90%以上あることが好ましい。また導電助剤やバインダは必要ではあるが容量低下の要因であり、バインダは更に内部抵抗を増大させる要因となるためできる限り少ない方がよい。導電助剤は10質量%以下、バインダは10質量%以下が好ましい。
活性炭の充填は、例えば、浸漬充填法や塗工法などの公知の方法を用いることができる。塗工法としては、例えば、ロール塗工法、アプリケータ塗工法、静電塗工法、粉体塗工法、スプレー塗工法、スプレーコータ塗工法、バーコータ塗工法、ロールコータ塗工法、ディップコータ塗工法、ドクターブレード塗工法、ワイヤーバー塗工法、ナイフコータ塗工法、ブレード塗工法、及びスクリーン印刷法などが挙げられる。
上記のようにして得られた電極を適当な大きさに打ち抜いて2枚用意し、セパレータを挟んで対向させる。セパレータはセルロースやポリオレフィン樹脂などで構成された多孔膜や不織布を用いるのが好ましい。そして、必要なスペーサを用いてセルケースに収納し、電解液を含浸させる。最後に絶縁ガスケットを介してケースに蓋をして封口することにより電気二重層キャパシタを作製することができる。非水系の材料を使用する場合は、キャパシタ内の水分を限りなく少なくするため、電極などの材料を十分乾燥することが好ましい。キャパシタの作製は水分の少ない環境下で行い、封止は減圧環境下で行ってもよい。なお、本発明の集電体、電極を用いていればキャパシタとしては特に限定されず、これ以外の方法により作製されるものでも構わない。
図15はリチウムイオンキャパシタ用電極材料を用いたリチウムイオンキャパシタの一例を示す断面模式図である。セパレータ142で仕切られた有機電解液143中に、アルミニウム多孔体に正極活物質を担持した電極材料を正極146として配置し、集電体に負極活物質を担持した電極材料を負極147として配置している。正極146及び負極147はそれぞれリード線148、149に接続しており、これら全体がケース145中に収納されている。アルミニウム多孔体を集電体として使用することで、集電体の表面積が大きくなり、活物質としての活性炭を薄く塗布しても高出力、高容量化可能なリチウムイオンキャパシタを得ることができる。
リチウムイオンキャパシタ用の電極を製造するには、アルミニウム多孔体集電体に活物質として活性炭を充填する。活性炭は導電助剤やバインダと組み合わせて使用する。
リチウムイオンキャパシタの容量を大きくするためには主成分である活性炭の量が多い方が良く、乾燥後(溶媒除去後)の組成比で活性炭が90%以上あることが好ましい。また導電助剤やバインダは必要ではあるが容量低下の要因であり、バインダは更に内部抵抗を増大させる要因となるためできる限り少ない方がよい。導電助剤は10質量%以下、バインダは10質量%以下が好ましい。
活性炭の充填は、例えば、浸漬充填法や塗工法などの公知の方法を用いることができる。塗工法としては、例えば、ロール塗工法、アプリケータ塗工法、静電塗工法、粉体塗工法、スプレー塗工法、スプレーコータ塗工法、バーコータ塗工法、ロールコータ塗工法、ディップコータ塗工法、ドクターブレード塗工法、ワイヤーバー塗工法、ナイフコータ塗工法、ブレード塗工法、及びスクリーン印刷法などが挙げられる。
負極は特に限定されず従来のリチウム電池用負極を使用可能であるが、銅箔を集電体に用いた従来の電極では容量が小さいため、前述の発泡状ニッケルのような銅やニッケル製の多孔体に活物質を充填した電極が好ましい。また、リチウムイオンキャパシタとして動作させるために、あらかじめ負極にリチウムイオンをドープしておくことが好ましい。ドープ方法としては公知の方法を用いることができる。たとえば、負極表面にリチウム金属箔を貼り付けて電解液中に浸してドープする方法や、リチウムイオンキャパシタ内にリチウム金属を取り付けた電極を配置し、セルを組み立ててから負極とリチウム金属電極の間で電流を流して電気的にドープする方法、あるいは負極とリチウム金属で電気化学セルを組み立て、電気的にリチウムをドープした負極を取り出して使用する方法などが挙げられる。
いずれの方法でも、負極の電位を十分に下げるためにリチウムドープ量は多いほうがよいが、負極の残容量が正極容量より小さくなるとリチウムイオンキャパシタの容量が小さくなるため、正極容量分はドープせずに残しておく方が好ましい。
電解液はリチウム電池に使用する非水電解液と同じものが用いられる。非水電解液としては、極性非プロトン性有機溶媒で使用され、具体的にはエチレンカーボネート、ジエチルカーボネート、ジメチルカーボネート、プロピレンカーボネート、γ-ブチロラクトン及びスルホラン等が使用される。支持塩としては4フッ化ホウ酸リチウム、6フッ化リン酸リチウム、およびイミド塩等が使用されている。
上記のようにして得られた電極を適当な大きさに打ち抜き、セパレータを挟んで負極と対向させる。負極は、前述の方法でリチウムイオンをドープしたものを用いても構わないし、セルを組み立て後にドープする方法をとる場合は、リチウム金属を接続した電極をセル内に配置すればよい。セパレータはセルロースやポリオレフィン樹脂などで構成された多孔膜や不織布を用いるのが好ましい。そして、必要なスペーサを用いてセルケースに収納し、電解液を含浸させる。最後に絶縁ガスケットを介してケースに蓋をして封口することによりリチウムイオンキャパシタを作製することができる。リチウムイオンキャパシタ内の水分を限りなく少なくするため、電極などの材料は十分乾燥することが好ましい。また、リチウムイオンキャパシタの作製は水分の少ない環境下で行い、封止は減圧環境下で行ってもよい。なお、本発明の集電体、電極を用いていればリチウムイオンキャパシタとしては特に限定されず、これ以外の方法により作製されるものでも構わない。
アルミニウム多孔体は、溶融塩電池用の電極材料として使用することもできる。アルミニウム多孔体を正極材料として使用する場合は、活物質として亜クロム酸ナトリウム(NaCrO2)、二硫化チタン(TiS2)等、電解質となる溶融塩のカチオンをインターカレーションすることができる金属化合物を使用する。活物質は導電助剤及びバインダと組み合わせて使用する。導電助剤としてはアセチレンブラック等が使用できる。またバインダとしてはポリテトラフルオロエチレン(PTFE)等を使用できる。活物質として亜クロム酸ナトリウムを使用し、導電助剤としてアセチレンブラックを使用する場合には、PTFEはこの両者をより強固に固着することができ好ましい。
(導電層の形成)
ウレタン樹脂成形体として、気孔率95%、1インチ当たりの気孔数(セル数)約50個、気孔径約550μm、厚さ1mmのウレタン発泡体を準備し、これを100mm×30mm角に切断した。このポリウレタンフォームの表面にスパッタ法で目付量10g/m2のアルミニウム膜を導電層として形成した。
表面に導電層を形成したウレタン発泡体をワークとして、給電機能を有する治具にセットした後、アルゴン雰囲気かつ低水分(露点-30℃以下)としたグローブボックス内に入れ、温度40℃の溶融塩アルミめっき浴(33mol%EMIC-67mol%AlCl3)に浸漬した。このとき、ワークに対して2個のローラをハの字に設け、ワークを拡幅しながら溶融塩めっきを行い、ワークの幅方向に65kPaのテンションがかかるようにした。ワークをセットした治具を整流器の陰極側に接続し、対極のアルミニウム板(純度99.99%)を陽極側に接続した。電流密度3.6A/dm2の直流電流を90分間印加してめっきすることにより、ウレタン発泡体表面に150g/m2の重量のアルミニウムめっき層が形成されたアルミニウム構造体を得た。攪拌はテフロン(登録商標)製の回転子を用いてスターラにて行った。ここで、電流密度はウレタン発泡体の見かけの面積で計算した値である。
前記アルミニウム構造体を温度500℃のLiCl-KCl共晶溶融塩に浸漬し、-1Vの負電位を30分間印加した。溶融塩中にポリウレタンの分解反応による気泡が発生した。その後大気中で室温まで冷却した後、水洗して溶融塩を除去し、樹脂が除去されたアルミニウム多孔体を得た。得られたアルミニウム多孔体は連通気孔を有し、気孔率が芯材としたウレタン発泡体と同様に高いものであった。
得られたアルミニウム多孔体をローラプレスにより厚さ0.96mmに調厚し、5cm角に切断した。
溶接の準備として、圧縮用治具として幅5mmのSUSブロック(棒)とハンマーを用いて、アルミニウム多孔体のY方向に平行な1辺の端から5mm部分にSUSブロックを載置してSUSブロックをハンマーで叩いて圧縮して厚み100μmの圧縮部を形成した。
その後、以下の条件でタブリードをスポット溶接によって溶接した。
溶接装置: パナソニック社製 Hi-Max100、型番YG-101UD
(最大250Vまで印加可能)
容量100Ws、0.6kVA
電極 : 2mmφの銅電極
荷重 : 8kgf
電圧 : 140V
<タブリード>
材質 : アルミニウム
寸法 : 幅5mm、長さ7cm、厚み100μm
表面状態: ベーマイト加工
また、得られたアルミニウム多孔体の電気抵抗を測定したところ、X方向の電気抵抗は0.17Ω・cmであり、Y方向の電気抵抗は0.20Ω・cmであり、X方向の電気抵抗に対するY方向の電気抵抗の比は1.2であった。
実施例1の溶融塩めっきにおいて、ワークの幅方向(X方向)にかかるテンションを125kPaとした以外は実施例1と同様にしてアルミニウム多孔体を得た。
実施例1と同様に得られたアルミニウム多孔体のセル径を測定したところ、X方向のセル径は740μmであり、Y方向のセル径は407μmであり、X方向のセル径に対するY方向のセル径の比は0.55であった。
また、得られたアルミニウム多孔体の電気抵抗を測定したところ、X方向の電気抵抗は0.14Ω・cmであり、Y方向の電気抵抗は0.21Ω・cmであり、X方向の電気抵抗に対するY方向の電気抵抗の比は1.5であった。
実施例1の溶融塩めっきにおいて、ワークを拡幅せずに、搬送方向に50kPaのテンションを加え、集電リードをX方向に平行な1辺の端から5mm幅の部分に設けた以外は実施例1と同様にしてアルミニウム多孔体を得た。
得られたアルミニウム多孔体のセル径を測定したところ、X方向のセル径は498μmであり、Y方向のセル径は598μmであり、X方向のセル径に対するY方向のセル径の比は1.20であった。
また、得られたアルミニウム多孔体の電気抵抗を測定したところ、X方向の電気抵抗は0.20Ω・cmであり、Y方向の電気抵抗は0.17Ω・cmであり、X方向の電気抵抗に対するY方向の電気抵抗の比は0.85であった。
実施例3の溶融塩めっきにおいて、搬送方向にかけるテンションを125kPaとした以外は実施例3と同様にしてアルミニウム多孔体を得た。
得られたアルミニウム多孔体のセル径を測定したところ、X方向のセル径は405μmであり、Y方向のセル径は742μmであり、X方向のセル径に対するY方向のセル径の比は1.83であった。
また、得られたアルミニウム多孔体の電気抵抗を測定したところ、X方向の電気抵抗は0.21Ω・cmであり、Y方向の電気抵抗は0.14Ω・cmであり、X方向の電気抵抗に対するY方向の電気抵抗の比は0.7であった。
実施例1の溶融塩めっきにおいて、ワークにテンションを加えない以外は実施例1と同様にしてアルミニウム多孔体を得た。
得られたアルミニウム多孔体のセル径を測定したところ、アルミニウム多孔体の幅方向をX方向、幅方向と直交する長手方向をY方向としたとき、X方向のセル径は531μmであり、Y方向のセル径は568μmであり、X方向のセル径に対するY方向のセル径の比は1.07であった。
また、得られたアルミニウム多孔体の電気抵抗を測定したところ、X方向の電気抵抗は0.19Ω・cmであり、Y方向の電気抵抗は0.19Ω・cmであり、X方向の電気抵抗に対するY方向の電気抵抗の比は1.0であった。
以上の結果を表1にまとめる。
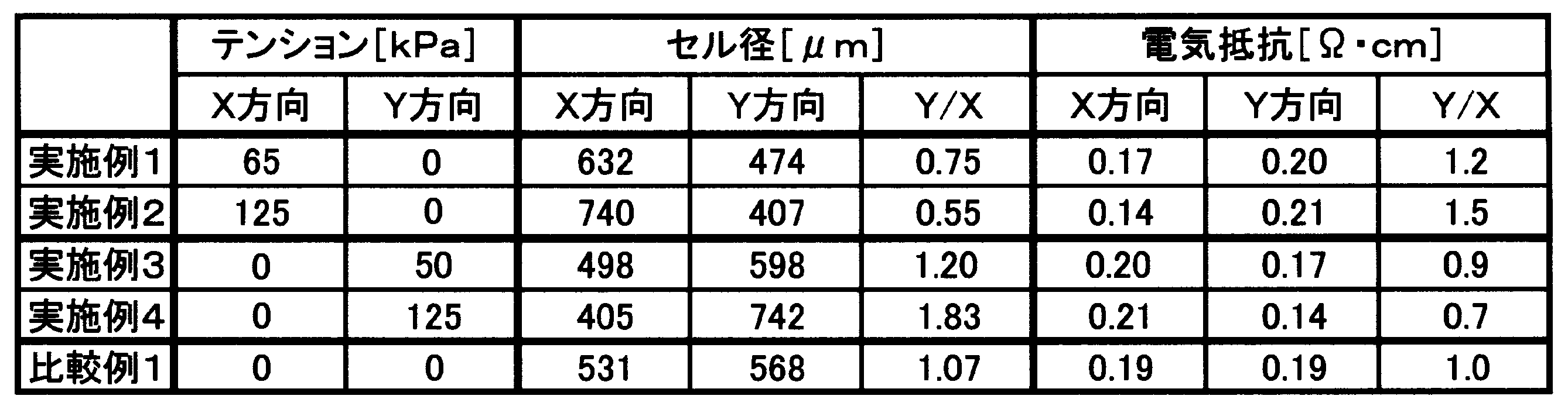
2 導電層
3 アルミニウムめっき層
21a,21b めっき槽
22 帯状樹脂
23,28 めっき浴
24 円筒状電極
25,27 陽極
26 電極ローラ
32 圧縮用治具
33 圧縮部
34 アルミニウム多孔体
35 回転ローラ
36 ローラ回転軸
37 タブリード
38 絶縁・封止用テープ
41 巻き出しローラ
42 圧縮ローラ
43 圧縮溶接ローラ
44 充填ローラ
45 乾燥機
46 圧縮ローラ
47 切断ローラ
48 巻取りローラ
49 リード供給ローラ
50 スラリー供給ノズル
51 スラリー
60 リチウム電池
61 正極
62 負極
63 固体電解質層(SE層)
64 正極層(正極体)
65 正極集電体
66 負極層
67 負極集電体
121 正極
122 負極
123 セパレータ
124 押さえ板
125 バネ
126 押圧部材
127 ケース
128 正極端子
129 負極端子
130 リード線
141 分極性電極
142 セパレータ
143 有機電解液
144 リード線
145 ケース
146 正極
147 負極
148 リード線
149 リード線
Claims (12)
- 集電体用のシート状の三次元網状アルミニウム多孔体であって、直交する2つの方向の一方をX方向とし、他方をY方向としたとき、該三次元網状アルミニウム多孔体のX方向のセル径と、Y方向のセル径とが異なることを特徴とする三次元網状アルミニウム多孔体。
- 前記三次元網状アルミニウム多孔体のX方向のセル径に対するY方向のセル径の比が0.30以上、0.80以下であることを特徴とする請求項1に記載の三次元網状アルミニウム多孔体。
- 前記三次元網状アルミニウム多孔体のX方向の電気抵抗に対するY方向の電気抵抗の比が1.1以上、2.5以下であることを特徴とする請求項1又は2に記載の三次元網状アルミニウム多孔体。
- 前記三次元網状アルミニウム多孔体のX方向のセル径に対するY方向のセル径の比が1.2以上、3.0以下であることを特徴とする請求項1に記載の三次元網状アルミニウム多孔体。
- 前記三次元網状アルミニウム多孔体のX方向の電気抵抗に対するY方向の電気抵抗の比が0.40以上、0.90以下であることを特徴とする請求項1又は4に記載の三次元網状アルミニウム多孔体。
- 請求項2又は3に記載の三次元網状アルミニウム多孔体のY方向の端部に、厚み方向に圧縮された帯状の圧縮部が形成され、該圧縮部にリードが溶接によって接合されてなることを特徴とする集電体。
- 請求項4又は5に記載の三次元網状アルミニウム多孔体のX方向の端部に、厚み方向に圧縮された帯状の圧縮部が形成され、該圧縮部にリードが溶接によって接合されてなることを特徴とする集電体。
- 請求項6又は7に記載の集電体の開口部に活物質が充填されてなることを特徴とする電極。
- 少なくとも、調厚工程と、リード溶接工程と、活物質充填工程と、乾燥工程と、圧縮工程と、切断工程と、を有する電極の製造方法であって、基材として請求項1~5のいずれかに記載の三次元網状アルミニウム多孔体を用いることを特徴とする電極の製造方法。
- 請求項8に記載の電極を用いたことを特徴とする非水電解質電池。
- 請求項8に記載の電極を用いたことを特徴とする非水電解液を用いたキャパシタ。
- 請求項8に記載の電極を用いたことを特徴とする非水電解液を用いたリチウムイオンキャパシタ。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012557970A JP5973921B2 (ja) | 2011-02-18 | 2012-02-14 | 三次元網状アルミニウム多孔体、該アルミニウム多孔体を用いた集電体及び電極並びに該電極を用いた非水電解質電池、非水電解液を用いたキャパシタ及びリチウムイオンキャパシタ |
| CN201280008912.2A CN103477479B (zh) | 2011-02-18 | 2012-02-14 | 三维网状铝多孔体,均使用该铝多孔体的集电体和电极,以及均使用该电极的包括非水电解液的非水电解质电池、电容器和锂离子电容器 |
| DE112012000879T DE112012000879T5 (de) | 2011-02-18 | 2012-02-14 | Poröser Aluminiumkörper mit dreidimensionaler Netzwerkstruktur, Stromkollektor und Elektrode, die jeweils den porösen Aluminiumkörper verwenden, und nicht-wäßrige Elektrolytbatterie, Kondensator und Lithiumionen-Kondensator mit nicht-wäßriger elektrolytischer Lösung, die jeweils die Elektrode verwenden |
| KR1020137021425A KR20140012058A (ko) | 2011-02-18 | 2012-02-14 | 3차원 그물 형상 알루미늄 다공체, 당해 알루미늄 다공체를 이용한 집전체 및 전극 그리고 당해 전극을 이용한 비수 전해질 전지, 비수 전해액을 이용한 커패시터 및 리튬 이온 커패시터 |
| KR1020177022548A KR101809519B1 (ko) | 2011-02-18 | 2012-02-14 | 3차원 그물 형상 알루미늄 다공체, 당해 알루미늄 다공체를 이용한 집전체 및 전극 그리고 당해 전극의 제조 방법, 당해 전극을 이용한 비수 전해질 전지, 비수 전해액을 이용한 커패시터 및 리튬 이온 커패시터 |
| US13/569,288 US20130045425A1 (en) | 2011-02-18 | 2012-08-08 | Three-dimensional network aluminum porous body, current collector and electrode each using the aluminum porous body, and nonaqueous electrolyte battery, capacitor and lithium-ion capacitor with nonaqueous electrolytic solution, each using the electrode |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011-032844 | 2011-02-18 | ||
| JP2011032844 | 2011-02-18 | ||
| JP2011-279158 | 2011-12-21 | ||
| JP2011279158 | 2011-12-21 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US13/569,288 Continuation US20130045425A1 (en) | 2011-02-18 | 2012-08-08 | Three-dimensional network aluminum porous body, current collector and electrode each using the aluminum porous body, and nonaqueous electrolyte battery, capacitor and lithium-ion capacitor with nonaqueous electrolytic solution, each using the electrode |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012111663A1 true WO2012111663A1 (ja) | 2012-08-23 |
Family
ID=46672581
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/053391 Ceased WO2012111663A1 (ja) | 2011-02-18 | 2012-02-14 | 三次元網状アルミニウム多孔体、該アルミニウム多孔体を用いた集電体及び電極並びに該電極を用いた非水電解質電池、非水電解液を用いたキャパシタ及びリチウムイオンキャパシタ |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20130045425A1 (ja) |
| JP (1) | JP5973921B2 (ja) |
| KR (2) | KR20140012058A (ja) |
| CN (1) | CN103477479B (ja) |
| DE (1) | DE112012000879T5 (ja) |
| WO (1) | WO2012111663A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014181809A1 (ja) * | 2013-05-07 | 2014-11-13 | 住友電気工業株式会社 | 蓄電デバイス用電極、蓄電デバイスおよび蓄電デバイス用電極の製造方法 |
| WO2019082424A1 (ja) * | 2017-10-25 | 2019-05-02 | 富山住友電工株式会社 | 燃料電池及び金属多孔体の製造方法 |
| EP3789317A4 (en) * | 2019-06-12 | 2022-04-13 | Sumitomo Electric Toyama Co., Ltd. | Packaging body and method for producing packaging body |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6080044B2 (ja) * | 2013-01-21 | 2017-02-15 | パナソニックIpマネジメント株式会社 | 非水系二次電池極板の製造方法 |
| DE102016226233A1 (de) * | 2016-12-27 | 2018-06-28 | Robert Bosch Gmbh | Strömungsplatte |
| KR102394337B1 (ko) * | 2019-12-16 | 2022-05-09 | 한국제이씨씨(주) | 폐포형 발포 금속을 이용한 전극 제조방법 |
| CN112663097B (zh) * | 2020-12-04 | 2023-09-26 | 常德力元新材料有限责任公司 | 一种三维多孔金属材料、制备方法和应用 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09143510A (ja) * | 1995-11-14 | 1997-06-03 | Kataoka Tokushu Kogyo Kk | 電池電極基板用金属繊維多孔体、電池電極板およびその製造方法 |
| JP2000113881A (ja) * | 1998-10-07 | 2000-04-21 | Matsushita Electric Ind Co Ltd | 電池用電極とその製造方法および装置 |
| JP2007095421A (ja) * | 2005-09-28 | 2007-04-12 | Sharp Corp | 大型リチウムイオン二次電池及び蓄電システム |
| JP2009140676A (ja) * | 2007-12-05 | 2009-06-25 | Sumitomo Electric Ind Ltd | 電池用不織布基板、およびそれを用いた電池用電極、及び電池 |
| JP2010283042A (ja) * | 2009-06-02 | 2010-12-16 | Mitsubishi Materials Corp | 電気二重層型キャパシタ用電極およびその製造方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5686459A (en) | 1979-12-14 | 1981-07-14 | Matsushita Electric Ind Co Ltd | Spiral-shaped electrode and manufacture thereof |
| US4251603A (en) * | 1980-02-13 | 1981-02-17 | Matsushita Electric Industrial Co., Ltd. | Battery electrode |
| JP2637949B2 (ja) * | 1985-12-12 | 1997-08-06 | 松下電器産業株式会社 | 電 池 |
| US5087245A (en) | 1989-03-13 | 1992-02-11 | Ivac Corporation | System and method for detecting abnormalities in intravascular infusion |
| JP3568052B2 (ja) | 1994-12-15 | 2004-09-22 | 住友電気工業株式会社 | 金属多孔体、その製造方法及びそれを用いた電池用極板 |
| JP2000195511A (ja) * | 1998-12-28 | 2000-07-14 | Japan Storage Battery Co Ltd | 電極および電極の製造方法および電池 |
| ES2371240T3 (es) * | 2003-11-24 | 2011-12-28 | Wieland-Werke Ag | Intercambiador de calor de dos fluidos con estructuras de celdas abiertas para el gobierno de flujo. |
| CN100372808C (zh) * | 2006-04-18 | 2008-03-05 | 中国建筑材料科学研究院大石桥镁砖厂 | 含锆镁砖制造方法 |
| JP2009163976A (ja) * | 2008-01-07 | 2009-07-23 | Sumitomo Electric Ind Ltd | 電池用不織布基板、およびその製造方法 |
| US8142928B2 (en) * | 2008-06-04 | 2012-03-27 | Basvah Llc | Systems and methods for rechargeable battery collector tab configurations and foil thickness |
| JP5338533B2 (ja) * | 2009-07-13 | 2013-11-13 | 三菱マテリアル株式会社 | 電気二重層型キャパシタ用電極およびその製造方法 |
-
2012
- 2012-02-14 KR KR1020137021425A patent/KR20140012058A/ko not_active Withdrawn
- 2012-02-14 JP JP2012557970A patent/JP5973921B2/ja not_active Expired - Fee Related
- 2012-02-14 KR KR1020177022548A patent/KR101809519B1/ko not_active Expired - Fee Related
- 2012-02-14 WO PCT/JP2012/053391 patent/WO2012111663A1/ja not_active Ceased
- 2012-02-14 CN CN201280008912.2A patent/CN103477479B/zh not_active Expired - Fee Related
- 2012-02-14 DE DE112012000879T patent/DE112012000879T5/de not_active Withdrawn
- 2012-08-08 US US13/569,288 patent/US20130045425A1/en not_active Abandoned
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09143510A (ja) * | 1995-11-14 | 1997-06-03 | Kataoka Tokushu Kogyo Kk | 電池電極基板用金属繊維多孔体、電池電極板およびその製造方法 |
| JP2000113881A (ja) * | 1998-10-07 | 2000-04-21 | Matsushita Electric Ind Co Ltd | 電池用電極とその製造方法および装置 |
| JP2007095421A (ja) * | 2005-09-28 | 2007-04-12 | Sharp Corp | 大型リチウムイオン二次電池及び蓄電システム |
| JP2009140676A (ja) * | 2007-12-05 | 2009-06-25 | Sumitomo Electric Ind Ltd | 電池用不織布基板、およびそれを用いた電池用電極、及び電池 |
| JP2010283042A (ja) * | 2009-06-02 | 2010-12-16 | Mitsubishi Materials Corp | 電気二重層型キャパシタ用電極およびその製造方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014181809A1 (ja) * | 2013-05-07 | 2014-11-13 | 住友電気工業株式会社 | 蓄電デバイス用電極、蓄電デバイスおよび蓄電デバイス用電極の製造方法 |
| JP2014220328A (ja) * | 2013-05-07 | 2014-11-20 | 住友電気工業株式会社 | 蓄電デバイス用電極、蓄電デバイスおよび蓄電デバイス用電極の製造方法 |
| CN105229766A (zh) * | 2013-05-07 | 2016-01-06 | 住友电气工业株式会社 | 用于电力存储装置的电极、电力存储装置和制造用于电力存储装置的电极的方法 |
| WO2019082424A1 (ja) * | 2017-10-25 | 2019-05-02 | 富山住友電工株式会社 | 燃料電池及び金属多孔体の製造方法 |
| JPWO2019082424A1 (ja) * | 2017-10-25 | 2019-11-14 | 富山住友電工株式会社 | 燃料電池及び金属多孔体の製造方法 |
| EP3789317A4 (en) * | 2019-06-12 | 2022-04-13 | Sumitomo Electric Toyama Co., Ltd. | Packaging body and method for producing packaging body |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103477479A (zh) | 2013-12-25 |
| JPWO2012111663A1 (ja) | 2014-07-07 |
| JP5973921B2 (ja) | 2016-08-23 |
| KR101809519B1 (ko) | 2017-12-15 |
| KR20170096228A (ko) | 2017-08-23 |
| DE112012000879T5 (de) | 2013-11-07 |
| US20130045425A1 (en) | 2013-02-21 |
| CN103477479B (zh) | 2016-07-20 |
| KR20140012058A (ko) | 2014-01-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5961117B2 (ja) | 三次元網状アルミニウム多孔体及び該アルミニウム多孔体を用いた電極並びに該電極を用いた非水電解質電池、非水電解液を用いたキャパシタ及びリチウムイオンキャパシタ | |
| US8497037B2 (en) | Current collector using three-dimensional network aluminum porous body, electrode using the current collector, and nonaqueous electrolyte battery, capacitor and lithium-ion capacitor with nonaqueous electrolytic solution, each using the electrode, and method for producing the electrode | |
| JP5976551B2 (ja) | 三次元網状アルミニウム多孔体及び該アルミニウム多孔体を用いた電極並びに該電極を用いた非水電解質電池、非水電解液を用いたキャパシタ及びリチウムイオンキャパシタ | |
| WO2012111601A1 (ja) | 三次元網状アルミニウム多孔体、該アルミニウム多孔体を用いた電極、該電極を用いた非水電解質電池、非水電解液を用いたキャパシタ及びリチウムイオンキャパシタ | |
| JP5883288B2 (ja) | 集電体用三次元網状アルミニウム多孔体、該アルミニウム多孔体を用いた集電体、電極、非水電解質電池、キャパシタ及びリチウムイオンキャパシタ | |
| WO2012111605A1 (ja) | 集電体用三次元網状アルミニウム多孔体、該アルミニウム多孔体を用いた集電体及び該集電体を用いた電極並びに該電極を用いた非水電解質電池、キャパシタ及びリチウムイオンキャパシタ | |
| WO2011152280A1 (ja) | 三次元網状アルミニウム多孔体、該アルミニウム多孔体を用いた電極、該電極を用いた非水電解質電池、及び該電極を用いた非水電解液キャパシタ | |
| WO2012111613A1 (ja) | 電気化学デバイス用電極およびその製造方法 | |
| WO2012111659A1 (ja) | 集電体用三次元網状アルミニウム多孔体、該アルミニウム多孔体を用いた電極、非水電解質電池、キャパシタ及びリチウムイオンキャパシタ | |
| JP5973921B2 (ja) | 三次元網状アルミニウム多孔体、該アルミニウム多孔体を用いた集電体及び電極並びに該電極を用いた非水電解質電池、非水電解液を用いたキャパシタ及びリチウムイオンキャパシタ | |
| WO2012111705A1 (ja) | 集電体用三次元網状アルミニウム多孔体及び該アルミニウム多孔体を用いた電極並びに該電極を用いた非水電解質電池、非水電解液キャパシタ及びリチウムイオンキャパシタ | |
| WO2012111699A1 (ja) | 三次元網状アルミニウム多孔体を用いた電極、該電極を用いた非水電解質電池、非水電解液を用いたキャパシタ及びリチウムイオンキャパシタ | |
| US20160284482A1 (en) | Three-dimensional network aluminum porous body for current collector, and current collector, electrode, nonaqueous electrolyte battery, capacitor and lithium-ion capacitor, each using aluminum porous body | |
| WO2012111746A1 (ja) | 電気化学素子用電極 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12747287 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2012557970 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20137021425 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1120120008790 Country of ref document: DE Ref document number: 112012000879 Country of ref document: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 12747287 Country of ref document: EP Kind code of ref document: A1 |