WO2011030850A1 - スタンパ用アルミニウム原型用素材、スタンパ用アルミニウム原型及びスタンパ - Google Patents
スタンパ用アルミニウム原型用素材、スタンパ用アルミニウム原型及びスタンパ Download PDFInfo
- Publication number
- WO2011030850A1 WO2011030850A1 PCT/JP2010/065613 JP2010065613W WO2011030850A1 WO 2011030850 A1 WO2011030850 A1 WO 2011030850A1 JP 2010065613 W JP2010065613 W JP 2010065613W WO 2011030850 A1 WO2011030850 A1 WO 2011030850A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- stamper
- less
- ppm
- aluminum
- oxide film
- Prior art date
Links
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D11/00—Electrolytic coating by surface reaction, i.e. forming conversion layers
- C25D11/02—Anodisation
- C25D11/04—Anodisation of aluminium or alloys based thereon
- C25D11/16—Pretreatment, e.g. desmutting
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/06—Alloys based on aluminium with magnesium as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D11/00—Electrolytic coating by surface reaction, i.e. forming conversion layers
- C25D11/02—Anodisation
- C25D11/04—Anodisation of aluminium or alloys based thereon
- C25D11/12—Anodising more than once, e.g. in different baths
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D11/00—Electrolytic coating by surface reaction, i.e. forming conversion layers
- C25D11/02—Anodisation
- C25D11/04—Anodisation of aluminium or alloys based thereon
- C25D11/18—After-treatment, e.g. pore-sealing
- C25D11/24—Chemical after-treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/38—Moulds or cores; Details thereof or accessories therefor characterised by the material or the manufacturing process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2905/00—Use of metals, their alloys or their compounds, as mould material
- B29K2905/02—Aluminium
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
Definitions
- a mold having a concavo-convex structure in which an aluminum surface is anodized (hereinafter also referred to as “alumite treatment”) is produced, and an antireflection article or the like is produced using the stamper.
- the present invention relates to a stamper aluminum prototype material in which the frequency of occurrence of processing film defects is suppressed, a stamper aluminum prototype, a stamper using the same, and a method of manufacturing the same.
- the surface quality of the stamper is important because the stamper surface is directly reflected in the transfer product. What influences the surface quality includes “second phase particles”, “crystal grain size”, “crystal orientation” in the material and “mirror polishing” of the material.
- the “second phase particles” and other items (“crystal grain size”, “crystal orientation”, “mirror polishing”) are said to have contradictory sides.
- second phase particles having a diameter equivalent to or greater than the wavelength of visible light are present on the surface, defects occur during anodizing. This defect is not preferable because it causes unevenness of the stamper transfer and prevents absorption or scattering of reflected light. On the other hand, even when fine particles having a wavelength smaller than the wavelength of visible light of the “second phase particles” are present on the surface, it causes a defect during anodizing. If this defect exists continuously or is intermittent at intervals of less than or equal to the wavelength of visible light, the same problem as described above occurs, which is not preferable.
- the second phase particles have an equivalent diameter equal to or smaller than the wavelength of visible light and are scattered on the surface at a close distance equal to or larger than the equivalent diameter, defects in the alumite treatment similarly occur. However, the disturbance of absorption or scattering of reflected light due to these is not recognized by human vision.
- Patent Document 2 discloses an anode having excellent regularity by forming an aluminum alloy film containing 0.5 to 10% by mass of Mg on an aluminum substrate and subjecting the aluminum alloy film to an alumite treatment. There is a description that oxide porous alumina can be produced.
- high-purity aluminum crystal grains are likely to be coarsened in the casting process, plastic working / annealing process, and the coarse crystal grains that are conspicuous visually form a similar grain boundary pattern on the anodized surface. As a result, this pattern is also transferred to the transfer product by the stamper, and the appearance is impaired. That is, since high-purity aluminum tends to be coarse in crystal grains, rolling, extrusion, forging, and the like are performed in order to refine and uniform the pattern resulting from the crystal grains.
- the plastic working method such as rolling / extrusion has a processing direction limited to one direction, and thus a streak-like crystal pattern extending in the processing direction is likely to occur in the processed structure. As a result, a similar pattern is likely to occur on the transfer product by the stamper. Therefore, when adopting a plastic working method such as rolling / extrusion, complicated processing with two or more processing directions is required.
- the processing structure can be controlled by freely changing the processing direction.
- the degree of processing is determined by the dimensions before and after processing.
- an infinite degree of processing can be theoretically obtained by repeatedly replacing the processing direction while inserting annealing. Therefore, processing by forging is preferable.
- it is generally known that when recrystallization by cold working + annealing is performed it is generally known that finer crystal grains are more easily obtained by applying a larger cold working, and forging that can take a large degree of work. Is also preferable in this respect.
- fine crystal grains are formed by forging as described above, if there are traces of coarse crystal grains during casting before forging (see FIG. 1), crystal orientation unevenness remains after forging (see FIG. 1). 2). Therefore, refinement of crystal grains after forging is of course important, but it is necessary to refine crystal grains of the ingot that is the material.
- the cast structure can be made fine by adding a finer (for example, Al—Ti—B system) to the molten metal immediately before casting.
- a finer for example, Al—Ti—B system
- the increase in second phase particles (for example, TiB 2 ) caused by the finer agent impairs the surface quality of the alumite surface.
- aluminum with a low Mg (magnesium) content and high purity is soft, it is inferior in cutting workability and polishability, and it is difficult to finish the aluminum original mold surface smoothly. Unevenness that remains after cutting and polishing remains on the surface after anodization, leading to an increase in the cost of cutting and polishing.
- Patent Document 2 anodized porous alumina having excellent regularity is obtained by adding 0.5 to 10% by mass of Mg.
- Patent Document 2 uses an Mg-containing aluminum alloy film by a sputtering method, a special apparatus is required particularly when a roll-shaped stamper is formed, which increases costs. Further, since the amount of Mg added is relatively large up to 10% by mass, the amount of the second phase particles cannot be controlled.
- an object of the present invention is to provide a stamper aluminum prototype capable of forming a uniform uneven pattern having no directionality after anodizing, and a stamper using the same.
- a component composition containing 0.5 to 3.0% by mass of Mg, including elements inevitably including Mg and not more than 500 ppm in total, with the balance being Al, and having an average crystal grain size Is a stamper having an aluminum prototype having a metal structure in which the area ratio of the second phase particles is 0.10% or less and an aluminum oxide layer having a fine relief structure on the surface.
- a second oxide film forming step (c) for forming an oxide film having a fine concavo-convex structure by anodizing the aluminum prototype again in an electrolytic solution.
- the content of elements other than Mg, including inevitable impurities, contained in the aluminum prototype material or the aluminum prototype is limited to 500 ppm or less in total.
- aluminum unavoidably contains Fe, Mn, Si, Ti and B.
- Ti and B should be treated as impurities as the aluminum prototype material of the present invention or as an alloy component constituting the aluminum prototype.
- Ti, B and the like are positively added on the order of ppm. Therefore, as described above, “elements other than Mg including inevitable impurities” are described.
- Mg contained in the molten aluminum is limited to 0.5 to 3.0% by mass, and in addition to unavoidable impurities, elements other than Mg are limited to a total of 500 ppm or less.
- An aluminum ingot having a particle size of 1000 ⁇ m or less and an area ratio of second phase particles of 0.10% or less can be obtained.
- an aluminum prototype for stamper having fine and uniform crystal grains and suppressing the appearance of second phase particles can be obtained. Since this prototype also has high hardness, a smooth surface can be easily formed by surface polishing. If anodization is performed thereafter, an uneven transfer surface having a uniform pattern with no directivity can be easily formed. As a result, a highly accurate stamper can be provided at low cost.
- Photo showing cast structure of high purity aluminum Photograph showing the forging structure of high-purity aluminum Photograph showing the forging structure of this aluminum alloy The photograph which shows the external appearance after the etching of the forging material surface in Example 1
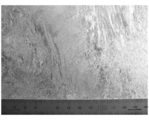
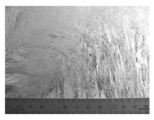
- the photograph which shows the external appearance after the etching of the forging material surface in Example 3 Photo showing the appearance of the forged material surface after etching in Comparative Example 1 Photo showing the appearance of the forged material surface after etching in Comparative Example 2 Photo showing the appearance of the forged material surface after etching in Comparative Example 3
- both crystal grains are likely to be coarse in the cast structure and the recrystallized structure by plastic working / heat treatment. Moreover, since the material is soft, it is inferior in mirror polishability. Generally, in order to reduce this problem, an alloy element is added to aluminum, but second phase particles due to the alloy element are easily generated. Therefore, focusing on Mg, which has a wide solid solubility limit with respect to aluminum and hardly generates second phase particles, Mg was added to aluminum. The addition of Mg can be expected to improve the specular machinability by increasing the hardness by solid solution strengthening, and since it is common among the elements added to aluminum, there is an advantage that it can be added at low cost.
- high-purity aluminum requires a small amount of a refining agent (for example, Al-Tl-B system) that needs to be added in large quantities.
- Second phase particles (such as TiB 2 ) can also be reduced.
- Mg and other elements such as Si that generate the second phase particles increase the total amount of the second phase particles, and Mg easily dissolves in a specific concentration / temperature range.
- second phase particles may be generated, and the addition of Mg or the like increases the deformation resistance, which increases the cost of plastic working such as forging.
- the refinement of crystal grains is insufficient only by adding Mg, it is necessary to optimize the casting method, plastic working, and heat treatment.
- the inventors first searched for the optimum range of the Mg content and searched for the upper limit of other elements.
- the aluminum ingot as a prototype material contains 0.5 to 3.0% by mass of Mg, and elements other than Mg including inevitable impurities are 500 ppm or less in total. It has been found that it is necessary to have a component composition in which the balance is Al, a cast structure having an average crystal grain size of 1000 ⁇ m or less and an area ratio of second phase particles of 0.10% or less.
- the purity of the aluminum ingot used generally is 99.7%, but even pure aluminum, which should have few second phase particles, contains impurities exceeding 500 ppm. Even such a pure aluminum material having a purity of about 99.9% by mass has a large amount of second phase particles, and the quality of the stamper surface is insufficient. Therefore, it is necessary to use high-purity aluminum as a raw material in the present alloy in which second phase particles are easily generated by adding Mg.
- second phase particles Al 3 Mg 2
- the processing included in the manufacturing process is performed at a recrystallization temperature (300 ° C.) or higher, but the temperature raising / cooling process is exposed to a temperature range of 66 to 180 ° C. for a short time.
- this affects not only the manufacturing process but also the usage conditions of the stamper. For example, when the life of the stamper has come due to the deterioration of the anodized surface, the stamper can be regenerated by removing the anodized surface by recutting and re-anodizing.
- the working temperature of the stamper is 66 to 180 ° C.
- the second phase particles Al 3 Mg 2
- the working temperature of the stamper is limited to other than 66 to 180 ° C. Therefore, Mg addition density shall be 3 mass% or less.
- Mg addition density shall be 3 mass% or less.
- the Mg addition concentration is too low, the crystal grains after recrystallization by plastic working / heat treatment tend to become coarse, so 0.5 mass% or more is good.
- the Mg addition concentration By setting the Mg addition concentration to less than 0.5% by mass and increasing the degree of processing by forging, it is possible to increase the accumulation of strain as a driving force for recrystallization and to refine the crystal grains. However, it is not preferable because it increases the forging cost.
- the upper limit of the amount of Mg added is preferably 3% or less, more preferably 2% or less, and even more preferably 1.5% or less.
- the lower limit of the amount of Mg added is preferably 0.5% or more, and more preferably 0.6% or more.
- the hardness of the aluminum ingot is high, and a material with high hardness can be obtained even if the degree of processing during plastic processing is reduced. Therefore, when high uniformity such as an average crystal grain size of 100 ⁇ m or less is not required, since the crystal grains are refined to 1000 ⁇ m or less at the time of casting, the hot forging and / or cold forging described later can be omitted. Surface polishing can be performed effectively, and this is used as an aluminum prototype. As a result, the anodizing treatment can be performed on the aluminum original mold in which the plastic working is omitted or the degree is reduced, so that the cost can be reduced. Further, when the crystal grains need to be refined to about 100 ⁇ m, plastic processing described later is performed. The material plastically processed after casting also maintains high hardness, and mirror polishing is effectively performed, so that unevenness after polishing can be reduced.
- Impurities other than Mg are hardly dissolved in aluminum, and even if they are alone, they cause the second phase particles (Fe, Mn, etc.), or elements that are dissolved at high temperatures but precipitate as second phase particles at room temperature (Cu Etc.) and the total amount is 500 ppm or less. Thereby, the area ratio of the second phase particles of the ingot and the aluminum original mold can be suppressed to 0.10% or less.
- Si is mainly contained in high-purity aluminum, and in addition, there is a lot of elution contamination from refractories (silica (SiO 2 ), silicon carbide (SiC), etc.) that come into contact with the molten metal in the casting process. It tends to be expensive.
- Si concentration is preferably 100ppm or less, more preferably 50ppm or less, more it is 30ppm or less preferable.
- Fe is an impurity contained in high-purity aluminum next to Si, and hardly dissolves in aluminum. Therefore, since Fe alone causes the second phase particles, it is preferably 200 ppm or less, more preferably 150 ppm or less, and even more preferably 10 ppm or less.
- the Fe concentration is preferably 3 ppm or more, and more preferably 5 ppm or more. It is not easy to adjust the aluminum whose Fe concentration is less than 3 ppm, and it is not preferable because it greatly increases the manufacturing cost of the stamper aluminum master and the stamper.
- a micronizing agent In order to easily refine the cast structure, it is preferable to add a micronizing agent. Conventionally, addition of Al-Ti-B alloy, Al-Ti-C alloy, etc. as a micronizing agent has been performed. For example, when adding an Al—Ti—B based master alloy, it is added to such an extent that the Ti concentration increases by 5 ppm or more and 100 ppm or less compared to before the addition, and the B concentration increases by 1 ppm or more and 20 ppm or less compared to before the addition. Is good.
- the upper limit of the amount of Ti added is preferably 30 ppm or less, and more preferably 20 ppm or less.
- the lower limit of the amount of Ti added is preferably 5 ppm or more, more preferably 7 ppm or more, and more preferably more than 10 ppm. If the amount of Ti added is less than 5 ppm, the size of the crystal grains may not be sufficiently reduced. Moreover, when the addition amount of Ti exceeds 20 ppm, there exists a possibility that the haze of a transparent article may become large when a stamper is produced using such a raw material and a transparent article is produced.
- These Ti and B need to be added in a range in which elements other than Mg including the inevitable impurities are 500 ppm or less in total. The total of elements other than Mg is more preferably 100 ppm or less, and more preferably 70 ppm or less.
- the Ti concentration after addition of the micronizing agent is preferably 5 ppm or more, and the content of elements other than Mg including inevitable impurities such as Ti and Fe is preferably more than 10 ppm, and is preferably 15 ppm or more. Further preferred.
- the content of unavoidable impurities 10 ppm or less it is necessary to prepare very high-purity aluminum. However, it is not easy to adjust such aluminum. This is undesirable because it causes a great increase in
- the cast structure of high-purity aluminum is rough, and the crystal grain size is on the order of centimeters as seen in FIG. Therefore, in order to refine an aluminum ingot, a finer such as Al-Ti-B or Al-Ti-C is generally added to the molten metal just before casting, and TiB 2 particles and TiC particles are added to the core. The number of crystal nuclei generated is increased. For example, when an Al—Ti—B alloy is added, Ti and B originally contained are agglomerated and have little ability to refine.
- this alloy uses high-purity aluminum as a raw material, it is not high-purity aluminum because Mg is added.
- Mg is added.
- FIG. 3 it is possible to obtain fine crystal grains of about 200 to 500 ⁇ m with a small amount of a refining agent having a Ti concentration increase of 8 ppm and a B concentration increase of about 2 ppm.
- the stamper aluminum original material refers to an aluminum alloy after casting and before plastic working.
- plastic processing Although the non-uniformity due to the crystal orientation can be reduced by making the cast structure finer, the crystal grain size is still 200 to 500 ⁇ m and does not satisfy 100 ⁇ m or less which is not noticeable visually. Therefore, in order to refine the structure, plastic processing is performed on the aluminum original material.
- plastic working include rolling, extrusion, and free casting.
- the plastic working may be rolling / extrusion, but in the plastic working method such as rolling / extrusion, the processing direction is limited, so the crystal grain of the ingot extends in the processing direction, and the processing structure is also after recrystallization by heat treatment. Remains in the processing direction, resulting in a muscular structure. For this reason, processing in two or more directions is necessary.
- free forging is preferable because it is advantageous in creating a random structure without anisotropy because the working direction can be freely selected.
- the degree of processing is determined by the material dimensions before plastic processing and the dimensions after processing.
- free forging can repeatedly apply plastic working by changing the processing direction, a larger degree of processing can be obtained.
- a larger degree of processing leads to the accumulation of strain, which is the driving force for recrystallization. This accumulation of strain makes the recrystallized structure finer and contributes to the uniformity of the transcript using the alumite film as a mold. Forging is preferable when obtaining crystal grains.
- This forging is a hot forging that breaks a relatively rough cast structure and is aimed at fine homogenization, and a cold forging and annealing that is mainly aimed at further refinement of the finely homogenized material by hot forging. Broadly divided.
- Preheating temperature prior to hot forging is important.If the temperature is too low, recrystallization does not occur during forging, so homogenization cannot be expected.If the temperature is too high, grain growth during preheating becomes significant and coarse crystal grains are formed. And traces of this remain even after cold forging.
- the preheating temperature is preferably 350 to 470 ° C., and is preferably closer to 420 ° C.
- Hot forging is based on (2 / 3U-1.5S) ⁇ 3 cycles, and when higher uniformity is required, similar hot forging is repeated after re-preheating.
- 2 / 3U and 1.5S are defined in JIS
- 2 / 3U indicates a forge forming ratio of 2/3
- 1.5S indicates a forging ratio. Indicates an entity training of 1.5. The order of the supe forging and solid forging does not matter and may be reversed.
- the temperature of the forged material becomes less than 300 ° C. due to this temperature decrease, recrystallization hardly occurs, and the homogenization of the structure, which is the first purpose of hot forging, hardly occurs. Therefore, it is necessary to increase the preheating temperature.
- the preheating temperature is increased, the crystal grains are likely to be coarsened during the preheating. Therefore, it is better that the number of forging cycles is larger, but it is better to keep it for about 3 cycles. It is possible to reduce the number of forging cycles and suppress the temperature drop during forging, thereby reducing the preheating temperature. In this case, in order to obtain a uniform structure, increase the number of hot forging and reheating to reduce the number of cycles. Therefore, it is not realistic industrially.
- cold forging Since cold forging is mainly intended to accumulate strain for recrystallized grain refinement, a higher forging ratio is more advantageous for refinement. However, if the forging ratio is too high, cracks will occur during forging, so even if forging and upsetting are repeated (1.5S-2 / 3U) x 2 to 3 cycles, forging or upsetting only It is preferable to keep it at 2 to 12S or 1/2 to 1 / 12U. Further, during cold forging, the temperature of the forging material rises due to processing heat. When the temperature exceeds 200 ° C. at which the strain release becomes significant, it is better to cool by water cooling or air cooling, and it is more preferable to keep it at 150 ° C. or lower.
- hollow forging may be performed by making a hole in the center of the aluminum alloy with a punch or the like and performing cold forging after hot forging. For example, at the end of hot forging, a hole is made in the central part to obtain an outer diameter of ⁇ 508—inner diameter of ⁇ 130 ⁇ 433L, and after cooling this, a core metal is passed through the inner diameter of the core and cold forging 5.87S is performed to obtain an outer diameter of ⁇ 240- By setting the inner diameter to ⁇ 130 ⁇ 2543L, the material of the inner diameter portion that will be cut in the subsequent cutting process becomes unnecessary, and the material yield can be improved. In addition, there is an advantage that it is possible to omit the half-finishing process for cutting the center part in the cutting process.
- Annealing after annealing forging is performed in order to cause recrystallization using the strain accumulated in cold forging as a driving force.
- the annealing temperature is important, and if it is too low, recrystallization does not occur and a processed structure remains. On the other hand, if it is too high, grain growth occurs and coarse crystal grains are produced. Therefore, the lower limit of the annealing temperature is preferably 280 ° C. or more at which recrystallization is completed, and the upper limit is preferably 350 ° C. or less at which coarsening due to grain growth becomes remarkable, and more preferably closer to 280 ° C. at which the crystal grains become finer.
- the raw material thus manufactured is cut into a desired shape to obtain an aluminum prototype.
- the stamper aluminum prototype refers to an aluminum alloy that has been subjected to cutting after plastic working or the like, and immediately before anodization.
- an aluminum alloy without plastic working can be used as an aluminum original pattern.
- the aluminum prototype may be plate-shaped or roll-shaped, but the material according to the present invention can easily obtain a desired shape by cutting.
- the original aluminum can be cut into a roll shape and anodized on the surface, whereby the fine concavo-convex structure can be continuously transferred and the productivity can be increased.
- First oxide film forming step (a) The mirror-finished aluminum prototype surface is anodized in an electrolytic solution under a constant voltage to form an oxide film on the surface (hereinafter also referred to as step (a)).
- Second oxide film forming step (c) The surface of the aluminum prototype on which the pore generation point is formed is anodized again under a constant voltage in the electrolytic solution, and an oxide film having pores corresponding to the pore generation point is formed on the surface (hereinafter, the process ( Also referred to as c)).
- Hole diameter expansion processing step (d) The diameter of the pores is enlarged (hereinafter also referred to as step (d)).
- step (e) If necessary, the second oxide film forming step (c) and the pore diameter expansion treatment step (d) are repeated (hereinafter also referred to as step (e)).
- a pretreatment for removing the oxide film on the surface of the aluminum prototype may be performed.
- the method for removing the oxide film include a method of dipping in a chromic acid / phosphoric acid mixed solution.
- the step (a) may be omitted from the step (c) depending on the use of the material to which the surface of the stamper is transferred.
- each process will be described in detail.
- the electrolytic solution include an acidic electrolytic solution and an alkaline electrolytic solution, and an acidic electrolytic solution is preferable.
- the acidic electrolyte include oxalic acid, sulfuric acid, phosphoric acid, and a mixture thereof.
- the concentration of oxalic acid is preferably 0.7 M or less. If the concentration of oxalic acid exceeds 0.7M, the current value during anodic oxidation becomes too high, and the surface of the oxide film may become rough. Further, by setting the voltage during anodic oxidation to 30 to 60 V, it is possible to obtain a stamper having anodized alumina having highly regular pores with a pitch of about 100 nm formed on the surface. Regardless of whether the voltage during anodization is higher or lower than this range, the regularity tends to decrease, and the pitch may be larger than the wavelength of visible light.
- the temperature of the electrolytic solution is preferably 60 ° C.
- the concentration of sulfuric acid is preferably 0.7 M or less. If the concentration of sulfuric acid exceeds 0.7M, the current value at the time of anodization may become too high to maintain a constant voltage. Further, by setting the voltage during anodization to 25 to 30 V, it is possible to obtain a stamper having anodized alumina having highly regular pores with a pitch of about 63 nm formed on the surface. Regardless of whether the voltage during anodization is higher or lower than this range, the regularity tends to decrease, and the pitch may be larger than the wavelength of visible light.
- the temperature of the electrolytic solution is preferably 30 ° C. or less, and more preferably 20 ° C. or less. When the temperature of the electrolytic solution exceeds 30 ° C., a phenomenon called “burning” tends to occur, and the pores may be broken or the surface may melt and the regularity of the pores may be disturbed.
- the oxide film formed by anodizing for a long time becomes thick and the regularity of the arrangement of the pores can be improved.
- the thickness of the oxide film is 30 ⁇ m or less. By doing so, the macro unevenness
- the thickness of the oxide film is more preferably 1 to 10 ⁇ m, and further preferably 1 to 3 ⁇ m. The thickness of the oxide film can be observed with a field emission scanning electron microscope or the like.
- the regularity of the finally formed pores can be improved (for example, Masuda, “Applied Physics”). ", 2000, 69, No. 5, p. 558.).
- Examples of the method of removing the oxide film 32 include a method of removing aluminum with a solution that selectively dissolves alumina without dissolving aluminum. Examples of such a solution include a chromic acid / phosphoric acid mixed solution.
- the oxide film 32 may be a method of removing a part thereof, but pores with higher regularity can be formed by completely removing the oxide film 32 in this step.
- anodization may be performed under the same conditions (electrolyte concentration, electrolyte temperature, chemical conversion voltage, etc.) as in step (a).
- the oxide film 35 in which the columnar pores 34 are formed can be formed.
- the deeper pores can be obtained as the anodic oxidation is performed for a longer time.
- An oxide film having a thickness of about 0.01 to 0.5 ⁇ m may be formed, and it is not necessary to form an oxide film as thick as that formed in step (a).
- a pore diameter expansion treatment a method of immersing in a solution dissolving alumina and expanding the diameter of the pores formed in the step (c) by etching can be mentioned. Examples of such a solution include a phosphoric acid aqueous solution of about 5% by mass. The longer the time of step (d), the larger the pore diameter.
- Various conditions of pores can be formed by appropriately setting the conditions of step (c) and step (d), for example, the time of anodization and the time of pore diameter expansion treatment. Therefore, these conditions may be set as appropriate according to the use of the article to be manufactured from the stamper. For example, if the anodizing step and the etching step are repeated many times at short intervals, substantially conical pores can be obtained. Further, by adjusting the time of the anodizing step and the etching step, a reverse bell shape or a sharp concavo-convex structure can be formed, and a stamper whose shape is appropriately changed can be manufactured.
- this stamper is for manufacturing an antireflection article such as an antireflection film
- the pitch and depth of the pores can be arbitrarily changed by appropriately setting the conditions as described above, so that it is optimal. It is also possible to design a refractive index change.
- the stamper thus manufactured has a fine concavo-convex structure on the surface as a result of the formation of a large number of periodic pores.
- the pitch of the pores in this fine concavo-convex structure is not more than the wavelength of visible light, that is, not more than 400 nm, a so-called moth-eye structure is obtained.
- the pitch is a distance from the center of the concave portion (pore) of the fine concavo-convex structure to the center of the concave portion (pore) adjacent thereto.
- the pitch is larger than 400 nm, visible light scattering occurs, so that a sufficient antireflection function is not exhibited, and it is not suitable for manufacturing an antireflection article such as an antireflection film.
- the pitch of the pores is less than or equal to the wavelength of visible light
- the depth of the pores is preferably 50 nm or more, and 100 nm. More preferably.
- the depth is a distance from the opening of the concave portion (pore) of the fine concavo-convex structure to the deepest portion. If the depth of the pore is 50 nm or more, the reflectance of the surface of the article for optical use formed by the transfer of the stamper surface, that is, the transfer surface is lowered.
- the aspect ratio (depth / pitch) of the pores of the stamper is preferably 1.0 to 4.0, preferably 1.3 to 3.5, more preferably 1.8 to 3.5, and 2.0 Most preferred is ⁇ 3.0.
- the aspect ratio is 1.0 or more, a transfer surface with low reflectance can be formed, and the incident angle dependency and wavelength dependency thereof are sufficiently reduced. If the aspect ratio is greater than 4.0, the mechanical strength of the transfer surface tends to decrease.
- the surface on which the fine concavo-convex structure of the stamper is formed may be subjected to a release treatment so that the release is easy.
- the release treatment method include a method of coating a silicone-based polymer or a fluorine polymer, a method of depositing a fluorine compound, a method of coating a fluorine-based or fluorine-silicone-based silane coupling agent, and the like.
- the method for producing an article having a fine concavo-convex structure on the surface using the stamper of the present invention is a method for transferring the fine concavo-convex structure on the surface of the stamper of the present invention to the surface of the transparent substrate.
- the active energy ray-curable resin composition is filled between the stamper of the present invention and the transparent substrate, and the active energy ray is irradiated and cured to transfer the fine uneven structure of the stamper.
- a method (so-called photoimprint method) in which the cured resin layer is formed on the surface of the transparent substrate and the transparent substrate having the cured resin layer formed on the surface is peeled off from the stamper.
- Transparent substrate examples of the shape of the substrate include a film, a sheet, an injection molded product, and a press molded product.
- the material for the substrate include polycarbonate, polystyrene resin, polyester, acrylic resin, cellulose resin (such as triacetyl cellulose), polyolefin, and glass.
- An article having a fine concavo-convex structure on its surface is manufactured as follows using, for example, a manufacturing apparatus shown in FIG. Active energy ray curable from the tank 22 between a roll-shaped stamper 20 having a fine concavo-convex structure (not shown) on the surface and a strip-shaped film 42 (transparent substrate) moving along the surface of the roll-shaped stamper 20. A resin composition is supplied.
- the film 42 and the active energy ray-curable resin composition are nipped between the roll-shaped stamper 20 and the nip roll 26 whose nip pressure is adjusted by the pneumatic cylinder 24, and the active energy ray-curable resin composition is niped with the film 42. And the roll stamper 20 are uniformly distributed, and at the same time, the concave portions of the fine uneven structure of the roll stamper 20 are filled.
- the active energy ray curable resin composition By irradiating the active energy ray curable resin composition through the film 42 from the active energy ray irradiating device 28 installed below the roll-shaped stamper 20, the active energy ray curable resin composition is cured. Then, the cured resin layer 44 to which the fine uneven structure on the surface of the roll stamper 20 is transferred is formed. By peeling the film 42 having the cured resin layer 44 formed on the surface from the roll stamper 20 by the peeling roll 30, an article 40 having a fine uneven structure on the surface is obtained.
- the active energy ray irradiation device 28 a high-pressure mercury lamp, a metal halide lamp or the like is preferable.
- the amount of light irradiation energy is preferably 100 to 10,000 mJ / cm 2 .
- the film 42 is a light transmissive film.
- the film material include acrylic resin, polycarbonate, styrene resin, polyester, cellulose resin (such as triacetyl cellulose), polyolefin, and alicyclic polyolefin.
- the cured resin layer 44 is a film made of a cured product of an active energy ray-curable resin composition described later, and has a fine uneven structure on the surface.
- the fine concavo-convex structure on the surface of the article 40 when the anodized alumina stamper is used is formed by transferring the fine concavo-convex structure on the surface of the anodized alumina, and curing of the active energy ray-curable resin composition. It has the some convex part 46 which consists of a thing.
- the fine concavo-convex structure is preferably a so-called moth-eye structure in which a plurality of protrusions (convex portions) having a substantially conical shape or a pyramid shape are arranged. It is known that the moth-eye structure in which the distance between the protrusions is less than or equal to the wavelength of visible light is an effective anti-reflection measure by continuously increasing the refractive index from the refractive index of air to the refractive index of the material. It has been.
- the average interval between the convex portions is preferably not more than the wavelength of visible light, that is, not more than 400 nm.
- the average distance between the protrusions is about 100 nm, and is more preferably 200 nm or less, and particularly preferably 150 nm or less.
- the average interval between the convex portions is preferably 20 nm or more from the viewpoint of easy formation of the convex portions.
- the average interval between the convex portions is obtained by measuring 50 intervals between adjacent convex portions (distance from the center of the convex portion to the center of the adjacent convex portion) by electron microscope observation, and averaging these values. .
- the height of the protrusions is preferably 80 to 500 nm, more preferably 120 to 400 nm, and particularly preferably 150 to 300 nm when the average interval is 100 nm. If the height of the convex portion is 80 nm or more, the reflectance is sufficiently low and the wavelength dependency of the reflectance is small. If the height of a convex part is 500 nm or less, the scratch resistance of a convex part will become favorable.
- the height of the convex portion is a value obtained by measuring the distance between the topmost portion of the convex portion and the bottommost portion of the concave portion existing between the convex portions when observed with an electron microscope at a magnification of 30000 times.
- the aspect ratio of the protrusions is preferably 0.5 to 5.0, more preferably 0.8 to 4.5, and 1.2 to 4.0. Particularly preferred. If the aspect ratio of the convex portion is 0.5 or more, it can be sufficiently used as a superhydrophilic film or a superhydrophobic film. If the aspect ratio of the convex portion is 5.0 or less, the scratch resistance of the convex portion is good.
- the shape of the convex part is a shape in which the convex sectional area in the direction perpendicular to the height direction continuously increases in the depth direction from the outermost surface, that is, the sectional shape in the height direction of the convex part is a triangle, trapezoid, A shape such as a bell shape is preferred.
- the difference between the refractive index of the cured resin layer 44 and the refractive index of the film 42 is preferably 0.2 or less, more preferably 0.1 or less, and particularly preferably 0.05 or less.
- the refractive index difference is 0.2 or less, reflection at the interface between the cured resin layer 44 and the film 42 is suppressed. The smaller the difference in refractive index, the better.
- the water contact angle on the surface of the fine uneven structure is preferably 90 ° or more, more preferably 110 ° or more, and particularly preferably 120 ° or more. If the water contact angle is 90 ° or more, water stains are less likely to adhere, so that sufficient antifouling properties are exhibited. Moreover, since water does not adhere easily, anti-icing can be expected. For water-repellent products, the larger the contact angle, the better.
- the water contact angle on the surface of the fine uneven structure is preferably 25 ° or less, more preferably 23 ° or less, and particularly preferably 21 ° or less. If the water contact angle is 25 ° or less, the dirt attached to the surface is washed away with water, and oil dirt is less likely to adhere, so that sufficient antifouling properties are exhibited.
- the water contact angle is preferably 3 ° or more, more preferably 5 ° or more, from the viewpoint of suppressing the deformation of the fine uneven structure due to water absorption of the cured resin layer 44 and the accompanying increase in reflectance.
- the haze of the article is preferably 1.5% or less, and more preferably 1.3% or less.
- the active energy ray-curable resin composition contains a polymerizable compound and a polymerization initiator.
- the polymerizable compound include monomers, oligomers, and reactive polymers having a radical polymerizable bond and / or a cationic polymerizable bond in the molecule.
- Examples of the monomer having a radical polymerizable bond include a monofunctional monomer and a polyfunctional monomer.
- Monofunctional monomers include methyl (meth) acrylate, ethyl (meth) acrylate, propyl (meth) acrylate, n-butyl (meth) acrylate, i-butyl (meth) acrylate, s-butyl (meth) acrylate, t- Butyl (meth) acrylate, 2-ethylhexyl (meth) acrylate, lauryl (meth) acrylate, alkyl (meth) acrylate, tridecyl (meth) acrylate, stearyl (meth) acrylate, cyclohexyl (meth) acrylate, benzyl (meth) acrylate, Phenoxyethyl (meth) acrylate, isobornyl (meth) acrylate, glycidyl (meth
- Polyfunctional monomers include ethylene glycol di (meth) acrylate, tripropylene glycol di (meth) acrylate, isocyanuric acid ethylene oxide modified di (meth) acrylate, triethylene glycol di (meth) acrylate, diethylene glycol di (meth) acrylate , Neopentyl glycol di (meth) acrylate, 1,6-hexanediol di (meth) acrylate, 1,5-pentanediol di (meth) acrylate, 1,3-butylene glycol di (meth) acrylate, polybutylene glycol di (Meth) acrylate, 2,2-bis (4- (meth) acryloxypolyethoxyphenyl) propane, 2,2-bis (4- (meth) acryloxyethoxyphenyl) propane, 2,2-bis (4- (3- (Meth) acryloxy-2-hydroxypropoxy) phenyl) propane, 1,2-bis (3- (meth) acryloxy-2-hydroxypropoxy
- Examples of the monomer having a cationic polymerizable bond include monomers having an epoxy group, an oxetanyl group, an oxazolyl group, a vinyloxy group, and the like, and a monomer having an epoxy group is particularly preferable.
- oligomers or reactive polymers examples include unsaturated polyesters such as condensates of unsaturated dicarboxylic acids and polyhydric alcohols; polyester (meth) acrylates, polyether (meth) acrylates, polyol (meth) acrylates, epoxy (meth) Examples thereof include acrylates, urethane (meth) acrylates, cationic polymerization type epoxy compounds, homopolymers of the above-described monomers having a radical polymerizable bond in the side chain, and copolymerized polymers.
- examples of the photopolymerization initiator include benzoin, benzoin methyl ether, benzoin ethyl ether, benzoin isopropyl ether, benzoin isobutyl ether, benzyl, benzophenone, p-methoxybenzophenone, 2,2-diethoxy.
- examples of the polymerization initiator include benzophenone, 4,4-bis (diethylamino) benzophenone, 2,4,6-trimethylbenzophenone, methyl orthobenzoylbenzoate, 4-phenylbenzophenone, t- Thioxanthones such as butylanthraquinone, 2-ethylanthraquinone, 2,4-diethylthioxanthone, isopropylthioxanthone, 2,4-dichlorothioxanthone; diethoxyacetophenone, 2-hydroxy-2-methyl-1-phenylpropan-1-one, benzyl Dimethyl ketal, 1-hydroxycyclohexyl-phenyl ketone, 2-methyl-2-morpholino (4-thiomethylphenyl) propan-1-one, 2-benzyl-2-dimethylamino-1- (4-morpho Benzophene ether such as benzoin methyl ether, benzo
- thermal polymerization initiator examples include methyl ethyl ketone peroxide, benzoyl peroxide, dicumyl peroxide, t-butyl hydroperoxide, cumene hydroperoxide, t-butyl peroxy octoate, organic peroxides such as t-butylperoxybenzoate and lauroyl peroxide; azo compounds such as azobisisobutyronitrile; N, N-dimethylaniline, N, N-dimethyl-p- Examples thereof include a redox polymerization initiator combined with an amine such as toluidine.
- the amount of the polymerization initiator is preferably 0.1 to 10 parts by mass with respect to 100 parts by mass of the polymerizable compound. When the amount of the polymerization initiator is less than 0.1 parts by mass, the polymerization is difficult to proceed. When the amount of the polymerization initiator exceeds 10 parts by mass, the cured film may be colored or the mechanical strength may be lowered.
- the active energy ray-curable resin composition may be a non-reactive polymer, an active energy ray sol-gel reactive composition, an antistatic agent, an additive such as a fluorine compound for improving antifouling properties, or a fine particle, if necessary.
- a small amount of a solvent may be contained.
- non-reactive polymers examples include acrylic resins, styrene resins, polyurethane, cellulose resins, polyvinyl butyral, polyester, thermoplastic elastomers, and the like.
- Examples of the active energy ray sol-gel reactive composition include alkoxysilane compounds and alkylsilicate compounds.
- alkoxysilane compound examples include tetramethoxysilane, tetra-i-propoxysilane, tetra-n-propoxysilane, tetra-n-butoxysilane, tetra-sec-butoxysilane, tetra-t-butoxysilane, methyltriethoxysilane, Examples include methyltripropoxysilane, methyltributoxysilane, dimethyldimethoxysilane, dimethyldiethoxysilane, trimethylethoxysilane, trimethylmethoxysilane, trimethylpropoxysilane, and trimethylbutoxysilane.
- alkyl silicate compound examples include methyl silicate, ethyl silicate, isopropyl silicate, n-propyl silicate, n-butyl silicate, n-pentyl silicate, acetyl silicate and the like.
- the active energy ray-curable resin composition capable of forming a hydrophobic material includes a fluorine-containing compound or a silicone-based compound. It is preferable to use a composition.
- Fluorine-containing compounds examples include a fluorine-containing monomer, a fluorine-containing silane coupling agent, a fluorine-containing surfactant, and a fluorine-containing polymer.
- fluorine-containing monomer examples include a fluoroalkyl group-substituted vinyl monomer and a fluoroalkyl group-substituted ring-opening polymerizable monomer.
- fluoroalkyl group-substituted vinyl monomer examples include fluoroalkyl group-substituted (meth) acrylates, fluoroalkyl group-substituted (meth) acrylamides, fluoroalkyl group-substituted vinyl ethers, and fluoroalkyl group-substituted styrenes.
- fluoroalkyl group-substituted ring-opening polymerizable monomer examples include fluoroalkyl group-substituted epoxy compounds, fluoroalkyl group-substituted oxetane compounds, and fluoroalkyl group-substituted oxazoline compounds.
- Fluorine-containing silane coupling agents include 3,3,3-trifluoropropyltrimethoxysilane, 3,3,3-trifluoropropyltriacetoxysilane, dimethyl-3,3,3-trifluoropropylmethoxysilane, Examples include decafluoro-1,1,2,2-tetrahydrooctyltriethoxysilane.
- fluorine-containing surfactant examples include a fluoroalkyl group-containing anionic surfactant and a fluoroalkyl group-containing cationic surfactant.
- Fluorine-containing polymers include polymers of fluoroalkyl group-containing monomers, copolymers of fluoroalkyl group-containing monomers and poly (oxyalkylene) group-containing monomers, and copolymers of fluoroalkyl group-containing monomers and crosslinking reactive group-containing monomers. A polymer etc. are mentioned.
- the fluorine-containing polymer may be a copolymer with another copolymerizable monomer.
- Silicone compounds examples include (meth) acrylic acid-modified silicone, silicone resin, silicone silane coupling agent and the like.
- examples of the (meth) acrylic acid-modified silicone include silicone (di) (meth) acrylate, and examples thereof include silicone diacrylates “x-22-164” and “x-22-1602” manufactured by Shin-Etsu Chemical Co., Ltd. Preferably used.
- an active energy ray-curable resin composition capable of forming a hydrophilic material is a composition containing at least a hydrophilic monomer. It is preferable to use it. From the viewpoint of scratch resistance and imparting water resistance, those containing a cross-linkable polyfunctional monomer are more preferable. In addition, the same (namely, hydrophilic polyfunctional monomer) may be sufficient as the polyfunctional monomer which can be bridge
- the active energy ray-curable resin composition capable of forming a hydrophilic material includes a tetrafunctional or higher polyfunctional (meth) acrylate, a bifunctional or higher hydrophilic (meth) acrylate, and a monofunctional monomer as necessary. More preferably, the composition is used.
- tetrafunctional or higher polyfunctional (meth) acrylates examples include ditrimethylolpropane tetra (meth) acrylate, pentaerythritol tetra (meth) acrylate, pentaerythritol ethoxytetra (meth) acrylate, dipentaerythritol hydroxypenta (meth) acrylate, di Pentaerythritol hexa (meth) acrylate, succinic acid / trimethylolethane / acrylic acid molar mixture 1: 2: 4 condensation reaction mixture, urethane acrylates (manufactured by Daicel-Cytec: EBECRYL220, EBECRYL1290K, EBECRYL1290K, EBECRYL5129, EBECRYL8210, EBECRYL 8301, KRM 8200), polyether acrylates (manufactured by Daicel-Cytec:
- the proportion of the tetrafunctional or higher polyfunctional (meth) acrylate is preferably 10 to 90% by mass, more preferably 20 to 90% by mass with respect to the total of all monomers constituting the active energy ray-curable resin composition. ⁇ 90% by weight is particularly preferred. If the ratio of the tetrafunctional or higher polyfunctional (meth) acrylate is 10% by mass or more, the elastic modulus is increased and the scratch resistance is improved. If the ratio of the tetrafunctional or higher polyfunctional (meth) acrylate is 90% by mass or less, small cracks are hardly formed on the surface, and the appearance is difficult to occur.
- Long-chain polyethylene such as Aronix M-240, Aronix M260 (manufactured by Toagosei Co., Ltd.), NK ester AT-20E, NK ester ATM-35E (manufactured by Shin-Nakamura Chemical Co., Ltd.)
- polyfunctional acrylates having glycol and polyethylene glycol dimethacrylate. These may be used alone or in combination of two or more.
- polyethylene glycol dimethacrylate the total of the average repeating units of polyethylene glycol chains present in one molecule is preferably 6 to 40, more preferably 9 to 30, and particularly preferably 12 to 20.
- the average repeating unit of the polyethylene glycol chain is 6 or more, the hydrophilicity is sufficient and the antifouling property is improved.
- the average repeating unit of the polyethylene glycol chain is 40 or less, the compatibility with a polyfunctional (meth) acrylate having 4 or more functionalities is improved, and the active energy ray-curable resin composition is hardly separated.
- the proportion of the bifunctional or higher functional hydrophilic (meth) acrylate is preferably 3 to 90% by mass, more preferably 3 to 70% by mass with respect to the total of all monomers constituting the active energy ray-curable resin composition.
- the ratio of the bifunctional or higher hydrophilic (meth) acrylate is 3% by mass or more, the hydrophilicity is sufficient and the antifouling property is improved.
- the ratio of the bifunctional or higher hydrophilic (meth) acrylate is 90% by mass or less, the elastic modulus is increased and the scratch resistance is improved.
- hydrophilic monofunctional monomers examples include monofunctional (meth) acrylates having a polyethylene glycol chain in the ester group such as M-20G, M-90G, and M-230G (manufactured by Shin-Nakamura Chemical Co., Ltd.), hydroxyalkyl (meth) acrylates, etc. And cationic monomers such as monofunctional (meth) acrylates having a hydroxyl group in the ester group, monofunctional acrylamides, methacrylamidopropyltrimethylammonium methyl sulfate, and methacryloyloxyethyltrimethylammonium methyl sulfate.
- a viscosity modifier such as acryloylmorpholine or vinylpyrrolidone
- an adhesion improver such as acryloyl isocyanate for improving the adhesion to the article body, or the like may be used.
- the proportion of the monofunctional monomer is preferably 0 to 20% by mass and more preferably 5 to 15% by mass with respect to the total of all monomers constituting the active energy ray-curable resin composition.
- a monofunctional monomer By using a monofunctional monomer, the adhesion between the substrate and the cured resin is improved. If the proportion of the monofunctional monomer is 20% by mass or less, antifouling property or scratch resistance is sufficient without a shortage of polyfunctional (meth) acrylate having 4 or more functions or hydrophilic (meth) acrylate having 2 or more functions.
- the monofunctional monomer may be blended in an active energy ray-curable resin composition in an amount of 0 to 35 parts by mass as a low-polymerization polymer obtained by (co) polymerizing one or more types.
- a polymer having a low degree of polymerization 40/60 of monofunctional (meth) acrylates having a polyethylene glycol chain in an ester group such as M-230G (manufactured by Shin-Nakamura Chemical Co., Ltd.) and methacrylamide propyltrimethylammonium methyl sulfate.
- Copolymer oligomer (MRC Unitech Co., Ltd., MG polymer) and the like can be mentioned.
- the quadrature method was used for the crystal grain size.
- the second phase particles were measured by the area ratio and the number of the second phase particles by direct observation with EPMA.
- the non-uniformity of crystal orientation was determined by observing the appearance of his etching. Note that the mirror polishing property is generally substituted by hardness because a material having a high hardness is generally easier to finish flat.
- Example 1 1.04% by mass of Mg was added to and dissolved in aluminum having a purity of 99.995% by mass. This molten metal was casted into a 850 mm thick x 1110 mm wide DC casting mold with a casting temperature of 680 ° C., a casting speed of 52 mm / min, a cooling water amount of 230 L / min, and a casting condition of 3850 mm in length per m of mold length. did.
- a refiner Al-Ti-B
- Al-Ti-B is continuously added to the molten metal flowing into the mold so that the Ti concentration increase is 8 ppm and the B concentration increase is 2 ppm, and the purity of aluminum is 98.
- the ingot was 96%, the Si content was 20 ppm, the Fe content was 9 ppm, the Ti content was 9 ppm, the B content was 4 ppm, and the total content of other elements other than Mg was 57 ppm.
- the average crystal grain size was 350 ⁇ m and the hardness was 32 HV.
- 331 mm x 331 mm x 508 mm was used as the forged material after cutting from this ingot.
- the forging material was heated to 369 ° C. and subjected to the first hot forging of 0.75U- (1.5S-2 / 3U) ⁇ 3 cycles and finished at 325 ° C.
- the second hot forging of (1.5S ⁇ 2 / 3U) ⁇ 3 cycles was performed, and the operation was completed at 319 ° C.
- cold forging of (1.5S ⁇ 2 / 3U) ⁇ 2 cycles ⁇ 3.1S was performed to obtain a shape of ⁇ 245 mm ⁇ 1180 mm wide and finished at 173 ° C.
- This forged ingot was annealed at 300 ° C. for 60 min, and ⁇ 240 mm ⁇ 20 mm was cut out from this and milled and polished to obtain a sample for evaluation.
- the average crystal grain size was sufficiently fine as 37 ⁇ m. Further, the area ratio of the second phase particles was as small as 0.01%. After etching, the crystal orientation nonuniformity as shown in FIG. 1 was not recognized (see FIG. 4). The hardness was 32 HV.
- Example 2 0.63% by mass of Mg was added to 99.995% by mass of aluminum and dissolved. This molten metal was casted into a 850 mm thick x 1110 mm wide DC casting mold with a casting temperature of 680 ° C., a casting speed of 52 mm / min, a cooling water amount of 230 L / min, and a casting condition of 3850 mm in length per m of mold length. did. During the casting, a refiner (Al-5% Ti-1% B) was continuously added to the molten metal flowing into the mold so that the Ti concentration increase was 8 ppm and the B concentration increase was 2 ppm.
- An ingot having a purity of 99.37%, an Si content of 26 ppm, an Fe content of 9 ppm, a Ti content of 5 ppm, a B content of 2 ppm, and a total content of other elements other than Mg was 58 ppm.
- the average crystal grain size was 560 ⁇ m and the hardness was 28 HV.
- 331 mm x 331 mm x 508 mm was used as the forged material after cutting from this ingot.
- the forging ratio of hot forging and cold forging was the same as in Example 1.
- the forging material was heated to 371 ° C., and the first hot forging was performed and finished at 294 ° C. Then, after reheating to 342 ° C., the second hot forging was performed and the process was completed at 311 ° C. After cooling this material to 26 ° C., cold forging was performed to obtain a shape having a width of ⁇ 245 mm ⁇ 1180 mm and finished at 155 ° C.
- the forging ratio of this cold forging is the same as in Example 1.
- This forged ingot was annealed at 300 ° C. for 60 min, and ⁇ 240 mm ⁇ 20 mm was cut out from this and milled and polished to obtain a sample for evaluation.
- the average crystal grain size was slightly less than 41 ⁇ m because the amount of Mg added was smaller than in Example 1. It was big.
- the area ratio of the second phase particles was 0.03%. After etching, the crystal grains were larger than in Example 1 and thus roughened, but the non-uniform crystal orientation as shown in FIG. 1 was not observed (see FIG. 5).
- the hardness was 26 HV.
- Example 3 The ingot was produced under the same production conditions as in Example 1, and the average crystal grain size and hardness after casting were the same as in Example 1. From this ingot, 340 mm ⁇ 370 mm ⁇ 508 mm was used as a forging material after cutting, and hollow forging was performed by the following method. The forging material was heated to 373 ° C., and the first hot forging of 1.18S- (2 / 3U-1.5S) ⁇ 3 cycles was performed and finished at 347 ° C.
- the second hot forging of (2 / 3U-1.5S) x 2 cycles was performed to make ⁇ 450mm x 400mm, then a hole was drilled in the center with a punch and the outer diameter ⁇ 472mm -Finished at 329 ° C with an inner diameter of ⁇ 140 mm x 400 mm.
- 5.3 S cold forging was performed to obtain a shape of outer diameter ⁇ 235 mm ⁇ inner diameter ⁇ 130 mm ⁇ 2123 mm, and finished at 145 ° C.
- the forged ingot was annealed at 300 ° C. for 60 min, and an outer diameter of ⁇ 235 mm and an inner diameter of ⁇ 130 mm ⁇ 20 mm were cut out therefrom, and milled and polished to obtain a sample for evaluation.
- the average crystal grain size was 38 ⁇ m and was sufficiently fine. Further, the area ratio of the second phase particles was as small as 0.01%. After etching, the crystal orientation nonuniformity as shown in FIG. 1 was not recognized (see FIG. 6). The hardness was 32 HV.
- Comparative Example 1 Aluminum having a purity of 99.9% was dissolved. This molten metal was casted into a 850 mm thick x 1110 mm wide DC casting mold with a casting temperature of 680 ° C., a casting speed of 50 mm / min, a cooling water amount of 315 L / min, and a casting condition of 3850 mm in length per m of mold length. did. During the casting, a refiner (Al—Ti—B system) is continuously added to the molten metal flowing into the mold so that the Ti concentration increase is 180 ppm and the B concentration increase is 36 ppm.
- Al—Ti—B system Al—Ti—B system
- ingot with an Si content of 275 ppm, an Fe content of 501 ppm, a Ti content of 75 ppm, a B content of 7 ppm, an Mg content of 5 ppm, and a total content of other elements other than Mg of 1062 ppm did.
- the average crystal grain size at this time was 250 ⁇ m, and the hardness was 16 HV.
- 500 mm ⁇ 500 mm ⁇ 508 mm was used as a forged material after cutting from this ingot.
- the forging material was heated to 380 ° C. (2S-1 / 2U) ⁇ 2 cycles of the first hot forging and finished at 350 ° C.
- the second hot forging of (2S ⁇ 1 / 2U) ⁇ 2 cycles was performed and the operation was completed at 320 ° C.
- it was cold forged (2S-1 / 2U) ⁇ 2 cycles to obtain a shape of ⁇ 250 mm ⁇ 300 mm ⁇ 360 mm.
- This forged ingot was annealed at 340 ° C. for 60 min, and 20 mm ⁇ 250 mm ⁇ 300 mm was cut out from this and milled and polished to obtain a sample for evaluation.
- the average crystal grain size was sufficiently fine as 41 ⁇ m.
- the area ratio of the second phase particles is 0.20%, which does not satisfy 0.10% or less.
- Ti concentration increase is 8 ppm
- B concentration increase is 2 ppm
- TiB 2 second phase particles
- Comparative Example 2 Impurities were reduced as compared with Comparative Example 1, and aluminum having a purity of 99.95% was dissolved.
- This molten metal was casted into a 850 mm thick x 1110 mm wide DC casting mold with a casting temperature of 680 ° C., a casting speed of 52 mm / min, a cooling water amount of 230 L / min, and a casting condition of 3850 mm in length per m of mold length. did.
- the average crystal grain size at this time was on the order of centimeters and was very coarse.
- the hardness was 16HV.
- the refiner was not added, the purity of aluminum was 99.95%, the Si content was 205 ppm, the Fe content was 161 ppm, the Mg content was 0 ppm, the Ti content was 1 ppm, and the B content was An ingot having a total amount of impurities other than 10 ppm and Mg was 492 ppm.
- 500 mm ⁇ 500 mm ⁇ 508 mm was used as a forged material after cutting from this ingot.
- This forging material was heated to 414 ° C. (2S-1 / 2U) ⁇ 2 cycles of the first hot forging and finished at 354 ° C.
- the second hot forging of (2S ⁇ 1 / 2U) ⁇ 2 cycles was performed, and the operation was completed at 323 ° C.
- After cooling this material to 32 ° C. it was cold forged (2S-1 / 2U) ⁇ 2 cycles to obtain a shape of ⁇ 250 mm ⁇ 300 mm ⁇ 360 mm.
- This forged ingot was annealed at 340 ° C. for 60 min, and 20 mm ⁇ 250 mm ⁇ 300 mm was cut out from this and milled and polished to obtain a sample for evaluation.
- the average crystal grain size was sufficiently fine at 40 ⁇ m.
- the area ratio of the second phase particles was 0.08%.
- Al—Fe-based intermetallic compounds were dominant.
- the total content of elements other than Mg was 500 ppm or less, and the Fe content was 200 ppm. This is the basis for the good results. Since a finer was not used at the time of casting, traces of coarse crystal grains at the time of casting remained as non-uniform crystal orientation after etching (see FIG. 7).
- the hardness was 19 HV.
- Comparative Example 3 Impurities were reduced as compared with Comparative Example 2, and aluminum having a purity of 99.99% was dissolved. This molten metal was casted into a 850 mm thick x 1110 mm wide DC casting mold with a casting temperature of 680 ° C., a casting speed of 52 mm / min, a cooling water amount of 230 L / min, and a casting condition of 3850 mm in length per m of mold length. did.
- the refiner was not added, the purity of aluminum was 99.99%, the Si content was 21 ppm, the Fe content was 15 ppm, the Mg content was 0 ppm, the Ti content was 0 ppm, and the B content was The ingot was a total of 101 ppm of impurities other than 0 ppm and Mg.
- the average crystal grain size at this time was on the order of centimeters and was very coarse.
- the hardness was 15 HV.
- 500 mm ⁇ 500 mm ⁇ 508 mm was used as a forged material after cutting from this ingot.
- This forging material was heated to 420 ° C. (2S-1 / 2U) ⁇ 2 cycles of the first hot forging and finished at 360 ° C. Subsequently, after reheating to 423 ° C., the second hot forging of (2S ⁇ 1 / 2U) ⁇ 2 cycles was performed, and the process was completed at 356 ° C. After cooling this material to 31 ° C., it was cold forged (2S-1 / 2U) ⁇ 2 cycles to obtain a shape of ⁇ 250 mm ⁇ 300 mm ⁇ 360 mm. This forged ingot was annealed at 340 ° C. for 60 min, and 20 mm ⁇ 250 mm ⁇ 300 mm was cut out from this and milled and polished to obtain a sample for evaluation.
- the average crystal grain size began to become as coarse as 86 ⁇ m.
- the area ratio of the second phase particles was 0.01%. Since no finer was used during casting, traces of coarse crystal grains during casting remained after etching as non-uniform crystal orientations as in Comparative Example 2 (see FIG. 8).
- the hardness was 18 HV.
- Example 4 The aluminum prepared in Example 1 is cut into a cylindrical shape having an outer diameter of 200 mm, an inner diameter of 155 mm, and a length of 350 mm, and the arithmetic average roughness Ra of the work surface becomes 0.03 ⁇ m or less. Thus, the surface was mirror-cut to obtain a cylindrical aluminum prototype. Step (a) The aluminum prototype was anodized in a 0.3 M oxalic acid aqueous solution at a bath temperature of 16 ° C. and a direct current of 40 V for 30 minutes to form an oxide film (thickness: 3 ⁇ m).
- a formed roll stamper was obtained. The roll stamper thus obtained was installed in the manufacturing apparatus shown in FIG. 11, and an article was manufactured as follows.
- the roll-shaped stamper 20 was fitted into a shaft 21 made of carbon steel for mechanical structure provided with a cooling water flow path therein.
- a film 42 polyethylene terephthalate (PET) film, Toyobo Co., Ltd.
- PET polyethylene terephthalate
- the nipping was performed by the nip roll 26 in which the nip pressure was adjusted by the pneumatic cylinder 24, and the active energy ray-curable composition A was also filled in the pores (recesses) of the roll stamper 20.
- the active energy ray curable composition A is sandwiched between the roll stamper 20 and the film 42 and the active energy ray irradiation device 28 (
- the active energy ray-curable composition A was cured by irradiating ultraviolet rays from a 240 W / cm ultraviolet irradiation device) to form the cured resin layer 44, and then the cured resin layer 44 was formed on the surface by the peeling roll 30.
- the film 42 was peeled from the roll stamper 20 to obtain an article 40 having a fine concavo-convex structure on the surface with a pitch of 100 nm and a concavo-convex height of 150 nm.
- the appearance and haze of the article were measured. As for the appearance of the article, it was confirmed by visual observation whether an appearance corresponding to the traces of crystal grains was observed.
- the haze of the article was measured using a haze meter (manufactured by Suga Test Instruments Co., Ltd.) according to JIS K7361-1.
- the height of the unevenness was measured by measuring the distance between the top of the convex portion and the bottom of the concave portion existing between the convex portions when observed with an electron microscope at a magnification of 30000 times. The results are shown in Table 6.
- the pattern corresponding to the traces of crystal grains is not observed visually, and the color unevenness is small, ⁇ , the pattern corresponding to the traces of crystal grains is not observed visually, ⁇ , X was observed when a pattern corresponding to traces of crystal grains was observed.
- haze an article having 1.5% or more was rated as x, and an article having less than 1.5% was rated as ⁇ .
- Example 5 Example except that the aluminum prepared in Example 1 was used, the anodization time in the step (c) was set to 50 seconds, and the pore size expansion time in the step (d) was set to 8 minutes. 4 was used to obtain an article 40 having a fine concavo-convex structure on the surface with a pitch of 100 nm and a concavo-convex height of 200 nm. About the obtained article, the appearance and haze of the article were measured. The results are shown in Table 6.
- Example 6 Example except that the aluminum prepared in Example 1 was used, except that the anodic oxidation time in the step (c) was 65 seconds, and the pore diameter expansion treatment time in the step (d) was 9 minutes. 4 was used to obtain an article 40 having a fine concavo-convex structure on the surface with a pitch of 100 nm and a concavo-convex height of 200 nm. About the obtained article, the appearance and haze of the article were measured. The results are shown in Table 6.
- Example 7 A fine concavo-convex structure having a pitch of 100 nm and a concavo-convex height of 150 nm in the same manner as in Example 4 using aluminum obtained in the same manner as in Example 1 except that annealing was performed at 350 ° C. for 60 minutes. An article 40 having a surface on the surface was obtained. About the obtained article, the appearance and haze of the article were measured. The results are shown in Table 6.
- Example 8 Example except that the aluminum prepared in Example 2 was used, the anodization time in the step (c) was set to 40 seconds, and the pore size expansion processing time in the step (d) was set to 9 minutes. 4 was used to obtain an article 40 having a fine concavo-convex structure with a pitch of 100 nm and a concavo-convex height of 120 nm on the surface. About the obtained article, the appearance and haze of the article were measured. The results are shown in Table 6.
- Example 9 A fine concavo-convex structure having a pitch of 100 nm and a concavo-convex height of 150 nm in the same manner as in Example 4 using aluminum obtained in the same manner as in Example 2 except that annealing was performed at 350 ° C. for 60 minutes. An article 40 having a surface on the surface was obtained. About the obtained article, the appearance and haze of the article were measured. The results are shown in Table 6.
- Comparative Example 4 An article 40 having a fine concavo-convex structure on the surface with a pitch of 100 nm and a concavo-convex height of 150 nm was obtained in the same manner as in Example 4 except that the aluminum prepared in Comparative Example 1 was used. . About the obtained article, the appearance and haze of the article were measured. The results are shown in Table 6.
- Comparative Example 5 An article 40 having a fine concavo-convex structure on the surface with a pitch of 100 nm and a concavo-convex height of 150 nm was obtained in the same manner as in Example 4 except that the aluminum prepared in Comparative Example 2 was used. . About the obtained article, the appearance and haze of the article were measured. The results are shown in Table 6.
- Comparative Example 6 An article 40 having a fine concavo-convex structure on the surface with a pitch of 100 nm and a concavo-convex height of 150 nm was obtained in the same manner as in Example 4 except that the aluminum prepared in Comparative Example 3 was used. . About the obtained article, the appearance and haze of the article were measured. The results are shown in Table 6.
- Mg contained in the molten aluminum is limited to 0.5 to 3.0% by mass, and in addition to unavoidable impurities, elements other than Mg are limited to a total of 500 ppm or less.
- An aluminum ingot having a particle size of 1000 ⁇ m or less and an area ratio of second phase particles of 0.10% or less can be obtained.
- an aluminum prototype for stamper having fine and uniform crystal grains and suppressing the appearance of second phase particles can be obtained. Since this prototype has high hardness, a smooth surface can be easily formed by surface polishing. If anodization is performed thereafter, an uneven transfer surface having a uniform pattern with no directivity can be easily formed. As a result, a highly accurate stamper can be provided at low cost.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Mechanical Engineering (AREA)
- General Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Forging (AREA)
Abstract
Description
本願は、2009年9月11日に、日本に出願された特願2009-210054号に基づき優先権を主張し、その内容をここに援用する。
また、特許文献2には、アルミニウム基板上に、0.5~10質量%のMgを含有するアルミニウム合金膜を形成し、このアルミニウム合金膜にアルマイト処理を施すことにより、規則性に優れた陽極酸化ポーラスアルミナが製造できる旨の記載がある。
すなわち、高い純度のアルミニウムでは結晶粒が粗くなりやすいため、結晶粒に起因した模様を微細化かつ均一化するために圧延・押出・鍛造等を行っている。しかし、圧延・押出といった塑性加工方法は、加工方向が一方向に限られているため、加工組織において加工方向に延びた筋状の結晶模様が発生しやすい。その結果、スタンパによる転写物にも同様の模様が発生しやすくなる。そこで、圧延・押出といった塑性加工方法を採用する場合は、加工方向を2以上とする複雑な加工が必要となる。
なお、冷間加工+焼鈍による再結晶を行った場合、より大きい冷間加工を加えた方がより微細な結晶粒が得られ易いことは一般的に知られており、大きな加工度を取れる鍛造がこの点でも好ましい。
しかしながら、上記のような鍛造により微細な結晶粒としても、鍛造前に鋳造時の粗大な結晶粒の痕跡がある場合(図1参照)、鍛造後に結晶方位のムラとなって残ってしまう(図2参照)。そのため、鍛造後の結晶粒の微細化はもちろん重要だが、その素材となる鋳塊の結晶粒を微細化することが必要となる。
また、Mg(マグネシウム)含有率が低く純度の高いアルミニウムは、軟らかいため、切削加工性や研磨性に劣り、アルミニウム原型表面を平滑に仕上げることが難しい。切削加工や研磨後に残る凹凸はそのままアルマイト後の表面にも残ってしまうため、仕上げる切削・研磨費用の増加に繋がる。
[1]Mgを0.5~3.0質量%含有し、不可避的不純物を含めてMg以外の元素が合計で500ppm以下であり、残部がAlからなる成分組成と、平均結晶粒径が1000μm以下であり、かつ第2相粒子の面積率が0.10%以下である鋳造組織を有することを特徴とするスタンパ用アルミニウム原型用素材。
[2]不可避的不純物としてのFeの含有量が200ppm以下及びSiの含有量が100ppm以下である請求項1に記載のスタンパ用アルミニウム原型用素材。
[3]前記不可避的不純物を含めてMg以外の元素を10ppmを超えて含有することを特徴とする、[1]または[2]に記載のアルミニウム原型用素材。
[4]Mgを0.5~3.0質量%含有し、不可避的不純物を含めてMg以外の元素が合計で500ppm以下であり、残部がAlからなる成分組成と、平均結晶粒径が1000μm以下であり、かつ第2相粒子の面積率が0.10%以下である金属組織を有することを特徴とするスタンパ用アルミニウム原型。
[5]不可避的不純物としてのFeの含有量が200ppm以下及びSiの含有量が100ppm以下である[4]に記載のスタンパ用アルミニウム原型。
[6]前記不可避的不純物を含めてMg以外の元素を10ppmを超えて含有することを特徴とする、[4]または[5]に記載のスタンパ用アルミニウム原型。
[7]Tiの含有量が5ppm以上20ppm以下である、[4]~[6]のいずれか一項に記載のスタンパ用アルミニウム原型。
[8]塑性加工が施されることにより平均結晶粒径が100μm以下にされた金属組織を有する[4]~[7]のいずれか一項に記載のスタンパ用アルミニウム原型。
[9]前記塑性加工が鍛造である[4]に記載のスタンパ用アルミニウム原型。
[10]さらに、20~60HVの硬度を有する[4]~[9]のいずれか一項に記載のスタンパ用アルミニウム原型。
[11]Mgを0.5~3.0質量%含有し、不可避的不純物を含めてMg以外の元素が合計で500ppm以下であり、残部がAlからなる成分組成であって、平均結晶粒径が1000μm以下であり、かつ第2相粒子の面積率が0.10%以下である金属組織からなるアルミニウム原型と、表面に微細凹凸構造を有する酸化アルミニウム層と、を有するスタンパ。
[12]前記アルミニウム原型は、不可避的不純物を含めてMg以外の元素を10ppmを超えて含有することを特徴とする、[11]に記載のスタンパ。
[13][11]または[12]に記載のスタンパの製造方法であって、アルミニウム原型の表面を電解液中、定電圧下で陽極酸化して、表面に酸化皮膜を形成する第1の酸化皮膜形成工程(a)と、前記第1の酸化被膜形成工程(a)の後、アルミニウム原型の酸化皮膜を除去する酸化皮膜除去工程(b)と、前記酸化皮膜除去工程(b)の後、アルミニウム原型を電解液中で再度陽極酸化して微細凹凸構造を有する酸化皮膜を形成する第2の酸化皮膜形成工程(c)と、を含むことを特徴とするスタンパの製造方法。
[14][13]に記載のスタンパの製造方法であって、前記第2の酸化皮膜形成工程(c)の後、アルミニウム原型を、酸化皮膜を溶解する溶液に浸漬して細孔の径を拡大させる孔径拡大処理工程(d)と、前記孔径拡大処理工程(d)の後、アルミニウム原型を電解液中で再度陽極酸化する繰り返し工程(e)と、前記孔径拡大処理工程(d)と繰り返し工程(e)を繰り返し行い、微細凹凸構造を有する酸化皮膜を得る工程(f)と、をさらに含むことを特徴とする、スタンパの製造方法。
[15][11]に記載の方法により製造された、微細凹凸構造を有する透明物品。
そこで、アルミニウムに対する固溶限が広く、かつ、第2相粒子を生成しにくいMgに着目し、Mgをアルミニウムに添加した。Mgの添加は、固溶強化による硬度アップにより鏡面切削性の向上が期待でき、アルミニウムに添加される元素の中では一般的なものであるため、安価に添加できるメリットがある。また、鋳造時の結晶粒微細化のために、純度の高いアルミニウムでは大量に添加が必要な微細化剤(例えばAl-Tl-B系)が少量で済むようになり、この微細化剤に起因する第2相粒子(TiB2等)も低減することができる。
そのため、Mgの添加濃度と不可避的不純物を含めてMg以外の他の元素の含有量には上限がある。また、Mg添加のみでは結晶粒の微細化が不十分である場合は、鋳造方法・塑性加工・熱処理の最適化を図ることが必要となる。
そして、所望のスタンパを得るには、原型素材としてのアルミニウム鋳塊が、Mgを0.5~3.0質量%含有し、不可避的不純物を含めてMg以外の元素が合計で500ppm以下であり残部がAlからなる成分組成と、平均結晶粒径が1000μm以下であり、かつ第2相粒子の面積率が0.10%以下である鋳造組織を有している必要があることを見出した。
そして、その後必要により鍛造等の塑性加工を受けて、平均結晶粒径が100μm以下であり、かつ第2相粒子の面積率が0.10%以下である金属組織を有する原型を得、その表面にアルマイト処理を施すと、方向性のない均一な凹凸模様を呈するスタンパが低コストで得られることがわかった。
以下に、その詳細及び好ましい態様、並びにその製造方法等を説明する。
一般的に使われているアルミニウム地金の純度は99.7%であるが、第2相粒子が少ないはずの純アルミニウムの場合でも500ppm超の不純物を含んでいる。そして、このような純度99.9質量%程度の純アルミニウム素材でも第2相粒子が多くスタンパ表面の品質としては不十分である。そのため、Mg添加により第2相粒子が生成しやすくなっている本合金では、素原料として高純度アルミニウムを用いることが必要となる。
また、Mg以外の元素が合計で10ppmを超えるように含有されている必要がある。Mg以外の不可避的不純物が10ppm以下となると、結晶粒が粗大になってしまう恐れがある。特に微細化剤の添加後のTi濃度が5ppm以上とすることが好ましく、Ti、Feなどの不可避的不純物を含めMg以外の元素の含有量は10ppmを超えることが好ましく、15ppm以上であることが更に好ましい。また、不可避的不純物の含有量を10ppm以下とするには、非常に高純度のアルミニウムを用意する必要があるが、そのようなアルミニウムの調整は容易ではなく、スタンパ用アルミニウム原型及びスタンパの製造費用の多大な増加をまねき好ましくない。
鋳塊の粗大な結晶粒の痕跡が塑性加工・熱処理後にも粗大に残ってしまうため、鋳塊の結晶粒を微細にすることは重要である。しかし、高純度アルミニウムの鋳造組織は粗く、その結晶粒度は、図1に見られるように、センチメートルオーダーである。
そのため、アルミニウムの鋳塊の微細化のためには、一般的にAl-Ti-B系やAl-Ti-C系などの微細化剤を鋳造直前に溶湯に加えTiB2粒子やTiC粒子を核として結晶核の発生数を増やすことが行われる。例えばAl-Ti-B系合金を添加する際、元々含まれていたTiやBは凝集し、ほとんど微細化能力を持たない。しかしながら、純度99.95%以上の純度の高いアルミニウムの場合、通常の微細化剤の添加量(Ti濃度上昇量で5~100ppm、B濃度上昇量で1~20ppm)では微細化せず、Ti濃度上昇量で350ppm、B濃度上昇量で70ppmの添加量でも微細化しなかった。微細化剤の過剰な添加は、第2相粒子(TiB2)の増加につながりスタンパ表面の欠陥の原因となる。
なお、本明細書中でスタンパ用アルミニウム原型素材とは、鋳造後、塑性加工前のアルミニウム合金のことをいう。
上記、鋳造組織の微細化により結晶方位に起因した不均一さは軽減できるが、まだ結晶粒度が200~500μmあり、目視にて目立たなくなる100μm以下を満たしていない。そこで、組織を微細化させるために、アルミニウム原型素材に塑性加工を施す。塑性加工としては、圧延、押出、及び自由鋳造などが挙げられる。塑性加工は圧延・押出などでもよいが、圧延・押出といった塑性加工方法では加工方向が限られているため鋳塊の結晶粒が加工方向に延びた加工組織となり、熱処理による再結晶後にも加工組織の痕跡が加工方向に残ってしまい、筋っぽい組織となってしまう。このため、2方向以上の加工が必要である。一方、自由鍛造は加工方向を自由に選べるため、異方性が無いランダムな組織を作る上で有利であるため好ましい。
この鍛造は、比較的粗い鋳造組織を破壊し微細均一化を主目的とする熱間鍛造と熱間鍛造により微細均一化した素材を更に微細化することを主目的とする冷間鍛造・焼鈍に大別される。
熱間鍛造に先立つ予熱温度は重要であり、低温すぎると鍛造時に再結晶が起こらないため均一化が期待できず、高温すぎると予熱時の粒成長が頗著となり粗大な結晶粒が生じ、これの痕跡が冷間鍛造後も残ってしまう。予熱温度は350~470℃が好ましく、420℃に近いほど好ましい。熱間鍛造は(2/3U-1.5S)×3サイクルを基本とし、より高い均一性が求められる場合には再予熱後に同様の熱間鍛造を繰り返す。ここで、2/3Uや1.5Sやという表記はJISにて定義されているように、2/3Uとは鍛錬成形比2/3のスエ込鍛錬を示し、1.5Sとは鍛錬成形比1.5の実体鍛錬を示す。このスエ込鍛錬(upset forging)と実体鍛錬(solid forging)の順序は問わず、逆になっても良い。
高い均一性を要求されない場合は、鋳造時に200~500μmに微細化されているため、この熱間鍛造を省くことができ鍛造コストを低減することができる。
冷間鍛造は再結晶粒の微細化のための歪の蓄積が主目的のため、より高い鍛錬比の方が微細化には有利である。しかしながら、鍛錬比が高すぎる場合、鍛造時に割れが入るため、鍛伸・据込を繰り返す場合でも(1.5S-2/3U)×2~3サイクルに、鍛伸又は据込のみの場合でも2~12S又は1/2~1/12Uに留めるのが良い。また、冷間鍛造時には加工熱により鍛造材の温度が上昇する。歪の開放が顕著となる200℃を超えた場合は水冷・空冷等により冷却する方が良く、更に150℃以下に保つ方が好ましい。
鍛造後の焼鈍は、冷間鍛造にて蓄積された歪を駆動力とし再結晶を起こさせるために行う。焼鈍温度は重要であり、低すぎると再結晶が起こらず加工組織が残ってしまう。一方、高すぎると粒成長が起こってしまい粗大な結晶粒は生じてしまう。そのため、焼鈍温度の下限は再結晶が完了する280℃以上が良く、上限は粒成長による粗大化が顕著となる350℃以下が良く、更に結晶粒がより微細となる280℃に近いほど好ましい。
なお、本明細書中でスタンパ用アルミニウム原型とは、塑性加工後切削等を行い、陽極酸化する直前のアルミニウム合金のことをいう。なお、平均結晶粒径が100μm以下のような高い均一性を要求されない場合は、塑性加工を省いたアルミニウム合金をアルミニウム原型として用いることができる。アルミニウム原型は、板形状でもロール形状でもよいが、本発明による素材は切削加工によって容易に所望の形状を得ることができる。特に、アルミニウム原型は、ロール形状に切削し、表面をアルマイト処理することで、微細凹凸構造を連続的に転写でき、生産性を高めることが可能である。
第1の酸化皮膜形成工程(a):
鏡面化されたアルミニウム原型の表面を電解液中、定電圧下で陽極酸化して、表面に酸化皮膜を形成する(以下、工程(a)とも記す。)。
酸化皮膜除去工程(b):
酸化皮膜を除去し、陽極酸化の細孔発生点をアルミニウム原型の表面に形成する(以下、工程(b)とも記す。)。
第2の酸化皮膜形成工程(c):
細孔発生点が形成されたアルミニウム原型の表面を電解液中、定電圧下で再度陽極酸化して、細孔発生点に対応した細孔を有する酸化皮膜を表面に形成する(以下、工程(c)とも記す。)。
孔径拡大処理工程(d):
細孔の径を拡大させる(以下、工程(d)とも記す。)。
繰り返し工程(e):
必要に応じて、第2の酸化皮膜形成工程(c)と孔径拡大処理工程(d)とを繰り返し行う(以下、工程(e)とも記す。)。
また、細孔の配列の規則性はやや低下するが、スタンパの表面を転写した材料の用途によっては工程(a)を行わず、工程(c)から行ってもよい。
以下、各工程を詳細に説明する。
第1の酸化皮膜形成工程(a)では、鏡面化されたアルミニウム原型の表面を電解液中、定電圧下で陽極酸化し、図10に示すように、アルミニウム原型90の表面に、細孔31を有する酸化皮膜32を形成する。
電解液としては、酸性電解液、アルカリ性電解液が挙げられ、酸性電解液が好ましい。
酸性電解液としては、シュウ酸、硫酸、リン酸、これらの混合物等が挙げられる。
また、陽極酸化時の電圧を30~60Vとすることにより、ピッチが100nm程度の規則性の高い細孔を有する陽極酸化アルミナが表面に形成されたスタンパを得ることができる。陽極酸化時の電圧がこの範囲より高くても低くても規則性が低下する傾向にあり、ピッチが可視光の波長より大きくなることがある。
電解液の温度は、60℃以下が好ましく、45℃以下がより好ましい。電解液の温度が60℃を超えると、いわゆる「ヤケ」といわれる現象が起こる傾向にあり、細孔が壊れたり、表面が溶けて細孔の規則性が乱れたりすることがある。
また、陽極酸化時の電圧を25~30Vとすることにより、ピッチが63nm程度の規則性の高い細孔を有する陽極酸化アルミナが表面に形成されたスタンパを得ることができる。陽極酸化時の電圧がこの範囲より高くても低くても規則性が低下する傾向があり、ピッチが可視光の波長より大きくなることがある。
電解液の温度は、30℃以下が好ましく、20℃以下がより好ましい。電解液の温度が30℃を超えると、いわゆる「ヤケ」といわれる現象が起こる傾向にあり、細孔が壊れたり、表面が溶けて細孔の規則性が乱れたりすることがある。
工程(a)の後、工程(a)により形成された酸化皮膜32を除去することにより、図10に示すように、除去された酸化皮膜32の底部(バリア層と呼ばれる)に対応する周期的な窪み、すなわち、細孔発生点33を形成する。
形成された酸化皮膜32を一旦除去し、陽極酸化の細孔発生点33を形成することで、最終的に形成される細孔の規則性を向上させることができる(例えば、益田、「応用物理」、2000年、第69巻、第5号、p.558参照。)。
細孔発生点33が形成されたアルミニウム原型90を電解液中、定電圧下で再度陽極酸化し、再び酸化皮膜を形成する。
工程(c)では、工程(a)と同様の条件(電解液濃度、電解液温度、化成電圧等)下で陽極酸化すればよい。
これにより、図10に示すように、円柱状の細孔34が形成された酸化皮膜35を形成できる。工程(c)においても、陽極酸化を長時間施すほど、深い細孔を得ることができるが、例えば反射防止物品などの光学用の物品を製造するためのスタンパを製造する場合には、ここでは0.01~0.5μm程度の酸化皮膜を形成すればよく、工程(a)で形成するほどの厚さの酸化皮膜を形成する必要はない。
工程(c)の後、工程(c)で形成された細孔34の径を拡大させる孔径拡大処理を行って、図10に示すように、細孔34の径を拡径する。
孔径拡大処理の具体的方法としては、アルミナを溶解する溶液に浸漬して、工程(c)で形成された細孔の径をエッチングにより拡大させる方法が挙げられる。このような溶液としては、例えば、5質量%程度のリン酸水溶液等が挙げられる。工程(d)の時間を長くするほど、細孔の径は大きくなる。
再度、工程(c)を行って、図10に示すように、細孔34の形状を径の異なる2段の円柱状とし、その後、再度、工程(d)を行う。このように工程(c)と工程(d)を繰り返す、繰り返し工程(e)により、図10に示すように、細孔34の形状を開口部から深さ方向に徐々に径が縮小するテーパ形状にでき、その結果、周期的な複数の細孔を有する陽極酸化アルミナが表面に形成されたスタンパ12を得ることができる。
ピッチは、微細凹凸構造の凹部(細孔)の中心からこれに隣接する凹部(細孔)の中心までの距離である。
ピッチが400nmより大きいと可視光の散乱が起こるため、十分な反射防止機能は発現せず、反射防止膜等の反射防止物品の製造には適さない。
深さは、微細凹凸構造の凹部(細孔)の開口部から最深部までの距離である。
細孔の深さが50nm以上であれば、スタンパの表面の転写により形成された光学用途の物品の表面、すなわち転写面の反射率が低下する。
本発明のスタンパを用いて、微細凹凸構造を表面に有する物品の製造方法は、本発明のスタンパの表面の微細凹凸構造を、透明基材の表面に転写する方法である。具体的には、本発明のスタンパと透明基材との間に活性エネルギー線硬化性樹脂組成物を充填し、これに活性エネルギー線を照射して硬化させて、スタンパの微細凹凸構造が転写された硬化樹脂層を透明基材の表面に形成し、硬化樹脂層が表面に形成された透明基材をスタンパから剥離する方法(いわゆる光インプリント法)が挙げられる。
基材の形状としては、フィルム、シート、射出成形品、プレス成形品等が挙げられる。
基材の材質としては、例えば、ポリカーボネート、ポリスチレン系樹脂、ポリエステル、アクリル系樹脂、セルロース系樹脂(トリアセチルセルロース等)、ポリオレフィン、ガラス等が挙げられる。
微細凹凸構造を表面に有する物品は、例えば、図11に示す製造装置を用いて、下記のようにして製造される。
表面に微細凹凸構造(図示略)を有するロール状スタンパ20と、ロール状スタンパ20の表面に沿って移動する帯状のフィルム42(透明基材)との間に、タンク22から活性エネルギー線硬化性樹脂組成物を供給する。
剥離ロール30により、表面に硬化樹脂層44が形成されたフィルム42をロール状スタンパ20から剥離することによって、表面に微細凹凸構造を有する物品40を得る。
陽極酸化アルミナのスタンパを用いた場合の物品40の表面の微細凹凸構造は、陽極酸化アルミナの表面の微細凹凸構造を転写して形成されたものであり、活性エネルギー線硬化性樹脂組成物の硬化物からなる複数の凸部46を有する。
凸部間の平均間隔は、電子顕微鏡観察によって隣接する凸部間の間隔(凸部の中心から隣接する凸部の中心までの距離)を50点測定し、これらの値を平均したものである。
凸部の高さは、電子顕微鏡によって倍率30000倍で観察したときにおける、凸部の最頂部と、凸部間に存在する凹部の最底部との間の距離を測定した値である。
活性エネルギー線硬化性樹脂組成物は、重合性化合物及び重合開始剤を含む。
重合性化合物としては、分子中にラジカル重合性結合及び/又はカチオン重合性結合を有するモノマー、オリゴマー、反応性ポリマー等が挙げられる。
単官能モノマーとしては、メチル(メタ)アクリレート、エチル(メタ)アクリレート、プロピル(メタ)アクリレート、n-ブチル(メタ)アクリレート、i-ブチル(メタ)アクリレート、s-ブチル(メタ)アクリレート、t-ブチル(メタ)アクリレート、2-エチルヘキシル(メタ)アクリレート、ラウリル(メタ)アクリレート、アルキル(メタ)アクリレート、トリデシル(メタ)アクリレート、ステアリル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、ベンジル(メタ)アクリレート、フェノキシエチル(メタ)アクリレート、イソボルニル(メタ)アクリレート、グリシジル(メタ)アクリレート、テトラヒドロフルフリル(メタ)アクリレート、アリル(メタ)アクリレート、2-ヒドロキシエチル(メタ)アクリレート、ヒドロキシプロピル(メタ)アクリレート、2-メトキシエチル(メタ)アクリレート、2-エトキシエチル(メタ)アクリレート等の(メタ)アクリレート誘導体;(メタ)アクリル酸、(メタ)アクリロニトリル;スチレン、α-メチルスチレン等のスチレン誘導体;(メタ)アクリルアミド、N-ジメチル(メタ)アクリルアミド、N-ジエチル(メタ)アクリルアミド、ジメチルアミノプロピル(メタ)アクリルアミド等の(メタ)アクリルアミド誘導体等が挙げられる。これらは、1種を単独で用いてもよく、2種類以上を併用してもよい。
硬化樹脂層の微細凹凸構造の表面の水接触角を90°以上にするためには、疎水性の材料を形成し得る活性エネルギー線硬化性樹脂組成物として、フッ素含有化合物又はシリコーン系化合物を含む組成物を用いることが好ましい。
フッ素含有化合物としては、フッ素含有モノマー、フッ素含有シランカップリング剤、フッ素含有界面活性剤、フッ素含有ポリマー等が挙げられる。
フルオロアルキル基置換ビニルモノマーとしては、フルオロアルキル基置換(メタ)アクリレート、フルオロアルキル基置換(メタ)アクリルアミド、フルオロアルキル基置換ビニルエーテル、フルオロアルキル基置換スチレン等が挙げられる。
シリコーン系化合物としては、(メタ)アクリル酸変性シリコーン、シリコーン樹脂、シリコーン系シランカップリング剤等が挙げられる。
(メタ)アクリル酸変性シリコーンとしては、シリコーン(ジ)(メタ)アクリレート等が挙げられ、例えば、信越化学工業社製のシリコーンジアクリレート「x-22-164」「x-22-1602」等が好ましく用いられる。
硬化樹脂層の微細凹凸構造の表面の水接触角を25°以下にするためには、親水性の材料を形成し得る活性エネルギー線硬化性樹脂組成物として、少なくとも親水性モノマーを含む組成物を用いることが好ましい。また、耐擦傷性や耐水性付与の観点からは、架橋可能な多官能モノマーを含むものがより好ましい。なお、親水性モノマーと架橋可能な多官能モノマーは、同一(すなわち、親水性多官能モノマー)であってもよい。さらに、活性エネルギー線硬化性樹脂組成物は、その他のモノマーを含んでいてもよい。
4官能以上の多官能(メタ)アクリレートとしては、5官能以上の多官能(メタ)アクリレートがより好ましい。
ポリエチレングリコールジメタクリレートにおいて、一分子内に存在するポリエチレングリコール鎖の平均繰り返し単位の合計は、6~40が好ましく、9~30がより好ましく、12~20が特に好ましい。ポリエチレングリコール鎖の平均繰り返し単位が6以上であれば、親水性が十分となり、防汚性が向上する。ポリエチレングリコール鎖の平均繰り返し単位が40以下であれば、4官能以上の多官能(メタ)アクリレートとの相溶性が良好となり、活性エネルギー線硬化性樹脂組成物が分離しにくい。
親水性単官能モノマーとしては、M-20G、M-90G、M-230G(新中村化学社製)等のエステル基にポリエチレングリコール鎖を有する単官能(メタ)アクリレート、ヒドロキシアルキル(メタ)アクリレート等のエステル基に水酸基を有する単官能(メタ)アクリレート、単官能アクリルアミド類、メタクリルアミドプロピルトリメチルアンモニウムメチルサルフェート、メタクリロイルオキシエチルトリメチルアンモニウムメチルサルフェート等のカチオン性モノマー類等が挙げられる。
また、単官能モノマーとして、アクリロイルモルホリン、ビニルピロリドン等の粘度調整剤、物品本体への密着性を向上させるアクリロイルイソシアネート類等の密着性向上剤等を用いてもよい。
評価方法は、結晶粒度については求積法を用いた。第2相粒子については、EPMAによる直接観察により第2相粒子の面積率と個数で行った。結晶方位の不均一さについては、エッチング彼の外観観察にて行なった。
なお、鏡面研磨性は、一般的に硬度が高い素材の方が平坦に仕上げ易いため、硬度にて代用した。
この鋳造の際、鋳型へ流れ込む溶湯へ微細化剤(Al-Ti-B)をTi濃度上昇量が8ppm、B濃度上昇量が2ppmになるように連続的に添加し、アルミニウムの純度が98.96%、Si含有量が20ppm、Fe含有量が9ppm、Ti含有量が9ppm、B含有量が4ppm、Mg以外の他の元素含有量の合計が57ppmの鋳塊とした。このときの平均結晶粒径は350μm、硬度は32HVであった。
この素材を30℃まで冷却後、(1.5S-2/3U)×2サイクル-3.1Sの冷間鍛造を行い、Φ245mm×1180mm巾の形状とし173℃にて終えた。
この鍛造塊を300℃にて60min焼鈍し、これよりΦ240mm×20mmを切出し、評価用のサンプルとするためフライス加工・研磨を行った。
この鋳造の際、鋳型へ流れ込む溶湯へ微細化剤(Al-5%Ti-1%B)をTi濃度上昇量が8ppm、B濃度上昇量が2ppmになるように連続的に添加し、アルミニウムの純度が99.37%、Si含有量が26ppm、Fe含有量が9ppm、Ti含有量が5ppm、B含有量が2ppm、Mg以外の他の元素含有量の合計が58ppmの鋳塊とした。このときの平均結晶粒径は560μm、硬度は28HVであった。
この鍛造素材を371℃まで加熱し1回目の熱間鍛造を行い294℃にて終えた。ついで342℃に再加熱を行った後に2回目の熱間鍛造を行い311℃にて終えた。この素材を26℃まで冷却後、冷間鍛造を行いΦ245mm×1180mm巾の形状とし155℃にて終えた。この冷間鍛造の鍛錬比は実施例1と同一である。
この鍛造塊を300℃にて60min焼鈍し、これよりΦ240mm×20mmを切出し、評価用のサンプルとするためフライス加工・研磨を行った。
鋳塊の製造は実施例1と同様の製造条件にて行い、鋳造後の平均結晶粒径、硬度は実施例1と同様であった。
この鋳塊より340mm×370mm×508mmを切出し後の鍛造素材とし、以下のような方法で中空鍛造を行った。
この鍛造素材を373℃まで過熱し1.18S-(2/3U-1.5S)×3サイクルの1回目の熱間鍛造を行い347℃にて終えた。ついで361℃に再加熱を行った後に(2/3U-1.5S)×2サイクルの2回目の熱間鍛造を行いΦ450mm×400mmとした後、ポンチにて中央部に穴を空け外径Φ472mm-内径Φ140mm×400mmとし329℃にて終えた。
この素材を35℃まで冷却後、5.3Sの冷間鍛造を行い外径Φ235mm-内径Φ130mm×2123mmの形状とし145℃にて終えた。
この鍛造塊を300℃にて60min焼鈍し、これより外径Φ235mm-内径Φ130mm×20mmを切出し、評価用のサンプルとするためフライス加工・研磨を行った。
この鋳造の際、鋳型へ流れ込む溶湯へ微細化剤(Al-Ti-B系)をTi濃度上昇量が180ppm、B濃度上昇量が36ppmになるように連続的に添加し、アルミニウムの純度が99.89%、Si含有量が275ppm、Fe含有量が501ppm、Ti含有量が75ppm、B含有量が7ppm、Mg含有量が5ppm、Mg以外の他の元素含有量の合計が1062ppmの鋳塊とした。このときの平均結晶粒径は250μm、硬度は16HVであった。
この鍛造素材を380℃まで加熱し(2S-1/2U)×2サイクルの1回目の熱間鍛造を行い350℃にて終えた。ついで380℃に再加熱を行った後に(2S-1/2U)×2サイクルの2回目の熱間鍛造を行い320℃にて終えた。
この素材を26℃まで冷却後、(2S-1/2U)×2サイクルの冷間鍛造を行いΦ250mm×300mm×360mmの形状とした。
この鍛造塊を340℃にて60min焼鈍し、これより20mm×250mm×300mmを切出し、評価用のサンプルとするためフライス加工・研磨を行った。
鋳造時に微細化剤を添加しているため、エッチング後の結晶方位の不均一さは認められなかった。但し、一般的な微細化剤添加量(Ti濃度上昇量が8ppm、B濃度上昇量が2ppm、)を超えており、微細化剤に起因する第2相粒子(TiB2)の増加が懸念される(図6参照)。硬度は、23HVであった。
この鋳造の際、微細化剤は添加せず、アルミニウムの純度が99.95%、Si含有量が205ppm、Fe含有量が161ppm、Mg含有量が0ppm、Ti含有量が1ppm、B含有量が10ppm、Mg以外の不純物量の合計が492ppmの鋳塊とした。
この鍛造素材を414℃まで加熱し(2S-1/2U)×2サイクルの1回目の熱間鍛造を行い354℃にて終えた。ついで393℃に再加熱を行った後に(2S-1/2U)×2サイクルの2回目の熱間鍛造を行い323℃にて終えた。
この素材を32℃まで冷却後、(2S-1/2U)×2サイクルの冷間鍛造を行いΦ250mm×300mm×360mmの形状とした。
この鍛造塊を340℃にて60min焼鈍し、これより20mm×250mm×300mmを切出し、評価用のサンプルとするためフライス加工・研磨を行った。
比較例1と比べて、第2相粒子の面積率を0.10%以下に抑えるために、Mg以外の他の元素含有量の合計が500ppm以下で、しかもFe含有量を200ppmとしたことが好結果になったことの根拠である。
鋳造時に微細化剤を使用していないため、エッチング後に鋳造時の粗い結晶粒の痕跡が結晶方位の不均一さとして残っていた(図7参照)。硬度は、19HVであった。
この鋳造の際、微細化剤は添加せず、アルミニウムの純度が99.99%、Si含有量が21ppm、Fe含有量が15ppm、Mg含有量が0ppm、Ti含有量が0ppm、B含有量が0ppm、Mg以外の不純物量の合計が101ppmの鋳塊とした。このときの平均結晶粒径はセンチメートルオーダーであり非常に粗大であった。また、硬度15HVであった。
この鍛造素材を420℃まで加熱し(2S-1/2U)×2サイクルの1回目の熱間鍛造を行い360℃にて終えた。ついで423℃に再加熱を行った後に(2S-1/2U)×2サイクルの2回目の熱間鍛造を行い356℃にて終えた。
この素材を31℃まで冷却後、(2S-1/2U)×2サイクルの冷間鍛造を行いΦ250mm×300mm×360mmの形状とした。
この鍛造塊を340℃にて60min焼鈍し、これより20mm×250mm×300mmを切出し、評価用のサンプルとするためフライス加工・研磨を行った。
硬度は、18HVであった。
そして、比較例1,2,3から、純アルミニウム系に微細化剤を加える際は、多量の微細化剤が必要になり、多量に微細化剤を添加した際は、第2相粒子が増加する虞があるため好ましくないことがわかる。
以上の実施例及び比較例での原型作製条件及び評価結果をまとめて表1~5に示す。
表5中、結晶方位が均一でありムラがないものを「○」とし、結晶方位が不均一でありムラがあるものを「×」とした。
工程(a)
アルミニウム原型について、0.3Mシュウ酸水溶液中で、浴温:16℃、直流:40Vの条件下で30分間陽極酸化を行い、酸化皮膜(厚さ:3μm)を形成した。
工程(b):
酸化皮膜が形成されたアルミニウム原型を、50℃に調整した6質量%のリン酸と1.8質量%のクロム酸との混合水溶液に2時間浸漬し、形成された酸化皮膜を溶解除去した。
工程(c):
前記アルミニウム原型について、再び工程(a)と同一条件下において、45秒間陽極酸化を行い、酸化皮膜を形成した。
工程(d):
酸化皮膜が形成されたアルミニウム原型を、5質量%リン酸水溶液(30℃)中に9分間浸漬して、酸化皮膜の細孔を拡径する孔径拡大処理を行った。
工程(e):
前記アルミニウム原型について、再び工程(a)と同一条件下において、45秒間陽極酸化を行った。
工程(f):
前記工程(d)及び工程(e)を合計で4回繰り返し、最後に工程(d)を行い、平均間隔:100nm、深さ:160nmの略円錐形状の細孔を有する陽極酸化アルミナが表面に形成されたロール状スタンパを得た。
このようにして得られたロール状スタンパを図11に示す製造装置に設置し、以下のようにして物品を製造した。
コハク酸/トリメチロールエタン/アクリル酸のモル比1:2:4の縮合反応混合物;45質量部、
1,6-ヘキサンジオールジアクリレート;45質量部、
X-22-1602:ラジカル重合性シリコーンオイル(信越化学工業社製);10質量部、
1-ヒドロキシシクロヘキシルフェニルケトン(チバ・スペシャリティ・ケミカルズ社製、イルガキュア184);3.0質量部、
ビス(2,4,6‐トリメチルベンゾイル)-フェニルフォスフィンオキサイド(チバ・スペシャリティ・ケミカルズ社製、イルガキュア819);0.2質量部。
毎分7.0mの速度でロール状スタンパ20を回転させながら、活性エネルギー線硬化性組成物Aがロール状スタンパ20とフィルム42との間に挟まれた状態で、活性エネルギー線照射装置28(240W/cmの紫外線照射装置)から紫外線を照射し、活性エネルギー線硬化性組成物Aを硬化させ、硬化樹脂層44を形成した後、剥離ロール30により、表面に硬化樹脂層44が形成されたフィルム42をロール状スタンパ20から剥離して、ピッチが100nm、凹凸高さが150nmの微細凹凸構造を表面に有する物品40を得た。得られた物品について、物品の外観、及びヘイズを測定した。物品の外観については、目視にて結晶粒の痕跡に相当する外観が観察されるかを確認した。物品のヘイズは、JIS K7361-1に準拠したヘイズメーター(スガ試験機社製)を用いて測定した。凹凸の高さは、電子顕微鏡によって倍率30000倍で観察したときにおける、凸部の最頂部と、凸部間に存在する凹部の最底部との間の距離を測定した。その結果を表6に示す。物品の外観については、目視にて結晶粒の痕跡に相当する模様が観察されず、色ムラが小さいものを◎、目視にて結晶粒の痕跡に相当する模様が観察されないものを○、目視にて結晶粒の痕跡に相当する模様が観察されるものを×とした。ヘイズは1.5%以上の物品を×、1.5%未満の物を○とした。






31 細孔
32 酸化皮膜
33 細孔発生点
34 細孔
35 酸化皮膜
90 アルミニウム原型
20 ロール状スタンパ
21 軸芯
22 タンク
24 空気圧シリンダ
26 ニップロール
28 活性エネルギー線照射装置
30 剥離ロール
40 物品
42 フィルム
44 硬化樹脂層
Claims (15)
- Mgを0.5~3.0質量%含有し、不可避的不純物を含めてMg以外の元素が合計で500ppm以下であり、残部がAlからなる成分組成と、平均結晶粒径が1000μm以下であり、かつ第2相粒子の面積率が0.10%以下である鋳造組織を有することを特徴とするスタンパ用アルミニウム原型用素材。
- 不可避的不純物としてのFeの含有量が200ppm以下及びSiの含有量が100ppm以下である請求項1に記載のスタンパ用アルミニウム原型用素材。
- 前記不可避的不純物を含めてMg以外の元素を10ppmを超えて含有することを特徴とする、請求項1又は2に記載のアルミニウム原型用素材。
- Mgを0.5~3.0質量%含有し、不可避的不純物を含めてMg以外の元素が合計で500ppm以下であり、残部がAlからなる成分組成と、平均結晶粒径が1000μm以下であり、かつ第2相粒子の面積率が0.10%以下である金属組織を有することを特徴とするスタンパ用アルミニウム原型。
- 不可避的不純物としてのFeの含有量が200ppm以下及びSiの含有量が100ppm以下である請求項4に記載のスタンパ用アルミニウム原型。
- 前記不可避的不純物を含めてMg以外の元素を10ppmを超えて含有することを特徴とする、請求項4又は5に記載のスタンパ用アルミニウム原型。
- Tiの含有量が5ppm以上20ppm以下である、請求項4~6のいずれか一項に記載のスタンパ用アルミニウム原型。
- 塑性加工が施されることにより平均結晶粒径が100μm以下にされた金属組織を有する請求項4~7のいずれか一項に記載のスタンパ用アルミニウム原型。
- 前記塑性加工が鍛造である請求項4に記載のスタンパ用アルミニウム原型。
- さらに、20~60HVの硬度を有する請求項4~9のいずれか一項に記載のスタンパ用アルミニウム原型。
- Mgを0.5~3.0質量%含有し、不可避的不純物を含めてMg以外の元素が合計で500ppm以下であり、残部がAlからなる成分組成であって、平均結晶粒径が1000μm以下であり、かつ第2相粒子の面積率が0.10%以下である金属組織からなるアルミニウム原型と、
表面に微細凹凸構造を有する酸化アルミニウム層と、を有するスタンパ。 - 前記アルミニウム原型は、不可避的不純物を含めてMg以外の元素を10ppmを超えて含有することを特徴とする、請求項11に記載のスタンパ。
- 請求項11または12に記載のスタンパの製造方法であって、
アルミニウム原型の表面を電解液中、定電圧下で陽極酸化して、表面に酸化皮膜を形成する第1の酸化皮膜形成工程(a)と、
前記第1の酸化被膜形成工程(a)の後、アルミニウム原型の酸化皮膜を除去する酸化皮膜除去工程(b)と、
前記酸化皮膜除去工程(b)の後、アルミニウム原型を電解液中で再度陽極酸化して微細凹凸構造を有する酸化皮膜を形成する第2の酸化皮膜形成工程(c)と、を含むことを特徴とするスタンパの製造方法。 - 請求項13に記載のスタンパの製造方法であって、
前記第2の酸化皮膜形成工程(c)の後、アルミニウム原型を、酸化皮膜を溶解する溶液に浸漬して細孔の径を拡大させる孔径拡大処理工程(d)と、
前記孔径拡大処理工程(d)の後、アルミニウム原型を電解液中で再度陽極酸化する繰り返し工程(e)と、
前記孔径拡大処理工程(d)と繰り返し工程(e)を繰り返し行い、微細凹凸構造を有する酸化皮膜を得る工程(f)と、をさらに含むことを特徴とする、スタンパの製造方法。 - 請求項11に記載のスタンパにより製造された、微細凹凸構造を有する透明物品。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BR112012005203A BR112012005203A2 (pt) | 2009-09-11 | 2010-09-10 | material de matriz de base de alumínio para estampadora, matriz de base de alumínio para estampadora e estampadora |
| CN201080049295.1A CN102597287B (zh) | 2009-09-11 | 2010-09-10 | 压模用铝母模用原材料、压模用铝母模和压模 |
| US13/395,252 US9057143B2 (en) | 2009-09-11 | 2010-09-10 | Aluminum base die material for stamper, aluminum base die for stamper and stamper |
| KR1020127006070A KR101442930B1 (ko) | 2009-09-11 | 2010-09-10 | 스탬퍼용 알루미늄 원형용 소재, 스탬퍼용 알루미늄 원형 및 스탬퍼 |
| JP2011530885A JP5087705B2 (ja) | 2009-09-11 | 2010-09-10 | スタンパ用アルミニウム原型用素材、スタンパ用アルミニウム原型及びスタンパ |
| EP10815444.4A EP2476768A4 (en) | 2009-09-11 | 2010-09-10 | Material for prototype aluminum mold for stamper, prototype aluminum mold for stamper, and stamper |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009-210054 | 2009-09-11 | ||
| JP2009210054 | 2009-09-11 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011030850A1 true WO2011030850A1 (ja) | 2011-03-17 |
Family
ID=43732518
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/065613 WO2011030850A1 (ja) | 2009-09-11 | 2010-09-10 | スタンパ用アルミニウム原型用素材、スタンパ用アルミニウム原型及びスタンパ |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US9057143B2 (ja) |
| EP (1) | EP2476768A4 (ja) |
| JP (1) | JP5087705B2 (ja) |
| KR (1) | KR101442930B1 (ja) |
| CN (1) | CN102597287B (ja) |
| BR (1) | BR112012005203A2 (ja) |
| TW (1) | TWI498431B (ja) |
| WO (1) | WO2011030850A1 (ja) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011161713A (ja) * | 2010-02-08 | 2011-08-25 | Dainippon Printing Co Ltd | 反射防止フィルム製造用金型の作製方法 |
| WO2012043607A1 (ja) * | 2010-09-29 | 2012-04-05 | 日本軽金属株式会社 | スタンパ、物品およびそれらの製造方法 |
| JP2012224897A (ja) * | 2011-04-18 | 2012-11-15 | Sumitomo Chemical Co Ltd | アルミニウム材 |
| JP2013007078A (ja) * | 2011-06-23 | 2013-01-10 | Mitsubishi Rayon Co Ltd | アルミニウム基材、ロール金型、複数の突起を表面に有する部材および反射防止機能を有する物品 |
| WO2013146771A1 (ja) * | 2012-03-30 | 2013-10-03 | 三菱レイヨン株式会社 | スタンパ用アルミニウム原型とその製造方法、スタンパとその製造方法、物品の製造方法、および反射防止物品 |
| JP2014170081A (ja) * | 2013-03-02 | 2014-09-18 | Dnp Fine Chemicals Co Ltd | ナノ構造体作製用ドラム状型体の製造方法 |
| WO2015022935A1 (ja) * | 2013-08-14 | 2015-02-19 | 三菱レイヨン株式会社 | 円柱状ナノインプリント用モールドの製造方法、およびナノインプリント用再生モールドの製造方法 |
| WO2015022916A1 (ja) * | 2013-08-14 | 2015-02-19 | 三菱レイヨン株式会社 | ナノインプリント用モールドの製造方法、および反射防止物品 |
| JP2015094930A (ja) * | 2013-11-14 | 2015-05-18 | 日本軽金属株式会社 | スタンパ用アルミニウム原型とその製造方法、アルミニウム原型用素材、スタンパとその製造方法、および転写物の製造方法 |
| US20150316842A1 (en) * | 2012-12-04 | 2015-11-05 | Nippon Light Metal Company, Ltd. | Pellicle frame and process for manufacturing same |
| JP2016125129A (ja) * | 2015-01-08 | 2016-07-11 | 三菱レイヨン株式会社 | モールド製造用アルミニウム原型、モールドとその製造方法、および成形体 |
| JP2017039979A (ja) * | 2015-08-20 | 2017-02-23 | Kmアルミニウム株式会社 | アルミニウム合金 |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5971890B2 (ja) * | 2010-12-16 | 2016-08-17 | セイコーインスツル株式会社 | 時計部品の製造方法および時計部品 |
| TWI465301B (zh) * | 2012-09-25 | 2014-12-21 | Univ Southern Taiwan Sci & Tec | 多孔性氧化鋁模板之製作裝置 |
| JP6391242B2 (ja) * | 2012-12-10 | 2018-09-19 | 三菱ケミカル株式会社 | 陽極酸化ポーラスアルミナの製造方法、および微細凹凸構造を表面に有する成形体の製造方法、並びに微細凹凸構造を表面に有する成形体 |
| KR102176122B1 (ko) * | 2019-01-25 | 2020-11-09 | 동의대학교 산학협력단 | 조명장치용 커버 및 이의 스마트 표면 제조 방법 |
| KR102176123B1 (ko) * | 2019-01-25 | 2020-11-09 | 동의대학교 산학협력단 | 전자기기용 하우징의 기능성 표면 처리 방법 |
| KR102179027B1 (ko) * | 2019-01-28 | 2020-11-16 | 동의대학교 산학협력단 | 양극산화 처리를 이용한 초발수 파이프용 합금 제조 방법 |
| KR102179028B1 (ko) * | 2019-01-28 | 2020-11-16 | 동의대학교 산학협력단 | 열교환기용 외판 또는 부품 표면의 초소수성화 방법 |
| KR102181085B1 (ko) * | 2019-02-08 | 2020-11-20 | 동의대학교 산학협력단 | 도로 구조물 또는 건축 구조물용 기능성 알루미늄 소재 제조방법 |
| KR102181086B1 (ko) * | 2019-02-08 | 2020-11-20 | 동의대학교 산학협력단 | 초소수성 처리된 맨홀덮개 |
| KR102184876B1 (ko) * | 2019-02-11 | 2020-12-01 | 동의대학교 산학협력단 | 환자 또는 신체장애자를 위한 기구의 부재 또는 부품용 소재 |
| KR102184877B1 (ko) * | 2019-02-11 | 2020-12-01 | 동의대학교 산학협력단 | 발전기 또는 운송수단의 알루미늄 합금 외판 또는 부품의 표면 개질 방법 |
| KR102181037B1 (ko) * | 2019-06-27 | 2020-11-19 | 동의대학교 산학협력단 | 기능성 표면처리를 적용한 면도기날, 면도기 및 절단기구 |
| KR102181035B1 (ko) * | 2019-06-27 | 2020-11-19 | 동의대학교 산학협력단 | 기능성 발수 표면처리를 이용한 센서용 외장케이스 |
| KR102204255B1 (ko) * | 2019-08-12 | 2021-01-18 | 동의대학교 산학협력단 | 엔진 및 자동차 휠 용 초소수성 6000계열 알루미늄 합금 제조방법 |
| KR102176791B1 (ko) * | 2019-08-12 | 2020-11-09 | 동의대학교 산학협력단 | 인산을 이용하여 필라-온-포어 구조를 갖는 알루미늄 양극산화 피막 제조방법 |
| KR102201920B1 (ko) * | 2019-08-12 | 2021-01-11 | 동의대학교 산학협력단 | 필터 및 빗물저장 물 탱크용 초친수성 표면을 갖는 6000계열 알루미늄 합금 제조방법 |
| KR102242763B1 (ko) * | 2019-09-26 | 2021-04-21 | 동의대학교 산학협력단 | 기능성 표면처리된 가스켓 |
| KR102242764B1 (ko) * | 2019-11-14 | 2021-04-21 | 동의대학교 산학협력단 | 초친수 알루미늄 합금 표면에 선명한 색상 구현 개선방법 |
| KR102276676B1 (ko) * | 2019-11-14 | 2021-07-12 | 동의대학교 산학협력단 | 생물오손 및 부식방지를 위한 초발수 알루미늄 합금 제조기술 |
| KR102361922B1 (ko) * | 2020-10-16 | 2022-02-17 | 동의대학교 산학협력단 | 금속가구 또는 주방용품용 알루미늄 합금 표면에 선명한 색상 구현 개선방법 |
| KR102361921B1 (ko) * | 2020-10-16 | 2022-02-17 | 동의대학교 산학협력단 | 레저 용품, 스포츠 용품, 캠핑 용품 또는 자전거용 알루미늄 합금 표면에 선명한 색상 구현 개선방법 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005156695A (ja) | 2003-11-21 | 2005-06-16 | Kanagawa Acad Of Sci & Technol | 反射防止膜及びその製造方法、並びに反射防止膜作製用スタンパ及びその製造方法 |
| JP2005232487A (ja) | 2004-02-17 | 2005-09-02 | Kanagawa Acad Of Sci & Technol | 陽極酸化ポーラスアルミナおよびその製造方法 |
| WO2008001847A1 (en) * | 2006-06-30 | 2008-01-03 | Mitsubishi Rayon Co., Ltd. | Mold, process for manufacturing mold, and process for producing sheet |
| WO2009054513A1 (ja) * | 2007-10-25 | 2009-04-30 | Mitsubishi Rayon Co., Ltd. | スタンパとその製造方法、成形体の製造方法、およびスタンパ用のアルミニウム原型 |
| JP2009210054A (ja) | 2008-03-05 | 2009-09-17 | Daihatsu Motor Co Ltd | 車輪構造 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2628899A (en) * | 1950-12-12 | 1953-02-17 | William F Jobbins Inc | Aluminum-magnesium casting alloys |
| US4235646A (en) * | 1978-08-04 | 1980-11-25 | Swiss Aluminium Ltd. | Continuous strip casting of aluminum alloy from scrap aluminum for container components |
| US4847048A (en) * | 1986-07-21 | 1989-07-11 | Ryobi Limited | Aluminum die-casting alloys |
| US4976918A (en) * | 1986-07-21 | 1990-12-11 | Ryobi Limited | Aluminum die-casting alloys |
| US5240522A (en) * | 1991-03-29 | 1993-08-31 | Sumitomo Light Metal Industries, Ltd. | Method of producing hardened aluminum alloy sheets having superior thermal stability |
| US7503986B2 (en) * | 2003-01-21 | 2009-03-17 | Alcoa, Inc. | Method for shortening production time of heat treated aluminum alloys |
| US20070084527A1 (en) * | 2005-10-19 | 2007-04-19 | Stephane Ferrasse | High-strength mechanical and structural components, and methods of making high-strength components |
| US7713768B2 (en) * | 2006-06-14 | 2010-05-11 | Kanagawa Academy Of Science And Technology | Anti-reflective film and production method thereof, and stamper for producing anti-reflective film and production method thereof |
-
2010
- 2010-09-10 KR KR1020127006070A patent/KR101442930B1/ko active IP Right Grant
- 2010-09-10 EP EP10815444.4A patent/EP2476768A4/en not_active Withdrawn
- 2010-09-10 CN CN201080049295.1A patent/CN102597287B/zh active Active
- 2010-09-10 US US13/395,252 patent/US9057143B2/en active Active
- 2010-09-10 JP JP2011530885A patent/JP5087705B2/ja active Active
- 2010-09-10 WO PCT/JP2010/065613 patent/WO2011030850A1/ja active Application Filing
- 2010-09-10 BR BR112012005203A patent/BR112012005203A2/pt not_active Application Discontinuation
- 2010-09-10 TW TW099130816A patent/TWI498431B/zh active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005156695A (ja) | 2003-11-21 | 2005-06-16 | Kanagawa Acad Of Sci & Technol | 反射防止膜及びその製造方法、並びに反射防止膜作製用スタンパ及びその製造方法 |
| JP2005232487A (ja) | 2004-02-17 | 2005-09-02 | Kanagawa Acad Of Sci & Technol | 陽極酸化ポーラスアルミナおよびその製造方法 |
| WO2008001847A1 (en) * | 2006-06-30 | 2008-01-03 | Mitsubishi Rayon Co., Ltd. | Mold, process for manufacturing mold, and process for producing sheet |
| WO2009054513A1 (ja) * | 2007-10-25 | 2009-04-30 | Mitsubishi Rayon Co., Ltd. | スタンパとその製造方法、成形体の製造方法、およびスタンパ用のアルミニウム原型 |
| JP2009210054A (ja) | 2008-03-05 | 2009-09-17 | Daihatsu Motor Co Ltd | 車輪構造 |
Non-Patent Citations (2)
| Title |
|---|
| MASUDA, APPLIED PHYSICS, vol. 69, no. 5, 2000, pages 558 |
| See also references of EP2476768A4 * |
Cited By (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011161713A (ja) * | 2010-02-08 | 2011-08-25 | Dainippon Printing Co Ltd | 反射防止フィルム製造用金型の作製方法 |
| WO2012043607A1 (ja) * | 2010-09-29 | 2012-04-05 | 日本軽金属株式会社 | スタンパ、物品およびそれらの製造方法 |
| US9138936B2 (en) | 2010-09-29 | 2015-09-22 | Nippon Light Metal Company, Ltd. | Stamper, article and method for manufacturing the same |
| JP2012224897A (ja) * | 2011-04-18 | 2012-11-15 | Sumitomo Chemical Co Ltd | アルミニウム材 |
| JP2013007078A (ja) * | 2011-06-23 | 2013-01-10 | Mitsubishi Rayon Co Ltd | アルミニウム基材、ロール金型、複数の突起を表面に有する部材および反射防止機能を有する物品 |
| KR20140128451A (ko) | 2012-03-30 | 2014-11-05 | 미쯔비시 레이온 가부시끼가이샤 | 스탬퍼용 알루미늄 원형과 그의 제조 방법, 스탬퍼와 그의 제조 방법, 물품의 제조 방법, 및 반사 방지 물품 |
| JPWO2013146771A1 (ja) * | 2012-03-30 | 2015-12-14 | 三菱レイヨン株式会社 | スタンパ用アルミニウム原型とその製造方法、スタンパとその製造方法、物品の製造方法、および反射防止物品 |
| CN104204250A (zh) * | 2012-03-30 | 2014-12-10 | 三菱丽阳株式会社 | 压模用铝母模及其制造方法、压模及其制造方法、物品的制造方法、和防反射物品 |
| US10295711B2 (en) | 2012-03-30 | 2019-05-21 | Mitsubishi Chemical Corporation | Prototype aluminum mold for stampers and method for manufacturing same, stamper and method for manufacturing same, method for manufacturing article, and antireflection article |
| KR101640337B1 (ko) | 2012-03-30 | 2016-07-15 | 미쯔비시 레이온 가부시끼가이샤 | 스탬퍼용 알루미늄 원형과 그의 제조 방법, 스탬퍼와 그의 제조 방법, 물품의 제조 방법, 및 반사 방지 물품 |
| US20150050455A1 (en) * | 2012-03-30 | 2015-02-19 | Mitsubishi Rayon Co., Ltd. | Prototype aluminum mold for stampers and method for manufacturing same, stamper and method for manufacturing same, method for manufacturing article, and antireflection article |
| WO2013146771A1 (ja) * | 2012-03-30 | 2013-10-03 | 三菱レイヨン株式会社 | スタンパ用アルミニウム原型とその製造方法、スタンパとその製造方法、物品の製造方法、および反射防止物品 |
| US20150316842A1 (en) * | 2012-12-04 | 2015-11-05 | Nippon Light Metal Company, Ltd. | Pellicle frame and process for manufacturing same |
| US9598790B2 (en) * | 2012-12-04 | 2017-03-21 | Nippon Light Metal Company, Ltd. | Pellicle frame and process for manufacturing same |
| JP2014170081A (ja) * | 2013-03-02 | 2014-09-18 | Dnp Fine Chemicals Co Ltd | ナノ構造体作製用ドラム状型体の製造方法 |
| WO2015022916A1 (ja) * | 2013-08-14 | 2015-02-19 | 三菱レイヨン株式会社 | ナノインプリント用モールドの製造方法、および反射防止物品 |
| US9457493B2 (en) | 2013-08-14 | 2016-10-04 | Mitsubishi Rayon Co., Ltd. | Method for producing cylindrical nanoimprinting mold and method for producing nanoimprinting reproduction mold |
| JPWO2015022935A1 (ja) * | 2013-08-14 | 2017-03-02 | 三菱レイヨン株式会社 | 円柱状ナノインプリント用モールドの製造方法、およびナノインプリント用再生モールドの製造方法 |
| US9890466B2 (en) | 2013-08-14 | 2018-02-13 | Mitsubishi Chemical Corporation | Method for producing mold for nanoimprinting and anti-reflective article |
| KR101879797B1 (ko) * | 2013-08-14 | 2018-07-18 | 미쯔비시 케미컬 주식회사 | 원기둥형상 나노임프린트용 몰드의 제조방법 및 나노임프린트용 재생 몰드의 제조방법 |
| WO2015022935A1 (ja) * | 2013-08-14 | 2015-02-19 | 三菱レイヨン株式会社 | 円柱状ナノインプリント用モールドの製造方法、およびナノインプリント用再生モールドの製造方法 |
| JP2015094930A (ja) * | 2013-11-14 | 2015-05-18 | 日本軽金属株式会社 | スタンパ用アルミニウム原型とその製造方法、アルミニウム原型用素材、スタンパとその製造方法、および転写物の製造方法 |
| JP2016125129A (ja) * | 2015-01-08 | 2016-07-11 | 三菱レイヨン株式会社 | モールド製造用アルミニウム原型、モールドとその製造方法、および成形体 |
| JP2017039979A (ja) * | 2015-08-20 | 2017-02-23 | Kmアルミニウム株式会社 | アルミニウム合金 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201139695A (en) | 2011-11-16 |
| TWI498431B (zh) | 2015-09-01 |
| KR20120041253A (ko) | 2012-04-30 |
| BR112012005203A2 (pt) | 2016-03-08 |
| CN102597287A (zh) | 2012-07-18 |
| EP2476768A4 (en) | 2017-12-27 |
| JP5087705B2 (ja) | 2012-12-05 |
| KR101442930B1 (ko) | 2014-09-22 |
| US20120171427A1 (en) | 2012-07-05 |
| CN102597287B (zh) | 2015-05-13 |
| JPWO2011030850A1 (ja) | 2013-02-07 |
| US9057143B2 (en) | 2015-06-16 |
| EP2476768A1 (en) | 2012-07-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5087705B2 (ja) | スタンパ用アルミニウム原型用素材、スタンパ用アルミニウム原型及びスタンパ | |
| JP5898719B2 (ja) | スタンパの製造方法、成形体の製造方法 | |
| JP6250392B2 (ja) | スタンパ用アルミニウム原型とその製造方法、スタンパとその製造方法、物品の製造方法、および反射防止物品の製造方法 | |
| EP2045368B1 (en) | Mold, process for manufacturing mold, and process for producing sheet | |
| JP5798490B2 (ja) | スタンパ、物品およびそれらの製造方法 | |
| JP5673534B2 (ja) | モールド、その製造方法、微細凹凸構造を表面に有する物品およびその製造方法 | |
| JPWO2013099935A1 (ja) | スタンパとその製造方法、および成形体の製造方法 | |
| JP5474401B2 (ja) | スタンパ製造用アルミニウム基材およびスタンパの製造方法 | |
| JP2009174007A (ja) | 鋳型とその製造方法、および成形体の製造方法 | |
| JP5271790B2 (ja) | スタンパ製造用アルミニウム基材、およびスタンパの製造方法 | |
| JP5425516B2 (ja) | スタンパ製造用アルミニウム基材およびスタンパの製造方法 | |
| JP6308754B2 (ja) | スタンパ用アルミニウム原型とその製造方法、スタンパとその製造方法、および転写物の製造方法 | |
| JP6498942B2 (ja) | モールド製造用アルミニウム原型、モールドとその製造方法、および成形体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080049295.1 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10815444 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011530885 Country of ref document: JP |
|
| ENP | Entry into the national phase |
Ref document number: 20127006070 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2134/CHENP/2012 Country of ref document: IN Ref document number: 2010815444 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13395252 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112012005203 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112012005203 Country of ref document: BR Kind code of ref document: A2 Effective date: 20120308 |