WO2010137565A1 - Process for production of polyglycolic acid resin molding having fine rugged pattern on the surface - Google Patents
Process for production of polyglycolic acid resin molding having fine rugged pattern on the surface Download PDFInfo
- Publication number
- WO2010137565A1 WO2010137565A1 PCT/JP2010/058764 JP2010058764W WO2010137565A1 WO 2010137565 A1 WO2010137565 A1 WO 2010137565A1 JP 2010058764 W JP2010058764 W JP 2010058764W WO 2010137565 A1 WO2010137565 A1 WO 2010137565A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mold
- resin
- polyglycolic acid
- cooling
- temperature
- Prior art date
Links
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C37/00—Component parts, details, accessories or auxiliary operations, not covered by group B29C33/00 or B29C35/00
- B29C37/0053—Moulding articles characterised by the shape of the surface, e.g. ribs, high polish
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/16—Cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/021—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles characterised by the shape of the surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/021—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles characterised by the shape of the surface
- B29C2043/023—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles characterised by the shape of the surface having a plurality of grooves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/58—Measuring, controlling or regulating
- B29C2043/5833—Measuring, controlling or regulating movement of moulds or mould parts, e.g. opening or closing, actuating
- B29C2043/5841—Measuring, controlling or regulating movement of moulds or mould parts, e.g. opening or closing, actuating for accommodating variation in mould spacing or cavity volume during moulding
Definitions
- the present invention relates to a method for producing a polyglycolic acid-based resin molded product having a fine uneven shape on the surface, and more specifically, by transferring a fine uneven shape on a mold surface,
- the present invention relates to a method for producing a glycolic acid resin molding.
- Resin moldings with fine irregularities on the surface such as microchemical chips, medical biochips, surgical materials, etc.
- a mold with fine irregularities on the surface corresponding to the desired fine irregularities It is manufactured by press molding and transferring the fine irregularities on the mold surface to a resin molded product.
- the resin molded product having a fine uneven shape on the surface has a problem that the contact area with the mold is large and the releasability is poor. Therefore, when manufacturing a resin molded product having fine irregularities on the surface using an acrylic resin or the like, a mold release agent is applied, and the cooling rate between the upper and lower molds when the resin molded product is cooled. A difference was provided to cause warping of the resin molded product, and the close contact area between the resin molded product and the mold in the fine uneven portion was reduced to improve the releasability. For this reason, warpage of the obtained resin molded product is unavoidable, and the degree of warpage varies depending on the uneven size, shape, and thickness of the substrate of the resin molded product even under the same cooling conditions.
- Patent Document 1 uses a pair of molds in which the surface of one mold is a mirror surface and the surface of the other mold has fine uneven portions.
- the uneven shapes are maintained well by rapidly cooling the fine uneven portions at a cooling rate faster than the mirror surface.
- the mold can be released quickly, easily and reliably.
- the internal strain remains in the molded product due to rapid cooling, and the plate-like portion of the molded product is deformed when released.
- the present invention has been made in view of the above-described problems of the prior art, and a polyglycolic acid resin molded product having a fine concavo-convex shape on the surface is used for the overall warpage of the molded product or the breakage of fine concavo-convex portions.
- Another object of the present invention is to provide a method for producing a polyglycolic acid-based resin molded product that can be produced without causing deformation.
- the present inventors have used a pair of molds including a mold A having a smooth surface and a mold B having an uneven surface having a fine uneven shape.
- a polyglycolic acid resin is used as the resin, and the temperature of the mold A is set to a predetermined period after the cooling of the mold starts.
- the surface of the molded product has a fine concavo-convex shape without causing the overall warpage of the molded product or the damage and deformation of the fine concavo-convex parts.
- the inventors have found that a glycolic acid resin molded product can be produced, and have completed the present invention.
- the method for producing a polyglycolic acid-based resin molded product having a fine uneven shape on the surface of the present invention A mold placement step of placing the mold A and the mold B so that the smooth surface of the mold A and the uneven surface having a fine uneven shape of the mold B face each other; A resin melting step in which a polyglycolic acid-based resin or a polyglycolic acid-based resin composition is melted by heating to 200 to 300 ° C .; The mold A and the mold B, T C +0 (°C) ⁇ T C +80 (°C) (T C is.
- the cooling step it is preferable to start the cooling of the mold A within 20 seconds after the cooling of the mold B is started, and when 3 seconds or more have passed since the cooling start of the mold B, More preferably, cooling is started.
- the cooling end temperature of the mold A and the mold B is preferably T C ⁇ 40 (° C.) to T C ⁇ 100 (° C.).
- the polyglycolic acid resin or the polyglycolic acid resin composition is preferably supplied to a cylinder of an injection molding machine heated to 200 to 300 ° C. and melted.
- the mold A is arranged on the upper side and the mold B is arranged on the lower side.
- the uneven surface of the mold B is arranged. It is preferable to form the resin layer on at least a fine uneven portion.
- the reason why the overall warpage of the polyglycolic acid resin molded product having a fine uneven shape on one surface and the breakage and deformation of the fine uneven portion does not necessarily occur is not certain.
- the present inventors infer as follows. When manufacturing a resin molded product having a smooth surface and a concavo-convex surface having a fine concavo-convex shape, even if the mold B in contact with the concavo-convex surface of the molded product is cooled, the fine convex portions of the molded product Since the root portion is not in contact with the mold B, it is assumed that the temperature is locally higher than the other portions of the uneven surface.
- the smooth surface is uniformly cooled in the molded product, but the uneven surface has a locally high temperature portion. Therefore, on average, it is assumed that the temperature of the uneven surface is higher than that of the smooth surface. Therefore, when a polyglycolic acid resin is used as the resin, the difference in the surface temperature causes a difference in the crystallization speed of the polyglycolic acid resin, and it is presumed that the overall warpage occurs in the molded product.
- the temperature of the mold A is cooled so as to be higher than the temperature of the mold B. Then, the uneven surface and the smooth surface of the molded product have the same temperature. As a result, since the polyglycolic acid resin is uniformly crystallized, it is presumed that the overall warping of the molded product does not occur.
- FIG. 1B is a schematic view of the mold shown in FIG. 1A taken along the line a-a ′.
- FIG. 2B is a schematic view of the mold shown in FIG. 2A taken along the line b-b ′.
- FIG. 3B is a schematic view of a c-c ′ cross section of the mold shown in FIG.
- FIG. 3A. 1B is a schematic top view of a polyglycolic acid-based resin molded product having a fine concavo-convex shape on the surface produced using the mold shown in FIGS. 1A and 1B.
- FIG. FIG. 4B is a schematic view of a d-d ′ cross section of the polyglycolic acid resin molded product shown in FIG. 4A.
- FIG. 4 is a schematic top view of a polyglycolic acid-based resin molded product having a fine uneven shape on the surface, produced using the mold shown in FIGS. 3A and 3B. It is the schematic of the e-e 'cross section of the polyglycolic acid type-resin molding shown in FIG. 5A.
- FIG. 4 It is a schematic sectional drawing which shows one embodiment of a pair of metal mold
- 4 is a graph showing temperature histories of a mold A and a mold B when the mold is cooled in Example 1.
- 2 is a scanning electron micrograph of the concavo-convex surface of a polyglycolic acid resin molded product to which the fine concavo-convex shape of the stamper obtained in Example 1 is transferred.
- 4 is a scanning electron micrograph of a concavo-convex surface of a polyglycolic acid resin molded product to which the fine concavo-convex shape of the stamper obtained in Comparative Example 1 is to be transferred.
- the PGA resin used in the present invention is represented by the following formula (1): — [O—CH 2 —C ( ⁇ O)] — (1)
- a glycolic acid homopolymer consisting only of glycolic acid repeating units represented by the formula hereinafter referred to as “PGA homopolymer”, including a ring-opened polymer of glycolide which is a bimolecular cyclic ester of glycolic acid), And a polyglycolic acid copolymer containing a glycolic acid repeating unit (hereinafter referred to as “PGA copolymer”).
- PGA-type resin may be used individually by 1 type, or may use 2 or more types together.
- the comonomers used together with the glycolic acid monomer in producing the PGA copolymer include ethylene oxalate (ie, 1,4-dioxane-2,3-dione), lactides, lactones (for example, ⁇ -Propiolactone, ⁇ -butyrolactone, ⁇ -pivalolactone, ⁇ -butyrolactone, ⁇ -valerolactone, ⁇ -methyl- ⁇ -valerolactone, ⁇ -caprolactone, etc.), carbonates (eg trimethylene carbonate, etc.), ethers (For example, 1,3-dioxane, etc.), cyclic monomers such as ether esters (eg, dioxanone), amides ( ⁇ -caprolactam, etc.); lactic acid, 3-hydroxypropanoic acid, 3-hydroxybutanoic acid, 4- Hydro, such as hydroxybutanoic acid and 6-hydroxycaproic acid Cicarboxylic acid or an alkyl este
- the catalyst used when the PGA resin is produced by ring-opening polymerization of glycolide includes tin compounds such as tin halide and tin organic carboxylate; titanium compounds such as alkoxy titanate; aluminum such as alkoxyaluminum.
- Known ring-opening polymerization catalysts such as zirconium compounds, zirconium compounds such as zirconium acetylacetone, and antimony compounds such as antimony halide and antimony oxide.
- the PGA-based resin can be produced by a conventionally known polymerization method.
- the polymerization temperature is preferably 120 to 300 ° C., more preferably 130 to 250 ° C., particularly preferably 140 to 220 ° C., and 150 to 200. C is most preferred.
- the polymerization temperature is less than the lower limit, the polymerization tends not to proceed sufficiently.
- the polymerization temperature exceeds the upper limit, the produced resin tends to be thermally decomposed.
- the polymerization time of the PGA resin is preferably 2 minutes to 50 hours, more preferably 3 minutes to 30 hours, and particularly preferably 5 minutes to 18 hours.
- the polymerization time is less than the lower limit, the polymerization does not proceed sufficiently, whereas when the upper limit is exceeded, the generated resin tends to be colored.
- the content of the glycolic acid repeating unit represented by the formula (1) is preferably 70% by mass or more, more preferably 80% by mass or more, and further preferably 90% by mass or more. 100 mass% is particularly preferable.
- the content of the glycolic acid repeating unit is less than the lower limit, the crystallinity of the PGA resin tends to decrease.
- the weight average molecular weight of the PGA resin is preferably 50,000 to 800,000, more preferably 80,000 to 500,000. If the weight average molecular weight of the PGA resin is less than the lower limit, the mechanical strength of the PGA resin molded product tends to decrease. On the other hand, if the upper limit is exceeded, the melt viscosity tends to increase and injection molding tends to be difficult. .
- the weight average molecular weight is a polymethylmethacrylate conversion value measured by gel permeation chromatography (GPC).
- the melt viscosity (temperature: 270 ° C., shear rate: 122 sec ⁇ 1 ) of the PGA-based resin is preferably 1 to 10,000 Pa ⁇ s, more preferably 100 to 6000 Pa ⁇ s, and more preferably 300 to 4000 Pa ⁇ s. If the melt viscosity is less than the lower limit, the mechanical strength of the PGA-based resin molded product tends to decrease. On the other hand, if the melt viscosity exceeds the upper limit, injection molding tends to be difficult.
- the PGA-based resin may be used as it is, and various additives such as a heat stabilizer, a terminal blocking agent, a plasticizer, a heat ray absorbent, an antioxidant, and other heat as necessary. You may add a plastic resin and use it as a PGA-type resin composition.
- the mold used in the present invention is a pair of molds composed of a mold A having a smooth surface and a mold B having a concavo-convex surface having a fine concavo-convex shape (hereinafter also simply referred to as “concavo-convex surface”).
- the mold A is not particularly limited as long as it has a smooth surface, and a conventionally known one can be used, and the surface roughness of the smooth surface is not particularly limited.
- the mold B is not particularly limited as long as it has a fine concavo-convex shape on the surface.
- the mold B has a fine groove 11 formed on the surface as shown in FIGS. 1A and 1B.
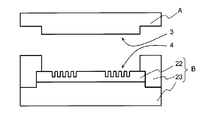
- the mold B may be formed by directly forming a fine uneven shape on the surface of the mold as shown in FIGS. 1A to 2B, or may be fine on the surface as shown in FIGS. 3A and 3B. It may be composed of a mold master 22 such as a stamper having a concavo-convex shape and a support 23 for supporting the same. Further, the region 1 having the fine concavo-convex shape may be formed at one place as shown in FIG. 1A on the concavo-convex surface of the mold B, or two or more places as shown in FIGS. 2A and 3A. It may be formed.
- the fine uneven shape on the surface of the mold B is transferred to the surface of the molded product, which is shown in FIG. 4A and FIG. 4B.
- a PGA-based resin molded product having fine projections 31 corresponding to the fine grooves 11 of the mold B on the surface can be obtained.
- the fine uneven shape on the mold surface is transferred to the surface of the molded product, and is shown in FIGS. 5A and 5B.
- a PGA-based resin molded product having fine convex portions 41 corresponding to the fine concave portions 21 of the mold B can be obtained.
- the size of the fine uneven shape is not particularly limited.
- the size of the convex portion and the concave portion is on the order of micrometers (for example, the diameter or width is preferably 5 to 500 ⁇ m, and high The thickness or depth is preferably 10 to 1000 ⁇ m).
- a pair of molds including a mold A having a smooth surface as described above and a mold B having an uneven surface are prepared.
- die B are arrange
- the mold A may be disposed on the upper side
- the mold B may be disposed on the lower side (FIG. 6A), or the mold A may be disposed on the lower side, and the mold B may be disposed on the upper side (not shown).
- the former is preferable from the viewpoint that the fine irregularities of the mold B can be sufficiently filled with the PGA resin or PGA resin composition (hereinafter referred to as “PGA resin”).
- PGA resin PGA resin composition
- the shapes of the mold A and the mold B and the fine uneven shape of the mold B are not limited to those shown in FIG. 6A.
- the PGA resin or the like is melted by heating to 200 to 300 ° C. (resin melting step).
- the heating method is not particularly limited, but for example, it is preferable to heat by supplying the PGA resin or the like to a cylinder of an injection molding machine heated to 200 to 300 ° C.
- the heating temperature of the PGA resin or the like is less than the lower limit, the fluidity of the PGA resin or the like is lowered, and the PGA resin or the like tends not to be sufficiently filled in the mold, particularly fine uneven portions.
- the heating temperature exceeds the upper limit, the PGA resin tends to be colored or thermally decomposed. From such a viewpoint, the heating temperature of the PGA resin or the like is more preferably 220 to 280 ° C.
- the mold A and the mold B, the 0 ⁇ 80 ° C. higher temperatures for crystallization temperature T C of the PGA-based resin [T C +0 (°C) ⁇ T C +80 (°C )] (Mold heating step).
- the heating temperature of the mold is lower than the lower limit, when placing the PGA resin or the like and when applying pressure between the molds, the temperature of the PGA resin or the like decreases to increase the viscosity, and the PGA resin , Etc. tend not to be sufficiently filled into the mold, particularly fine irregularities.
- the upper limit is exceeded, the PGA-based resin is not sufficiently crystallized and the releasability of the PGA-based resin molded product tends to decrease.
- the heating temperature of the mold is more preferably T C +30 (° C.) to T C +60 (° C.).
- the heating temperature of the mold A and the heating temperature of the mold B may be the same or different, and the heating method of the mold is not particularly limited.
- the method of heating with a heater the method of circulating a heating medium in a metal mold, etc. are mentioned.
- the molten PGA-based resin or the like is disposed between the mold A and the mold B heated to a predetermined temperature in this way to form the resin layer 5 ( Resin layer forming step).
- the mold A is disposed on the upper side
- the mold B is disposed on the lower side
- the resin layer 5 is formed on at least a fine uneven portion of the uneven surface of the mold B.
- the mold A may be arranged on the lower side, and the resin layer 5 may be formed on the smooth surface (not shown).
- the former is preferable from the viewpoint that PGA-based resin and the like can be sufficiently filled.
- the molten PGA type resin etc. are discharged from discharge ports, such as a die of an injection molding machine or an extruder, on the smooth surface of the mold A, or the mold B A method of depositing on at least a fine uneven portion of the uneven surface is preferable.
- the thickness of the resin layer 5 is not particularly limited, and can be set according to the desired thickness of the molded product. In particular, according to the present invention, it is possible to suppress the overall warping of the molded product. Therefore, the present invention can produce a thin PGA-based resin molded product (for example, a thickness of 0.05 to 1.00 mm). Suitable for
- a pressure of 1 to 18 MPa is applied between the mold A and the mold B, and as shown in FIG. 6C, the resin layer 5 made of the PGA resin or the like is formed into a predetermined shape.
- the fine uneven shape of the mold B is transferred to the surface (transfer process).
- the pressure applied between the molds is less than the lower limit, the filling speed of the PGA-based resin or the like to the fine irregularities of the mold B is slow, and the PGA-based resin is crystallized during the molding and is not sufficiently filled. There is a tendency that fine irregularities are deformed.
- the pressure applied between the molds is preferably 3 to 10 MPa.
- the PGA-based resin layer 5 formed into a predetermined shape in this way and having a fine uneven shape on the surface is cooled and solidified by cooling the mold A and the mold B to a predetermined temperature ( Cooling step).
- T C -40 ° C.
- T C -60 °C
- T C is PGA system
- the cooling rate is increased so that the temperature of the mold A is equal to or lower than the temperature of the mold B before the temperature of the mold A reaches T C ⁇ 40 (° C.) (preferably T C ⁇ 60 (° C.)). Slightly semi-crystalline, warping occurs and mold releasability deteriorates. In addition, when the mold A and the mold B are cooled with the same temperature history during the period, an overall warpage occurs in the PGA-based resin molded product.
- the method for cooling the mold is not particularly limited, but examples include a method by air cooling and a method in which a cooling pipe is provided in the mold and the cooling water is circulated therethrough. From the viewpoint of productivity, the cooling water is circulated.
- the cooling method is preferred.
- a method for cooling the mold as described above in the present invention for example, a method of circulating cooling water having a temperature lower than that of the mold A to the mold B, and after cooling of the mold B is started. And a method for starting the cooling of the mold A.
- the cooling of the mold B is preferably started within 30 seconds, more preferably within 20 seconds. Then, cooling of the mold A is started. Further, from the viewpoint of sufficiently preventing the occurrence of the overall warpage of the PGA-based resin molded product, preferably after 3 seconds have elapsed from the start of cooling of the mold B (that is, when 3 seconds or more have elapsed), more preferably After 5 seconds have elapsed (that is, when 5 seconds or more have elapsed), cooling of the mold A is started.
- T C ⁇ 40 (° C.) to T C ⁇ 100 (° C.) is preferable, and T C ⁇ 60 (° C.) to T C -80 (° C) is more preferable.
- the pressure applied between the mold A and the mold B is released as shown in FIG.
- the resin-based molded product can be released (release process).
- a PGA-based resin having excellent mold releasability is used as the resin to be molded. Therefore, the PGA-based resin molded product can be easily obtained simply by releasing the pressure between the molds as described above. Can be released.
- the reason why the PGA-based resin molded product is excellent in releasability is not necessarily clear, but since the PGA-based resin is a resin having high crystallinity, the volume of the PGA-based resin is easily shrunk in the mold during cooling. This is presumably because a gap is formed between the mold and the molded product.
- ⁇ Crystalization temperature> Using a press machine heated to 280 ⁇ 2 ° C., the PGA resin was formed into a sheet having a thickness of about 200 ⁇ m. The PGA resin sheet was cooled with cold water, moisture was removed with dry air, and then immediately mounted on a differential scanning calorimeter (“DSC-15” manufactured by METTLER TOLEDO) to measure the crystallization temperature. The measurement was performed by heating the PGA resin sheet from ⁇ 50 ° C. to 280 ° C. at 20 ° C./min in a nitrogen atmosphere, and then cooling from 280 ° C. to 50 ° C. at 20 ° C./min. The conversion temperature T C (unit: ° C.) was determined.
- a reactor comprising a jacket-structured main body provided with a reaction tube (made of SUS304) having an inner diameter of 24 mm and two jacket-structured metal plates (made of SUS304) was prepared.
- a reaction tube made of SUS304
- two jacket-structured metal plates made of SUS304
- the temperature of the liquid mixture is maintained at 100 ° C. from the upper opening of the reaction tube. It was transferred as it was.
- the other metal plate hereinafter referred to as “upper plate” was attached and the reaction tube was sealed. Thereafter, a heat medium oil at 170 ° C. was circulated through the main body and a jacket of two metal plates and held for 7 hours to synthesize a polyglycolic acid resin (PGA resin).
- PGA resin polyglycolic acid resin
- the heat medium oil circulating in the jacket was cooled to cool the reaction apparatus to near room temperature. Thereafter, the lower plate was removed, and the PGA resin mass was taken out from the lower opening of the reaction tube. In addition, when a PGA resin is synthesized by this method, the yield is almost 100%.
- the obtained PGA resin block was pulverized by a pulverizer.
- Crystallization temperature T C of the obtained PGA resin was 140 ° C.. Further, the melt viscosity (temperature: 270 ° C., shear rate: 122 sec ⁇ 1 ) of this PGA resin was 550 Pa ⁇ s, and the weight average molecular weight (in terms of polymethyl methacrylate) in GPC measurement was 225,000.
- Example 1 Molding is performed using a melt fine transfer (R) system “MTM-100-15” manufactured by Nippon Steel Co., Ltd., and as a mold, there are an upper mold A having a smooth surface and a fine surface. A pair of microstructure forming molds was used, including a lower mold B (FIGS.
- 3A and 3B consisting of a stamper 22 (130 mm square) having a concavo-convex shape and a support 23 supporting the stamper 22 (130 mm square).
- a stamper 22 130 mm square
- a support 23 supporting the stamper 22 (130 mm square).
- a slit die having a slit length of 100 mm was attached to the cylinder outlet of the injection molding machine.
- the mold A is mounted on the injection molding machine as the upper mold
- the mold B is mounted on the lower mold
- the smooth surface 3 and the concavo-convex surface 4 face each other.
- the cylinder (inner diameter 20 mm) of the injection molding machine was heated to 270 ° C.
- the PGA resin synthesized in the synthesis example was supplied to the cylinder and melted.
- the molten PGA resin in the cylinder is applied onto the uneven surface of the stamper 22 by injection through a slit die, and the molten PGA resin layer 5 having a thickness of about 1.5 mm is applied to the stamper 22 as shown in FIG. 6B. It formed on the uneven surface.
- the mold A and the mold B are combined, a pressure of 5 MPa is applied between the molds, and held for 20 seconds, and the resin layer 5 is molded into a predetermined shape. .
- the pressure applied between the molds is released to release the PGA resin molded product 6, and the PGA resin molded product (100 mm ⁇ 100 mm, thickness 0) shown in FIGS. 5A and 5B is released. 0.5 mm).
- the PGA resin molded product On one surface of the PGA resin molded product, four regions 2 (diameter 35 mm) where a plurality of convex portions 41 (diameter 10 ⁇ m ⁇ height 30 ⁇ m) are formed are formed.
- the obtained PGA resin molding was visually observed, no overall warping occurred.
- the uneven surface having a fine uneven shape was observed with a scanning electron microscope (“JSM6301F” manufactured by JEOL Ltd.), as shown in FIG. 9, the protrusions were not damaged or deformed, and the stamper It was confirmed that 22 fine uneven shapes were transferred satisfactorily.
- JSM6301F scanning electron microscope
- a PGA-based resin molded product having a fine concavo-convex shape on the surface can be stably produced without causing an overall warp of the molded product or damage and deformation of the fine concavo-convex portion. And can be manufactured.
- the method for producing a PGA-based resin molded product having a fine uneven shape according to the present invention is excellent in the shape stability of the molded product and the transferability of the fine uneven shape, the microchemical chip, medical biochip, surgical It is useful as a method for producing materials and the like.
Landscapes
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Thermal Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
Abstract
A process for the production of a polyglycolic acid resin molding having a fine rugged pattern, which comprises: a step of disposing a mold (A) having a smooth surface and a mold (B) having an uneven surface provided with a fine rugged pattern in a manner such that the smooth surface of the mold (A) and the uneven surface of the mold (B) face each other; a step of heating a polyglycolic acid resin to 200-300°C, and thereby melting the resin; a step of heating the molds (A) and (B) to a temperature of Tc+0(°C) to Tc+80(°C) (wherein Tc is the crystallization temperature of the polyglycolic acid resin); a step of interposing the molten polyglycolic acid resin between the heated molds (A) and (B), and forming a resin layer therebetween; a step of applying a pressure of 1 to 18MPa between the molds (A) and (B), and thereby transferring the fine rugged pattern of the mold (B) to the resin layer; and a step of cooling, during the period after the initiation of cooling of the mold (B) until the point of time at which the temperature of the mold (A) lowers to Tc-40 (°C), the molds (A) and (B) in a manner that keeps the temperature of the mold (A) higher than that of the mold (B), and thereby cooling and solidifying the resin layer to which the fine rugged pattern has been transferred.
Description
本発明は、表面に微細な凹凸形状を有するポリグリコール酸系樹脂成形物の製造方法に関し、より詳しくは、金型表面の微細な凹凸形状を転写することによって表面に微細な凹凸形状を有するポリグリコール酸系樹脂成形物を製造する方法に関する。
The present invention relates to a method for producing a polyglycolic acid-based resin molded product having a fine uneven shape on the surface, and more specifically, by transferring a fine uneven shape on a mold surface, The present invention relates to a method for producing a glycolic acid resin molding.
マイクロ化学チップや医療バイオチップ、外科材料など、表面に微細な凹凸形状を有する樹脂成形物は、通常、目的とする微細な凹凸形状に対応する微細な凹凸形状を表面に有する金型を用いてプレス成形して、前記金型表面の微細な凹凸形状を樹脂成形物に転写することによって製造されている。
Resin moldings with fine irregularities on the surface, such as microchemical chips, medical biochips, surgical materials, etc., usually use a mold with fine irregularities on the surface corresponding to the desired fine irregularities It is manufactured by press molding and transferring the fine irregularities on the mold surface to a resin molded product.
しかしながら、表面に微細な凹凸形状を有する樹脂成形物は金型との接触面積が大きく、離型性に劣るという問題があった。そこで、アクリル樹脂などを用いて表面に微細な凹凸形状を有する樹脂成形物を製造する場合には、離型剤を塗布するとともに、樹脂成形物を冷却する際に上下の金型間で冷却速度差を設けて樹脂成形物に反りを発生させ、微細凹凸部分における樹脂成形物と金型との密着領域を減少させて離型性を向上させていた。このため、得られる樹脂成形物の反りは避けられず、また、同じ冷却条件でも樹脂成形物の凹凸サイズ、形状および基盤の厚みによって、反りの程度が異なっていた。
However, the resin molded product having a fine uneven shape on the surface has a problem that the contact area with the mold is large and the releasability is poor. Therefore, when manufacturing a resin molded product having fine irregularities on the surface using an acrylic resin or the like, a mold release agent is applied, and the cooling rate between the upper and lower molds when the resin molded product is cooled. A difference was provided to cause warping of the resin molded product, and the close contact area between the resin molded product and the mold in the fine uneven portion was reduced to improve the releasability. For this reason, warpage of the obtained resin molded product is unavoidable, and the degree of warpage varies depending on the uneven size, shape, and thickness of the substrate of the resin molded product even under the same cooling conditions.
また、特開2008-265001号公報(特許文献1)には、一方の金型の表面が鏡面であり、他方の金型の表面が微細な凹凸部を有するものである一対の金型を用いて、表面に微細な凹凸部を有するアクリル樹脂などの成形物を製造する方法において、前記微細な凹凸部を、前記鏡面よりも速い冷却速度で急冷することによって、その凹凸形状を良好に維持しながら、迅速に、容易に、且つ確実に離型できることが開示されている。しかしながら、急冷することにより成形物に内部ひずみが残り、離型した際に成形物の板状部分が変形するという問題があった。
Japanese Patent Laid-Open No. 2008-265001 (Patent Document 1) uses a pair of molds in which the surface of one mold is a mirror surface and the surface of the other mold has fine uneven portions. In the method of manufacturing a molded article such as an acrylic resin having fine uneven portions on the surface, the uneven shapes are maintained well by rapidly cooling the fine uneven portions at a cooling rate faster than the mirror surface. However, it is disclosed that the mold can be released quickly, easily and reliably. However, there is a problem that the internal strain remains in the molded product due to rapid cooling, and the plate-like portion of the molded product is deformed when released.
本発明は、上記従来技術の有する課題に鑑みてなされたものであり、表面に微細な凹凸形状を有するポリグリコール酸系樹脂成形物を、成形物の全体的な反りや微細な凹凸部の破損および変形を発生させずに製造することが可能なポリグリコール酸系樹脂成形物の製造方法を提供することを目的とする。
The present invention has been made in view of the above-described problems of the prior art, and a polyglycolic acid resin molded product having a fine concavo-convex shape on the surface is used for the overall warpage of the molded product or the breakage of fine concavo-convex portions. Another object of the present invention is to provide a method for producing a polyglycolic acid-based resin molded product that can be produced without causing deformation.
本発明者らは、上記目的を達成すべく鋭意研究を重ねた結果、平滑面を有する金型Aと微細な凹凸形状を備える凹凸面を有する金型Bとからなる一対の金型を用いて表面に微細な凹凸形状を有する樹脂成形物を製造する場合に、樹脂としてポリグリコール酸系樹脂を使用し、且つ、金型の冷却開始後から所定の期間において、前記金型Aの温度が前記金型Bの温度よりも高くなるように金型を冷却することによって、成形物の全体的な反りや微細な凹凸部の破損および変形が発生することなく、表面に微細な凹凸形状を有するポリグリコール酸系樹脂成形物を製造することができることを見出し、本発明を完成するに至った。
As a result of intensive studies to achieve the above object, the present inventors have used a pair of molds including a mold A having a smooth surface and a mold B having an uneven surface having a fine uneven shape. When producing a resin molding having a fine irregular shape on the surface, a polyglycolic acid resin is used as the resin, and the temperature of the mold A is set to a predetermined period after the cooling of the mold starts. By cooling the mold so as to be higher than the temperature of the mold B, the surface of the molded product has a fine concavo-convex shape without causing the overall warpage of the molded product or the damage and deformation of the fine concavo-convex parts. The inventors have found that a glycolic acid resin molded product can be produced, and have completed the present invention.
すなわち、本発明の表面に微細な凹凸形状を有するポリグリコール酸系樹脂成形物の製造方法は、
金型Aの平滑面と金型Bの微細な凹凸形状を備える凹凸面とが対向するように前記金型Aと前記金型Bとを配置する金型配置工程と、
ポリグリコール酸系樹脂またはポリグリコール酸系樹脂組成物を200~300℃に加熱して溶融する樹脂溶融工程と、
前記金型Aおよび前記金型Bを、TC+0(℃)~TC+80(℃)(TCは前記ポリグリコール酸系樹脂の結晶化温度を表す。)に加熱する金型加熱工程と、
加熱した前記金型Aと前記金型Bとの間に、溶融した前記ポリグリコール酸系樹脂または前記ポリグリコール酸系樹脂組成物を配置して樹脂層を形成する樹脂層形成工程と、
前記金型Aと前記金型Bとの間に1~18MPaの圧力を印加して前記樹脂層に前記金型Bの微細な凹凸形状を転写する工程と、
前記金型Bの冷却が開始された後から前記金型Aの温度がTC-40(℃)となるまでの間において、前記金型Aの温度が前記金型Bの温度よりも高くなるように前記金型Aおよび前記金型Bを冷却して、微細な凹凸形状が転写された前記樹脂層を冷却固化させる冷却工程と、
を含む方法である。 That is, the method for producing a polyglycolic acid-based resin molded product having a fine uneven shape on the surface of the present invention,
A mold placement step of placing the mold A and the mold B so that the smooth surface of the mold A and the uneven surface having a fine uneven shape of the mold B face each other;
A resin melting step in which a polyglycolic acid-based resin or a polyglycolic acid-based resin composition is melted by heating to 200 to 300 ° C .;
The mold A and the mold B, T C +0 (℃) ~ T C +80 (℃) (T C is. Representing the crystallization temperature of the polyglycolic acid resin) and the mold heating step of heating the ,
A resin layer forming step of arranging a molten polyglycolic acid resin or the polyglycolic acid resin composition between the heated mold A and the mold B to form a resin layer;
Applying a pressure of 1 to 18 MPa between the mold A and the mold B to transfer the fine uneven shape of the mold B to the resin layer;
The temperature of the mold A becomes higher than the temperature of the mold B after the mold B starts cooling until the temperature of the mold A reaches T C −40 (° C.). Cooling step of cooling the mold A and the mold B to cool and solidify the resin layer to which the fine uneven shape has been transferred,
It is a method including.
金型Aの平滑面と金型Bの微細な凹凸形状を備える凹凸面とが対向するように前記金型Aと前記金型Bとを配置する金型配置工程と、
ポリグリコール酸系樹脂またはポリグリコール酸系樹脂組成物を200~300℃に加熱して溶融する樹脂溶融工程と、
前記金型Aおよび前記金型Bを、TC+0(℃)~TC+80(℃)(TCは前記ポリグリコール酸系樹脂の結晶化温度を表す。)に加熱する金型加熱工程と、
加熱した前記金型Aと前記金型Bとの間に、溶融した前記ポリグリコール酸系樹脂または前記ポリグリコール酸系樹脂組成物を配置して樹脂層を形成する樹脂層形成工程と、
前記金型Aと前記金型Bとの間に1~18MPaの圧力を印加して前記樹脂層に前記金型Bの微細な凹凸形状を転写する工程と、
前記金型Bの冷却が開始された後から前記金型Aの温度がTC-40(℃)となるまでの間において、前記金型Aの温度が前記金型Bの温度よりも高くなるように前記金型Aおよび前記金型Bを冷却して、微細な凹凸形状が転写された前記樹脂層を冷却固化させる冷却工程と、
を含む方法である。 That is, the method for producing a polyglycolic acid-based resin molded product having a fine uneven shape on the surface of the present invention,
A mold placement step of placing the mold A and the mold B so that the smooth surface of the mold A and the uneven surface having a fine uneven shape of the mold B face each other;
A resin melting step in which a polyglycolic acid-based resin or a polyglycolic acid-based resin composition is melted by heating to 200 to 300 ° C .;
The mold A and the mold B, T C +0 (℃) ~ T C +80 (℃) (T C is. Representing the crystallization temperature of the polyglycolic acid resin) and the mold heating step of heating the ,
A resin layer forming step of arranging a molten polyglycolic acid resin or the polyglycolic acid resin composition between the heated mold A and the mold B to form a resin layer;
Applying a pressure of 1 to 18 MPa between the mold A and the mold B to transfer the fine uneven shape of the mold B to the resin layer;
The temperature of the mold A becomes higher than the temperature of the mold B after the mold B starts cooling until the temperature of the mold A reaches T C −40 (° C.). Cooling step of cooling the mold A and the mold B to cool and solidify the resin layer to which the fine uneven shape has been transferred,
It is a method including.
前記冷却工程において、前記金型Bの冷却開始後20秒以内に前記金型Aの冷却を開始することが好ましく、前記金型Bの冷却開始から3秒以上経過した時点で前記金型Aの冷却を開始することがより好ましい。また、本発明においては、前記金型Aおよび前記金型Bの冷却終了温度がTC-40(℃)~TC-100(℃)であることが好ましい。
In the cooling step, it is preferable to start the cooling of the mold A within 20 seconds after the cooling of the mold B is started, and when 3 seconds or more have passed since the cooling start of the mold B, More preferably, cooling is started. In the present invention, the cooling end temperature of the mold A and the mold B is preferably T C −40 (° C.) to T C −100 (° C.).
本発明にかかる樹脂溶融工程においては、200~300℃に加熱した射出成形機のシリンダーに、前記ポリグリコール酸系樹脂またはポリグリコール酸系樹脂組成物を供給して溶融することが好ましい。また、本発明の製造方法においては、前記金型配置工程において、前記金型Aを上側に、前記金型Bを下側に配置し、前記樹脂形成工程において、前記金型Bの凹凸面のうちの少なくとも微細な凹凸形状部分の上に、前記樹脂層を形成することが好ましい。
In the resin melting step according to the present invention, the polyglycolic acid resin or the polyglycolic acid resin composition is preferably supplied to a cylinder of an injection molding machine heated to 200 to 300 ° C. and melted. Further, in the manufacturing method of the present invention, in the mold arranging step, the mold A is arranged on the upper side and the mold B is arranged on the lower side. In the resin forming step, the uneven surface of the mold B is arranged. It is preferable to form the resin layer on at least a fine uneven portion.
なお、本発明の製造方法において、一方の表面に微細な凹凸形状を有するポリグリコール酸系樹脂成形物の全体的な反りや微細な凹凸部の破損および変形が発生しない理由は必ずしも定かではないが、本発明者らは以下のように推察する。平滑面と微細な凹凸形状を備える凹凸面とを有する樹脂成形物を製造する場合に、成形物の凹凸面と接触している金型Bを冷却しても、成形物の微細な凸部の根元部分はこの金型Bと接触していないため、前記凹凸面の他の部分よりも局所的に温度が高くなると推察される。このため、前記金型Aと前記金型Bとを同じ温度履歴で冷却すると、成形物においては、平滑面は均一に冷却されるが、凹凸面には局所的に温度が高い部分が存在するため、平均すると、凹凸面の温度が平滑面より高くなると推察される。従って、樹脂としてポリグリコール酸系樹脂を用いた場合には、この表面温度の差によってポリグリコール酸系樹脂の結晶化速度に差が生じ、成形物に全体的な反りが発生するものと推察される。
In the production method of the present invention, the reason why the overall warpage of the polyglycolic acid resin molded product having a fine uneven shape on one surface and the breakage and deformation of the fine uneven portion does not necessarily occur is not certain. The present inventors infer as follows. When manufacturing a resin molded product having a smooth surface and a concavo-convex surface having a fine concavo-convex shape, even if the mold B in contact with the concavo-convex surface of the molded product is cooled, the fine convex portions of the molded product Since the root portion is not in contact with the mold B, it is assumed that the temperature is locally higher than the other portions of the uneven surface. For this reason, when the mold A and the mold B are cooled with the same temperature history, the smooth surface is uniformly cooled in the molded product, but the uneven surface has a locally high temperature portion. Therefore, on average, it is assumed that the temperature of the uneven surface is higher than that of the smooth surface. Therefore, when a polyglycolic acid resin is used as the resin, the difference in the surface temperature causes a difference in the crystallization speed of the polyglycolic acid resin, and it is presumed that the overall warpage occurs in the molded product. The
一方、本発明においては、成形物の凹凸面に局所的に温度が高い部分が存在しても、前記金型Aの温度が前記金型Bの温度よりも高くなるように冷却するため、平均すると、成形物の凹凸面と平滑面は同じ温度となる。その結果、ポリグリコール酸系樹脂が均一に結晶化するため、成形物の全体的な反りが発生しないものと推察される。
On the other hand, in the present invention, even if there is a locally high temperature portion on the uneven surface of the molded product, the temperature of the mold A is cooled so as to be higher than the temperature of the mold B. Then, the uneven surface and the smooth surface of the molded product have the same temperature. As a result, since the polyglycolic acid resin is uniformly crystallized, it is presumed that the overall warping of the molded product does not occur.
本発明によれば、表面に微細な凹凸形状を有するポリグリコール酸系樹脂成形物を、成形物の全体的な反りや微細な凹凸部の破損および変形を発生させずに製造することが可能となる。
According to the present invention, it is possible to produce a polyglycolic acid-based resin molded product having a fine uneven shape on the surface without causing an overall warp of the molded product or damage and deformation of the fine uneven portion. Become.
以下、図面を参照しながら本発明の好適な実施形態について詳細に説明するが、本発明は前記図面に限定されるものではない。なお、以下の説明および図面中、同一または相当する要素には同一の符号を付し、重複する説明は省略する。
Hereinafter, preferred embodiments of the present invention will be described in detail with reference to the drawings, but the present invention is not limited to the drawings. In the following description and drawings, the same or corresponding elements are denoted by the same reference numerals, and duplicate descriptions are omitted.
先ず、本発明に用いるポリグリコール酸系樹脂(以下、「PGA系樹脂」という)について説明する。本発明に用いるPGA系樹脂としては、下記式(1):
-[O-CH2-C(=O)]- (1)
で表されるグリコール酸繰り返し単位のみからなるグリコール酸の単独重合体(以下、「PGA単独重合体」という。グリコール酸の2分子間環状エステルであるグリコリドの開環重合体を含む。)、前記グリコール酸繰り返し単位を含むポリグリコール酸共重合体(以下、「PGA共重合体」という。)などが挙げられる。このようなPGA系樹脂は、1種を単独で使用しても2種以上を併用してもよい。 First, the polyglycolic acid resin (hereinafter referred to as “PGA resin”) used in the present invention will be described. The PGA resin used in the present invention is represented by the following formula (1):
— [O—CH 2 —C (═O)] — (1)
A glycolic acid homopolymer consisting only of glycolic acid repeating units represented by the formula (hereinafter referred to as “PGA homopolymer”, including a ring-opened polymer of glycolide which is a bimolecular cyclic ester of glycolic acid), And a polyglycolic acid copolymer containing a glycolic acid repeating unit (hereinafter referred to as “PGA copolymer”). Such PGA-type resin may be used individually by 1 type, or may use 2 or more types together.
-[O-CH2-C(=O)]- (1)
で表されるグリコール酸繰り返し単位のみからなるグリコール酸の単独重合体(以下、「PGA単独重合体」という。グリコール酸の2分子間環状エステルであるグリコリドの開環重合体を含む。)、前記グリコール酸繰り返し単位を含むポリグリコール酸共重合体(以下、「PGA共重合体」という。)などが挙げられる。このようなPGA系樹脂は、1種を単独で使用しても2種以上を併用してもよい。 First, the polyglycolic acid resin (hereinafter referred to as “PGA resin”) used in the present invention will be described. The PGA resin used in the present invention is represented by the following formula (1):
— [O—CH 2 —C (═O)] — (1)
A glycolic acid homopolymer consisting only of glycolic acid repeating units represented by the formula (hereinafter referred to as “PGA homopolymer”, including a ring-opened polymer of glycolide which is a bimolecular cyclic ester of glycolic acid), And a polyglycolic acid copolymer containing a glycolic acid repeating unit (hereinafter referred to as “PGA copolymer”). Such PGA-type resin may be used individually by 1 type, or may use 2 or more types together.
前記PGA共重合体を製造する際に、グリコール酸モノマーとともに使用されるコモノマーとしては、シュウ酸エチレン(すなわち、1,4-ジオキサン-2,3-ジオン)、ラクチド類、ラクトン類(例えば、β-プロピオラクトン、β-ブチロラクトン、β-ピバロラクトン、γ-ブチロラクトン、δ-バレロラクトン、β-メチル-δ-バレロラクトン、ε-カプロラクトンなど)、カーボネート類(例えば、トリメチレンカーボネートなど)、エーテル類(例えば、1,3-ジオキサンなど)、エーテルエステル類(例えば、ジオキサノンなど)、アミド類(ε-カプロラクタムなど)などの環状モノマー;乳酸、3-ヒドロキシプロパン酸、3-ヒドロキシブタン酸、4-ヒドロキシブタン酸、6-ヒドロキシカプロン酸などのヒドロキシカルボン酸またはそのアルキルエステル;エチレングリコール、1,4-ブタンジオールなどの脂肪族ジオール類と、こはく酸、アジピン酸などの脂肪族ジカルボン酸類またはそのアルキルエステル類との実質的に等モルの混合物を挙げることができる。これらのコモノマーは1種を単独で使用しても2種以上を併用してもよい。このようなコモノマーのうち、耐熱性の観点からヒドロキシカルボン酸が好ましい。
The comonomers used together with the glycolic acid monomer in producing the PGA copolymer include ethylene oxalate (ie, 1,4-dioxane-2,3-dione), lactides, lactones (for example, β -Propiolactone, β-butyrolactone, β-pivalolactone, γ-butyrolactone, δ-valerolactone, β-methyl-δ-valerolactone, ε-caprolactone, etc.), carbonates (eg trimethylene carbonate, etc.), ethers (For example, 1,3-dioxane, etc.), cyclic monomers such as ether esters (eg, dioxanone), amides (ε-caprolactam, etc.); lactic acid, 3-hydroxypropanoic acid, 3-hydroxybutanoic acid, 4- Hydro, such as hydroxybutanoic acid and 6-hydroxycaproic acid Cicarboxylic acid or an alkyl ester thereof; a substantially equimolar mixture of an aliphatic diol such as ethylene glycol or 1,4-butanediol and an aliphatic dicarboxylic acid such as succinic acid or adipic acid or an alkyl ester thereof. Can be mentioned. These comonomers may be used individually by 1 type, or may use 2 or more types together. Of these comonomers, hydroxycarboxylic acid is preferred from the viewpoint of heat resistance.
また、前記PGA系樹脂をグリコリドの開環重合によって製造する場合に使用する触媒としては、ハロゲン化スズ、有機カルボン酸スズなどのスズ系化合物;アルコキシチタネートなどのチタン系化合物;アルコキシアルミニウムなどのアルミニウム系化合物;ジルコニウムアセチルアセトンなどのジルコニウム系化合物;ハロゲン化アンチモン、酸化アンチモンなどのアンチモン系化合物といった公知の開環重合触媒が挙げられる。
The catalyst used when the PGA resin is produced by ring-opening polymerization of glycolide includes tin compounds such as tin halide and tin organic carboxylate; titanium compounds such as alkoxy titanate; aluminum such as alkoxyaluminum. Known ring-opening polymerization catalysts such as zirconium compounds, zirconium compounds such as zirconium acetylacetone, and antimony compounds such as antimony halide and antimony oxide.
前記PGA系樹脂は従来公知の重合方法により製造することができるが、その重合温度としては、120~300℃が好ましく、130~250℃がより好ましく、140~220℃が特に好ましく、150~200℃が最も好ましい。重合温度が前記下限未満になると重合が十分に進行しない傾向にあり、他方、前記上限を超えると生成した樹脂が熱分解する傾向にある。
The PGA-based resin can be produced by a conventionally known polymerization method. The polymerization temperature is preferably 120 to 300 ° C., more preferably 130 to 250 ° C., particularly preferably 140 to 220 ° C., and 150 to 200. C is most preferred. When the polymerization temperature is less than the lower limit, the polymerization tends not to proceed sufficiently. On the other hand, when the polymerization temperature exceeds the upper limit, the produced resin tends to be thermally decomposed.
また、前記PGA系樹脂の重合時間としては、2分間~50時間が好ましく、3分間~30時間がより好ましく、5分間~18時間が特に好ましい。重合時間が前記下限未満になると重合が十分に進行しない傾向にあり、他方、前記上限を超えると生成した樹脂が着色する傾向にある。
The polymerization time of the PGA resin is preferably 2 minutes to 50 hours, more preferably 3 minutes to 30 hours, and particularly preferably 5 minutes to 18 hours. When the polymerization time is less than the lower limit, the polymerization does not proceed sufficiently, whereas when the upper limit is exceeded, the generated resin tends to be colored.
本発明に用いるPGA系樹脂において、前記式(1)で表されるグリコール酸繰り返し単位の含有量としては、70質量%以上が好ましく、80質量%以上がより好ましく、90質量%以上がさらに好ましく、100質量%が特に好ましい。グリコール酸繰り返し単位の含有量が前記下限未満になるとPGA系樹脂の結晶化度が低下する傾向にある。
In the PGA resin used in the present invention, the content of the glycolic acid repeating unit represented by the formula (1) is preferably 70% by mass or more, more preferably 80% by mass or more, and further preferably 90% by mass or more. 100 mass% is particularly preferable. When the content of the glycolic acid repeating unit is less than the lower limit, the crystallinity of the PGA resin tends to decrease.
前記PGA系樹脂の重量平均分子量としては、5万~80万が好ましく、8万~50万がより好ましい。PGA系樹脂の重量平均分子量が前記下限未満になるとPGA系樹脂成形物の機械的強度が低下する傾向にあり、他方、前記上限を超えると溶融粘度が高くなり射出成形が困難となる傾向にある。なお、前記重量平均分子量はゲルパーミエーションクロマトグラフィ(GPC)により測定したポリメチルメタクリレート換算値である。
The weight average molecular weight of the PGA resin is preferably 50,000 to 800,000, more preferably 80,000 to 500,000. If the weight average molecular weight of the PGA resin is less than the lower limit, the mechanical strength of the PGA resin molded product tends to decrease. On the other hand, if the upper limit is exceeded, the melt viscosity tends to increase and injection molding tends to be difficult. . The weight average molecular weight is a polymethylmethacrylate conversion value measured by gel permeation chromatography (GPC).
また、前記PGA系樹脂の溶融粘度(温度:270℃、剪断速度:122sec-1)としては、1~10000Pa・sが好ましく、100~6000Pa・sがより好ましく、300~4000Pa・sが好ましい。溶融粘度が前記下限未満になるとPGA系樹脂成形物の機械的強度が低下する傾向にあり、他方、前記上限を超えると射出成形が困難となる傾向にある。
Further, the melt viscosity (temperature: 270 ° C., shear rate: 122 sec −1 ) of the PGA-based resin is preferably 1 to 10,000 Pa · s, more preferably 100 to 6000 Pa · s, and more preferably 300 to 4000 Pa · s. If the melt viscosity is less than the lower limit, the mechanical strength of the PGA-based resin molded product tends to decrease. On the other hand, if the melt viscosity exceeds the upper limit, injection molding tends to be difficult.
本発明においては、前記PGA系樹脂をそのまま使用してもよいし、必要に応じて熱安定剤、末端封止剤、可塑剤、熱線吸収剤、抗酸化剤などの各種添加剤や他の熱可塑性樹脂を添加してPGA系樹脂組成物として使用してもよい。
In the present invention, the PGA-based resin may be used as it is, and various additives such as a heat stabilizer, a terminal blocking agent, a plasticizer, a heat ray absorbent, an antioxidant, and other heat as necessary. You may add a plastic resin and use it as a PGA-type resin composition.
次に、本発明に用いる金型について説明する。本発明に用いる金型は、平滑面を有する金型Aと微細な凹凸形状を備える凹凸面(以下、単に「凹凸面」ともいう。)を有する金型Bからなる一対の金型である。前記金型Aとしては平滑面を有するものであれば特に制限はなく、従来公知のものを使用することができ、前記平滑面の表面粗さについても特に制限はない。前記金型Bとしては、表面に微細な凹凸形状を有するものであれば特に制限はないが、例えば、図1Aおよび図1Bに示すような表面に微細な溝11が形成されたもの、図2Aおよび図2Bに示すような表面に微細な凹部21が形成されたものなどが挙げられる。また、前記金型Bは、図1A~図2Bに示すように、金型の表面に微細な凹凸形状を直接形成したものでもよいし、図3Aおよび図3Bに示すように、表面に微細な凹凸形状を有するスタンパーなどの金型原盤22とそれを支持する支持体23からなるものでもよい。さらに、前記微細な凹凸形状を備える領域1は、前記金型Bの凹凸面において、図1Aに示すように1箇所形成されていてもよいし、図2Aおよび図3Aに示すように2箇所以上形成されていてもよい。図1Aおよび図1Bに示す金型Bを用いてPGA系樹脂成形物を製造することによって、金型Bの表面の微細な凹凸形状が成形物の表面に転写され、図4Aおよび図4Bに示すような前記金型Bの微細な溝11に対応した微細な凸部31を表面に備えるPGA系樹脂成形物を得ることができる。また、図3Aおよび図3Bに示す金型Bを用いてPGA系樹脂成形物を製造することによって、金型表面の微細な凹凸形状が成形物の表面に転写され、図5Aおよび図5Bに示すような前記金型Bの微細な凹部21に対応した微細な凸部41を表面に備えるPGA系樹脂成形物を得ることができる。なお、本発明において微細な凹凸形状の大きさについては特に制限はないが、本発明は、凸部や凹部の大きさがマイクロメーターオーダー(例えば、直径または幅としては5~500μmが好ましく、高さまたは深さとしては10~1000μmが好ましい。)の成形物を製造する場合に特に適している。
Next, the mold used in the present invention will be described. The mold used in the present invention is a pair of molds composed of a mold A having a smooth surface and a mold B having a concavo-convex surface having a fine concavo-convex shape (hereinafter also simply referred to as “concavo-convex surface”). The mold A is not particularly limited as long as it has a smooth surface, and a conventionally known one can be used, and the surface roughness of the smooth surface is not particularly limited. The mold B is not particularly limited as long as it has a fine concavo-convex shape on the surface. For example, the mold B has a fine groove 11 formed on the surface as shown in FIGS. 1A and 1B. And those having fine recesses 21 formed on the surface as shown in FIG. 2B. Further, the mold B may be formed by directly forming a fine uneven shape on the surface of the mold as shown in FIGS. 1A to 2B, or may be fine on the surface as shown in FIGS. 3A and 3B. It may be composed of a mold master 22 such as a stamper having a concavo-convex shape and a support 23 for supporting the same. Further, the region 1 having the fine concavo-convex shape may be formed at one place as shown in FIG. 1A on the concavo-convex surface of the mold B, or two or more places as shown in FIGS. 2A and 3A. It may be formed. By producing a PGA-based resin molded product using the mold B shown in FIG. 1A and FIG. 1B, the fine uneven shape on the surface of the mold B is transferred to the surface of the molded product, which is shown in FIG. 4A and FIG. 4B. A PGA-based resin molded product having fine projections 31 corresponding to the fine grooves 11 of the mold B on the surface can be obtained. Further, by producing a PGA-based resin molded product using the mold B shown in FIGS. 3A and 3B, the fine uneven shape on the mold surface is transferred to the surface of the molded product, and is shown in FIGS. 5A and 5B. A PGA-based resin molded product having fine convex portions 41 corresponding to the fine concave portions 21 of the mold B can be obtained. In the present invention, the size of the fine uneven shape is not particularly limited. However, in the present invention, the size of the convex portion and the concave portion is on the order of micrometers (for example, the diameter or width is preferably 5 to 500 μm, and high The thickness or depth is preferably 10 to 1000 μm).
次に、本発明の表面に微細な凹凸形状を有するポリグリコール酸系樹脂成形物の製造方法について説明する。本発明においては、先ず、上記のような平滑面を有する金型Aと凹凸面を有する金型Bからなる一対の金型を準備する。そして、図6Aに示すように、前記平滑面3と前記凹凸面4とが対向するように、前記金型Aと前記金型Bを配置する(金型配置工程)。このとき、金型Aを上側に、金型Bを下側に配置してもよいし(図6A)、金型Aを下側に、金型Bを上側に配置してもよい(図面なし)が、金型Bの微細な凹凸部に前記PGA系樹脂またはPGA系樹脂組成物(以下、「PGA系樹脂等」という)を十分に充填できるという観点から、前者が好ましい。また、金型Aおよび金型Bの形状、ならびに金型Bの微細な凹凸形状は図6Aに示したものに限定されない。
Next, a method for producing a polyglycolic acid resin molded product having fine irregularities on the surface of the present invention will be described. In the present invention, first, a pair of molds including a mold A having a smooth surface as described above and a mold B having an uneven surface are prepared. And as shown to FIG. 6A, the said metal mold | die A and the said metal mold | die B are arrange | positioned so that the said smooth surface 3 and the said uneven | corrugated surface 4 may oppose (mold arrangement | positioning process). At this time, the mold A may be disposed on the upper side, the mold B may be disposed on the lower side (FIG. 6A), or the mold A may be disposed on the lower side, and the mold B may be disposed on the upper side (not shown). However, the former is preferable from the viewpoint that the fine irregularities of the mold B can be sufficiently filled with the PGA resin or PGA resin composition (hereinafter referred to as “PGA resin”). Further, the shapes of the mold A and the mold B and the fine uneven shape of the mold B are not limited to those shown in FIG. 6A.
次に、前記PGA系樹脂等を200~300℃に加熱して溶融させる(樹脂溶融工程)。この加熱方法としては特に制限はないが、例えば、200~300℃に加熱した射出成形機のシリンダーに前記PGA系樹脂等を供給することによって加熱することが好ましい。前記PGA系樹脂等の加熱温度が前記下限未満になるとPGA系樹脂等の流動性が低くなり、PGA系樹脂等が、金型、特に微細な凹凸部に十分に充填されない傾向にある。また、加熱溶融に射出成形機のシリンダーや押出機を使用した場合には負荷が大きくなり、PGA系樹脂等が吐出(射出)できなくなる傾向にある。他方、前記加熱温度が前記上限を超えるとPGA系樹脂が着色したり、熱分解したりする傾向にある。また、このような観点から、PGA系樹脂等の加熱温度としては220~280℃がより好ましい。
Next, the PGA resin or the like is melted by heating to 200 to 300 ° C. (resin melting step). The heating method is not particularly limited, but for example, it is preferable to heat by supplying the PGA resin or the like to a cylinder of an injection molding machine heated to 200 to 300 ° C. When the heating temperature of the PGA resin or the like is less than the lower limit, the fluidity of the PGA resin or the like is lowered, and the PGA resin or the like tends not to be sufficiently filled in the mold, particularly fine uneven portions. In addition, when a cylinder or an extruder of an injection molding machine is used for heating and melting, the load increases, and it tends to be impossible to discharge (inject) PGA resin or the like. On the other hand, when the heating temperature exceeds the upper limit, the PGA resin tends to be colored or thermally decomposed. From such a viewpoint, the heating temperature of the PGA resin or the like is more preferably 220 to 280 ° C.
また、本発明においては、前記金型Aおよび前記金型Bを、前記PGA系樹脂の結晶化温度TCに対して0~80℃高い温度〔TC+0(℃)~TC+80(℃)〕に加熱する(金型加熱工程)。金型の加熱温度が前記下限未満になるとPGA系樹脂等を配置する際、および金型間に圧力を印加する際に、PGA系樹脂等の温度が低下して粘度が高くなり、PGA系樹脂等が、金型、特に微細な凹凸部へ十分に充填されない傾向にある。他方、前記上限を超えるとPGA系樹脂が十分に結晶化せず、PGA系樹脂成形物の離型性が低下する傾向にある。また、このような観点から、金型の加熱温度としてはTC+30(℃)~TC+60(℃)がより好ましい。
In the present invention, the mold A and the mold B, the 0 ~ 80 ° C. higher temperatures for crystallization temperature T C of the PGA-based resin [T C +0 (℃) ~ T C +80 (℃ )] (Mold heating step). When the heating temperature of the mold is lower than the lower limit, when placing the PGA resin or the like and when applying pressure between the molds, the temperature of the PGA resin or the like decreases to increase the viscosity, and the PGA resin , Etc. tend not to be sufficiently filled into the mold, particularly fine irregularities. On the other hand, when the upper limit is exceeded, the PGA-based resin is not sufficiently crystallized and the releasability of the PGA-based resin molded product tends to decrease. From such a viewpoint, the heating temperature of the mold is more preferably T C +30 (° C.) to T C +60 (° C.).
前記金型Aの加熱温度と前記金型Bの加熱温度は同じであっても異なっていてもよく、金型の加熱方法も特に制限はない。例えば、加熱ヒーターにより加熱する方法、金型中に加熱媒体を循環させる方法などが挙げられる。
The heating temperature of the mold A and the heating temperature of the mold B may be the same or different, and the heating method of the mold is not particularly limited. For example, the method of heating with a heater, the method of circulating a heating medium in a metal mold, etc. are mentioned.
次に、このようにして所定の温度に加熱した金型Aと金型Bとの間に、図6Bに示すように、溶融した前記PGA系樹脂等を配置して樹脂層5を形成する(樹脂層形成工程)。本発明においては、前記金型Aを上側に、前記金型Bを下側に配置し、前記金型Bの凹凸面のうちの少なくとも微細な凹凸形状部分の上に前記樹脂層5を形成してもよいし(図6B)、金型Aを下側に配置してその平滑面上に前記樹脂層5を形成してもよい(図面なし)が、金型Bの微細な凹凸部に前記PGA系樹脂等を十分に充填できるという観点から前者が好ましい。
Next, as shown in FIG. 6B, the molten PGA-based resin or the like is disposed between the mold A and the mold B heated to a predetermined temperature in this way to form the resin layer 5 ( Resin layer forming step). In the present invention, the mold A is disposed on the upper side, the mold B is disposed on the lower side, and the resin layer 5 is formed on at least a fine uneven portion of the uneven surface of the mold B. (FIG. 6B), the mold A may be arranged on the lower side, and the resin layer 5 may be formed on the smooth surface (not shown). The former is preferable from the viewpoint that PGA-based resin and the like can be sufficiently filled.
樹脂層5の形成方法としては特に制限はないが、例えば、溶融したPGA系樹脂等を射出成形機や押出機のダイなどの吐出口から吐出させて金型Aの平滑面上や金型Bの凹凸面のうちの少なくとも微細な凹凸形状部分の上に堆積させる方法が好ましい。本発明においては、樹脂層5の厚さは特に制限されず、所望の成形物の厚さに応じて設定することができる。特に、本発明によれば成形物の全体的な反りを抑制することが可能となることから、本発明は、薄いPGA系樹脂成形物(例えば、厚さ0.05~1.00mm)の製造に適している。
Although there is no restriction | limiting in particular as a formation method of the resin layer 5, For example, the molten PGA type resin etc. are discharged from discharge ports, such as a die of an injection molding machine or an extruder, on the smooth surface of the mold A, or the mold B A method of depositing on at least a fine uneven portion of the uneven surface is preferable. In the present invention, the thickness of the resin layer 5 is not particularly limited, and can be set according to the desired thickness of the molded product. In particular, according to the present invention, it is possible to suppress the overall warping of the molded product. Therefore, the present invention can produce a thin PGA-based resin molded product (for example, a thickness of 0.05 to 1.00 mm). Suitable for
次に、前記金型Aと前記金型Bとの間に1~18MPaの圧力を印加して、図6Cに示すように、前記PGA系樹脂等からなる樹脂層5を所定の形状に成形し、その表面に前記金型Bの微細な凹凸形状を転写する(転写工程)。金型間に印加する圧力が前記下限未満になると金型Bの微細な凹凸部へのPGA系樹脂等の充填速度が遅く、成形途中でPGA系樹脂が結晶化して十分に充填されなかったり、微細な凹凸部の変形が発生したりする傾向にある。他方、前記上限をこえるとバリや凸部の破損が発生し、成形不良となる傾向にある。また、このような観点から、金型間に印加する圧力としては3~10MPaが好ましい。
Next, a pressure of 1 to 18 MPa is applied between the mold A and the mold B, and as shown in FIG. 6C, the resin layer 5 made of the PGA resin or the like is formed into a predetermined shape. The fine uneven shape of the mold B is transferred to the surface (transfer process). When the pressure applied between the molds is less than the lower limit, the filling speed of the PGA-based resin or the like to the fine irregularities of the mold B is slow, and the PGA-based resin is crystallized during the molding and is not sufficiently filled. There is a tendency that fine irregularities are deformed. On the other hand, if the upper limit is exceeded, burrs and protrusions are damaged, which tends to cause molding defects. From such a viewpoint, the pressure applied between the molds is preferably 3 to 10 MPa.
次に、このようにして所定の形状に成形し、表面に微細な凹凸形状を形成したPGA系樹脂層5を、金型Aおよび金型Bを所定の温度まで冷却することによって冷却固化させる(冷却工程)。このとき、金型Bの冷却を開始した後(開始時は含まず)から金型Aの温度がTC-40(℃)(好ましくはTC-60(℃))(TCはPGA系樹脂の結晶化温度)となるまでの間において、前記金型Aの温度が前記金型Bの温度よりも高くなるように金型Aおよび金型Bを冷却する。これによりPGA系樹脂成形物全体の冷却バランスがとれ、反りを低減することが可能となる。一方、金型Aの温度がTC-40(℃)(好ましくはTC-60(℃))となる前に金型Aの温度が金型Bの温度以下になるように冷却速度を速めるとやや半結晶状態となり、反りが発生すると共に離型性も悪くなる。また、前記期間において金型Aと金型Bとを同じ温度履歴で冷却するとPGA系樹脂成形物に全体的な反りが発生する。
Next, the PGA-based resin layer 5 formed into a predetermined shape in this way and having a fine uneven shape on the surface is cooled and solidified by cooling the mold A and the mold B to a predetermined temperature ( Cooling step). In this case, after starting the cooling of the mold B temperature of the mold A from (the start is not included) is T C -40 (° C.) (preferably T C -60 (℃)) ( T C is PGA system Until the temperature reaches the resin crystallization temperature, the mold A and the mold B are cooled so that the temperature of the mold A becomes higher than the temperature of the mold B. Thereby, the cooling balance of the whole PGA-type resin molding can be taken, and it becomes possible to reduce curvature. On the other hand, the cooling rate is increased so that the temperature of the mold A is equal to or lower than the temperature of the mold B before the temperature of the mold A reaches T C −40 (° C.) (preferably T C −60 (° C.)). Slightly semi-crystalline, warping occurs and mold releasability deteriorates. In addition, when the mold A and the mold B are cooled with the same temperature history during the period, an overall warpage occurs in the PGA-based resin molded product.
金型を冷却する方法としては特に制限はないが、例えば、空冷による方法、金型に冷却管を設けてそこに冷却水を流通させる方法が挙げられ、生産性の観点から冷却水を流通させて冷却する方法が好ましい。
The method for cooling the mold is not particularly limited, but examples include a method by air cooling and a method in which a cooling pipe is provided in the mold and the cooling water is circulated therethrough. From the viewpoint of productivity, the cooling water is circulated. The cooling method is preferred.
本発明において上記のように金型を冷却する具体的な方法としては、例えば、金型Aの冷却水より低温の冷却水を金型Bに流通させる方法、金型Bの冷却を開始した後、金型Aの冷却を開始する方法などが挙げられる。
As a specific method for cooling the mold as described above in the present invention, for example, a method of circulating cooling water having a temperature lower than that of the mold A to the mold B, and after cooling of the mold B is started. And a method for starting the cooling of the mold A.
金型Bの冷却を開始した後に金型Aの冷却を開始する場合、生産性の観点から、本発明においては、金型Bの冷却開始後、好ましくは30秒以内、より好ましくは20秒以内に、金型Aの冷却を開始する。また、PGA系樹脂成形物の全体的な反りの発生を十分に防ぐという観点から、金型Bの冷却開始から好ましくは3秒間経過した後(すなわち、3秒以上経過した時点)、より好ましくは5秒間経過した後に(すなわち、5秒以上経過した時点で)、金型Aの冷却を開始する。
When cooling of the mold A is started after the cooling of the mold B is started, from the viewpoint of productivity, in the present invention, the cooling of the mold B is preferably started within 30 seconds, more preferably within 20 seconds. Then, cooling of the mold A is started. Further, from the viewpoint of sufficiently preventing the occurrence of the overall warpage of the PGA-based resin molded product, preferably after 3 seconds have elapsed from the start of cooling of the mold B (that is, when 3 seconds or more have elapsed), more preferably After 5 seconds have elapsed (that is, when 5 seconds or more have elapsed), cooling of the mold A is started.
金型Aおよび金型Bの冷却終了温度としては特に制限はないが、生産性の観点からTC-40(℃)~TC-100(℃)が好ましく、TC-60(℃)~TC-80(℃)がより好ましい。
There is no particular limitation on the cooling end temperature of the mold A and the mold B, but from the viewpoint of productivity, T C −40 (° C.) to T C −100 (° C.) is preferable, and T C −60 (° C.) to T C -80 (° C) is more preferable.
本発明では、上記のように所定の期間において金型Aの温度が金型Bの温度より高くなるように冷却することによって成形物に全体的な反りが発生しにくく、微細な凹凸部の破損や変形も起こりにくいため、PGA系樹脂成形物への微細な凹凸形状の転写性も優れている。
In the present invention, as described above, by cooling the mold A so that the temperature of the mold A becomes higher than the temperature of the mold B in a predetermined period, it is difficult for the overall warpage to occur in the molded product, and the fine irregularities are damaged. In addition, since it is difficult for deformation to occur, transferability of fine irregularities to a PGA-based resin molding is also excellent.
このようにして金型を冷却して前記PGA系樹脂層5を冷却固化させた後、図6Dに示すように、金型Aと金型Bとの間に印加した圧力を開放することによりPGA系樹脂成形物を離型することができる(離型工程)。
After the mold is cooled in this way to cool and solidify the PGA-based resin layer 5, the pressure applied between the mold A and the mold B is released as shown in FIG. The resin-based molded product can be released (release process).
本発明では、成形する樹脂として成形物が離型性に優れているPGA系樹脂を使用しているため、上記のように金型間の圧力を開放するだけで、容易にPGA系樹脂成形物を離型することができる。なお、PGA系樹脂成形物の離型性が優れている理由は必ずしも定かではないが、PGA系樹脂が結晶性の高い樹脂であるため、冷却の際に金型内で体積収縮しやすく、金型と成形物との間に隙間が形成されるためであると推察される。
In the present invention, a PGA-based resin having excellent mold releasability is used as the resin to be molded. Therefore, the PGA-based resin molded product can be easily obtained simply by releasing the pressure between the molds as described above. Can be released. The reason why the PGA-based resin molded product is excellent in releasability is not necessarily clear, but since the PGA-based resin is a resin having high crystallinity, the volume of the PGA-based resin is easily shrunk in the mold during cooling. This is presumably because a gap is formed between the mold and the molded product.
以上、本発明の微細な凹凸形状を有するポリグリコール酸系樹脂成形物の製造方法の好適な実施形態について説明したが、本発明は上記実施形態に限定されるものではない。例えば、図6Aに示したような凸型の金型Aと凹型の金型Bからなる一対の金型の代わりに、図7に示すような凹型の金型Aと凸型の金型Bからなる一対の金型を使用してもよい。
As mentioned above, although the suitable embodiment of the manufacturing method of the polyglycolic acid-type resin molding which has the fine unevenness | corrugation shape of this invention was described, this invention is not limited to the said embodiment. For example, instead of a pair of molds consisting of a convex mold A and a concave mold B as shown in FIG. 6A, a concave mold A and a convex mold B as shown in FIG. A pair of molds may be used.
以下、実施例および比較例に基づいて本発明をより具体的に説明するが、本発明は以下の実施例に限定されるものではない。なお、結晶化温度、分子量および溶融粘度は以下の方法により測定した。
Hereinafter, the present invention will be described more specifically based on examples and comparative examples, but the present invention is not limited to the following examples. The crystallization temperature, molecular weight and melt viscosity were measured by the following methods.
<結晶化温度>
280±2℃に加熱したプレス機を用いてPGA樹脂を約200μm厚のシート状に成形した。このPGA樹脂シートを冷水で冷却し、乾燥空気で水分を除去した後、直ちに示差走査熱量測定装置(メトラー・トレド(株)製「DSC-15」)に装着して結晶化温度を測定した。測定は、窒素雰囲気下でPGA樹脂シートを-50℃から280℃まで20℃/分で加熱した後、280℃から50℃まで20℃/分で冷却し、冷却時に得られた発熱ピークから結晶化温度TC(単位:℃)を求めた。 <Crystalization temperature>
Using a press machine heated to 280 ± 2 ° C., the PGA resin was formed into a sheet having a thickness of about 200 μm. The PGA resin sheet was cooled with cold water, moisture was removed with dry air, and then immediately mounted on a differential scanning calorimeter (“DSC-15” manufactured by METTLER TOLEDO) to measure the crystallization temperature. The measurement was performed by heating the PGA resin sheet from −50 ° C. to 280 ° C. at 20 ° C./min in a nitrogen atmosphere, and then cooling from 280 ° C. to 50 ° C. at 20 ° C./min. The conversion temperature T C (unit: ° C.) was determined.
280±2℃に加熱したプレス機を用いてPGA樹脂を約200μm厚のシート状に成形した。このPGA樹脂シートを冷水で冷却し、乾燥空気で水分を除去した後、直ちに示差走査熱量測定装置(メトラー・トレド(株)製「DSC-15」)に装着して結晶化温度を測定した。測定は、窒素雰囲気下でPGA樹脂シートを-50℃から280℃まで20℃/分で加熱した後、280℃から50℃まで20℃/分で冷却し、冷却時に得られた発熱ピークから結晶化温度TC(単位:℃)を求めた。 <Crystalization temperature>
Using a press machine heated to 280 ± 2 ° C., the PGA resin was formed into a sheet having a thickness of about 200 μm. The PGA resin sheet was cooled with cold water, moisture was removed with dry air, and then immediately mounted on a differential scanning calorimeter (“DSC-15” manufactured by METTLER TOLEDO) to measure the crystallization temperature. The measurement was performed by heating the PGA resin sheet from −50 ° C. to 280 ° C. at 20 ° C./min in a nitrogen atmosphere, and then cooling from 280 ° C. to 50 ° C. at 20 ° C./min. The conversion temperature T C (unit: ° C.) was determined.
<溶融粘度>
キャピラリー(1mmφ、長さ10mm)を装着したキャピログラフ[(株)東洋精機製作所製「キャピログラフ1C」]に約20gのPGA樹脂を導入して270℃で5分間保持した。その後、温度270℃、剪断速度122sec-1で溶融粘度を測定した。 <Melt viscosity>
About 20 g of PGA resin was introduced into a capillograph equipped with a capillary (1 mmφ, length 10 mm) [“Capillograph 1C” manufactured by Toyo Seiki Seisakusho Co., Ltd.] and held at 270 ° C. for 5 minutes. Thereafter, the melt viscosity was measured at a temperature of 270 ° C. and a shear rate of 122 sec −1 .
キャピラリー(1mmφ、長さ10mm)を装着したキャピログラフ[(株)東洋精機製作所製「キャピログラフ1C」]に約20gのPGA樹脂を導入して270℃で5分間保持した。その後、温度270℃、剪断速度122sec-1で溶融粘度を測定した。 <Melt viscosity>
About 20 g of PGA resin was introduced into a capillograph equipped with a capillary (1 mmφ, length 10 mm) [“Capillograph 1C” manufactured by Toyo Seiki Seisakusho Co., Ltd.] and held at 270 ° C. for 5 minutes. Thereafter, the melt viscosity was measured at a temperature of 270 ° C. and a shear rate of 122 sec −1 .
<分子量測定>
5mMのトリフルオロ酢酸ナトリウムを溶解させたヘキサフルオロイソプロパノール(HFIP)溶液10mLに約10mgのPGA樹脂を溶解させた。得られた溶液をポリテトラフルオロエチレン製のメンブレンフィルターでろ過した後、ろ液を、5mMのトリフルオロ酢酸ナトリウムを溶解させたHFIP溶液を溶離液としてゲルパーミエーションクロマトグラフィ(昭和電工(株)製「Shodex-104」、カラム:HFIP-606M×2本+プレカラムを直列に接続、検出器:RI検出器)を用いて、カラム温度40℃、流速0.6mL/分の条件で分析し、PGA樹脂の重量平均分子量を測定した。 <Molecular weight measurement>
About 10 mg of PGA resin was dissolved in 10 mL of hexafluoroisopropanol (HFIP) solution in which 5 mM sodium trifluoroacetate was dissolved. After the obtained solution was filtered with a membrane filter made of polytetrafluoroethylene, the filtrate was gel permeation chromatography (manufactured by Showa Denko KK) using an HFIP solution in which 5 mM sodium trifluoroacetate was dissolved as an eluent. Shodex-104 ", column: HFIP-606M x 2 + pre-column connected in series, detector: RI detector), analyzed at a column temperature of 40 ° C and a flow rate of 0.6 mL / min, PGA resin The weight average molecular weight of was measured.
5mMのトリフルオロ酢酸ナトリウムを溶解させたヘキサフルオロイソプロパノール(HFIP)溶液10mLに約10mgのPGA樹脂を溶解させた。得られた溶液をポリテトラフルオロエチレン製のメンブレンフィルターでろ過した後、ろ液を、5mMのトリフルオロ酢酸ナトリウムを溶解させたHFIP溶液を溶離液としてゲルパーミエーションクロマトグラフィ(昭和電工(株)製「Shodex-104」、カラム:HFIP-606M×2本+プレカラムを直列に接続、検出器:RI検出器)を用いて、カラム温度40℃、流速0.6mL/分の条件で分析し、PGA樹脂の重量平均分子量を測定した。 <Molecular weight measurement>
About 10 mg of PGA resin was dissolved in 10 mL of hexafluoroisopropanol (HFIP) solution in which 5 mM sodium trifluoroacetate was dissolved. After the obtained solution was filtered with a membrane filter made of polytetrafluoroethylene, the filtrate was gel permeation chromatography (manufactured by Showa Denko KK) using an HFIP solution in which 5 mM sodium trifluoroacetate was dissolved as an eluent. Shodex-104 ", column: HFIP-
(合成例)
攪拌機を備えるスチームジャケット構造の密閉可能なSUS製容器(容量:56L)にグリコリド22500gおよび二塩化スズ2水和物0.68g(30質量ppm)を仕込み、容器内の全プロトン濃度が0.13モル%となるように水1.49gを添加した。なお、前記容器内の全プロトンは容器内の雰囲気中の水分(湿気)のプロトンを含むものであり、前記水の添加量はこの容器内の雰囲気中の水分量(0.11g)を考慮して決定した。その後、容器を密閉し、攪拌しながらジャケットにスチームを循環させて容器内の混合物の温度が100℃になるまで加熱して混合物を溶融し、均一な液状混合物を得た。 (Synthesis example)
A SUS container (capacity: 56 L) having a steam jacket structure equipped with a stirrer was charged with 22500 g of glycolide and 0.68 g (30 mass ppm) of tin dichloride dihydrate, and the total proton concentration in the container was 0.13. Water 1.49g was added so that it might become mol%. Note that all protons in the container include protons of moisture (humidity) in the atmosphere in the container, and the amount of water added takes into account the amount of water (0.11 g) in the atmosphere in the container. Decided. Thereafter, the container was sealed, and steam was circulated through the jacket while stirring, and the mixture was heated until the temperature of the mixture in the container reached 100 ° C. to melt the mixture to obtain a uniform liquid mixture.
攪拌機を備えるスチームジャケット構造の密閉可能なSUS製容器(容量:56L)にグリコリド22500gおよび二塩化スズ2水和物0.68g(30質量ppm)を仕込み、容器内の全プロトン濃度が0.13モル%となるように水1.49gを添加した。なお、前記容器内の全プロトンは容器内の雰囲気中の水分(湿気)のプロトンを含むものであり、前記水の添加量はこの容器内の雰囲気中の水分量(0.11g)を考慮して決定した。その後、容器を密閉し、攪拌しながらジャケットにスチームを循環させて容器内の混合物の温度が100℃になるまで加熱して混合物を溶融し、均一な液状混合物を得た。 (Synthesis example)
A SUS container (capacity: 56 L) having a steam jacket structure equipped with a stirrer was charged with 22500 g of glycolide and 0.68 g (30 mass ppm) of tin dichloride dihydrate, and the total proton concentration in the container was 0.13. Water 1.49g was added so that it might become mol%. Note that all protons in the container include protons of moisture (humidity) in the atmosphere in the container, and the amount of water added takes into account the amount of water (0.11 g) in the atmosphere in the container. Decided. Thereafter, the container was sealed, and steam was circulated through the jacket while stirring, and the mixture was heated until the temperature of the mixture in the container reached 100 ° C. to melt the mixture to obtain a uniform liquid mixture.
次に、内径24mmの反応管(SUS304製)を備えるジャケット構造の本体部とジャケット構造の金属板(SUS304製)2枚とからなる反応装置を準備した。前記反応管の下側開口部に前記金属板の一方(以下、「下板」という。)を取り付けた後、前記反応管の上側開口部から、前記液状混合物を、その温度を100℃に保持したまま移送した。移送終了後、直ちにもう一方の金属板(以下、「上板」という。)を取り付けて反応管を密閉した。その後、本体部と2枚の金属板のジャケットに170℃の熱媒体油を循環させて7時間保持し、ポリグリコール酸樹脂(PGA樹脂)を合成した。
Next, a reactor comprising a jacket-structured main body provided with a reaction tube (made of SUS304) having an inner diameter of 24 mm and two jacket-structured metal plates (made of SUS304) was prepared. After attaching one of the metal plates (hereinafter referred to as “lower plate”) to the lower opening of the reaction tube, the temperature of the liquid mixture is maintained at 100 ° C. from the upper opening of the reaction tube. It was transferred as it was. Immediately after the transfer, the other metal plate (hereinafter referred to as “upper plate”) was attached and the reaction tube was sealed. Thereafter, a heat medium oil at 170 ° C. was circulated through the main body and a jacket of two metal plates and held for 7 hours to synthesize a polyglycolic acid resin (PGA resin).
次に、前記ジャケットを循環している熱媒体油を冷却して反応装置を室温付近まで冷却した。その後、前記下板を取り外して反応管の下側開口部から前記PGA樹脂の塊状物を取り出した。なお、この方法によりPGA樹脂を合成した場合、その収率はほぼ100%となる。得られたPGA樹脂塊状物を粉砕機により粉砕した。
Next, the heat medium oil circulating in the jacket was cooled to cool the reaction apparatus to near room temperature. Thereafter, the lower plate was removed, and the PGA resin mass was taken out from the lower opening of the reaction tube. In addition, when a PGA resin is synthesized by this method, the yield is almost 100%. The obtained PGA resin block was pulverized by a pulverizer.
得られたPGA樹脂の結晶化温度TCは140℃であった。また、このPGA樹脂の溶融粘度(温度:270℃、剪断速度:122sec-1)は550Pa・sであり、GPC測定における重量平均分子量(ポリメチルメタクリレート換算)は225000であった。
(実施例1)
成形は、(株)日本製鋼所製の溶融微細転写(R)システム「MTM-100-15」を使用して行い、金型としては、平滑面を有する上金型Aと、表面に微細な凹凸形状を備えるスタンパー22(130mm角)およびそれを支持する支持体23とからなる下金型B(図3Aおよび図3B)との一対の微細構造形成用金型を使用した。前記スタンパー22の微細な凹凸形状を備える凹凸面には、図3Aに示すように、複数の凹部21(直径10μm×深さ30μm)がピッチ幅20μmで形成された領域1(直径35mm)が4箇所に形成されている。また、前記射出成形機のシリンダー出口にはスリット長100mmのスリットダイを装着した。 Crystallization temperature T C of the obtained PGA resin was 140 ° C.. Further, the melt viscosity (temperature: 270 ° C., shear rate: 122 sec −1 ) of this PGA resin was 550 Pa · s, and the weight average molecular weight (in terms of polymethyl methacrylate) in GPC measurement was 225,000.
Example 1
Molding is performed using a melt fine transfer (R) system “MTM-100-15” manufactured by Nippon Steel Co., Ltd., and as a mold, there are an upper mold A having a smooth surface and a fine surface. A pair of microstructure forming molds was used, including a lower mold B (FIGS. 3A and 3B) consisting of a stamper 22 (130 mm square) having a concavo-convex shape and asupport 23 supporting the stamper 22 (130 mm square). On the uneven surface of the stamper 22 having a fine uneven shape, as shown in FIG. 3A, there are 4 regions 1 (diameter 35 mm) in which a plurality of recesses 21 (diameter 10 μm × depth 30 μm) are formed with a pitch width of 20 μm. It is formed in the place. A slit die having a slit length of 100 mm was attached to the cylinder outlet of the injection molding machine.
(実施例1)
成形は、(株)日本製鋼所製の溶融微細転写(R)システム「MTM-100-15」を使用して行い、金型としては、平滑面を有する上金型Aと、表面に微細な凹凸形状を備えるスタンパー22(130mm角)およびそれを支持する支持体23とからなる下金型B(図3Aおよび図3B)との一対の微細構造形成用金型を使用した。前記スタンパー22の微細な凹凸形状を備える凹凸面には、図3Aに示すように、複数の凹部21(直径10μm×深さ30μm)がピッチ幅20μmで形成された領域1(直径35mm)が4箇所に形成されている。また、前記射出成形機のシリンダー出口にはスリット長100mmのスリットダイを装着した。 Crystallization temperature T C of the obtained PGA resin was 140 ° C.. Further, the melt viscosity (temperature: 270 ° C., shear rate: 122 sec −1 ) of this PGA resin was 550 Pa · s, and the weight average molecular weight (in terms of polymethyl methacrylate) in GPC measurement was 225,000.
Example 1
Molding is performed using a melt fine transfer (R) system “MTM-100-15” manufactured by Nippon Steel Co., Ltd., and as a mold, there are an upper mold A having a smooth surface and a fine surface. A pair of microstructure forming molds was used, including a lower mold B (FIGS. 3A and 3B) consisting of a stamper 22 (130 mm square) having a concavo-convex shape and a
先ず、射出成形機に、図6Aに示すように、上金型として前記金型Aを、下金型として前記金型Bを、前記平滑面3と前記凹凸面4とが対向するように装着した。次に、前記射出成形機のシリンダー(内径20mm)を270℃に加熱した後、このシリンダーに前記合成例で合成したPGA樹脂を供給し、溶融させた。
First, as shown in FIG. 6A, the mold A is mounted on the injection molding machine as the upper mold, the mold B is mounted on the lower mold, and the smooth surface 3 and the concavo-convex surface 4 face each other. did. Next, after the cylinder (inner diameter 20 mm) of the injection molding machine was heated to 270 ° C., the PGA resin synthesized in the synthesis example was supplied to the cylinder and melted.
また、金型Aおよび金型Bを190(=TC+50)℃に加熱した。次いで、スタンパー22の凹凸面上に、前記シリンダー中の溶融PGA樹脂をスリットダイを通して射出して塗布し、図6Bに示すように、厚さ約1.5mmの溶融PGA樹脂層5をスタンパー22の凹凸面上に形成した。その後、図6Cに示すように、金型Aと金型Bとを篏合させ、金型間に5MPaの圧力を印加して、20秒間保持し、前記樹脂層5を所定の形状に成形した。
Further, the mold A and the mold B were heated to 190 (= T C +50) ° C. Next, the molten PGA resin in the cylinder is applied onto the uneven surface of the stamper 22 by injection through a slit die, and the molten PGA resin layer 5 having a thickness of about 1.5 mm is applied to the stamper 22 as shown in FIG. 6B. It formed on the uneven surface. Thereafter, as shown in FIG. 6C, the mold A and the mold B are combined, a pressure of 5 MPa is applied between the molds, and held for 20 seconds, and the resin layer 5 is molded into a predetermined shape. .
次に、金型Bの加熱を停止するとほぼ同時に金型Bの冷却管(図示なし)に20℃の冷却水を流して金型Bを急速に冷却した。一方、金型Bの冷却開始から15秒後に金型Aの加熱を停止するとほぼ同時に金型Aの冷却管(図示なし)に20℃の冷却水を金型Bの冷却水と同じ流速で流して金型Aを急速に冷却した。金型Aおよび金型Bの冷却は両方の金型の温度が約60℃になるまで継続した。この冷却工程における金型Aおよび金型Bの温度履歴を図8に示す。また、金型Bの温度が100(=TC-40)℃および80(=TC-60)℃になった時点での金型Aの温度を表1に示す。
Next, when the heating of the mold B was stopped, the mold B was rapidly cooled by flowing cooling water at 20 ° C. through a cooling pipe (not shown) of the mold B almost simultaneously. On the other hand, when the heating of the mold A is stopped 15 seconds after the start of the cooling of the mold B, almost 20 ° C. cooling water is allowed to flow through the cooling pipe (not shown) of the mold A at the same flow rate as the cooling water of the mold B. The mold A was cooled rapidly. Cooling of mold A and mold B was continued until the temperature of both molds was about 60 ° C. FIG. 8 shows the temperature history of the mold A and the mold B in this cooling process. Also shows the temperature of the mold A at a time when the temperature of the mold B becomes 100 (= T C -40) ℃ and 80 (= T C -60) ℃ in Table 1.
その後、図6Dに示すように、金型間に印加した圧力を開放してPGA樹脂成形物6を離型し、図5Aおよび図5Bに示す、PGA樹脂成形物(100mm×100mm、厚さ0.5mm)を得た。このPGA樹脂成形物の一方の面には、複数の凸部41(直径10μm×高さ30μm)が形成された領域2(直径35mm)が4箇所形成されている。得られたPGA樹脂成形物を目視により観察したところ、全体的な反りは発生していなかった。また、微細な凹凸形状を備える凹凸面を走査型電子顕微鏡((株)日本電子製「JSM6301F」)により観察したところ、図9に示すように、凸部の破損や変形も見られず、スタンパー22の微細な凹凸形状が良好に転写されていることが確認された。
Thereafter, as shown in FIG. 6D, the pressure applied between the molds is released to release the PGA resin molded product 6, and the PGA resin molded product (100 mm × 100 mm, thickness 0) shown in FIGS. 5A and 5B is released. 0.5 mm). On one surface of the PGA resin molded product, four regions 2 (diameter 35 mm) where a plurality of convex portions 41 (diameter 10 μm × height 30 μm) are formed are formed. When the obtained PGA resin molding was visually observed, no overall warping occurred. Further, when the uneven surface having a fine uneven shape was observed with a scanning electron microscope (“JSM6301F” manufactured by JEOL Ltd.), as shown in FIG. 9, the protrusions were not damaged or deformed, and the stamper It was confirmed that 22 fine uneven shapes were transferred satisfactorily.
(実施例2)
射出成形機のシリンダーの加熱温度を250℃に変更し、金型Aおよび金型Bの加熱温度を200(=TC+60)℃に変更し、金型Aと金型Bとの間の印加圧力を3MPaに変更し、金型Bの冷却開始から18秒後に金型Aの加熱を停止して冷却を開始した以外は実施例1と同様にして表面に複数の凸部(直径10μm×高さ30μm)が形成されたPGA樹脂成形物を作製した。冷却工程において、金型Bの温度が100(=TC-40)℃および80(=TC-60)℃になった時点での金型Aの温度を表1に示す。得られたPGA樹脂成形物を目視により観察したところ、全体的な反りは発生していなかった。また、微細な凹凸形状を備える凹凸面を実施例1と同様にして走査型電子顕微鏡により観察したところ、凸部の破損や変形も見られず、スタンパー22の微細な凹凸形状が良好に転写されていることが確認された。 (Example 2)
The heating temperature of the cylinder of the injection molding machine was changed to 250 ° C., to change the heating temperature of the mold A and the mold B to 200 (= T C +60) ℃ , applied between the mold A and the mold B The pressure was changed to 3 MPa, and a plurality of convex portions (diameter 10 μm × high) were formed on the surface in the same manner as in Example 1 except that the heating of the mold A was stopped and the cooling was started 18 seconds after the start of the cooling of the mold B. A PGA resin molded product having a thickness of 30 μm was produced. In the cooling step, it shows the temperature of the mold A at a time when the temperature of the mold B becomes 100 (= T C -40) ℃ and 80 (= T C -60) ℃ in Table 1. When the obtained PGA resin molding was visually observed, no overall warping occurred. Further, when the uneven surface having a fine uneven shape was observed with a scanning electron microscope in the same manner as in Example 1, no damage or deformation of the convex portion was observed, and the fine uneven shape of thestamper 22 was successfully transferred. It was confirmed that
射出成形機のシリンダーの加熱温度を250℃に変更し、金型Aおよび金型Bの加熱温度を200(=TC+60)℃に変更し、金型Aと金型Bとの間の印加圧力を3MPaに変更し、金型Bの冷却開始から18秒後に金型Aの加熱を停止して冷却を開始した以外は実施例1と同様にして表面に複数の凸部(直径10μm×高さ30μm)が形成されたPGA樹脂成形物を作製した。冷却工程において、金型Bの温度が100(=TC-40)℃および80(=TC-60)℃になった時点での金型Aの温度を表1に示す。得られたPGA樹脂成形物を目視により観察したところ、全体的な反りは発生していなかった。また、微細な凹凸形状を備える凹凸面を実施例1と同様にして走査型電子顕微鏡により観察したところ、凸部の破損や変形も見られず、スタンパー22の微細な凹凸形状が良好に転写されていることが確認された。 (Example 2)
The heating temperature of the cylinder of the injection molding machine was changed to 250 ° C., to change the heating temperature of the mold A and the mold B to 200 (= T C +60) ℃ , applied between the mold A and the mold B The pressure was changed to 3 MPa, and a plurality of convex portions (diameter 10 μm × high) were formed on the surface in the same manner as in Example 1 except that the heating of the mold A was stopped and the cooling was started 18 seconds after the start of the cooling of the mold B. A PGA resin molded product having a thickness of 30 μm was produced. In the cooling step, it shows the temperature of the mold A at a time when the temperature of the mold B becomes 100 (= T C -40) ℃ and 80 (= T C -60) ℃ in Table 1. When the obtained PGA resin molding was visually observed, no overall warping occurred. Further, when the uneven surface having a fine uneven shape was observed with a scanning electron microscope in the same manner as in Example 1, no damage or deformation of the convex portion was observed, and the fine uneven shape of the
(実施例3)
射出成形機のシリンダーの加熱温度を290℃に変更し、金型Aおよび金型Bの加熱温度を170(=TC+30)℃に変更し、金型Bの冷却開始から10秒後に金型Aの加熱を停止して冷却を開始した以外は実施例1と同様にして表面に複数の凸部(直径10μm×高さ30μm)が形成されたPGA樹脂成形物を作製した。冷却工程において、金型Bの温度が100(=TC-40)℃および80(=TC-60)℃になった時点での金型Aの温度を表1に示す。得られたPGA樹脂成形物を目視により観察したところ、全体的な反りは発生していなかった。また、微細な凹凸形状を備える凹凸面を実施例1と同様にして走査型電子顕微鏡により観察したところ、凸部の破損や変形も見られず、スタンパー22の微細な凹凸形状が良好に転写されていることが確認された。 (Example 3)
The heating temperature of the cylinder of the injection molding machine was changed to 290 ° C., to change the heating temperature of the mold A and the mold B to 170 (= T C +30) ℃ , mold after 10 seconds from the start of cooling of the mold B A PGA resin molded article having a plurality of convex portions (diameter 10 μm × height 30 μm) formed on the surface was prepared in the same manner as in Example 1 except that the heating of A was stopped and the cooling was started. In the cooling step, it shows the temperature of the mold A at a time when the temperature of the mold B becomes 100 (= T C -40) ℃ and 80 (= T C -60) ℃ in Table 1. When the obtained PGA resin molding was visually observed, no overall warping occurred. Further, when the uneven surface having a fine uneven shape was observed with a scanning electron microscope in the same manner as in Example 1, no damage or deformation of the convex portion was observed, and the fine uneven shape of thestamper 22 was satisfactorily transferred. It was confirmed that
射出成形機のシリンダーの加熱温度を290℃に変更し、金型Aおよび金型Bの加熱温度を170(=TC+30)℃に変更し、金型Bの冷却開始から10秒後に金型Aの加熱を停止して冷却を開始した以外は実施例1と同様にして表面に複数の凸部(直径10μm×高さ30μm)が形成されたPGA樹脂成形物を作製した。冷却工程において、金型Bの温度が100(=TC-40)℃および80(=TC-60)℃になった時点での金型Aの温度を表1に示す。得られたPGA樹脂成形物を目視により観察したところ、全体的な反りは発生していなかった。また、微細な凹凸形状を備える凹凸面を実施例1と同様にして走査型電子顕微鏡により観察したところ、凸部の破損や変形も見られず、スタンパー22の微細な凹凸形状が良好に転写されていることが確認された。 (Example 3)
The heating temperature of the cylinder of the injection molding machine was changed to 290 ° C., to change the heating temperature of the mold A and the mold B to 170 (= T C +30) ℃ , mold after 10 seconds from the start of cooling of the mold B A PGA resin molded article having a plurality of convex portions (diameter 10 μm × height 30 μm) formed on the surface was prepared in the same manner as in Example 1 except that the heating of A was stopped and the cooling was started. In the cooling step, it shows the temperature of the mold A at a time when the temperature of the mold B becomes 100 (= T C -40) ℃ and 80 (= T C -60) ℃ in Table 1. When the obtained PGA resin molding was visually observed, no overall warping occurred. Further, when the uneven surface having a fine uneven shape was observed with a scanning electron microscope in the same manner as in Example 1, no damage or deformation of the convex portion was observed, and the fine uneven shape of the
(比較例1)
射出成形機のシリンダーの加熱温度を250℃に変更し、金型Aと金型Bとの間の印加圧力を20MPaに変更した以外は実施例1と同様にしてPGA樹脂成形物を作製した。冷却工程において、金型Bの温度が100(=TC-40)℃および80(=TC-60)℃になった時点での金型Aの温度を表1に示す。得られたPGA樹脂成形物を目視により観察したところ、全体的な反りは発生していなかったが、金型Bの微細な凹凸形状が転写されるべき凹凸面を実施例1と同様にして走査型電子顕微鏡により観察したところ、図10に示すように、凸部が根元で破損しており、スタンパー22の微細な凹凸形状が転写されていなかった。 (Comparative Example 1)
A PGA resin molded product was produced in the same manner as in Example 1 except that the heating temperature of the cylinder of the injection molding machine was changed to 250 ° C. and the applied pressure between the mold A and the mold B was changed to 20 MPa. In the cooling step, it shows the temperature of the mold A at a time when the temperature of the mold B becomes 100 (= T C -40) ℃ and 80 (= T C -60) ℃ in Table 1. When the obtained PGA resin molded product was visually observed, no overall warping occurred, but the uneven surface on which the fine uneven shape of the mold B was to be transferred was scanned in the same manner as in Example 1. When observed with a scanning electron microscope, as shown in FIG. 10, the convex portion was damaged at the base, and the fine irregular shape of thestamper 22 was not transferred.
射出成形機のシリンダーの加熱温度を250℃に変更し、金型Aと金型Bとの間の印加圧力を20MPaに変更した以外は実施例1と同様にしてPGA樹脂成形物を作製した。冷却工程において、金型Bの温度が100(=TC-40)℃および80(=TC-60)℃になった時点での金型Aの温度を表1に示す。得られたPGA樹脂成形物を目視により観察したところ、全体的な反りは発生していなかったが、金型Bの微細な凹凸形状が転写されるべき凹凸面を実施例1と同様にして走査型電子顕微鏡により観察したところ、図10に示すように、凸部が根元で破損しており、スタンパー22の微細な凹凸形状が転写されていなかった。 (Comparative Example 1)
A PGA resin molded product was produced in the same manner as in Example 1 except that the heating temperature of the cylinder of the injection molding machine was changed to 250 ° C. and the applied pressure between the mold A and the mold B was changed to 20 MPa. In the cooling step, it shows the temperature of the mold A at a time when the temperature of the mold B becomes 100 (= T C -40) ℃ and 80 (= T C -60) ℃ in Table 1. When the obtained PGA resin molded product was visually observed, no overall warping occurred, but the uneven surface on which the fine uneven shape of the mold B was to be transferred was scanned in the same manner as in Example 1. When observed with a scanning electron microscope, as shown in FIG. 10, the convex portion was damaged at the base, and the fine irregular shape of the
(比較例2)
射出成形機のシリンダーの加熱温度を190℃に変更した以外は実施例1と同様にしてPGA樹脂成形物の作製を試みたが、溶融粘度が高くなり、スタンパー22上に塗布中にPGA樹脂の結晶化が進み、凹部への充填が困難であった。 (Comparative Example 2)
An attempt was made to produce a PGA resin molding in the same manner as in Example 1 except that the heating temperature of the cylinder of the injection molding machine was changed to 190 ° C., but the melt viscosity became high and the PGA resin was coated on thestamper 22 during application. Crystallization progressed, and it was difficult to fill the recesses.
射出成形機のシリンダーの加熱温度を190℃に変更した以外は実施例1と同様にしてPGA樹脂成形物の作製を試みたが、溶融粘度が高くなり、スタンパー22上に塗布中にPGA樹脂の結晶化が進み、凹部への充填が困難であった。 (Comparative Example 2)
An attempt was made to produce a PGA resin molding in the same manner as in Example 1 except that the heating temperature of the cylinder of the injection molding machine was changed to 190 ° C., but the melt viscosity became high and the PGA resin was coated on the
(比較例3)
金型Aおよび金型Bの加熱温度を195(=TC+55)℃に変更し、金型Aと金型Bとの間の印加圧力を3MPaに変更し、金型Aと金型Bの加熱を同時に停止して冷却を開始した以外は実施例1と同様にしてPGA樹脂成形物を作製した。冷却工程において、金型Bの温度が100(=TC-40)℃および80(=TC-60)℃になった時点での金型Aの温度を表1に示す。得られたPGA樹脂成形物を目視により観察したところ、成形物の長手方向に反りが発生しており、一方の端部に対して他方の端部が平滑面側に10mm反り上がっていた。 (Comparative Example 3)
The heating temperature of the mold A and the mold B was changed to 195 (= T C +55) ℃ , change the pressure applied between the mold A and the mold B to 3 MPa, the mold A and the mold B A PGA resin molded article was produced in the same manner as in Example 1 except that heating was stopped simultaneously and cooling was started. In the cooling step, it shows the temperature of the mold A at a time when the temperature of the mold B becomes 100 (= T C -40) ℃ and 80 (= T C -60) ℃ in Table 1. When the obtained PGA resin molding was visually observed, warping occurred in the longitudinal direction of the molding, and the other end warped 10 mm toward the smooth surface with respect to one end.
金型Aおよび金型Bの加熱温度を195(=TC+55)℃に変更し、金型Aと金型Bとの間の印加圧力を3MPaに変更し、金型Aと金型Bの加熱を同時に停止して冷却を開始した以外は実施例1と同様にしてPGA樹脂成形物を作製した。冷却工程において、金型Bの温度が100(=TC-40)℃および80(=TC-60)℃になった時点での金型Aの温度を表1に示す。得られたPGA樹脂成形物を目視により観察したところ、成形物の長手方向に反りが発生しており、一方の端部に対して他方の端部が平滑面側に10mm反り上がっていた。 (Comparative Example 3)
The heating temperature of the mold A and the mold B was changed to 195 (= T C +55) ℃ , change the pressure applied between the mold A and the mold B to 3 MPa, the mold A and the mold B A PGA resin molded article was produced in the same manner as in Example 1 except that heating was stopped simultaneously and cooling was started. In the cooling step, it shows the temperature of the mold A at a time when the temperature of the mold B becomes 100 (= T C -40) ℃ and 80 (= T C -60) ℃ in Table 1. When the obtained PGA resin molding was visually observed, warping occurred in the longitudinal direction of the molding, and the other end warped 10 mm toward the smooth surface with respect to one end.

表1および図9~11に示した結果から明らかなように、本発明の製造方法により表面に微細な凹凸形状を有するPGA樹脂成形物を製造した場合(実施例1~3)には、成形物の全体的な反りや微細な凸部の破損および変形が発生せず、微細な凹凸形状を有するPGA樹脂成形物を安定して製造することができた。一方、一対の金型を同じ温度履歴で冷却した場合(比較例3)には成形物自体に反りが発生した。また、本発明の場合と同様に金型冷却時の温度履歴に金型間で差異を設けた場合であっても、金型間の印加圧力が本発明にかかる範囲よりも大きい場合(比較例1)にはPGA樹脂成形物の微細な凸部が破損した。
As is apparent from the results shown in Table 1 and FIGS. 9 to 11, when a PGA resin molded product having fine irregularities on the surface was produced by the production method of the present invention (Examples 1 to 3), molding was performed. The overall warpage of the product and breakage and deformation of the fine protrusions did not occur, and a PGA resin molded product having a fine uneven shape could be stably produced. On the other hand, when the pair of molds was cooled with the same temperature history (Comparative Example 3), warpage occurred in the molded product itself. Further, as in the case of the present invention, even when the temperature history during the mold cooling is different between the molds, the applied pressure between the molds is larger than the range according to the present invention (Comparative Example). In 1), the fine convex part of the PGA resin molded product was damaged.
以上説明したように、本発明によれば、表面に微細な凹凸形状を有するPGA系樹脂成形物を、成形物の全体的な反りや微細な凹凸部の破損および変形を発生させることなく、安定して製造することが可能となる。
As described above, according to the present invention, a PGA-based resin molded product having a fine concavo-convex shape on the surface can be stably produced without causing an overall warp of the molded product or damage and deformation of the fine concavo-convex portion. And can be manufactured.
したがって、本発明の微細な凹凸形状を有するPGA系樹脂成形物の製造方法は、成形物の形状安定性および微細な凹凸形状の転写性に優れているため、マイクロ化学チップ、医療バイオチップ、外科材料などの製造方法として有用である。
Therefore, since the method for producing a PGA-based resin molded product having a fine uneven shape according to the present invention is excellent in the shape stability of the molded product and the transferability of the fine uneven shape, the microchemical chip, medical biochip, surgical It is useful as a method for producing materials and the like.
1:金型表面の微細な凹凸形状を備える領域、2:成形物表面の微細な凹凸形状を備える領域、3:平滑面、4:微細な凹凸形状を備える凹凸面、5:樹脂層、6:PGA系樹脂成形物、11:金型表面の微細な溝、21:金型表面の微細な凹部、22:金型原盤、23:支持体、31,41:成形物表面の微細な凸部、A:平滑な面を有する金型、B:微細な凹凸形状を備える凹凸面を有する金型。
1: region having a fine uneven shape on the mold surface, 2: region having a fine uneven shape on the surface of the molded product, 3: smooth surface, 4: uneven surface having a fine uneven shape, 5: resin layer, 6 : PGA-based resin molded article, 11: Fine groove on the mold surface, 21: Fine concave part on the mold surface, 22: Master mold, 23: Support, 31, 41: Fine convex part on the molded surface A: a mold having a smooth surface, B: a mold having an uneven surface having a fine uneven shape.
Claims (6)
- 金型Aの平滑面と金型Bの微細な凹凸形状を備える凹凸面とが対向するように前記金型Aと前記金型Bとを配置する金型配置工程と、
ポリグリコール酸系樹脂またはポリグリコール酸系樹脂組成物を200~300℃に加熱して溶融する樹脂溶融工程と、
前記金型Aおよび前記金型Bを、TC+0(℃)~TC+80(℃)(TCは前記ポリグリコール酸系樹脂の結晶化温度を表す。)に加熱する金型加熱工程と、
加熱した前記金型Aと前記金型Bとの間に、溶融した前記ポリグリコール酸系樹脂または前記ポリグリコール酸系樹脂組成物を配置して樹脂層を形成する樹脂層形成工程と、
前記金型Aと前記金型Bとの間に1~18MPaの圧力を印加して前記樹脂層に前記金型Bの微細な凹凸形状を転写する転写工程と、
前記金型Bの冷却が開始された後から前記金型Aの温度がTC-40(℃)となるまでの間において、前記金型Aの温度が前記金型Bの温度よりも高くなるように前記金型Aおよび前記金型Bを冷却して、微細な凹凸形状が転写された前記樹脂層を冷却固化させる冷却工程と、
を含む微細な凹凸形状を有するポリグリコール酸系樹脂成形物の製造方法。 A mold placement step of placing the mold A and the mold B so that the smooth surface of the mold A and the uneven surface having a fine uneven shape of the mold B face each other;
A resin melting step in which a polyglycolic acid-based resin or a polyglycolic acid-based resin composition is melted by heating to 200 to 300 ° C .;
The mold A and the mold B, T C +0 (℃) ~ T C +80 (℃) (T C is. Representing the crystallization temperature of the polyglycolic acid resin) and the mold heating step of heating the ,
A resin layer forming step of arranging a molten polyglycolic acid resin or the polyglycolic acid resin composition between the heated mold A and the mold B to form a resin layer;
A transfer step of transferring a fine uneven shape of the mold B to the resin layer by applying a pressure of 1 to 18 MPa between the mold A and the mold B;
The temperature of the mold A becomes higher than the temperature of the mold B after the mold B starts cooling until the temperature of the mold A reaches T C −40 (° C.). Cooling step of cooling the mold A and the mold B to cool and solidify the resin layer to which the fine uneven shape has been transferred,
The manufacturing method of the polyglycolic acid-type resin molding which has the fine uneven | corrugated shape containing this. - 前記冷却工程において、前記金型Bの冷却開始後20秒以内に前記金型Aの冷却を開始する、請求項1に記載の微細な凹凸形状を有するポリグリコール酸系樹脂成形物の製造方法。 The method for producing a polyglycolic acid-based resin molded article having fine irregularities according to claim 1, wherein in the cooling step, cooling of the mold A is started within 20 seconds after the cooling of the mold B is started.
- 前記冷却工程において、前記金型Bの冷却開始から3秒以上経過した時点で前記金型Aの冷却を開始する、請求項2に記載の微細な凹凸形状を有するポリグリコール酸系樹脂成形物の製造方法。 3. The polyglycolic acid-based resin molded article having fine irregularities according to claim 2, wherein in the cooling step, cooling of the mold A is started when 3 seconds or more have elapsed from the start of cooling of the mold B. Production method.
- 前記樹脂溶融工程において、200~300℃に加熱した射出成形機のシリンダーに、前記ポリグリコール酸系樹脂またはポリグリコール酸系樹脂組成物を供給して溶融する、請求項1~3のうちのいずれか一項に記載の微細な凹凸形状を有するポリグリコール酸系樹脂成形物の製造方法。 4. The resin melting step, wherein the polyglycolic acid resin or the polyglycolic acid resin composition is supplied to a cylinder of an injection molding machine heated to 200 to 300 ° C. and melted. A method for producing a polyglycolic acid-based resin molded article having the fine uneven shape according to claim 1.
- 前記金型配置工程において、前記金型Aを上側に、前記金型Bを下側に配置し、
前記樹脂層形成工程において、前記金型Bの凹凸面のうちの少なくとも微細な凹凸形状部分の上に、前記樹脂層を形成する、請求項1~4のうちのいずれか一項に記載の微細な凹凸形状を有するポリグリコール酸系樹脂成形物の製造方法。 In the mold arrangement step, the mold A is arranged on the upper side, the mold B is arranged on the lower side,
The fine resin according to any one of claims 1 to 4, wherein, in the resin layer forming step, the resin layer is formed on at least a fine uneven portion of the uneven surface of the mold B. For producing a polyglycolic acid-based resin molded product having an uneven shape. - 前記冷却工程において、前記金型Aおよび前記金型Bの冷却終了温度がTC-40(℃)~TC-100(℃)である、請求項1~5のうちのいずれか一項に記載の微細な凹凸形状を有するポリグリコール酸系樹脂成形物の製造方法。 The cooling end temperature of the mold A and the mold B in the cooling step is T C -40 (° C) to T C -100 (° C), according to any one of claims 1 to 5. The manufacturing method of the polyglycolic acid-type resin molding which has the fine uneven | corrugated shape of description.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011516012A JP5698664B2 (en) | 2009-05-25 | 2010-05-24 | Method for producing polyglycolic acid-based resin molded product having fine irregularities on the surface |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009125189 | 2009-05-25 | ||
| JP2009-125189 | 2009-05-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010137565A1 true WO2010137565A1 (en) | 2010-12-02 |
Family
ID=43222673
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/058764 WO2010137565A1 (en) | 2009-05-25 | 2010-05-24 | Process for production of polyglycolic acid resin molding having fine rugged pattern on the surface |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5698664B2 (en) |
| WO (1) | WO2010137565A1 (en) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007181961A (en) * | 2006-01-06 | 2007-07-19 | Japan Steel Works Ltd:The | Method and apparatus for producing molding |
| JP2008054566A (en) * | 2006-08-30 | 2008-03-13 | Hitachi Ltd | Method for culturing chondrocyte cell, base material for culturing chondrocyte cell, material for regeneration of biomedical tissue containing chondrocyte cell and chondrocyte cell |
| JP2008062486A (en) * | 2006-09-06 | 2008-03-21 | Kyocera Corp | Molding stamper and molding apparatus |
| JP2008114482A (en) * | 2006-11-06 | 2008-05-22 | Sumitomo Heavy Ind Ltd | Mold apparatus and method for molding by it |
| JP2008265001A (en) * | 2007-04-16 | 2008-11-06 | Japan Steel Works Ltd:The | Manufacturing method of molded object |
| JP2009072271A (en) * | 2007-09-19 | 2009-04-09 | Toppan Printing Co Ltd | Needle-like body and method for producing needle-like body |
-
2010
- 2010-05-24 WO PCT/JP2010/058764 patent/WO2010137565A1/en active Application Filing
- 2010-05-24 JP JP2011516012A patent/JP5698664B2/en not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007181961A (en) * | 2006-01-06 | 2007-07-19 | Japan Steel Works Ltd:The | Method and apparatus for producing molding |
| JP2008054566A (en) * | 2006-08-30 | 2008-03-13 | Hitachi Ltd | Method for culturing chondrocyte cell, base material for culturing chondrocyte cell, material for regeneration of biomedical tissue containing chondrocyte cell and chondrocyte cell |
| JP2008062486A (en) * | 2006-09-06 | 2008-03-21 | Kyocera Corp | Molding stamper and molding apparatus |
| JP2008114482A (en) * | 2006-11-06 | 2008-05-22 | Sumitomo Heavy Ind Ltd | Mold apparatus and method for molding by it |
| JP2008265001A (en) * | 2007-04-16 | 2008-11-06 | Japan Steel Works Ltd:The | Manufacturing method of molded object |
| JP2009072271A (en) * | 2007-09-19 | 2009-04-09 | Toppan Printing Co Ltd | Needle-like body and method for producing needle-like body |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5698664B2 (en) | 2015-04-08 |
| JPWO2010137565A1 (en) | 2012-11-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100413906C (en) | Polyhydroxycarboxylic acid and its production process | |
| US4161579A (en) | Extrusion grade polyethylene terephthalate | |
| JP2573646B2 (en) | Production of thermoplastic resin composition by solid state polymerization | |
| CN1110518C (en) | Bisoriented foil made of cyclic olefine polyer, use and prepn. method | |
| US5574129A (en) | Process for producing lactic acid polymers and a process for the direct production of shaped articles from lactic acid polymers | |
| JPWO2006059605A1 (en) | POLYESTER RESIN, MOLDED ARTICLE THEREOF, AND METHOD FOR PRODUCING THEM | |
| US20090160105A1 (en) | Process for Producing an Extruded Shaped Body | |
| CN102438832A (en) | Polylactic acid resin composition and film | |
| JP5234689B2 (en) | Polyester film for simultaneous transfer of molding | |
| EP2738196B1 (en) | Polylactic acid resin and method for producing same | |
| JP5698664B2 (en) | Method for producing polyglycolic acid-based resin molded product having fine irregularities on the surface | |
| EP2950992B1 (en) | Process for making highly crystalline shaped part from pet or pen | |
| WO1991010521A1 (en) | Continuously cast thin piece and method of casting thereof | |
| JP2004067997A5 (en) | ||
| US11919232B2 (en) | Process for shaping a polymeric object | |
| CN103415547B (en) | The manufacture method of all aromatic liquid crystal polyester resin, the resin manufactured by its method and the mixture comprising described resin | |
| CN114085305B (en) | Method for improving interlayer binding force of polydicyclopentadiene 3D printing device | |
| JP2672878B2 (en) | Method for producing high degree of polymerization polybutylene terephthalate | |
| KR930010198B1 (en) | Method for producing reinforce block material of metal or the like | |
| JP2006265275A (en) | Method for producing polyester composition | |
| US20060147666A1 (en) | Production of a polyester hollow body or its preform with a reduced acetaldehyde content | |
| JP7031318B2 (en) | Injection-molded product of dimer acid copolymerized polyethylene terephthalate resin | |
| JP2011245853A (en) | Method for producing polyglycolic acid-based resin tube | |
| CN1717333A (en) | Polyester film for high sensitive thermal mimeorgraph stencil paper | |
| JPH11217498A (en) | Polyamide resin composition excellent in molding properties |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10780520 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011516012 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 10780520 Country of ref document: EP Kind code of ref document: A1 |