WO2010137565A1 - Procédé de fabrication d'un moulage en résine de poly(acide glycolique) avec motif rugueux fin sur la surface - Google Patents
Procédé de fabrication d'un moulage en résine de poly(acide glycolique) avec motif rugueux fin sur la surface Download PDFInfo
- Publication number
- WO2010137565A1 WO2010137565A1 PCT/JP2010/058764 JP2010058764W WO2010137565A1 WO 2010137565 A1 WO2010137565 A1 WO 2010137565A1 JP 2010058764 W JP2010058764 W JP 2010058764W WO 2010137565 A1 WO2010137565 A1 WO 2010137565A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mold
- resin
- polyglycolic acid
- cooling
- temperature
- Prior art date
Links
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C37/00—Component parts, details, accessories or auxiliary operations, not covered by group B29C33/00 or B29C35/00
- B29C37/0053—Moulding articles characterised by the shape of the surface, e.g. ribs, high polish
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/16—Cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/021—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles characterised by the shape of the surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/021—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles characterised by the shape of the surface
- B29C2043/023—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles characterised by the shape of the surface having a plurality of grooves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/58—Measuring, controlling or regulating
- B29C2043/5833—Measuring, controlling or regulating movement of moulds or mould parts, e.g. opening or closing, actuating
- B29C2043/5841—Measuring, controlling or regulating movement of moulds or mould parts, e.g. opening or closing, actuating for accommodating variation in mould spacing or cavity volume during moulding
Definitions
- the present invention relates to a method for producing a polyglycolic acid-based resin molded product having a fine uneven shape on the surface, and more specifically, by transferring a fine uneven shape on a mold surface,
- the present invention relates to a method for producing a glycolic acid resin molding.
- Resin moldings with fine irregularities on the surface such as microchemical chips, medical biochips, surgical materials, etc.
- a mold with fine irregularities on the surface corresponding to the desired fine irregularities It is manufactured by press molding and transferring the fine irregularities on the mold surface to a resin molded product.
- the resin molded product having a fine uneven shape on the surface has a problem that the contact area with the mold is large and the releasability is poor. Therefore, when manufacturing a resin molded product having fine irregularities on the surface using an acrylic resin or the like, a mold release agent is applied, and the cooling rate between the upper and lower molds when the resin molded product is cooled. A difference was provided to cause warping of the resin molded product, and the close contact area between the resin molded product and the mold in the fine uneven portion was reduced to improve the releasability. For this reason, warpage of the obtained resin molded product is unavoidable, and the degree of warpage varies depending on the uneven size, shape, and thickness of the substrate of the resin molded product even under the same cooling conditions.
- Patent Document 1 uses a pair of molds in which the surface of one mold is a mirror surface and the surface of the other mold has fine uneven portions.
- the uneven shapes are maintained well by rapidly cooling the fine uneven portions at a cooling rate faster than the mirror surface.
- the mold can be released quickly, easily and reliably.
- the internal strain remains in the molded product due to rapid cooling, and the plate-like portion of the molded product is deformed when released.
- the present invention has been made in view of the above-described problems of the prior art, and a polyglycolic acid resin molded product having a fine concavo-convex shape on the surface is used for the overall warpage of the molded product or the breakage of fine concavo-convex portions.
- Another object of the present invention is to provide a method for producing a polyglycolic acid-based resin molded product that can be produced without causing deformation.
- the present inventors have used a pair of molds including a mold A having a smooth surface and a mold B having an uneven surface having a fine uneven shape.
- a polyglycolic acid resin is used as the resin, and the temperature of the mold A is set to a predetermined period after the cooling of the mold starts.
- the surface of the molded product has a fine concavo-convex shape without causing the overall warpage of the molded product or the damage and deformation of the fine concavo-convex parts.
- the inventors have found that a glycolic acid resin molded product can be produced, and have completed the present invention.
- the method for producing a polyglycolic acid-based resin molded product having a fine uneven shape on the surface of the present invention A mold placement step of placing the mold A and the mold B so that the smooth surface of the mold A and the uneven surface having a fine uneven shape of the mold B face each other; A resin melting step in which a polyglycolic acid-based resin or a polyglycolic acid-based resin composition is melted by heating to 200 to 300 ° C .; The mold A and the mold B, T C +0 (°C) ⁇ T C +80 (°C) (T C is.
- the cooling step it is preferable to start the cooling of the mold A within 20 seconds after the cooling of the mold B is started, and when 3 seconds or more have passed since the cooling start of the mold B, More preferably, cooling is started.
- the cooling end temperature of the mold A and the mold B is preferably T C ⁇ 40 (° C.) to T C ⁇ 100 (° C.).
- the polyglycolic acid resin or the polyglycolic acid resin composition is preferably supplied to a cylinder of an injection molding machine heated to 200 to 300 ° C. and melted.
- the mold A is arranged on the upper side and the mold B is arranged on the lower side.
- the uneven surface of the mold B is arranged. It is preferable to form the resin layer on at least a fine uneven portion.
- the reason why the overall warpage of the polyglycolic acid resin molded product having a fine uneven shape on one surface and the breakage and deformation of the fine uneven portion does not necessarily occur is not certain.
- the present inventors infer as follows. When manufacturing a resin molded product having a smooth surface and a concavo-convex surface having a fine concavo-convex shape, even if the mold B in contact with the concavo-convex surface of the molded product is cooled, the fine convex portions of the molded product Since the root portion is not in contact with the mold B, it is assumed that the temperature is locally higher than the other portions of the uneven surface.
- the smooth surface is uniformly cooled in the molded product, but the uneven surface has a locally high temperature portion. Therefore, on average, it is assumed that the temperature of the uneven surface is higher than that of the smooth surface. Therefore, when a polyglycolic acid resin is used as the resin, the difference in the surface temperature causes a difference in the crystallization speed of the polyglycolic acid resin, and it is presumed that the overall warpage occurs in the molded product.
- the temperature of the mold A is cooled so as to be higher than the temperature of the mold B. Then, the uneven surface and the smooth surface of the molded product have the same temperature. As a result, since the polyglycolic acid resin is uniformly crystallized, it is presumed that the overall warping of the molded product does not occur.
- FIG. 1B is a schematic view of the mold shown in FIG. 1A taken along the line a-a ′.
- FIG. 2B is a schematic view of the mold shown in FIG. 2A taken along the line b-b ′.
- FIG. 3B is a schematic view of a c-c ′ cross section of the mold shown in FIG.
- FIG. 3A. 1B is a schematic top view of a polyglycolic acid-based resin molded product having a fine concavo-convex shape on the surface produced using the mold shown in FIGS. 1A and 1B.
- FIG. FIG. 4B is a schematic view of a d-d ′ cross section of the polyglycolic acid resin molded product shown in FIG. 4A.
- FIG. 4 is a schematic top view of a polyglycolic acid-based resin molded product having a fine uneven shape on the surface, produced using the mold shown in FIGS. 3A and 3B. It is the schematic of the e-e 'cross section of the polyglycolic acid type-resin molding shown in FIG. 5A.
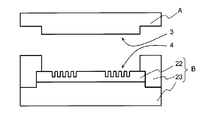
- FIG. 4 It is a schematic sectional drawing which shows one embodiment of a pair of metal mold
- 4 is a graph showing temperature histories of a mold A and a mold B when the mold is cooled in Example 1.
- 2 is a scanning electron micrograph of the concavo-convex surface of a polyglycolic acid resin molded product to which the fine concavo-convex shape of the stamper obtained in Example 1 is transferred.
- 4 is a scanning electron micrograph of a concavo-convex surface of a polyglycolic acid resin molded product to which the fine concavo-convex shape of the stamper obtained in Comparative Example 1 is to be transferred.
- the PGA resin used in the present invention is represented by the following formula (1): — [O—CH 2 —C ( ⁇ O)] — (1)
- a glycolic acid homopolymer consisting only of glycolic acid repeating units represented by the formula hereinafter referred to as “PGA homopolymer”, including a ring-opened polymer of glycolide which is a bimolecular cyclic ester of glycolic acid), And a polyglycolic acid copolymer containing a glycolic acid repeating unit (hereinafter referred to as “PGA copolymer”).
- PGA-type resin may be used individually by 1 type, or may use 2 or more types together.
- the comonomers used together with the glycolic acid monomer in producing the PGA copolymer include ethylene oxalate (ie, 1,4-dioxane-2,3-dione), lactides, lactones (for example, ⁇ -Propiolactone, ⁇ -butyrolactone, ⁇ -pivalolactone, ⁇ -butyrolactone, ⁇ -valerolactone, ⁇ -methyl- ⁇ -valerolactone, ⁇ -caprolactone, etc.), carbonates (eg trimethylene carbonate, etc.), ethers (For example, 1,3-dioxane, etc.), cyclic monomers such as ether esters (eg, dioxanone), amides ( ⁇ -caprolactam, etc.); lactic acid, 3-hydroxypropanoic acid, 3-hydroxybutanoic acid, 4- Hydro, such as hydroxybutanoic acid and 6-hydroxycaproic acid Cicarboxylic acid or an alkyl este
- the catalyst used when the PGA resin is produced by ring-opening polymerization of glycolide includes tin compounds such as tin halide and tin organic carboxylate; titanium compounds such as alkoxy titanate; aluminum such as alkoxyaluminum.
- Known ring-opening polymerization catalysts such as zirconium compounds, zirconium compounds such as zirconium acetylacetone, and antimony compounds such as antimony halide and antimony oxide.
- the PGA-based resin can be produced by a conventionally known polymerization method.
- the polymerization temperature is preferably 120 to 300 ° C., more preferably 130 to 250 ° C., particularly preferably 140 to 220 ° C., and 150 to 200. C is most preferred.
- the polymerization temperature is less than the lower limit, the polymerization tends not to proceed sufficiently.
- the polymerization temperature exceeds the upper limit, the produced resin tends to be thermally decomposed.
- the polymerization time of the PGA resin is preferably 2 minutes to 50 hours, more preferably 3 minutes to 30 hours, and particularly preferably 5 minutes to 18 hours.
- the polymerization time is less than the lower limit, the polymerization does not proceed sufficiently, whereas when the upper limit is exceeded, the generated resin tends to be colored.
- the content of the glycolic acid repeating unit represented by the formula (1) is preferably 70% by mass or more, more preferably 80% by mass or more, and further preferably 90% by mass or more. 100 mass% is particularly preferable.
- the content of the glycolic acid repeating unit is less than the lower limit, the crystallinity of the PGA resin tends to decrease.
- the weight average molecular weight of the PGA resin is preferably 50,000 to 800,000, more preferably 80,000 to 500,000. If the weight average molecular weight of the PGA resin is less than the lower limit, the mechanical strength of the PGA resin molded product tends to decrease. On the other hand, if the upper limit is exceeded, the melt viscosity tends to increase and injection molding tends to be difficult. .
- the weight average molecular weight is a polymethylmethacrylate conversion value measured by gel permeation chromatography (GPC).
- the melt viscosity (temperature: 270 ° C., shear rate: 122 sec ⁇ 1 ) of the PGA-based resin is preferably 1 to 10,000 Pa ⁇ s, more preferably 100 to 6000 Pa ⁇ s, and more preferably 300 to 4000 Pa ⁇ s. If the melt viscosity is less than the lower limit, the mechanical strength of the PGA-based resin molded product tends to decrease. On the other hand, if the melt viscosity exceeds the upper limit, injection molding tends to be difficult.
- the PGA-based resin may be used as it is, and various additives such as a heat stabilizer, a terminal blocking agent, a plasticizer, a heat ray absorbent, an antioxidant, and other heat as necessary. You may add a plastic resin and use it as a PGA-type resin composition.
- the mold used in the present invention is a pair of molds composed of a mold A having a smooth surface and a mold B having a concavo-convex surface having a fine concavo-convex shape (hereinafter also simply referred to as “concavo-convex surface”).
- the mold A is not particularly limited as long as it has a smooth surface, and a conventionally known one can be used, and the surface roughness of the smooth surface is not particularly limited.
- the mold B is not particularly limited as long as it has a fine concavo-convex shape on the surface.
- the mold B has a fine groove 11 formed on the surface as shown in FIGS. 1A and 1B.
- the mold B may be formed by directly forming a fine uneven shape on the surface of the mold as shown in FIGS. 1A to 2B, or may be fine on the surface as shown in FIGS. 3A and 3B. It may be composed of a mold master 22 such as a stamper having a concavo-convex shape and a support 23 for supporting the same. Further, the region 1 having the fine concavo-convex shape may be formed at one place as shown in FIG. 1A on the concavo-convex surface of the mold B, or two or more places as shown in FIGS. 2A and 3A. It may be formed.
- the fine uneven shape on the surface of the mold B is transferred to the surface of the molded product, which is shown in FIG. 4A and FIG. 4B.
- a PGA-based resin molded product having fine projections 31 corresponding to the fine grooves 11 of the mold B on the surface can be obtained.
- the fine uneven shape on the mold surface is transferred to the surface of the molded product, and is shown in FIGS. 5A and 5B.
- a PGA-based resin molded product having fine convex portions 41 corresponding to the fine concave portions 21 of the mold B can be obtained.
- the size of the fine uneven shape is not particularly limited.
- the size of the convex portion and the concave portion is on the order of micrometers (for example, the diameter or width is preferably 5 to 500 ⁇ m, and high The thickness or depth is preferably 10 to 1000 ⁇ m).
- a pair of molds including a mold A having a smooth surface as described above and a mold B having an uneven surface are prepared.
- die B are arrange
- the mold A may be disposed on the upper side
- the mold B may be disposed on the lower side (FIG. 6A), or the mold A may be disposed on the lower side, and the mold B may be disposed on the upper side (not shown).
- the former is preferable from the viewpoint that the fine irregularities of the mold B can be sufficiently filled with the PGA resin or PGA resin composition (hereinafter referred to as “PGA resin”).
- PGA resin PGA resin composition
- the shapes of the mold A and the mold B and the fine uneven shape of the mold B are not limited to those shown in FIG. 6A.
- the PGA resin or the like is melted by heating to 200 to 300 ° C. (resin melting step).
- the heating method is not particularly limited, but for example, it is preferable to heat by supplying the PGA resin or the like to a cylinder of an injection molding machine heated to 200 to 300 ° C.
- the heating temperature of the PGA resin or the like is less than the lower limit, the fluidity of the PGA resin or the like is lowered, and the PGA resin or the like tends not to be sufficiently filled in the mold, particularly fine uneven portions.
- the heating temperature exceeds the upper limit, the PGA resin tends to be colored or thermally decomposed. From such a viewpoint, the heating temperature of the PGA resin or the like is more preferably 220 to 280 ° C.
- the mold A and the mold B, the 0 ⁇ 80 ° C. higher temperatures for crystallization temperature T C of the PGA-based resin [T C +0 (°C) ⁇ T C +80 (°C )] (Mold heating step).
- the heating temperature of the mold is lower than the lower limit, when placing the PGA resin or the like and when applying pressure between the molds, the temperature of the PGA resin or the like decreases to increase the viscosity, and the PGA resin , Etc. tend not to be sufficiently filled into the mold, particularly fine irregularities.
- the upper limit is exceeded, the PGA-based resin is not sufficiently crystallized and the releasability of the PGA-based resin molded product tends to decrease.
- the heating temperature of the mold is more preferably T C +30 (° C.) to T C +60 (° C.).
- the heating temperature of the mold A and the heating temperature of the mold B may be the same or different, and the heating method of the mold is not particularly limited.
- the method of heating with a heater the method of circulating a heating medium in a metal mold, etc. are mentioned.
- the molten PGA-based resin or the like is disposed between the mold A and the mold B heated to a predetermined temperature in this way to form the resin layer 5 ( Resin layer forming step).
- the mold A is disposed on the upper side
- the mold B is disposed on the lower side
- the resin layer 5 is formed on at least a fine uneven portion of the uneven surface of the mold B.
- the mold A may be arranged on the lower side, and the resin layer 5 may be formed on the smooth surface (not shown).
- the former is preferable from the viewpoint that PGA-based resin and the like can be sufficiently filled.
- the molten PGA type resin etc. are discharged from discharge ports, such as a die of an injection molding machine or an extruder, on the smooth surface of the mold A, or the mold B A method of depositing on at least a fine uneven portion of the uneven surface is preferable.
- the thickness of the resin layer 5 is not particularly limited, and can be set according to the desired thickness of the molded product. In particular, according to the present invention, it is possible to suppress the overall warping of the molded product. Therefore, the present invention can produce a thin PGA-based resin molded product (for example, a thickness of 0.05 to 1.00 mm). Suitable for
- a pressure of 1 to 18 MPa is applied between the mold A and the mold B, and as shown in FIG. 6C, the resin layer 5 made of the PGA resin or the like is formed into a predetermined shape.
- the fine uneven shape of the mold B is transferred to the surface (transfer process).
- the pressure applied between the molds is less than the lower limit, the filling speed of the PGA-based resin or the like to the fine irregularities of the mold B is slow, and the PGA-based resin is crystallized during the molding and is not sufficiently filled. There is a tendency that fine irregularities are deformed.
- the pressure applied between the molds is preferably 3 to 10 MPa.
- the PGA-based resin layer 5 formed into a predetermined shape in this way and having a fine uneven shape on the surface is cooled and solidified by cooling the mold A and the mold B to a predetermined temperature ( Cooling step).
- T C -40 ° C.
- T C -60 °C
- T C is PGA system
- the cooling rate is increased so that the temperature of the mold A is equal to or lower than the temperature of the mold B before the temperature of the mold A reaches T C ⁇ 40 (° C.) (preferably T C ⁇ 60 (° C.)). Slightly semi-crystalline, warping occurs and mold releasability deteriorates. In addition, when the mold A and the mold B are cooled with the same temperature history during the period, an overall warpage occurs in the PGA-based resin molded product.
- the method for cooling the mold is not particularly limited, but examples include a method by air cooling and a method in which a cooling pipe is provided in the mold and the cooling water is circulated therethrough. From the viewpoint of productivity, the cooling water is circulated.
- the cooling method is preferred.
- a method for cooling the mold as described above in the present invention for example, a method of circulating cooling water having a temperature lower than that of the mold A to the mold B, and after cooling of the mold B is started. And a method for starting the cooling of the mold A.
- the cooling of the mold B is preferably started within 30 seconds, more preferably within 20 seconds. Then, cooling of the mold A is started. Further, from the viewpoint of sufficiently preventing the occurrence of the overall warpage of the PGA-based resin molded product, preferably after 3 seconds have elapsed from the start of cooling of the mold B (that is, when 3 seconds or more have elapsed), more preferably After 5 seconds have elapsed (that is, when 5 seconds or more have elapsed), cooling of the mold A is started.
- T C ⁇ 40 (° C.) to T C ⁇ 100 (° C.) is preferable, and T C ⁇ 60 (° C.) to T C -80 (° C) is more preferable.
- the pressure applied between the mold A and the mold B is released as shown in FIG.
- the resin-based molded product can be released (release process).
- a PGA-based resin having excellent mold releasability is used as the resin to be molded. Therefore, the PGA-based resin molded product can be easily obtained simply by releasing the pressure between the molds as described above. Can be released.
- the reason why the PGA-based resin molded product is excellent in releasability is not necessarily clear, but since the PGA-based resin is a resin having high crystallinity, the volume of the PGA-based resin is easily shrunk in the mold during cooling. This is presumably because a gap is formed between the mold and the molded product.
- ⁇ Crystalization temperature> Using a press machine heated to 280 ⁇ 2 ° C., the PGA resin was formed into a sheet having a thickness of about 200 ⁇ m. The PGA resin sheet was cooled with cold water, moisture was removed with dry air, and then immediately mounted on a differential scanning calorimeter (“DSC-15” manufactured by METTLER TOLEDO) to measure the crystallization temperature. The measurement was performed by heating the PGA resin sheet from ⁇ 50 ° C. to 280 ° C. at 20 ° C./min in a nitrogen atmosphere, and then cooling from 280 ° C. to 50 ° C. at 20 ° C./min. The conversion temperature T C (unit: ° C.) was determined.
- a reactor comprising a jacket-structured main body provided with a reaction tube (made of SUS304) having an inner diameter of 24 mm and two jacket-structured metal plates (made of SUS304) was prepared.
- a reaction tube made of SUS304
- two jacket-structured metal plates made of SUS304
- the temperature of the liquid mixture is maintained at 100 ° C. from the upper opening of the reaction tube. It was transferred as it was.
- the other metal plate hereinafter referred to as “upper plate” was attached and the reaction tube was sealed. Thereafter, a heat medium oil at 170 ° C. was circulated through the main body and a jacket of two metal plates and held for 7 hours to synthesize a polyglycolic acid resin (PGA resin).
- PGA resin polyglycolic acid resin
- the heat medium oil circulating in the jacket was cooled to cool the reaction apparatus to near room temperature. Thereafter, the lower plate was removed, and the PGA resin mass was taken out from the lower opening of the reaction tube. In addition, when a PGA resin is synthesized by this method, the yield is almost 100%.
- the obtained PGA resin block was pulverized by a pulverizer.
- Crystallization temperature T C of the obtained PGA resin was 140 ° C.. Further, the melt viscosity (temperature: 270 ° C., shear rate: 122 sec ⁇ 1 ) of this PGA resin was 550 Pa ⁇ s, and the weight average molecular weight (in terms of polymethyl methacrylate) in GPC measurement was 225,000.
- Example 1 Molding is performed using a melt fine transfer (R) system “MTM-100-15” manufactured by Nippon Steel Co., Ltd., and as a mold, there are an upper mold A having a smooth surface and a fine surface. A pair of microstructure forming molds was used, including a lower mold B (FIGS.
- 3A and 3B consisting of a stamper 22 (130 mm square) having a concavo-convex shape and a support 23 supporting the stamper 22 (130 mm square).
- a stamper 22 130 mm square
- a support 23 supporting the stamper 22 (130 mm square).
- a slit die having a slit length of 100 mm was attached to the cylinder outlet of the injection molding machine.
- the mold A is mounted on the injection molding machine as the upper mold
- the mold B is mounted on the lower mold
- the smooth surface 3 and the concavo-convex surface 4 face each other.
- the cylinder (inner diameter 20 mm) of the injection molding machine was heated to 270 ° C.
- the PGA resin synthesized in the synthesis example was supplied to the cylinder and melted.
- the molten PGA resin in the cylinder is applied onto the uneven surface of the stamper 22 by injection through a slit die, and the molten PGA resin layer 5 having a thickness of about 1.5 mm is applied to the stamper 22 as shown in FIG. 6B. It formed on the uneven surface.
- the mold A and the mold B are combined, a pressure of 5 MPa is applied between the molds, and held for 20 seconds, and the resin layer 5 is molded into a predetermined shape. .
- the pressure applied between the molds is released to release the PGA resin molded product 6, and the PGA resin molded product (100 mm ⁇ 100 mm, thickness 0) shown in FIGS. 5A and 5B is released. 0.5 mm).
- the PGA resin molded product On one surface of the PGA resin molded product, four regions 2 (diameter 35 mm) where a plurality of convex portions 41 (diameter 10 ⁇ m ⁇ height 30 ⁇ m) are formed are formed.
- the obtained PGA resin molding was visually observed, no overall warping occurred.
- the uneven surface having a fine uneven shape was observed with a scanning electron microscope (“JSM6301F” manufactured by JEOL Ltd.), as shown in FIG. 9, the protrusions were not damaged or deformed, and the stamper It was confirmed that 22 fine uneven shapes were transferred satisfactorily.
- JSM6301F scanning electron microscope
- a PGA-based resin molded product having a fine concavo-convex shape on the surface can be stably produced without causing an overall warp of the molded product or damage and deformation of the fine concavo-convex portion. And can be manufactured.
- the method for producing a PGA-based resin molded product having a fine uneven shape according to the present invention is excellent in the shape stability of the molded product and the transferability of the fine uneven shape, the microchemical chip, medical biochip, surgical It is useful as a method for producing materials and the like.
Abstract
L'invention porte sur un procédé de fabrication d'un moulage en résine de poly(acide glycolique) ayant un motif rugueux fin. Ledit procédé comporte les étapes suivantes : la disposition d'un moule (A) ayant une surface lisse et d'un moule (B) ayant une surface irrégulière pourvue d'un motif rugueux fin, de telle manière que la surface lisse du moule (A) et la surface irrégulière du moule (B) se font face ; le chauffage d'une résine de poly(acide glycolique) entre 200 et 300°C et, par conséquent, la fusion de la résine ; le chauffage des moules (A) et (B) à une température entre Tc + 0(°C) et Tc + 80(°C) (Tc étant la température de cristallisation de la résine de poly(acide glycolique)) ; l'interposition de la résine de poly(acide glycolique) fondue entre les moules chauffés (A) et (B), et la formation d'une couche de résine entre ceux-ci ; l'application d'une pression de 1 à 18 MPa entre les moules (A) et (B) et, par conséquent, le transfert du motif rugueux fin du moule (B) à la couche de résine, et le refroidissement, pendant la période après le déclenchement du refroidissement du moule (B) jusqu'au moment où la température du moule (A) tombe à Tc – 40 (°C), des moules (A) et (B) d'une manière qui maintient la température du moule (A) supérieure à celle du moule (B) et, par conséquent, le refroidissement et la solidification de la couche de résine sur laquelle le motif rugueux fin a été transféré.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011516012A JP5698664B2 (ja) | 2009-05-25 | 2010-05-24 | 表面に微細な凹凸形状を有するポリグリコール酸系樹脂成形物の製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009-125189 | 2009-05-25 | ||
| JP2009125189 | 2009-05-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010137565A1 true WO2010137565A1 (fr) | 2010-12-02 |
Family
ID=43222673
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/058764 WO2010137565A1 (fr) | 2009-05-25 | 2010-05-24 | Procédé de fabrication d'un moulage en résine de poly(acide glycolique) avec motif rugueux fin sur la surface |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5698664B2 (fr) |
| WO (1) | WO2010137565A1 (fr) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007181961A (ja) * | 2006-01-06 | 2007-07-19 | Japan Steel Works Ltd:The | 成形体の製造方法および装置 |
| JP2008054566A (ja) * | 2006-08-30 | 2008-03-13 | Hitachi Ltd | 軟骨細胞の培養方法、軟骨細胞培養基材、軟骨細胞含有生体組織再生用材料および軟骨細胞 |
| JP2008062486A (ja) * | 2006-09-06 | 2008-03-21 | Kyocera Corp | 成形用スタンパおよび成形装置 |
| JP2008114482A (ja) * | 2006-11-06 | 2008-05-22 | Sumitomo Heavy Ind Ltd | 金型装置及びそれによる成形方法 |
| JP2008265001A (ja) * | 2007-04-16 | 2008-11-06 | Japan Steel Works Ltd:The | 成形体の製造方法 |
| JP2009072271A (ja) * | 2007-09-19 | 2009-04-09 | Toppan Printing Co Ltd | 針状体および針状体の製造方法 |
-
2010
- 2010-05-24 WO PCT/JP2010/058764 patent/WO2010137565A1/fr active Application Filing
- 2010-05-24 JP JP2011516012A patent/JP5698664B2/ja not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007181961A (ja) * | 2006-01-06 | 2007-07-19 | Japan Steel Works Ltd:The | 成形体の製造方法および装置 |
| JP2008054566A (ja) * | 2006-08-30 | 2008-03-13 | Hitachi Ltd | 軟骨細胞の培養方法、軟骨細胞培養基材、軟骨細胞含有生体組織再生用材料および軟骨細胞 |
| JP2008062486A (ja) * | 2006-09-06 | 2008-03-21 | Kyocera Corp | 成形用スタンパおよび成形装置 |
| JP2008114482A (ja) * | 2006-11-06 | 2008-05-22 | Sumitomo Heavy Ind Ltd | 金型装置及びそれによる成形方法 |
| JP2008265001A (ja) * | 2007-04-16 | 2008-11-06 | Japan Steel Works Ltd:The | 成形体の製造方法 |
| JP2009072271A (ja) * | 2007-09-19 | 2009-04-09 | Toppan Printing Co Ltd | 針状体および針状体の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5698664B2 (ja) | 2015-04-08 |
| JPWO2010137565A1 (ja) | 2012-11-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100413906C (zh) | 聚羟基羧酸及其生产工艺 | |
| JP2573646B2 (ja) | 固相重合による熱可塑性樹脂組成物の製造 | |
| JP4744450B2 (ja) | ポリエステル樹脂、その成形体及びそれらの製造方法 | |
| CN1110518C (zh) | 由环烯烃聚合物制成的双轴定向箔、其制备方法和其用途 | |
| US5574129A (en) | Process for producing lactic acid polymers and a process for the direct production of shaped articles from lactic acid polymers | |
| TW200815496A (en) | Aromatic polyester and method for producing the same | |
| US20090160105A1 (en) | Process for Producing an Extruded Shaped Body | |
| CN102438832A (zh) | 聚乳酸树脂组合物以及膜 | |
| JP5234689B2 (ja) | 成型同時転写用ポリエステルフィルム | |
| EP2738196B1 (fr) | Résine d'acide polylactique et son procédé de production | |
| JP5698664B2 (ja) | 表面に微細な凹凸形状を有するポリグリコール酸系樹脂成形物の製造方法 | |
| EP2950992B1 (fr) | Procédé de fabrication d'un article à haute cristallinité à partir de pet ou de pen | |
| WO1991010521A1 (fr) | Piece de faible epaisseur coulee en continu et procede de coulee de cette piece | |
| JP2004067997A5 (fr) | ||
| US11919232B2 (en) | Process for shaping a polymeric object | |
| CN114085305B (zh) | 一种提高聚双环戊二烯3d打印器件层间结合力的方法 | |
| JP2672878B2 (ja) | 高重合度ポリブチレンテレフタレートの製造法 | |
| KR930010198B1 (ko) | 금속 등의 강화블록재 제조방법 | |
| US20060147666A1 (en) | Production of a polyester hollow body or its preform with a reduced acetaldehyde content | |
| CN100358730C (zh) | 高敏感度热敏孔版印刷原纸用聚酯膜 | |
| JP7031318B2 (ja) | ダイマー酸共重合ポリエチレンテレフタレート樹脂の射出成形品 | |
| JP2011245853A (ja) | ポリグリコール酸系樹脂チューブの製造方法 | |
| JPH11217498A (ja) | 成形特性に優れるポリアミド樹脂組成物 | |
| JPH07247345A (ja) | ポリ乳酸の製造法 | |
| JP3515053B2 (ja) | ポリエステルブロック共重合体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10780520 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011516012 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 10780520 Country of ref document: EP Kind code of ref document: A1 |