WO2012046611A1 - 伝熱管内面又は蒸発管内面の減肉状態監視装置 - Google Patents
伝熱管内面又は蒸発管内面の減肉状態監視装置 Download PDFInfo
- Publication number
- WO2012046611A1 WO2012046611A1 PCT/JP2011/072319 JP2011072319W WO2012046611A1 WO 2012046611 A1 WO2012046611 A1 WO 2012046611A1 JP 2011072319 W JP2011072319 W JP 2011072319W WO 2012046611 A1 WO2012046611 A1 WO 2012046611A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- heat transfer
- tube
- transfer tube
- thinning
- laser
- Prior art date
Links
Images

Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/02—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness
- G01B11/06—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness for measuring thickness ; e.g. of sheet material
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F22—STEAM GENERATION
- F22B—METHODS OF STEAM GENERATION; STEAM BOILERS
- F22B37/00—Component parts or details of steam boilers
- F22B37/002—Component parts or details of steam boilers specially adapted for nuclear steam generators, e.g. maintenance, repairing or inspecting equipment not otherwise provided for
- F22B37/003—Maintenance, repairing or inspecting equipment positioned in or via the headers
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/24—Measuring arrangements characterised by the use of optical techniques for measuring contours or curvatures
Definitions
- the present invention relates to a thinning state monitoring device for the inner surface of a heat transfer tube or the inner surface of an evaporation tube, which can easily monitor the thinning state of the heat transfer tube or the evaporation tube.
- the diameter of the piping of the evaporator tube of the boiler equipment, the heat transfer tube of the heat exchanger, etc. is generated.
- an evaporation pipe for a land boiler is in a combustion atmosphere and is exposed to a reducing atmosphere in order to suppress NOx in combustion exhaust gas, so that corrosion due to adhesion of sulfide proceeds. is there.
- JP 2005-181139 A JP-A-64-38649 JP-A-4-264256
- an object of the present invention is to provide a thinning state monitoring device for the inner surface of a heat transfer tube or the inner surface of an evaporation tube, which can grasp the change acquisition of the surface position related to the thinning due to wear or the like of the inner surface of the pipe. .
- a first aspect of the present invention for solving the above-described problem is a monitoring device that monitors the thinning state of the inner surface of the heat transfer tube or the inner surface of the evaporation tube, and moves along the inner surface of the heat transfer tube or the inner surface of the evaporation tube.
- the heat transfer tube inner surface comprising: cable means comprising: a thinning state determination means for comparing the data of the laser measurement means with past data or standard data to determine a current thinning state Or it exists in the thinning state monitoring apparatus of the inner surface of an evaporation pipe.
- a thinning state monitoring device for the inner surface of the heat transfer tube or the inner surface of the evaporation tube, characterized by having stop means for temporarily stopping the moving means.
- the laser measuring unit measures the thinned state while sequentially moving the fin tube inner surface by the movement of the moving unit. It is in the thinning state monitoring device on the inner surface of the evaporation tube.
- the corrosion and thinning state of the fin tube can be evaluated without disassembling or opening the boiler equipment.
- FIG. 1 is a schematic view of a thinning state monitoring device for an inner surface of a heat transfer tube or an inner surface of an evaporation tube.
- FIG. 2 is another schematic view of a thinning state monitoring device for the inner surface of the heat transfer tube or the inner surface of the evaporation tube.
- FIG. 3 is another schematic diagram of a thinning state monitoring device for the inner surface of the heat transfer tube or the inner surface of the evaporation tube. 4 is a cross-sectional view of FIG.
- FIG. 5 is a schematic view of a heat exchanger of an exhaust gas treatment facility.
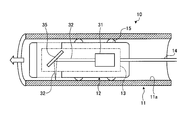
- FIG. 1 is a schematic view of a thinning state monitoring device for an inner surface of a heat transfer tube or an inner surface of an evaporation tube.
- the thinning state monitoring device 10 on the inner surface of the heat transfer tube or the inner surface of the evaporation tube is a monitoring device that monitors the thinning state of the inner surface of the heat transfer tube or the inner surface of the evaporation tube.
- a moving means 12 that moves along the fin tube 11, a laser measuring means 13 that is provided in the moving means 12 and that measures the thinning state of the surface of the heat transfer tube or the evaporation tube, and a laser is provided to the laser measuring means 13.
- the cable means 14 having a light guide path for introducing light and a lead-out path for transmitting reflected light, and the data of the laser measuring means 13 are compared with past data or standard data to determine the current thinning state.
- a meat state judging means denotes a moving wheel.
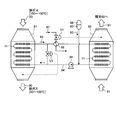
- FIG. 5 is a schematic view of a heat exchanger of an exhaust gas treatment facility.
- a heat exchanger that introduces exhaust gas 80 and exchanges heat with the heat medium 83 is provided.
- the heat exchanger has a heat medium circulation passage 84 through which the heat medium 83 circulates between the heat recovery unit 81 and the reheater 82.
- the heat medium 83 circulates between the heat recovery device 81 and the reheater 82 via the heat medium circulation passage 84.
- a plurality of fins are provided in the fin tube 11 on the surface of the heat medium circulation passage 84 provided in each of the heat recovery device 81 and the reheater 82.
- a heat exchanging portion 86 is provided in the heat medium circulation passage 84, and the medium temperature of the heat medium 83 can be adjusted by exchanging the heat medium 83 with the steam 87.
- the heat medium 83 is supplied from the heat medium tank 88 to the heat medium circulation passage 84.
- the heat medium 83 is circulated in the heat medium circulation passage 84 by the heat medium feed pump 89. Further, the supply amount of the steam 87 is adjusted by the control valve V1 according to the gas temperature of the purified gas 91, and is sent to the reheater 82 by the control valve V2 according to the gas temperature of the exhaust gas 80 discharged from the heat recovery device 81.
- the supplied heat medium 83 is supplied to the heat recovery unit 81, and the supply amount of the heat medium 83 supplied to the reheater 82 is adjusted.
- the purified gas 91 discharged from the reheater 82 is discharged from the chimney 92 to the outside.
- the thinning state of the inner surface 11a of the fin tube 11 is monitored by the thinning state monitoring device 10 on the inner surface of the heat transfer tube or the evaporation tube.
- the laser measuring unit 13 calculates the focal length of the laser head 32 and the sensor head 31 having the laser displacement sensor.
- a shortening prism 33 is provided, and the laser beam 32 generated by the laser displacement sensor is passed through the prism 33 to shorten the focal length.
- FIG. 2 is another schematic view of a thinning state monitoring device for the inner surface of the heat transfer tube or the inner surface of the evaporation tube.
- a mirror 35 may be used instead of the prism 33 in the thinning state monitoring device 10 on the inner surface of the heat transfer tube or the inner surface of the evaporation tube.
- the laser beam 32 emitted from the laser displacement sensor is guided to the inner surface 11a of the fin tube 11 and is emitted perpendicularly to the surface of the fin tube 11 at the front end of the light guide path.
- tip part of a light guide way is controlled by the control means which is not shown in figure, and the reflective surface of the laser beam 32 is moved to the surrounding wall surface of the fin tube 11 360 degree
- the thickness of the thinned state is measured by continuously reading the position of the reflection surface from the tube wall of the fin tube 11 with the laser displacement sensor.
- the measurement data of the laser measurement means 13 is compared with past data or standard data, and the current thinning state is determined by the thinning state determination means. At this time, by recording position information from the measurement reference point, it is recorded together with the surface information from the laser displacement sensor in the information processing apparatus of the monitoring operator and displayed on the screen.
- the thinning state determination means receives plant / inspection site information from the plant information database. For example, the name of the plant to be inspected, the name of the site to be inspected, design data (the design outer diameter of the pipe, the design required wall thickness, the material, etc. ), Past inspection history, similar plant data, etc. are input.
- the laser measurement means 13 is moved while sequentially measuring the entire circumference of the inner surface 11a of the fin tube 11 by the movement of the movement means 12, and measures the thinned state.
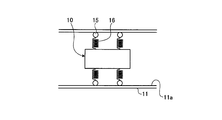
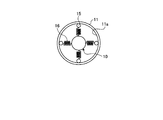
- FIG. 3 is another schematic view of a thinning state monitoring device for the inner surface of the heat transfer tube or the inner surface of the evaporation tube.
- FIG. 4 is a sectional view thereof. As shown in FIGS. 3 and 4, in the thinning state monitoring device 10 on the inner surface of the heat transfer tube or the inner surface of the evaporation tube, by providing the moving wheel 15 via the spring 16, when the fin tube 11 is bent, The spring 16 or the like is used so as to be in close contact with the inner wall surface.
- the thinning state monitoring device for the inner surface of the heat transfer tube or the inner surface of the evaporation tube it is possible to grasp the acquisition of the change in the surface position related to the thinning due to the wear of the inner surface of the pipe.
Abstract
伝熱管内面又は蒸発管内面の減肉状態監視装置10は、伝熱管内面又は蒸発管内面の減肉状態を監視する監視装置であって、伝熱管内面又は蒸発管内面のフィンチューブ11に沿って移動する移動手段12と、前記移動手段12に設けられ、伝熱管内面又は蒸発管内面の減肉状態をレーザ計測するレーザ計測手段13と、レーザ計測手段13にレーザ光を導入する導光路及び反射光を伝達する導出路を備えたケーブル手段14と、前記レーザ計測のデータを過去のデータ又は標準データと比較して、現在の減肉状態を判定する減肉状態判定手段とを具備する。
Description
本発明は、伝熱管又は蒸発管の減肉状態を簡易に監視することができる伝熱管内面又は蒸発管内面の減肉状態監視装置に関する。
ボイラ設備等の蒸発管や熱交換器の伝熱管等には長期間に亙って操業すると、その配管径の変化が発生する。
(1) 例えば陸用ボイラ用蒸発管は、燃焼雰囲気中にあり、燃焼排ガス中のNOxを抑制するために還元雰囲気にさらされているため、硫化物の付着による腐食が進行する、という問題がある。
(2) また、例えば脱硫装置用熱交換器内では脱硫プロセスにおいて生成する硫化物による伝熱管への付着による腐食が発生する、という問題がある。
(3) 例えば熱交換器伝熱管では長期間に亙っての使用により、その内径が水の磨耗により減肉が発生する、という問題がある。
(1) 例えば陸用ボイラ用蒸発管は、燃焼雰囲気中にあり、燃焼排ガス中のNOxを抑制するために還元雰囲気にさらされているため、硫化物の付着による腐食が進行する、という問題がある。
(2) また、例えば脱硫装置用熱交換器内では脱硫プロセスにおいて生成する硫化物による伝熱管への付着による腐食が発生する、という問題がある。
(3) 例えば熱交換器伝熱管では長期間に亙っての使用により、その内径が水の磨耗により減肉が発生する、という問題がある。
このため、従来では、超音波センサや高周波渦電流を用いた探傷センサ等により、その腐食状態を検査する提案がある(特許文献1乃至3参照)。
しかしながら、前記特許文献等の提案では、以下のような問題がある。
特許文献1及び2の提案では、配管部材中の欠陥や腐食に関する情報は得られるが、表面の位置情報を取得することは困難であるという問題がある。
また、測定の都度、壁表面にセンサ部の圧着が必須となる。
また、熱交換器内部のように循環冷却水の磨耗による減肉に関する表面位置の変化状態の取得を把握することができない、という問題がある。
特許文献1及び2の提案では、配管部材中の欠陥や腐食に関する情報は得られるが、表面の位置情報を取得することは困難であるという問題がある。
また、測定の都度、壁表面にセンサ部の圧着が必須となる。
また、熱交換器内部のように循環冷却水の磨耗による減肉に関する表面位置の変化状態の取得を把握することができない、という問題がある。
特許文献3の提案では、配管部材中の欠陥や腐食に関する情報は得られるが、渦電流が内壁表面全体に分布するため、表面の位置情報を把握することができない、という問題がある。
また、熱交換器内部のように循環冷却水の磨耗による減肉に関する表面位置の変化状態取得を把握することができない、という問題がある。
また、熱交換器内部のように循環冷却水の磨耗による減肉に関する表面位置の変化状態取得を把握することができない、という問題がある。
そこで、熱交換器内部のように循環冷却水の磨耗による減肉に関する表面位置の変化取得を把握することができる監視装置の出現が切望されている。
本発明は、前記問題に鑑み、配管内面の磨耗等による減肉に関する表面位置の変化取得を把握することができる伝熱管内面又は蒸発管内面の減肉状態監視装置を提供することを課題とする。
上述した課題を解決するための本発明の第1の発明は、伝熱管内面又は蒸発管内面の減肉状態を監視する監視装置であって、伝熱管内面又は蒸発管内面に沿って移動する移動手段と、前記移動手段に設けられ、伝熱管内面又は蒸発管内面の減肉状態をレーザ計測するレーザ計測手段と、前記レーザ計測手段にレーザ光を導入する導光路及び反射光を伝達する導出路を備えたケーブル手段と、前記レーザ計測手段のデータを過去のデータ又は標準データと比較して、現在の減肉状態を判定する減肉状態判定手段とを具備することを特徴とする伝熱管内面又は蒸発管内面の減肉状態監視装置にある。
第2の発明は、第1の発明において、前記移動手段を一時的に停止する停止手段を有することを特徴とする伝熱管内面又は蒸発管内面の減肉状態監視装置にある。
第3の発明は、第1又は2の発明において、前記レーザ計測手段は、前記移動手段の移動により、フィンチューブ内面を順次移動しつつ減肉状態を計測することを特徴とする伝熱管内面又は蒸発管内面の減肉状態監視装置にある。
本発明によれば、フィンチューブの内面に沿って移動することにより、例えばボイラ設備の装置を分解あるいは開放することなく、フィンチューブの腐食及び減肉状態を評価できる。
以下、この発明につき図面を参照しつつ詳細に説明する。なお、この実施例によりこの発明が限定されるものではない。また、下記実施例における構成要素には、当業者が容易に想定できるもの、あるいは実質的に同一のものが含まれる。
本発明による実施例1に係る伝熱管内面又は蒸発管内面の減肉状態監視装置について、図面を参照して説明する。図1は、伝熱管内面又は蒸発管内面の減肉状態監視装置の概略図である。
図1に示すように、伝熱管内面又は蒸発管内面の減肉状態監視装置10は、伝熱管内面又は蒸発管内面の減肉状態を監視する監視装置であって、伝熱管内面又は蒸発管内面のフィンチューブ11に沿って移動する移動手段12と、前記移動手段12に設けられ、伝熱管又は蒸発管の表面の減肉状態をレーザ計測するレーザ計測手段13と、前記レーザ計測手段13にレーザ光を導入する導光路及び反射光を伝達する導出路を備えたケーブル手段14と、前記レーザ計測手段13のデータを過去のデータ又は標準データと比較して、現在の減肉状態を判定する減肉状態判定手段とを具備するものである。
図中、符号15は移動車輪を図示する。
図1に示すように、伝熱管内面又は蒸発管内面の減肉状態監視装置10は、伝熱管内面又は蒸発管内面の減肉状態を監視する監視装置であって、伝熱管内面又は蒸発管内面のフィンチューブ11に沿って移動する移動手段12と、前記移動手段12に設けられ、伝熱管又は蒸発管の表面の減肉状態をレーザ計測するレーザ計測手段13と、前記レーザ計測手段13にレーザ光を導入する導光路及び反射光を伝達する導出路を備えたケーブル手段14と、前記レーザ計測手段13のデータを過去のデータ又は標準データと比較して、現在の減肉状態を判定する減肉状態判定手段とを具備するものである。
図中、符号15は移動車輪を図示する。
図5は、排ガス処理設備の熱交換器の概略図である。
図5に示すように、排ガス80が導入され、熱媒体83と熱交換する熱交換器が設けられている。
熱交換器は、熱回収器81と再加熱器82とを熱媒体83が循環するための熱媒体循環通路84を有する。熱媒体83は、熱媒体循環通路84を介して熱回収器81と再加熱器82との間を循環している。熱回収器81と再加熱器82との各々の内部に設けられる熱媒体循環通路84の表面には、複数のフィンがフィンチューブ11に設けられている。熱媒体循環通路84には熱交換部86が設けられ、熱媒体83をスチーム87と熱交換することで、熱媒体83の媒体温度を調整することができる。
図5に示すように、排ガス80が導入され、熱媒体83と熱交換する熱交換器が設けられている。
熱交換器は、熱回収器81と再加熱器82とを熱媒体83が循環するための熱媒体循環通路84を有する。熱媒体83は、熱媒体循環通路84を介して熱回収器81と再加熱器82との間を循環している。熱回収器81と再加熱器82との各々の内部に設けられる熱媒体循環通路84の表面には、複数のフィンがフィンチューブ11に設けられている。熱媒体循環通路84には熱交換部86が設けられ、熱媒体83をスチーム87と熱交換することで、熱媒体83の媒体温度を調整することができる。
熱媒体83は、熱媒体タンク88から熱媒体循環通路84に供給される。熱媒体83は、熱媒体送給ポンプ89により熱媒体循環通路84内を循環する。また、浄化ガス91のガス温度に応じて調節弁V1によりスチーム87の供給量を調整し、熱回収器81から排出される排ガス80のガス温度に応じて調節弁V2により再加熱器82に送給される熱媒体83を熱回収器81に供給し、再加熱器82に送給される熱媒体83の供給量を調整する。なお、再加熱器82から排出される浄化ガス91は煙突92から外部に排出される。
本実施例では、このようなフィンチューブ11の内面11aの減肉状態を伝熱管又は蒸発管内面の減肉状態監視装置10により監視するようにしている。
ここで、レーザ計測手段13は、図1に示す減肉状態を伝熱管内面又は蒸発管内面の減肉状態監視装置10において、レーザ変位センサを有するセンサヘッド31と、レーザ光32の焦点距離を短縮するプリズム33とを具備し、レーザ変位センサで生成されるレーザ光32をプリズム33に通して焦点距離を短くしている。
図2は、伝熱管内面又は蒸発管内面の減肉状態監視装置の他の概略図である。
図2に示すように、減肉状態を伝熱管内面又は蒸発管内面の減肉状態監視装置10において、プリズム33の代わりにミラー35を用いるようにしてもよい。
図2に示すように、減肉状態を伝熱管内面又は蒸発管内面の減肉状態監視装置10において、プリズム33の代わりにミラー35を用いるようにしてもよい。
本実施例によれば、フィンチューブ11内面11aにレーザ変位センサから出射するレーザ光32を導光し、導光路先端部でフィンチューブ11面に垂直に放射するようにしている。そして、図示しない制御手段により導光路先端部を制御し、レーザ光32の反射面をフィンチューブ11の周囲壁面に360度移動させるようにしている。
これにより、フィンチューブ11の管壁からの反射面の位置をレーザ変位センサで連続的に読み取ることにより、それらの減肉状態を計測するようにしている。
これにより、フィンチューブ11の管壁からの反射面の位置をレーザ変位センサで連続的に読み取ることにより、それらの減肉状態を計測するようにしている。
前記レーザ計測手段13の計測データは、過去のデータ又は標準データと比較して、現在の減肉状態を減肉状態判定手段により判定することとなる。
この際、計測の基準点からの位置情報を記録することにより、レーザ変位センサからの表面情報と共に、監視作業者の情報処理装置内に記録されると共に、画面上に表示される。
この際、計測の基準点からの位置情報を記録することにより、レーザ変位センサからの表面情報と共に、監視作業者の情報処理装置内に記録されると共に、画面上に表示される。
減肉状態判定手段には、プラント情報データベースから、プラント・検査部位情報が入力され、例えば、検査対象プラント名、検査対象部位名、設計データ(管の設計外径、設計要求肉厚、材料等)、過去の検査履歴、類似プラントデータ等が入力される。
レーザ計測手段13は、移動手段12の移動により、フィンチューブ11の内面11a全周を順次レーザ計測しつつ移動し、減肉状態を計測するようにしている。
このように、本実施例によれば、熱交換器内部のように循環冷却水の磨耗による減肉に関する表面位置の変化状態を連続して把握することができる。
図3は、伝熱管内面又は蒸発管内面の減肉状態監視装置の他の概略図である。図4は、その断面図である。
図3及び図4に示すように、伝熱管内面又は蒸発管内面の減肉状態監視装置10において、バネ16を介して移動車輪15を設けることで、フィンチューブ11が屈曲している場合に、バネ16等を利用して内壁面に密着させるようにしている。
図3及び図4に示すように、伝熱管内面又は蒸発管内面の減肉状態監視装置10において、バネ16を介して移動車輪15を設けることで、フィンチューブ11が屈曲している場合に、バネ16等を利用して内壁面に密着させるようにしている。
以上のように、本発明に係る伝熱管内面又は蒸発管内面の減肉状態監視装置によれば、配管内面の磨耗等による減肉に関する表面位置の変化取得を把握することができる。
10 伝熱管内面又は蒸発管内面の減肉状態監視装置
11 フィンチューブ
11a 内面
12 移動手段
13 レーザ計測手段
14 ケーブル手段
11 フィンチューブ
11a 内面
12 移動手段
13 レーザ計測手段
14 ケーブル手段
Claims (3)
- 伝熱管内面又は蒸発管内面の減肉状態を監視する監視装置であって、
伝熱管内面又は蒸発管内面に沿って移動する移動手段と、
前記移動手段に設けられ、伝熱管内面又は蒸発管内面の減肉状態をレーザ計測するレーザ計測手段と、
前記レーザ計測手段にレーザ光を導入する導光路及び反射光を伝達する導出路を備えたケーブル手段と、
前記レーザ計測手段のデータを過去のデータ又は標準データと比較して、現在の減肉状態を判定する減肉状態判定手段とを具備することを特徴とする伝熱管内面又は蒸発管内面の減肉状態監視装置。 - 請求項1において、
前記移動手段を一時的に停止する停止手段を有することを特徴とする伝熱管内面又は蒸発管内面の減肉状態監視装置。 - 請求項1又は2において、
前記レーザ計測手段は、前記移動手段の移動により、フィンチューブ内面を順次移動しつつ減肉状態を計測することを特徴とする伝熱管内面又は蒸発管内面の減肉状態監視装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11830544.0A EP2626624A4 (en) | 2010-10-04 | 2011-09-29 | DEVICE FOR THIN REDUCING THE INTERIOR IN A HEAT TRANSFER TUBE OR THE INTERIOR IN AN EVAPORATIVE TUBE |
| US13/877,135 US8743379B2 (en) | 2010-10-04 | 2011-09-29 | Device for monitoring thickness reduction of inner surface in heat transfer tube or inner surface in evaporation tube |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010-225272 | 2010-10-04 | ||
| JP2010225272A JP5972527B2 (ja) | 2010-10-04 | 2010-10-04 | 伝熱管内面又は蒸発管内面の減肉状態監視装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012046611A1 true WO2012046611A1 (ja) | 2012-04-12 |
Family
ID=45927606
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/072319 WO2012046611A1 (ja) | 2010-10-04 | 2011-09-29 | 伝熱管内面又は蒸発管内面の減肉状態監視装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8743379B2 (ja) |
| EP (1) | EP2626624A4 (ja) |
| JP (1) | JP5972527B2 (ja) |
| WO (1) | WO2012046611A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103644853A (zh) * | 2013-12-16 | 2014-03-19 | 中国石油大学(北京) | 一种智能清管器的附属装置 |
| KR101945508B1 (ko) * | 2017-07-27 | 2019-02-08 | 한국광기술원 | 레이저를 이용한 배관 내부 검사장치 |
| CN110094714A (zh) * | 2019-04-09 | 2019-08-06 | 华电电力科学研究院有限公司 | 一种便于拆卸的电厂锅炉用冷却装置及其工作方法 |
| CN112082504A (zh) * | 2020-09-13 | 2020-12-15 | 中北大学 | 基于线结构光检测法的深孔内壁几何结构检测机器人系统 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20160231555A1 (en) * | 2015-02-09 | 2016-08-11 | Visicon Technologies, Inc. | Borescope Inspection System |
| CN111562589A (zh) * | 2020-04-20 | 2020-08-21 | 国网浙江省电力有限公司电力科学研究院 | 一种电站锅炉水冷壁结渣程度的监视方法 |
| CN116753853B (zh) * | 2023-08-21 | 2023-11-17 | 昆明学院 | 一种电线表皮绝缘层检测设备及方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6355441A (ja) * | 1986-08-26 | 1988-03-09 | Mitsubishi Electric Corp | 管内面形状検出装置 |
| JPS6438649A (en) | 1987-08-03 | 1989-02-08 | Hitachi Ltd | Ultrasonic probe for piping |
| JPH04264256A (ja) | 1991-02-19 | 1992-09-21 | Tokyo Gas Co Ltd | 配管探傷センサ |
| JPH0729405U (ja) * | 1993-11-01 | 1995-06-02 | 三菱重工業株式会社 | 管内面検査装置 |
| JPH07286828A (ja) * | 1994-04-19 | 1995-10-31 | Kobe Steel Ltd | 管内検査装置 |
| JPH0894325A (ja) * | 1994-09-29 | 1996-04-12 | Babcock Hitachi Kk | 伝熱管の管肉厚計測装置 |
| JP2005181139A (ja) | 2003-12-19 | 2005-07-07 | Jfe Engineering Kk | 管内検査方法および管内検査装置 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4199258A (en) * | 1978-04-14 | 1980-04-22 | Electric Power Research Institute, Inc. | Distance measuring device and method |
| US4798002A (en) * | 1987-10-06 | 1989-01-17 | The United States Of America As Represented By The United States Department Of Energy | Wall thickness measuring method and apparatus |
| FR2631697B1 (fr) * | 1988-05-17 | 1991-07-26 | Hispano Suiza Sa | Appareil pour le controle optique du profil interne d'un tube ou d'un alesage |
| JPH0257974A (ja) * | 1988-08-24 | 1990-02-27 | Chiyoda Corp | 管内走行装置 |
| JP2533694B2 (ja) * | 1991-03-08 | 1996-09-11 | 日本電信電話株式会社 | 光ビ―ム走査型距離測定方法 |
| US5362962A (en) * | 1993-04-16 | 1994-11-08 | Edison Welding Institute | Method and apparatus for measuring pipeline corrosion |
| ZA945334B (en) * | 1993-07-20 | 1995-02-28 | Commw Scient Ind Res Org | An inspection system for a conduit |
| JPH0743119A (ja) * | 1993-07-27 | 1995-02-10 | Nkk Corp | 管体の寸法測定装置 |
| DE4415582C2 (de) * | 1994-05-04 | 1997-03-06 | Autec Gmbh | Optische Abstandsmeßvorrichtung zur Abstandsmessung in Hohlräumen |
| JPH08178627A (ja) * | 1994-12-26 | 1996-07-12 | Sumitomo Wiring Syst Ltd | 管厚検査方法 |
| JPH10332646A (ja) | 1997-06-04 | 1998-12-18 | Ishikawajima Harima Heavy Ind Co Ltd | スパイラルフィンチューブのフィン溶接部の超音波探傷検査装置 |
| JP2004509321A (ja) * | 2000-05-30 | 2004-03-25 | オーヨー コーポレーション,ユーエスエー | パイプラインの欠陥を検出する装置および方法 |
| US6931149B2 (en) * | 2002-04-19 | 2005-08-16 | Norsk Elektro Optikk A/S | Pipeline internal inspection device and method |
| EP1681531B1 (de) * | 2005-01-13 | 2008-04-23 | Plast-Control GmbH | Vorrichtung und Verfahren zur kapazitiven Vermessung von Materialien |
| DE102005059550A1 (de) * | 2005-12-13 | 2007-06-14 | Siemens Ag | Optische Messvorrichtung zum Vermessen eines Hohlraums |
| DE202006017076U1 (de) * | 2006-11-08 | 2007-01-04 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Vorrichtung zur Inspektion einer Rohrleitung |
| CA2568021A1 (fr) * | 2006-11-20 | 2008-05-20 | Colmatec Inc. | Dispositif pour mesurer des fissures dans des conduites |
| JP5129727B2 (ja) | 2008-01-31 | 2013-01-30 | 三菱重工業株式会社 | ボイラ火炉蒸発管の検査装置および検査方法 |
| NO333307B1 (no) * | 2008-11-24 | 2013-04-29 | Statoil Asa | Anordning og fremgangsmate for optisk maling av tykkelsen av enhver avsetning av materiale pa innerveggen til en konstruksjon |
-
2010
- 2010-10-04 JP JP2010225272A patent/JP5972527B2/ja not_active Expired - Fee Related
-
2011
- 2011-09-29 EP EP11830544.0A patent/EP2626624A4/en not_active Withdrawn
- 2011-09-29 US US13/877,135 patent/US8743379B2/en not_active Expired - Fee Related
- 2011-09-29 WO PCT/JP2011/072319 patent/WO2012046611A1/ja active Application Filing
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6355441A (ja) * | 1986-08-26 | 1988-03-09 | Mitsubishi Electric Corp | 管内面形状検出装置 |
| JPS6438649A (en) | 1987-08-03 | 1989-02-08 | Hitachi Ltd | Ultrasonic probe for piping |
| JPH04264256A (ja) | 1991-02-19 | 1992-09-21 | Tokyo Gas Co Ltd | 配管探傷センサ |
| JPH0729405U (ja) * | 1993-11-01 | 1995-06-02 | 三菱重工業株式会社 | 管内面検査装置 |
| JPH07286828A (ja) * | 1994-04-19 | 1995-10-31 | Kobe Steel Ltd | 管内検査装置 |
| JPH0894325A (ja) * | 1994-09-29 | 1996-04-12 | Babcock Hitachi Kk | 伝熱管の管肉厚計測装置 |
| JP2005181139A (ja) | 2003-12-19 | 2005-07-07 | Jfe Engineering Kk | 管内検査方法および管内検査装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2626624A4 * |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103644853A (zh) * | 2013-12-16 | 2014-03-19 | 中国石油大学(北京) | 一种智能清管器的附属装置 |
| CN103644853B (zh) * | 2013-12-16 | 2015-12-02 | 中国石油大学(北京) | 一种智能清管器的附属装置 |
| KR101945508B1 (ko) * | 2017-07-27 | 2019-02-08 | 한국광기술원 | 레이저를 이용한 배관 내부 검사장치 |
| CN110094714A (zh) * | 2019-04-09 | 2019-08-06 | 华电电力科学研究院有限公司 | 一种便于拆卸的电厂锅炉用冷却装置及其工作方法 |
| CN110094714B (zh) * | 2019-04-09 | 2023-11-28 | 华电电力科学研究院有限公司 | 一种便于拆卸的电厂锅炉用冷却装置及其工作方法 |
| CN112082504A (zh) * | 2020-09-13 | 2020-12-15 | 中北大学 | 基于线结构光检测法的深孔内壁几何结构检测机器人系统 |
| CN112082504B (zh) * | 2020-09-13 | 2022-04-01 | 中北大学 | 基于线结构光检测法的深孔内壁几何结构检测机器人系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2626624A4 (en) | 2016-12-21 |
| US20130182265A1 (en) | 2013-07-18 |
| JP5972527B2 (ja) | 2016-08-17 |
| EP2626624A1 (en) | 2013-08-14 |
| US8743379B2 (en) | 2014-06-03 |
| JP2012078037A (ja) | 2012-04-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2012046611A1 (ja) | 伝熱管内面又は蒸発管内面の減肉状態監視装置 | |
| JP6223342B2 (ja) | ガスタービンを検査するための内視鏡検査システムおよび対応する方法 | |
| RU2320958C2 (ru) | Система и способ для обнаружения поверхностных дефектов удлиненного прутка, перемещаемого в направлении его продольной оси | |
| US5254944A (en) | Inspection probe for inspecting irregularly-shaped tubular members for anomalies | |
| US20210364434A1 (en) | Optical fiber laser induced breakdown spectroscopy detection device and method | |
| KR101629538B1 (ko) | 원자력 발전소의 증기 발생기 튜브의 현재 상태를 비파괴적으로 평가하는 방법 | |
| US10048225B2 (en) | Apparatus and method for inspection of tubes in a boiler | |
| EP2486397A1 (en) | Method for inspecting corrosion under insulation | |
| JP2012159209A (ja) | 伝熱管の検査装置及び検査方法 | |
| JP2018084516A (ja) | 溶接機能付き管内形状測定装置、及び小内径管用の管内形状測定装置 | |
| JP5591054B2 (ja) | 伝熱管又は蒸発管の減肉状態監視装置 | |
| US20220341854A1 (en) | Erosion detection and prediction | |
| JP4363699B2 (ja) | 浸炭層の検出方法及びその厚さの測定方法 | |
| JP2006138784A (ja) | 渦電流探傷プローブおよび渦電流探傷システム | |
| JP2007155384A (ja) | 欠陥検査装置及び欠陥検査方法 | |
| KR20220042220A (ko) | 관 부재의 검사 시스템 및 관 부재의 검사 방법 | |
| US20130088707A1 (en) | Method and system for crack detection | |
| JP2002296241A (ja) | 渦流探傷装置およびその判定方法 | |
| Dalmedico et al. | CRAS (climbing robot for autonomous inspection): The challenges of a high-temperature tank | |
| JP2010060476A (ja) | 配管の検査方法 | |
| Madan et al. | Fiber Bragg grating sensors for real-time monitoring of boiler U-bend tubes thinning | |
| Beller et al. | Multi-diameter and quantitative inspection technologies for offshore pipelines | |
| KR101816010B1 (ko) | 발전용 열교환기의 부식 저감장치 | |
| Ghafri et al. | Corrosion monitoring of complex heat recovery steam generation boilers | |
| Vivekanand et al. | Nde techniques for reliable inspection of carbon steel tubes |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11830544 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011830544 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13877135 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |