WO2012093422A1 - 炭化珪素板のスクライブ方法及びスクライブ装置 - Google Patents
炭化珪素板のスクライブ方法及びスクライブ装置 Download PDFInfo
- Publication number
- WO2012093422A1 WO2012093422A1 PCT/JP2011/000061 JP2011000061W WO2012093422A1 WO 2012093422 A1 WO2012093422 A1 WO 2012093422A1 JP 2011000061 W JP2011000061 W JP 2011000061W WO 2012093422 A1 WO2012093422 A1 WO 2012093422A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- scribe
- scribing
- silicon carbide
- cutter wheel
- carbide plate
- Prior art date
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D5/00—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor
- B28D5/0005—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor by breaking, e.g. dicing
- B28D5/0011—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor by breaking, e.g. dicing with preliminary treatment, e.g. weakening by scoring
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/02—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/06—Grinders for cutting-off
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/06—Grinders for cutting-off
- B24B27/0616—Grinders for cutting-off using a tool turning around the workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D3/00—Cutting work characterised by the nature of the cut made; Apparatus therefor
- B26D3/08—Making a superficial cut in the surface of the work without removal of material, e.g. scoring, incising
- B26D3/085—On sheet material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D5/00—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D5/00—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor
- B28D5/04—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor by tools other than rotary type, e.g. reciprocating tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D7/00—Accessories specially adapted for use with machines or devices of the preceding groups
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/02—Other than completely through work thickness
- Y10T83/0333—Scoring
- Y10T83/0341—Processes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/02—Other than completely through work thickness
- Y10T83/0333—Scoring
- Y10T83/0363—Plural independent scoring blades
Definitions
- the present invention relates to a silicon carbide plate scribing method and a scribing device in which a silicon carbide plate is pressed with a cutter wheel, the cutter wheel is rolled on the silicon carbide plate, and a scribe line is formed on the silicon carbide plate.
- a silicon carbide plate (SiC plate) or the like has a high surface hardness, and when the scribe (cut line notch formation) is performed, the cutter wheel easily slips (slip), and an effective vertical crack is obtained from the scribe start point. It is difficult to form scribe lines. When a bending stress is applied along the scribe line for breaking, sedge or the like is likely to occur due to the break of the vertical crack at and near the scribe start point.
- the present invention is intended to provide a silicon carbide plate scribing method and scribing apparatus in which effective vertical cracks are continuously generated from the scribing start point.
- the present invention is a silicon carbide plate scribing method in which, at the start of scribing, first, a dent is cut and formed at the start point, and the scribe is started from within this dent.
- the cutter wheel at the start of scribing, first, in a state where the cutter wheel is pressed against the silicon carbide plate at the scribe start point, the cutter wheel is micro-rotated or micro-oscillated, and after forming the dents at the start point, This is a method for scribing a silicon carbide plate in which scribing is started from within the dent.
- a diamond scribe stylus provided separately from the cutter wheel is stretched and pressed to form a crumb, and then the cutter wheel is lowered to the crumb and scribed from within the crumb. This is a method of scribing a silicon carbide plate that starts the process.
- the present invention includes a scribe head that includes a cutter wheel, rolls the cutter wheel in pressure contact with a silicon carbide plate to form a scribe line, and a diamond scribe stylus.
- a scribing device including a diamond stylus device that presses a stylus against a silicon carbide plate to form a dent.
- the size (diameter) of the dent is preferably equal to or smaller than the thickness of the scribe line, but may be larger than the thickness of the scribe line.
- the silicon carbide plate in the present invention is used for, for example, a substrate (wafer) of a semiconductor device, a substrate of an element of an electronic device, or the like.
- a dent is formed at the starting point, and then the cutter wheel is scribed from the inside of the dent so that effective vertical cracks are continuously generated from the starting point. For this reason, a good quality split is obtained over the entire scribe line including the starting point.
- the cutter wheel starts from within the KUBOMI, the KUBOMI center and the scribe line coincide.
- FIG. 1 is a schematic front view of an example scribing apparatus that is executing an example of a scribing method according to the present invention.
- FIG. 2 is an explanatory view showing that the scribing method according to the present invention is being carried out in the scribing apparatus shown in FIG.
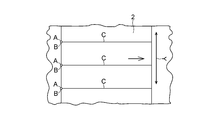
- FIG. 3 is an explanatory diagram illustrating an example of a scribe line according to the scribe method of the present invention with a plane.
- FIG. 4 is a cross-sectional explanatory view of a main part of a scribe by the scribe method according to the present invention
- FIG. 5 is a schematic front view of a scribing apparatus of another example in which another example of the scribing method according to the present invention is being implemented;
- FIG. 1 is a schematic front view of an example scribing apparatus that is executing an example of a scribing method according to the present invention.
- FIG. 2 is an explanatory view showing that the scri
- FIG. 6 is a front view of a scribe head and a diamond stylus device of a scribe device that is performing the scribe method of the present invention shown in FIG.
- FIG. 7 is a schematic front view of a scribing apparatus of still another example in which a scribing method of still another example according to the present invention is being implemented.
- FIG. 8 is a schematic plan view of a silicon carbide plate cutting device in which another example of the scribing method according to the present invention is performed in the silicon carbide plate cutting device which is also a scribe device;
- FIG. 9 is a front view of the cutter head during the scribing method of the present invention shown in FIG.
- a scribing device 1 places a silicon carbide plate 2 and guides a horizontal table 3 for vacuum suction fixing and a table 3 to move horizontally in the Y-axis direction.
- An axis control motor 9 and a scribe head 10 installed on the front surface of the carriage 8 are provided.
- the scribe head 10 includes a spline shaft 12 having a cutter wheel holder 11 at the lower end, a rotary spline device 13 that holds the spline shaft 12 up and down and holds it at the center so that it can rotate, and an upper end of the spline shaft 12.
- An air cylinder device 15 connected through a free rotary joint 14.
- the main body of the air cylinder device 15 is attached to the carriage 8, and the piston rod 16 is connected to the spline shaft 12 via the free rotary joint 14.
- the cutter wheel holder 11 is provided with a cutter wheel 17.
- the axis of the cutter wheel 17 is provided eccentric to the axis of the spline shaft 12 (rearward with respect to the advance direction).
- the spline shaft 12 held by the rotary spline device 13 is moved up and down in the Z-axis direction (perpendicular to the silicon carbide plate 2 surface) by the air cylinder device 15. At the time of scribing, an air pressure is applied to the cutter wheel 17 in a direction perpendicular to the surface of the silicon carbide plate 2.
- the spline shaft 12 is rotationally driven by a rotary spline device 13.
- An angle control motor 19 is provided on the side of the rotary spline device 13.
- the rotary spline device 13 includes a drive gear 20 that rotates the spline shaft 12.
- the drive gear 20 is meshed with a gear 21 that is attached to the angle control motor 19, and the spline shaft 12 is extended by the angle control motor 19.
- the cutter wheel 17 is rotated by angle control. That is, the angle is controlled so that the blade surface of the cutter wheel 17 faces the scribe direction.
- a first embodiment of the scribing method of the present invention performed by the scribing apparatus 1 will be described below.
- the scribe line is made of a sintered diamond wheel and is preferably rolled while applying air pressure to a cutter wheel 17 having a blade edge angle of 90 ° to 140 ° and a radius (wheel diameter) of 2 mm to 3.5 mm.
- the cutter wheel 17 is first lowered to the scribing start point A and, for example, pressed at a cutting edge load of 0.1 kg / cm 2 to 2 kg / cm 2 , and the cutter is pressed in the pressed state.
- the wheel 17 is slightly rotated or oscillated to cut and form a dent B at the starting point A.
- a scribe start is performed with the cutter wheel 17 pressed from the inside of the KUBOMI B, so that a continuous scribe line C emitted from the KUBOMI B is formed.
- the dent B is cut at the start point A and the scribe is started from the dent B.
- Kubomi B is equal to or smaller than the thickness of the scribe line C.
- Kubomi is drawn greatly for explanation.
- the scribe device 22 includes a diamond stylus device 25 along with the scribe head 23 on the front surface of the carriage 24 to which the scribe head 23 is attached.
- the diamond stylus device 25 is dedicated to the formation of dents B on the silicon carbide plate 2 at the start of scribing.
- the scribing device 22 in this embodiment fixes the placed silicon carbide plate 2 by vacuum suction, and a table 26 that rotates horizontally and a guide that supports the table 26 so as to move horizontally in the Y-axis direction.
- a pair of guide rails 27, 27, a feed screw 28 for numerically controlling the table 26 along the guide rails 27, 27 and a Y-axis control motor 29, and the table 26 are installed above the table 26 along the X-axis direction.
- the scribing head 23 installed on the front surface of the carriage 24, and the scribing head 23 side on the front surface of the carriage 24. Arranged in and a diamond stylus device 25 provided.
- the scribing head 23 is made of a sintered diamond wheel at the lower end and preferably has a blade edge angle of 90 ° to 140 ° and a radius (wheel diameter) of 2 mm to 3.5 mm.
- the wheel 32 is provided, the angle control device that rotates the shaft perpendicular to the silicon carbide plate 2 is not provided. Scribing in the X-axis direction along the guide rail device body 30 is performed.
- the scribe head 23 also rolls the cutter wheel 32 with an air pressure against the silicon carbide plate 2 with, for example, a blade edge load of 0.1 kg / cm 2 to 2.0 kg / cm 2 to form a scribe line.
- the scribe head 23 includes a slide bush body 33 attached to the front surface of the carriage 24, a vertically moving body 34 held by the slide bush body 33 so as to freely move up and down, a cutter wheel holder 35 provided at a lower end of the vertically moving body 34, An air cylinder device 36 connected to the upper end of the vertically moving body 34.
- the cutter wheel holder 35 is provided with a cutter wheel 32.
- the upper end of the vertical moving body 34 is connected to the piston rod 37 of the air cylinder device 36.
- the vertical moving body 34 is moved up and down by an air cylinder device 36, and at the time of scribing, the cutter wheel 32 receives pressure from the air cylinder device 36 through the vertical moving body 34 to the silicon carbide plate 2, for example, a cutting edge load of 0.1 kg / cm.
- the pressure is pressed at 2 to 2.0 kg / cm 2 , and rolling is performed as the carriage 24 moves to perform scribing.
- the diamond stylus device 25 includes a DD motor 38 having a hollow shaft attached to the front surface of the carriage 24, a spline shaft 39 that is slidably held in the hollow shaft and receives rotational driving, and a lower end of the spline shaft 39.
- the diamond scribe stylus 40 and an air cylinder device 42 connected to the upper end of the spline shaft 39 via a free rotary joint 41, and the piston rod 43 is connected to the spline shaft 39 in the air cylinder device 42.
- the diamond stylus device 25 operates as follows: the spline shaft 39 extends toward the silicon carbide plate 2 by the air cylinder device 42, the diamond scribe stylus 40 at the tip is pressed against the silicon carbide plate 2, and the DD motor 28 is driven. Kubomi B is formed by slightly rotating the diamond scribe stylus 40 at the tip.
- the diamond scribe stylus 40 or the entire diamond stylus device 25 may be moved up and down by a linear motor or a sabot motor.
- the diamond stylus device 25 When each scribing line is formed on the silicon carbide plate 2, at the start of scribing, the diamond stylus device 25 is first aligned with the scribing start point A and the diamond stylus device 25 is operated.
- the spline shaft 39 is extended so that the diamond scribe stylus 40 at the tip is pressed against the start point A, and the diamond scribe stylus 40 is slightly rotated and swung to form a dent B at the start point A.
- the diamond scribe stylus 40 is retracted.
- the cutter wheel 32 is moved and aligned, and the cutter wheel 32 is extended, for example, a cutting edge load of 0.1 kg. / Cm 2 to 2.0 kg / cm 2 .
- scribing is started from within Kubomi B, and scribe lines C are continuously formed from Kubumi B.
- the size (diameter) of the KUBOMI B is usually equal to or smaller than the thickness of the scribe line C, but may be larger.
- the scribing device 45 of the present embodiment is made of a sintered diamond wheel and preferably has a blade edge angle of 90 ° to 140 ° and a radius (wheel diameter) of 2 mm to 3.5 mm.
- a cutter wheel 46 is, the cutter wheel 46 in the silicon carbide plate 2, for example, by rolling in a state where the cutting edge load 0.1 kg / cm 2 was pressed at 2.0 kg / cm 2 increments the scribe line C formed
- the scribing head 47 and the diamond stylus device 48 dedicated to forming the dents B on the silicon carbide plate 2 are made independent of each other and attached to separate carriages 49 and 50, respectively.
- the carriages 49 and 50 are independently attached to the guide rail device body 52 installed above the table 51 so as to move independently of each other. That is, the scribe head 47 and the diamond stylus device 48 move independently of each other.
- the structures and operations of the scribe head 47 and the diamond stylus device 48 may be the same as the structures and operations of the scribe head 23 and the diamond stylus device 25 of the scribe device 22 shown in the second embodiment.
- the scribing device 45 vacuum-sucks and fixes the placed silicon carbide plate 2 and horizontally moves the table 51 and the table 51 horizontally in the Y-axis direction.
- a guide rail device body 52 installed above the two, two carriages 49 and 50 attached to the guide rail device body 52 so as to be guided and moved in the X-axis direction, and one carriage 49 in the X-axis direction.
- the feed screw and numerically controlled movement of the X-axis control motor 55 and the other carriage 50 are numerically controlled and moved in the X-axis direction and the other X-axis.
- a control motor 56, and the scribing head 47 which is device in front of one of the carriage 49, and the diamond stylus device 48 which is apparatus in front of the other carriage 50 are numerically controlled and moved in the X-axis direction and the other X-axis.
- a control motor 56, and the scribing head 47 which is device in front of one of the carriage 49, and the diamond stylus device 48 which is apparatus in front of the other carriage 50.
- the diamond stylus device 48 includes a diamond scribe stylus 57 at the tip, and the diamond scribe stylus 57 extends toward the silicon carbide plate 2, presses it, and rotates slightly.
- the dent B is formed by oscillating minutely.
- a scribing method performed by the scribing device 45 will be described below.
- the diamond stylus device 48 moves to the scribe start point A, aligns, and the diamond stylus device 48 operates immediately.
- Kubomi B is cut and formed at the starting point A.
- the diamond stylus device 48 returns to its original position.
- the scribe head 47 moves to the Kubomi B (starting point A) formation position and aligns it, and the cutter wheel 46 is extended into the Kubomi B, for example, with a cutting edge load of 0.1 kg / cm 2 to 2. Press contact at 0 kg / cm 2 . In this state, scribing is started from inside Kubomi B, and a continuous scribe line C is formed from Kubumi B.
- the size (diameter) of the KUBOMI B is equal to or smaller than the thickness of the scribe line C, but may be larger than the scribe line.
- the silicon carbide plate cutting device 60 is made of a sintered diamond wheel, and preferably has a blade edge angle of 90 ° to 140 ° and a radius (wheel diameter) of 2 mm.
- a carriage 62 having a cutter wheel 61 of 3.5 mm moves under a plane coordinate system under NC control. Accordingly, the cutter wheel 61 moves under NC control in the orthogonal coordinate system.
- guide rails 64, 64 are provided on the base 63 along the Y axis, and the moving base 65 is moved in the Y axis direction by the guide rails 64, 64.
- guide rails 66 and 66 are provided with guide rails 66 and 66 along the X-axis, and the carriage 62 is movable in the X-axis direction by the guide rails 66 and 66.
- the moving table 65 is moved under numerical control in the Y-axis direction by a Y-axis control motor 67 and a meshing rack device or a feed screw.
- the carriage 62 on the moving table 65 is numerically controlled in the X-axis direction by an X-axis control motor 68, a meshing rack device, and a feed screw.
- the position of the carriage 62 is controlled in the X-axis direction and the Y-axis direction, and the cutter wheel 61 attached to the carriage 62 moves along a motion locus stored in advance.
- a cutter head 69 that is also a scribe head is provided on the front surface of the carriage 62.
- the cutter head 69 has a spline shaft 71 having a cutter wheel holder 70 at the lower end, a rotary spline device 72 that holds the spline shaft 71 up and down and holds it in the center so that it can be rotated, and free at the upper end of the spline shaft 71.
- An air cylinder device connected via a rotary joint 73.
- the main body of the air cylinder device 74 is attached to the carriage 62, and the piston rod 75 is connected to the spline shaft 71 via the free rotary joint 73.
- the cutter wheel holder 70 is provided with a cutter wheel 61.
- the axis of the cutter wheel 61 is provided eccentric to the axis of the spline shaft 71 (rearward with respect to the advance direction).
- the spline shaft 71 held by the rotary spline device 72 is moved up and down in the Z-axis direction (perpendicular to the silicon carbide plate 2 surface) by the air cylinder device 74.
- an air pressure is applied to the cutter wheel 61 in a direction perpendicular to the surface of the silicon carbide plate 2.
- the spline shaft 71 is driven to rotate by a rotary spline device 72.
- An angle control motor 76 is provided on the side of the rotary spline device 72.
- the rotary spline device 72 includes a drive gear 77 that rotates the spline shaft 71.
- the drive gear 77 is meshed with a gear 78 attached to the angle control motor 76, and the spline shaft 71 is extended by the angle control motor 76.
- the cutter wheel 61 is rotated by angle control.
- the silicon carbide plate 2 is placed on a table 79 provided on the base 63, and is adsorbed and fixed as necessary.
- the cutter wheel 61 is first lowered to the scribe start point A every time immediately before entering the operation of rolling the cutter wheel 61 while applying air pressure to form a scribe line, for example, a blade edge load of 0.1 kg / cm 2 to 2.0 kg / cm 2 is pressed, and the cutter wheel 61 is slightly rotated or rocked in this pressed state to form a dent B at the starting point A.
- the cutter wheel 61 is scribe-started from the inside of the KUBOMI B in a press-contact state, and a continuous scribe line C emitted from the KUBOMI B is formed in steps.
- the dent B is cut at the start point A and the scribe is started from the dent B.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
- Dicing (AREA)
- Drilling Tools (AREA)
- Milling, Broaching, Filing, Reaming, And Others (AREA)
Abstract
Description
図1から図4において、スクライブ装置1は、炭化珪素板2を載置し、真空吸着固定する水平のテーブル3と、テーブル3をY軸方向に水平移動するようにガイドして支持する平行な一対のガイドレール4、4と、ガイドレール4、4に沿ってテーブル3をスクライブ数値制御移動させる送りネジ5及びY軸制御モータ6と、X軸方向に沿ってテーブル3の上方に架設されたガイドレール装置体7と、ガイドレール装置体7へX軸方向にガイドされて移動するように取付けられたキャリッジ8と、キャリッジ8をX軸方向に数値制御移動させる送りネジ及びX軸制御モータ9と、キャリッジ8の前面に装置されたスクライブヘッド10とを備える。
図5及び図6において、スクライブ装置22は、スクライブヘッド23を取付けたキャリッジ24の前面に、スクライブヘッド23と並んでダイヤモンドスタイラス装置25を備える。
図7において、本実施例のスクライブ装置45は、焼結ダイヤモンドホイールからなると共に好ましくは、刃先角度が90°から140°であって、半径(ホイール径)が2mmから3.5mmであるカッターホイール46を備え、カッターホイール46を炭化珪素板2に、例えば、刃先荷重0.1kg/cm2から2.0kg/cm2で圧接した状態で転動させてスクライブラインCを刻み形成するスクライブヘッド47と、炭化珪素板2にクボミBの刻み形成を専用に行うダイヤモンドスタイラス装置48とを互いに独立させ、それぞれ別々のキャリッジ49、50に取付けたものである。
図8及び図9において、炭化珪素板の切断装置60は、焼結ダイヤモンドホイールからなると共に好ましくは、刃先角度が90°から140°であって、半径(ホイール径)が2mmから3.5mmであるカッターホイール61を備えたキャリッジ62が平面座標系をNC制御されて移動する。従ってカッターホイール61は、直交座標系においてNC制御されて移動する。
Claims (4)
- スクライブ開始にあたって、スクライブ開始点に、先ずクボミを刻み形成し、このクボミ内からスクライブをスタートするようにした炭化珪素板のスクライブ方法。
- スクライブ開始にあたって、先ずスクライブ開始点にカッターホイールを炭化珪素板に圧接した状態で、カッターホイールを回動又は揺動させて、上記開始点にクボミを刻み形成した後、このクボミ内よりスクライブをスタートするようにした炭化珪素板のスクライブ方法。
- スクライブ開始にあたって、カッターホイールとは別に設けたダイヤモンドスクライブスタイラスを先ず、スクライブ開始点に圧接した状態で回動又は揺動させてクボミを刻み形成し、次にこの形成されたクボミにカッターホイールを圧接し、このクボミ内よりスクライブをスタートさせるようにした炭化珪素板のスクライブ方法。
- カッターホイールを備え、このカッターホイールを炭化珪素板に圧接した状態で転動させてスクライブラインを刻み形成するようにしたスクライブヘッドと、ダイヤモンドスクライブスタイラスを備え、このダイヤモンドスクライブスタイラスを炭化珪素板に圧接してクボミを刻み形成するダイヤモンドスタイラス装置とを、備えたスクライブ装置。
Priority Applications (10)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201180064329.9A CN103282158B (zh) | 2011-01-07 | 用于刻划碳化硅板的方法和设备 | |
| JP2012551742A JPWO2012093422A1 (ja) | 2011-01-07 | 2011-01-07 | 炭化珪素板のスクライブ方法及びスクライブ装置 |
| CN201610979364.8A CN106626106A (zh) | 2011-01-07 | 2011-01-07 | 用于刻划碳化硅板的方法和设备 |
| US13/977,264 US20130276610A1 (en) | 2011-01-07 | 2011-01-07 | Method and apparatus for scribing silicon carbide plate |
| KR1020167016615A KR20160078514A (ko) | 2011-01-07 | 2011-01-07 | 탄화 규소판의 스크라이브 방법 및 스크라이브 장치 |
| PCT/JP2011/000061 WO2012093422A1 (ja) | 2011-01-07 | 2011-01-07 | 炭化珪素板のスクライブ方法及びスクライブ装置 |
| KR1020137016659A KR20130092603A (ko) | 2011-01-07 | 2011-01-07 | 탄화 규소판의 스크라이브 방법 및 스크라이브 장치 |
| EP11855182.9A EP2662186A4 (en) | 2011-01-07 | 2011-01-07 | Method and apparatus for scribing silicon carbide board |
| KR1020157000964A KR20150021575A (ko) | 2011-01-07 | 2011-01-07 | 탄화 규소판의 스크라이브 방법 및 스크라이브 장치 |
| US15/091,786 US20160214276A1 (en) | 2011-01-07 | 2016-04-06 | Method and apparatus for scribing silicon carbide plate |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2011/000061 WO2012093422A1 (ja) | 2011-01-07 | 2011-01-07 | 炭化珪素板のスクライブ方法及びスクライブ装置 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US13/977,264 A-371-Of-International US20130276610A1 (en) | 2011-01-07 | 2011-01-07 | Method and apparatus for scribing silicon carbide plate |
| US15/091,786 Division US20160214276A1 (en) | 2011-01-07 | 2016-04-06 | Method and apparatus for scribing silicon carbide plate |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012093422A1 true WO2012093422A1 (ja) | 2012-07-12 |
Family
ID=46457293
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/000061 WO2012093422A1 (ja) | 2011-01-07 | 2011-01-07 | 炭化珪素板のスクライブ方法及びスクライブ装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US20130276610A1 (ja) |
| EP (1) | EP2662186A4 (ja) |
| JP (1) | JPWO2012093422A1 (ja) |
| KR (3) | KR20150021575A (ja) |
| CN (1) | CN106626106A (ja) |
| WO (1) | WO2012093422A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20210049875A (ko) | 2018-09-28 | 2021-05-06 | 미쓰보시 다이야몬도 고교 가부시키가이샤 | GaN 기판의 분단 방법 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10068782B2 (en) * | 2015-06-23 | 2018-09-04 | LatticeGear, LLC | Device and method for scribing a bottom-side of a substrate while viewing the top side |
| CN104400837A (zh) * | 2014-10-31 | 2015-03-11 | 合肥鼎雅家具有限责任公司 | 挖料锯物料固定平台 |
| US20170145394A1 (en) | 2015-11-23 | 2017-05-25 | The Regents Of The University Of California | Tracking and manipulating cellular rna via nuclear delivery of crispr/cas9 |
| DE202016102268U1 (de) | 2016-02-09 | 2016-05-17 | Atm Gmbh | Trennmaschine |
| EP3622062A4 (en) | 2017-05-10 | 2020-10-14 | The Regents of the University of California | DIRECTED EDITING OF CELLULAR RNA BY NUCLEAR ADMINISTRATION OF CRISPR / CAS9 |
| CN107891346B (zh) * | 2017-11-15 | 2020-06-23 | 潘春亮 | 一种建筑工程用钢板加工设备 |
| CN108453913A (zh) * | 2018-05-28 | 2018-08-28 | 邢台晶龙电子材料有限公司 | 金刚线截断机对线装置及使用方法 |
| CN110815601A (zh) * | 2019-11-22 | 2020-02-21 | 耒阳市鑫顺石材有限公司 | 一种石材加工设备 |
| CN110978086B (zh) * | 2019-12-24 | 2021-07-20 | 上饶市晶鑫光学元件有限公司 | 一种光学器材用镜片切割装置 |
| CN114406879B (zh) * | 2022-01-14 | 2023-03-21 | 深圳特斯特半导体设备有限公司 | 适用于机群式分布的自动化划片机 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58163615A (ja) * | 1982-03-24 | 1983-09-28 | 富士通株式会社 | ウエ−ハ切削方法 |
| JP2002134437A (ja) * | 2000-10-20 | 2002-05-10 | Beldex Corp | スクライブ用カッタ及びこのカッタを用いたスクライブ装置 |
| JP2002252185A (ja) * | 2001-02-23 | 2002-09-06 | Matsushita Electric Ind Co Ltd | 窒化物半導体チップの製造方法 |
| JP2003292332A (ja) * | 2002-03-29 | 2003-10-15 | Nakamura Tome Precision Ind Co Ltd | スクライブ方法及びスクライブ装置 |
| JP2007320069A (ja) * | 2006-05-30 | 2007-12-13 | Nagase Integrex Co Ltd | スクライブ方法及びその装置 |
| JP2008168304A (ja) * | 2007-01-09 | 2008-07-24 | Murata Mfg Co Ltd | レーザ割断方法 |
| JP2009248267A (ja) | 2008-04-09 | 2009-10-29 | Disco Abrasive Syst Ltd | 研削装置 |
| WO2010116421A1 (ja) * | 2009-04-10 | 2010-10-14 | 坂東機工株式会社 | ガラス板のスクライブ方法及びスクライブ装置 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53142550U (ja) * | 1977-04-15 | 1978-11-10 | ||
| JPS6121929A (ja) * | 1984-07-09 | 1986-01-30 | Kansai Glass Kogyo Kk | 数値制御式自動硝子切断装置 |
| EP0401161B1 (de) * | 1989-06-01 | 1993-07-21 | Bystronic Maschinen AG | Verfahren und Anlage zur Bearbeitung von Glasscheiben |
| DE69124251T2 (de) * | 1990-01-31 | 1997-07-03 | Bando Kiko Co | Maschine zum Bearbeiten von Glasscheiben |
| KR960013524B1 (ko) * | 1991-09-07 | 1996-10-07 | 반도오 기코 가부시끼가이샤 | 유리판 절단기계 |
| JPH0648754A (ja) * | 1992-06-12 | 1994-02-22 | Bando Kiko Kk | ガラス板等の加工装置 |
| DE69827029T2 (de) * | 1998-08-28 | 2006-03-09 | Bando Kiko Co., Ltd. | Maschine zum brechen von glasscheiben |
| JP4203177B2 (ja) * | 1999-03-18 | 2008-12-24 | 株式会社ベルデックス | スクライブ方法および装置 |
| WO2004041493A1 (ja) * | 2002-11-06 | 2004-05-21 | Mitsuboshi Diamond Industrial Co.,Ltd. | スクライブライン形成装置及びスクライブライン形成方法 |
| AU2003302413A1 (en) * | 2002-11-22 | 2004-06-18 | Mitsuboshi Diamond Industrial Co., Ltd. | Method for dividing substrate and method for manufacturing substrate using such method |
| CN101596722B (zh) * | 2002-11-22 | 2015-03-25 | 三星钻石工业股份有限公司 | 基板划线方法 |
| JP2007126322A (ja) * | 2005-11-02 | 2007-05-24 | Citizen Seimitsu Co Ltd | 回転式カッターヘッドとそれを備えたスクライブ装置、及びそのスクライブ方法とその方法によって形成した脆性材料部品 |
| DE102006015142B4 (de) * | 2006-03-31 | 2014-02-20 | Asys Automatisierungssysteme Gmbh | Vorrichtung zum Brechen von Halbleiterscheiben |
| JP5023547B2 (ja) * | 2006-04-28 | 2012-09-12 | 坂東機工株式会社 | ガラス板切断方法及びガラス板切断機 |
| DE202007013307U1 (de) * | 2007-09-22 | 2008-04-24 | Bohle Ag | Schneidrädchen |
-
2011
- 2011-01-07 KR KR1020157000964A patent/KR20150021575A/ko active Application Filing
- 2011-01-07 KR KR1020167016615A patent/KR20160078514A/ko not_active Application Discontinuation
- 2011-01-07 WO PCT/JP2011/000061 patent/WO2012093422A1/ja active Application Filing
- 2011-01-07 KR KR1020137016659A patent/KR20130092603A/ko active Search and Examination
- 2011-01-07 EP EP11855182.9A patent/EP2662186A4/en not_active Withdrawn
- 2011-01-07 US US13/977,264 patent/US20130276610A1/en not_active Abandoned
- 2011-01-07 CN CN201610979364.8A patent/CN106626106A/zh active Pending
- 2011-01-07 JP JP2012551742A patent/JPWO2012093422A1/ja active Pending
-
2016
- 2016-04-06 US US15/091,786 patent/US20160214276A1/en not_active Abandoned
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58163615A (ja) * | 1982-03-24 | 1983-09-28 | 富士通株式会社 | ウエ−ハ切削方法 |
| JP2002134437A (ja) * | 2000-10-20 | 2002-05-10 | Beldex Corp | スクライブ用カッタ及びこのカッタを用いたスクライブ装置 |
| JP2002252185A (ja) * | 2001-02-23 | 2002-09-06 | Matsushita Electric Ind Co Ltd | 窒化物半導体チップの製造方法 |
| JP2003292332A (ja) * | 2002-03-29 | 2003-10-15 | Nakamura Tome Precision Ind Co Ltd | スクライブ方法及びスクライブ装置 |
| JP2007320069A (ja) * | 2006-05-30 | 2007-12-13 | Nagase Integrex Co Ltd | スクライブ方法及びその装置 |
| JP2008168304A (ja) * | 2007-01-09 | 2008-07-24 | Murata Mfg Co Ltd | レーザ割断方法 |
| JP2009248267A (ja) | 2008-04-09 | 2009-10-29 | Disco Abrasive Syst Ltd | 研削装置 |
| WO2010116421A1 (ja) * | 2009-04-10 | 2010-10-14 | 坂東機工株式会社 | ガラス板のスクライブ方法及びスクライブ装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2662186A4 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20210049875A (ko) | 2018-09-28 | 2021-05-06 | 미쓰보시 다이야몬도 고교 가부시키가이샤 | GaN 기판의 분단 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2012093422A1 (ja) | 2014-06-09 |
| KR20150021575A (ko) | 2015-03-02 |
| EP2662186A4 (en) | 2017-12-20 |
| KR20130092603A (ko) | 2013-08-20 |
| US20160214276A1 (en) | 2016-07-28 |
| CN103282158A (zh) | 2013-09-04 |
| KR20160078514A (ko) | 2016-07-04 |
| CN106626106A (zh) | 2017-05-10 |
| EP2662186A1 (en) | 2013-11-13 |
| US20130276610A1 (en) | 2013-10-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2012093422A1 (ja) | 炭化珪素板のスクライブ方法及びスクライブ装置 | |
| JP5660032B2 (ja) | ガラス板のスクライブ方法及びスクライブ装置 | |
| KR101378850B1 (ko) | 유리판 절단기 | |
| JP2016185906A (ja) | ガラス板の折割方法及びその折割装置 | |
| JP5316009B2 (ja) | ガラス板の加工装置 | |
| JP2010163310A5 (ja) | ||
| JP2003292332A (ja) | スクライブ方法及びスクライブ装置 | |
| JP5996376B2 (ja) | 硬質脆性板の割断装置 | |
| JP5884852B2 (ja) | 炭化珪素板のスクライブ方法及びスクライブ装置 | |
| KR102267749B1 (ko) | 판재의 테두리 가공 지석 및 모따기 장치 | |
| JP2016104571A (ja) | 炭化珪素板のスクライブ方法及びスクライブ装置 | |
| JP2016113323A (ja) | ガラス板の折割装置 | |
| JP2015042492A (ja) | 炭化珪素板のスクライブ方法及びスクライブ装置 | |
| KR20160003583A (ko) | 강화 유리 기판의 스크라이브 방법 및 스크라이브 장치 | |
| JP6344787B2 (ja) | セラミックス基板の分断方法及びスクライブ装置 | |
| JP5939290B2 (ja) | スクライブ方法及びスクライブ装置 | |
| WO2016059794A1 (ja) | スクライブ方法及びスクライブ装置 | |
| CN103282158B (zh) | 用于刻划碳化硅板的方法和设备 | |
| KR200376510Y1 (ko) | 초음파를 이용한 유리 스크라이빙 장치 | |
| CN105619082A (zh) | 一种连续开槽机 | |
| JP2016079077A (ja) | スクライブ方法及びスクライブ装置 | |
| JP6302664B2 (ja) | トリガ溝の形成方法及びそれを用いた形成装置 | |
| JP2014073931A (ja) | ガラス板の切断装置 | |
| CN105437390A (zh) | 用于刻划碳化硅板的方法和设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11855182 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2012551742 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011855182 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20137016659 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13977264 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |