WO2012053352A1 - 負荷イナーシャ推定方法及び制御パラメータ調整方法 - Google Patents
負荷イナーシャ推定方法及び制御パラメータ調整方法 Download PDFInfo
- Publication number
- WO2012053352A1 WO2012053352A1 PCT/JP2011/072917 JP2011072917W WO2012053352A1 WO 2012053352 A1 WO2012053352 A1 WO 2012053352A1 JP 2011072917 W JP2011072917 W JP 2011072917W WO 2012053352 A1 WO2012053352 A1 WO 2012053352A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- load
- model
- control system
- inertia
- feed system
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims abstract description 52
- 238000004088 simulation Methods 0.000 claims abstract description 35
- 238000004364 calculation method Methods 0.000 description 29
- 238000003754 machining Methods 0.000 description 12
- 230000014509 gene expression Effects 0.000 description 8
- 230000010354 integration Effects 0.000 description 6
- 238000005452 bending Methods 0.000 description 4
- 230000001133 acceleration Effects 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 230000004069 differentiation Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000001131 transforming effect Effects 0.000 description 1
Images





Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B13/00—Adaptive control systems, i.e. systems automatically adjusting themselves to have a performance which is optimum according to some preassigned criterion
- G05B13/02—Adaptive control systems, i.e. systems automatically adjusting themselves to have a performance which is optimum according to some preassigned criterion electric
- G05B13/04—Adaptive control systems, i.e. systems automatically adjusting themselves to have a performance which is optimum according to some preassigned criterion electric involving the use of models or simulators
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L5/00—Apparatus for, or methods of, measuring force, work, mechanical power, or torque, specially adapted for specific purposes
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B11/00—Automatic controllers
- G05B11/01—Automatic controllers electric
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/404—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by control arrangements for compensation, e.g. for backlash, overshoot, tool offset, tool wear, temperature, machine construction errors, load, inertia
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/41—Servomotor, servo controller till figures
- G05B2219/41123—Correction inertia of servo
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/41—Servomotor, servo controller till figures
- G05B2219/41381—Torque disturbance observer to estimate inertia
Definitions
- the present invention relates to a load inertia estimation method and a control parameter adjustment method applied to industrial machines such as machine tools.
- Fig. 4 shows an example of a machine tool.
- the machine tool of the illustrated example is a portal machining center, and includes a bed 1, a table 2, a portal column 3, a cross rail 4, a saddle 5, a ram 6, and a main shaft 7.
- the table 2 is installed on the bed 1, and the column 33 is installed across the table 2.
- a workpiece W is placed on the table 2 during machining, and linearly moves in the X-axis direction along the guide rail 1a on the bed 1 by a feed system (not shown in FIG. 4; see FIG. 5).
- the cross rail 4 moves linearly in the Z-axis direction along the guide rail 3b of the column front surface 3a by a feed system (not shown).
- the saddle 5 moves linearly in the Y-axis direction along the guide rail 4b of the cross rail front surface 4a by a feed system (not shown).
- the ram 6 is provided on the saddle 5 and linearly moves in the Z-axis direction by a feed system (not shown).
- the main shaft 7 is rotatably supported in the ram 6, and a tool 9 is attached to the tip via an attachment 8.
- the tool 9 when machining the workpiece W with the tool 9, the tool 9 is rotationally driven by the main shaft 7, and the main shaft 7 and the tool 9 move linearly in the Z-axis direction together with the cross rail 4 or the ram 6, and in the Y-axis direction together with the saddle 5.
- the table 2 and the work W move linearly in the X direction.
- the movement positions of the spindle 7 (tool 9) and the table 2 (work W) are required to be controlled with high accuracy by feedback control.
- FIG. 5 shows a general configuration example of the feedback control system and the feed system.
- the feed system 11 of the table 2 shown in FIG. 5 includes a servo motor 12, a reduction gear device 13, a bracket 14, a ball screw 15 (screw portion 15c, nut portion 15b), and the like.
- the table 2 and the workpiece W are linearly moved in the X axis direction.
- the load position ⁇ L that is the position of the table 2 (work W) detected by the position detector 6 is a position command ⁇ given from the numerical control (NC) device 17.
- the rotation of the servo motor 12 is controlled so as to follow.
- the rigidity of the screw portion 15c of the ball screw 15 is finite, at the time of movement of the table 2 load inertia (workpiece weight) or load position theta L twist or threaded portion 15c corresponding to the deflection, etc. Although but occurs, it is impossible to compensate for the follow-up delay of the load position theta L caused by this in the feedforward control.
- Patent Document 1 a characteristic model (transfer function) approximating the characteristics of the feed system is obtained, an inverse characteristic model (inverse transfer function) of this characteristic model is obtained, and this inverse characteristic model is used as a feedback control system.
- a technique for compensating for a delay in load position and a delay in speed caused by twisting or bending of a ball screw of a feed system is disclosed (see FIGS. 1 and 2: details will be described later).
- FIGS. 1 and 2 details will be described later.
- As a technique for adding an inverse characteristic model to be controlled to a control system there are those disclosed in Patent Documents 2 and 3 below.
- JP 2009-201169 A Japanese Patent No. 3351990 Japanese Patent No. 3739746 Japanese Patent No. 4137673
- the weight of the table 2 is constant, but the weight of the workpiece W varies depending on the type of the processed product. Therefore, the load inertia determined by the weight of the table 2 and the weight of the workpiece W is also the weight of the workpiece W. It changes as it changes.
- the load inertia included in the reverse characteristic model (reverse transfer function) of the feed system is always set to a constant value, the workpiece W having a weight different from the fixed value is placed on the table 2 for processing. Is different from the load inertia included in the reverse characteristic model of the feed system and the actual load inertia of the feed system. For this reason, even when the reverse characteristic model of the feed system is added to the feedback control system, when machining the workpiece W having a weight different from the constant value, a load generated by twisting or bending of the ball screw 15 is generated. The follow-up delay of the position ⁇ L cannot be sufficiently compensated by the inverse characteristic model, and the position deviation between the position command ⁇ and the load position ⁇ L becomes large, so that the workpiece W can be processed with high accuracy. Can not.
- the present invention adjusts the load inertia included in the reverse characteristic model of the feed system by using the load inertia estimation method for estimating the load inertia corresponding to the workpiece weight and the estimated load inertia. It is an object of the present invention to provide a control parameter adjustment method.
- the method of calculating load weight from the torque difference of the motor at the time of no load and a load is described in said patent document 4, the method of this invention estimates load inertia based on a position deviation etc. Is.
- the load inertia estimation method for solving the above problem is to compensate for a dynamic error factor of the feed system output from the inverse characteristic model by a feedback control system to which the inverse characteristic model of the feed system is added.
- a load position control system for controlling the load position of the feed system based on the compensation amount of the load system, the load inertia of the feed system is estimated,
- a load position control test is performed by the feedback control system by giving a position command to the feedback control system, and the position command and the position of the load position generated at a specific load position at this time Measure the deviation
- the load inertia estimation model which is a model of the load position control system
- the position command is given to the feedback control system model to perform a load position control simulation of the feed system model by the feedback control system model.
- the position command generated at the specific load position in the load position control simulation and the position deviation of the load position are included in the model of the feed system until the position deviation measured in the load position control test is equal to the position deviation.
- the load position control simulation is repeated with the load inertia being adjusted, and as a result, the position deviation occurring at the specific load position in the load position control simulation is the position deviation measured in the load position control test. If equal, the above Ri system load inertia contained in the model is to be estimated as a load inertia of the feed system, It is characterized by.
- the load inertia estimation method of the second invention is a compensation amount for compensating a dynamic error factor of the feed system output from the inverse characteristic model by a feedback control system to which the inverse characteristic model of the feed system is added.
- a load position control system for controlling the load position of the feed system based on the above, a method of estimating the load inertia of the feed system In the load position control system, a load position control test is performed by the feedback control system by giving a position command to the feedback control system, and the position command and the position of the load position generated at a specific load position at this time Measure the deviation, Alternatively, in the model of the load position control system, by giving the position command to the model of the feedback control system, a load position control simulation of the model of the feed system is performed by the model of the feedback control system.
- the load inertia corresponding to the position deviation measured by the load position control test or the load position control simulation is obtained based on the position deviation characteristic data in which the position deviation increases linearly in proportion to the increase of the load inertia. Estimating that the load inertia is the load inertia of the feed system; It is characterized by.
- control parameter adjusting method of the third invention is a compensation amount for compensating for a dynamic error factor of the feed system output from the inverse characteristic model by a feedback control system to which the inverse characteristic model of the feed system is added.
- a control parameter adjustment method for adjusting a load inertia included in the inverse characteristic model for a load position control system for controlling a load position of the feed system based on The load inertia included in the inverse characteristic model is adjusted based on the load inertia estimated by the load inertia estimation method of the first or second invention.
- the compensation amount for compensating the dynamic error factor of the feed system output from the inverse characteristic model by the feedback control system to which the inverse characteristic model of the feed system is added is added.
- a load position control system for controlling the load position of the feed system based on the load position control system wherein a position command is given to the feedback control system in the load position control system.
- a load position control test by the feedback control system is performed, and a position deviation between the position command and the load position generated at a specific load position is measured at this time, and a load inertia which is a model of the load position control system is measured.
- the estimation model by giving the position command to the model of the feedback control system, A load position control simulation of the feed system model by a back control system model is performed, and the position command generated at the specific load position in the load position control simulation and a position deviation of the load position are the load position control.
- the load position control simulation is repeated by adjusting the load inertia included in the feed system model until it becomes equal to the position deviation measured in the test, and as a result, the specific load position is determined in the load position control simulation. If the position deviation generated in step S1 is equal to the position deviation measured in the load position control test, it is estimated that the load inertia included in the feed system model at this time is the load inertia of the feed system.
- the load weight of the feed system eg machine tools
- Even if weight changes in the work to be placed on the table, the load inertia in accordance with the load weight can be easily estimated.
- the compensation amount for compensating for the dynamic error factor of the feed system output from the inverse characteristic model by the feedback control system to which the inverse characteristic model of the feed system is added.
- the feedback control system model By performing a load position control test by the feedback control system, and measuring a position deviation between the position command and the load position generated at a specific load position at this time, or in the model of the load position control system, By providing the position command to the feedback control system model, the feedback control system model The load position control simulation of the model of the feed system is performed, the position command generated at the specific load position and the position deviation of the load position are measured at this time, and the specific load position is measured at the pre-measured no load.
- Position deviation in proportion to the increase in load inertia which is set in advance based on the position command and load position deviation that occurs and the position command and load position position deviation that occurs at the specific load position during loading
- the load inertia corresponding to the position deviation measured by the load position control test or the load position control simulation is obtained based on the position deviation characteristic data that increases linearly, and this load inertia is the load inertia of the feed system. Therefore, the load weight of the feed system (for example, the work load placed on the table of the machine tool) Even if the weight of h) varies, the load inertia in accordance with the load weight can be easily estimated.
- the compensation amount for compensating for the dynamic error factor of the feed system output from the inverse characteristic model by the feedback control system to which the inverse characteristic model of the feed system is added.
- the load inertia included in the inverse characteristic model is adjusted based on the load inertia estimated by the inertia estimation method, the load weight of the feed system (for example, placed on the table of the machine tool) Even if the weight of the workpiece changes, the feed system parameter and the inverse characteristic model parameter (for example, the third derivative including the load inertia term) It is possible to match the above coefficients (described in detail later), etc.). For this reason, it is possible to control the load position with high accuracy so as to follow the position command. For example, a machine tool can perform high-precision machining.
- the table feed system 22 includes a servo motor 23 as a drive source, a reduction gear device 24 having a motor side gear 24a and a load side gear 24b, a bracket 26 having a built-in bearing 25, a screw portion.
- a ball screw 27 having 27a and a nut portion 27b, a position detector 28, and a pulse encoder 29 are provided.
- the brackets 26 on both sides are fixed to the bed 1 and support the screw part 27a of the ball screw 27 via the bearing 25 so as to be rotatable.
- a nut portion 27b of the ball screw 27 is attached to the table 2 and is screwed into the screw portion 27a.
- the servo motor 23 is connected to the threaded portion 27 a of the ball screw 27 through the reduction gear device 24.
- a work W is installed on the table 2.
- a position detector (an induct thin type linear scale in the illustrated example) 28 is attached to the table 2
- a pulse encoder 29 is attached to the servo motor 23.
- the table 2 together with the nut portion 27b of the ball screw 27 becomes X. Move linearly in the axial direction.
- the position detector 28 detects the load position ⁇ L that is the moving position of the table 2 (work W), and sends a detection signal of the load position ⁇ L to the feedback control system 21 (position feedback).
- the pulse encoder 29 detects the motor position ⁇ M that is the rotational position of the servo motor 23.
- the detection signal of the motor position ⁇ M is sent to the feedback control system 21 and is time-differentiated by the differentiation calculation unit 36 to obtain a motor speed V M that is the rotational speed of the servo motor 23 (speed feedback).
- the feedback control system 21 is configured by software executed by, for example, a personal computer, and includes a position deviation calculation unit 31, a multiplication unit 32, a speed deviation calculation unit 33, a proportional integration calculation unit 34, and a current control. A unit 35 and a differential operation unit 36.
- an inverse characteristic model 50 of the feed system 22 of the table 2 is added to the feedback control system 21.
- the inverse characteristic model 50 is an inverse characteristic model (reverse transfer function) of a characteristic model (transfer function) that approximates the characteristics of the feed system 22, and the ball screw 27 (screw portion 27 a) of the feed system 22. This is to compensate for a delay in load position ⁇ L and a delay in speed caused by twisting or bending of the lens (see FIG. 2: details will be described later).
- FIG. 2 details will be described later.
- s is a Laplace operator
- s is a first derivative
- s 2 is a second derivative
- s 3 is a third derivative
- s 4 is a fourth derivative
- s 5 is a fifth derivative
- 1 / s represents an integral (this is the same in FIGS. 2 and 3).
- the position deviation calculation unit 31 of the feedback control 21 operation and position command theta given from the numerical control (NC) device 41 for controlling the load position theta L, the deviation between the load position theta L a ( ⁇ - ⁇ L) Then, the position deviation ⁇ is obtained.
- the multiplication unit 32 obtains a motor speed command V for controlling the rotation speed of the servo motor 23 by multiplying the position deviation ⁇ by the position loop gain Kp.
- the speed deviation computing section 33 a value obtained by adding (V + V H) of the compensation amount V H to the motor speed command V of the velocity output from the inverse characteristic model 5, the deviation between the motor speed V M (V + V H -V M ) is calculated to obtain the speed deviation ⁇ V.
- a motor torque command ⁇ with respect to 23 is obtained.
- the current control unit 35 controls the current supplied to the servomotor 23 so that the torque generated by the servomotor 23 follows the motor torque command ⁇ . Although illustration is omitted, the current control unit 35 performs current feedback control so that the current supplied to the motor 23 becomes a current corresponding to the motor torque command ⁇ .
- the feedback control system 21 performs control so that the load position ⁇ L follows the position command ⁇ by performing feedback control with a triple loop in which the position loop is a main loop and the speed loop and the current loop are minor loops. is doing.
- a model 60 for estimating the load inertia J L according to the weight of the workpiece W is added to the feedback control system 21.
- the load inertia estimation model 60 will be described with reference to FIG. 2 that are the same as those in FIG. 1 are denoted by the same reference numerals, and detailed description thereof is omitted.
- a characteristic model (transfer function) approximating the characteristics of the feed system 22 is specified as a mechanical system model of a two-mass system using the servo motor 23, the load table 2 and the workpiece W as the mass points. is doing.
- the load inertia estimation model 60 includes a characteristic model (transfer function) of the feed system 22, an inverse characteristic model (reverse transfer function) 50 of the characteristic model, and a model (transfer function) of the feedback control system 21. It consists of
- the characteristic model of the servomotor 23 when expressed by a transfer function, it is expressed by a transfer function (1 / (J M s + D M )) of the block 62 and a transfer function (1 / s) of the block 63. It is. J M is motor inertia and D M is motor viscosity. From block 62 outputs the motor speed V M is the motor position theta M from block 63 is output.
- J L is a load inertia, which is an inertia determined by the weight (a constant value) of the table 2 and the weight of the workpiece W placed on the table 2. Therefore, when the weight of the workpiece W placed on the table 2 changes, the load inertia J L changes accordingly.
- D L is the load (table) viscosity
- C L is the spring viscosity along the axial direction of the ball screw 27 portion (screw portion 27a, nut portion 27b, bracket 26)
- K L is the ball screw 27 portion (screw portion 27a, nut). Spring rigidity along the axial direction of the portion 27b and the bracket 26).
- the position deviation calculation unit 67 calculates a deviation ( ⁇ M ⁇ L ) between the motor position ⁇ M and the load position ⁇ L to obtain a position deviation ⁇ ML .
- the torque deviation calculation unit 61 calculates a deviation ( ⁇ L ) between the torque command ⁇ and the reaction force torque ⁇ L to obtain a torque deviation ⁇ .
- V M ⁇ ⁇ (1 / (J M s + D M)
- the motor speed V M is outputted to the block 63
- a feedback control system 21 Is fed back to the speed deviation calculator 33.
- the load position ⁇ L is fed back to the position deviation calculation unit 31 of the feedback control system 21.
- the inverse characteristic model 50 includes a first derivative term computing unit 51, a second derivative term computing unit 52, a third derivative term computing unit 53, a fourth derivative term computing unit 54, and a fifth derivative term computing unit 55. , An adding unit 56 and a proportional-integral inverse transfer function unit 57.
- the differential term calculation units 51 to 55 and the addition unit 56 compensate for dynamic error factors in the servo motor 23, the ball screw 27, and the table 2 of the feed system 22 so that the load position ⁇ L becomes the position command ⁇ .
- a transfer function for compensation control for performing compensation control so as to match (follow) is set.
- This transfer function for compensation control is an inverse transfer function of the transfer function of the aforementioned feed system 22 (the mechanical system comprising the servo motor 23, the ball screw 27, and the table 2). Note that this inverse transfer function is a function in which some computation elements are omitted.
- each of the differential term calculation units 51 to 55 of the inverse characteristic model 50 has respective calculation terms a1s, a2s 2 , a3s 3 , a4s 4 , and a5s 5 , and each calculation term is included in the position command ⁇ . were respectively multiplied a1s ⁇ a5s 5, respectively output the multiplication value by an adder 56.
- the addition unit 56 adds the multiplication values output from the differential term calculation units 51 to 55.
- Each coefficient a1 in each calculation terms a1s ⁇ a5s 5, a2, a3 , a4, a5 are set as follows.
- K V is the velocity loop gain is included in the formula of the coefficients a1 ⁇ a5
- K L is the spring stiffness along the axial direction of the ball screw 27
- T V is an integration time constant
- D M servomotor 23 D L is the load viscosity
- J M is the inertia of the servo motor 23
- J L is the load inertia.
- the proportional-integral inverse transfer function unit 57 includes an inverse transfer function (Tv / K V (T V s + 1)) ⁇ s of the transfer function K V (1 + 1 / (T V s)) of the proportional-integral calculation unit 34.
- Tv / K V (T V s + 1)) is set.
- the differential operator s of (Tv / K V (T V s + 1)) ⁇ s is assigned to each of the calculation terms a1s to a5s 5 of the differential term calculation units 51 to 55, respectively.
- the speed compensation amount V H output from the inverse characteristic model 50 in which the coefficients a1 to a5 are set is applied to the feedback control system 21, and the load position control of the feed system 22 is performed.
- the load inertia J L also changes according to the change in the weight of the workpiece W.
- the parameters of the feed system 22 and the parameters of the inverse characteristic model 50 do not match.
- the coefficients a3 to a5 of the third order differential term including the term of the load inertia J L or more do not match the parameters of the feed system 22. It becomes. Accordingly, the position deviation ⁇ increases as it is, and the follow-up delay of the load position ⁇ L with respect to the position command ⁇ occurs.
- the load inertia J L corresponding to the weight of the workpiece W is estimated by the following method.
- the position command ⁇ (X (X) is sent from the NC device 41 to the feedback control system 21 with the workpiece W placed on the table 2.
- a feed position control test of the feed system 22 by the feedback control system 21 is performed by giving an axial movement command. Then, the positional deviation ⁇ generated at this time is measured.
- the spring stiffness for the K L varies with the load position theta L, the load position theta L as a load position theta Upon reaching L (i.e. a specific spring stiffness K L of a particular table 2 (which had been previously determined)
- the position deviation ⁇ that occurs at the time of (1) is measured.
- the NC device 41 changes the model of the feedback control system 21 with the workpiece W placed on the table 2.
- ⁇ movement command in the X-axis direction
- a load position control simulation of the model of the feed system 22 by the model of the feedback control system 21 is performed.
- the load inertia J L in the inverse characteristic model 50 when performing a load inertia J L in the inverse characteristic model 50 when performing load position control test using the actual machine is set to the same value. For example, these are the load inertia J L0 at the time of no load when the work W is not placed on the table 2.
- the position deviation ⁇ generated in the load position control simulation is a load position control test by the actual machine. in if equal to the measured position deviation [Delta] [theta], load inertia J L included in the model of the feed system 22 at this time is the actual load inertia J L corresponding to the weight of the loading the workpiece W on the table 2 Presume that there is.
- the estimated load inertia J L is output from the load inertia estimation model 60 to the inverse characteristic model 50 of the actual machine as shown in FIG.
- the load inertia estimated based on the load inertia J L output from the model 60, adjust the load inertia J L coefficient a3 ⁇ a5 of the comprise are least third order differential term section (setting) To do.
- the parameter (load inertia J L coefficient a3 ⁇ a5 above third order differential term that contains section) parameters and the inverse characteristic model 50 of the feed system 22 are identical. Therefore, when performing the machining of the workpiece W can be made to follow the position command theta controls the load position theta L with high accuracy, it is possible to perform high-precision machining.
- the feedback control system 21 to which the reverse characteristic model 50 of the feed system 22 is added the movement of the feed system 22 output from the reverse characteristic model 50.
- This is a method for estimating the load inertia J L of the feed system 22 for the load position control system that controls the load position ⁇ L of the feed system 22 based on the compensation amount V H for compensating for an error factor.
- a position command ⁇ is given to the feedback control system 21 to perform a load position control test by the feedback control system 21 and measure a position deviation ⁇ generated at a specific load position ⁇ L at this time.
- the position command ⁇ is added to the model of the feedback control system 21.
- the load position control simulation model of the feed system 22 according to the model of the feedback control system 21, and the position deviation ⁇ caused by the particular load position theta L in the load position control simulation, the load position The load position control simulation is repeated by adjusting the load inertia J L included in the model of the feed system 22 until it becomes equal to the position deviation ⁇ measured in the control test, and as a result, the identification is performed in the load position control simulation.
- the load inertia J L included in the model of the feed system 22 at this time Since the load inertia J L of the system 22 is estimated, the feed system 22 Even if the load weight (the weight of the workpiece W placed on the table 2) changes, the load inertia J L corresponding to the load weight can be easily estimated.
- the load inertia J L contained in actual inverse characteristic model 50 Therefore, even if the load weight of the feed system 22 (weight of the workpiece W placed on the table 2) changes, the parameters of the feed system 22 and the parameters of the inverse characteristic model 50 (load inertia J) Coefficients a3 to a5) that are equal to or higher than the third order differential term including the term L can be matched. Therefore, it is possible to follow the position command theta controls the load position theta L with high accuracy, it is possible to perform high-precision machining.
- Embodiment 2 (Explanation of load inertia estimation method and control parameter adjustment method)
- a load inertia estimation method and a control parameter adjustment method according to Embodiment 2 of the present invention will be described with reference to FIG.
- the same parts as those in the first embodiment are denoted by the same reference numerals, and detailed description thereof is omitted.
- a position deviation characteristic data unit 70 for estimating the load inertia J L according to the weight of the workpiece W is added to the feedback control system 21.
- the positional deviation ⁇ increases linearly in proportion to the increase. Accordingly, the position deviation ⁇ in the load inertia J L0 when there is no load when the work W is not placed on the table 2 and the position at the load inertia J L when the work W having the maximum weight is placed on the table 2 and at the maximum load. If there is data of the deviation ⁇ , the load inertia J L1 when the workpiece W having an unknown weight is placed on the table 2 can be estimated from this data.
- the position command ⁇ (X-axis direction) is sent to the model of the feedback control system 21 for the case of no load and the case of execution at the maximum load.
- the spring rigidity K L varies with the load position theta L
- the spring rigidity K L time i.e. a particular reaching the load position theta L of Table 2 are identified (which had been previously determined) Measure the position deviations ⁇ L0 and ⁇ LM that occur when the load position ⁇ L is reached.
- the load inertia J L in the inverse characteristic model 50 is set to the load inertia J L0 at the time of no load. Therefore, the positional deviation ⁇ L0 at the time of no load is almost zero.
- the position deviation characteristic data portion 70 is linearly proportional to the increase of the load inertia J L based on the previously measured position deviation ⁇ L0 at no load and the position deviation ⁇ LM at the maximum load.
- the position deviation characteristic data ⁇ V D that increases is set.
- the load inertia J L corresponding to the weight of the workpiece W is estimated by the following method.
- the position deviation characteristic data unit 70 measures (inputs) the position deviation ⁇ ( ⁇ 1 in the illustrated example) generated at this time. However, as described above, since the spring rigidity K L varies with the load position theta L, the position deviation characteristic data unit 70, when the table 2 reaches the load position theta L of a particular (which had been previously determined) (i.e. position deviation [Delta] [theta] occurring at the time) has been reached in the load position theta L comprising a specific spring stiffness K L a ([Delta] [theta] in the illustrated example 1) measured (input).
- the position deviation characteristic data unit 70 based on the position deviation characteristic data ⁇ V D set in advance, the position deviation ⁇ measured (input) by the load position control test of the actual machine or the load position control simulation (see FIG.
- a load inertia J L J L1 in the illustrated example
- this load inertia J L J L1 in the illustrated example
- the load inertia J L is estimated.
- the estimated load inertia J L is output from the position deviation characteristic data unit 70 to the inverse characteristic model 50 of the actual machine.
- the parameter (load inertia J L coefficient a3 ⁇ a5 above third order differential term that contains section) parameters and the inverse characteristic model 50 of the feed system 22 are identical. Therefore, when performing the machining of the workpiece W can be made to follow the position command theta controls the load position theta L with high accuracy, it is possible to perform high-precision machining.
- the position deviation characteristic data ⁇ V D is set using the position deviation ⁇ LM at the maximum load.
- the present invention is not limited to this, and the position deviation ⁇ L at the load other than the maximum load is used.
- the position deviation characteristic data ⁇ V D may be set.
- a position deviation ⁇ at the time of the load is measured, and a position that linearly increases in proportion to an increase in the load inertia J L based on the measured position deviation ⁇ at the time of load and a position deviation ⁇ 0 at the time of no load.
- the deviation characteristic data ⁇ V D may be set.
- the movement of the feed system 22 output from the reverse characteristic model 50 by the feedback control system 21 to which the reverse characteristic model 50 of the feed system 22 is added.
- This is a method for estimating the load inertia J L of the feed system 22 for the load position control system that controls the load position ⁇ L of the feed system 22 based on the compensation amount V H for compensating for an error factor.
- a position command ⁇ is given to the feedback control system 21 to perform a load position control test by the feedback control system 21.
- a position deviation ⁇ ( ⁇ generated at a specific load position ⁇ L is performed.
- the load inertia J L contained in actual inverse characteristic model 50 Therefore, even if the load weight of the feed system 22 (weight of the workpiece W placed on the table 2) changes, the parameters of the feed system 22 and the parameters of the inverse characteristic model 50 (load inertia J) Coefficients a3 to a5) that are equal to or higher than the third order differential term including the term L can be matched. Therefore, it is possible to follow the position command theta controls the load position theta L with high accuracy, it is possible to perform high-precision machining.
- the inverse characteristic such as has been adjusted load inertia J L of the inverse characteristic model 50 by the load inertia J L estimated in embodiments 1 and 2 above include, but not limited, a control parameter of the machining conditions
- Control parameters other than the load inertia J L of the model 50 may be adjusted by the estimated load inertia J L.
- the estimated load inertia J L is also output to the NC device 41 from the position deviation characteristic data unit 70 or the load inertia estimation model 60, and the acceleration / deceleration time set by the NC device 41 is determined by the estimated load inertia J L. Control parameters such as corner speed acceleration may be adjusted.
- the present invention is applied to the feed system 22 of the table 2 .
- the present invention is not limited to this, and the present invention is not limited to this. It can also be applied to feed systems such as rams and rams.
- feed systems such as rams and rams.
- FIG. 4 when the weight of the attachment 8 or the tool 9 changes, it is also effective to apply the present invention to the feeding system of the saddle 5 or the ram 6.
- the present invention is not limited to this.
- the present invention can also be applied to a feed system having a configuration (for example, a feed system using a hydraulic pump, a hydraulic motor, a hydraulic cylinder, or the like).
- Equation (1) is an equation of motion indicating the relationship between input and output with respect to the motor transfer function that models the characteristics of the servo motor 23
- Equation (2) is a model of the characteristics of the table 2 and the workpiece W that are loads. It is the equation of motion which shows the relationship of input / output regarding the generalized load transfer function.
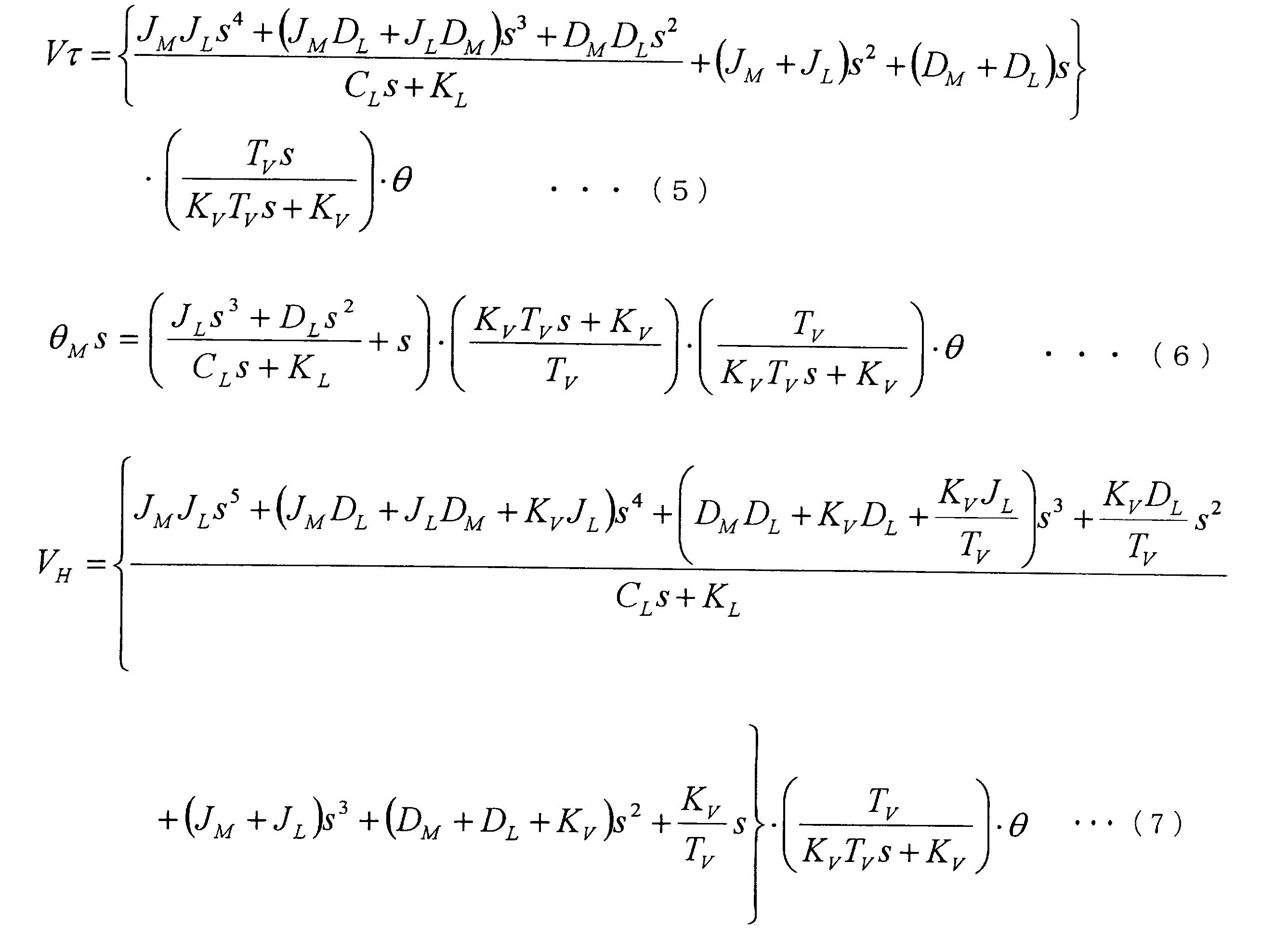
- the feed-forward compensation control is performed on the torque command ⁇ using the formula (first transfer function formula) in ⁇ on the right side of the formula (3), and the speed command V is set to ( 4)
- Feed forward compensation control may be performed using the expression (second transfer function expression) in parentheses on the right side of expression (4).
- ⁇ M s is equivalent to the motor speed V M.
- equation (3) when ⁇ L is replaced with ⁇ and then replaced with the command speed V ⁇ , the equation (3) becomes the following equation (5).
- the expression (5) is obtained by multiplying the expression (3) by the inverse operation expression of the proportional integration operation expression set in the proportional integration calculator 34.
- equation (5) is obtained by dividing equation (3) by the proportional-integral arithmetic equation set in proportional-integral calculator 34.
- the part excluding ⁇ on the right side of the equation (5) is the third transfer function equation.
- the left (7) can not be combined expressions in differential degree, removing the C L section infrequently affect the accuracy of equation (7), (8) below is obtained.
- a portion excluding ⁇ on the right side of the equation (8) is a transfer function for compensation control.
- the equation (8) is replaced with the coefficients a1 to a5, the following equation (9) is obtained. Accordingly, the coefficients a1 to a5 are obtained from the equations (8) and (9).
- the present invention relates to a load inertia estimation method and a control parameter adjustment method, and is useful when applied to adjusting a load inertia included in an inverse characteristic model of a feed system added to a feedback control system such as a machine tool. Is.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- Health & Medical Sciences (AREA)
- Artificial Intelligence (AREA)
- Computer Vision & Pattern Recognition (AREA)
- Evolutionary Computation (AREA)
- Medical Informatics (AREA)
- Software Systems (AREA)
- Control Of Position Or Direction (AREA)
- Feedback Control In General (AREA)
- Numerical Control (AREA)
Abstract
Description
なお、上記の特許文献4には無負荷時と負荷時のモータのトルク差から負荷重量を算出する方法が記載されているが、本発明の方法は位置偏差などに基づいて負荷イナーシャを推定するものである。
前記負荷位置制御システムにおいて、前記フィードバック制御系に位置指令を与えることにより、前記フィードバック制御系による負荷位置制御試験を実施し、このときに特定の負荷位置で生じる前記位置指令と負荷位置との位置偏差を測定し、
前記負荷位置制御システムのモデルである負荷イナーシャ推定モデルにおいて、前記フィードバック制御系のモデルに前記位置指令を与えることにより、前記フィードバック制御系のモデルによる前記送り系のモデルの負荷位置制御シミュレーションを実施し、且つ、前記負荷位置制御シミュレーションにおいて前記特定の負荷位置で生じる前記位置指令と負荷位置の位置偏差が、前記負荷位置制御試験で測定した前記位置偏差に等しくなるまで、前記送り系のモデルに含まれている負荷イナーシャを調整して前記負荷位置制御シミュレーションを繰り返し、その結果、前記負荷位置制御シミュレーションにおいて前記特定の負荷位置で生じる前記位置偏差が、前記負荷位置制御試験で測定した前記位置偏差に等しくなれば、このときの前記送り系のモデルに含まれている負荷イナーシャが、前記送り系の負荷イナーシャであると推定すること、
を特徴とする。
前記負荷位置制御システムにおいて、前記フィードバック制御系に位置指令を与えることにより、前記フィードバック制御系による負荷位置制御試験を実施し、このときに特定の負荷位置で生じる前記位置指令と負荷位置との位置偏差を測定し、
又は、前記負荷位置制御システムのモデルにおいて、前記フィードバック制御系のモデルに前記位置指令を与えることにより、前記フィードバック制御系のモデルによる前記送り系のモデルの負荷位置制御シミュレーションを実施し、このときに特定の負荷位置で生じる前記位置指令と負荷位置の位置偏差を測定し、
予め測定された無負荷時に前記特定の負荷位置で生じる前記位置指令と負荷位置の位置偏差と、負荷時に前記特定の負荷位置で生じる前記位置指令と負荷位置の位置偏差とに基づいて予め設定されている、負荷イナーシャの増加に比例して位置偏差がリニアに増加する位置偏差特性データに基づいて、前記負荷位置制御試験又は前記負荷位置制御シミュレーションにより測定した前記位置偏差に対応する負荷イナーシャを求め、この負荷イナーシャが前記送り系の負荷イナーシャであると推定すること、
を特徴とする。
第1又は第2発明の負荷イナーシャ推定方法で推定された負荷イナーシャに基づいて、前記逆特性モデルに含まれている負荷イナーシャを調整することを特徴とする。
(フィードバック制御系及び送り系の説明)
図1に基づいて、まず、本発明の実施の形態例に係る負荷イナーシャ推定方法及び制御パラメータ調整方法を実施する工作機械(図4参照)の負荷位置制御システム(フィードバック制御系21及び送り系22)の構成について説明する。
そして更に本実施の形態例1では、ワークWの重量に応じた負荷イナーシャJLを推定するためのモデル60が、フィードバック制御系21に付加されている。図2に基づき、この負荷イナーシャ推定モデル60について説明する。なお、図2において図1と同様の部分には同一の符号を付し、重複する詳細な説明は省略する。
なお、各係数a1~a5を下記のように設定(演算)する演算手法については、後述する。

以上のように、本実施の形態例1の負荷イナーシャ推定方法によれば、送り系22の逆特性モデル50を付加したフィードバック制御系21により、逆特性モデル50から出力される送り系22の動的な誤差要因を補償するための補償量VHに基づいて、送り系22の負荷位置θLを制御する負荷位置制御システムに対し、送り系22の負荷イナーシャJLを推定する方法であって、前記負荷位置制御システムにおいて、フィードバック制御系21に位置指令θを与えることにより、フィードバック制御系21による負荷位置制御試験を実施し、このときに特定の負荷位置θLで生じる位置偏差Δθを測定し、前記負荷位置制御システムのモデルである負荷イナーシャ推定モデル60において、フィードバック制御系21のモデルに前記位置指令θを与えることにより、フィードバック制御系21のモデルによる送り系22のモデルの負荷位置制御シミュレーションを実施し、且つ、前記負荷位置制御シミュレーションにおいて前記特定の負荷位置θLで生じる位置偏差Δθが、前記負荷位置制御試験で測定した位置偏差Δθに等しくなるまで、送り系22のモデルに含まれている負荷イナーシャJLを調整して前記負荷位置制御シミュレーションを繰り返し、その結果、前記負荷位置制御シミュレーションにおいて前記特定の負荷位置θLで生じる位置偏差Δθが、前記負荷位置制御試験で測定した位置偏差Δθに等しくなれば、このときの送り系22のモデルに含まれている負荷イナーシャJLが、実機の送り系22の負荷イナーシャJLであると推定することを特徴としているため、送り系22の負荷重量(テーブル2に載置されるワークWの重量)が変化しても、当該負荷重量に応じた負荷イナーシャJLを容易に推定することができる。
(負荷イナーシャ推定方法及び制御パラメータ調整方法の説明)
図3に基づき、本発明の実施の形態例2に係る負荷イナーシャ推定方法及び制御パラメータ調整方法について説明する。なお、図3において、上記実施の形態例1と同様の部分には同一の符号を付し、重複する詳細な説明は省略する。
また、逆特性モデル50における3次微分以上の項(a3s3~a5s5)については、負荷イナーシャJLに比例して補償量が決定されており、テーブル2に載置するワークWの重量の増加に比例して位置偏差Δθがリニアに増加すると考えることができる。
従って、テーブル2にワークWを載置しない無負荷時の負荷イナーシャJL0における位置偏差Δθと、想定される最大重量のワークWをテーブル2に載置した最大負荷時の負荷イナーシャJLにおける位置偏差Δθのデータがあれば、このデータから、未知の重量のワークWをテーブル2に載置したときの負荷イナーシャJL1を推定することができる。
また、前記無負荷時の位置偏差ΔθL0を基準とすため、逆特性モデル50における負荷イナーシャJLは、前記無負荷時の負荷イナーシャJL0とする。従って、前記無負荷時の位置偏差ΔθL0は、ほぼ0となる。
以上のように、本実施の形態例2の負荷イナーシャ推定方法によれば、送り系22の逆特性モデル50を付加したフィードバック制御系21により、逆特性モデル50から出力される送り系22の動的な誤差要因を補償するための補償量VHに基づいて、送り系22の負荷位置θLを制御する負荷位置制御システムに対し、送り系22の負荷イナーシャJLを推定する方法であって、前記負荷位置制御システムにおいて、フィードバック制御系21に位置指令θを与えることにより、フィードバック制御系21による負荷位置制御試験を実施し、このときに特定の負荷位置θLで生じる位置偏差Δθ(Δθ1)を測定し、又は、前記負荷位置制御システムのモデルにおいて、フィードバック制御系21のモデルに前記位置指令θを与えることにより、フィードバック制御系21のモデルによる送り系22のモデルの負荷位置制御シミュレーションを実施し、このときに特定の負荷位置θLで生じる位置偏差Δθ(Δθ1)を測定し、予め測定された無負荷時に前記特定の負荷位置θLで生じる位置偏差Δθ(Δθ0)と、負荷時に前記特定の負荷位置θLで生じる位置偏差Δθ(ΔθM)とに基づいて予め設定されている、負荷イナーシャJLの増加に比例して位置偏差Δθがリニアに増加する位置偏差特性データΔVDに基づいて、前記負荷位置制御試験又は前記負荷位置制御シミュレーションにより測定した位置偏差Δθ(Δθ1)に対応する負荷イナーシャJL(JL1)を求め、この負荷イナーシャJL(JL1)が実機の送り系22の負荷イナーシャJLであると推定することを特徴としているため、送り系22の負荷重量(テーブル2に載置されるワークWの重量)が変化しても、当該負荷重量に応じた負荷イナーシャJLを容易に推定することができる。
ここで逆特性モデル50における各係数a1~a5を設定(演算)した演算手法について説明する。



Claims (3)
- 送り系の逆特性モデルを付加したフィードバック制御系により、前記逆特性モデルから出力される前記送り系の動的な誤差要因を補償するための補償量に基づいて、前記送り系の負荷位置を制御する負荷位置制御システムに対し、前記送り系の負荷イナーシャを推定する方法であって、
前記負荷位置制御システムにおいて、前記フィードバック制御系に位置指令を与えることにより、前記フィードバック制御系による負荷位置制御試験を実施し、このときに特定の負荷位置で生じる前記位置指令と負荷位置との位置偏差を測定し、
前記負荷位置制御システムのモデルである負荷イナーシャ推定モデルにおいて、前記フィードバック制御系のモデルに前記位置指令を与えることにより、前記フィードバック制御系のモデルによる前記送り系のモデルの負荷位置制御シミュレーションを実施し、且つ、前記負荷位置制御シミュレーションにおいて前記特定の負荷位置で生じる前記位置指令と負荷位置の位置偏差が、前記負荷位置制御試験で測定した前記位置偏差に等しくなるまで、前記送り系のモデルに含まれている負荷イナーシャを調整して前記負荷位置制御シミュレーションを繰り返し、その結果、前記負荷位置制御シミュレーションにおいて前記特定の負荷位置で生じる前記位置偏差が、前記負荷位置制御試験で測定した前記位置偏差に等しくなれば、このときの前記送り系のモデルに含まれている負荷イナーシャが、前記送り系の負荷イナーシャであると推定すること、
を特徴とする負荷イナーシャ推定方法。 - 送り系の逆特性モデルを付加したフィードバック制御系により、前記逆特性モデルから出力される前記送り系の動的な誤差要因を補償するための補償量に基づいて、前記送り系の負荷位置を制御する負荷位置制御システムに対し、前記送り系の負荷イナーシャを推定する方法であって、
前記負荷位置制御システムにおいて、前記フィードバック制御系に位置指令を与えることにより、前記フィードバック制御系による負荷位置制御試験を実施し、このときに特定の負荷位置で生じる前記位置指令と負荷位置との位置偏差を測定し、
又は、前記負荷位置制御システムのモデルにおいて、前記フィードバック制御系のモデルに前記位置指令を与えることにより、前記フィードバック制御系のモデルによる前記送り系のモデルの負荷位置制御シミュレーションを実施し、このときに特定の負荷位置で生じる前記位置指令と負荷位置の位置偏差を測定し、
予め測定された無負荷時に前記特定の負荷位置で生じる前記位置指令と負荷位置の位置偏差と、負荷時に前記特定の負荷位置で生じる前記位置指令と負荷位置の位置偏差とに基づいて予め設定されている、負荷イナーシャの増加に比例して位置偏差がリニアに増加する位置偏差特性データに基づいて、前記負荷位置制御試験又は前記負荷位置制御シミュレーションにより測定した前記位置偏差に対応する負荷イナーシャを求め、この負荷イナーシャが前記送り系の負荷イナーシャであると推定すること、
を特徴とする負荷イナーシャ推定方法。 - 送り系の逆特性モデルを付加したフィードバック制御系により、前記逆特性モデルから出力される前記送り系の動的な誤差要因を補償するための補償量に基づいて、前記送り系の負荷位置を制御する負荷位置制御システムに対し、前記逆特性モデルに含まれている負荷イナーシャを調整する制御パラメータ調整方法であって、
請求項1又は2の負荷イナーシャ推定方法で推定された負荷イナーシャに基づいて、前記逆特性モデルに含まれている負荷イナーシャを調整することを特徴とする制御パラメータ調整方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201180046473.XA CN103140818B (zh) | 2010-10-18 | 2011-10-05 | 负载惯性推断方法和控制参数调整方法 |
| KR1020137007767A KR101472693B1 (ko) | 2010-10-18 | 2011-10-05 | 부하 관성 추정 방법 및 제어 파라미터 조정 방법 |
| US13/822,936 US20130238101A1 (en) | 2010-10-18 | 2011-10-05 | Load inertia estimation method and control parameter adjustment method |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010-233249 | 2010-10-18 | ||
| JP2010233249A JP2012088827A (ja) | 2010-10-18 | 2010-10-18 | 負荷イナーシャ推定方法及び制御パラメータ調整方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012053352A1 true WO2012053352A1 (ja) | 2012-04-26 |
Family
ID=45975071
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/072917 WO2012053352A1 (ja) | 2010-10-18 | 2011-10-05 | 負荷イナーシャ推定方法及び制御パラメータ調整方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20130238101A1 (ja) |
| JP (1) | JP2012088827A (ja) |
| KR (1) | KR101472693B1 (ja) |
| CN (1) | CN103140818B (ja) |
| TW (1) | TWI435517B (ja) |
| WO (1) | WO2012053352A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105458038A (zh) * | 2015-12-17 | 2016-04-06 | 广东工业大学 | 高速数控板材冲压过程中板材质量在线计算方法 |
| CN113325693A (zh) * | 2021-05-25 | 2021-08-31 | 国网新疆电力有限公司电力科学研究院 | 用于scr脱硝系统的改进型pid控制方法、装置 |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103389646B (zh) * | 2013-07-05 | 2015-12-09 | 西安交通大学 | 一种伺服进给系统闭环辨识方法 |
| CN105912025B (zh) * | 2016-06-08 | 2019-03-26 | 北京控制工程研究所 | 一种基于特征模型的高空飞艇水平位置控制方法 |
| DE102018209094B4 (de) * | 2017-06-14 | 2021-10-28 | Fanuc Corporation | Motorsteuereinheit |
| CN107560777B (zh) * | 2017-07-31 | 2019-07-30 | 东南大学 | 基于力/力矩传感器的三维力反馈手柄回复力控制结构及方法 |
| CN108716959B (zh) * | 2018-04-09 | 2019-12-06 | 中国矿业大学 | 有效预测压电薄膜与梯度非均匀基底界面应力分布的方法 |
| TWI675718B (zh) | 2019-01-03 | 2019-11-01 | 財團法人工業技術研究院 | 工具機的加工件負載特性判斷及加速度調整方法 |
| US11467066B2 (en) * | 2019-01-31 | 2022-10-11 | Dalian University Of Technology | Method for determining the preload value of the screw based on thermal error and temperature rise weighting |
| JP7268419B2 (ja) * | 2019-03-15 | 2023-05-08 | オムロン株式会社 | パラメータ設定支援装置、パラメータ設定支援方法及びパラメータ設定支援プログラム |
| TWI741754B (zh) * | 2020-08-25 | 2021-10-01 | 東元電機股份有限公司 | 伺服馬達增益調整系統及其方法 |
| TWI755246B (zh) | 2021-01-07 | 2022-02-11 | 財團法人工業技術研究院 | 工具機快送加速度調整系統和方法 |
| CN113992113B (zh) * | 2021-11-09 | 2024-08-23 | 广东美的智能科技有限公司 | 电机的负载惯量的确定方法和装置、电机组件和存储介质 |
| US12117803B2 (en) | 2022-01-25 | 2024-10-15 | Delta Electronics, Inc. | Servo actuator and fast self-tuning method of gain for using the same |
| TWI805353B (zh) * | 2022-01-25 | 2023-06-11 | 台達電子工業股份有限公司 | 伺服驅動器及其增益快速自調整方法 |
| CN116183244B (zh) * | 2023-02-27 | 2024-02-02 | 浙江大学 | 一种装载机行走系统模拟测试系统及测试方法 |
| WO2025057295A1 (ja) * | 2023-09-12 | 2025-03-20 | ファナック株式会社 | シミュレーション装置およびコンピュータ読み取り可能な記憶媒体 |
| WO2025057300A1 (ja) * | 2023-09-12 | 2025-03-20 | ファナック株式会社 | シミュレーション装置およびコンピュータ読み取り可能な記憶媒体 |
| CN117589497B (zh) * | 2024-01-18 | 2024-04-05 | 山东普鲁特机床有限公司 | 数控龙门镗铣加工中心工作台进给系统可靠性实验设备 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0546234A (ja) * | 1991-08-20 | 1993-02-26 | Yaskawa Electric Corp | ロボツトの加減速時定数決定方法 |
| JPH07319506A (ja) * | 1994-05-30 | 1995-12-08 | Nippondenso Co Ltd | オートチューニングコントローラ |
| JPH10285969A (ja) * | 1997-02-03 | 1998-10-23 | Yaskawa Electric Corp | 負荷イナーシャ推定システム、負荷イナーシャ推定プログラムを記録した媒体及びロボットの動作プログラムを記録した媒体 |
| JP4137673B2 (ja) * | 2003-03-12 | 2008-08-20 | 三菱電機株式会社 | 負荷パラメータ同定方法 |
| JP2009083074A (ja) * | 2007-10-02 | 2009-04-23 | Fanuc Ltd | 工作機械用制御装置 |
| JP2009201169A (ja) * | 2008-01-09 | 2009-09-03 | Mitsubishi Heavy Ind Ltd | サーボ制御装置 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07110717A (ja) * | 1993-08-19 | 1995-04-25 | Fanuc Ltd | モータの制御方式 |
| JP3509413B2 (ja) * | 1995-10-30 | 2004-03-22 | 株式会社デンソー | モータ制御装置 |
| US6198246B1 (en) * | 1999-08-19 | 2001-03-06 | Siemens Energy & Automation, Inc. | Method and apparatus for tuning control system parameters |
| KR20040093160A (ko) * | 2002-03-20 | 2004-11-04 | 가부시키가이샤 야스카와덴키 | 제어 정수 조정 장치 |
| GB2414818B (en) * | 2003-04-11 | 2007-01-10 | Mitsubishi Electric Corp | Servo controller |
| JP2005327191A (ja) * | 2004-05-17 | 2005-11-24 | Fanuc Ltd | サーボ制御装置 |
| TWI302233B (en) * | 2005-08-19 | 2008-10-21 | Delta Electronics Inc | Method for estimating load inertia and a system for controlling motor speed by using inverse model |
| JP4276252B2 (ja) * | 2006-10-31 | 2009-06-10 | ファナック株式会社 | 工具とワークの接触検知機構を有する工作機械 |
| JP5512954B2 (ja) * | 2008-10-31 | 2014-06-04 | オークマ株式会社 | 数値制御機械の位置制御装置 |
| JP4565034B2 (ja) * | 2008-12-16 | 2010-10-20 | ファナック株式会社 | イナーシャ推定を行う制御装置及び制御システム |
-
2010
- 2010-10-18 JP JP2010233249A patent/JP2012088827A/ja active Pending
-
2011
- 2011-10-05 US US13/822,936 patent/US20130238101A1/en not_active Abandoned
- 2011-10-05 KR KR1020137007767A patent/KR101472693B1/ko not_active Expired - Fee Related
- 2011-10-05 WO PCT/JP2011/072917 patent/WO2012053352A1/ja active Application Filing
- 2011-10-05 CN CN201180046473.XA patent/CN103140818B/zh not_active Expired - Fee Related
- 2011-10-06 TW TW100136320A patent/TWI435517B/zh active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0546234A (ja) * | 1991-08-20 | 1993-02-26 | Yaskawa Electric Corp | ロボツトの加減速時定数決定方法 |
| JPH07319506A (ja) * | 1994-05-30 | 1995-12-08 | Nippondenso Co Ltd | オートチューニングコントローラ |
| JPH10285969A (ja) * | 1997-02-03 | 1998-10-23 | Yaskawa Electric Corp | 負荷イナーシャ推定システム、負荷イナーシャ推定プログラムを記録した媒体及びロボットの動作プログラムを記録した媒体 |
| JP4137673B2 (ja) * | 2003-03-12 | 2008-08-20 | 三菱電機株式会社 | 負荷パラメータ同定方法 |
| JP2009083074A (ja) * | 2007-10-02 | 2009-04-23 | Fanuc Ltd | 工作機械用制御装置 |
| JP2009201169A (ja) * | 2008-01-09 | 2009-09-03 | Mitsubishi Heavy Ind Ltd | サーボ制御装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105458038A (zh) * | 2015-12-17 | 2016-04-06 | 广东工业大学 | 高速数控板材冲压过程中板材质量在线计算方法 |
| CN113325693A (zh) * | 2021-05-25 | 2021-08-31 | 国网新疆电力有限公司电力科学研究院 | 用于scr脱硝系统的改进型pid控制方法、装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20130084657A (ko) | 2013-07-25 |
| TW201225490A (en) | 2012-06-16 |
| CN103140818A (zh) | 2013-06-05 |
| TWI435517B (zh) | 2014-04-21 |
| KR101472693B1 (ko) | 2014-12-12 |
| CN103140818B (zh) | 2015-06-10 |
| JP2012088827A (ja) | 2012-05-10 |
| US20130238101A1 (en) | 2013-09-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2012053352A1 (ja) | 負荷イナーシャ推定方法及び制御パラメータ調整方法 | |
| US8093856B2 (en) | Position control apparatus for numerically controlled machine | |
| CN100504695C (zh) | 位置控制装置、测量装置以及加工装置 | |
| JP5302639B2 (ja) | サーボ制御装置 | |
| JP5112100B2 (ja) | サーボ制御装置 | |
| WO2012053353A1 (ja) | 工作機械の熱変位補正システム | |
| JP2011140098A (ja) | 工作機械の機械変位補正システム | |
| JP4014162B2 (ja) | 工作機械の位置制御装置及び工作機械の位置制御方法 | |
| KR101455480B1 (ko) | 서보 제어 장치 | |
| WO2013132946A1 (ja) | サーボ制御装置及びサーボ制御方法 | |
| CN103853099A (zh) | 具有被驱动体的位置修正功能的伺服控制装置 | |
| JP4867105B2 (ja) | 数値制御装置 | |
| US9876448B2 (en) | Position control apparatus | |
| CN104076740B (zh) | 数控装置 | |
| KR101847214B1 (ko) | 공작기계의 볼스크류 변형에 의한 실시간 위치 보정 방법 및 장치 | |
| JP5334932B2 (ja) | パラメータ設定方法およびパラメータ設定装置 | |
| JP4939388B2 (ja) | フィードフォワード制御装置 | |
| CN111399559B (zh) | 工具机的加工件负载特性判断及加速度调整方法 | |
| TWI675718B (zh) | 工具機的加工件負載特性判斷及加速度調整方法 | |
| CN103970070A (zh) | 数控装置和失动补偿方法 | |
| JP5616262B2 (ja) | 数値制御工作機械 | |
| Denkena et al. | Modeling and compensation of the interactions between geometrical errors and drive currents in directly driven gantry machine tools |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201180046473.X Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11834192 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20137007767 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13822936 Country of ref document: US |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 11834192 Country of ref document: EP Kind code of ref document: A1 |