WO2011089730A1 - 接触電気抵抗の低い通電部品用ステンレス鋼およびその製造方法 - Google Patents
接触電気抵抗の低い通電部品用ステンレス鋼およびその製造方法 Download PDFInfo
- Publication number
- WO2011089730A1 WO2011089730A1 PCT/JP2010/051001 JP2010051001W WO2011089730A1 WO 2011089730 A1 WO2011089730 A1 WO 2011089730A1 JP 2010051001 W JP2010051001 W JP 2010051001W WO 2011089730 A1 WO2011089730 A1 WO 2011089730A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- stainless steel
- mass
- less
- passive film
- dissolution rate
- Prior art date
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/34—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23G—CLEANING OR DE-GREASING OF METALLIC MATERIAL BY CHEMICAL METHODS OTHER THAN ELECTROLYSIS
- C23G1/00—Cleaning or pickling metallic material with solutions or molten salts
- C23G1/02—Cleaning or pickling metallic material with solutions or molten salts with acid solutions
- C23G1/08—Iron or steel
- C23G1/086—Iron or steel solutions containing HF
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0204—Non-porous and characterised by the material
- H01M8/0206—Metals or alloys
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0204—Non-porous and characterised by the material
- H01M8/0223—Composites
- H01M8/0228—Composites in the form of layered or coated products
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/10—Fuel cells with solid electrolytes
- H01M2008/1095—Fuel cells with polymeric electrolytes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Definitions
- the present invention relates to a stainless steel for a conductive member having a low contact resistance and a method for producing the same.
- the excellent corrosion resistance of stainless steel is manifested by the formation of a passive film on the surface during the manufacturing process. Since the passive film is mainly composed of chromium oxyhydroxide, the conductive film is inferior in electrical conductivity. Therefore, when used as a current-carrying component, it is necessary to reduce the contact electrical resistance by applying gold plating or the like.
- various types of fuel cells for example, a polymer-exchange membrane fuel cell
- stainless steel is widely used as a separator attached to the fuel cell.
- stainless steel has corrosion resistance, since the separator is required to have not only corrosion resistance but also conductivity, various techniques for improving the conductivity of stainless steel and using it as a separator have been studied.
- Patent Document 1 discloses a technique for improving the output of a fuel cell by applying gold plating to a surface of stainless steel (for example, SUS304) to reduce contact electric resistance and using it as a separator. It is disclosed.
- a surface of stainless steel for example, SUS304
- the gold plating is thin, pinholes are likely to occur, so that it is difficult to prevent corrosion and the conductivity cannot be stably maintained.
- the manufacturing cost of the separator increases.
- Patent Document 2 discloses a technique for improving the conductivity of the separator by using a ferritic stainless steel in which carbon powder is dispersed and adhered to the surface.
- a ferritic stainless steel in which carbon powder is dispersed and adhered to the surface.
- a complicated process is required, which increases the manufacturing cost of the separator.
- the carbon powder is peeled off during the separator manufacturing process or the fuel cell assembling process, the effect of improving the conductivity cannot be obtained.
- Patent Document 3 precipitates having an effect of improving the conductivity (e.g. M 23 C 6 type carbide (M 23 C 6 type carbide) , M 2 B -type boride (M 2 B type boride), etc.) on the surface
- M 23 C 6 type carbide M 23 C 6 type carbide
- M 2 B -type boride M 2 B type boride
- the present invention provides a stainless steel for current-carrying parts that does not impair corrosion resistance and formability, has low contact electrical resistance (ie, excellent electrical conductivity of a passive film), and a method for producing the same. With the goal.
- the inventors of the present invention conducted intensive studies on the relationship between the composition of the passive film formed on the surface of stainless steel and the contact electrical resistance of stainless steel. As a result, it was found that the contact electrical resistance can be greatly reduced by including F (fluorine) in the passive film. Further, in order to effectively contain F in the passive film, it is necessary to perform a dipping treatment in an acidic aqueous solution containing F ions under the condition of a predetermined dissolution rate (rate of dissolution). It was found that it is effective and can be adjusted so that stainless steel dissolves at a predetermined dissolution rate by controlling the concentration and temperature of the acidic aqueous solution containing F ions.
- the present invention has been made based on these findings. That is, the present invention (1) Stainless steel for current-carrying parts having low contact electric resistance, characterized in that it has a passive film on the surface, and the passive film contains fluorine. (2) In the method for manufacturing a stainless steel for low power components of the electrical contact resistance, a solution containing fluorine ions, the stainless steel dissolution rate 0.002 g / (m 2 ⁇ s) or more 0.50 g / (m 2 ⁇ It is immersed in less than s), It is a manufacturing method of the stainless steel for electrical components. (3) In the above (2), the dissolution rate is 0.005 g / less than (m 2 ⁇ s) or more 0.30g / (m 2 ⁇ s) . (4) In the above (2), the dissolution rate is 0.01 g / (m 2 ⁇ s) or more and less than 0.10 g / (m 2 ⁇ s).
- stainless steel for current-carrying parts having low contact electric resistance can be obtained without impairing corrosion resistance and formability.
- the stainless steel for current-carrying parts is suitable as a separator for various fuel cells (especially solid polymer fuel cells).
- an expensive carbon separator or a gold plating separator is used, but an inexpensive separator can be manufactured by using the stainless steel for current-carrying parts of the present invention.
- the stainless steel for current-carrying parts of the present invention can be widely used not only as a separator for a fuel cell, but also as an electrically conductive stainless steel electric member.
- the ferritic stainless steel of the present invention preferably has the following components.
- C and N both react with Cr in the ferritic stainless steel to form a compound and precipitate as Cr carbonitride at the grain boundary, resulting in a decrease in corrosion resistance. Accordingly, the C and N contents are preferably as small as possible. If C is 0.03% by mass or less and N: 0.03% by mass or less, the corrosion resistance is not significantly reduced. On the other hand, if the total of the C content and the N content exceeds 0.03% by mass, the ductility of the ferritic stainless steel is lowered, and cracking is likely to occur during processing.
- C is preferably 0.03% by mass or less
- N is 0.03% by mass or less
- C + N is preferably 0.03% by mass or less.
- it is C: 0.015 mass% or less
- N 0.015 mass% or less
- C + N 0.02 mass% or less.
- ⁇ Cr 16-45% by mass Cr is an element necessary for ensuring basic corrosion resistance as a ferritic stainless steel sheet. If the Cr content is less than 16% by mass, it can be used for a long time in an environment where the fuel cell separator is exposed. Absent. On the other hand, if the Cr content exceeds 45% by mass, the toughness decreases due to precipitation of the ⁇ phase. Therefore, the Cr content needs to satisfy the range of 16 to 45% by mass. Furthermore, 16 to 25% by mass is preferable.
- Mo 5.0% by mass or less Mo is an element effective for suppressing local corrosion such as crevice corrosion of ferritic stainless steel, and is added as needed. When adding in order to acquire this effect, 0.01 mass% or more is preferable. When Mo is added, however, if it exceeds 5.0% by mass, the ferritic stainless steel is significantly embrittled and productivity is lowered. Therefore, Mo needs to satisfy 5.0 mass% or less.
- Si is an element effective for deoxidation, and is added in the melting stage of ferritic stainless steel. In order to acquire such an effect, 0.01 mass% or more is preferable. However, if it is excessively contained, the ferritic stainless steel becomes hard and ductility decreases. Therefore, when adding Si, 1.0 mass% or less is preferable. However, 0.01 to 0.6% by mass is more preferable.
- Mn 1.0% by mass or less Mn combines with inevitably mixed S and has the effect of reducing S dissolved in ferritic stainless steel, so it suppresses grain boundary segregation of S and It is an effective element for preventing cracking during rolling. Such an effect is exhibited when the content is 0.001% by mass or more and 1.0% by mass or less. Therefore, when adding Mn, 1.0 mass% or less is preferable. However, 0.001 to 0.8 mass% is more preferable.
- Cu 3.0% by mass or less
- Cu is an element effective in improving the corrosion resistance of ferritic stainless steel, and is appropriately added as necessary.
- 0.01 mass% or more is preferable.
- if added over 3.0% by mass hot workability is lowered, and productivity is lowered. Therefore, when adding Cu, 3.0 mass% or less is preferable.
- 0.01 to 2.5% by mass is more preferable.
- Ti, Nb, V, or Zr Ti, Nb, V, and Zr all react with C and N in ferritic stainless steel to form carbonitrides. Since Ti, Nb, V and Zr fix C and N in this way, it is possible to prevent deterioration of corrosion resistance due to Cr carbonitride precipitation, and to further improve the press formability of ferritic stainless steel. It is an effective element. When the total content of C and N is 0.03% by mass or less, the effect of improving the press formability when adding any of Ti, Nb, V or Zr is exhibited at 0.01% by mass or more, respectively. .
- the effect of improving the press formability when Ti, Nb, V and Zr are added together is exhibited when the content of Ti, Nb, V and Zr is 0.01% by mass or more in total. On the other hand, even if Ti, Nb, V and Zr are each contained in an amount of 1.0% by mass, and in total exceeding 1.0% by mass, the effect is saturated. Therefore, when adding at least one of Ti, Nb, V or Zr, the total is preferably in the range of 0.01 to 1.0% by mass.
- Ca, Mg, and rare earth elements are each 0.1% by mass or less in order to improve hot workability of ferritic stainless steel, and deoxidation at the molten steel stage
- Al may be added within a range of 0.2% by mass or less.
- Ni may be added within a range of 1% by mass or less in order to improve the toughness of the ferritic stainless steel.
- Other elements are the balance Fe and inevitable impurities.
- the casting method is preferably a continuous casting method in terms of productivity and quality.
- the slab obtained by casting is heated to, for example, 1000 to 1250 ° C., and hot rolled into a desired thickness by hot rolling.
- the hot-rolled sheet is annealed at 800 to 1150 ° C., pickled, and then cold-rolled to a predetermined product sheet thickness, or further annealed at 800 to 1150 ° C., or It is preferable to give a product by pickling treatment.
- two or more cold rollings including intermediate annealing may be performed as necessary for the convenience of production.
- mild temper rolling skin pass rolling, skin pass rolling, etc.
- the stainless steel plate thus obtained is treated by a method of containing F in a passive film of stainless steel described later.
- C 0.1% by mass or less C reacts with Cr in the austenitic stainless steel to form a compound, and precipitates as Cr carbonitride at the grain boundary, resulting in a decrease in corrosion resistance. Therefore, the smaller the C content, the better. If the content is 0.1% by mass or less, the corrosion resistance is not significantly reduced. Therefore, C is 0.1% by mass or less. In addition, Preferably it is 0.03 mass% or less.
- Cr 13-30% by mass Cr is an element necessary for ensuring basic corrosion resistance as an austenitic stainless steel. If the Cr content is less than 13% by mass, it can be used for a long time in an environment where the fuel cell separator is exposed. Absent. On the other hand, if the Cr content exceeds 30% by mass, it is difficult to obtain an austenite structure. Therefore, Cr must satisfy the range of 13 to 30% by mass.
- Ni is an element that stabilizes the austenite phase. If the Ni content is less than 3% by mass, the effect of stabilizing the austenite phase cannot be obtained. On the other hand, if the Ni content exceeds 40% by mass, excessive consumption of Ni causes an increase in cost. Therefore, Ni must satisfy the range of 3 to 40% by mass.
- the following elements may be added as necessary.
- Mo 10.0% by mass or less
- Mo is an element effective for suppressing local corrosion such as crevice corrosion of austenitic stainless steel, and is added as necessary. When adding in order to acquire this effect, 0.01 mass% or more is preferable. However, if it exceeds 10.0% by mass, the stainless steel becomes extremely brittle and the productivity is lowered. Therefore, Mo needs to satisfy 10.0 mass% or less.
- N is an element which has the effect
- N is an element which has the effect
- it is difficult industrially to contain N content exceeding 2.0 mass% this is made the upper limit.
- it exceeds 0.4 mass% it takes a long time to add N at the melting stage of stainless steel, which leads to a decrease in productivity. Therefore, in terms of cost, 0.4% by mass or less is more preferable. Furthermore, 0.01 to 0.3% by mass is more preferable.
- Cu 3.0% by mass or less
- Cu is an element having an action of improving the corrosion resistance of austenitic stainless steel. In order to acquire such an effect, 0.01 mass% or more is preferable. However, when Cu content exceeds 3.0 mass%, hot workability will fall and productivity will fall. Therefore, when adding Cu, 3.0 mass% or less is preferable. However, 0.01 to 2.5% by mass is more preferable.
- Si 1.5% by mass or less Si is an element effective for deoxidation, and is added at the melting stage of austenitic stainless steel. In order to acquire such an effect, 0.01 mass% or more is preferable. However, if excessively contained, the stainless steel for the separator becomes hard and ductility decreases. Therefore, when adding Si, 1.5 mass% or less is preferable. However, 0.01 to 1.0% by mass is more preferable.
- Mn 10% by mass or less Mn combines with unavoidably mixed S and has the effect of reducing S dissolved in austenitic stainless steel, thereby suppressing grain boundary segregation of S and during hot rolling. It is an effective element for preventing cracks in the steel. Such an effect is exhibited when the content is 0.001% by mass or more. Therefore, when adding Mn, 0.001 mass% or more is preferable. Mn may be added for the purpose of stabilizing the austenite phase, but if it exceeds 10%, the rolling load becomes high and the productivity is lowered, so 10% or less is preferable.
- Ti, Nb, V and Zr all react with C in the austenitic stainless steel to form carbides. Since Ti, Nb, V and Zr fix C in this way, they are effective elements for improving the intergranular corrosion resistance of austenitic stainless steel.
- the effect of improving the corrosion resistance when adding any of Ti, Nb, V or Zr is as follows. It is exhibited at 01% by mass or more. The effect of improving the corrosion resistance when adding together Ti, Nb, V and Zr is exhibited when the total content of Ti, Nb, V and Zr is 0.01% by mass or more.
- the total is preferably in the range of 0.01 to 2% by mass.
- Ca, Mg and rare earth elements are each 0.1% by mass or less, and are removed at the molten steel stage.
- Al may be added within a range of 0.2% by mass or less.
- the melting method of the austenitic stainless steel of the present invention can be applied to all known melting methods and need not be particularly limited. For example, it is preferable to melt in a converter and perform secondary refining by strong stirring and vacuum oxygen decarburization (SS-VOD).
- the casting method is preferably a continuous casting method in terms of productivity and quality.
- the slab obtained by casting is heated to, for example, 1000 to 1250 ° C., and hot rolled into a desired thickness by hot rolling. This hot-rolled sheet is annealed at 800 to 1150 ° C., pickled, and then cold-rolled to a predetermined product sheet thickness, or further annealed at 800 to 1150 ° C., or even more It is preferable to give a product by pickling treatment.
- two or more cold rollings including intermediate annealing may be performed as necessary for the convenience of production.
- mild temper rolling skin pass rolling, skin pass rolling, etc.
- the stainless steel plate thus obtained is treated by a method of containing F in a passive film of stainless steel described later.
- the solution to be used is preferably an acidic aqueous solution (for example, a mixed liquid of hydrofluoric acid and nitric acid, a mixed liquid of sodium fluoride and nitric acid).
- F ions in the solution once destroy the passive film formed on the surface of the stainless steel before the immersion treatment, and then are taken into the passive film.
- the dissolution rate of stainless steel is less than 0.002 g / (m 2 ⁇ s)
- the destruction of the passive film is delayed, so it takes a long time for F to be incorporated into the passive film, producing parts such as separators. It causes a decline in sex.
- the dissolution rate of stainless steel is 0.50 g / (m 2 ⁇ s) or more
- the passive film is broken and dissolved in a short time, so that the phenomenon that F is taken into the passive film does not occur. That is, since the stainless steel is dissolved in a state where there is no passive film on the steel sheet surface, there is no opportunity for F ions to be taken into the passive film.
- the dissolution rate of stainless steel is set to a range of 0.002 g / (m 2 ⁇ s) or more and less than 0.50 g / (m 2 ⁇ s).
- dissolution rate 0.005g / (m 2 ⁇ s) or more 0.30g / (m 2 ⁇ s) of less than stainless steel more preferably the rate of dissolution of stainless steel 0.01 g / ( m 2 ⁇ s) or more and less than 0.10 g / (m 2 ⁇ s).
- the dissolution rate of stainless steel is preferable 0.05 g / (m ⁇ 2 > * s) or more.
- the dissolution rate of stainless steel is adjusted by controlling the concentration of an oxidizing agent (for example, nitric acid) in the solution or the temperature of the solution. Specifically, it is possible to adjust the dissolution rate of stainless steel by obtaining the relationship between the immersion conditions (the concentration and temperature of the acidic aqueous solution, the time) and the dissolution rate in advance.
- the concentration of the acidic aqueous solution is such that the concentration of hydrofluoric acid is 1 wt% to 15 wt%, the concentration of nitric acid is 5 wt% or less (including 0 wt%), and the concentration ratio of hydrofluoric acid / nitric acid is 2.5 times or more. preferable.
- the time for immersing the stainless steel in the solution (hereinafter referred to as the immersion time) is not particularly limited. However, in order to destroy the passive film, the immersion time is preferably 30 seconds or more. When the immersion time is 30 seconds or more, even when a strong passive film is formed during the manufacturing process of stainless steel, it is possible to break the passive film. On the other hand, even if the immersion time is excessively long, the amount of F contained in the passive film saturates, so that it is not possible to achieve further reduction in the contact electric resistance, and the production of the separator is reduced.
- the immersion time is more preferably in the range of 30 to 180 seconds.
- the temperature of the acidic aqueous solution is preferably 40 ° C. or higher. If the temperature of the solution is 40 ° C. or higher, it is possible to destroy the passive film even if a strong passive film is formed during the manufacturing process of stainless steel. On the other hand, when the temperature of the acidic aqueous solution exceeds 70 ° C., F evaporates, so F cannot be contained in the passive film. Accordingly, the temperature of the acidic aqueous solution is more preferably within the range of 40 to 70 ° C. from the viewpoint of uniform dissolution, but is not limited to this range.
- the contact electric resistance is suitably 20 m ⁇ ⁇ cm 2 or less, and further preferably 10 m ⁇ ⁇ cm 2 or less from the viewpoint of use as stainless steel for current-carrying parts.
- the mechanism by which the contact electrical resistance of stainless steel is reduced by containing F in the passive film is not clear. Since chromium oxyhydroxide that forms the passive film is a semiconductor material, it is presumed that the inclusion of F changes the electronic structure and exhibits the effect of reducing the contact electrical resistance.
- the F content contained in the passive film is not particularly limited. As described above, if stainless steel is immersed in a solution containing F ions, an amount of F necessary and sufficient to reduce the contact electric resistance can be contained in the passive film. Further, the thickness of the passive film after the treatment containing F can be measured by, for example, X-ray photoelectron spectroscopy and sputtering. In the present invention, from the viewpoint of the electrical conductivity of the passive film, The thickness is preferably 10 nm or less. More preferably, it is 7 nm or less.
- a square test piece having a side of 30 mm was cut out from a stainless steel plate having a thickness of 0.1 mm.
- the stainless steel plates used were austenitic stainless steel, SUS304L (18% Cr-8% Ni in mass%), ferritic stainless steel, 21 Cr steel (21% Cr-0.4% Cu in mass%), austenitic stainless steel.
- SUS201 (17% Cr-4.5% Ni-6% Mn by mass%).
- the obtained test piece was degreased with acetone, then immersed in an acidic aqueous solution under the conditions shown in Table 1, further washed with purified water, and dried with cold blast. Under each condition, four each were immersed in the acidic aqueous solution.
- the passive film of the test piece after being immersed in an acidic aqueous solution was analyzed by X-ray photoelectron spectroscopy, and the presence or absence of contained F was investigated.
- X-ray photoelectron spectroscopy the integrated intensity of each element was calculated from the spectra obtained for Fe, Cr, F, and O. Further, the distribution of the elements in the depth direction was measured while removing the surface of the test piece by sputtering. Each element spectrum thus obtained was analyzed, and it was determined that F was contained in the passive film of the test piece in which F could be confirmed as a peak. The results are shown in Table 1.
- the contact electric resistance was measured about the test piece immersed in acidic aqueous solution, and the test piece which is not immersed.
- the measurement of the contact electric resistance was performed by using two test pieces 1 with carbon paper 2 (made by Toray TGP-H-120) having the same size from both sides.
- Contact electrical resistance as a current component stainless steel is appropriate 20 m [Omega ⁇ cm 2 or less, and more preferably still is 10 m [Omega ⁇ cm 2 or less. In this way, the combination of the test pieces 1 was changed and measured four times each, and the average value is shown in Table 1.
- the dissolution rate of the test piece 1 immersed in an acidic aqueous solution in which F ions are dissolved is in the range of 0.002 g / (m 2 ⁇ s) or more and less than 0.50 g / (m 2 ⁇ s).
- F is contained in the passive film.
- the comparative example is an example in which F is not contained in the passive film.
- the contact electric resistance of symbols 4 to 8 which are invention examples was 20 m ⁇ ⁇ cm 2 or less.
- the dissolution rate of stainless steel 0.093g / (m 2 ⁇ s) at a symbol 6,0.045g / (m 2 ⁇ s) in symbol 7 contact electrical resistance is that was 10 m [Omega ⁇ cm 2 or less.
- the electrical contact resistances of symbols 11 to 16, which are invention examples, were 20 m ⁇ ⁇ cm 2 or less.
- the contact electric resistance was 10 m ⁇ ⁇ cm 2 or less.
- the electrical contact resistances of symbols 21 to 24, which are invention examples, were 20 m ⁇ ⁇ cm 2 or less.
- the contact electric resistance was 10 m ⁇ ⁇ cm 2 or less for the symbol 23 where the dissolution rate of the stainless steel was 0.059 g / (m 2 ⁇ s) and the symbol 24 where the dissolution rate was 0.017 g / (m 2 ⁇ s).
- the contact electrical resistance of the inventive example was greatly reduced.
- all the comparative examples were 20 m ⁇ ⁇ cm 2 or more.
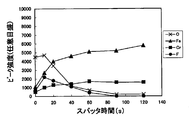
- a 21Cr steel test piece (symbol 14 in Table 1) immersed in an acidic aqueous solution of 5 wt% HF + 1 wt% HNO 3 was used as a separator for a polymer electrolyte fuel cell, and a sulfuric acid aqueous solution of pH 3 was assumed. It was held at a constant potential (0.8 V vs. SHE) for 1000 hours in (sulfuric acid aqueous solution) (temperature: 80 ° C.). Then, the test piece was collect
- FIGS. 2A and 2B The results obtained by the X-ray photoelectron spectroscopy are shown in FIGS. 2A and 2B.
- the horizontal axis in FIGS. 2A and 2B is the time required for sputtering (hereinafter referred to as sputtering time), and the vertical axis is the peak intensity of the spectrum.
- FIG. 2A shows the analysis results before holding for 1000 hours
- FIG. 2B shows the analysis results after holding for 1000 hours.
- F was confirmed as a peak in any test piece within a sputtering time of 60 seconds or less.
- the test piece was collected and the contact electric resistance was measured.
- the measuring method is as described above.
- the contact electric resistance was 5.2 m ⁇ ⁇ cm 2 .
- Test piece 2 Carbon paper 3 Electrode (electric pole)
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Sustainable Energy (AREA)
- Life Sciences & Earth Sciences (AREA)
- Sustainable Development (AREA)
- Electrochemistry (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Composite Materials (AREA)
- Fuel Cell (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Description
近年、各種の燃料電池(たとえば固体高分子型燃料電池(proton−exchange membrane fuel cell)など)が開発され、その燃料電池に装着されるセパレータ(separator)にはステンレス鋼が広く使用されている。ステンレス鋼は耐食性を有するが、セパレータには耐食性のみならず導電性も求められるので、ステンレス鋼の導電性を改善してセパレータとして使用する技術が種々検討されている。
すなわち本発明は、
(1)接触電気抵抗の低い通電部品用ステンレス鋼であって、表面に不動態皮膜を有し、前記不動態皮膜がフッ素を含有することを特徴とする通電部品用ステンレス鋼である。
(2)接触電気抵抗の低い通電部品用ステンレス鋼の製造方法において、フッ素イオンを含有した溶液に、ステンレス鋼を溶解速度0.002g/(m2・s)以上0.50g/(m2・s)未満で浸漬することを特徴とする通電部品用ステンレス鋼の製造方法である。
(3)上記(2)において、前記溶解速度が0.005g/(m2・s)以上0.30g/(m2・s)未満である。
(4)上記(2)において、前記溶解速度が0.01g/(m2・s)以上0.10g/(m2・s)未満である。
以下、本発明を実施するための形態について、詳細に説明する。以下、特に断らない限り、化学成分の%表示は、すべて質量%を意味するものとするが、本発明を適用するステンレス鋼の成分は、特に限定しない。ただし、表面に形成される不動態皮膜にCrが含有されるフェライト系ステンレス鋼、あるいは、オーステナイト系ステンレス鋼が好ましい。
具体的な、本発明のフェライト系ステンレス鋼は、以下に示す成分であることが好ましい。
CおよびNは、いずれもフェライト系ステンレス鋼中のCrと反応して化合物を形成し、粒界にCr炭窒化物として析出するので、耐食性の低下をもたらす。したがってC、Nの含有量は小さいほど好ましく、Cが0.03質量%以下、N:0.03質量%以下であれば、耐食性を著しく低下させることはない。またC含有量とN含有量の合計が0.03質量%を超えると、フェライト系ステンレス鋼の延性が低下し、加工する際に割れが発生しやすくなる。したがってCは0.03質量%以下、Nは0.03質量%以下、かつC+Nは0.03質量%以下が好ましい。なお、好ましくはC: 0.015質量%以下、N: 0.015質量%以下、C+N:0.02質量%以下である。
Crは、フェライト系ステンレス鋼板としての基本的な耐食性を確保するために必要な元素であり、Cr含有量が16質量%未満では、燃料電池セパレータがさらされる環境においては長時間の使用に耐えられない。一方、Cr含有量が45質量%を超えると、σ相の析出によって靭性が低下する。したがってCr含有量は、16~45質量%の範囲内を満足する必要がある。さらに、16~25質量%が好ましい。
Moは、フェライト系ステンレス鋼の隙間腐食等の局部腐食を抑制するのに有効な元素で必要に応じて適宜添加する。この効果を得るために添加する場合は、0.01質量%以上が好ましい。Moを添加する場合は、ただし、5.0質量%を超えると、フェライト系ステンレス鋼が著しく脆化して生産性が低下する。したがってMoは、5.0質量%以下を満足する必要がある。
Siは、脱酸のために有効な元素であり、フェライト系ステンレス鋼の溶製段階で添加される。このような効果を得るためには、0.01質量%以上が好ましい。しかし過剰に含有させるとフェライト系ステンレス鋼が硬質化し、延性が低下する。したがってSiを添加する場合は、1.0質量%以下が好ましい。ただし、0.01~0.6質量%が一層好ましい。
Mnは、不可避的に混入したSと結合し、フェライト系ステンレス鋼に固溶したSを低減する効果を有するので、Sの粒界偏析を抑制し、熱間圧延時の割れを防止するのに有効な元素である。このような効果は、含有量が0.001質量%以上、1.0質量%以下で発揮される。したがってMnを添加する場合は、1.0質量%以下が好ましい。ただし、0.001~0.8質量%が一層好ましい。
Cuは、フェライト系ステンレス鋼の耐食性改善に効果のある元素で、必要に応じて適宜添加する。この効果を得るために添加する場合は、0.01質量%以上が好ましい。ただし、3.0質量%を超えて添加すると、熱間加工性が低下し、生産性の低下を招く。したがってCuを添加する場合は、3.0質量%以下が好ましい。ただし、0.01~2.5質量%が一層好ましい。
Ti、Nb、Vおよび、Zrは、いずれもフェライト系ステンレス鋼中のC、Nと反応して炭窒化物を形成する。Ti、Nb、VおよびZrは、このようにしてC、Nを固定するので、Cr炭窒化物析出に伴う耐食性の低下を防止し、さらに、フェライト系ステンレス鋼のプレス成形性を改善するのに有効な元素である。CとNの含有量が合計0.03質量%以下では、Ti、Nb、VまたはZrのいずれかを添加する場合のプレス成形性の改善効果は、それぞれ0.01質量%以上で発揮される。Ti、Nb、VおよびZrをともに添加する場合のプレス成形性の改善効果は、Ti、Nb、VおよびZrの含有量が合計0.01質量%以上で発揮される。一方、Ti、Nb、VおよびZrは、それぞれ1.0質量%、合計で1.0質量%を超えて含有させてもその効果は飽和する。したがってTi、Nb、VまたはZrの少なくとも1種以上を添加する場合は、その合計が、0.01~1.0質量%の範囲内が好ましい。
その他の元素は、残部Feおよび不可避的不純物である。
本発明のフェライト系ステンレス鋼の溶製方法は、公知の溶製方法がすべて適用でき、特に限定する必要はない。例えば、転炉で溶製し、強攪拌・真空酸素脱炭処理(SS−VOD)により2次精錬を行うのが好適である。鋳造方法は、生産性、品質の面から連続鋳造法が好ましい。鋳造により得られたスラブは、例えば、1000~1250℃に加熱され、熱間圧延により所望の板厚の熱延板とされる。この熱延板は、800~1150℃の熱延板焼鈍後、酸洗された後、さらに、冷間圧延して所定の製品板厚とし、あるいはさらに800~1150℃の焼鈍、また、あるいはさらに酸洗処理を施して製品とするのが好ましい。この冷間圧延工程では、生産上の都合により、必要に応じて中間焼鈍を含む2回以上の冷間圧延を行ってもよい。また、用途によっては、冷延焼鈍後に軽度の調質圧延(skin pass rolling、スキンパス圧延等)を加える。 このようにして得られたステンレス鋼板を、後述のステンレス鋼の不動態皮膜にFを含有させる方法により処理する。
Cは、オーステナイト系ステンレス鋼中のCrと反応して化合物を形成し、粒界にCr炭窒化物として析出するので、耐食性の低下をもたらす。したがってCの含有量は小さいほど好ましく、0.1質量%以下であれば耐食性を著しく低下させることはない。したがってCは0.1質量%以下とする。なお、好ましくは0.03質量%以下である。
Crは、オーステナイト系ステンレス鋼としての基本的な耐食性を確保するために必要な元素であり、Cr含有量が13質量%未満では、燃料電池セパレータがさらされる環境においては長時間の使用に耐えられない。一方、Cr含有量が30質量%を超えると、オーステナイト組織を得るのが困難である。したがってCrは、13~30質量%の範囲内を満足する必要がある。
Niは、オーステナイト相を安定させる元素である。Ni含有量が3質量%未満では、オーステナイト相の安定化の効果が得られない。一方、Ni含有量が40質量%を超えると、Niを過剰に消費することによってコストの上昇を招く。したがってNiは、3~40質量%の範囲内を満足する必要がある。
Moは、オーステナイト系ステンレス鋼の隙間腐食等の局部腐食を抑制するのに有効な元素で必要に応じて適宜添加する。この効果を得るために添加する場合は、0.01質量%以上が好ましい。ただし、10.0質量%を超えると、ステンレス鋼が著しく脆化して生産性が低下する。したがってMoは、10.0質量%以下を満足する必要がある。
Nは、オーステナイト系ステンレス鋼の局部腐食を抑制する作用を有する元素である。しかしN含有量を2.0質量%を超えて含有させるのは工業的には困難であるのでこれを上限とする。さらに通常の溶製方法では、0.4質量%を超えると、ステンレス鋼の溶製段階でNを添加するために長時間を要するので生産性の低下を招く。したがって、コストの面では0.4質量%以下がさらに好ましい。さらに、0.01~0.3質量%が一層好ましい。
Cuは、オーステナイト系ステンレス鋼の耐食性を改善する作用を有する元素である。このような効果を得るためには、0.01質量%以上が好ましい。しかしCu含有量が3.0質量%を超えると、熱間加工性が低下し、生産性の低下を招く。したがってCuを添加する場合は、3.0質量%以下が好ましい。ただし、0.01~2.5質量%が一層好ましい。
Siは、脱酸のために有効な元素であり、オーステナイト系ステンレス鋼の溶製段階で添加される。このような効果を得るためには、0.01質量%以上が好ましい。しかし過剰に含有させるとセパレータ用ステンレス鋼が硬質化し、延性が低下する。したがってSiを添加する場合は、1.5質量%以下が好ましい。ただし、0.01~1.0質量%が一層好ましい。
Mnは、不可避的に混入したSと結合し、オーステナイト系ステンレス鋼に固溶したSを低減する効果を有するので、Sの粒界偏析を抑制し、熱間圧延時の割れを防止するのに有効な元素である。このような効果は、含有量が0.001質量%以上で発揮される。したがってMnを添加する場合は、0.001質量%以上が好ましい。また、Mnはオーステナイト相を安定化させる目的で添加してもよいが、10%をこえると、圧延負荷が高くなり、製造性の低下を招くので10%以下が好ましい。
Ti、Nb、VおよびZrは、いずれもオーステナイト系ステンレス鋼中のCと反応して炭化物を形成する。 Ti、Nb、VおよびZrは、このようにしてCを固定するので、オーステナイト系ステンレス鋼の耐粒界腐食性を改善するのに有効な元素である。Cの含有量が0.1質量%以下では、Ti、Nb、VまたはZrのいずれかを添加する場合の耐食性の改善効果は、Ti、Nb、VまたはZrが、1種以上、それぞれ0.01質量%以上で発揮される。Ti、Nb、VおよびZrをともに添加する場合の耐食性の改善効果は、Ti、Nb、VおよびZrの含有量が合計0.01質量%以上で発揮される。
一方、Ti、Nb、VおよびZrは、それぞれ2質量%、合計で2質量%を超えて含有させてもその効果は飽和する。したがってTi、Nb、VまたはZrのいずれかを1種以上を添加する場合は、その合計が、0.01~2質量%の範囲内が好ましい。
ステンレス鋼の不動態皮膜にFを含有させるためには、Fイオンを含有した溶液にステンレス鋼を浸漬する。使用する溶液は、酸性水溶液(たとえばフッ酸(hydrofluoric acid)と硝酸(nitric acid)の混合液(compound liquid)、フッ化ナトリウム(sodium fluoride)と硝酸の混合液など)が好適である。
溶液中のFイオンは浸漬処理前にステンレス鋼表面に形成されていた不動態皮膜を一旦破壊し、その後、不動態皮膜に取り込まれる。Fを効果的に不動態皮膜に含有させるためには、Fイオンを含む酸性水溶液中で所定の溶解速度となる条件で浸漬処理することが有効であり、Fイオンを含有した酸性水溶液の濃度や温度を制御して、所定の溶解速度でステンレス鋼が溶解するように調整する。ただし、不動態皮膜にFを取り込ませるためには、ステンレス鋼の溶解速度を所定の範囲内に維持する必要がある。
なお、酸性水溶液の濃度は、フッ酸の濃度が、1wt%~15wt%、硝酸の濃度が5wt%以下(0wt%も含む)、フッ酸/硝酸の濃度比が、2.5倍以上が、好ましい。酸化剤の濃度やフッ酸/硝酸の濃度比が、上記範囲を外れる場合は、所定の溶解速度を得ることが、困難である。
ステンレス鋼を溶液に浸漬する時間(以下、浸漬時間という)は特に限定しない。ただし、不動態皮膜を破壊するためには、浸漬時間を30秒以上とすることが好ましい。浸漬時間が30秒以上であれば、ステンレス鋼の製造過程で強固な不動態皮膜が形成された場合でも、不動態皮膜を破壊することが可能である。一方、浸漬時間を過剰に長くしても、不動態皮膜に含有されるF量が飽和するので、接触電気抵抗のさらなる低減を達成できず、しかもセパレータの生産低下を招く。したがって、浸漬時間は30~180秒の範囲内が一層好ましい。また、酸性水溶液の温度は、40℃以上が好ましい。溶液の温度が40℃以上であれば、ステンレス鋼の製造過程で強固な不動態皮膜が形成された場合でも、不動態皮膜を破壊することが可能である。一方、酸性水溶液の温度が70℃を超える場合は、Fが蒸発してしまうので、不動態皮膜にFを含有させることはできない。したがって、酸性水溶液の温度は40~70℃の範囲内が均一溶解の観点から一層好ましいが、この範囲に限定されるものではない。
本発明では、接触電気抵抗が20mΩ・cm2以下が適切であり、さらに10mΩ・cm2以下であることが通電部品用ステンレス鋼として使用する観点で望ましい。
不動態皮膜にFを含有させることによってステンレス鋼の接触電気抵抗が低減されるメカニズムは明確ではない。不動態皮膜を形成するオキシ水酸化クロムは半導体(semiconductor material)であるから、Fを含有することによって電子構造(electronic structure)が変化し、接触電気抵抗を低減する効果を発現すると推定される。
また、Fを含有させる処理後の不動態皮膜の厚さは、例えば、X線光電子分光法とスパッタリングにより測定できるが、本発明では、不動態皮膜の電気導電性の観点から、不動態皮膜の厚さは、10nm以下が好ましい。さらに好ましくは、7nm以下である。
表1から明らかなように、SUS304Lでは、発明例である記号4~8の接触電気抵抗が20mΩ・cm2以下であった。ステンレス鋼の溶解速度が0.093g/(m2・s)である記号6、0.045g/(m2・s)である記号7では接触電気抵抗が10mΩ・cm2以下であった。21Cr鋼では、発明例である記号11~16の接触電気抵抗が20mΩ・cm2以下であった。ステンレス鋼の溶解速度が0.021g/(m2・s)~0.098g/(m2・s)である記号12~16では接触電気抵抗が10mΩ・cm2以下であった。SUS201では発明例である記号21~24の接触電気抵抗が20mΩ・cm2以下であった。ステンレス鋼の溶解速度が0.059g/(m2・s)である記号23と0.017g/(m2・s)である記号24では接触電気抵抗が10mΩ・cm2以下であった。いずれの鋼種も発明例の接触電気抵抗が大幅に低減された。対して、比較例はいずれも20mΩ・cm2以上であった。
2 カーボンペーパ
3 電極(electric pole)

Claims (4)
- 接触電気抵抗の低い通電部品用ステンレス鋼であって、表面に不動態皮膜を有し、前記不動態皮膜がフッ素を含有するステンレス鋼。
- 接触電気抵抗の低い通電部品用ステンレス鋼の製造方法において、フッ素イオンを含有した溶液に、ステンレス鋼を溶解速度0.002g/(m2・s)以上0.50g/(m2・s)未満で浸漬するステンレス鋼の製造方法。
- 請求項2において、前記溶解速度が0.005g/(m2・s)以上0.30g/(m2・s)未満であるステンレス鋼の製造方法。
- 請求項2において、前記溶解速度が0.01g/(m2・s)以上0.10g/(m2・s)未満であるステンレス鋼の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP10843895.3A EP2527491A4 (en) | 2010-01-20 | 2010-01-20 | STAINLESS STEEL FOR ELECTRIC CONTACT RESISTOR AND MANUFACTURING METHOD FOR ELECTRIC CONTACT RESISTOR |
| US13/574,046 US20130108945A1 (en) | 2008-07-02 | 2010-01-20 | Stainless steel for conductive members with low contact electric resistance and method for producing the same |
| CN201080061793.8A CN102713004B (zh) | 2010-01-20 | 2010-01-20 | 接触电阻低的通电部件用不锈钢及其制造方法 |
| KR1020127018652A KR20120101552A (ko) | 2010-01-20 | 2010-01-20 | 접촉 전기 저항이 낮은 통전 부품용 스테인레스강 및 그 제조 방법 |
| PCT/JP2010/051001 WO2011089730A1 (ja) | 2010-01-20 | 2010-01-20 | 接触電気抵抗の低い通電部品用ステンレス鋼およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2010/051001 WO2011089730A1 (ja) | 2010-01-20 | 2010-01-20 | 接触電気抵抗の低い通電部品用ステンレス鋼およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011089730A1 true WO2011089730A1 (ja) | 2011-07-28 |
Family
ID=44306553
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/051001 WO2011089730A1 (ja) | 2008-07-02 | 2010-01-20 | 接触電気抵抗の低い通電部品用ステンレス鋼およびその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2527491A4 (ja) |
| KR (1) | KR20120101552A (ja) |
| CN (1) | CN102713004B (ja) |
| WO (1) | WO2011089730A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013018320A1 (ja) * | 2011-07-29 | 2013-02-07 | Jfeスチール株式会社 | 燃料電池セパレータ用ステンレス鋼 |
| WO2013018322A1 (ja) * | 2011-07-29 | 2013-02-07 | Jfeスチール株式会社 | 燃料電池セパレータ用ステンレス鋼 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3009530B1 (en) | 2013-06-13 | 2019-10-23 | Toyo Kohan Co., Ltd. | Gold-plate-coated stainless steel material and production method for gold-plate-coated stainless steel material |
| CN110061270A (zh) * | 2019-04-08 | 2019-07-26 | 嘉兴信普勒机电有限公司 | 燃料电池双极板与碳纸界面接触电阻的无损测量方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09287066A (ja) * | 1996-04-22 | 1997-11-04 | Olympus Optical Co Ltd | ステンレスの表面改質方法 |
| JPH10228914A (ja) | 1997-02-13 | 1998-08-25 | Aisin Takaoka Ltd | 燃料電池用セパレータ |
| JP2000277133A (ja) | 1999-03-25 | 2000-10-06 | Nisshin Steel Co Ltd | 低温型燃料電池用セパレータ |
| JP2001214286A (ja) | 2000-01-31 | 2001-08-07 | Sumitomo Metal Ind Ltd | 通電部品用ステンレス鋼材の製造方法 |
| JP2008277146A (ja) * | 2007-04-27 | 2008-11-13 | Nippon Kinzoku Co Ltd | ステンレス鋼製導電性部材およびその製造方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100620857B1 (ko) * | 1998-12-04 | 2006-09-13 | 스텔라 케미파 코포레이션 | 불화부동태막이 형성된 스테인레스 강철 및 그것을 이용한장치 |
| JP5109234B2 (ja) * | 2004-03-18 | 2012-12-26 | Jfeスチール株式会社 | 固体高分子型燃料電池セパレータ用金属材料,それを用いた燃料電池用セパレータ,その燃料電池および固体高分子型燃料電池セパレータ用金属材料の表面粗さ調整処理方法 |
| US9103041B2 (en) * | 2006-12-28 | 2015-08-11 | Posco | Method for improving surface properties of the stainless steels for bipolar plate of polymer electrolyte membrane fuel cell |
| JP4998132B2 (ja) * | 2007-08-06 | 2012-08-15 | Jfeスチール株式会社 | 水周り部材用フェライト系ステンレス鋼板 |
-
2010
- 2010-01-20 KR KR1020127018652A patent/KR20120101552A/ko not_active Application Discontinuation
- 2010-01-20 CN CN201080061793.8A patent/CN102713004B/zh active Active
- 2010-01-20 WO PCT/JP2010/051001 patent/WO2011089730A1/ja active Application Filing
- 2010-01-20 EP EP10843895.3A patent/EP2527491A4/en not_active Withdrawn
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09287066A (ja) * | 1996-04-22 | 1997-11-04 | Olympus Optical Co Ltd | ステンレスの表面改質方法 |
| JPH10228914A (ja) | 1997-02-13 | 1998-08-25 | Aisin Takaoka Ltd | 燃料電池用セパレータ |
| JP2000277133A (ja) | 1999-03-25 | 2000-10-06 | Nisshin Steel Co Ltd | 低温型燃料電池用セパレータ |
| JP2001214286A (ja) | 2000-01-31 | 2001-08-07 | Sumitomo Metal Ind Ltd | 通電部品用ステンレス鋼材の製造方法 |
| JP2008277146A (ja) * | 2007-04-27 | 2008-11-13 | Nippon Kinzoku Co Ltd | ステンレス鋼製導電性部材およびその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2527491A4 * |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013018320A1 (ja) * | 2011-07-29 | 2013-02-07 | Jfeスチール株式会社 | 燃料電池セパレータ用ステンレス鋼 |
| JP2013028849A (ja) * | 2011-07-29 | 2013-02-07 | Jfe Steel Corp | 燃料電池セパレータ用ステンレス鋼 |
| WO2013018322A1 (ja) * | 2011-07-29 | 2013-02-07 | Jfeスチール株式会社 | 燃料電池セパレータ用ステンレス鋼 |
| CN103717769A (zh) * | 2011-07-29 | 2014-04-09 | 杰富意钢铁株式会社 | 燃料电池隔板用不锈钢 |
| EP2738277A1 (en) * | 2011-07-29 | 2014-06-04 | JFE Steel Corporation | Stainless steel for fuel cell separator |
| JPWO2013018322A1 (ja) * | 2011-07-29 | 2015-03-05 | Jfeスチール株式会社 | 燃料電池セパレータ用ステンレス鋼 |
| EP2738277A4 (en) * | 2011-07-29 | 2015-08-19 | Jfe Steel Corp | STAINLESS STEEL FOR FUEL CELL SEPARATOR |
| CN103717769B (zh) * | 2011-07-29 | 2016-04-27 | 杰富意钢铁株式会社 | 燃料电池隔板用不锈钢 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102713004A (zh) | 2012-10-03 |
| KR20120101552A (ko) | 2012-09-13 |
| EP2527491A1 (en) | 2012-11-28 |
| EP2527491A4 (en) | 2014-08-20 |
| CN102713004B (zh) | 2015-03-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6315158B1 (ja) | ステンレス鋼板及びその製造方法、固体高分子型燃料電池用セパレータ、固体高分子型燃料電池セル、並びに固体高分子型燃料電池 | |
| JP5768641B2 (ja) | 耐食性および電気伝導性に優れたフェライト系ステンレス鋼およびその製造方法、ならびに固体高分子型燃料電池セパレータおよび固体高分子型燃料電池 | |
| EP1046723B1 (en) | Bipolar plate for use in a polymer electrode fuel cell | |
| JP6726735B2 (ja) | 燃料電池分離板用ステンレス鋼およびその製造方法 | |
| CN110521042B (zh) | 燃料电池的隔板用不锈钢板及其制造方法 | |
| JP6144006B2 (ja) | 燃料電池セパレータ用ステンレス鋼の製造方法、燃料電池セパレータ用ステンレス鋼、燃料電池セパレータ、ならびに燃料電池 | |
| JP5218612B2 (ja) | 燃料電池セパレータ用ステンレス鋼 | |
| EP3318649A1 (en) | Cold-rolled stainless steel sheet material, manufacturing method therefor, and cold-rolled steel sheet | |
| JP2006233282A (ja) | 電気伝導性および耐食性に優れた通電電気部品用ステンレス鋼及びその製造方法 | |
| JP2000328200A (ja) | 通電電気部品用オーステナイト系ステンレス鋼および燃料電池 | |
| WO2011089730A1 (ja) | 接触電気抵抗の低い通電部品用ステンレス鋼およびその製造方法 | |
| CN111148854B (zh) | 奥氏体系不锈钢及其制造方法 | |
| WO2016129598A1 (ja) | フェライト系ステンレス鋼材、セパレータ、固体高分子形燃料電池、および、セパレータの製造方法 | |
| CN110144528A (zh) | 成本效益的铁素体不锈钢 | |
| JP2011149041A (ja) | 接触電気抵抗の低い通電部品用ステンレス鋼およびその製造方法 | |
| JP2006070314A (ja) | 耐遅れ破壊性に優れる高強度ステンレス鋼帯及びその製造方法 | |
| US20130108945A1 (en) | Stainless steel for conductive members with low contact electric resistance and method for producing the same | |
| JP5794284B2 (ja) | 高強度鋼板の製造方法 | |
| JP2000328205A (ja) | 通電電気部品用フェライト系ステンレス鋼および燃料電池 | |
| JP7257793B2 (ja) | ステンレス鋼板、燃料電池用セパレータ、燃料電池セル、及び燃料電池スタック | |
| JP2020111806A (ja) | ステンレス鋼板及びその製造方法、燃料電池用セパレータ、燃料電池セル、並びに燃料電池スタック | |
| EP3825436A1 (en) | Steel sheet and method for manufacturing same | |
| JP7210780B2 (ja) | オーステナイト系ステンレス鋼板およびその製造方法 | |
| JP2006233281A (ja) | 電気伝導性および耐食性に優れた通電電気部品用ステンレス鋼及びその製造方法 | |
| US20220393188A1 (en) | Method for manufacturing stainless steel for polymer fuel cell separator |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080061793.8 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10843895 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20127018652 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010843895 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13574046 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: JP |