WO2009157304A1 - 太陽電池、集光型太陽光発電モジュール、および太陽電池製造方法 - Google Patents
太陽電池、集光型太陽光発電モジュール、および太陽電池製造方法 Download PDFInfo
- Publication number
- WO2009157304A1 WO2009157304A1 PCT/JP2009/060540 JP2009060540W WO2009157304A1 WO 2009157304 A1 WO2009157304 A1 WO 2009157304A1 JP 2009060540 W JP2009060540 W JP 2009060540W WO 2009157304 A1 WO2009157304 A1 WO 2009157304A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- solar cell
- optical member
- adhesive
- cell element
- receiver substrate
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 179
- 238000000034 method Methods 0.000 title abstract description 110
- 230000003287 optical effect Effects 0.000 claims abstract description 515
- 239000000758 substrate Substances 0.000 claims abstract description 341
- 230000002093 peripheral effect Effects 0.000 claims abstract description 16
- 239000000853 adhesive Substances 0.000 claims description 416
- 230000001070 adhesive effect Effects 0.000 claims description 398
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 claims description 353
- 238000007789 sealing Methods 0.000 claims description 215
- 229920005989 resin Polymers 0.000 claims description 214
- 239000011347 resin Substances 0.000 claims description 214
- 238000010248 power generation Methods 0.000 claims description 115
- 229920001187 thermosetting polymer Polymers 0.000 claims description 58
- 238000002347 injection Methods 0.000 claims description 28
- 239000007924 injection Substances 0.000 claims description 28
- 230000008878 coupling Effects 0.000 claims description 27
- 238000010168 coupling process Methods 0.000 claims description 27
- 238000005859 coupling reaction Methods 0.000 claims description 27
- 238000010438 heat treatment Methods 0.000 claims description 22
- 230000000149 penetrating effect Effects 0.000 claims description 11
- 238000012423 maintenance Methods 0.000 claims description 6
- 230000001678 irradiating effect Effects 0.000 claims description 5
- 229910052751 metal Inorganic materials 0.000 claims description 5
- 239000002184 metal Substances 0.000 claims description 5
- 239000003795 chemical substances by application Substances 0.000 claims description 2
- 230000035515 penetration Effects 0.000 claims 1
- 239000000463 material Substances 0.000 abstract description 17
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 abstract description 9
- 239000000428 dust Substances 0.000 abstract description 6
- 230000009545 invasion Effects 0.000 abstract 1
- 230000008569 process Effects 0.000 description 105
- 230000001681 protective effect Effects 0.000 description 50
- 239000012790 adhesive layer Substances 0.000 description 14
- 238000000605 extraction Methods 0.000 description 13
- 230000005855 radiation Effects 0.000 description 13
- 239000007789 gas Substances 0.000 description 12
- 230000017525 heat dissipation Effects 0.000 description 12
- 239000011241 protective layer Substances 0.000 description 11
- 229920002050 silicone resin Polymers 0.000 description 8
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 7
- 210000000078 claw Anatomy 0.000 description 7
- 229910052802 copper Inorganic materials 0.000 description 7
- 239000010949 copper Substances 0.000 description 7
- 239000011248 coating agent Substances 0.000 description 6
- 238000000576 coating method Methods 0.000 description 6
- 230000000694 effects Effects 0.000 description 6
- 239000011521 glass Substances 0.000 description 6
- 238000002360 preparation method Methods 0.000 description 5
- 238000012545 processing Methods 0.000 description 5
- 229910052782 aluminium Inorganic materials 0.000 description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 4
- 238000006243 chemical reaction Methods 0.000 description 4
- 239000004020 conductor Substances 0.000 description 4
- 238000011049 filling Methods 0.000 description 4
- 239000010410 layer Substances 0.000 description 4
- 229920000515 polycarbonate Polymers 0.000 description 4
- 239000004417 polycarbonate Substances 0.000 description 4
- 239000004065 semiconductor Substances 0.000 description 4
- 229910000838 Al alloy Inorganic materials 0.000 description 3
- 230000000903 blocking effect Effects 0.000 description 3
- 230000015556 catabolic process Effects 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 239000000470 constituent Substances 0.000 description 3
- 238000006731 degradation reaction Methods 0.000 description 3
- 230000005484 gravity Effects 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- -1 GaAs compound Chemical class 0.000 description 2
- 229910001218 Gallium arsenide Inorganic materials 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- 238000001723 curing Methods 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000035699 permeability Effects 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 230000035945 sensitivity Effects 0.000 description 2
- 238000002834 transmittance Methods 0.000 description 2
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 2
- 239000004840 adhesive resin Substances 0.000 description 1
- 229920006223 adhesive resin Polymers 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 239000005357 flat glass Substances 0.000 description 1
- 238000013007 heat curing Methods 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
Images

































Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L31/00—Semiconductor devices sensitive to infrared radiation, light, electromagnetic radiation of shorter wavelength or corpuscular radiation and specially adapted either for the conversion of the energy of such radiation into electrical energy or for the control of electrical energy by such radiation; Processes or apparatus specially adapted for the manufacture or treatment thereof or of parts thereof; Details thereof
- H01L31/04—Semiconductor devices sensitive to infrared radiation, light, electromagnetic radiation of shorter wavelength or corpuscular radiation and specially adapted either for the conversion of the energy of such radiation into electrical energy or for the control of electrical energy by such radiation; Processes or apparatus specially adapted for the manufacture or treatment thereof or of parts thereof; Details thereof adapted as photovoltaic [PV] conversion devices
- H01L31/054—Optical elements directly associated or integrated with the PV cell, e.g. light-reflecting means or light-concentrating means
- H01L31/0543—Optical elements directly associated or integrated with the PV cell, e.g. light-reflecting means or light-concentrating means comprising light concentrating means of the refractive type, e.g. lenses
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L31/00—Semiconductor devices sensitive to infrared radiation, light, electromagnetic radiation of shorter wavelength or corpuscular radiation and specially adapted either for the conversion of the energy of such radiation into electrical energy or for the control of electrical energy by such radiation; Processes or apparatus specially adapted for the manufacture or treatment thereof or of parts thereof; Details thereof
- H01L31/04—Semiconductor devices sensitive to infrared radiation, light, electromagnetic radiation of shorter wavelength or corpuscular radiation and specially adapted either for the conversion of the energy of such radiation into electrical energy or for the control of electrical energy by such radiation; Processes or apparatus specially adapted for the manufacture or treatment thereof or of parts thereof; Details thereof adapted as photovoltaic [PV] conversion devices
- H01L31/042—PV modules or arrays of single PV cells
- H01L31/044—PV modules or arrays of single PV cells including bypass diodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L31/00—Semiconductor devices sensitive to infrared radiation, light, electromagnetic radiation of shorter wavelength or corpuscular radiation and specially adapted either for the conversion of the energy of such radiation into electrical energy or for the control of electrical energy by such radiation; Processes or apparatus specially adapted for the manufacture or treatment thereof or of parts thereof; Details thereof
- H01L31/04—Semiconductor devices sensitive to infrared radiation, light, electromagnetic radiation of shorter wavelength or corpuscular radiation and specially adapted either for the conversion of the energy of such radiation into electrical energy or for the control of electrical energy by such radiation; Processes or apparatus specially adapted for the manufacture or treatment thereof or of parts thereof; Details thereof adapted as photovoltaic [PV] conversion devices
- H01L31/042—PV modules or arrays of single PV cells
- H01L31/048—Encapsulation of modules
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L31/00—Semiconductor devices sensitive to infrared radiation, light, electromagnetic radiation of shorter wavelength or corpuscular radiation and specially adapted either for the conversion of the energy of such radiation into electrical energy or for the control of electrical energy by such radiation; Processes or apparatus specially adapted for the manufacture or treatment thereof or of parts thereof; Details thereof
- H01L31/04—Semiconductor devices sensitive to infrared radiation, light, electromagnetic radiation of shorter wavelength or corpuscular radiation and specially adapted either for the conversion of the energy of such radiation into electrical energy or for the control of electrical energy by such radiation; Processes or apparatus specially adapted for the manufacture or treatment thereof or of parts thereof; Details thereof adapted as photovoltaic [PV] conversion devices
- H01L31/052—Cooling means directly associated or integrated with the PV cell, e.g. integrated Peltier elements for active cooling or heat sinks directly associated with the PV cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L31/00—Semiconductor devices sensitive to infrared radiation, light, electromagnetic radiation of shorter wavelength or corpuscular radiation and specially adapted either for the conversion of the energy of such radiation into electrical energy or for the control of electrical energy by such radiation; Processes or apparatus specially adapted for the manufacture or treatment thereof or of parts thereof; Details thereof
- H01L31/04—Semiconductor devices sensitive to infrared radiation, light, electromagnetic radiation of shorter wavelength or corpuscular radiation and specially adapted either for the conversion of the energy of such radiation into electrical energy or for the control of electrical energy by such radiation; Processes or apparatus specially adapted for the manufacture or treatment thereof or of parts thereof; Details thereof adapted as photovoltaic [PV] conversion devices
- H01L31/054—Optical elements directly associated or integrated with the PV cell, e.g. light-reflecting means or light-concentrating means
- H01L31/0547—Optical elements directly associated or integrated with the PV cell, e.g. light-reflecting means or light-concentrating means comprising light concentrating means of the reflecting type, e.g. parabolic mirrors, concentrators using total internal reflection
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E10/00—Energy generation through renewable energy sources
- Y02E10/50—Photovoltaic [PV] energy
- Y02E10/52—PV systems with concentrators
Definitions
- the present invention relates to a solar cell that includes an optical member that irradiates a solar cell element with concentrated sunlight and a receiver substrate on which the solar cell element is mounted, and concentrating sunlight that includes such a solar cell.
- the present invention relates to a power generation module and a solar cell manufacturing method for manufacturing such a solar cell.
- the solar cell element Since the concentrating solar power generation device condenses sunlight with a condenser lens and irradiates the solar cell element, the solar cell element has a small light receiving area that can receive sunlight collected by the optical system. Just prepare. That is, since the solar cell element having a size smaller than the light receiving area of the condensing lens may be used, the size of the solar cell element can be reduced, so that the usage amount of the solar cell element that is an expensive component in the solar power generation device The cost can be reduced.
- the concentrating solar power generation apparatus is being used for power supply in an area where power can be generated using a large area.
- the condensing lens is a primary optical system, and sunlight condensed by the primary optical system is incident on a secondary optical system arranged corresponding to the surface of the solar cell element.
- a concentrating solar power generation device having a configuration has been proposed (see, for example, Patent Document 2 to Patent Document 4).
- Patent Document 1 when the technique disclosed in Patent Document 1 is put into practical use, when foreign matter (rain water, dust, or the like) enters from the outside of the cylindrical lens frame 18, the top of the light guide 47 attached to the solar battery cell 46. There was a problem that water droplets and dust entered into the light receiving area such as the end face and the light could not be received sufficiently.
- the lens frame 18 that supports the lens assembly 20 and the base panel 23 on which the solar cells 46 are mounted are each increased in size, and a gap may occur due to an assembly error.
- the structure of the optical system is complicated, and positioning of the solar cell element with respect to the condensing lens or positioning of the secondary optical system with respect to the condensing lens can be performed easily and with high accuracy. It is difficult to do so, and many difficulties have arisen in practical use. In addition, with the complexity of the structure, many problems have arisen in terms of maintaining reliability during operation and improving productivity.
- the present invention has been made in view of such a situation, and includes an optical member that transmits condensed sunlight, a solar cell element that photoelectrically converts sunlight transmitted through the optical member, and a solar cell element.
- It is a solar cell provided with a placed receiver substrate, and includes a first adhesive part surrounding the solar cell element, a pedestal part adhered to the first adhesive part, and a resin sealing part covering the solar cell element. Therefore, it is possible to easily and accurately determine the constituent elements in the plane direction and the superimposing direction corresponding to the optical axis, and effectively irradiate the collected solar light to the solar cell element.
- a highly productive solar cell with improved heat resistance, weather resistance, and reliability by improving the power generation efficiency and power generation by preventing the influence of foreign matter on the solar cell element from being blocked from the outside
- the first purpose is to provide
- the present invention improves the power generation efficiency and power generation by improving the light condensing characteristics over a wide wavelength region by using a concentrating solar power generation module including the condensing lens and the solar cell according to the present invention.
- the second object is to provide an inexpensive concentrating solar power generation module with high heat resistance, weather resistance and reliability.
- this invention is a solar cell manufacturing method which manufactures the solar cell which concerns on this invention, Comprising: The 1st adhesive agent application process which apply
- a third object is to provide a solar cell manufacturing method capable of manufacturing a solar cell having high heat resistance, weather resistance, and reliability with high productivity with a simple process of combining them with high accuracy.
- this invention is a solar cell manufacturing method which manufactures the solar cell which concerns on this invention, Comprising: The 1st adhesive agent application process which apply
- a fourth object is to provide a solar cell manufacturing method capable of manufacturing a solar cell having high reliability and high weather resistance with high productivity.
- this invention irradiates a solar cell element with the solar cell element which photoelectrically converts the sunlight condensed with the condensing lens, the receiver board
- a solar cell including a columnar optical member and a holding unit that holds the columnar optical member, and the holding unit is fitted to a frame-shaped pedestal that is arranged in a frame shape around the solar cell element and fixed to the receiver substrate.
- the present invention provides a concentrating solar power generation module including a condensing lens and the solar cell according to the present invention, thereby improving condensing characteristics over a wide wavelength region and improving power generation efficiency and generated power.
- the sixth object is to provide an inexpensive concentrating solar power generation module having high heat resistance, reliability, and weather resistance.
- this invention is a solar cell manufacturing method which manufactures the solar cell which concerns on this invention, Comprising: The frame-shaped base part mounting process which positions and mounts a frame-shaped base part on a receiver board
- the columnar optical member can be easily and highly accurately positioned and firmly held with respect to the solar cell element, and the light collection efficiency with respect to a wide wavelength region is improved to improve the power generation efficiency and the generated power. It is a seventh object to provide a solar cell manufacturing method for manufacturing a highly reliable and inexpensive solar cell with high productivity with high accuracy.
- the first solar cell according to the present invention includes an optical member that transmits condensed sunlight, a solar cell element that photoelectrically converts sunlight transmitted through the optical member, and the solar cell element.
- a solar cell comprising a receiver substrate, wherein the first adhesive portion is formed in a frame shape that is adhered to the receiver substrate and surrounds the solar cell element, and is in contact with the receiver substrate and surrounds the solar cell element. It is provided with the base part adhere
- the first adhesive portion and the pedestal portion are overlapped and connected to the receiver substrate and the solar cell element in the overlapping direction, so that the positioning of the resin sealing portion and the optical member with respect to the solar cell element corresponds to the optical axis.
- the solar cell element is effectively radiated to the solar cell element which is easily and accurately determined and collected in the planar direction and the superposition direction (height direction), and the solar cell element is cut off from the outside. As a result, it is possible to prevent the influence of foreign matter on the solar cell element, thereby improving the power generation efficiency and power generation, and improving the heat resistance, weather resistance, and reliability to provide a highly productive solar cell. be able to.
- the optical member is a flat plate-shaped first flat plate optical member, and the first flat plate optical member is interposed between the first adhesive portion and the pedestal portion. It is arranged.
- the optical member (first flat plate optical member) can be easily and accurately positioned and fixed in the planar direction and the overlapping direction with respect to the first adhesive portion and the pedestal portion.
- a beam-like flange provided with a second adhesive portion formed on the top of the pedestal portion, which is bonded to the second adhesive portion and extended in a direction parallel to the receiver substrate.
- a pedestal covering portion that extends outward from the beam-like flange portion and is connected to the receiver board on the outside of the pedestal portion.
- the second adhesive portion and the pedestal covering portion can be easily and accurately positioned with respect to the receiver substrate, the solar cell element, the first adhesive portion, and the pedestal portion in the planar direction and the overlapping direction.
- the pedestal is fixed by the covering part (beam-like flange part and coupling flange part), and the pedestal part can be protected from the surroundings by the pedestal covering part, so that the physical strength of the pedestal part is improved. It can be set as a highly efficient solar cell.
- the optical member is a flat plate-like second flat plate optical member, and the second flat plate optical member is placed on the top of the pedestal portion and has an outer peripheral end thereof It is characterized by being covered with a beam-like flange.
- the optical member (second flat plate optical member) can be easily and accurately placed and positioned with respect to the pedestal portion in the planar direction and the overlapping direction.
- the optical member is a columnar optical member whose top surface has a columnar shape larger than the bottom surface, and the columnar optical member is formed by a fixing portion at an inner end of the beam-shaped flange portion. It is fixed.
- the optical member (columnar optical member) can be easily and accurately positioned with respect to the pedestal portion and the beam-shaped flange portion in the planar direction and the overlapping direction. On the other hand, positioning can be performed easily and with high accuracy.
- the fixing portion has a through inclined surface that penetrates the columnar optical member and opposes the vertical fixing portion, and is erected on the inner end frame of the beam-shaped flange portion. It is characterized by being.
- the columnar optical member can be easily and accurately positioned and fixed to the beam-like flange portion (vertical fixing portion) in the planar direction and the overlapping direction.
- a first concentrating solar photovoltaic module according to the present invention includes a condensing lens that condenses sunlight and a solar cell that receives and photoelectrically converts the condensed sunlight.
- a photovoltaic module, wherein the solar cell is a solar cell according to the present invention.
- a first solar cell manufacturing method includes an optical member that transmits condensed sunlight, a solar cell element that photoelectrically converts sunlight transmitted through the optical member, and the solar cell element mounted thereon.
- a receiver substrate that is bonded to the receiver substrate and formed in a frame shape that surrounds the solar cell element, and is in contact with the receiver substrate and surrounds the solar cell element to the first adhesive portion.
- a solar cell manufacturing method for manufacturing a solar cell comprising a bonded pedestal portion and a fixing portion for fixing the optical member with reference to the pedestal portion, the first adhesive forming the first adhesive portion
- First thermosetting to form the first adhesive portion And extent characterized in that it comprises an optical member disposing step of disposing the optical member to the fixing unit.
- a first solar cell manufacturing method includes an optical member that transmits condensed sunlight, a solar cell element that photoelectrically converts sunlight transmitted through the optical member, and the solar cell element mounted thereon.
- a receiver substrate that is bonded to the receiver substrate and formed in a frame shape that surrounds the solar cell element, and is in contact with the receiver substrate and surrounds the solar cell element to the first adhesive portion.
- a pedestal part that is adhered; a resin sealing part that is surrounded by the first adhesion part and covers the solar cell element; and a second adhesion part that is formed on the top of the pedestal part, the second adhesion part.
- a beam-like flange portion extended in a direction parallel to the receiver substrate and a coupling flange portion extended outward from the beam-like flange portion and connected to the receiver substrate outside the pedestal portion.
- a pedestal covering portion and the optical member A solar cell manufacturing method for manufacturing a solar cell including a columnar optical member fixed to a columnar optical member, wherein a first adhesive forming the first adhesive portion is applied to the receiver substrate.
- attaches the said base part on the said 1st adhesive agent, and mounts it on the said receiver board
- the 2nd adhesive agent which forms the said 2nd adhesive part is said base part A vertical type as the fixing portion which is provided on the inner end frame of the beam-shaped flange portion and has a second inclined surface which is opposed to the columnar optical member.
- first adhesive portion, pedestal portion, second adhesive portion, pedestal covering portion vertical fixed portion
- resin sealing portion optical member (columnar optical member)
- a second solar cell includes a solar cell element that photoelectrically converts sunlight collected by a condenser lens, a receiver substrate on which the solar cell element is placed, and the collected sunlight.
- a solar cell comprising a columnar optical member having an incident surface to be incident and an irradiation surface arranged to face the solar cell element and irradiating the solar cell element with sunlight, and a holding unit for holding the columnar optical member.
- a frame-shaped pedestal portion arranged in a frame shape around the solar cell element and fixed to the receiver substrate; and the holding portion is fitted to the frame-shaped pedestal portion.
- the columnar optical member can be easily and highly accurately positioned and firmly held with respect to the solar cell element, and the light collecting characteristics can be improved by improving the light collection characteristics over a wide wavelength range. Efficiency and power generation can be improved, and an inexpensive solar cell with high heat resistance, reliability, and weather resistance can be obtained.
- the second solar cell according to the present invention is characterized by including positioning pins that are arranged on the receiver substrate and position the frame-shaped pedestal portion.
- This configuration makes it possible to easily and accurately position the frame-shaped pedestal portion on the receiver substrate with good workability.
- the frame-shaped pedestal portion has a stepped portion that fits into the holding portion.
- This configuration makes it possible to easily and highly accurately position the holding portion on the frame-shaped pedestal portion with good workability.
- the frame-shaped pedestal portion has a groove portion formed on a surface in contact with the receiver substrate, and the receiver substrate is filled with the first adhesive filled in the groove portion. It is characterized by being adhered to.
- This configuration makes it possible to fix (adhere) the frame-shaped pedestal portion to the receiver substrate easily and with high accuracy and good workability.
- the holding part includes a hook-like protrusion fitted to the step part at an end part facing the step part.
- the outer peripheral shape of the holding portion can be reduced, the columnar optical member can be stably held, and the weight can be reduced.
- the columnar optical member is a quadrangular column
- the holding part is formed in a columnar shape having a through hole contacting the quadrangular column.
- the holding portion is made of metal.
- the irradiation surface and the solar cell element are resin-sealed by a resin sealing portion filled in the frame-shaped pedestal portion.
- the holding portion has a concave portion that constitutes a space for exposing the columnar optical member on the side facing the solar cell element.
- the through hole has a through groove formed corresponding to the corner of the quadrangular column.
- the 2nd concentrating solar power generation module which concerns on this invention is a condensing type
- a solar power generation module, wherein the solar cell is a solar cell according to the present invention.
- the 2nd solar cell manufacturing method which concerns on this invention is condensed with the solar cell element which photoelectrically converts the sunlight condensed with the condensing lens, the receiver board
- a columnar optical member having an incident surface on which the sunlight is incident and an irradiation surface that is arranged opposite to the solar cell element and irradiates the solar cell element with sunlight, and a holding unit that holds the columnar optical member;
- a solar cell manufacturing method for manufacturing a solar cell including a frame-shaped pedestal portion that is arranged in a frame shape around the solar cell element and is fixed to the receiver substrate and fits with the holding portion.
- a solar cell element mounting step for mounting the solar cell element; a first adhesive application step for applying a first adhesive for bonding the frame-shaped pedestal portion to the receiver substrate; and the frame-shaped pedestal portion.
- the receipty A frame-shaped pedestal placement step for positioning and placing on the substrate; a second adhesive application step for applying a second adhesive for adhering the holding portion to the frame-shaped pedestal on the frame-shaped pedestal;
- the columnar optical member can be easily and highly accurately positioned and firmly held with respect to the solar cell element, and the light collecting characteristics can be improved by improving the light collection characteristics over a wide wavelength range.
- a highly reliable and inexpensive solar cell with improved efficiency and generated power can be easily and accurately manufactured with high productivity.
- an optical member that transmits condensed sunlight, a solar cell element that photoelectrically converts sunlight transmitted through the optical member, and the solar cell element are mounted.
- a solar cell comprising a receiver substrate, a first adhesive portion formed in a frame shape that is bonded to the receiver substrate and surrounding the solar cell element, and a first adhesive portion that is in contact with the receiver substrate and surrounds the solar cell element Since it comprises a bonded pedestal part and a resin sealing part that is surrounded by the first adhesive part and covers the solar cell element, the first adhesive part and the pedestal part are superimposed on the receiver substrate and the solar cell element.
- Effectively irradiate the solar cell element with light since it becomes possible to block the solar cell element from the outside air and prevent the influence of the outside air on the solar cell element, it is possible to provide a highly productive solar cell with improved heat resistance, weather resistance and reliability. There is an effect that can be.
- a condensing device including a condensing lens that condenses sunlight and a solar cell that receives the collected sunlight and performs photoelectric conversion. Since the solar cell is the solar cell according to the present invention, the solar cell module according to the present invention reliably improves the light collection characteristics over a wide wavelength region, thereby improving the power generation efficiency and power generation, heat resistance, weather resistance It is possible to obtain an inexpensive concentrating solar power generation module with high reliability and reliability.
- an optical member that transmits condensed sunlight, a solar cell element that photoelectrically converts sunlight transmitted through the optical member, and the solar cell element are placed.
- a solar cell manufacturing method for manufacturing a solar cell comprising a fixing portion that fixes an optical member with reference to a pedestal portion, wherein a first adhesive that forms a first adhesive portion is applied to a receiver substrate.
- an optical member disposing step of disposing the optical member on the fixed part Therefore, the first adhesive application step, the pedestal portion placement step, the first thermosetting step, and the optical member placement step are executed, and each component (first adhesive, pedestal portion, optical member (columnar optical member)) is executed.
- each component first adhesive, pedestal portion, optical member (columnar optical member)
- an optical member that transmits condensed sunlight, a solar cell element that photoelectrically converts sunlight transmitted through the optical member, and the solar cell element are placed.
- a fixing portion for fixing the columnar optical member A solar cell manufacturing method for manufacturing a solar cell, wherein a first adhesive application step of applying
- a solar cell element that photoelectrically converts the sunlight collected by the condenser lens, a receiver substrate on which the solar cell element is placed, and the concentrated sunlight
- a solar cell comprising a columnar optical member having an incident surface on which light is incident and an irradiation surface that is arranged to face the solar cell element and irradiates the solar cell element with sunlight, and a holding unit that holds the columnar optical member.
- the frame-shaped pedestal portion is arranged around the solar cell element and is fixed to the receiver substrate, and the holding portion is fitted to the frame-shaped pedestal portion.
- a collector provided with the condensing lens which condenses sunlight, and the solar cell which light-receives the condensed sunlight and photoelectrically converts it. Since it is an optical solar power generation module, and the solar cell is the solar cell according to the present invention, the light collection efficiency for a wide wavelength region is improved to improve the power generation efficiency and the generated power, and the heat resistance and reliability. There is an effect that an inexpensive concentrating solar power generation module having high weather resistance can be obtained.
- the solar cell element which photoelectrically converts the sunlight condensed with the condensing lens, the receiver board
- the part can be easily and highly accurately positioned with respect to the frame-shaped pedestal to hold it firmly Therefore, the columnar optical member can be easily and highly accurately positioned with respect to the solar cell element and can be firmly held, and the light collection efficiency for a wide wavelength region is improved to improve the power generation efficiency and the generated power. There is an effect that it is possible to manufacture a highly reliable and inexpensive solar cell with high productivity with high accuracy.
- FIG. 1 is a cross-sectional view schematically showing a cross-sectional state of the schematic configuration of the solar cell according to Embodiment 1 of the present invention.
- FIG. 2 is a cross-sectional view schematically showing a cross-sectional state of the schematic configuration of the solar cell according to Embodiment 2 of the present invention.
- FIG. 3 is a cross-sectional view schematically showing a cross-sectional state of the schematic configuration of the solar cell according to Embodiment 3 of the present invention.
- FIG. 4 is a cross-sectional view schematically showing a cross-sectional state of a schematic configuration of the solar cell and the concentrating solar power generation module according to Embodiment 4 of the present invention.
- FIG. 1 is a cross-sectional view schematically showing a cross-sectional state of the schematic configuration of the solar cell according to Embodiment 1 of the present invention.
- FIG. 2 is a cross-sectional view schematically showing a cross-sectional state of the schematic configuration of the solar cell according
- FIG. 5 is an enlarged cross-sectional view showing a cross-sectional state of a schematic configuration in which the solar cell shown in FIG. 4 is enlarged.
- FIG. 6 is a perspective view showing a schematic configuration of the solar cell shown in FIG.
- FIG. 7 is a perspective view showing an arrangement state of the solar cell element and the receiver substrate of the solar cell shown in FIG.
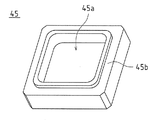
- FIG. 8 is a perspective view showing a schematic configuration of the base portion of the solar cell shown in FIG. 9 is a cross-sectional view showing a cross-sectional state of the pedestal portion shown in FIG.
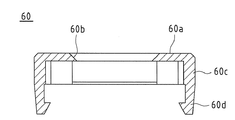
- FIG. 10 is a perspective view showing a schematic configuration of the base covering portion, the fixing portion, and the columnar optical member of the solar cell shown in FIG. FIG.
- FIG. 11 is a cross-sectional view illustrating a cross-sectional state of the pedestal covering portion, the fixing portion, and the columnar optical member illustrated in FIG. 10.
- FIG. 12 is a perspective view illustrating a schematic configuration of the cap portion illustrated in FIG. 4.
- 13 is a cross-sectional view showing a cross-sectional shape of the cap portion shown in FIG.
- FIG. 14 is a flowchart which shows the manufacturing process of the solar cell manufacturing method which manufactures the solar cell which concerns on Embodiment 5 of this invention.
- FIG. 15 shows a state in which the receiver substrate is set on the positioning jig as a preparation step for applying the first adhesive that becomes the first adhesive portion in the manufacturing process of the solar cell manufacturing method according to Embodiment 5 of the present invention.
- FIG. 16 is a process perspective view showing a state in which the receiver substrate is set on the positioning jig in the preparation process of FIG.
- FIG. 17 is a process perspective view showing a state in which the first adhesive portion is applied in the manufacturing process of the solar cell manufacturing method according to Embodiment 5 of the present invention.
- FIG. 18 is a process perspective view showing a state in which the pedestal is placed on the receiver substrate in the manufacturing process of the solar cell manufacturing method according to Embodiment 5 of the present invention.
- FIG. 19 is a process perspective view illustrating a state in which the second adhesive portion is applied to the pedestal portion in the manufacturing process of the solar cell manufacturing method according to Embodiment 5 of the present invention.
- FIG. 20 is a process perspective view showing a state in which the pedestal covering part is placed on the pedestal part in the manufacturing process of the solar cell manufacturing method according to Embodiment 5 of the present invention.
- FIG. 21 is a process perspective view showing a state in which a sealing resin for resin-sealing a solar cell element is injected into the pedestal portion in the manufacturing process of the solar cell manufacturing method according to Embodiment 5 of the present invention.
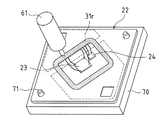
- FIG. 22 is a process perspective view showing a state in which the columnar optical member is inserted into the through hole of the vertical fixing portion in the manufacturing process of the solar cell manufacturing method according to Embodiment 5 of the present invention.
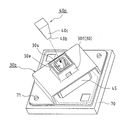
- FIG. 23 is a process perspective view showing a state in which a translucent adhesive is applied to the top surface of the columnar optical member in the manufacturing process of the solar cell manufacturing method according to Embodiment 5 of the present invention.
- FIG. 24 is a process perspective view showing a state in which the third adhesive is applied to the vertical fixing portion in the manufacturing process of the solar cell manufacturing method according to Embodiment 5 of the present invention.
- FIG. 25 is a process perspective view showing a state where the translucent protective plate is placed on the vertical fixing portion in the manufacturing process of the solar cell manufacturing method according to Embodiment 5 of the present invention.
- FIG. 26 is a process perspective view showing a state where the cap part is placed on the vertical fixing part in the manufacturing process of the solar cell manufacturing method according to Embodiment 5 of the present invention.
- FIG. 27 is a cross-sectional view showing a cross-sectional state of the concentrating solar power generation module and solar cell according to Embodiment 6 of the present invention.
- FIG. 28 is a perspective view showing the appearance of the solar cell shown in FIG.
- FIG. 29 is a perspective view showing a mounting state of the solar cell element shown in FIG. 27 on the receiver substrate.
- 30A is a cross-sectional view showing a cross-sectional shape of the frame-shaped pedestal portion shown in FIG.
- FIG. 30B is a perspective view illustrating a schematic structure of the holding unit illustrated in FIG. 27.
- 30C is a cross-sectional view showing a cross-sectional shape of the holding portion shown in FIG. 30B.
- FIG. 31 is a flowchart showing manufacturing steps of a solar cell manufacturing method for manufacturing a solar cell according to Embodiment 7 of the present invention.
- FIG. 32 is a process perspective view showing a state in which the first adhesive is applied in the manufacturing process of the solar cell manufacturing method according to Embodiment 7 of the present invention.
- FIG. 33 is a process perspective view showing a state in which the frame-shaped pedestal is placed on the receiver substrate in the manufacturing process of the solar cell manufacturing method according to Embodiment 7 of the present invention.
- FIG. 34 is a process perspective view showing a state in which the second adhesive is applied to the frame-shaped pedestal portion in the manufacturing process of the solar cell manufacturing method according to Embodiment 7 of the present invention.
- FIG. 32 is a process perspective view showing a state in which the first adhesive is applied in the manufacturing process of the solar cell manufacturing method according to Embodiment 7 of the present invention.
- FIG. 33 is a process perspective view showing a state in which the frame-shaped pedestal is placed on the receiver substrate
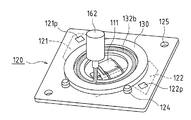
- FIG. 35 is a process perspective view showing a state in which the holding part is fitted to the frame-shaped pedestal part in the manufacturing process of the solar cell manufacturing method according to Embodiment 7 of the present invention.
- FIG. 36 is a process perspective view showing a state in which a sealing resin for resin-sealing a solar cell element is injected into the frame-shaped pedestal portion in the manufacturing process of the solar cell manufacturing method according to Embodiment 7 of the present invention.
- FIG. 37 is a process perspective view showing a state in which the columnar optical member is inserted into the through hole of the holding portion in the manufacturing process of the solar cell manufacturing method according to Embodiment 7 of the present invention.
- FIG. 1 is a cross-sectional view schematically showing a cross-sectional state of a schematic configuration of a solar cell according to Embodiment 1 of the present invention.
- the solar cell 21 includes an optical member 40 (first flat plate optical member 40f) that transmits the concentrated sunlight Ls and a solar cell element that photoelectrically converts the sunlight Ls that has passed through the optical member 40. 23 and a receiver substrate 22 on which the solar cell element 23 is placed.
- optical member 40 first flat plate optical member 40f
- the solar cell 21 is bonded to the receiver substrate 22 and has a first adhesive portion 31 formed in a frame shape surrounding the solar cell element 23, and the first adhesive portion 31 is in contact with the receiver substrate 22 and surrounds the solar cell element 23.
- a pedestal portion 45 that is bonded and a resin sealing portion 34 that is surrounded by the first bonding portion 31 and covers the solar cell element 23 are provided.
- the resin sealing portion 34 and the optical member 40 (first member for the solar cell element 23).
- the flattened optical member 40f) is easily and accurately determined in the plane direction and the superimposing direction (height direction) corresponding to the optical axis Lax, and the collected sunlight Ls is effectively supplied to the solar cell element 23. Irradiation and the solar cell element 23 can be cut off from the outside to prevent the influence of foreign matters on the solar cell element, thereby improving the power generation efficiency and power generation, It can be set as the highly productive solar cell 21 which improved the weather resistance and reliability.
- the optical member 40 is a first flat plate optical member 40f having a flat plate shape, and the first flat plate optical member 40f is disposed between the first adhesive portion 31 and the pedestal portion 45 in the overlapping direction. . Therefore, the optical member 40 (first flat plate optical member 40f) can be positioned and fixed easily and accurately in the planar direction and the superimposing direction with respect to the first adhesive portion 31 and the pedestal portion 45. Further, since the optical member 40 is disposed in the inner region of the outer peripheral frame 45f of the pedestal portion 45 in the horizontal direction, the optical member 40 can be accurately positioned with respect to the pedestal portion 45.
- the pedestal portion 45 is bonded to the receiver substrate 22 by a first bonding portion 31 disposed between the bottom surface recess 45 d formed on the bottom surface 45 c of the pedestal portion 45 and the receiver substrate 22. That is, the first adhesive portion 31 is formed between the bottom surface recess 45 d of the pedestal portion 45 and the receiver substrate 22.
- the pedestal 45 and the receiver substrate 22 can be accurately bonded and fixed via the first bonding portion 31.
- the pedestal portion 45 is preferably frame-like, similar to the first adhesive portion 31, but is not limited thereto, and may be a quadruped structure, for example. That is, it is sufficient if the structure is sufficiently bonded to the first bonding portion 31 and is stably fixed to the receiver substrate 22. Since the position of the base portion 45 is determined with high accuracy, the focal length of the optical member 40 can be matched with high accuracy.
- the four-leg structure (modified example) of the pedestal portion 45 will be further described in the fifth embodiment.
- the gap between the connecting portions such as the lens frame 51 (see FIG. 4) and the base plate 52 (same as above) is reduced to guide the sunlight Ls.
- the gas for example, air
- the condenser lens 50 sin as above
- the solar cell element 23 or the optical member 40 is changed in the temperature. Due to the accompanying dew condensation phenomenon, water droplets may be generated in the light guide region and may adhere to the receiver substrate 22 or the like.
- the water droplets adhering to the receiver substrate 22 or the like may flow into the surface of the solar cell element 23 due to a change in tracking angle of the receiver substrate 22 or the like when tracking sunlight Ls.
- the solar cell element 23 is blocked from the light guide region side by the first adhesive portion 31, the resin sealing portion 34, and the like, so that foreign matter (water droplets) from the light guide region side is mixed into the solar cell element 23. It becomes possible to prevent the influence.
- a gas for example, air, nitrogen, or the like
- a gas that blocks the surface region of the solar cell element 23 (for example, the space region between the resin sealing portion 34 and the bottom surface 40b of the first flat plate optical member 40f) from the light guide region.
- argon it is preferable to fill the gas with the lowest possible humidity.
- the surface region of the solar cell element 23 may be sealed with a sealing resin instead of gas.
- a sealing resin instead of gas.
- a blocking region filled with gas may be provided on the light guide region side.
- the blocking region seals the bypass diode 24 around the solar cell element 23, the wire 29 (see FIG. 7), the wiring member, the first connection pattern 25 (same as above), and the second connection pattern 26 (same as before). Also good. In this way, there is no possibility of causing a short circuit between the output extraction terminals due to adhesion of water droplets or dust.
- the first flat optical member 40f is disposed between the bottom surface recess 45d and the first adhesive portion 31, and is in close contact with the first adhesive portion 31, so that the first flat optical member 40f is positioned easily and with high accuracy, and the solar cell element 23 is connected to the outside. Can be protected from the environment.
- the resin sealing portion 34 covering the solar cell element 23 is formed by covering the receiver substrate 22 between the optical member 40 (first flat plate optical member 40f) and the receiver substrate 22. Therefore, the solar cell element 23 and the connection member connected to the solar cell element 23 (such as the wire 29 (see FIG. 7) connecting the surface electrode and the extraction electrode of the solar cell element 23) are reliably protected (insulated). ), It is possible to ensure reliability.
- the resin sealing portion 34 can also be brought into contact with the bottom surface 40b (inner surface) of the optical member 40. That is, in FIG. 1, the space region is formed between the resin sealing portion 34 and the first flat optical member 40 f, but the space region is completely filled with the sealing resin 34 r (resin sealing portion 34). It is also possible to have a shape.
- the resin sealing portion 34 By filling the space area with the resin sealing portion 34, it is possible to suppress the influence of the gas (for example, air) existing in the space area. That is, the gas existing between the optical member 40 (first flat plate optical member 40f) and the resin sealing portion 34 is excluded, and the optical member 40 (first flat plate optical member 40f) and the resin sealing portion 34 are removed. , And the sunlight Ls can be efficiently guided to the solar cell element 23.
- the gas for example, air
- the outer periphery of the resin sealing portion 34 is surrounded by a first adhesive portion 31 in a frame shape. Therefore, it is possible to reliably cover and protect (insulate) the members (for example, the solar cell element 23, the bypass diode 24, the wire 29, and the wiring member) disposed on the surface of the receiver substrate 22 inside the base portion 45. Therefore, the withstand voltage and weather resistance can be improved and the reliability can be improved.
- a concentrating solar power generation module 20 (see FIG. 4) equipped with the solar cell 21 according to the present embodiment. That is, the concentrating sunlight provided with the condensing lens 50 (same as above) that condenses the sunlight Ls and the solar cell 21 according to the present embodiment that receives the collected sunlight Ls and performs photoelectric conversion.
- the power generation module 20 can be obtained. Therefore, it is possible to reliably improve the light condensing characteristics over a wide wavelength region to improve the power generation efficiency and the generated power, and to provide an inexpensive concentrating solar power generation module 20 with high heat resistance, weather resistance, and reliability.
- the receiver substrate 22 includes, for example, an attachment hole 22h for applying the solar cell 21 to the concentrating solar power generation module 20 for attachment.
- a solar cell manufacturing method for manufacturing the solar cell 21 according to the present embodiment will be described.
- a manufacturing process since a typical example is shown in detail in Embodiment 4, only an outline is only demonstrated in this Embodiment.
- the solar cell manufacturing method includes an optical member 40 that transmits condensed sunlight Ls, a solar cell element 23 that photoelectrically converts sunlight Ls that has passed through the optical member 40, and a solar cell element 23.
- the first adhesive portion 31 is formed in a frame shape that is bonded to the receiver substrate 22 and surrounds the solar cell element 23, and the receiver substrate 22 is in contact with and surrounds the solar cell element 23.
- 1 is a solar cell manufacturing method for manufacturing a solar cell 21 including a pedestal portion 45 bonded to one bonding portion 31 and a resin sealing portion 34 that is surrounded by the first bonding portion 31 and covers the solar cell element 23.
- a first adhesive application step for applying the first adhesive 31r forming the first adhesive portion 31 to the receiver substrate 22 and a flat plate as the optical member 40 are provided.
- a first flat plate optical member arranging step (an optical member arranging step of arranging the optical member 40) for arranging the one flat plate optical member 40f on the first adhesive 31r, and a receiver board by bonding the pedestal 45 to the first adhesive 31r.
- a sealing resin injection step of injecting the inner region of the first adhesive portion 31.
- the first adhesive application step, the first flat plate optical member placement step (optical member placement step), the pedestal portion placement step, and the sealing resin injection step are executed.
- the heat-resisting, weather-resistant, and highly reliable sun can be easily and highly accurately by a simple process of stacking and aligning the stop resin portion 34, the first flat optical member 40f (optical member 40), and the pedestal portion 45) in order.
- the battery 21 can be manufactured with high productivity.
- the sealing resin injection step can be performed before the first adhesive application step and until the first flat plate optical member placement step. Preferably, it implements after the 1st adhesive agent application process to the 1st flat plate optical member arrangement process.
- the sealing resin 34r is preferably subjected to a defoaming process and a thermosetting process. That is, in the solar cell manufacturing method according to the present embodiment, a defoaming process for performing defoaming on the sealing resin 34r, and a second thermosetting process for heating and thermosetting the sealing resin 34r. Prepare. Therefore, the highly reliable resin sealing portion 34 can be formed easily and with high accuracy.
- FIG. 2 is a cross-sectional view schematically showing a cross-sectional state of the schematic configuration of the solar cell according to Embodiment 2 of the present invention.
- the solar cell 21 includes an optical member 40 (second flat plate optical member 40s) that transmits the concentrated sunlight Ls and a solar cell element that photoelectrically converts the sunlight Ls that has passed through the optical member 40. 23 and a receiver substrate 22 on which the solar cell element 23 is placed.
- optical member 40 second flat plate optical member 40s
- the solar cell 21 is bonded to the receiver substrate 22 and has a first adhesive portion 31 formed in a frame shape surrounding the solar cell element 23, and the first adhesive portion 31 is in contact with the receiver substrate 22 and surrounds the solar cell element 23.
- a pedestal portion 45 that is bonded and a resin sealing portion 34 that is surrounded by the first bonding portion 31 and covers the solar cell element 23 are provided.
- the resin sealing portion 34 and the optical member 40 (the second member 40) for the solar cell element 23 The flattened optical member 40s) is easily and accurately determined in the plane direction and the superimposing direction (height direction) corresponding to the optical axis Lax, and the collected sunlight Ls is effectively supplied to the solar cell element 23. Irradiation and the solar cell element 23 can be cut off from the outside to prevent the influence of foreign matters on the solar cell element, thereby improving the power generation efficiency and power generation, It can be set as the highly productive solar cell 21 which improved the weather resistance and reliability.
- the receiver substrate 22, the solar cell element 23, the first bonding portion 31, the pedestal portion 45, and the optical member in the planar direction and the overlapping direction corresponding to the optical axis Lax. 40 can be aligned and stacked.
- the pedestal portion 45 is bonded to the receiver substrate 22 by a first bonding portion 31 disposed between the bottom surface recess 45 d formed on the bottom surface 45 c of the pedestal portion 45 and the receiver substrate 22.
- the solar cell 21 includes a second adhesive portion 32 formed on the top portion 45b of the pedestal portion 45, and is bonded to the second adhesive portion 32 and extended in a direction parallel to the receiver substrate 22. And a base cover portion 30b having a beam-like flange portion 30c and a coupling flange portion 30d extending outward from the beam-like flange portion 30c and connected to the receiver substrate 22 outside the base portion 45.
- the second adhesive portion 32 and the pedestal covering portion 30b are easily and accurately positioned in the planar direction and the overlapping direction with respect to the receiver substrate 22, the solar cell element 23, the first adhesive portion 31, and the pedestal portion 45, and the second Since the base portion 45 can be fixed by the adhesive portion 32 and the base cover portion 30b (the beam-like flange portion 30c and the coupling flange portion 30d), and the base portion 45 can be protected from the surroundings by the base cover portion 30b.
- a highly reliable solar cell 21 in which the physical strength of the pedestal 45 is improved can be obtained.
- the optical member 40 is a flat plate-shaped second flat plate optical member 40s, and the second flat plate optical member 40s is placed on the top 45b of the pedestal 45 in the overlapping direction, and the outer peripheral end 40st is a beam-shaped flange. Covered by the portion 30c. Therefore, the optical member 40 (second flat plate optical member 40s) can be easily and highly accurately placed and positioned with respect to the pedestal portion 45 in the planar direction and the overlapping direction. Further, since the optical member 40 is disposed in the inner region of the outer peripheral frame 45f of the pedestal portion 45 in the horizontal direction, the optical member 40 can be accurately positioned with respect to the pedestal portion 45.
- the resin sealing portion 34 covering the solar cell element 23 is formed by covering the receiver substrate 22 between the optical member 40 (second flat plate optical member 40 s) and the receiver substrate 22. Therefore, the solar cell element 23 and the connection member connected to the solar cell element 23 (such as the wire 29 (see FIG. 7) connecting the surface electrode and the extraction electrode of the solar cell element 23) are reliably protected (insulated). ), It is possible to ensure reliability.
- the resin sealing portion 34 can also be brought into contact with the bottom surface 40b (inner surface) of the optical member 40. That is, in FIG. 2, although it has the shape which has a space area
- the resin sealing portion 34 By filling the space area with the resin sealing portion 34, it is possible to suppress the influence of the gas (for example, air) existing in the space area. That is, the gas existing between the optical member 40 (second flat plate optical member 40s) and the resin sealing portion 34 is excluded, and the optical member 40 (second flat plate optical member 40s) and the resin seal are sealed. It is possible to suppress the change in the refractive index between the unit 34 and the sunlight Ls to the solar cell element 23 efficiently.
- the gas for example, air
- the outer periphery of the resin sealing portion 34 is surrounded by a first adhesive portion 31 in a frame shape. Therefore, it is possible to reliably cover and protect the members (for example, the solar cell element 23, the bypass diode 24, the wire 29, and the wiring member) disposed on the surface of the receiver substrate 22 inside the base portion 45. Therefore, the withstand voltage and the weather resistance can be improved and the reliability can be improved.
- the base flange portion mounting hole 30j aligned with the mounting hole 22h is formed in the coupling flange portion 30d. Therefore, the base covering portion 30b (the coupling flange portion 30d) can be easily and accurately positioned with respect to the receiver substrate 22.
- a solar cell manufacturing method for manufacturing the solar cell 21 according to the present embodiment will be described.
- a manufacturing process since a typical example is shown in detail in Embodiment 4, only an outline is only demonstrated in this Embodiment.
- the solar cell manufacturing method includes an optical member 40 that transmits condensed sunlight Ls, a solar cell element 23 that photoelectrically converts sunlight Ls that has passed through the optical member 40, and a solar cell element 23.
- the first adhesive portion 31 is formed in a frame shape that is bonded to the receiver substrate 22 and surrounds the solar cell element 23, and the receiver substrate 22 is in contact with and surrounds the solar cell element 23.
- the pedestal portion 45 bonded to the first bonding portion 31, the second bonding portion 32 formed on the top portion 45 b of the pedestal portion 45, and the resin sealing portion 34 that is surrounded by the first bonding portion 31 and covers the solar cell element 23.
- a solar cell manufacturing method for manufacturing the solar cell 21 comprises a pedestal covering portion 30b and a coupling flange portion 30d that is.
- the first adhesive application step, the pedestal portion placement step, the second adhesive application step, the second flat plate optical member placement step (optical member placement step), the base cover portion placement step, and the sealing resin injection step are executed. Therefore, each component (the 1st adhesion part 31, the base part 45, the 2nd adhesion part 32, the resin sealing part 34, the 2nd flat plate optical member 40s (optical member 40), and the base covering part 30b) is piled up in order. With a simple process of aligning, it becomes possible to manufacture the solar cell 21 having high heat resistance, weather resistance, and reliability with high productivity with high accuracy.
- the sealing resin injection step can be performed between the first adhesive application step and the second flat plate optical member placement step. Preferably, it implements after forming the 1st adhesion part 31 at the 1st thermosetting process until the 2nd flat plate optical member arrangement process.
- FIG. 3 is a cross-sectional view schematically showing a cross-sectional state of the schematic configuration of the solar cell according to Embodiment 3 of the present invention.
- the solar cell 21 includes an optical member 40 (columnar optical member 40p) that transmits the concentrated sunlight Ls, and a solar cell element 23 that photoelectrically converts the sunlight Ls that has passed through the optical member 40. And a receiver substrate 22 on which the solar cell element 23 is placed.
- optical member 40 columnar optical member 40p
- solar cell element 23 that photoelectrically converts the sunlight Ls that has passed through the optical member 40.
- receiver substrate 22 on which the solar cell element 23 is placed.
- the solar cell 21 is bonded to the receiver substrate 22 and has a first adhesive portion 31 formed in a frame shape surrounding the solar cell element 23, and the first adhesive portion 31 is in contact with the receiver substrate 22 and surrounds the solar cell element 23.
- a pedestal portion 45 that is bonded and a resin sealing portion 34 that is surrounded by the first bonding portion 31 and covers the solar cell element 23 are provided.
- the first adhesive portion 31 and the pedestal portion 45 are overlapped and connected to the receiver substrate 22 and the solar cell element 23 in the overlapping direction, so that the resin sealing portion 34 and the optical member 40 (columnar optics) for the solar cell element 23 are connected.
- the solar cell element 23 is effectively irradiated with the condensed sunlight Ls determined and easily and accurately in the planar direction and the superimposing direction (height direction) corresponding to the optical axis Lax.
- the solar cell element 23 can be blocked from the outside to prevent the influence of foreign matters on the solar cell element, the power generation efficiency and the generated power can be improved, and the heat resistance and weather resistance can be improved.
- the solar cell 21 with improved productivity and improved reliability can be obtained.
- the solar cell 21 includes a second adhesive portion 32 formed on the top portion 45b of the pedestal portion 45, and is bonded to the second adhesive portion 32 and extended in a direction parallel to the receiver substrate 22. And a base cover portion 30b having a beam-like flange portion 30c and a coupling flange portion 30d extending outward from the beam-like flange portion 30c and connected to the receiver substrate 22 outside the base portion 45.
- the second adhesive portion 32 and the pedestal covering portion 30b are easily and accurately positioned in the planar direction and the overlapping direction with respect to the receiver substrate 22, the solar cell element 23, the first adhesive portion 31, and the pedestal portion 45, and the second Since the base portion 45 can be fixed by the adhesive portion 32 and the base cover portion 30b (the beam-like flange portion 30c and the coupling flange portion 30d), and the base portion 45 can be protected from the surroundings by the base cover portion 30b.
- a highly reliable solar cell 21 in which the physical strength of the pedestal 45 is improved can be obtained.
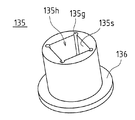
- the optical member 40 is a columnar optical member 40p having a top surface 40a having a columnar shape larger than the bottom surface 40b.
- the columnar optical member 40p is fixed to the fixing portion 30 (fitting fixing portion 30r) at the inner end of the beam-shaped flange portion 30c. ).
- the optical member 40 (columnar optical member 40p) can be easily and highly accurately positioned in the planar direction and the overlapping direction with respect to the pedestal 45 and the beam-shaped flange portion 30c. Positioning with respect to the battery element 23 can be performed easily and with high accuracy.
- the bottom surface 40b of the columnar optical member 40p has an area corresponding to the solar cell element 23, for example, an area corresponding to the effective light receiving area of the solar cell element 23. That is, by making the bottom surface 40b equal to the effective light receiving area of the solar cell element 23, it is possible to prevent unnecessary irradiation of the sunlight Ls, thereby preventing temperature rise due to solar energy and improving power generation efficiency. be able to.
- the condensed sunlight Ls can be reliably incident on the columnar optical member 40p.
- the optical member 40 (columnar optical member 40p) is disposed in the inner region of the outer peripheral frame 45f of the pedestal portion 45 in the horizontal direction, the optical member 40 can be accurately positioned with respect to the pedestal portion 45.
- the optical member 40 (columnar optical member 40p) is positioned with respect to the fitting fixing portion 30r (fixing portion 30), and the fitting fixing portion 30r is a beam-like flange portion 30c (pedestal covering portion 30b).
- the beam-shaped flange portion 30c is positioned with respect to the pedestal portion 45 (receiver substrate 22).
- the fixing part 30 fixes the optical member 40 on the basis of the pedestal part 45. That is, the solar cell 21 includes a fixing portion 30 (fitting fixing portion 30r) that fixes the optical member 40 with the pedestal portion 45 as a reference.
- the fixing portion 30 is a fitting fixing portion 30r that is fitted to the inner end frame 30ct of the beam-like flange portion 30c and fixes the columnar optical member 40p. Therefore, the columnar optical member 40p can be easily and accurately bonded and fixed to the beam-like flange portion 30c.
- the fitting fixing portion 30r Since the inner periphery of the fitting fixing portion 30r is inclined in advance so as to face the optical path inclined surface 40c of the columnar optical member 40p, the columnar optical member 40p is positioned in a self-aligning manner with respect to the fitting fixing portion 30r. It becomes possible to match.
- fixed part 30r can be previously formed as a molded article using a suitable synthetic resin, and can be formed by fitting in the inner side end frame 30ct.
- the resin sealing portion 34 that covers the solar cell element 23 is formed by covering the receiver substrate 22 between the optical member 40 (columnar optical member 40 p) and the receiver substrate 22. Moreover, the resin sealing part 34 is made to contact the bottom face 40b of the optical member 40 (columnar optical member 40p). That is, the space region between the resin sealing portion 34 and the columnar optical member 40p (bottom surface 40b) is completely filled with the sealing resin 34r (resin sealing portion 34).
- the solar cell Ls is efficiently produced by preventing the refractive index from being fluctuated due to the gas (for example, air) existing in the space region between the optical member 40 (columnar optical member 40p) and the resin sealing portion 34.
- the light can be guided to the element 23.
- a concentrating solar power generation module 20 (see FIG. 4) equipped with the solar cell 21 according to the present embodiment.
- the application mode of the solar cell 21 in the concentrating solar power generation module 20 is the same as that in the first embodiment and the second embodiment, the details will be described in the fourth embodiment.
- a solar cell manufacturing method for manufacturing the solar cell 21 according to the present embodiment will be described.
- a manufacturing process since a typical example is shown in detail in Embodiment 4, only an outline is only demonstrated in this Embodiment.
- the solar cell manufacturing method includes an optical member 40 that transmits condensed sunlight Ls, a solar cell element 23 that photoelectrically converts sunlight Ls that has passed through the optical member 40, and a solar cell element 23.
- the first adhesive portion 31 is formed in a frame shape that is bonded to the receiver substrate 22 and surrounds the solar cell element 23, and the receiver substrate 22 is in contact with and surrounds the solar cell element 23.
- the pedestal portion 45 bonded to the first bonding portion 31, the second bonding portion 32 formed on the top portion 45 b of the pedestal portion 45, and the resin sealing portion 34 that is surrounded by the first bonding portion 31 and covers the solar cell element 23.
- the solar cell 21 including the base covering portion 30b having the coupling flange portion 30d and the fixing portion 30 (fitting fixing portion 30r) for fixing the columnar optical member 40p having the columnar shape as the optical member 40 is manufactured. It is a solar cell manufacturing method.
- the first adhesive application step of applying the first adhesive 31r forming the first adhesive portion 31 to the receiver substrate 22, and the base portion 45 on the first adhesive 31r.
- a columnar optical member arranging step (an optical member arranging step for arranging the optical member 40) in which the columnar optical member 40p having a columnar shape as the optical member 40 is fixed to the fitting fixing portion 30r, and the solar cell element 23 is sealed with resin.
- the solar cell 21 it is possible to manufacture the solar cell 21 with high heat resistance, weather resistance, and high reliability easily and with high accuracy by a simple process of stacking and aligning the columnar optical members 40p (optical members 40) in order. .
- the sealing resin injection step can be performed from before the first adhesive application step to the columnar optical member placement step. Preferably, it implements after forming the 1st adhesion part 31 in the 1st thermosetting process until the columnar optical member arrangement process.
- a defoaming process process for performing a defoaming process on the sealing resin 34r and a second thermosetting process for heating and thermosetting the sealing resin 34r can be performed. .
- first adhesive 31r and the second adhesive 32r can be individually cured. That is, it is possible to form only the first adhesive portion 31 in the first thermosetting step.
- the solar cell manufacturing method includes an optical member 40 that transmits the concentrated sunlight Ls, a solar cell element 23 that photoelectrically converts the sunlight Ls that has passed through the optical member 40, and a solar cell.
- the first adhesive application step of applying the first adhesive 31r forming the first adhesive portion 31 to the receiver substrate 22, and the pedestal portion on the first adhesive 31r. 45 is attached to the receiver substrate 22, and a first thermosetting step for heating the first adhesive 31r to form the first adhesive portion 31, and a fixing portion 30 (fitting and fixing).
- a 1st adhesive agent application process a base part mounting process, a 1st thermosetting process, and an optical member arrangement
- positioning process are performed, and each structural member (The 1st adhesion part 31, the base part 45, the optical member 40 (columnar optical member) 40p)) are sequentially stacked and aligned, and the solar cell 21 having high heat resistance, weather resistance, and high reliability can be easily and accurately manufactured with high productivity.
- FIG. 4 is a cross-sectional view schematically showing a cross-sectional state of a schematic configuration of the solar cell and the concentrating solar power generation module according to Embodiment 4 of the present invention.
- FIG. 5 is an enlarged cross-sectional view showing a cross-sectional state of a schematic configuration in which the solar cell shown in FIG. 4 is enlarged.
- FIG. 6 is a perspective view showing the schematic configuration of the solar cell shown in FIG.
- the solar cell 21 photoelectrically converts the optical member 40 (columnar optical member 40p) that transmits the sunlight Ls collected by the condenser lens 50 and the sunlight Ls that has passed through the optical member 40.
- a solar cell element 23 and a receiver substrate 22 on which the solar cell element 23 is placed are provided.
- the solar cell 21 is bonded to the receiver substrate 22 and has a first adhesive portion 31 formed in a frame shape surrounding the solar cell element 23, and the first adhesive portion is in contact with the receiver substrate 22 and surrounds the solar cell element 23.
- a pedestal 45 bonded to 31, and a resin sealing portion 34 that is surrounded by the first bonding portion 31 and covers the solar cell element 23.
- the first adhesive portion 31 and the pedestal portion 45 are overlapped and connected to the receiver substrate 22 and the solar cell element 23 in the overlapping direction, so that the resin sealing portion 34 and the optical member 40 (columnar optics) for the solar cell element 23 are connected.
- the solar cell element 23 is effectively irradiated with the condensed sunlight Ls determined and easily and accurately in the planar direction and the superimposing direction (height direction) corresponding to the optical axis Lax.
- the solar cell element 23 can be blocked from the outside to prevent the influence of foreign matters on the solar cell element, the power generation efficiency and the generated power can be improved, and the heat resistance and weather resistance can be improved.
- the solar cell 21 with improved productivity and improved reliability can be obtained.
- the pedestal portion 45 is bonded to the receiver substrate 22 by a first bonding portion 31 disposed between the bottom surface recess 45 d formed on the bottom surface 45 c of the pedestal portion 45 and the receiver substrate 22. That is, the first adhesive portion 31 is formed between the bottom surface recess 45 d of the pedestal portion 45 and the receiver substrate 22. Therefore, the base 45 and the receiver substrate 22 can be bonded and fixed with high accuracy via the first bonding portion 31.
- the pedestal portion 45 is preferably framed like the first adhesive portion 31, but is not limited thereto, and may be a four-leg structure, for example. That is, it is sufficient if the structure is sufficiently bonded to the first bonding portion 31 and is stably fixed to the receiver substrate 22.
- the solar cell 21 includes a second adhesive portion 32 formed on the top portion 45b of the pedestal portion 45, and is bonded to the second adhesive portion 32 and extended in a direction parallel to the receiver substrate 22. And a base cover portion 30b having a beam-like flange portion 30c and a coupling flange portion 30d extending outward from the beam-like flange portion 30c and connected to the receiver substrate 22 outside the base portion 45.
- the second adhesive portion 32 and the pedestal covering portion 30b are easily and accurately positioned in the planar direction and the overlapping direction with respect to the receiver substrate 22, the solar cell element 23, the first adhesive portion 31, and the pedestal portion 45, and the second Since the base portion 45 can be fixed by the adhesive portion 32 and the base cover portion 30b (the beam-like flange portion 30c and the coupling flange portion 30d), and the base portion 45 can be protected from the surroundings by the base cover portion 30b.
- a highly reliable solar cell 21 in which the physical strength of the pedestal 45 is improved can be obtained.
- the optical member 40 is a columnar optical member 40p having a top surface 40a having a columnar shape larger than the bottom surface 40b.
- the columnar optical member 40p is fixed to the fixing portion 30 (vertical fixing portion 30f) at the inner end of the beam-shaped flange portion 30c. ).
- the optical member 40 (columnar optical member 40p) can be easily and highly accurately positioned in the planar direction and the overlapping direction with respect to the pedestal 45 and the beam-shaped flange portion 30c. Positioning with respect to the battery element 23 can be performed easily and with high accuracy.
- the optical member 40 (columnar optical member 40p) is disposed in the inner region of the outer peripheral frame 45f of the pedestal portion 45 in the horizontal direction, the optical member 40 can be accurately positioned with respect to the pedestal portion 45.
- the optical member 40 (columnar optical member 40p) is positioned with respect to the vertical fixing portion 30f (fixing portion 30), and the vertical fixing portion 30f is a beam-shaped flange portion 30c (pedestal covering portion 30b).
- the beam-shaped flange portion 30c is positioned with respect to the pedestal portion 45 (receiver substrate 22).
- the fixing portion 30 (vertical fixing portion 30f) fixes the optical member 40 with the pedestal portion 45 as a reference. That is, the solar cell 21 includes a fixing portion 30 (vertical fixing portion 30f) that fixes the optical member 40 with the pedestal portion 45 as a reference.
- the fixed portion 30 has a vertical inclined surface 30s that penetrates and opposes the columnar optical member 40p and is erected on the inner end frame 30ct of the beam-shaped flange portion 30c. It is the fixed part 30f. Therefore, the columnar optical member 40p can be easily positioned and fixed to the beam-like flange portion 30c (vertical fixing portion 30f) in a plane direction and a superimposing direction.
- the solar cell 21 includes a translucent protective plate 41 that covers the top surface 40a of the columnar optical member 40p and is fixed to the vertical fixing portion 30f. Therefore, the translucent protective plate 41 can be easily and accurately positioned and fixed to the columnar optical member 40p in the planar direction and the superimposing direction, so that the sunlight Ls is efficiently guided to the columnar optical member 40p.
- the gap between the columnar optical member 40p and the vertical fixing portion 30f can be blocked from the outside, and the solar cell element 23 and the columnar optical member 40p are reliably protected from the external environment, and the reliability is improved.
- the battery 21 can be used.
- the translucent protective plate 41 is bonded to the third bonding portion 33 formed on the top portion 30h of the vertical fixing portion 30f. Therefore, the translucent protective plate 41 is easily and accurately positioned with respect to the vertical fixing portion 30f in the planar direction and the overlapping direction, and the translucent protective plate 41 and the vertical fixing portion 30f are fixed without any gap. Therefore, the columnar optical member 40p can be shielded from the external environment to prevent the influence of foreign matters.
- the solar cell 21 includes a cap portion 60 having a window frame 60b covering the outer peripheral end of the translucent protective plate 41 and connected to the vertical fixing portion 30f. Therefore, since the cap part 60 can be easily and highly accurately positioned and fixed in the plane direction and the superimposing direction with respect to the translucent protective plate 41, the translucent protective plate 41 is fixed and the vertical fixing part is fixed. By protecting the outer peripheral end of the top portion 30h of 30f, the mechanical strength of the translucent protective plate 41 is ensured, and the solar cell 21 with improved reliability can be obtained.
- the cap part 60 (see FIG. 6) is coupled by engaging and locking a claw part 60d extended from the frame part 60c into a locking recess 30k formed in the vertical fixing part 30f. Moreover, the window frame 60b (cap part 60) is made into the shape which shields the 3rd adhesion part 33 from sunlight Ls. Since the 3rd adhesion part 33 can be prevented from being irradiated to sunlight Ls, degradation of the 3rd adhesion part 33 (3rd adhesive 33r) can be prevented.
- the solar cell element 23 and the columnar optical member 40p can be blocked from the outside, it is possible to prevent foreign matters (rain water, sand dust, etc.) from entering the solar cell element 23 and the columnar optical member 40p. Further, the columnar optical member 40p can improve the light condensing characteristics over a wide wavelength region to improve the power generation efficiency and the generated power, so that the inexpensive solar cell 21 with high heat resistance, reliability, and weather resistance can be obtained.
- the sunlight Ls irradiated to the solar cell element 23 is guided by the columnar optical member 40p, it is possible to improve the condensing characteristic with respect to a wide wavelength region. Moreover, since the outer periphery of the solar cell element 23 and the columnar optical member 40p is covered with the vertical fixing portion 30f, the pedestal portion 45, and the translucent protective plate 41, the solar cell element 23 and the columnar optical member 40p are unnecessary from the outside. It is possible to eliminate the influence, and it is possible to improve the light collecting characteristics and reliability.
- the translucent protective plate 41 is adhered to the top surface 40a of the columnar optical member 40p via the translucent adhesive layer 36. Therefore, the gap (space region) between the translucent protective plate 41 and the columnar optical member 40p is eliminated, and the fluctuation of the refractive index between the translucent protective plate 41 and the columnar optical member 40p is suppressed, The sunlight Ls can be efficiently guided to the solar cell element 23.
- the vertical fixing portion 30f is bonded to the pedestal portion 45 by a second bonding portion 32 disposed between the top portion 45b of the pedestal portion 45 and the beam-like flange portion 30c on which the vertical fixing portion 30f is erected. . That is, the second adhesive portion 32 is formed between the top portion 45b of the pedestal portion 45 and the vertical fixing portion 30f.
- the vertical fixing portion 30f and the pedestal portion 45 can be bonded and fixed without any gaps via the second adhesive portion 32, and therefore, between the vertical fixing portion 30f and the pedestal portion 45, It is possible to prevent foreign matters from entering the solar cell element 23 and the columnar optical member 40p.
- the vertical fixing portion 30f holds the side surface (optical path inclined surface 40c) adjacent to the top surface 40a of the columnar optical member 40p in contact with the through inclined surface 30s. Further, the vertical fixing portion 30f is integrated with the base covering portion 30b (the beam-like flange portion 30c and the coupling flange portion 30d). The second adhesive portion 32 is disposed between the pedestal covering portion 30 b (the beam-like flange portion 30 c) and the pedestal portion 45.
- the heat from the vertical fixing portion 30f and the pedestal portion 45 is efficiently radiated to the receiver substrate 22 through the pedestal covering portion 30b (coupling flange portion 30d), and the receiver substrate is also radiated through the pedestal covering portion 30b. Since it becomes possible to position and fix the vertical fixing portion 30f to 22, it is possible to improve heat dissipation and physical strength.
- the pedestal covering portion 30b includes a beam-like flange portion 30c that extends from the vertical fixing portion 30f and is arranged in a beam shape, and a coupling member that is arranged by being bent from the beam-like flange portion 30c so as to contact the receiver substrate 22 A flange body 30d.
- the bottom surface 40b of the columnar optical member 40p has an area corresponding to the solar cell element 23, for example, an area corresponding to the effective light receiving area of the solar cell element 23. That is, by making the bottom surface 40b equal to the effective light receiving area of the solar cell element 23, it is possible to prevent unnecessary irradiation of the sunlight Ls, thereby preventing temperature rise due to solar energy and improving power generation efficiency. be able to.
- the condensed sunlight Ls can be reliably incident on the columnar optical member 40p.
- the translucent protective plate 41 is bonded to the vertical fixing portion 30f by a third adhesive portion 33 disposed between the top 30h of the vertical fixing portion 30f and the translucent protective plate 41. That is, the third adhesive portion 33 is formed between the vertical fixing portion 30 f and the translucent protective plate 41.
- the translucent protective plate 41 and the vertical fixing portion 30f can be fixed without gaps via the third adhesive portion 33, so that the columnar optical member 40p is shielded from the external environment and foreign matter is columnar optical member. It is possible to prevent the influence on 40p.
- the resin sealing portion 34 that covers the solar cell element 23 is formed by covering the receiver substrate 22 between the optical member 40 (columnar optical member 40 p) and the receiver substrate 22.
- the resin sealing portion 34 is surrounded by the first bonding portion 31 at the end.
- the members for example, the solar cell element 23, the bypass diode 24, the wire 29 (see FIG. 7), and the wiring member) arranged on the surface of the receiver substrate 22 inside the pedestal portion 45 (the first bonding portion 31) are securely secured. Therefore, it is possible to improve the insulation and weather resistance and improve the reliability.
- the resin sealing portion 34 is in contact with the bottom surface 40b of the columnar optical member 40p. That is, the bottom surface 40b (columnar optical member 40p) is in a state of being immersed in the resin sealing portion 34. Therefore, the gas between the columnar optical member 40p and the resin sealing portion 34 is excluded to suppress the change in the refractive index between the columnar optical member 40p and the resin sealing portion 34, and the sunlight Ls can be efficiently generated. The light can be guided to the solar cell element 23.
- the combination of the columnar optical member 40p and the resin sealing portion 34 makes it incident on the top surface 40a, travels through the columnar optical member 40p, and efficiently emits sunlight Ls emitted toward the solar cell element 23 from the bottom surface 40b. It becomes possible to irradiate the solar cell element 23, and the power generation efficiency can be improved.
- the columnar optical member 40p is made of, for example, heat-resistant glass, and the bottom surface 40b is immersed in a resin sealing portion 34 included in the pedestal portion 45, for example, 0.3 mm to 0.5 mm.
- the refractive index n of the columnar optical member 40p (for example, glass) is 1.5, and the refractive index n is 1.3 when the resin sealing portion 34 is formed of, for example, a silicone resin.
- the sunlight Ls incident in the columnar optical member 40p is inclined in the optical path. It is possible to efficiently advance sunlight Ls to the tip (bottom surface 40b) of the columnar optical member 40p while efficiently totally reflecting the surface 40c.
- the solar cell element 23 (effective light receiving region) can be efficiently irradiated through the resin sealing portion 34.
- the combination of the resin sealing portion 34 and the columnar optical member 40p makes it easy to adjust and unify the refractive index in the secondary optical system (the light guide including the columnar optical member 40p), and the light is collected by the condenser lens 50.
- the solar light Ls can be efficiently incident on the solar cell element 23, and the power generation efficiency of the solar cell 21 can be increased.
- the coupling flange 30d (pedestal covering portion 30b, vertical fixing portion 30f) includes a pedestal covering portion attachment hole 30j formed in alignment with the attachment hole 22h formed in the receiver substrate 22. Further, two mounting holes 22h and two pedestal covering portion mounting holes 30j are formed, and the receiver substrate 22 and the vertical fixing portion 30f can be positioned in a self-aligning manner.
- the vertical fixing part 30f is positioned with high accuracy and good workability with respect to the receiver substrate 22, and the mutual positional relationship can be fixed by the fixing member 54h (for example, rivets).
- the vertical fixing portion 30f can be easily and highly accurately positioned and firmly held with respect to the receiver substrate 22, so that the columnar optical member 40p can be easily and highly accurately attached to the solar cell element 23.
- An inexpensive solar cell 21 having high heat resistance, reliability, and weather resistance by improving the light collection efficiency and power generation by improving the light collection characteristics over a wide wavelength region. It can be.
- a concentrating solar power generation module 20 equipped with the solar cell 21 will also be described (see FIG. 4).
- the solar cell 21 according to the first to third embodiments can also be the concentrating solar power generation module 20 in the same manner as the present embodiment.
- the concentrating solar power generation module 20 includes a condensing lens 50 that condenses sunlight Ls and a solar cell 21 that receives the collected sunlight Ls and performs photoelectric conversion. Therefore, it is possible to reliably improve the light condensing characteristics over a wide wavelength region to improve the power generation efficiency and the generated power, and to provide an inexpensive concentrating solar power generation module 20 with high heat resistance, reliability, and weather resistance.
- the concentrating solar power generation module 20 includes a lens frame 51 that holds the condensing lens 50 and positions the solar cell 21 and the condensing lens 50 relative to each other.
- the condenser lens 50 is fixed to the top surface of the side of the lens frame 51 with a fixing member 55t (for example, a screw).
- the solar cell 21 (receiver substrate 22) is fastened to the heat radiation fin 53 by a fixing member 54h that passes through the attachment hole 22h and the base cover attachment hole 30j, and the heat radiation fin 53 is a fixing member 54p (for example, a screw).
- the base plate 52 is fastened.
- the base plate 52 is fixed to the frame bottom 51b of the lens frame 51 by a fixing member 55b (for example, a screw).
- the solar cell 21 is fixed to the lens frame 51 (frame bottom 51b) via the heat radiation fins 53 and the base plate 52. Therefore, the condensing lens 50 and the solar cell 21 are positioned easily and with high accuracy on the optical axis Lax, and the condensed sunlight Ls passes through the transmission window 51w opened in the frame bottom 51b of the lens frame 51. And enters the solar cell 21 with high accuracy.
- the receiver substrate 22 is connected to and integrated with the heat radiation fins 53 by a fixing member 54h inserted into the mounting hole 22h.
- the heat radiation fins 53 are comb-shaped. Therefore, the radiation fins 53 connected to the back surface of the receiver substrate 22 can efficiently dissipate the heat generated in the receiver substrate 22 due to the concentrated sunlight Ls to the outside. It is possible to further improve the power generation efficiency and reliability.
- the radiating fins 53 are made of aluminum in order to reduce the weight.
- the condensing lens 50 can have various shapes such as a biconvex lens, a plano-convex lens, and a Fresnel lens. Moreover, as a material of the condensing lens 50, the thing with the high transmittance
- the material of the condenser lens 50 is not limited to these materials, and those materials having a multilayer structure may be used.
- an appropriate ultraviolet absorber can be added to these materials for the purpose of preventing the ultraviolet degradation of the condenser lens 50 and other members.
- FIG. 7 is a perspective view showing an arrangement state of the solar cell element and the receiver substrate of the solar cell shown in FIG.
- the solar cell element 23 is disposed at the center of the receiver substrate 22 in consideration of the uniformity of heat dissipation.
- a bypass diode 24 is connected in parallel to the solar cell element 23. The bypass diode 24 ensures a current path when the solar cell element 23 operates as a resistor when the sunlight Ls is interrupted.
- the bypass diode 24 can maintain the power generation function as a whole even when the specific solar cell element 23 does not perform the power generation function. It is to be configured.
- the solar cell element 23 is formed with a PN junction, an electrode, and the like by a known semiconductor manufacturing process using, for example, Si or a GaAs compound semiconductor. From the viewpoint of reducing the material cost by reducing the solar cell material to be used, it is processed into a wafer state and formed as a solar cell element 23 and then separated into chips of about 4 to 6 mm square. .
- the solar cell element 23 includes a substrate electrode (not shown) on the substrate side of the chip and a surface electrode (not shown) on the surface side of the chip as electrodes.
- the receiver substrate 22 includes, for example, a base base 22a, an intermediate insulating layer stacked on the base base 22a, and a first connection pattern 25 and a second connection pattern 26 made of copper stacked on the intermediate insulating layer.
- the receiver substrate 22 includes a surface protective layer 27 that protects the first connection pattern 25 and the second connection pattern 26.
- the surface protective layer 27 covering the first connection pattern 25 is removed in the region of the first extraction electrode 25a to which an external terminal (not shown) is connected, the region in which the solar cell element 23 and the bypass diode 24 are mounted.
- the copper (conductor) of the first connection pattern 25 is directly exposed to the outside.
- the surface protective layer 27 covering the second connection pattern 26 is formed on the region of the second extraction electrode 26 a to which an external terminal (not shown) is connected, the surface electrode of the solar cell element 23, and the surface electrode of the bypass diode 24. It is removed in the region of the wire connection part 26b connected via the wire 29, and the copper (conductor) of the second connection pattern 26 is directly exposed to the outside.
- the receiver substrate 22 is, for example, 24 mm to 60 mm square with respect to the solar cell element 23 of about 4 mm to 6 mm, for example.
- the thickness of the receiver substrate 22 is, for example, about 0.6 mm to 3 mm in consideration of heat dissipation.
- the base base 22a is made of, for example, aluminum or ceramic to improve heat dissipation and to reduce the weight.
- the mounting holes 22h formed in a pair on the diagonal line of the receiver substrate 22 are for positioning when the receiver substrate 22 is set in each manufacturing apparatus (not shown) in a later processing step in addition to the above-described fixing function. Also works.
- FIG. 8 is a perspective view showing a schematic configuration of the base portion of the solar cell shown in FIG.
- FIG. 9 is a cross-sectional view showing a cross-sectional state of the pedestal shown in FIG.
- the pedestal portion 45 has a bottom surface recess 45 d formed on the bottom surface 45 c that contacts the receiver substrate 22.
- the bottom recess 45d is formed by chamfering, for example, an inner corner of the frame-like bottom surface of the pedestal 45.
- the pedestal portion 45 is bonded to the receiver substrate 22 by the first bonding portion 31 filled in the bottom surface recess 45d. Therefore, it becomes possible to fix (adhere) the pedestal portion 45 to the receiver substrate 22 with ease and high accuracy and good workability.
- the pedestal portion 45 is formed in a frame shape so as to constitute a through opening 45a including the columnar optical member 40p, and has a frame-shaped top portion 45b facing the beam-shaped flange portion 30c.
- the top 45b is formed by providing a step in the outer corner of the top surface of the pedestal 45, and can be formed by positioning the second adhesive portion 32 with high accuracy.
- the pedestal portion 45 is bonded to the beam-shaped flange portion 30c by the second bonding portion 32 filled (formed) in the top portion 45b.
- both the receiver substrate 22 and the pedestal portion 45 and between the pedestal portion 45 and the beam-like flange portion 30c have an excellent sealing property with no gap. Further, since the beam-like flange portion 30c is bonded to the pedestal portion 45 by the second bonding portion 32, it is reliably and firmly fixed.
- the pedestal portion 45 has a frame shape including the solar cell element 23, the bypass diode 24, and the wire connection portion 26b.
- the pedestal portion 45 has a frame shape with a side of 18 mm to 20 mm and a thickness (height) of about 8 mm. is there.
- the base part 45 is shown as a frame shape, as described above, for example, it can be brought into contact with the receiver substrate 22 at a four-leg portion as a four-leg structure.
- the pedestal portion 45 may be in contact with the first connection pattern 25 and the second connection pattern 26 that are arranged on the surface of the receiver substrate 22 and function as external electrodes, the first connection pattern 25 is passed through the pedestal portion 45. It is necessary to prevent current from flowing between the second connection pattern 26 and the second connection pattern 26. Therefore, the pedestal portion 45 is made of an insulating resin such as polycarbonate.
- FIG. 10 is a perspective view showing a schematic configuration of the base covering portion, the fixing portion, and the columnar optical member of the solar cell shown in FIG.
- FIG. 11 is a cross-sectional view showing a cross-sectional state of the base covering portion, the fixing portion, and the columnar optical member shown in FIG.
- the pedestal covering portion 30b includes a beam-like flange portion 30c and a coupling flange portion 30d, and a vertical fixing portion 30f as a fixing portion 30 is formed at the tip (inner tip frame 30ct) of the beam-like flange portion 30c. ing.
- the vertical fixing portion 30f is connected to the base covering portion 30b (the beam-like flange portion 30c and the coupling flange portion 30d), it is fixed to the receiver substrate 22 in a mechanically stable state. Therefore, it is possible to stably hold the columnar optical member 40p by eliminating the influence of the position of the center of gravity of the columnar optical member 40p.
- the base covering portion 30b and the vertical fixing portion 30f are integrated and formed of, for example, an aluminum alloy. That is, the base covering portion 30b and the vertical fixing portion 30f are made of metal. Accordingly, the mechanical strength and heat dissipation of the base covering portion 30b and the vertical fixing portion 30f can be improved, so that the columnar optical member 40p can be securely held with good stability, and heat can be stored in the columnar optical member 40p. It is possible to improve power generation efficiency and reliability.
- the side of the frame-shaped outer shape of the vertical fixing portion 30f is, for example, 17 mm, the height is, for example, 10 mm, and the height from the coupling flange body 30d to the top surface of the vertical fixing portion 30f is, for example, 20 mm.
- the columnar optical member 40p is a quadrangular column having an inclined side surface, and the top surface 40a and the bottom surface 40b are quadrangles whose centers coincide with each other. Therefore, the columnar optical member 40p has four optical path inclined surfaces 40c defined by a bottom surface 40b and a top surface 40a formed larger than the bottom surface 40b. Since the columnar optical member 40p has the optical path inclined surface 40c, it becomes a light guide path that efficiently guides and irradiates the concentrated sunlight Ls to the solar cell element 23.
- the vertical fixing portion 30f includes a through hole 30e having a through inclined surface 30s that penetrates the columnar optical member 40p (a quadrangular column having different areas of both end faces) and abuts (contacts) the optical path inclined surface 40c. That is, the optical path inclined surface 40c and the through inclined surface 30s have the same inclination angle. Therefore, the columnar optical member 40p is fitted in a self-aligned manner with respect to the beam-like flange portion 30c (through hole 30e, vertical fixing portion 30f) by taper fitting, and is positioned with high accuracy. be able to.
- the vertical fixing portion 30f through inclined surface 30s
- the columnar optical member 40p optical path inclined surface 40c
- the concentrated sunlight Ls is supplied to the solar cell element 23. It is possible to irradiate with high accuracy to improve the light collecting property and improve the power generation efficiency.
- the through hole 30e (through inclined surface 30s) is in contact with the upper position (on the top surface 40a side) of the columnar optical member 40p (optical path inclined surface 40c). Therefore, the columnar optical member 40p can be stably fixed regardless of the position of the center of gravity.
- the top portion 30h of the vertical fixing portion 30f has a groove-like recess for forming the third adhesive portion 33 with high accuracy, and a positioning step 30m for facilitating the positioning of the translucent protective plate 41 is provided in the frame. It is formed in a shape. Therefore, the 3rd adhesion part 33 (refer to Drawing 5) can be formed easily and with high precision, and translucent protection board 41 can be arranged easily and with high precision.
- the through-hole 30e has through-grooves 30g formed corresponding to the corners (four corners formed by the optical path inclined surfaces 40c intersecting each other) of a quadrangular column (columnar optical member 40p). Therefore, the through-groove 30g prevents damage to the corners of the columnar optical member 40p, and can form an air passage from the solar cell element 23 to the top surface 40a. Bubbles generated by the defoaming process for the sealing resin 34r (see FIG. 21) filled at the time of formation can be effectively discharged to the outside.
- the through groove 30g can generate convection from the solar cell element 23 to the top surface 40a during operation, heat dissipation can be improved.
- a wide groove is formed on the through inclined surface 30s similarly to the through groove portion 30g so that total reflection at the optical path inclined surface 40c is effectively generated.
- the top surface 40a on which the sunlight Ls is incident is made larger than the bottom surface 40b, a margin for the positional deviation between the condenser lens 50 and the solar cell 21 (top surface 40a). The power generation efficiency and power generation can be improved.
- a light collecting path (columnar optical member 40p) having high positional accuracy and stability is obtained, and a light collecting characteristic capable of collecting sunlight Ls with high accuracy in a wide wavelength region is obtained. It is possible to improve the generated power by reducing the power generation efficiency and the temperature rise caused by the positional deviation of the concentrated sunlight Ls, and improve the heat resistance, reliability, and weather resistance.
- FIG. 12 is a perspective view showing a schematic configuration of the cap portion shown in FIG.
- FIG. 13 is a cross-sectional view showing a cross-sectional shape of the cap portion shown in FIG.
- the cap part 60 (window frame 60b) is made into the shape which shields the 3rd adhesion part 33 from sunlight Ls. Therefore, since it is possible to prevent the third adhesive portion 33 from being irradiated with the sunlight Ls, it is possible to prevent the third adhesive portion 33 (the third adhesive 33r) from being deteriorated.
- the cap unit 60 includes a flat surface portion 60a that is bonded to the third bonding portion 33 and shields sunlight Ls from the third bonding portion 33, and also has sunlight for the top portion 30h of the vertical fixing portion 30f (FIG. 11).
- a frame portion 60c that shields Ls is provided adjacent to the plane portion 60a.
- the flat portion 60a has a window frame 60b at the center that is opened so that sunlight Ls is incident on the inner side of the outer periphery of the top surface 40a.
- the frame part 60c is erected with respect to the end of the flat part 60a and has a shape surrounding the top part 30h of the vertical fixing part 30f.
- the cap part 60 (the flat part 60a and the frame part 60c) has an L-shaped cross section, and has a shape in which the sunlight Ls is not directly irradiated onto the third bonding part 33.
- the cap part 60 is made into the shape of a frame whose one side is 20 mm, for example, and the thickness of the plane part 60a and the frame part 60c is about 1.5 mm.
- the cap part 60 is made of metal (for example, aluminum alloy). Therefore, since the cap part 60 becomes high in mechanical strength and heat dissipation, the surface of the translucent protective plate 41 and the vertical fixing part 30f is prevented from being deteriorated or burnt by sunlight Ls, Since the translucent protective plate 41 and the vertical fixing portion 30f can be physically protected, the solar cell 21 having excellent power generation efficiency and reliability can be provided.
- metal for example, aluminum alloy
- the claw portion 60d formed by extending the frame portion 60c is provided at two opposing positions, and is configured to be locked to the locking recess 30k (FIG. 6) provided in the vertical fixing portion 30f. .
- the cap portion 60 can be locked and fixed to the outside of the top portion 30h of the vertical fixing portion 30f.
- the solar cell 21 according to the present embodiment is the same as the solar cell 21 described in the first to fourth embodiments (particularly, the solar cell 21 according to the fourth embodiment), the reference numerals are appropriately used, The different items will be explained.
- the optical member 40 that transmits the concentrated sunlight Ls, the solar cell element 23 that photoelectrically converts the sunlight Ls that has passed through the optical member 40, and the solar cell.
- the base part 45 bonded to the first adhesive part 31, the resin sealing part 34 surrounded by the first adhesive part 31 and covering the solar cell element 23, and the second adhesive formed on the top part 45 b of the base part 45.
- Board 2 This is a solar cell manufacturing method for manufacturing a solar cell including a base covering portion 30b having a coupling flange portion 30d connected to the fixing member 30 and a fixing portion 30 for fixing a columnar optical member 40p having a columnar shape as the optical member 40. .
- the solar cell manufacturing method includes a first adhesive application step, a pedestal portion placement step, a second adhesive application step, and a pedestal covering portion placement step (fixed portion) described below.
- Placement step first thermosetting step, sealing resin injection step, columnar optical member mounting step (optical member placement step), defoaming step, second thermosetting step, and translucent adhesive resin.
- FIG. 14 is a flowchart showing manufacturing steps of a solar cell manufacturing method for manufacturing a solar cell according to Embodiment 5 of the present invention.
- the solar cell manufacturing method for manufacturing the solar cell 21 according to the present embodiment includes the following steps S1 to S15. This will be described with reference to the drawings (FIGS. 7, 15 to 26) corresponding to each step.
- Step S1 (FIG. 7): The solar cell element 23 is mounted on the receiver substrate 22 (solar cell element mounting step).
- the receiver board 22 is prepared.
- a first connection pattern 25 and a second connection pattern 26 are formed on the receiver substrate 22, and the surface is protected (insulated) by a surface protective layer 27.
- a chip substrate (substrate electrode: not shown) of the solar cell element 23 and a chip substrate (substrate electrode: not shown) of the bypass diode 24 are bonded (die-bonded) to the first connection pattern 25.
- the surface protective layer 27 is removed in advance. ing.
- the solar cell element 23 is soldered and placed in the region (center portion) of the receiver substrate 22 where the solar cell element 23 is connected.
- the bypass diode 24 is soldered and placed in a region (a portion slightly shifted from the central portion of the receiver substrate 22) where the bypass diode is placed at a certain distance from the solar cell element 23.
- one of the four wires 29 is connected to the surface electrode (not shown) of the solar cell element 23, and one of the two wires 29 is connected to the surface electrode (not shown) of the bypass diode 24, respectively. Connecting. The other of the wires 29 is connected to the wire connection portion 26b where the second connection pattern 26 is exposed.
- receiver substrate 22 can be appropriately positioned by the mounting holes 22h.
- Step S2 After the preparation steps of FIGS. 15 and 16, the first adhesive 31r is applied to the receiver substrate 22 (FIG. 17, first adhesive application step).
- FIG. 15 shows a state in which the receiver substrate is set on the positioning jig as a preparation step for applying the first adhesive that becomes the first adhesive portion in the manufacturing process of the solar cell manufacturing method according to Embodiment 5 of the present invention.
- FIG. 16 is a process perspective view showing a state in which the receiver substrate is set on the positioning jig in the preparation process of FIG.
- the mounting holes 22 h provided in the receiver substrate 22 are attached while being aligned with the positioning pins 71 provided in the positioning jig 70.
- the base covering portion 30b can be easily and highly accurately positioned with respect to the substrate 22 with good workability.
- FIG. 17 is a process perspective view showing a state in which the first adhesive portion is applied in the manufacturing process of the solar cell manufacturing method according to Embodiment 5 of the present invention.
- the first adhesive 31r that forms the first adhesive portion 31 that bonds the base portion 45 and the receiver substrate 22 is applied to the receiver substrate 22 (first adhesive application step).
- the positioning jig 70 on which the receiver substrate 22 is set is set at a predetermined position on a table (not shown) of the first adhesive dispenser 61, and a position corresponding to a predetermined position (bottom surface recess 45d (see FIG. 9)) of the receiver substrate 22. Appropriate marks can be formed in advance.)
- the first adhesive 31r is applied so as to have a predetermined shape for forming the first adhesive portion 31.
- a shape (frame shape, cross-sectional width, cross-section) in which a white silicone resin (first adhesive 31r) is determined at a predetermined position on the surface of the receiver substrate 22 on which the solar cell element 23 and the bypass diode 24 are placed. Apply at the height).
- Step S3 FIG. 18 is a process perspective view showing a state in which the pedestal is placed on the receiver substrate in the manufacturing process of the solar cell manufacturing method according to Embodiment 5 of the present invention.
- the pedestal 45 is bonded to the first adhesive 31r and placed on the receiver substrate 22 (pedestal placement step).
- the mounting of the pedestal portion 45 on the receiver substrate 22 is performed by adjusting the position so that the center of the pedestal portion 45 comes to the center of the receiver substrate 22.
- the first adhesive 31r is applied in a shape that fills the bottom recess 45d. Therefore, the first adhesive 31r fills the bottom surface recess 45d, and forms the first adhesive portion 31 that firmly bonds (fixes) the pedestal portion 45 to the receiver substrate 22.
- the pedestal portion 45 includes a through opening 45a inside, and the through opening 45a has a shape including the solar cell element 23, the bypass diode 24, and the wire connection portion 26b. Therefore, the base portion 45 can protect the solar cell element 23, the bypass diode 24, and the wire connection portion 26b from the surrounding environment.
- the first adhesive 31r (first adhesive portion 31) is made of resin (sealing resin constituting the resin sealing portion 34), gas (first flat plate optical member 40f and resin sealing portion 34 of the first embodiment), or the like. It functions as a blocking material (dam material) for sealing the filler. Therefore, the frame-shaped pedestal portion 45 is not required to have a structure in which the frame-shaped pedestal portion 45 is formed in a frame shape and the bottom surface 45c directly contacts and adheres to the receiver substrate 22 in a frame shape. In other words, the frame-shaped pedestal portion 45 only needs to be bonded so that at least a part of the bottom surface 45c directly contacts the receiver substrate 22 so that the focal length of the optical member 40 can be defined.
- the pedestal portion 45 is square (FIG. 18), it is provided with leg-like portions that protrude toward the receiver substrate 22 at the corners of the four corners, and are bonded so that the bottom surface of the leg-shaped portion directly contacts the receiver substrate 22.
- the first adhesive 31r may be constituted by filling the gap formed between the pedestal 45 and the receiver substrate 22 with the first adhesive 31r by crimping the first adhesive 31r, and at least the resin It is only necessary to create a sealed space with respect to the surrounding environment using the sealing portion 34 and the pedestal portion 45.
- the sealing resin (not shown) for the take-out electrode 26a can be separated and applied, and expensive and highly transparent resin can be isolated and limited to a narrow space.
- the solar cell 21 can be manufactured at a low cost without deteriorating the performance.
- Step S4 FIG. 19 is a process perspective view illustrating a state in which the second adhesive portion is applied to the pedestal portion in the manufacturing process of the solar cell manufacturing method according to Embodiment 5 of the present invention.
- the second adhesive 32r that forms the second adhesive portion 32 that bonds the pedestal covering portion 30b and the pedestal portion 45 is applied to the top 45b of the pedestal portion 45 (second adhesive application step).
- the positioning jig 70 on which the receiver substrate 22 is set is set at a predetermined position on a table (not shown) of the second adhesive dispenser 62, and is second bonded to the top 45b of the pedestal 45 mounted and bonded to the receiver substrate 22.
- the second adhesive 32r is applied so as to have a predetermined shape for forming the portion 32.
- the second adhesive 32r is applied to the top 45b in a predetermined shape (frame shape, cross-sectional width, cross-sectional height).
- the first adhesive 31r and the second adhesive 32r may be the same resin, and the first adhesive dispenser 61 and the second adhesive dispenser 62 may be the same device.
- Step S5 FIG. 20 is a process perspective view showing a state in which the pedestal covering part is placed on the pedestal part in the manufacturing process of the solar cell manufacturing method according to Embodiment 5 of the present invention.
- the pedestal covering portion 30b is placed on the receiver substrate 22 (that is, the second adhesive 32r of the pedestal portion 45) (pedestal covering portion placing step). ).
- the vertical fixing portion 30f as the fixing portion 30 that has the through inclined surface 30s that penetrates the columnar optical member 40p and faces the inner end frame 30ct (see FIG. 11) of the beam-like flange portion 30c is provided.
- the pedestal covering portion 30b is adhered to the second adhesive 32r and placed on the receiver substrate 22 (the pedestal covering portion placing step.
- this is also a fixing portion arranging step for arranging the fixing portion 30).
- the pedestal covering portion mounting hole 30j formed in the coupling flange 30d of the pedestal covering portion 30b into the positioning pins 71 provided in the positioning jig 70 in a self-aligning manner, The pedestal covering portion 30b can be easily and accurately positioned. Further, since the second adhesive 32r is applied to the top 45b in the second adhesive application step (step S4), the base covering part 30b and the base 45 (top 45b) are bonded to each other. It will be in the state fixed firmly.
- Step S6 The first adhesive 31r and the second adhesive 32r are heated and thermally cured to form the first adhesive portion 31 and the second adhesive portion 32 (first thermosetting step).
- the first adhesive 31r and the second adhesive 32r are heated by heating at 150 ° C. for 30 minutes, for example. Harden.
- the receiver substrate 22 and the pedestal portion 45 are integrated (coupled without a gap) by the first adhesive portion 31, and the pedestal portion 45 and the pedestal covering portion 30b are They are integrated by the second adhesive portion 32 and joined together without a gap.
- FIG. 21 is a process perspective view showing a state in which a sealing resin for resin-sealing a solar cell element is injected into the pedestal portion in the manufacturing process of the solar cell manufacturing method according to Embodiment 5 of the present invention.
- the sealing resin 34r for resin-sealing the solar cell element 23 is injected into the inner region of the pedestal portion 45 (first adhesive portion 31) (sealing resin injection step).
- the positioning jig 70 on which the receiver substrate 22 is set is set at a predetermined position on a table (not shown) of the sealing resin dispenser 63, and a predetermined amount of the sealing resin 34r passes through the vertical fixing portion 30f (fixing portion 30). Inject through hole 30e.
- the sealing resin 34r As the sealing resin 34r, a silicone resin having high translucency is applied.
- the injection amount is the sealing resin 34r (resin sealing portion 34) injected by the tip (bottom surface 40b) of the columnar optical member 40p when the columnar optical member 40p is fitted into the through hole 30e of the vertical fixing portion 30f.
- the height is such that the surface is covered (immersed) by about 0.3 mm to 0.5 mm.
- Step S8 FIG. 22 is a process perspective view showing a state in which the columnar optical member is inserted into the through hole of the vertical fixing portion in the manufacturing process of the solar cell manufacturing method according to Embodiment 5 of the present invention.
- the columnar optical member 40p is inserted into the through hole 30e of the vertical fixing portion 30f (columnar optical member arranging step). That is, the columnar optical member 40p is disposed so as to be in contact with and fixed to the through inclined surface 30s (the optical member 40 is also disposed and is an optical member disposing step).
- the bottom surface 40b of the columnar optical member 40p is covered with the sealing resin 34r.
- the columnar optical member 40p While maintaining the state of being placed on the table of the sealing resin dispenser 63, the columnar optical member 40p is fitted to the vertical fixing portion 30f (pedestal covering portion 30b). As described above, the columnar optical member 40p (optical path inclined surface 40c) is formed so as to be self-aligned with the vertical fixing portion 30f (through hole 30e, through inclined surface 30s). The optical member 40p can be coupled (contacted) to the base covering portion 30b (vertical fixing portion 30f).
- Step S9 A defoaming process is performed on the sealing resin 34r (defoaming process).
- the receiver substrate 22 is taken out from the table of the sealing resin dispenser 63 and accommodated in a vacuum desiccator (not shown). In this state, evacuation is performed by a vacuum pump (not shown), and a defoaming process for removing bubbles contained in the resin sealing portion 34 is performed.
- Step S10 The sealing resin 34r is heated and thermally cured (second thermosetting step).
- the receiver substrate 22 is taken out from a vacuum desiccator (not shown), and the sealing resin 34r is heated and cured at, for example, 160 ° C. for 40 minutes in a state where it is accommodated in an oven (not shown).
- the tip (bottom surface 40b) of the columnar optical member 40p is covered and fixed by the resin sealing portion 34 formed by curing the sealing resin 34r. That is, the columnar optical member 40p is fixed to the resin sealing portion 34 and is also fixed to the inserted vertical fixing portion 30f (through hole 30e).
- FIG. 23 is a process perspective view showing a state in which a translucent adhesive is applied to the top surface of the columnar optical member in the manufacturing process of the solar cell manufacturing method according to Embodiment 5 of the present invention.
- a translucent adhesive 36r for forming a translucent adhesive layer 36 for adhering the top surface 40a of the columnar optical member 40p and the translucent protective plate 41 is applied to the top surface 40a of the columnar optical member 40p (translucency). Adhesive application process).
- the positioning jig 70 on which the receiver substrate 22 is set is set at a predetermined position on a table (not shown) of the translucent adhesive dispenser 64, and a predetermined amount of translucent adhesive 36r is placed on the top surface 40a of the columnar optical member 40p. Apply thinly to the top.
- the translucent adhesive 36r a silicone resin having high translucency is applied. Also, the coating amount is such that the thickness of the formed transparent adhesive layer 36 is such that air is not included in the gap when the transparent protective plate 41 is placed on the columnar optical member 40p (top surface 40a). It should be about 0.5 mm.
- Step S12 FIG. 24 is a process perspective view showing a state in which the third adhesive is applied to the vertical fixing portion in the manufacturing process of the solar cell manufacturing method according to Embodiment 5 of the present invention.
- a third adhesive 33r that covers the top surface 40a of the columnar optical member 40p and adheres the translucent protective plate 41 fixed to the vertical fixing portion 30f is applied to the top 30h of the vertical fixing portion 30f (third adhesion). Agent coating step).
- the positioning jig 70 on which the receiver substrate 22 is set is set at a predetermined position on a table (not shown) of the third adhesive dispenser 65, and is erected on the tip of the base covering part 30b that is placed on the base part 45 and bonded thereto.
- the third adhesive 33r is applied to the top 30h of the vertical fixing portion 30f. That is, the third adhesive 33r is applied in a frame shape to the top 30h using the positioning step 30m.
- the first adhesive 31r, the second adhesive 32r, and the third adhesive 33r may be the same resin, or the first adhesive dispenser 61, the second adhesive dispenser 62, and the third adhesive dispenser 65. The same device may be applied.
- FIG. 25 is a process perspective view showing a state where the translucent protective plate is placed on the vertical fixing portion in the manufacturing process of the solar cell manufacturing method according to Embodiment 5 of the present invention.
- the translucent protective plate 41 is placed on the top surface 40a of the columnar optical member 40p (translucent protective plate placing step). That is, the translucent protective plate 41 is placed on the top surface 40a coated with the translucent adhesive 36r and the vertical fixing portion 30f coated with the third adhesive 33r.
- a translucent adhesive 36r is thinly applied to the entire top surface 40a by a translucent adhesive dispenser 64, and a third adhesive 33r is framed by a third adhesive dispenser 65 on the top 30h of the vertical fixing portion 30f. Since the translucent protective plate 41 is placed after coating, the translucent adhesive layer 36 is formed between the top surface 40a and the translucent protective plate 41, and the translucent protective plate 41 is vertically disposed. It becomes possible to adhere to the mold fixing part 30f.
- the translucent protective plate 41 is positioned with respect to the vertical fixing portion 30f (the third adhesive portion 33) by using a positioning step 30m formed in conjunction with the top portion 30h to provide a translucent protection at the center of the vertical fixing portion 30f. Adjusting so that the plate 41 comes. In addition, since the third adhesive 33r is applied so as to fill the groove-shaped concave portion of the top portion 30h, the translucent protective plate 41 is firmly bonded (fixed) to the vertical fixing portion 30f. .
- the translucent protective plate 41 spreads the translucent adhesive 36r thinly applied to the top surface 40a of the columnar optical member 40p, and the translucent protective plate 41 and the columnar optical member 40p (top surface 40a). Are bonded through a light-transmitting adhesive 36r (light-transmitting adhesive layer 36).
- Step S14 The translucent adhesive 36r and the third adhesive 33r are heated and thermally cured to form the translucent adhesive layer 36 and the third adhesive portion 33 (third thermosetting step).
- the third adhesive 33r and the translucent adhesive 36r are heated at 150 ° C. for 30 minutes, for example. Heat cure.
- the vertical fixing portion 30f and the translucent protective plate 41 are integrated (coupled without a gap) by the third adhesive portion 33, so that the translucent protection is achieved.
- the plate 41 and the columnar optical member 40p are integrated (coupled without a gap) by the translucent adhesive layer 36.
- Step S15 FIG. 26 is a process perspective view showing a state where the cap part is placed on the vertical fixing part in the manufacturing process of the solar cell manufacturing method according to Embodiment 5 of the present invention.
- the cap part 60 which has the window frame 60b which covers the outer periphery end of the translucent protection board 41 is connected with the vertical fixing
- the cap part 60 is connected to the vertical fixing part 30f by aligning the direction so that the claw part 60d of the cap part 60 comes to the locking concave part 30k of the vertical fixing part 30f, and the cap part from above the vertical fixing part 30f.
- the cap portion 60 is attached to the vertical fixing portion 30f by placing the claw portion 60d so as to cover it and pressing the claw portion 60d until it is caught in the locking recess 30k.
- Step after step S15 After step S15, the receiver substrate 22 and the radiation fins 53 are connected and integrated by a fixing member 54h inserted through the attachment hole 22h and the base cover attachment hole 30j using a riveter (not shown). (Radiating fin mounting process).
- the solar cell manufacturing method includes the optical member 40 that transmits the concentrated sunlight Ls, the solar cell element 23 that photoelectrically converts the sunlight Ls that has passed through the optical member 40, and The receiver substrate 22 on which the solar cell element 23 is placed, the first adhesive portion 31 that is bonded to the receiver substrate 22 and is formed in a frame shape surrounding the solar cell element 23, and the solar cell element 23 that is in contact with the receiver substrate 22 , A pedestal portion 45 that is bonded to the first bonding portion 31, a resin sealing portion 34 that is surrounded by the first bonding portion 31 and covers the solar cell element 23, and a first portion 45 b formed on the top portion 45 b of the pedestal portion 45.
- a beam-shaped flange portion 30c that is bonded to the second bonding portion 32 and extends in a direction parallel to the receiver substrate 22, and an outer side of the pedestal portion 45 that extends outward from the beam-shaped flange portion 30c.
- a solar cell including a pedestal covering portion 30b having a coupling flange portion 30d connected to the substrate 22 and a fixing portion 30 (vertical fixing portion 30f) for fixing the columnar optical member 40p having a columnar shape as the optical member 40. It is a solar cell manufacturing method which manufactures.
- a base covering portion placement step (which is also a fixing portion placement step for placing the fixing portion 30) that is bonded to the adhesive 32r and placed on the receiver substrate 22, and the first adhesive 31r and the second adhesive 32r Heat to first bond
- the first adhesive application step, the pedestal portion placement step, the second adhesive application step, the pedestal covering portion placement step (fixed portion placement step), the columnar optical member placement step (optical member placement step), and the sealing resin The injection process is performed, and each component (first bonding portion 31, pedestal portion 45, second bonding portion 32, pedestal covering portion 30b (vertical fixing portion 30f as fixing portion 30), resin sealing portion 34, columnar shape
- the solar cell 21 having high heat resistance, weather resistance, and high reliability can be easily and accurately manufactured with high productivity through a simple process of sequentially aligning and aligning the optical members 40p (optical members 40)).
- a light-transmitting adhesive 36r that further forms a light-transmitting adhesive layer 36 that bonds the top surface 40a of the columnar optical member 40p and the light-transmitting protective plate 41 is used. Is applied to the top surface 40a of the columnar optical member 40p, and the translucent protective plate 41 that covers the top surface 40a of the columnar optical member 40p and is fixed to the vertical fixing portion 30f is bonded. A third adhesive applying step for applying the third adhesive 33r to the top 30h of the vertical fixing portion 30f, and a translucent protective plate mounting for placing the translucent protective plate 41 on the top surface 40a of the columnar optical member 40p.
- the cap part 60 which has the window frame 60b which covers the outer periphery end of 41 And a cap portion connecting step of connecting to the mold fixing portion 30f.
- a third adhesive application step, a translucent adhesive application step, a translucent protective plate placement step, a third thermosetting step, and a cap portion connection step are performed, and each component member (third adhesive portion 33,
- the solar cell 21 having high heat resistance, weather resistance, and reliability can be easily and accurately obtained by a simple process of sequentially aligning and aligning the light-transmitting adhesive layer 36, the light-transmitting protective plate 41, and the cap portion 60). It can be manufactured with high productivity.
- the sealing resin injection step of injecting the sealing resin 34r for sealing the solar cell element 23 into the inner region of the first adhesive portion 31 is performed before the first adhesive application step until the columnar optical member placement step. Can be implemented. Preferably, it implements after forming the 1st adhesion part 31 and the 2nd adhesion part 32 in the 1st thermosetting process until the columnar optical member arrangement process.
- a defoaming process process for defoaming the sealing resin 34r and a second thermosetting process for heating and thermosetting the sealing resin 34r are performed. Is preferred.
- the solar cell manufacturing method includes an optical member 40 that transmits the concentrated sunlight Ls, a solar cell element 23 that photoelectrically converts the sunlight Ls that has passed through the optical member 40, and a solar cell.
- the first adhesive application step of applying the first adhesive 31r forming the first adhesive portion 31 to the receiver substrate 22, and the pedestal portion on the first adhesive 31r. 45 is attached to the receiver substrate 22, and a first thermosetting step of heating the first adhesive 31r to form the first adhesive portion 31, and a fixing portion 30 (vertical fixing).
- a 1st adhesive agent application process a base part mounting process, a 1st thermosetting process, and an optical member arrangement
- positioning process are performed, and each structural member (The 1st adhesion part 31, the base part 45, the optical member 40 (columnar optical member) 40p)) are sequentially stacked and aligned, and the solar cell 21 having high heat resistance, weather resistance, and high reliability can be easily and accurately manufactured with high productivity.
- FIG. 27 is a cross-sectional view showing a cross-sectional state of the concentrating solar power generation module and solar cell according to Embodiment 6 of the present invention.
- FIG. 28 is a perspective view showing the appearance of the solar cell shown in FIG.
- FIG. 29 is a perspective view showing a mounting state of the solar cell element shown in FIG. 27 on the receiver substrate.
- Solar cell 110 is condensed with solar cell element 111 that photoelectrically converts sunlight Ls collected by condenser lens 150, and receiver substrate 120 on which solar cell element 111 is placed.
- a columnar optical member 140 having an incident surface 140f on which the solar light Ls is incident and an irradiation surface 140r arranged to face the solar cell element 111 and irradiating the solar cell element 111 with the sunlight Ls, and the columnar optical member 140 are held.
- the solar cell 110 includes a frame-shaped pedestal portion 130 that is arranged in a frame shape around the solar cell element 111 and is fixed to the receiver substrate 120, and the holding portion 135 is fitted to the frame-shaped pedestal portion 130. .
- the frame-shaped pedestal portion 130 can be easily and highly accurately positioned and firmly fixed to the receiver substrate 120, and the holding portion 135 can be easily and highly accurately fixed to the frame-shaped pedestal portion 130. Since it becomes possible to position and hold firmly, the columnar optical member 140 can be easily and highly accurately positioned and firmly held with respect to the solar cell element 111, and the light collecting characteristics over a wide wavelength region can be obtained. It is possible to improve the power generation efficiency and power generation by improving the solar cell 110 with high heat resistance, high reliability, and high weather resistance.
- the holding portion 135 is fitted into the frame-shaped pedestal portion 130, but conversely, the frame-shaped pedestal portion 130 can be fitted into the holding portion 135.
- the irradiation surface 140r has an area corresponding to the solar cell element 111, for example, an area corresponding to the effective light receiving area of the solar cell element 111. That is, by making the irradiation surface 140r equal to the effective light receiving area of the solar cell element 111, it is possible to prevent unnecessary irradiation of the sunlight Ls, and to prevent the temperature increase due to solar energy and improve the power generation efficiency. Can be made. Further, since the incident surface 140f has a larger area than the irradiation surface 140r, the condensed sunlight Ls is reliably incident on the columnar optical member 140.
- the concentrating solar power generation module 101 includes a condensing lens 150 that condenses sunlight Ls, and a solar cell 110 that receives the collected sunlight Ls and performs photoelectric conversion. Therefore, it is possible to improve the light condensing characteristics with respect to a wide wavelength region to improve the power generation efficiency and the generated power, and to provide an inexpensive concentrating solar power generation module 101 with high heat resistance, reliability, and weather resistance.
- the solar cell element 111 is arranged at the center of the receiver substrate 120 in consideration of the uniformity of heat dissipation.
- a bypass diode 112 is connected in parallel to the solar cell element 111, and the bypass diode 112 secures a current path when the solar cell element 111 operates as a resistor when sunlight Ls is interrupted.
- the power generation function can be maintained as a whole even when the specific solar cell element 111 does not perform the power generation function. It is to be configured.
- the solar cell element 111 is formed with a PN junction, an electrode and the like by a known semiconductor manufacturing process using, for example, Si or GaAs compound semiconductor. From the viewpoint of reducing the material cost by reducing the solar cell material to be used, the wafer is processed to form a solar cell element, and then the chip is separated into chips of about 4 to 6 mm square.
- the solar cell element 111 includes a substrate electrode (not shown) on the substrate side of the chip and a surface electrode (not shown) on the surface side of the chip as electrodes.
- the receiver substrate 120 includes, for example, a base base 120b, an intermediate insulating layer (not shown) stacked on the base base 120b, and a copper first connection pattern 121 and a second connection pattern 122 stacked on the intermediate insulating layer.
- the receiver substrate 120 includes a surface protective layer 123 that protects the first connection pattern 121 and the second connection pattern 122.
- the surface protective layer 123 covering the first connection pattern 121 is removed in the region of the first extraction electrode 121p to which an external terminal (not shown) is connected, the region in which the solar cell element 111 and the bypass diode 112 are mounted.
- the copper (conductor) of the first connection pattern 121 is directly exposed to the outside.
- the surface protective layer 123 covering the second connection pattern 122 is formed of a wire 126 on the region of the second extraction electrode 122p to which an external terminal (not shown) is connected, the electrode of the solar cell element 111, and the electrode of the bypass diode 112. It is removed in the region of the wire connection part 122w connected via the copper, and the copper (conductor) of the second connection pattern 122 is directly exposed to the outside.
- the receiver substrate 120 is, for example, 24 mm to 60 mm square with respect to the solar cell element 111 of about 4 mm to 6 mm, for example.
- the thickness of the receiver substrate 120 is, for example, about 1 mm to 3 mm in consideration of heat dissipation.
- the base base 120b is made of, for example, aluminum, and improves heat dissipation and can be reduced in weight.
- the receiver substrate 120 has a pair of substrate position fixing holes 125 on a diagonal line for positioning when the receiver substrate 120 is set in each manufacturing apparatus / each manufacturing jig (not shown) in a later processing step. .
- the receiver substrate 120 (solar cell 110) includes positioning pins 124 that are disposed on the receiver substrate 120 and position the frame-shaped pedestal portion 130. Therefore, the frame-shaped pedestal portion 130 can be easily and highly accurately positioned on the receiver substrate 120 with good workability. Since the positioning pins 124 are disposed at two predetermined positions on the receiver substrate 120, positioning can be accurately performed.
- the frame-shaped pedestal portion 130 has a stepped portion 132 that fits with the holding portion 135 (the hook-shaped protrusion 136) on the upper surface side opposite to the lower surface side fixed to the receiver substrate 120. Therefore, the holding part 135 can be easily and highly accurately positioned on the frame-shaped pedestal part 130 with good workability. Since the step portion 132 is disposed on the inner peripheral side of the frame-shaped pedestal portion 130, the holding portion 135 can be easily fitted. Not only this but the level
- the frame-shaped pedestal portion 130 has a groove 131 formed on the lower surface in contact with the receiver substrate 120, and is bonded to the receiver substrate 120 by a first adhesive 131b filled in the groove 131. Therefore, it becomes possible to fix (adhere) the frame-shaped pedestal portion 130 to the receiver substrate 120 easily and with high workability.
- the holding portion 135 includes a hook-shaped protrusion 136 fitted to the step portion 132 at an end facing the step portion 132. Therefore, the outer peripheral shape of the holding part 135 can be reduced, the columnar optical member 140 can be stably held, and the weight can be reduced. That is, since the holding unit 135 has a mechanically stable structure, it is possible to stably hold the columnar optical member 140 by eliminating the influence of the position of the center of gravity of the columnar optical member 140.
- the holding part 135 is made of, for example, an aluminum alloy. That is, the holding part 135 is made of metal. Therefore, it is possible to improve the mechanical strength and heat dissipation of the holding portion 135, hold the columnar optical member 140 reliably and stably, and improve the power generation efficiency and reliability.
- the holding part 135 has a concave part 137 that constitutes a space 137 s exposing the columnar optical member 140 on the side facing the solar cell element 111. Therefore, a space 137s is formed between the resin sealing portion 129 and the holding portion 135, and bubbles generated from the sealing resin 129b (FIG. 36) when the resin sealing portion 129 is formed are discharged into the space 137s. Therefore, the sealing resin 129b can be efficiently injected in a short time. In addition, since no bubbles are mixed in the resin sealing portion 129, the translucency of the resin sealing portion 129 can be improved, and the power generation efficiency can be improved.
- the columnar optical member 140 is a quadrangular column, and the holding portion 135 is formed in a columnar shape having a through hole 135h formed of a through inclined surface 135s that is formed corresponding to the quadrangular column and abuts on each of the optical path inclined surfaces 140s. Yes. Therefore, the columnar optical member 140 can be aligned in a self-aligned manner with respect to the holding portion 135 (through hole 135h), and the concentrated solar light Ls can be irradiated to the solar cell element 111 with high accuracy. Therefore, the light collection efficiency can be improved and the power generation efficiency can be improved.
- the through hole 135h has a through groove portion 135g formed corresponding to a corner portion of the quadrangular column (columnar optical member 140). Accordingly, it is possible to prevent damage to the corners of the columnar optical member 140 and to configure an air passage from the solar cell element 111 to the outside. Therefore, bubbles generated when the resin sealing portion 129 is formed. , And convection from the solar cell element 111 to the outside can be generated during operation, so that power generation efficiency can be improved.
- the irradiation surface 140r and the incident surface 140f are quadrilaterals whose centers coincide. Therefore, the columnar optical member 140 has the optical path inclined surface 140s defined by the irradiation surface 140r and the incident surface 140f formed larger than the irradiation surface 140r. That is, it is set as the structure which can irradiate the condensed sunlight Ls to the solar cell element 111 efficiently.
- the columnar optical member 140 has an optical path inclined surface 140s that collects sunlight Ls on the solar cell element 111, and has the same inclination angle as the through inclined surface 135s of the through hole 135h of the holding portion 135. Therefore, the columnar optical member 140 is fitted in a self-aligned manner with respect to the holding portion 135 (through hole 135h) by taper fitting, and can be positioned with high accuracy.
- the columnar optical member 140 allows the sunlight Ls collected by the condensing lens 150 to be directly incident on the solar cell element 111, and increases the power generation efficiency of the solar cell 110. Can do.
- the incident surface 140f on which the sunlight Ls is incident is made larger than the irradiation surface 140r, a margin is increased with respect to the positional deviation between the condenser lens 150 and the solar cell 110. It is possible to improve power generation efficiency and power generation. That is, a light collecting path (columnar optical member 140) having high positional accuracy and stability is obtained, and a light collecting characteristic that can collect sunlight Ls with high accuracy in a wide wavelength region is obtained. It is possible to improve the generated power by reducing the power generation efficiency and the temperature rise caused by the positional deviation of the concentrated sunlight Ls, and improve the heat resistance, reliability, and weather resistance.
- the holding part 135 (penetrating inclined surface 135s) and the columnar optical member 140 (optical path inclined surface 140s) are brought into contact with each other at the upper position of the holding part 135. Further, at the lower position of the holding portion 135, the columnar optical member 140 is exposed to a space 137s formed by the concave portion 137 provided in the holding portion 135, and comes into contact with air.
- the irradiation surface 140r and the solar cell element 111 are resin-sealed by a resin sealing portion 129 filled in the frame-shaped pedestal portion 130. That is, the tip end (irradiation surface 140r) of the columnar optical member 140 is in a state where the resin sealing portion 129 formed on the frame-shaped pedestal portion 130 is covered by, for example, about 0.3 mm to 0.5 mm.
- the upper surface (front surface) of the resin sealing portion 129 is exposed to the concave portion 137 (space 137s), and the heat generated in the solar cell element 111 is released to the space 137s through the resin sealing portion 129.
- the refractive index n 1.5.
- the sealing resin 129b (FIG. 36) constituting the resin sealing portion 129 is a silicone resin
- the refractive index n 1.3 in the resin sealing portion 129, the columnar optical member 140 and the resin
- the combination of the holding part 135, the columnar optical member 140, the resin sealing part 129, and the space 137s makes the sunlight Ls incident from the incident surface 140f and irradiated from the irradiation surface 140r toward the solar cell element 111 efficient.
- the light can be well guided, and the power generation efficiency can be improved.
- the resin sealing portion 129 can protect (insulate) the solar cell element 111 and the wires connected to the solar cell element 111 from the surrounding environment, thereby improving the withstand voltage and improving the reliability. Can be improved.
- Radiating fins 145 are connected to the rear surface of the receiver substrate 120 in order to release the heat generated in the receiver substrate 120 due to the sunlight Ls after being condensed. That is, the receiver substrate 120 is connected and integrated with the heat radiation fins 145 by the rivets 146 inserted into the substrate position fixing holes 125. Since the radiation fins 145 have a comb-teeth shape, it is possible to efficiently radiate heat, and the power generation efficiency and reliability of the solar cell element 111 can be further improved.
- the heat radiation fins 145 are made of aluminum in order to reduce the weight.
- FIG. 30A is a cross-sectional view showing a cross-sectional shape of the frame-shaped pedestal portion shown in FIG.
- the frame-shaped pedestal portion 130 has a frame-like (annular) shape with a diameter of 25 mm to 30 mm and a thickness of about 5 mm.
- the frame-shaped pedestal portion 130 is provided on the upper surface side with a stepped portion 132 for fitting the hook-shaped protrusion 136 of the holding portion 135 concentrically with the center of the frame-shaped pedestal portion 130.
- a stepped portion 132 for fitting the hook-shaped protrusion 136 of the holding portion 135 concentrically with the center of the frame-shaped pedestal portion 130.
- the frame-shaped pedestal portion 130 is disposed on the surface of the receiver substrate 120 and functions as an external electrode, the first connection pattern 121 and the second connection pattern 122 may directly touch the frame-shaped pedestal portion 130. It is necessary to prevent current from flowing between the first connection pattern 121 and the second connection pattern 122 through 130. Therefore, the frame-shaped pedestal portion 130 is made of a resin such as polycarbonate.
- FIG. 30B is a perspective view showing a schematic structure of the holding portion shown in FIG.
- FIG. 30C is a cross-sectional view showing a cross-sectional shape of the holding portion shown in FIG. 30B.
- the holding portion 135 has a columnar shape, and includes a hook-shaped protrusion 136 at an end facing the frame-shaped pedestal portion 130.
- the holding part 135 has an outer diameter of, for example, 15 mm and a height of, for example, 20 mm.
- the outer periphery of the hook-shaped protrusion 136 has a circular shape with a diameter of 20 mm that fits on the inner periphery of the stepped portion 132 of the frame-shaped pedestal portion 130.
- the penetrating hole In the axial direction of the holding portion 135 (in the central portion of the holding portion 135), the penetrating hole has a quadrangular prism shape that is narrow on the side of the end surface 135tr with the hook-shaped protrusion 136 and wide on the side of the end surface 135tf without the hook-shaped protrusion 136.
- a hole 135h is formed.
- through-groove parts 135g are provided for reliably performing the defoaming process on the resin sealing part 129 after filling the resin sealing part 129.
- the through groove portion 135g has an effect of preventing damage to edges formed by the optical path inclined surfaces 140s of the columnar optical member 140 intersecting each other.
- the through inclined surface 135s constituting the through hole 135h is formed so as to abut (adhere) the optical path inclined surface 140s of the columnar optical member 140. Therefore, the columnar optical member 140 can be reliably and accurately placed on the holding portion 135.
- the holding portion 135 is bonded to the frame-shaped pedestal portion 130 by the second adhesive 132b (FIG. 34) applied between the stepped portion 132 of the frame-shaped pedestal portion 130 and the hook-shaped protrusion 136, and is securely fixed.
- the second adhesive 132b (FIG. 34) applied between the stepped portion 132 of the frame-shaped pedestal portion 130 and the hook-shaped protrusion 136, and is securely fixed.
- the condensing lens 150 can have various shapes such as a biconvex lens, a plano-convex lens, and a Fresnel lens. Moreover, as a material of the condensing lens 150, the thing with the high transmittance
- the material of the condenser lens 150 is not limited to these materials, and these materials may have a multilayer structure.
- an appropriate ultraviolet absorber can be added to these materials for the purpose of preventing ultraviolet degradation of the condenser lens 150 and other members.
- the solar cell 110 according to the present embodiment is the same as the solar cell 110 described in the sixth embodiment, reference will be appropriately made to different items, and different items will be mainly described.
- FIG. 31 is a flowchart showing manufacturing steps of a solar cell manufacturing method for manufacturing a solar cell according to Embodiment 7 of the present invention.
- the solar cell manufacturing method for manufacturing the solar cell 110 according to the present embodiment includes the following steps S21 to S30. This will be described with reference to the drawings (FIGS. 29, 32 to 37) corresponding to each step.
- Step S21 (FIG. 29): The solar cell element 111 is mounted on the receiver substrate 120 (solar cell element mounting step).
- the receiver board 120 described in the sixth embodiment is prepared.
- a first connection pattern 121 and a second connection pattern 122 are formed on the receiver substrate 120, and the surface is protected (insulated) by the surface protective layer 123.
- a substrate (substrate electrode: not shown) of the solar cell element 111 and a substrate (substrate electrode: not shown) of the bypass diode 112 are connected to the first connection pattern 121.
- the surface protective layer 123 is removed in advance.
- the solar cell element 111 is soldered and placed on the corresponding region (center portion) of the receiver substrate 120.
- the bypass diode 112 is soldered and placed in a corresponding region of the receiver substrate 120 at a certain distance from the solar cell element 111 (a portion slightly shifted from the central portion of the receiver substrate 120).
- one of four wires 126 is connected to the surface electrode (not shown) of the solar cell element 111 and one of two wires 126 is connected to the surface electrode (not shown) of the bypass diode 112, respectively.
- the other ends of the wires 126 are connected to the wire connection portions 122w where the second connection patterns 122 are exposed.
- the receiver substrate 120 can be appropriately positioned by the substrate position fixing hole 125.
- Step S22 FIG. 32 is a process perspective view showing a state in which the first adhesive is applied in the manufacturing process of the solar cell manufacturing method according to Embodiment 7 of the present invention.
- a first adhesive 131b that adheres the frame-shaped pedestal portion 130 to the receiver substrate 120 is applied to the receiver substrate 120 (first adhesive application step).
- the receiver substrate 120 is set at a predetermined position on a table (not shown) of the first adhesive dispenser 161, and the first adhesive 131b is positioned at a predetermined position (a position corresponding to the groove 131 on the receiver substrate 120.
- An appropriate mark is formed in advance. It is also possible to leave the coating in a predetermined shape. That is, the first adhesive 131b made of white silicone resin is applied in a circular shape with a predetermined size at a predetermined position on the surface of the receiver substrate 120 on which the solar cell element 111 and the bypass diode 112 are placed.
- Step S23 FIG. 33 is a process perspective view showing a state in which the frame-shaped pedestal is placed on the receiver substrate in the manufacturing process of the solar cell manufacturing method according to Embodiment 7 of the present invention.
- the frame-shaped pedestal portion 130 is positioned and placed on the receiver substrate 120 coated with the first adhesive 131b (frame-shaped pedestal portion placement step).
- the positioning of the frame-shaped pedestal portion 130 with respect to the receiver substrate 120 can be performed easily and with high accuracy by pressing the side surface of the frame-shaped pedestal portion 130 against the two positioning pins 124 provided on the receiver substrate 120. Also, since the first adhesive 131b is applied in a shape that fills the groove 131, the first adhesive 131b is bonded in a form that fills the groove 131, and the frame-shaped pedestal 130 is attached to the receiver substrate 120. On the other hand, it is firmly bonded (fixed).
- the frame-shaped pedestal portion 130 includes an opening 131w on the inner side, and the opening 131w has a shape including the solar cell element 111, the bypass diode 112, and the wire connection portion 122w. Therefore, the frame-shaped pedestal portion 130 can protect the solar cell element 111, the bypass diode 112, and the wire connection portion 122w from the surrounding environment.
- Step S24 FIG. 34 is a process perspective view showing a state in which the second adhesive is applied to the frame-shaped pedestal portion in the manufacturing process of the solar cell manufacturing method according to Embodiment 7 of the present invention.
- maintenance part 135 to the frame-shaped base part 130 is apply
- the receiver substrate 120 is set at a predetermined position on a table (not shown) of the second adhesive dispenser 162, and the second adhesive 132b is applied to the stepped portion 132 of the frame-shaped pedestal portion 130 that is placed and bonded to the receiver substrate 120. To do. That is, the second adhesive 132b is applied to the step portion 132 in a circular shape.
- the first adhesive 131b and the second adhesive 132b may be the same resin, and the first adhesive dispenser 161 and the second adhesive dispenser 162 may be the same device.
- Step S25 FIG. 35 is a process perspective view showing a state in which the holding part is fitted to the frame-shaped pedestal part in the manufacturing process of the solar cell manufacturing method according to Embodiment 7 of the present invention.
- the holding part 135 is fitted to the frame-shaped pedestal part 130 (fitting process).
- the stepped portion 132 of the frame-shaped pedestal portion 130 and the hook-shaped protrusion 136 of the holding portion 135 are shaped to fit each other, it is possible to easily and highly accurately position.
- the second adhesive 132b is preliminarily applied to the stepped portion 132, the holding portion 135 (the hook-shaped protrusion 136) and the frame-shaped pedestal portion 130 (the stepped portion 132) are bonded to each other, It will be in the state fixed firmly.
- fine adjustment of the positioning of the holding portion 135 with respect to the frame-shaped pedestal portion 130 can be performed by rotating the holding portion 135 with respect to the frame-shaped pedestal portion 130 in the circumferential direction.
- Step S26 The first adhesive 131b and the second adhesive 132b are heated and thermally cured (first thermosetting step).
- the first adhesive 131b and the second adhesive 132b are heated by heating at 150 ° C. for 30 minutes, for example. Harden.
- the thermosetting of the first adhesive 131b and the second adhesive 132b the receiver substrate 120 and the frame-shaped pedestal portion 130 are integrated by the first adhesive 131b, and the frame-shaped pedestal portion 130 and the holding portion 135 are It is integrated by the adhesive 132b.
- FIG. 36 is a process perspective view showing a state in which a sealing resin for resin-sealing a solar cell element is injected into the frame-shaped pedestal portion in the manufacturing process of the solar cell manufacturing method according to Embodiment 7 of the present invention.
- the sealing resin 129b for resin-sealing the solar cell element 111 is injected into the frame-shaped pedestal portion 130 (sealing resin injection step).
- the receiver substrate 120 is set at a predetermined position of a table (not shown) of the sealing resin dispenser 163, and a predetermined amount of the sealing resin 129b forming the resin sealing portion 129 is injected through the through hole 135h of the holding portion 135. .
- the sealing resin 129b As the sealing resin 129b, a silicone resin having high translucency is applied. Further, the injection amount is such that when the columnar optical member 140 is fitted into the through hole 135h of the holding portion 135, the tip end (irradiation surface 140r) of the columnar optical member 140 is 0.3 mm to the surface of the resin sealing portion 129. The thickness is about 0.5 mm.
- the holding part 135 includes a recess 137 formed so as to face the solar cell element 111 mounted on the receiver substrate 120, bubbles contained in the sealing resin 129b injected into the frame-shaped pedestal part 130 are easily removed.
- the sealing resin 129b for forming the resin sealing portion 129 can be injected efficiently in a short time.
- Step S28 FIG. 37 is a process perspective view showing a state in which the columnar optical member is inserted into the through hole of the holding portion in the manufacturing process of the solar cell manufacturing method according to Embodiment 7 of the present invention.
- the columnar optical member 140 is inserted (fitted) into the through hole 135h of the holding portion 135, and the irradiation surface 140r facing the solar cell element 111 of the columnar optical member 140 is covered with a sealing resin (columnar optical member mounting step).
- the columnar optical member 140 is fitted to the holding part 135 while maintaining the state of being placed on the table of the sealing resin dispenser 163. As described above, since the columnar optical member 140 (optical path inclined surface 140s) is formed so as to be self-aligned with the holding portion 135 (through hole 135h, through inclined surface 135s), the columnar optical member is easily and highly accurate. 140 can be coupled to the holding portion 135.
- Step S29 Defoaming treatment is performed on the sealing resin 129b (defoaming treatment step).
- the receiver substrate 120 is taken out from the table of the sealing resin dispenser 163, and is evacuated by a vacuum pump (not shown) while being accommodated in a vacuum desiccator (not shown). And a defoaming process for removing bubbles contained in the sealing resin 129b constituting the resin sealing portion 129 is performed.
- Step S30 The sealing resin 129b is heated and cured (second thermosetting step).
- the receiver substrate 120 is taken out from a vacuum desiccator (not shown) and accommodated in an oven (not shown). Harden.
- the columnar optical member 140 is brought into close contact with the tip (irradiation surface 140r) of the resin sealing portion 129 and fixed to the holding portion 135 and the resin sealing portion 129 by the thermosetting of the sealing resin 129b.
- step S30 the receiver substrate 120 and the radiation fins 145 are connected and integrated by a rivet 146 inserted into the substrate position fixing hole 125 using a riveter (not shown) (radiation fin attachment step).
- the receiver substrate 120 in each processing step, is processed in a state in which the surface on which the solar cell element 111 is placed is always directed in the same direction (a visually recognizable direction). Therefore, complicated movement processing and alignment processing in setting and taking out the receiver substrate 120 on the jig, setting on another jig, and the like are not required. That is, it becomes possible to manufacture the solar cell 110 with improved heat condensing characteristics with high heat resistance, high reliability, and high weather resistance easily, with high accuracy, and with low productivity and low cost.
- the solar cell element 111 that photoelectrically converts the sunlight Ls collected by the condenser lens 150 and the receiver substrate 120 on which the solar cell element 111 is placed.
- a columnar optical member 140 having an incident surface 140f on which the collected sunlight Ls is incident and an irradiation surface 140r that is disposed to face the solar cell element 111 and that irradiates the solar cell element 111 with the sunlight Ls;
- a solar cell 110 including a holding portion 135 that holds the optical member 140 and a frame-shaped pedestal portion 130 that is arranged in a frame shape around the solar cell element 111 and is fixed to the receiver substrate 120 and fits with the holding portion 135 is manufactured. This is a solar cell manufacturing method.
- the solar cell manufacturing method which concerns on this Embodiment is a solar cell element mounting process, a 1st adhesive agent application process, a frame-shaped base part mounting process, and a 2nd adhesive agent application process as above-mentioned.
- the columnar optical member 140 can be positioned and firmly held with high accuracy with respect to the solar cell element 111, and the light collection efficiency can be improved by improving the light collection characteristics over a wide wavelength region.
- the generated power can be improved, and the inexpensive solar cell 110 with high heat resistance, reliability, and weather resistance can be easily and accurately manufactured with high productivity.
- the present invention relates to a solar cell that includes an optical member that irradiates a solar cell element with concentrated sunlight and a receiver substrate on which the solar cell element is mounted, and concentrating sunlight that includes such a solar cell.
- the present invention can be applied to a power generation module and a solar cell manufacturing method for manufacturing such a solar cell.
Landscapes
- Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Electromagnetism (AREA)
- General Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Photovoltaic Devices (AREA)
Abstract
Description
図1に基づいて、本実施の形態に係る太陽電池およびこの太陽電池を製造する太陽電池製造方法について説明する。
図2に基づいて、本実施の形態に係る太陽電池およびこの太陽電池を製造する太陽電池製造方法について説明する。本実施の形態に係る太陽電池の基本的な構成は、実施の形態1の太陽電池21と同様であるので、符号を援用して適宜説明を省略し、主に異なる事項について説明する。
図3に基づいて、本実施の形態に係る太陽電池およびこの太陽電池を製造する太陽電池製造方法について説明する。本実施の形態に係る太陽電池の基本的な構成は、実施の形態1、実施の形態2の太陽電池21と同様であるので、符号を援用して適宜説明を省略し、主に異なる事項について説明する。
図4ないし図13に基づいて、本実施の形態に係る太陽電池、集光型太陽光発電モジュールについて説明する。先ず、図4ないし図6で全体像を説明し、図7ないし図13で各構成要素を順次説明する。本実施の形態に係る太陽電池の基本的な構成は、実施の形態1ないし実施の形態3の太陽電池21と同様であるので、符号を援用して適宜説明を省略し、主に異なる事項について説明する。
図14ないし図26、および図7に基づいて、本実施の形態に係る太陽電池を製造する太陽電池製造方法について説明する。
レシーバ基板22に太陽電池素子23を実装する(太陽電池素子実装工程)。
図15、図16の準備工程の後、第1接着剤31rをレシーバ基板22に塗布する(図17。第1接着剤塗布工程)。
図18は、本発明の実施の形態5に係る太陽電池製造方法の製造工程で台座部をレシーバ基板に載置した状態を示す工程斜視図である。
図19は、本発明の実施の形態5に係る太陽電池製造方法の製造工程で第2接着部を台座部に塗布する状態を示す工程斜視図である。
図20は、本発明の実施の形態5に係る太陽電池製造方法の製造工程で台座被覆部を台座部に載置した状態を示す工程斜視図である。
第1接着剤31rおよび第2接着剤32rを加熱して熱硬化させ第1接着部31および第2接着部32を形成する(第1熱硬化工程)。
図21は、本発明の実施の形態5に係る太陽電池製造方法の製造工程で太陽電池素子を樹脂封止する封止樹脂を台座部に注入する状態を示す工程斜視図である。
図22は、本発明の実施の形態5に係る太陽電池製造方法の製造工程で縦型固定部の貫通穴に柱状光学部材を挿入した状態を示す工程斜視図である。
封止樹脂34rに対して脱泡処理を施す(脱泡処理工程)。
封止樹脂34rを加熱して熱硬化させる(第2熱硬化工程)。
図23は、本発明の実施の形態5に係る太陽電池製造方法の製造工程で柱状光学部材の頂面に透光性接着剤を塗布する状態を示す工程斜視図である。
図24は、本発明の実施の形態5に係る太陽電池製造方法の製造工程で第3接着剤を縦型固定部に塗布する状態を示す工程斜視図である。
図25は、本発明の実施の形態5に係る太陽電池製造方法の製造工程で透光性保護板を縦型固定部に載置した状態を示す工程斜視図である。
透光性接着剤36rおよび第3接着剤33rを加熱して熱硬化させ透光性接着層36および第3接着部33を形成する(第3熱硬化工程)。
図26は、本発明の実施の形態5に係る太陽電池製造方法の製造工程でキャップ部を縦型固定部に載置した状態を示す工程斜視図である。
ステップS15の後、リベッター(不図示)を用いて、取り付け穴22hおよび台座被覆部取り付け穴30jを貫通させて挿入した固定用部材54hによってレシーバ基板22と放熱フィン53とを連結して一体化する(放熱フィン取り付け工程)。
図27ないし図30Cに基づいて、本実施の形態に係る集光型太陽光発電モジュールおよび太陽電池について説明する。
図29(実施の形態6)、図31ないし図37に基づいて、本実施の形態に係る太陽電池を製造する太陽電池製造方法について説明する。
レシーバ基板120に太陽電池素子111を実装する(太陽電池素子実装工程)。
図32は、本発明の実施の形態7に係る太陽電池製造方法の製造工程で第1接着剤を塗布する状態を示す工程斜視図である。
図33は、本発明の実施の形態7に係る太陽電池製造方法の製造工程で枠状台座部をレシーバ基板に載置した状態を示す工程斜視図である。
図34は、本発明の実施の形態7に係る太陽電池製造方法の製造工程で第2接着剤を枠状台座部に塗布する状態を示す工程斜視図である。
図35は、本発明の実施の形態7に係る太陽電池製造方法の製造工程で保持部を枠状台座部に嵌合した状態を示す工程斜視図である。
第1接着剤131bおよび第2接着剤132bを加熱して熱硬化する(第1熱硬化工程)。
図36は、本発明の実施の形態7に係る太陽電池製造方法の製造工程で太陽電池素子を樹脂封止する封止樹脂を枠状台座部に注入する状態を示す工程斜視図である。
図37は、本発明の実施の形態7に係る太陽電池製造方法の製造工程で保持部の貫通穴に柱状光学部材を挿入した状態を示す工程斜視図である。
封止樹脂129bに対して脱泡処理を施す(脱泡処理工程)。
封止樹脂129bを加熱して熱硬化する(第2熱硬化工程)。
21 太陽電池
22 レシーバ基板
22h 取り付け穴
23 太陽電池素子
30 固定部
30b 台座被覆部
30c 梁状フランジ部
30ct 内側先端枠
30d 結合用フランジ部
30e 貫通穴
30f 縦型固定部(固定部)
30g 貫通溝部
30h 頂部
30j 台座被覆部取り付け穴
30k 係止用凹部
30m 位置決め段差
30r 嵌合固定部(固定部)
30s 貫通傾斜面
31 第1接着部
31r 第1接着剤
32 第2接着部
32r 第2接着剤
33 第3接着部
33r 第3接着剤
34 樹脂封止部
34r 封止樹脂
36 透光性接着層
36r 透光性接着剤
40 光学部材
40a 頂面
40b 底面
40c 光路傾斜面
40f 第1平板光学部材(光学部材)
40s 第2平板光学部材(光学部材)
40st 外周端
40p 柱状光学部材(光学部材)
41 透光性保護板
45 台座部
45a 貫通開口部
45b 頂部
45c 底面
45d 底面凹部
45f 外周枠
50 集光レンズ
51 レンズフレーム
52 ベースプレート
54h、54p 固定用部材
55b、55t 固定用部材
60 キャップ部
60a 平面部
60b 窓枠
60c 枠部
60d 爪部
61 第1接着剤ディスペンサ-
62 第2接着剤ディスペンサ-
63 封止樹脂ディスペンサ-
64 透光性接着剤ディスペンサ-
65 第3接着剤ディスペンサ-
70 位置決め治具
71 位置決めピン
101 集光型太陽光発電モジュール
110 太陽電池
111 太陽電池素子
112 バイパスダイオード
120 レシーバ基板
120b ベース基台
121 第1接続パターン
121p 第1取り出し電極
122 第2接続パターン
122p 第2取り出し電極
122w ワイヤ接続部
123 表面保護層
124 位置決めピン
125 基板位置固定穴
126 ワイヤ
129 樹脂封止部
129b 封止樹脂
130 枠状台座部
131 溝部
131b 第1接着剤
131w 開口部
132 段差部
132b 第2接着剤
135 保持部
135g 貫通溝部
135h 貫通穴
135s 貫通傾斜面
135tf 端面
135tr 端面
136 鍔状突起
137 凹部
137s 空間
140 柱状光学部材
140f 入射面
140r 照射面
140s 光路傾斜面
145 放熱フィン
146 リベット
150 集光レンズ
161 第1接着剤ディスペンサ
162 第2接着剤ディスペンサ
163 封止樹脂ディスペンサ
Lax 光軸
Ls 太陽光
Claims (21)
- 集光された太陽光を透過させる光学部材と、該光学部材を透過した太陽光を光電変換する太陽電池素子と、該太陽電池素子が載置されたレシーバ基板とを備える太陽電池であって、
前記レシーバ基板に接着され前記太陽電池素子を囲む枠状に形成された第1接着部と、
前記レシーバ基板に当接され前記太陽電池素子を囲んで前記第1接着部に接着された台座部と、
前記第1接着部に囲まれ前記太陽電池素子を被覆する樹脂封止部とを備えること
を特徴とする太陽電池。 - 請求項1に記載の太陽電池であって、
前記光学部材は、平板状とされた第1平板光学部材であり、該第1平板光学部材は、前記第1接着部と前記台座部との間に配置されていること
を特徴とする太陽電池。 - 請求項1に記載の太陽電池であって、
前記台座部の頂部に形成された第2接着部を備え、該第2接着部に接着されて前記レシーバ基板と平行な方向で延長された梁状フランジ部と、該梁状フランジ部から外側に延長されて前記台座部の外側で前記レシーバ基板に連結された結合用フランジ部とを有する台座被覆部を備えること
を特徴とする太陽電池。 - 請求項3に記載の太陽電池であって、
前記光学部材は、平板状とされた第2平板光学部材であり、該第2平板光学部材は、前記台座部の頂部に載置され外周端を前記梁状フランジ部に覆われていること
を特徴とする太陽電池。 - 請求項3に記載の太陽電池であって、
前記光学部材は、頂面が底面より大きい柱状とされた柱状光学部材であり、該柱状光学部材は、前記梁状フランジ部の内側先端で固定部によって固定されていること
を特徴とする太陽電池。 - 請求項5に記載の太陽電池であって、
前記固定部は、前記柱状光学部材を貫通させて対向する貫通傾斜面を有し前記梁状フランジ部の内側先端枠に立設された縦型固定部であること
を特徴とする太陽電池。 - 太陽光を集光する集光レンズと、集光された太陽光を受光して光電変換する太陽電池とを備える集光型太陽光発電モジュールであって、前記太陽電池は、請求項1ないし請求項6のいずれか一つに記載の太陽電池であることを特徴とする集光型太陽光発電モジュール。
- 集光された太陽光を透過させる光学部材と、該光学部材を透過した太陽光を光電変換する太陽電池素子と、該太陽電池素子が載置されたレシーバ基板と、前記レシーバ基板に接着され前記太陽電池素子を囲む枠状に形成された第1接着部と、前記レシーバ基板に当接され前記太陽電池素子を囲んで前記第1接着部に接着された台座部と、該台座部を基準にして前記光学部材を固定する固定部とを備える太陽電池を製造する太陽電池製造方法であって、
前記第1接着部を形成する第1接着剤を前記レシーバ基板に塗布する第1接着剤塗布工程と、
前記第1接着剤に前記台座部を接着して前記レシーバ基板に載置する台座部載置工程と、
前記第1接着剤を加熱して前記第1接着部を形成する第1熱硬化工程と、
前記固定部に前記光学部材を配置する光学部材配置工程とを備えること
を特徴とする太陽電池製造方法。 - 集光された太陽光を透過させる光学部材と、該光学部材を透過した太陽光を光電変換する太陽電池素子と、該太陽電池素子が載置されたレシーバ基板と、前記レシーバ基板に接着され前記太陽電池素子を囲む枠状に形成された第1接着部と、前記レシーバ基板に当接され前記太陽電池素子を囲んで前記第1接着部に接着された台座部と、前記第1接着部に囲まれ前記太陽電池素子を被覆する樹脂封止部と、前記台座部の頂部に形成された第2接着部とを備え、該第2接着部に接着されて前記レシーバ基板と平行な方向で延長された梁状フランジ部と該梁状フランジ部から外側に延長されて前記台座部の外側で前記レシーバ基板に連結された結合用フランジ部とを有する台座被覆部と、前記光学部材として柱状とされた柱状光学部材を固定する固定部とを備える太陽電池を製造する太陽電池製造方法であって、
前記第1接着部を形成する第1接着剤を前記レシーバ基板に塗布する第1接着剤塗布工程と、
前記第1接着剤に前記台座部を接着して前記レシーバ基板に載置する台座部載置工程と、
前記第2接着部を形成する第2接着剤を前記台座部の頂部に塗布する第2接着剤塗布工程と、
前記柱状光学部材を貫通させて対向する貫通傾斜面を有し前記梁状フランジ部の内側先端枠に立設された前記固定部としての縦型固定部を有する前記台座被覆部を前記第2接着剤に接着して前記レシーバ基板に載置する台座被覆部載置工程と、
前記第1接着剤および前記第2接着剤を加熱して前記第1接着部および前記第2接着部を形成する第1熱硬化工程と、
前記貫通傾斜面に当接して固定するように前記柱状光学部材を配置する柱状光学部材配置工程と、
太陽電池素子を樹脂封止する封止樹脂を第1接着部の内側領域に注入する封止樹脂注入工程とを備えること
を特徴とする太陽電池製造方法。 - 集光レンズにより集光された太陽光を光電変換する太陽電池素子と、該太陽電池素子が載置されたレシーバ基板と、集光された太陽光を入射させる入射面と前記太陽電池素子に対向して配置され前記太陽電池素子に太陽光を照射する照射面とを有する柱状光学部材と、該柱状光学部材を保持する保持部とを備える太陽電池であって、
前記太陽電池素子の周囲に枠状に配置され前記レシーバ基板に固定された枠状台座部を備え、
前記保持部は、前記枠状台座部に嵌合させてあること
を特徴とする太陽電池。 - 請求項10に記載の太陽電池であって、
前記レシーバ基板に配置され前記枠状台座部の位置決めをする位置決めピンを備えること
を特徴とする太陽電池。 - 請求項10または請求項11に記載の太陽電池であって、
前記枠状台座部は、前記保持部と嵌合する段差部を有すること
を特徴とする太陽電池。 - 請求項10ないし請求項12のいずれか一つに記載の太陽電池であって、
前記枠状台座部は、前記レシーバ基板に当接する面に形成された溝部を有し、該溝部に充填された第1接着剤によって前記レシーバ基板に接着されていること
を特徴とする太陽電池。 - 請求項12または請求項13に記載の太陽電池であって、
前記保持部は、前記段差部と対向する端部に前記段差部に嵌合された鍔状突起を備えること
を特徴とする太陽電池。 - 請求項10ないし請求項14のいずれか一つに記載の太陽電池であって、
前記柱状光学部材は、四角柱としてあり、前記保持部は、前記四角柱に当接する貫通穴を有する柱状とされていること
を特徴とする太陽電池。 - 請求項10ないし請求項15のいずれか一つに記載の太陽電池であって、
前記保持部は、金属製であること
を特徴とする太陽電池。 - 請求項10ないし請求項16のいずれか一つに記載の太陽電池であって、
前記照射面および前記太陽電池素子は、前記枠状台座部に充填された樹脂封止部によって樹脂封止されていること
を特徴とする太陽電池。 - 請求項10ないし請求項17のいずれか一つに記載の太陽電池であって、
前記保持部は、前記太陽電池素子に対向する側で前記柱状光学部材を露出させる空間を構成する凹部を有すること
を特徴とする太陽電池。 - 請求項15ないし請求項18のいずれか一つに記載の太陽電池であって、
前記貫通穴は、前記四角柱の前記角部に対応して形成された貫通溝部を有すること
を特徴とする太陽電池。 - 太陽光を集光する集光レンズと、集光された太陽光を受光して光電変換する太陽電池とを備える集光型太陽光発電モジュールであって、
前記太陽電池は、請求項10ないし請求項19のいずれか一つに記載の太陽電池であることを特徴とする集光型太陽光発電モジュール。 - 集光レンズにより集光された太陽光を光電変換する太陽電池素子と、該太陽電池素子が載置されたレシーバ基板と、集光された太陽光を入射させる入射面と前記太陽電池素子に対向して配置され前記太陽電池素子に太陽光を照射する照射面とを有する柱状光学部材と、該柱状光学部材を保持する保持部と、前記太陽電池素子の周囲に枠状に配置され前記レシーバ基板に固定されて前記保持部と嵌合する枠状台座部とを備える太陽電池を製造する太陽電池製造方法であって、
前記レシーバ基板に前記太陽電池素子を実装する太陽電池素子実装工程と、
前記枠状台座部を前記レシーバ基板に接着する第1接着剤を前記レシーバ基板に塗布する第1接着剤塗布工程と、
前記枠状台座部を前記レシーバ基板に位置決めして載置する枠状台座部載置工程と、
前記保持部を前記枠状台座部に接着する第2接着剤を前記枠状台座部に塗布する第2接着剤塗布工程と、
前記保持部を前記枠状台座部に嵌合する嵌合工程と、
前記第1樹脂および前記第2樹脂を加熱して熱硬化する第1熱硬化工程と、
前記太陽電池素子を樹脂封止する封止樹脂を前記枠状台座部に注入する封止樹脂注入工程と、
前記保持部の貫通穴に前記柱状光学部材を挿入し前記柱状光学部材の前記太陽電池素子に対向する照射面を前記封止樹脂で被覆する柱状光学部材搭載工程と、
前記封止樹脂に対して脱泡処理を施す脱泡処理工程と、
前記封止樹脂を加熱して熱硬化する第2熱硬化工程とを備えること
を特徴とする太陽電池製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP09770014A EP2312646A1 (en) | 2008-06-23 | 2009-06-09 | Solar cell, photoconcentration-type photovoltaic module, and method for manufacturing solar cell |
| US13/000,789 US20110108113A1 (en) | 2008-06-23 | 2009-06-09 | Solar cell, concentrating solar power generation module and solar cell manufacturing method |
| AU2009263554A AU2009263554B2 (en) | 2008-06-23 | 2009-06-09 | Solar cell, concentrating solar power generation module and solar cell manufacturing method |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008163395A JP4393562B1 (ja) | 2008-06-23 | 2008-06-23 | 太陽電池、集光型太陽光発電モジュール、および太陽電池製造方法 |
| JP2008-163395 | 2008-06-23 | ||
| JP2009-050751 | 2009-03-04 | ||
| JP2009050751A JP4558077B2 (ja) | 2009-03-04 | 2009-03-04 | 太陽電池、および集光型太陽光発電モジュール |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009157304A1 true WO2009157304A1 (ja) | 2009-12-30 |
Family
ID=41444373
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/060540 WO2009157304A1 (ja) | 2008-06-23 | 2009-06-09 | 太陽電池、集光型太陽光発電モジュール、および太陽電池製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20110108113A1 (ja) |
| EP (1) | EP2312646A1 (ja) |
| AU (1) | AU2009263554B2 (ja) |
| WO (1) | WO2009157304A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011081090A1 (ja) * | 2009-12-29 | 2011-07-07 | シャープ株式会社 | 集光型太陽電池、集光型太陽電池モジュールおよび集光型太陽電池システム、並びに集光型太陽電池および集光型太陽電池モジュールの製造方法 |
| US20120298174A1 (en) * | 2010-01-07 | 2012-11-29 | Dai Nippon Printing Co., Ltd. | Organic thin film solar cell |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9337360B1 (en) | 2009-11-16 | 2016-05-10 | Solar Junction Corporation | Non-alloyed contacts for III-V based solar cells |
| US9214586B2 (en) | 2010-04-30 | 2015-12-15 | Solar Junction Corporation | Semiconductor solar cell package |
| US8552517B1 (en) * | 2010-09-14 | 2013-10-08 | Amkor Technology, Inc. | Conductive paste and mold for electrical connection of photovoltaic die to substrate |
| US8962989B2 (en) * | 2011-02-03 | 2015-02-24 | Solar Junction Corporation | Flexible hermetic semiconductor solar cell package with non-hermetic option |
| WO2013179286A1 (en) | 2012-05-29 | 2013-12-05 | Essence Solar Solutions Ltd. | Frame holder for an optical element |
| EP2693492B1 (de) * | 2012-07-31 | 2017-02-15 | AZUR SPACE Solar Power GmbH | Solarzelleneinheit |
| EP2693494B1 (de) * | 2012-07-31 | 2020-06-17 | AZURSPACE Solar Power GmbH | Solarzelleneinheit |
| ES2835739T3 (es) | 2012-07-31 | 2021-06-23 | Azurspace Solar Power Gmbh | Unidad de célula solar |
| US20140069491A1 (en) * | 2012-09-13 | 2014-03-13 | King Abdulaziz City For Science And Technology | Interposer Connector for High Power Solar Concentrators |
| US10608580B2 (en) * | 2013-10-31 | 2020-03-31 | Sumitomo Electric Industries, Ltd. | Concentrator photovoltaic unit, concentrator photovoltaic module, concentrator photovoltaic panel, and concentrator photovoltaic apparatus |
| CN105227108A (zh) * | 2015-09-27 | 2016-01-06 | 成都聚合科技有限公司 | 一种聚光光伏组件顶框架 |
| CN105207579A (zh) * | 2015-09-29 | 2015-12-30 | 成都聚合科技有限公司 | 一种聚光太阳能组件透镜支撑板 |
| CN105207594A (zh) * | 2015-09-29 | 2015-12-30 | 成都聚合科技有限公司 | 一种聚光太阳能组件顶板 |
| CN105356834A (zh) * | 2015-09-29 | 2016-02-24 | 成都聚合科技有限公司 | 一种聚光太阳能组件顶框架 |
| US10090420B2 (en) | 2016-01-22 | 2018-10-02 | Solar Junction Corporation | Via etch method for back contact multijunction solar cells |
| US9680035B1 (en) | 2016-05-27 | 2017-06-13 | Solar Junction Corporation | Surface mount solar cell with integrated coverglass |
| EP3764539B1 (en) * | 2018-03-05 | 2022-11-02 | Sumitomo Electric Industries, Ltd. | Method for manufacturing concentrator photovoltaic module, and carrier jig |
| CN109600108A (zh) * | 2019-02-01 | 2019-04-09 | 长兴博瑞能源有限公司 | 一种分布式光伏系统太阳能发电板 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11284217A (ja) | 1998-03-31 | 1999-10-15 | Honda Motor Co Ltd | 集光型太陽光発電装置 |
| JP2002289896A (ja) | 2001-03-23 | 2002-10-04 | Canon Inc | 集光型太陽電池モジュール及び集光型太陽光発電システム |
| JP2002289897A (ja) | 2001-03-23 | 2002-10-04 | Canon Inc | 集光型太陽電池モジュール及び集光型太陽光発電システム |
| JP2002289898A (ja) | 2001-03-23 | 2002-10-04 | Canon Inc | 集光型太陽電池モジュール及び集光型太陽光発電システム |
| JP2003174183A (ja) * | 2001-12-07 | 2003-06-20 | Daido Steel Co Ltd | 集光型太陽光発電装置 |
| JP2006313810A (ja) * | 2005-05-09 | 2006-11-16 | Daido Steel Co Ltd | 集光型太陽光発電装置 |
| JP2008085167A (ja) * | 2006-09-28 | 2008-04-10 | Sharp Corp | 太陽電池、太陽電池製造方法および太陽電池製造装置 |
| JP2008163395A (ja) | 2006-12-28 | 2008-07-17 | Honda Motor Co Ltd | 銅材料およびその製造方法 |
| JP2009050751A (ja) | 2007-08-23 | 2009-03-12 | Shigeru Tanaka | 水溶性ガス捕集構造 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2073279A1 (en) * | 2006-09-28 | 2009-06-24 | Sharp Kabushiki Kaisha | Solar cell, light concentrating photovoltaic power generation module, light concentrating photovoltaic power generation unit, solar cell manufacturing method and solar cell manufacturing apparatus |
-
2009
- 2009-06-09 WO PCT/JP2009/060540 patent/WO2009157304A1/ja active Application Filing
- 2009-06-09 US US13/000,789 patent/US20110108113A1/en not_active Abandoned
- 2009-06-09 EP EP09770014A patent/EP2312646A1/en not_active Withdrawn
- 2009-06-09 AU AU2009263554A patent/AU2009263554B2/en not_active Ceased
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11284217A (ja) | 1998-03-31 | 1999-10-15 | Honda Motor Co Ltd | 集光型太陽光発電装置 |
| JP2002289896A (ja) | 2001-03-23 | 2002-10-04 | Canon Inc | 集光型太陽電池モジュール及び集光型太陽光発電システム |
| JP2002289897A (ja) | 2001-03-23 | 2002-10-04 | Canon Inc | 集光型太陽電池モジュール及び集光型太陽光発電システム |
| JP2002289898A (ja) | 2001-03-23 | 2002-10-04 | Canon Inc | 集光型太陽電池モジュール及び集光型太陽光発電システム |
| JP2003174183A (ja) * | 2001-12-07 | 2003-06-20 | Daido Steel Co Ltd | 集光型太陽光発電装置 |
| JP2006313810A (ja) * | 2005-05-09 | 2006-11-16 | Daido Steel Co Ltd | 集光型太陽光発電装置 |
| JP2008085167A (ja) * | 2006-09-28 | 2008-04-10 | Sharp Corp | 太陽電池、太陽電池製造方法および太陽電池製造装置 |
| JP2008163395A (ja) | 2006-12-28 | 2008-07-17 | Honda Motor Co Ltd | 銅材料およびその製造方法 |
| JP2009050751A (ja) | 2007-08-23 | 2009-03-12 | Shigeru Tanaka | 水溶性ガス捕集構造 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011081090A1 (ja) * | 2009-12-29 | 2011-07-07 | シャープ株式会社 | 集光型太陽電池、集光型太陽電池モジュールおよび集光型太陽電池システム、並びに集光型太陽電池および集光型太陽電池モジュールの製造方法 |
| JP2011138970A (ja) * | 2009-12-29 | 2011-07-14 | Sharp Corp | 集光型太陽電池、集光型太陽電池モジュールおよびその製造方法 |
| US20120298174A1 (en) * | 2010-01-07 | 2012-11-29 | Dai Nippon Printing Co., Ltd. | Organic thin film solar cell |
Also Published As
| Publication number | Publication date |
|---|---|
| AU2009263554B2 (en) | 2012-05-03 |
| EP2312646A1 (en) | 2011-04-20 |
| US20110108113A1 (en) | 2011-05-12 |
| AU2009263554A1 (en) | 2009-12-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2009157304A1 (ja) | 太陽電池、集光型太陽光発電モジュール、および太陽電池製造方法 | |
| WO2008041502A1 (fr) | Cellule solaire, module de génération de puissance photovoltaïque à concentration de lumière, unité de génération de puissance photovoltaïque à concentration de lumière, procédé de fabrication de cellule solaire et appareil de fabrication de cellule solaire | |
| JP4732015B2 (ja) | 集光型太陽光発電ユニットおよび集光型太陽光発電装置 | |
| WO2006132265A1 (ja) | 集光型太陽光発電ユニットおよび集光型太陽光発電装置、ならびに集光レンズ、集光レンズ構造体、および集光レンズ構造体の製造方法 | |
| AU2008305083B2 (en) | Solar cell, concentrating photovoltaic power generation module, concentrating photovoltaic power generation unit and solar cell manufacturing method | |
| JP4884907B2 (ja) | 太陽電池、および太陽電池製造方法 | |
| JP5013684B2 (ja) | 集光レンズ、集光レンズ構造体、集光型太陽光発電装置、および集光レンズ構造体の製造方法 | |
| US20090101207A1 (en) | Hermetic receiver package | |
| WO2011081090A1 (ja) | 集光型太陽電池、集光型太陽電池モジュールおよび集光型太陽電池システム、並びに集光型太陽電池および集光型太陽電池モジュールの製造方法 | |
| US20090114265A1 (en) | Solar Concentrator | |
| WO2010027018A1 (ja) | 集光型太陽光発電モジュール、および集光型太陽光発電モジュール製造方法 | |
| JP4393562B1 (ja) | 太陽電池、集光型太陽光発電モジュール、および太陽電池製造方法 | |
| JP4794402B2 (ja) | 太陽電池および集光型太陽光発電ユニット | |
| WO2012160994A1 (ja) | 集光型太陽電池及びその製造方法 | |
| WO2010027083A1 (ja) | 太陽電池、集光型太陽光発電モジュール、および、太陽電池製造方法 | |
| EP2907168B1 (en) | Cpvlis - concentration photovoltaics laminated interconnection system comprising a cpv receiver panel, a method for preparing the cpv receiver panel and an installation comprising the same | |
| WO2011058941A1 (ja) | 光電変換装置、光電変換素子収納用パッケージおよび光電変換モジュール | |
| JP4959776B2 (ja) | 太陽電池、集光型太陽光発電モジュール、および太陽電池製造方法 | |
| JP4959775B2 (ja) | 太陽電池、および集光型太陽光発電モジュール | |
| JP2010205989A (ja) | 太陽電池、および集光型太陽光発電モジュール | |
| JP2014063779A (ja) | 集光型太陽光発電装置の太陽電池 | |
| JP2013131647A (ja) | 太陽電池モジュール、太陽光発電ユニット、および太陽電池モジュールの製造方法 | |
| KR101351251B1 (ko) | 렌즈 일체형의 태양전지 셀 패키지 및 그 제조방법 | |
| JP2001036115A (ja) | ソーラーセルアセンブリ及びその製造方法 | |
| JP2014072291A (ja) | 集光型太陽光発電装置の太陽電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09770014 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009263554 Country of ref document: AU |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13000789 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2009263554 Country of ref document: AU Date of ref document: 20090609 Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009770014 Country of ref document: EP |