WO2009087914A1 - 縫製品および衣服 - Google Patents
縫製品および衣服 Download PDFInfo
- Publication number
- WO2009087914A1 WO2009087914A1 PCT/JP2008/073599 JP2008073599W WO2009087914A1 WO 2009087914 A1 WO2009087914 A1 WO 2009087914A1 JP 2008073599 W JP2008073599 W JP 2008073599W WO 2009087914 A1 WO2009087914 A1 WO 2009087914A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- seam
- conductive
- yarn
- sewing
- thread
- Prior art date
Links
Images





Classifications
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D1/00—Woven fabrics designed to make specified articles
- D03D1/0035—Protective fabrics
- D03D1/0041—Cut or abrasion resistant
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/20—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads
- D03D15/283—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads synthetic polymer-based, e.g. polyamide or polyester fibres
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/30—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the fibres or filaments
- D03D15/37—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the fibres or filaments with specific cross-section or surface shape
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/40—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads
- D03D15/47—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads multicomponent, e.g. blended yarns or threads
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D31/00—Materials specially adapted for outerwear
- A41D31/04—Materials specially adapted for outerwear characterised by special function or use
- A41D31/26—Electrically protective, e.g. preventing static electricity or electric shock
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2101/00—Inorganic fibres
- D10B2101/10—Inorganic fibres based on non-oxides other than metals
- D10B2101/12—Carbon; Pitch
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2101/00—Inorganic fibres
- D10B2101/20—Metallic fibres
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2201/00—Cellulose-based fibres, e.g. vegetable fibres
- D10B2201/01—Natural vegetable fibres
- D10B2201/02—Cotton
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2201/00—Cellulose-based fibres, e.g. vegetable fibres
- D10B2201/20—Cellulose-derived artificial fibres
- D10B2201/22—Cellulose-derived artificial fibres made from cellulose solutions
- D10B2201/24—Viscose
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/02—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyamides
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/04—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyesters, e.g. polyethylene terephthalate [PET]
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/02—Moisture-responsive characteristics
- D10B2401/022—Moisture-responsive characteristics hydrophylic
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/16—Physical properties antistatic; conductive
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2501/00—Wearing apparel
Definitions
- the present invention relates to a sewn product and clothes excellent in washing durability with respect to surface conductivity and antistatic property. More specifically, the sewn product can continuously exhibit excellent surface conductivity and antistatic properties in all areas of the garment without the surface conductivity and antistatic properties of the garment being greatly impaired by repeated washing. And clothes.
- conductive clothing has been used to prevent electrostatic dust collection in workplaces and clean rooms that handle parts and chemicals where static electricity is an obstacle.
- conductive yarns are woven into clothes to prevent static electricity.
- conductive yarns are woven into a stripe or lattice at regular intervals, and static electricity is absorbed by neutralizing and diffusing static electricity by corona discharge.
- the surface resistance value of conductive clothing has been defined in IEC (International Electrotechnical Commission) 61340-5-1 and 5-2 as a required characteristic of static electricity management, and surface conductivity over the entire clothing is required.
- IEC International Electrotechnical Commission
- 61340-5-1 and 5-2 a required characteristic of static electricity management
- surface conductivity over the entire clothing is required.
- the conventional technology there is no problem with the continuity of the entire garment before the washing process, but the repeated contact washing deteriorates the conductive yarn contact between the fabrics, and the overall garment continuity deteriorates or is lost. There was a problem.
- Patent Document 1 As a technique for avoiding this problem, there is a technique (see Patent Document 1) in which a conductive material is sandwiched between seams.
- Patent Document 2 discloses a method of using a conductive fiber as a part of a sewing thread.
- Japanese Utility Model Publication No. 58-160209 Japanese Utility Model Publication No. 55-135014
- the present invention has been made in view of the above-described state of the art, and an object of the present invention is to provide a sewing product and a garment excellent in surface conductivity and antistatic washing durability. More specifically, by refining the stitching method and strengthening the contact of the conductive yarn between the fabrics at the seam, the surface conductivity and antistatic property of the garment are not significantly impaired by repeated washing, and the entire garment An object of the present invention is to provide a sewn product and a garment capable of continuously exhibiting excellent surface conductivity and antistatic property in the region.
- the present invention has the following configuration to solve the above-described problems.
- the measurement method (23 ° C.) based on the IEC (International Electrotechnical Commission) 61340-5-1, 5-2 regulations after the stitch interval is 5 mm or less and the laundry treatment is performed according to JIS L0217 (1995) 103 method.
- the surface resistance value (R) between two points 30 cm apart with at least one seam measured under a temperature control environment of 25% RH is R ⁇ 1.0 ⁇ 10 12 ⁇ Sewing products.
- R surface resistance value
- a garment comprising the sewing product according to any one of (1) to (5).
- the sewing product and clothes of the present invention are made of conductive fabric.
- the fabric may be composed only of conductive yarns for the purpose of exhibiting electrical conductivity, but is preferably composed of non-conductive yarns and conductive yarns in order to exhibit electrical conductivity at low cost.
- Non-conductive yarns include synthetic fibers and natural fibers, that is, filament yarns and spun yarns such as polyester and nylon, blended yarns of staples such as polyester and nylon with rayon staples and cotton fibers, and blends with hydrophilic polymers.
- synthetic fibers and natural fibers that is, filament yarns and spun yarns such as polyester and nylon, blended yarns of staples such as polyester and nylon with rayon staples and cotton fibers, and blends with hydrophilic polymers.
- antistatic polyester filament yarns or antistatic nylon yarns having a hydrophilic group introduced therein are preferably used.
- the conductive yarn may be any fiber containing a conductive component.
- a metal-coated fiber a polyester or polyamide non-conductive base polymer serving as a fiber substrate, and conductive fine particles such as carbon, metal, or metal compound.
- conductive yarns containing carbon as a conductive component are preferred in terms of durability in acid or alkaline environments and washing durability.
- a composite method of conductive components there is a method of using a fiber such as a core sheath / cover / partial surface exposed type.
- a fiber such as a core sheath / cover / partial surface exposed type.
- the conductive component of the coated fiber covered with the core yarn with the conductive component and the partially exposed fiber with the conductive component partially exposed on the surface generate dust. Since it may lead to contamination of the workplace, a core-sheath type fiber containing a conductive component is preferably used.
- a fabric having a lower surface electrical resistance value can be obtained by using the partially exposed fiber.
- the partially surface exposed fiber is a fiber in which the conductive component is partially exposed in the circumferential direction in the cross section of the single yarn constituting the fiber, and the exposed conductive component is continuously exposed in the longitudinal direction of the single yarn.
- the electroconductive component is exposed to the convex part of a single fiber cross section. In this state, there is a high possibility that the conductive component comes into contact between the conductive fibers, and the charge transfer is smooth.
- the convex part of a cross section is not a plane but a curve or a corner curved in the outer peripheral direction of the cross section, and includes a circumference of a circular cross section.
- a more specific example of such a fiber is a conductive yarn made of a single fiber having a circular cross section as shown in FIG. 2 (a) or an irregular cross section having a convex portion as shown in FIG. 2 (b).
- the exposed parts of the conductive component there are three or more conductive components in the circumferential direction on the outer peripheral surface of the single fiber And it is preferable to expose continuously in the longitudinal direction.
- the conductive component may be exposed over the entire outer peripheral surface of the single fiber. In this case, although problems remain in terms of yarn strength and peeling due to abrasion, charge transfer between the conductive fibers can be performed without hindrance.
- a fiber containing these conductive components and a synthetic fiber or a natural fiber can be combined, twisted, or mixed to form a conductive yarn in the present invention.
- a conductive yarn having a single fiber fineness of 1 to 10 dtex and a total fineness of 10 to 150 dtex is used.
- the electric resistance value of the conductive yarn is preferably 10 9 ⁇ / cm or less, particularly preferably 10 8 ⁇ / cm or less.
- the electric resistance value of the conductive yarn is a specific resistance when a voltage is applied to both ends of the filament cut to 10 cm (in this case, 500 V) in an environment of 20 ° C. and 30% RH.
- the woven fabric is a woven fabric in which conductive yarns are inserted in the warp direction and the weft direction and arranged at intervals in a lattice shape.
- a thread length difference is made around the non-conductive thread so that the conductive thread is easily brought into contact with the fabric when the conductive thread is exposed to the surface of the fabric and stitched.
- a processed yarn such as covering or taslan processing that exposes the conductive yarn.
- a method in which the conductive yarn is inserted as a double structure and is made to exist on the surface of the fabric as a floating yarn, that is, exposed in a form protruding from the ground structure is also suitable.
- the conductive yarn is inserted as a double structure and is made to exist as floating yarn on the fabric surface.
- the conductive yarn is incorporated in one or both of the warp direction and the weft direction in a double structure, and is placed on the ground thread (usually non-conductive thread) constituting the ground structure in the same direction (on the back side). That is, the conductive yarn is exposed as a floating yarn on the woven fabric in a double structure, and has a form protruding from the ground structure. By doing so, the exposed area on the surface of the fabric is increased, the contact property with the conductive yarn in the other direction is improved, and static electricity neutralization / diffusion is facilitated.
- the conductive yarn inserted in the double structure When the total fineness D1 of the conductive yarn inserted in the double structure is smaller than the total fineness D2 of the non-conductive yarn of the ground yarn, the conductive yarn can easily take a form arranged on the ground yarn (non-conductive yarn). Electric charge is efficiently transferred at the intersection, and electrical conductivity can be improved. In particular, in a woven fabric, a force pressed by another yarn orthogonal to the conductive yarn acts. However, when D1 ⁇ D2 is satisfied, the conductive yarn inserted in the double structure is easily placed on the ground yarn. Therefore, even if the fineness of the conductive yarn or the number of filaments is reduced, the surface resistance is not extremely deteriorated, and the weaving cost can be reduced by reducing the fineness of the conductive yarn.
- the conductive yarn becomes the ground yarn (non-conductive yarn). Since the contact property with the orthogonal conductive yarn is lowered, the neutralization / diffusion of static electricity tends to be insufficient. Therefore, when the conductive yarn is not floated and is disposed between the non-conductive yarns in the same direction, it is preferable that the fineness of the conductive yarn is equal to or greater than the ground yarn fineness in the same direction. By adjusting the fineness ratio in this manner, the conductive yarn easily protrudes from the surface of the fabric with respect to the non-conductive yarn, and the conductive yarn between the fabrics easily comes into contact during sewing.
- the pitch should be about 1 to 20 mm in consideration of the conductive characteristics, texture, aesthetics / quality, cost, etc. It is preferable. If the pitch is less than 1 mm, the number of conductive yarns arranged becomes too large, which is not preferable from the viewpoint of texture, appearance / quality, and conductive yarn production cost. In addition, when the pitch exceeds 20 mm, it is necessary to increase the seam allowance width in order not to increase the surface resistance between the seams, which is not preferable from the viewpoint of the production cost of the fabric.
- the pitch is more preferably about 1 to 10 mm.
- the sewing product of the present invention is obtained by sewing the above-described fabric.
- the first aspect of the sewn product of the present invention is a sewn product in which at least one stitch is provided with two or more stitches, and the stitch interval (needle spacing) is 5 mm or less.
- the conductive thread is hardly pulled away by washing as much stitches as possible are put into the sewing allowance of a certain width, but considering the work load of sewing, it is preferable to set the needle interval to 2 mm or more. Furthermore, in order to achieve a better balance between the sewing workability and the washing durability of the surface resistance value, the needle interval is preferably 2 mm or more and 3 mm or less. The number of stitches is determined by the sewing allowance width and the needle interval.
- the needle spacing here is the distance in the perpendicular direction of two seams parallel to the seam allowance, and a ruler that can measure the spacing of 5 locations randomly selected in the seam direction with an accuracy of 0.5 mm. It is the value which calculated using the arithmetic mean of the value which measured using and rounded off the first decimal place.
- the arithmetic mean is a value calculated by adding all measured values and dividing by the number of data (n number). If the seam is not a straight line, the center axis indicating the stitch direction of the seam is assumed, and the distance until the perpendicular drawn from the center axis intersects the other center axis is the needle interval. For example, when a zigzag pattern is formed, a line passing through the center of the width becomes the central axis.
- the second aspect of the sewn product of the present invention is such that when the woven fabric as described above is sewn, the number of fabrics to be overlapped at the seam allowance is 5 or more.
- the number of superimposed sheets is the number of fabrics through which the needle penetrates at the stitches. For example, when a piping tape is used at the stitches, the number of tapes is counted.
- the adhesive pressure between the fabrics at the stitched portion can be increased, and the continuity at the seam can be prevented from being greatly impaired by repeated washing. That is, an increase in the surface resistance value is suppressed even if measurement is performed with the seam sandwiched after washing.
- the number of stitches to be overlapped is less than five, there is a high possibility that the seam will be insufficiently tightened due to the stagnation effect of washing, or that puckering due to shrinkage of the fabric will occur. For this reason, separation of the conductive yarn contact occurs, and the surface resistance value sandwiching the seam increases extremely.
- the number of stitches to be overlapped is 8 or more, the contact pressure between the conductive yarns becomes strong, so that the surface resistance value across the seam is lowered, which is a preferable state, while the thickness and rigidity of the stitched portion are large. Therefore, discomfort at the time of wearing tends to increase. Therefore, it is preferable that the number of overlapped sheets is 7 or less.
- the first aspect of the sewing method it is possible to achieve the target surface resistance value R ⁇ 1.0 ⁇ 10 12 ⁇ even if the number of stitches to be overlapped is less than five. Also in the first aspect, by increasing the number of overlapping sheets, it is possible to further improve the conductivity during repeated washing. That is, in the present invention, a greater effect can be achieved by using the first aspect and the second aspect in combination.
- the sewing allowance width is preferably determined by the pitch of the conductive yarn in the conductive fabric.
- two or more conductive yarns parallel to the seam direction are put in the seam allowances of both fabrics, respectively, and the seam allowance width is 5 mm or more.
- the allowance width is less than 5 mm, it is not preferable from the viewpoint of the work load of sewing and the strength of the seam. Further, it is preferable that the number of conductive yarns at the seam allowance is 2 to 5, respectively.
- the sewing allowance is carried out by a sewing method selected from the group consisting of main stitching, single-ring stitching, double-ring stitching, edge stitching, and flat stitching.
- Main seam is a seam that is generally made by using a sewing machine, and has a feature that the structure of the seam is independent for each stitch, the front and back seams are the same, and it is difficult to unravel.
- Single-ring stitching is a stitching method in which a stitch is made with only one needle thread, and a loop of the needle thread continues in a chain shape on the back surface.
- the “double chain stitch” is a sewing method in which a diagonal thread is above and a looper thread is below, and the looper thread and the diagonal thread are crossed with each other.
- This stitching method has a feature that even if the thread breaks, it is difficult to unwind unless it is unwound in the reverse direction from the end of the sewing, and the stitching method has high seam strength and high stretchability.
- the “edge stitching” is a method of sewing so as to wrap the edge of the fabric, and is a sewing method characterized by being rich in stretchability.
- “Flat stitching” is usually called flat seam stitching, and the seam is composed of three types of thread: upper needle thread, lower looper thread, and cover thread. It is a sewing method that can make seams.
- the needle swing width is preferably 5 mm or less (6 needles / 3 cm or more). If it exceeds 5 mm, it will cause waviness of the fabric after washing, leading to deterioration of the continuity between the fabrics. More preferably, it is 3 mm or less (10 needles / 3 cm or more). However, when the thickness is less than 1 mm (greater than 30 needles / 3 cm), the surface resistance value is prevented from deteriorating, but the work load becomes larger.
- crimped yarn for sewing the fabric.
- the contact pressure between the fabrics is increased by the strong shrinkage recovery force of the crimped yarns, and the conductivity between the fabrics is also increased.
- the crimped yarn false twisted yarn or conjugate (composite) latent crimped yarn is preferably used.
- the multifilament yarn which consists of 1 type or many types of thermoplastic polymers including nylon or polyester is mentioned.
- a crimped thread can be used for one or both of the upper thread and the lower thread.
- it is difficult to form a seam when using a crimped thread for the upper thread due to structural problems of the sewing machine, use a crimped thread for the lower thread only, and use an ordinary filament or span sewing machine for the upper thread. There is no problem even if yarn is used.
- the total fineness of the crimped yarn is not particularly limited, but a 100-300 dtex crimped sewing machine thread provides sufficient shrinkage recovery, and surface resistance washing durability at two points across the seam. easily achieved. That is, when the total fineness of the crimped yarn is less than 100 dtex, the original shrinkage recovery force is not sufficiently exhibited, so that the contact pressure of the seam after washing becomes small, and the surface resistance value tends to deteriorate. On the other hand, if it exceeds 300 dtex, the shrinkage recovery force is sufficiently exerted, but due to the sewing thread having a large fineness, the stitches may be crushed by washing, resulting in poor appearance.
- the method of fusing the seam allowance is not limited in any way, and examples thereof include a method of bringing a heated body (such as a hot plate) into contact with or approaching the overlapped fabric, or fusing with hot air.
- a heated body such as a hot plate
- the surface of the fabric that is brought into contact with the hot plate or blown with hot air may be severely damaged, and it takes time to fuse, and the aesthetics of the fused part may be inferior. Therefore, more preferably, a method of heating and fusing by applying ultrasonic vibration through a horn is mentioned. By using this method, the fabric can be fused uniformly, so that the fusion stitching can be performed efficiently, and aesthetic problems are also eliminated.
- an intersection point between the conductive yarns of the two overlapped fabrics to be stitched exists in the fusion part.
- the conductive yarns can be more firmly bonded together, and further, the conductive yarns can be fused. Even if the portion including the intersection of the conductive yarns is not fused, the conductive yarns can be crimped by fusing the periphery, but the seam allowance should be fused as a whole considering the strength of the seams. Is more preferable.
- the portion including the intersection of the conductive yarns if the gap between the conductive yarns in the woven fabric is wide, the fusion width needs to be widened.
- the surface resistance value across the seam can be greatly reduced. Note that when the fabric is sewn obliquely (oblique with respect to the background of the woven fabric), the number of points where the conductive yarns between the fabrics intersect with each other increases, so that the fusion width can be shortened.
- seam tape for example, a high melting point polyamide-based, polyolefin-based, polyester-based, polyurethane-based resin or the like is used for the base fabric layer, and a low-melting polyamide-based, polyolefin-based, polyester-based, polyurethane-based adhesive layer is used. It is possible to use a known hot-melt type seam tape using a heat welding resin such as, for example.
- Such a seam tape is brought into contact with the stitched portion, and a method of welding the heat-adhesive resin by high frequency, ultrasonic, hot press, or the like, a method of adhering the hot-adhesive resin after being melted by hot air or the like, or For example, a method of adhering a base fabric for applying a sticky adhesive typified by a rubber system to the seam portion and sealing it can be used.
- the sewn product satisfies the required characteristics defined in 61340-5-1 and 5-2 in the IEC (International Electrotechnical Commission) of the static electricity management standard.
- the required characteristics stipulated in 61340-5-5-1 and 5-2 at the IEC (International Electrotechnical Commission) of the static electricity management standard are: “An oblique direction with at least one seam sandwiched in a 23 ° C / 25% RH temperature controlled environment When the surface resistance value at an applied voltage of 10 V or 100 V between two points 30 cm apart is measured, the surface resistance value R is 1.0 ⁇ 10 12 ⁇ or less ”.
- the applied voltage is selected depending on the surface resistance of the specimen, and 10 V is selected in the region of 10 5 ⁇ or less and 100 V is selected in the region of 10 6 ⁇ or more.
- the woven fabric to be sewn was measured in the same manner as IEC (International Electrotechnical Commission) 61340-5-1, 5-2 except that the seam was not pinched.
- the resistance value R is preferably R ⁇ 1.0 ⁇ 10 12 ⁇ .
- R in this measurement is more preferably 1.0 ⁇ 10 10 ⁇ or less, and most preferably 1.0 ⁇ 10 6 ⁇ to 1.0 ⁇ 10 9 ⁇ .
- static electricity can be diffused quickly and efficiently, and a spark electric shock from a charged body can be prevented, and it can be suitably used for anti-static work clothes and dust-proof clothing.
- the above-described sewn product of the present invention is excellent in washing durability, it is suitably used as clothes and the like. That is, after repeated washing, no matter where static electricity is generated, the entire fabric and clothes are stably conducted, so corona discharge or grounding from the conductive yarn is positively performed.
- FIG. 3 is a schematic diagram after sewing
- FIG. 4 is a schematic diagram of surface electric resistance measurement.
- Example 1 Polyester false twisted yarn (84 dtex-36 filaments) as double warp forming warp and polyester false twisted yarn (334 dtex-96 filament) as weft yarn.
- a conductive yarn (84 dtex-9 filament) made of the surface exposed fiber of FIG. 2 was used.
- the ground structure is a plain weave (single mat) and the warp conductive yarn is dobby weave arranged in a ratio of 1 to 24 ground warps (pitch 5 mm). It was.
- the weft conductive yarn is a weft double structure and is inserted at a ratio of 1 to 11 weft yarns (pitch 5 mm) and placed on the weft yarns (that is, it is a floating yarn).
- a living machine having a warp density of 141 / 2.54 cm and a weft density of 57 / 2.54 cm was produced.
- This raw machine was scoured, dyed and finished according to a conventional method to obtain a woven fabric having a finishing warp density of 153 pieces / 2.54 cm and a weft density of 62 pieces / 2.54 cm.
- the seam allowance is 15 mm
- the main stitch sewing machine the thread of 60th filament is used as the sewing thread
- the three-wind stitch see FIG. 5 (j)
- Two sutures were performed.
- the surface resistance value was measured after the washing treatment according to JIS L0217 (1995) 103 method was performed once and 20 times. Various data are shown in Table 1.
- Example 2 Using the woven fabric obtained in Example 1, the seam allowance is 15 mm, a double chain stitch sewing machine, 60 thread filament twisted thread is used as the sewing thread, three winding stitches (see FIG. 5 (j)), and needle spacing 6 mm Then, stitching with two stitches (stitches) was performed. After the washing treatment was performed under the same conditions as in Example 1, the surface resistance value was measured. Various data are shown in Table 1.
- Example 3 Using the same thread as in Example 1, the ground texture is plain weave (single mat), the warp conductive yarn is dobby weave and arranged in a ratio of 48 ground warp yarns (pitch 10 mm), and the two backs are skipped.
- the structure shown in FIG. the weft conductive yarn is a weft double structure, and is inserted at a rate of 1 in 22 ground wefts (pitch 10 mm) and placed on the ground weft yarn (that is, it is a floating yarn).
- the structure as shown in FIG. In this way, a living machine having a warp density of 141 / 2.54 cm and a weft density of 57 / 2.54 cm was produced. This raw machine was scoured, dyed and finished according to a conventional method to obtain a woven fabric having a finishing warp density of 153 pieces / 2.54 cm and a weft density of 62 pieces / 2.54 cm.
- the seam allowance was set to 30 mm, the main stitch sewing machine was used, the twisted thread of 60th filament was used as the sewing thread, the three winding stitches (see FIG. 5 (j)) and the needle spacing were both 3mm and stitches ( Seam) Three stitches were sutured.
- the surface resistance value was measured after the washing treatment by JISL0217 (1995) 103 method was carried out once and 20 times. Various data are shown in Table 1.
- Example 4 Using the woven fabric obtained in Example 1, the seam allowance is 15 mm, the main stitch sewing machine uses a 60th filament twist yarn (upper yarn) and 220 dtex crimped yarn (lower yarn) as the sewing thread, The stitches were sewn with two stitches (seam stitches) with the stitches (see FIG. 5 (j)) and the needle interval both set to 3 mm. JISL0217 (1995) The surface resistance value was measured after carrying out washing treatment by the 103 method once and 20 times. Various data are shown in Table 1.
- Example 5 Using the woven fabric obtained in Example 1, with a seam allowance of 15 mm, with a lockstitch sewing machine, using 60-th filament twisted yarn as the sewing thread, piping with bias tape (see FIG. 5 (k)), and needle spacing of 3 mm Then, stitching with two stitches (seams) was performed. JISL0217 (1995) The surface resistance value was measured after carrying out washing treatment by the 103 method once and 20 times. Various data are shown in Table 1.
- Example 6 Using the woven fabric obtained in Example 1, with a seam allowance of 15 mm, with a lockstitch sewing machine, using a 60th filament twisted thread as the sewing thread, with a folding stitch (see FIG. 4 (H)) and a needle spacing of 5 mm, Suturing was performed with two stitches (seams). JISL0217 (1995) The surface resistance value was measured after carrying out washing treatment by the 103 method once and 20 times. Various data are shown in Table 1.
- Example 7 Using the woven fabric obtained in Example 1, the seam allowance is 15 mm, and interlock and edge stitching (see FIG. 5 (l)), the upper thread of the sewing thread is 60th filament twisted thread and the lower thread is 220 dtex Using shrinkage, stitching was performed with three stitches (seam stitches) at a needle interval of 5 mm. JISL0217 (1995) After the washing treatment by the 103 method was carried out once and 20 times, the washing treatment was carried out under the same conditions as in Example 1, and then the surface resistance value was measured. Various data are shown in Table 1.
- Example 8 Using the woven fabric obtained in Example 1, the seam allowance was 15 mm, and using a double ring stitch sewing machine, a 60th filament twisted yarn (upper yarn) and a 220 dtex crimped yarn (lower yarn) were used as the sewing thread. In use, stitching was performed with three stitches (seam stitches) at a folding stitch (see FIG. 4 (H)) and a needle spacing of 4 mm. JIS L0217 (1995) The surface resistance value was measured after carrying out washing treatment by the 103 method once and 20 times. Various data are shown in Table 1.
- Example 9 Using the woven fabric obtained in Example 1, with a seam allowance of 15 mm, and using a lockstitch sewing machine, a 60th filament twist yarn (upper yarn) and a 220 dtex crimped yarn (lower yarn) were used as the sewing thread. Then, stitching with three stitches (seam stitches) was performed at a folding stitch (see FIG. 4H) and a needle interval of 4 mm. JISL0217 (1995) The surface resistance value was measured after carrying out washing treatment by the 103 method once and 20 times. Various data are shown in Table 1.
- Example 10 Using the woven fabric obtained in Example 1, the seam allowance is 15 mm, and interlock and edge stitching (see FIG. 5 (l)), the upper thread of the sewing thread is twisted with 60th filament and the lower thread is 220 dtex Using the reduced yarn, stitching was performed with three stitches (seam stitches) at a needle interval of 3 mm. JISL0217 (1995) After the washing treatment by the 103 method was carried out once and 20 times, the washing treatment was carried out under the same conditions as in Example 1, and then the surface resistance value was measured. Various data are shown in Table 1.
- Example 1 (Comparative Example 1) Using the woven fabric obtained in Example 1, with a seam allowance of 15 mm, with a lockstitch sewing machine, using 60-th filament twisted thread as the sewing thread, interlock and edge stitching (see FIG. 5 (l)), needle spacing 7mm Then, stitching with two stitches (stitches) was performed. JISL0217 (1995) The surface resistance value was measured after carrying out washing treatment by the 103 method once and 20 times. Various data are shown in Table 1.
- Example 2 (Comparative Example 2) Using the woven fabric obtained in Example 1, with a seam allowance of 15 mm, with a lockstitch sewing machine, using a twisted thread of 60th filament as the sewing thread, folding stitch (see FIG. 4 (H)) and a needle interval of 7 mm, Suturing was performed with two stitches (seams). JISL0217 (1995) The surface resistance value was measured after carrying out washing treatment by the 103 method once and 20 times. Various data are shown in Table 1.
- Example 3 Using the woven fabric obtained in Example 1, with a seam allowance of 20 mm, and using a lockstitch sewing machine, a 60th filament twisted yarn (upper yarn) and 220 dtex crimped yarn (lower yarn) were used as the sewing thread. Then, stitching with two stitches (seam stitches) was performed at a folding stitch (see FIG. 4 (H)) and a needle interval of 8 mm. After the washing treatment was performed under the same conditions as in Example 1, the surface resistance value was measured. Various data are shown in Table 1.
- the above-described sewn product of the present invention can be suitably used for clothes such as uniforms, hats, dust-proof clothing, and other sewn products that require antistatic properties.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Professional, Industrial, Or Sporting Protective Garments (AREA)
- Details Of Garments (AREA)
- Treatment Of Fiber Materials (AREA)
Abstract
表面導通性及び制電性の洗濯耐久性に優れた縫製品および衣服を提供するため、導電糸が経方向および緯方向のそれぞれに挿入され格子状に間隔をあけて配列された織物を縫合する際に、少なくとも1ヶ所の縫い目において2本以上のステッチを施すとともにそのステッチの間隔を5mm以下にし、または、縫い代の生地の重ね合わせ枚数を5枚以上にして、JISL0217(1995) 103法による洗濯処理を実施した後にIEC(国際電気標準会議)61340-5-1,5-2規定に基づく測定法(23°C・25%RHの温調環境下)で測定した、少なくとも縫い目を1つ挟む30cm離れた2点間の表面抵抗値(R)がR≦1.0×1012Ωである縫製品とする。
Description
本発明は、表面導通性及び制電性についての洗濯耐久性に優れた縫製品および衣服に関するものである。さらに詳しくは、繰り返される洗濯により衣服の表面導電性および制電性が大きく損なわれることがなく、衣服の全領域において優れた表面導電性および制電性を継続的に発現することができる縫製品および衣服に関するものである。
従来より、導電性衣服は静電気が障害となる部品・薬品を扱う作業場やクリーンルームにおいて、静電気吸塵を防ぐために用いられてきた。導電性衣服は、静電気対策のために導電糸が衣服内に織り込まれている。例えば、導電糸が一定間隔でストライプ状や格子状に織り込まれ、静電気をコロナ放電によって中和・拡散することによって静電気吸塵を防止している。
近年、静電気管理の要求特性としてIEC(国際電気標準会議)61340-5-1,5-2において導電性衣服の表面抵抗値規定がなされており、衣服全体にわたる表面導通性が要求されている。衣服全領域で導通性を高めるためには、織物の斜め方向の導通性は勿論のこと、縫い目を挟んだ導通性もが必要とされる。この場合、導電糸を異方向間で接触させるように格子状に織り込み、かつ生地の縫合部で導電糸を互いに接触させることが必要となる。しかし、従来の技術では、洗濯処理前の衣服全体の導通性は問題ないが、繰り返し洗濯を行うことによって生地間の導電糸接触性が悪化し、衣服全体の導通性が悪くなったり、失われたりする問題があった。
この問題を回避する手法として、縫い代に導電材を挟みこむ手法(特許文献1参照)がある。しかしながら、この手法においては、導電材の耐久性だけではなく高コストとなることから問題が残る。また、特許文献2において、導電繊維を縫い糸の一部に使用する手法が開示されている。しかしながら、この手法によっても、縫い目を挟んだ導通性は満足できるものでなく、さらに洗濯によってパッカリングが発生すると極端に導通性が低下する問題が残る。
実開昭58-160209号公報
実開昭55-135014号公報
本発明は、上記従来技術の現状に鑑み、表面導通性及び制電性の洗濯耐久性に優れた縫製品および衣服を提供することを目的とする。さらに詳しくは、縫合方法を工夫して縫い目における織物間の導電糸の接触を強固にすることで、繰り返される洗濯により衣服の表面導電性および制電性が大きく損なわれることがなく、衣服の全領域において優れた表面導電性および制電性を継続的に発現することができる縫製品および衣服を提供することを目的とする。
本発明は、前記した課題を解消するために、次の構成を有するものである。
(1)導電糸が経方向および緯方向のそれぞれに挿入され格子状に間隔をあけて配列された織物を縫合した縫製品であって、少なくとも1ヶ所の縫い目において2本以上のステッチが施され、そのステッチの間隔が5mm以下であり、かつ、JISL0217(1995) 103法による洗濯処理を実施した後にIEC(国際電気標準会議)61340-5-1,5-2規定に基づく測定法(23℃・25%RHの温調環境下)で測定した、少なくとも縫い目を1つ挟む30cm離れた2点間の表面抵抗値(R)がR≦1.0×1012Ωであることを特徴とする縫製品。
(2)前記少なくとも1ヶ所の縫い目において3本以上のステッチが施され、前記ステッチ間隔が3mm以下である、前記(1)に記載の縫製品。
(3)導電糸が経方向および緯方向のそれぞれに挿入され格子状に間隔をあけて配列された織物を縫合した縫製品であって、少なくとも1ヶ所の縫い目において、縫い代の生地の重ね合わせ枚数が5枚以上であり、かつ、JISL0217(1995) 103法による洗濯処理実施した後にIEC(国際電気標準会議)61340-5-1,5-2規定に基づく測定法(23℃・25%RHの温調環境下)で測定した、少なくとも縫い目を1つ挟む30cm離れた2点間の表面抵抗値(R)がR≦1.0×1012Ωであることを特徴とする縫製品。
(4)格子状に間隔をあけて配列された導電糸のピッチが経方向および緯方向ともに1~20mmの範囲内である、前記(1)~(3)のいずれかに記載の縫製品。
(5)縫い糸として捲縮糸が用いられている、前記(1)~(4)のいずれかに記載の縫製品。
(6)前記(1)~(5)のいずれかに記載の縫製品からなる衣服。
(1)導電糸が経方向および緯方向のそれぞれに挿入され格子状に間隔をあけて配列された織物を縫合した縫製品であって、少なくとも1ヶ所の縫い目において2本以上のステッチが施され、そのステッチの間隔が5mm以下であり、かつ、JISL0217(1995) 103法による洗濯処理を実施した後にIEC(国際電気標準会議)61340-5-1,5-2規定に基づく測定法(23℃・25%RHの温調環境下)で測定した、少なくとも縫い目を1つ挟む30cm離れた2点間の表面抵抗値(R)がR≦1.0×1012Ωであることを特徴とする縫製品。
(2)前記少なくとも1ヶ所の縫い目において3本以上のステッチが施され、前記ステッチ間隔が3mm以下である、前記(1)に記載の縫製品。
(3)導電糸が経方向および緯方向のそれぞれに挿入され格子状に間隔をあけて配列された織物を縫合した縫製品であって、少なくとも1ヶ所の縫い目において、縫い代の生地の重ね合わせ枚数が5枚以上であり、かつ、JISL0217(1995) 103法による洗濯処理実施した後にIEC(国際電気標準会議)61340-5-1,5-2規定に基づく測定法(23℃・25%RHの温調環境下)で測定した、少なくとも縫い目を1つ挟む30cm離れた2点間の表面抵抗値(R)がR≦1.0×1012Ωであることを特徴とする縫製品。
(4)格子状に間隔をあけて配列された導電糸のピッチが経方向および緯方向ともに1~20mmの範囲内である、前記(1)~(3)のいずれかに記載の縫製品。
(5)縫い糸として捲縮糸が用いられている、前記(1)~(4)のいずれかに記載の縫製品。
(6)前記(1)~(5)のいずれかに記載の縫製品からなる衣服。
本発明の縫製品および衣服は、縫合部分において生地の接着圧が高められるので、縫製品全体としての表面導通性が大きく低下せず、かつ、繰り返される洗濯においても縫い目における導通性が大きく損なわれることを防ぐことができる。
A.二重組織で組み込んだ導電糸
B.ドビーで挿入した導電糸
C.非導電成分のベースポリマー部
D.表面の一部にカーボンを含むマトリックスが露出したポリマー部
E.本縫いミシンによる縫合の目(ステッチ)
F.織物の重ね合わせ部
G.測定プローブ(プローブ間直線距離:30cm)
H.折り伏せ縫い
I.表面抵抗値検出器
N.針間隔
O.ミシン針の方向
P.ミシンの縫い目(ステッチ)
B.ドビーで挿入した導電糸
C.非導電成分のベースポリマー部
D.表面の一部にカーボンを含むマトリックスが露出したポリマー部
E.本縫いミシンによる縫合の目(ステッチ)
F.織物の重ね合わせ部
G.測定プローブ(プローブ間直線距離:30cm)
H.折り伏せ縫い
I.表面抵抗値検出器
N.針間隔
O.ミシン針の方向
P.ミシンの縫い目(ステッチ)
本発明の縫製品および衣服は、導電性の織物からなる。該織物は、導電性を発現するという目的からすれば導電糸のみから構成されてもよいが、安価に導電性を発現させるために、非導電糸と導電糸から構成されていることが好ましい。
非導電糸としては、合成繊維や天然繊維、すなわち、ポリエステル、ナイロンなどのフィラメント糸や紡績糸、ポリエステルやナイロンなどのステープルとレーヨンステープル、綿繊維などとの混紡糸、さらに、親水性ポリマーをブレンドしたり、親水基を導入した制電性ポリエステルフィラメント糸や制電性ナイロン糸などが好ましく用いられる。
導電糸とは、導電性成分を含んでいる繊維であればよく、例えば金属被覆繊維や、繊維基質となるポリエステルやポリアミド系の非導電性ベースポリマーと、カーボンもしくは金属や金属化合物などの導電微粒子、または、白色導電性セラミックス微粒子などとを複合紡糸で含有させた導電繊維からなる糸もしくはこれらの導電繊維を含む糸のことである。本発明においては、酸やアルカリ環境下における耐久性や洗濯耐久性の面で、カーボンを導電成分とする導電糸が好ましい。
また、導電成分の複合手法としては、芯鞘・被覆・部分表面露出型などの繊維とする方法がある。清浄度の高いクリーンルーム用防塵衣として使用する場合、導電成分で芯糸を被覆した被覆型繊維や導電性成分が表面に一部露出した部分表面露出型繊維は、導電性成分が発塵し、作業場の汚染に繋がることがあるので、導電成分を内包した芯鞘型繊維が好適に用いられる。一方、それほど高清浄度を必要とされない作業場においては、前記部分表面露出型繊維を用いることで、表面電気抵抗値のより低い布帛を得ることができる。
部分表面露出型繊維としては、繊維を構成する単糸の断面において周方向に導電成分が部分的に露出し、かつ単糸の長手方向にその露出した導電成分が連続して露出している繊維をいう。その断面形状等に制限はないが、単繊維断面の凸部に導電性成分が露出していることが好ましい。この状態では、導電繊維間において導電成分の接触する可能性が高くなり、電荷の受け渡しがスムーズになる。なお、断面の凸部とは、平面ではなく断面の外周方向に湾曲した曲線上または角のことであり、円形断面の円周も含むものとする。かかる繊維のより具体的な例としては、図2(a)に示すような円形断面または図2(b)に示すような凸部を有する異形断面の単繊維からなる導電糸である。導電成分の露出カ所に制限は無いが、織物表面の導電成分露出率および導電繊維単繊維間の電荷の受け渡しの観点から、該単繊維の外周面に、導電性成分が周方向に3カ所以上かつ長手方向に連続して露出していることが好ましい。
また、導電成分を単繊維の外周面全面にわたって露出させてもよい。この場合、糸強度や摩耗による剥離の点で問題が残るものの、導電繊維間で電荷の受け渡しが障害なく行われる。
さらに、これらの導電性成分を含む繊維と、合成繊維若しくは天然繊維とを、合糸、撚糸、又は混繊し、本発明における導電糸とすることもできる。
導電糸は、例えば単繊維繊度が1~10dtex、総繊度が10~150dtexのものが用いられる。また、導電糸の電気抵抗値は、109Ω/cm以下、特に108Ω/cm以下が好ましい。なお、導電糸の電気抵抗値は、20℃,30%RH環境下において、10cmにフィラメントカットした両端に電圧を印可(この場合は500Vとした)したときの比抵抗のことである。
本発明において、織物は、導電糸を経方向および緯方向に挿入することで格子状に間隔をあけて配列した織物である。このとき、織物を構成する地組織に対して導電糸が織物表面に露出して縫合された時に生地間の導電糸が接触しやすくなるように、非導電糸の周りに糸長差をつけて導電糸を露出させる、カバリングやタスラン加工などの加工糸を用いることが好適である。さらに、導電糸を二重組織として挿入し、かつ、織物表面に浮糸として存在させる、つまり地組織よりも突出した形態で露出させる手法も好適である。
ここで、導電糸を二重組織として挿入し、かつ、織物表面に浮糸として存在させる場合について説明する。導電糸は経方向または緯方向の一方、もしくはその両方に二重組織で組み込み、同方向の地組織を構成する地糸(通常は非導電糸)の上(裏面側では下)に配置させる。つまり二重組織で導電糸を織物上に浮糸として露出させ、地組織よりも突出した形態とする。こうすることで、織物表面への露出面積が増加し、かつ他方向の導電糸との接触性が向上し、静電気中和・拡散が容易となる。
二重組織で挿入する導電糸の総繊度D1を、地糸の非導電糸の総繊度D2より小さくすると、導電糸は地糸(非導電糸)の上に配置した形態をとりやすく、導電糸交差点において効率よく電荷の受け渡しが行われ電気導通性を向上させることができる。特に、織物においては導電糸に直交する他の糸によって押さえつけられる力が作用するが、D1<D2を満たすことにより、二重組織で挿入した導電糸が地糸の上に配置されやすくなる。そのため、導電糸の繊度またはフィラメント数を小さくしても表面抵抗が極端に悪化することはなく、導電糸の細繊度化による製織コストの低減も可能となる。
D1≧D2であっても、導電性織物の性能として何ら差し支えはないが、導電糸のコストが大きくなる一方で、織物の導電性能は頭打ちとなるので好ましい形態とは言えない。また、導電糸の繊度が大きいと二重組織で挿入した時に、地糸の上に配置することが困難になり、例えば導電糸が地糸の上から部分的に転げ落ちた配置をとったり、織物における導電糸挿入部の引っ掛かりが強くなるといった問題が発生する。
なお、導電糸を同方向の非導電糸(地糸)の上(または下)に配置せずに、同方向の非導電糸同士の間に配置すると、導電糸が地糸(非導電糸)に埋まり易く、直交する導電糸との接触性が低下するために静電気の中和・拡散が不充分となり易い。そのため、導電糸を浮糸とせず同方向の非導電糸同士の間に配置する場合は、導電糸の繊度を同方向の地糸繊度対比で同等あるいはそれ以上とするのが好ましい。このように繊度比を調整することで、非導電糸に対して導電糸が織物表面に突出し易くなり、縫合時に生地間の導電糸が接触しやすくなる。
また、本発明における織物には、少なくとも導電糸が経方向と緯方向のそれぞれに一定の間隔でストライプ状に挿入・配置されている。該導電糸を挿入・配置させる間隔は、狭い方が導電特性はよくなるが、導電特性と風合い、審美性・品位、及び、コスト等との兼ね合いで、ピッチが1~20mm程度となるようにすることが好ましい。ピッチが1mm未満では、導電糸の配置本数が多くなりすぎて、風合いや外観・品位、導電糸生産コストの点から好ましくない。また、ピッチが20mmを超える場合には、縫い目を挟む表面抵抗を増加させないために縫い代幅を多くとる必要があり、織物の生産コスト上からも好ましくない。ピッチは、1~10mm程度であることがより好ましい。
本発明の縫製品は、上記のような織物を縫合したものである。本発明の縫製品の第1の態様は、少なくとも1カ所の縫い目において2本以上のステッチが施されてなり、そのステッチの間隔(針間隔)を5mm以下とする縫製品である。このようにすることで、縫い目における異なる織物間の導電糸接触の機会を増大させ、縫い目を挟む2点間の表面抵抗値を低下させることが可能となる。また、縫合部分における織物同士の接着圧を高めることができ、繰り返される洗濯において縫い目における導通性が大きく損なわれることを防ぐことができる。
針間隔が5mmを超えると、繰り返される洗濯による織物の揉み効果や収縮により、縫い代が波打ったような形態をとる傾向が出てくる。このような形態においては、縫い目において織物間で接触していた導電糸が引き離れ、縫い目を挟む導通性が悪化する。従って、針間隔を短くすることで繰り返される洗濯による織物の揉み効果や収縮による導電糸の引き離れを防止することができる。
一方、一定幅の縫い代にできるだけ多くのステッチを入れる程に洗濯による導電糸の引き離れが生じにくいが、縫製の作業負荷を考慮すると、針間隔を2mm以上とするのが好ましい。さらに、縫製作業性と表面抵抗値の洗濯耐久性をよりバランス良く達成するためには、針間隔を2mm以上3mm以下とすること好ましい。なお、ステッチ本数は縫い代幅と針間隔によって決定される。
ここでいう針間隔とは、縫い代で並行する2本の縫い目の垂線方向の距離のことであり、縫い目方向にランダムに選出した5箇所の間隔を、0.5mmの精度で測定可能な定規を用いて測定し、小数点第一位を四捨五入した値を相加平均で算出した値である。相加平均とは、測定した全ての値を加算し、データの個数(n数)で除して算出される値のことである。なお、縫い目が真っ直ぐな線でない場合、縫い目の縫い方向を示す中心軸線を仮想し、その中心軸線から引いた垂線が他方の中心軸線と交わるまでの距離が針間隔となる。例えばジグザグ模様を形成する場合は、その幅の中央を通る線が中心軸線となる。
本発明の縫製品の第2の態様は、上記のような織物を縫合する際に、縫い代における生地の重ね合わせ枚数を5枚以上としたものである。重ね合わせ枚数とは、縫い目で針が貫通する生地の枚数のことであり、例えば縫い目にパイピングテープを使用した場合においてテープの枚数は数えるものとする。
縫い代における生地の重ね合わせ枚数を5枚以上にすることで、縫合部分における織物同士の接着圧を高めることができ、繰り返される洗濯によって縫い目における導通性が大きく損なわれることを防ぐことができる。すなわち、洗濯後に縫い目を挟んで測定しても表面抵抗値の増加が抑えられている。縫い代の重ね合わせ枚数が5枚に満たない縫合では、洗濯による揉み効果で縫い目の締め付けが不充分になったり、織物の収縮によるパッカリングが発生する可能性が高くなる。このため、導電糸接触の引き離れが発生し、縫い目を挟む表面抵抗値が極端に増加する。なお、縫い代の重ね合わせ枚数が8枚以上になると、導電糸間の接触圧が強固になるため、縫い目を挟む表面抵抗値は低下し、好ましい状態である一方、縫合部の厚みおよび剛性が大きくなるため、着用時における不快感が増大しやすい。したがって、該重ね合わせ枚数は7枚以下であることが好ましい。
縫い目における生地の重ね方は、特に限定されるものではない。例えば、図5示すような三巻き縫い(j)、パイピング(k)、インターロック(l)、袋縫い(m)などの縫合方法が挙げられる。また、その他の巻き縫い、およびパイピング、または折り伏せ縫いや袋縫い等をベースとする変化縫合法であっても重ね合わせ枚数を5枚以上とするものであればよい。しかしながら、強度および縫合負荷の観点からは、三巻き縫いが好ましい。
なお、縫合方法の第1の態様を用いることにより、縫い代の重ね合わせ枚数が5枚に満たなくても目的とする表面抵抗値R≦1.0×1012Ωを達成することは可能であるが、第1の態様においても重ね合わせ枚数を多くすることで、繰り返し洗濯時の導通性をより高めることができる。すなわち本発明においては、第1の態様と第2の態様とを組み合わせて用いることでさらに大きな効果を奏する。具体的には、導電糸を経方向および緯方向のそれぞれ挿入し、格子状に間隔をあけて配列した織物を縫合するにあたり、縫い目において針間隔を5mm以下として2本以上のステッチを施し、かつ、縫い代において生地の重ね合わせ枚数を5枚以上とすると、繰り返し洗濯を行っても、縫い目を挟む表面抵抗値がさらに増加(悪化)しにくい縫製品または衣服と成りうる。
また、ミシンの糸調子による糸締めを行うことでも、織物の接着強度を高め、縫い目を挟む2点間の表面抵抗値を低下させることが可能であるが、縫い縮みやパッカリングの発生原因となり易い。本発明の上記第1の態様や第2の態様によれば、このような縫い縮みやパッカリングの発生を防ぐことができる。
以上のような第1の態様および第2の態様において、縫い代幅は、導電性織物における導電糸のピッチによって決定するのがよい。好ましくは、縫い目方向と並行する導電糸を両織物の縫い代にそれぞれ2本以上入れ、かつ縫い代幅を5mm以上とする。縫い代幅は長くとるほど表面抵抗の悪化を防ぐことができるが、それだけ織物の製造コストが増加する。一方、縫い代幅が5mm未満になると縫製の作業負荷や縫い目強度の観点から好ましくない。また、縫い代における導電糸の数はそれぞれ2~5本にするのが好ましい。
縫い代の縫合は、本縫い、単環縫い、二重環縫い、縁かがり縫い、および偏平縫いからなる群から選ばれる縫合方法で実施する。「本縫い」は、一般的にミシンを利用して作られる縫い目で、縫い目の構成が一縫い毎に独立し、表裏の縫い目が同じであり、ほどけにくいという特徴がある縫い方である。「単環縫い」とは、縫い目が針糸一本だけで作られ、裏面は針糸のループが互いに連続して鎖目状となって続く縫い方である。「二重環縫い」は、上に斜糸、下にはルーパー糸があり、このルーパー糸と斜糸を互いに交錯させる縫い方である。この縫合方法は、糸が切れた場合でも縫い終わりの方から逆の方向に解かない限りほどけ難いという特徴があり、縫い目の強度も高く、伸縮性にも富む縫い方である。「縁かがり縫い」とは、布地の端を包むようにして縫う方法で、伸縮性に富むという特徴がある縫い方である。「偏平縫い」とは、通常フラットシーム縫いと呼ばれ、上の針糸、下のルーパー糸、および被せ糸という3種類の糸で縫い目が構成され、伸縮性に富み、強度に優れた確実な縫い目を作ることのできる縫い方である。これらの縫合方法は、良く知られた縫い方の代表でありこれらに限定されるものではなく、千鳥縫いなどの変化縫いに対しても効果は変わらない。
各ステッチにおいて、針振り幅は5mm以下(6針/3cm以上)が好ましい。5mmを超えると洗濯後の生地の波打ちの発生原因となり織物間の導通性の悪化に繋がる。より好ましくは3mm以下(10針/3cm以上)である。但し、1mm未満(30針/3cmより大きい)になると表面抵抗値の悪化は防がれるが作業上の負荷がより大きくなる。
そして、本発明においては、織物の縫合に捲縮糸を用いることが好ましい。捲縮糸を使用して形成された縫い目においては、捲縮糸の強い収縮回復力により、生地間の接圧が高まり、生地間の導通性も高まる。
捲縮糸としては、仮撚加工糸またはコンジュゲート(複合)化した潜在捲縮糸が好適に用いられる。また、捲縮糸の種類としては、ナイロンまたはポリエステルを始めとする1種または多種の熱可塑性ポリマーからなるマルチフィラメント糸が挙げられる。ミシンを用いて上糸と下糸から構成される縫い目を形成する場合は、上糸、下糸の片方または両方に捲縮糸を用いることができる。ただし、ミシンの構造上の問題で上糸に捲縮糸を用いると縫い目の形成が困難な場合は、下糸のみに捲縮糸を使用し、上糸には一般的なフィラメントまたはスパンのミシン糸を用いても何ら差し支えない。
捲縮糸の総繊度は特に限定されるものではないが、100~300デシテックスの捲縮ミシン糸を用いると充分な収縮回復力が得られ、縫い目を挟む2点における表面抵抗の洗濯耐久性も容易に達成される。すなわち、捲縮糸の総繊度が100デシテックス未満では本来の収縮回復力が充分に発揮されないため、洗濯後の縫い目の接圧が小さくなり、表面抵抗値が悪くなりやすい。逆に、300デシテックスを超過すると、収縮回復力は充分に発揮されるが、縫い糸が太繊度のため洗濯によって縫い目の部分にツリが発生し、外観不良となることがある。
繰り返し行われる洗濯により縫い目を挟む表面抵抗値(導通性)が悪化することをさらに防ぐ方法として、縫い代を全体的または部分的に融着させたりシームテープにより補強したりする手法が挙げられる。縫い代の全体または一部を融着させることで、縫合させた生地の縫い代に含まれる導電糸同士が圧着または融着し、接触がより強固になるために、衣服の縫い目を挟む表面抵抗を大幅に低下させることが可能となる。さらに、洗濯による生地収縮やパッカリングによる導電糸接触不良が発生しないので耐久性に非常に優れたものとなる。シームテープによっても、織物間の接触が強固になり、同様の効果が得られる。
縫い代の融着方法はなんら限定されず、重ね合わせた生地に加熱体(熱板など)を接触もしくは接近させたり、ホットエアーを与えて融着させる方法が挙げられる。しかし、熱板を接触させたりホットエアーを吹きかけたりした生地面は損傷が激しくなる場合があり、融着にも時間がかかるうえ、融着部の審美性に劣る場合もある。したがって、より好ましくはホーンを介して超音波振動を与えて加熱融着する方法が挙げられる。この方法を用いることで生地の融着が均一に行われるため、効率よく融着縫合することが可能で、審美上の問題も解消される。
融着においては、縫合する2枚の重ね合わせた生地の導電糸同士の交点が融着部に存在することが好ましい。導電糸同士の交点を含む部分を融着することにより、導電糸同士をより強固に圧着させることができ、さらには導電糸同士を融着させることができる。導電糸同士の交点を含む部分を融着しなくても、その周囲を融着することにより導電糸同士を圧着させることもできるが、縫い目の強度を考慮すると縫い代を全体的に融着することがより好ましい。導電糸同士の交点を含む部分を融着する場合、織物における導電糸間隔が広ければ融着幅を広くする必要があるが、少なくとも導電糸間隔と同等の幅で融着を行えば導電糸同士の交点が融着され、縫い目を挟む表面抵抗値を大幅に低下させることができる。なお生地を斜め(織物の経緯に対して斜め)にして縫合する場合は、縫い代で生地間の導電糸同士が交差する点が増えるため、融着幅を短くすることが可能となる。
縫糸による縫合に加えて融着処理を行う場合、基本的にその順序に制約はない。しかしながら、縫糸に熱可塑性成分を含んでいると融着処理時に縫糸が溶けて強度低下を起こすことがある。したがって、縫い目強度の観点から、融着処理後に縫い糸による縫合処理を行うことが好ましい。また、縫い糸による縫合は、片倒しコバステッチあるいは巻き縫いを併せて実施するのが好ましく、その他の折り伏せ縫いおよびパイピング、または袋縫い等をベースとする変化縫合法であっても、融着による導電糸接触が成されていれば、表面抵抗の洗濯耐久性は達成されるのでよい。シームテープを併用する場合も順序に制約はないが、シームテープを貼り合わせする前に融着処理を行った方が、生地厚が薄いため均一に融着処理できるので好ましい。
シームテープとしては、例えば、基布層に高融点のポリアミド系、ポリオレフィン系、ポリエステル系、ポリウレタン系等の樹脂類を使用し、接着層に低融点のポリアミド系、ポリオレフィン系、ポリエステル系、ポリウレタン系等の熱溶着樹脂を使用したホットメルト型の公知のシームテープを用いることができる。このようなシームテープを縫合部分に当接させ、高周波や超音波、熱プレス等により熱接着樹脂を溶着させる方法、もしくはホットエアー等により熱接着樹脂を溶融後接着させ目止めする方法、あるいは、ゴム系に代表される粘着型の接着剤を縫目部分に塗布して目止めするための基布を接着する方法などが使用できる。
上記した本発明によれば、縫製品は、静電気管理規格のIEC(国際電気標準会議)における61340-5-1,5-2に規定された要求特性を満たすものとなる。静電気管理規格のIEC(国際電気標準会議)における61340-5-1,5-2に規定された要求特性は、「23℃・25%RH温調環境下で、少なくとも縫い目を1つ挟む斜め方向に30cm離れた2点間の、印加電圧10Vまたは100Vにおける表面抵抗値を測定したときに、その表面抵抗値Rが1.0×1012Ω以下である」を満たすというものである。なお、印加電圧は、試験体の表面抵抗によって選択されるものであり、105Ω以下の領域では10Vを、106Ω以上の領域では100Vを選択する。
この要求特性をより確実に達成するために、縫い合わせる織物は、縫い目を挟まないように変更した以外はIEC(国際電気標準会議)61340-5-1,5-2と同様にした測定で、表面抵抗値RがR≦1.0×1012Ωであることが好ましい。静電気拡散性を考慮すると、かかる測定におけるRは1.0×1010Ω以下であることがさらに好ましく1.0×106Ω~1.0×109Ωであることがもっとも好ましい。上記のような範囲であれば効率よく素早く静電気を拡散させ、かつ帯電体からのスパーク感電を防ぐことができ、制電作業着や防塵衣用途として好適に用いることが可能となる。
以上のような本発明の縫製品は、洗濯耐久性に優れるため、衣服等として好適に用いられる。すなわち、繰り返し洗濯された後、いかなる部分に静電気が発生しても、織物、衣服全体が安定的に導通しているので、導電糸からのコロナ放電またはアースが積極的に行われる。
次に実施例を挙げて本発明を具体的に説明するが、本発明はこれら実施例に何ら限定されるものではない。なお、本発明における各種測定法は下記の通りである。
[縫い目の針間隔]
衣服の縫い目における並行する2本のステッチの垂線方向の距離について、縫い目方向にランダムに抽出した5箇所(n=5)の間隔を、0.5mmの精度で測定可能な定規を用いて測定し、相加平均で算出された値の小数点第一位を四捨五入して整数に丸めた。相加平均とは、測定した全ての値を加算し、データの個数(n数)で除して算出される値のことである。
[表面抵抗値]
IEC(国際電気標準会議)61340-5-1,5-2規定に基づき、下記の通り測定した。
[縫い目の針間隔]
衣服の縫い目における並行する2本のステッチの垂線方向の距離について、縫い目方向にランダムに抽出した5箇所(n=5)の間隔を、0.5mmの精度で測定可能な定規を用いて測定し、相加平均で算出された値の小数点第一位を四捨五入して整数に丸めた。相加平均とは、測定した全ての値を加算し、データの個数(n数)で除して算出される値のことである。
[表面抵抗値]
IEC(国際電気標準会議)61340-5-1,5-2規定に基づき、下記の通り測定した。
ミシンで所定の縫合を行い、衣服(ブルゾン)を作成する。その後、表面抵抗値測定器(トレック・ジャパン株式会社 Model152AP-5P)を使用して、環境温室度が23℃、25%RHの試験室で、縫製品の縫い目を挟む30cm離れた二点間に測定プローブをのせ、印加電圧100Vにおける表面電気抵抗値を測定する。このとき、織物試料の同軸の導電糸を含まないように斜め方向の二点をとる。これを任意の3箇所について繰り返し、その相加平均とした。図3に縫製後の概略図、図4に表面電気抵抗値測定の概略図を示す。
(実施例1)
地組織を形成する経糸にポリエステル仮撚加工糸(84デシテックス-36フィラメント)の2本双糸、緯糸にポリエステル仮撚加工糸(334デシテックス-96フィラメント)を用い、経糸導電糸および緯糸導電糸として図2の表面露出型繊維からなる導電糸(84デシテックス-9フィラメント)を使用した。地組織を平織(片マット)として、経糸導電糸をドビー織りで地経糸24本に1本の割合(ピッチ5mm)で配列させ、表2本飛ばし、裏1本飛ばしで図1のような組織とした。また、緯糸導電糸は緯二重組織で地緯糸11本に1本の割合(ピッチ5mm)で挿入して地緯糸の上に配置させ(すなわち浮糸となっている)、表3本飛ばし、裏1本飛ばしで図1のような組織体とした。このように経密度が141本/2.54cm、緯密度が57本/2.54cmの生機を作製した。この生機を常法に従い精練、染色、仕上げを行い、仕上経密度が153本/2.54cm、緯密度が62本/2.54cmの織物を得た。
地組織を形成する経糸にポリエステル仮撚加工糸(84デシテックス-36フィラメント)の2本双糸、緯糸にポリエステル仮撚加工糸(334デシテックス-96フィラメント)を用い、経糸導電糸および緯糸導電糸として図2の表面露出型繊維からなる導電糸(84デシテックス-9フィラメント)を使用した。地組織を平織(片マット)として、経糸導電糸をドビー織りで地経糸24本に1本の割合(ピッチ5mm)で配列させ、表2本飛ばし、裏1本飛ばしで図1のような組織とした。また、緯糸導電糸は緯二重組織で地緯糸11本に1本の割合(ピッチ5mm)で挿入して地緯糸の上に配置させ(すなわち浮糸となっている)、表3本飛ばし、裏1本飛ばしで図1のような組織体とした。このように経密度が141本/2.54cm、緯密度が57本/2.54cmの生機を作製した。この生機を常法に従い精練、染色、仕上げを行い、仕上経密度が153本/2.54cm、緯密度が62本/2.54cmの織物を得た。
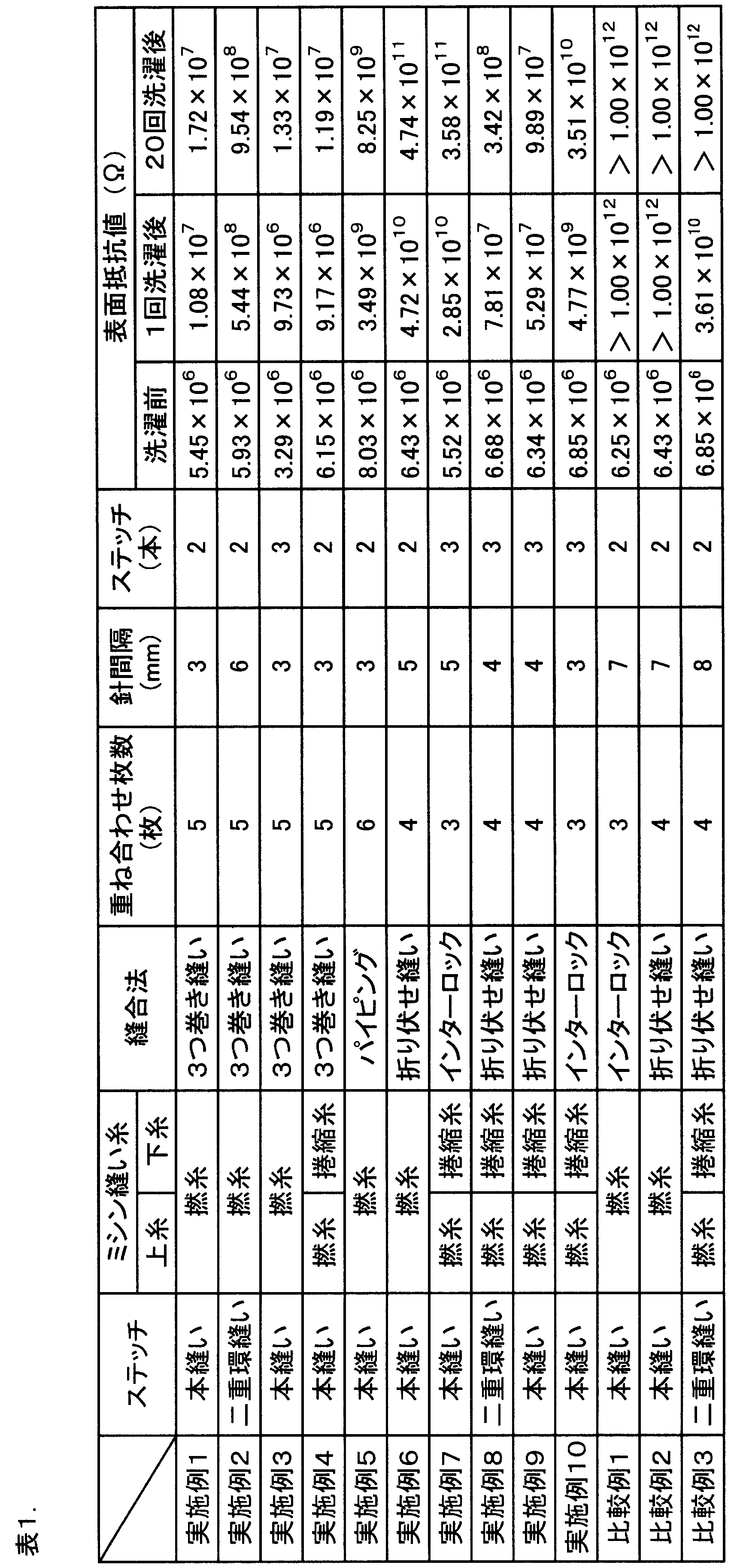
得られた織物を用いて、縫い代幅を15mmとし、本縫いミシンで、縫い糸に60番手フィラメントの撚糸を用い、三巻き縫い(図5(j)参照)および針間隔3mmで、ステッチ(縫い目)2本による縫合を行った。JIS L0217(1995) 103法による洗濯処理を1回および20回実施した後に、表面抵抗値を測定した。各種データを表1に記す。
(実施例2)
実施例1で得られた織物を用いて、縫い代幅を15mmとし、二重環縫いミシンで、縫い糸に60番手フィラメントの撚糸を用い、三巻き縫い(図5(j)参照)および針間隔6mmで、ステッチ(縫い目)2本による縫合を行った。実施例1と同条件で洗濯処理を行った後に、表面抵抗値を測定した。各種データを表1に記す。
実施例1で得られた織物を用いて、縫い代幅を15mmとし、二重環縫いミシンで、縫い糸に60番手フィラメントの撚糸を用い、三巻き縫い(図5(j)参照)および針間隔6mmで、ステッチ(縫い目)2本による縫合を行った。実施例1と同条件で洗濯処理を行った後に、表面抵抗値を測定した。各種データを表1に記す。
(実施例3)
実施例1と同じ糸使いで、地組織を平織(片マット)として、経糸導電糸をドビー織りで地経糸48本に1本の割合(ピッチ10mm)で配列させ、表2本飛ばし、裏1本飛ばしで図1のような組織とした。また、緯糸導電糸は緯二重組織で地緯糸22本に1本の割合(ピッチ10mm)で挿入して地緯糸の上に配置させ(すなわち浮糸となっている)、表3本飛ばし、裏1本飛ばしで図1のような組織とした。このようにして、経密度が141本/2.54cm、緯密度が57本/2.54cmの生機を作製した。この生機を常法に従い精練、染色、仕上げを行い、仕上経密度が153本/2.54cm、緯密度が62本/2.54cmの織物を得た。
実施例1と同じ糸使いで、地組織を平織(片マット)として、経糸導電糸をドビー織りで地経糸48本に1本の割合(ピッチ10mm)で配列させ、表2本飛ばし、裏1本飛ばしで図1のような組織とした。また、緯糸導電糸は緯二重組織で地緯糸22本に1本の割合(ピッチ10mm)で挿入して地緯糸の上に配置させ(すなわち浮糸となっている)、表3本飛ばし、裏1本飛ばしで図1のような組織とした。このようにして、経密度が141本/2.54cm、緯密度が57本/2.54cmの生機を作製した。この生機を常法に従い精練、染色、仕上げを行い、仕上経密度が153本/2.54cm、緯密度が62本/2.54cmの織物を得た。
得られた織物を用いて、縫い代幅を30mmとし、本縫いミシンで、縫い糸に60番手フィラメントの撚糸を用い、三巻き縫い(図5(j)参照)および針間隔いずれも3mmで、ステッチ(縫い目)3本による縫合を行った。JISL0217(1995) 103法による洗濯処理を1回および20回実施した後に、表面抵抗値を測定した。各種データを表1に記す。
(実施例4)
実施例1で得られた織物を用いて、縫い代幅を15mmとし、本縫いミシンで、縫い糸に60番手フィラメントの撚糸(上糸)および220デシテックスの捲縮糸(下糸)を用い、三巻き縫い(図5(j)参照)および針間隔いずれも3mmとして、ステッチ(縫い目)2本による縫合を行った。JISL0217(1995) 103法による洗濯処理を1回および20回実施した後に、表面抵抗値を測定した。各種データを表1に記す。
実施例1で得られた織物を用いて、縫い代幅を15mmとし、本縫いミシンで、縫い糸に60番手フィラメントの撚糸(上糸)および220デシテックスの捲縮糸(下糸)を用い、三巻き縫い(図5(j)参照)および針間隔いずれも3mmとして、ステッチ(縫い目)2本による縫合を行った。JISL0217(1995) 103法による洗濯処理を1回および20回実施した後に、表面抵抗値を測定した。各種データを表1に記す。
(実施例5)
実施例1で得られた織物を用いて、縫い代幅を15mmとし、本縫いミシンで、縫い糸に60番手フィラメントの撚糸を用い、バイアステープでパイピング(図5(k)参照)および針間隔3mmで、ステッチ(縫い目)2本による縫合を行った。JISL0217(1995) 103法による洗濯処理を1回および20回実施した後に、表面抵抗値を測定した。各種データを表1に記す。
実施例1で得られた織物を用いて、縫い代幅を15mmとし、本縫いミシンで、縫い糸に60番手フィラメントの撚糸を用い、バイアステープでパイピング(図5(k)参照)および針間隔3mmで、ステッチ(縫い目)2本による縫合を行った。JISL0217(1995) 103法による洗濯処理を1回および20回実施した後に、表面抵抗値を測定した。各種データを表1に記す。
(実施例6)
実施例1で得られた織物を用いて、縫い代幅を15mmとし、本縫いミシンで、縫い糸に60番手フィラメントの撚糸を用い、折り伏せ縫い(図4(H)参照)および針間隔5mmで、ステッチ(縫い目)2本による縫合を行った。JISL0217(1995) 103法による洗濯処理を1回および20回実施した後に、表面抵抗値を測定した。各種データを表1に記す。
実施例1で得られた織物を用いて、縫い代幅を15mmとし、本縫いミシンで、縫い糸に60番手フィラメントの撚糸を用い、折り伏せ縫い(図4(H)参照)および針間隔5mmで、ステッチ(縫い目)2本による縫合を行った。JISL0217(1995) 103法による洗濯処理を1回および20回実施した後に、表面抵抗値を測定した。各種データを表1に記す。
(実施例7)
実施例1で得られた織物を用いて、縫い代幅を15mmとし、インターロックおよびコバ縫い(図5(l)参照)で縫い糸の上糸に60番手フィラメントの撚糸、下糸に220デシテックスの捲縮糸を使用して、針間隔5mmで、ステッチ(縫い目)3本による縫合を行った。JISL0217(1995) 103法による洗濯処理を1回および20回実施した後に実施例1と同条件で洗濯処理を行った後に、表面抵抗値を測定した。各種データを表1に記す。
実施例1で得られた織物を用いて、縫い代幅を15mmとし、インターロックおよびコバ縫い(図5(l)参照)で縫い糸の上糸に60番手フィラメントの撚糸、下糸に220デシテックスの捲縮糸を使用して、針間隔5mmで、ステッチ(縫い目)3本による縫合を行った。JISL0217(1995) 103法による洗濯処理を1回および20回実施した後に実施例1と同条件で洗濯処理を行った後に、表面抵抗値を測定した。各種データを表1に記す。
(実施例8)
実施例1で得られた織物を用いて、縫い代幅を15mmとし、二重環縫いミシンを用いて、縫い糸に60番手フィラメントの撚糸(上糸)および220デシテックスの捲縮糸(下糸)を使用して、折り伏せ縫い(図4(H)参照)および針間隔4mmで、ステッチ(縫い目)3本による縫合を行った。JIS L0217(1995) 103法による洗濯処理を1回および20回実施した後に、表面抵抗値を測定した。各種データを表1に記す。
実施例1で得られた織物を用いて、縫い代幅を15mmとし、二重環縫いミシンを用いて、縫い糸に60番手フィラメントの撚糸(上糸)および220デシテックスの捲縮糸(下糸)を使用して、折り伏せ縫い(図4(H)参照)および針間隔4mmで、ステッチ(縫い目)3本による縫合を行った。JIS L0217(1995) 103法による洗濯処理を1回および20回実施した後に、表面抵抗値を測定した。各種データを表1に記す。
(実施例9)
実施例1で得られた織物を用いて、縫い代幅を15mmとし、本縫いミシンを用いて、縫い糸に60番手フィラメントの撚糸(上糸)および220デシテックスの捲縮糸(下糸)を使用して、折り伏せ縫い(図4(H)参照)および針間隔4mmで、ステッチ(縫い目)3本による縫合を行った。JISL0217(1995) 103法による洗濯処理を1回および20回実施した後に、表面抵抗値を測定した。各種データを表1に記す。
実施例1で得られた織物を用いて、縫い代幅を15mmとし、本縫いミシンを用いて、縫い糸に60番手フィラメントの撚糸(上糸)および220デシテックスの捲縮糸(下糸)を使用して、折り伏せ縫い(図4(H)参照)および針間隔4mmで、ステッチ(縫い目)3本による縫合を行った。JISL0217(1995) 103法による洗濯処理を1回および20回実施した後に、表面抵抗値を測定した。各種データを表1に記す。
(実施例10)
実施例1で得られた織物を用いて、縫い代幅を15mmとし、インターロックおよびコバ縫い(図5(l)参照)で縫い糸の上糸に60番手フィラメントの撚糸、下糸に220デシテックスの捲縮糸を使用して、針間隔3mmで、ステッチ(縫い目)3本による縫合を行った。JISL0217(1995) 103法による洗濯処理を1回および20回実施した後に実施例1と同条件で洗濯処理を行った後に、表面抵抗値を測定した。各種データを表1に記す。
実施例1で得られた織物を用いて、縫い代幅を15mmとし、インターロックおよびコバ縫い(図5(l)参照)で縫い糸の上糸に60番手フィラメントの撚糸、下糸に220デシテックスの捲縮糸を使用して、針間隔3mmで、ステッチ(縫い目)3本による縫合を行った。JISL0217(1995) 103法による洗濯処理を1回および20回実施した後に実施例1と同条件で洗濯処理を行った後に、表面抵抗値を測定した。各種データを表1に記す。
(比較例1)
実施例1で得られた織物を用いて、縫い代幅を15mmとし、本縫いミシンで、縫い糸に60番手フィラメントの撚糸を用い、インターロックおよびコバ縫い(図5(l)参照)、針間隔7mmで、ステッチ(縫い目)2本による縫合を行った。JISL0217(1995) 103法による洗濯処理を1回および20回実施した後に、表面抵抗値を測定した。各種データを表1に記す。
実施例1で得られた織物を用いて、縫い代幅を15mmとし、本縫いミシンで、縫い糸に60番手フィラメントの撚糸を用い、インターロックおよびコバ縫い(図5(l)参照)、針間隔7mmで、ステッチ(縫い目)2本による縫合を行った。JISL0217(1995) 103法による洗濯処理を1回および20回実施した後に、表面抵抗値を測定した。各種データを表1に記す。
(比較例2)
実施例1で得られた織物を用いて、縫い代幅を15mmとし、本縫いミシンで、縫い糸に60番手フィラメントの撚糸を用い、折り伏せ縫い(図4(H)参照)および針間隔7mmで、ステッチ(縫い目)2本による縫合を行った。JISL0217(1995) 103法による洗濯処理を1回および20回実施した後に、表面抵抗値を測定した。各種データを表1に記す。
実施例1で得られた織物を用いて、縫い代幅を15mmとし、本縫いミシンで、縫い糸に60番手フィラメントの撚糸を用い、折り伏せ縫い(図4(H)参照)および針間隔7mmで、ステッチ(縫い目)2本による縫合を行った。JISL0217(1995) 103法による洗濯処理を1回および20回実施した後に、表面抵抗値を測定した。各種データを表1に記す。
(比較例3)
実施例1で得られた織物を用いて、縫い代幅を20mmとし、本縫いミシンを用いて、縫い糸に60番手フィラメントの撚糸(上糸)および220デシテックスの捲縮糸(下糸)を使用して、折り伏せ縫い(図4(H)参照)および針間隔8mmで、ステッチ(縫い目)2本による縫合を行った。実施例1と同条件で洗濯処理を行った後に、表面抵抗値を測定した。各種データを表1に記す。
実施例1で得られた織物を用いて、縫い代幅を20mmとし、本縫いミシンを用いて、縫い糸に60番手フィラメントの撚糸(上糸)および220デシテックスの捲縮糸(下糸)を使用して、折り伏せ縫い(図4(H)参照)および針間隔8mmで、ステッチ(縫い目)2本による縫合を行った。実施例1と同条件で洗濯処理を行った後に、表面抵抗値を測定した。各種データを表1に記す。
以上のような本発明の縫製品は、ユニフォーム、帽子、防塵衣などの衣服や、その他の防帯電を必要とする縫製品に好適に利用できる。
Claims (6)
- 導電糸が経方向および緯方向のそれぞれに挿入され格子状に間隔をあけて配列された織物を縫合した縫製品であって、少なくとも1ヶ所の縫い目において2本以上のステッチが施され、そのステッチの間隔が5mm以下であり、かつ、JISL0217(1995) 103法による洗濯処理を実施した後にIEC(国際電気標準会議)61340-5-1,5-2規定に基づく測定法(23℃・25%RHの温調環境下)で測定した、少なくとも縫い目を1つ挟む30cm離れた2点間の表面抵抗値(R)がR≦1.0×1012Ωであることを特徴とする縫製品。
- 前記少なくとも1ヶ所の縫い目において3本以上のステッチが施され、前記ステッチ間隔が3mm以下である、請求項1に記載の縫製品。
- 導電糸が経方向および緯方向のそれぞれに挿入され格子状に間隔をあけて配列された織物を縫合した縫製品であって、少なくとも1ヶ所の縫い目において、縫い代の生地の重ね合わせ枚数が5枚以上であり、かつ、JISL0217(1995) 103法による洗濯処理実施した後にIEC(国際電気標準会議)61340-5-1,5-2規定に基づく測定法(23℃・25%RHの温調環境下)で測定した、少なくとも縫い目を1つ挟む30cm離れた2点間の表面抵抗値(R)がR≦1.0×1012Ωであることを特徴とする縫製品。
- 格子状に間隔をあけて配列された導電糸のピッチが経方向および緯方向ともに1~20mmの範囲内である、請求項1~3のいずれかに記載の縫製品。
- 縫い糸として捲縮糸が用いられている、請求項1~4のいずれかに記載の縫製品。
- 請求項1~5のいずれかに記載の縫製品からなる衣服。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2008801244275A CN101909469A (zh) | 2008-01-11 | 2008-12-25 | 缝制品及衣服 |
| EP08869297.5A EP2241206A4 (en) | 2008-01-11 | 2008-12-25 | Sewed product and garment |
| US12/812,307 US8393282B2 (en) | 2008-01-11 | 2008-12-25 | Sewn product and clothes |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008-004053 | 2008-01-11 | ||
| JP2008004053A JP2009167538A (ja) | 2008-01-11 | 2008-01-11 | 導電性織物の縫合方法およびその方法を用いてなる導電性衣服 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009087914A1 true WO2009087914A1 (ja) | 2009-07-16 |
Family
ID=40853038
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2008/073599 WO2009087914A1 (ja) | 2008-01-11 | 2008-12-25 | 縫製品および衣服 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8393282B2 (ja) |
| EP (1) | EP2241206A4 (ja) |
| JP (1) | JP2009167538A (ja) |
| CN (1) | CN101909469A (ja) |
| WO (1) | WO2009087914A1 (ja) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20120199056A1 (en) * | 2011-01-20 | 2012-08-09 | Yakup Bayram | Conformal electronic device |
| CN102150953A (zh) * | 2011-03-25 | 2011-08-17 | 山东如意科技集团有限公司 | 一种具有可塑性的服装 |
| JP5436491B2 (ja) * | 2011-05-20 | 2014-03-05 | 北陸エステアール協同組合 | 面状発熱体 |
| US20130255103A1 (en) * | 2012-04-03 | 2013-10-03 | Nike, Inc. | Apparel And Other Products Incorporating A Thermoplastic Polymer Material |
| US9582072B2 (en) | 2013-09-17 | 2017-02-28 | Medibotics Llc | Motion recognition clothing [TM] with flexible electromagnetic, light, or sonic energy pathways |
| US9588582B2 (en) | 2013-09-17 | 2017-03-07 | Medibotics Llc | Motion recognition clothing (TM) with two different sets of tubes spanning a body joint |
| US9974170B1 (en) * | 2015-05-19 | 2018-05-15 | Apple Inc. | Conductive strands for fabric-based items |
| US10514772B1 (en) | 2016-09-15 | 2019-12-24 | Apple Inc. | Keyboard with touch sensor illumination |
| US11060212B2 (en) | 2016-10-04 | 2021-07-13 | Nike, Inc. | Textiles and garments formed using yarns space-treated with functional finishes |
| DE102016224568A1 (de) * | 2016-12-09 | 2018-06-14 | Robert Bosch Gmbh | Verfahren zur Herstellung einer leitfähigen Verbindung zwischen zumindest zwei Textil- und/oder Bekleidungseinheiten |
| US20220254533A1 (en) * | 2019-07-05 | 2022-08-11 | Medical-Aid Co., Ltd. | Electromagnetic wave protector |
| WO2021026033A1 (en) | 2019-08-02 | 2021-02-11 | Nike, Inc. | An upper for an article of footwear |
| US11952087B2 (en) | 2020-12-11 | 2024-04-09 | Alessandra E. Myslinski | Smart apparel and backpack system |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55135014U (ja) | 1979-03-19 | 1980-09-25 | ||
| JPS58160209U (ja) | 1982-04-15 | 1983-10-25 | ミドリ安全工業株式会社 | 静電気帯電防止用の被服 |
| JPS63249705A (ja) * | 1987-04-03 | 1988-10-17 | 帝人株式会社 | 帯電防止衣服 |
| JPH09250007A (ja) * | 1996-03-14 | 1997-09-22 | Teijin Ltd | 制電衣服 |
| JPH11350296A (ja) * | 1998-03-31 | 1999-12-21 | Seiren Co Ltd | 導通性及び制電性に優れた織物並びに防塵衣 |
| JP2001073207A (ja) * | 1999-08-31 | 2001-03-21 | Teijin Ltd | 制電衣服 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55135014A (en) | 1979-04-11 | 1980-10-21 | Nikkei:Kk | Transfer apparatus for tile, etc. |
| JPS58160209A (ja) | 1982-03-05 | 1983-09-22 | 日立バッテリ−販売サ−ビス株式会社 | 包装装置のシ−ラかみ込み防止装置及びその方法 |
| DE3214836C2 (de) * | 1982-04-21 | 1987-02-12 | Ifm Electronic Gmbh, 4300 Essen | Elektronisches, vorzugsweise berührungslos arbeitendes Schaltgerät |
| US4776160A (en) * | 1987-05-08 | 1988-10-11 | Coats & Clark, Inc. | Conductive yarn |
| US5105056A (en) * | 1990-10-26 | 1992-04-14 | Schlegel Corporation | Electromagentic shielding with discontinuous adhesive |
| US5335372A (en) * | 1992-03-12 | 1994-08-09 | Rotecno Ag | Article of clothing, in particular for the medical or chemical field |
| US8801681B2 (en) * | 1995-09-05 | 2014-08-12 | Argentum Medical, Llc | Medical device |
| CA2219848C (en) * | 1996-12-26 | 2001-07-31 | David L. Banks | Static electricity dissipation garment |
| GB9803927D0 (en) * | 1998-02-26 | 1998-04-22 | Fenland Laundries Limited | Dissipation of static electricity in workwear |
| US6432850B1 (en) | 1998-03-31 | 2002-08-13 | Seiren Co., Ltd. | Fabrics and rust proof clothes excellent in conductivity and antistatic property |
| US6710303B1 (en) * | 2002-11-13 | 2004-03-23 | W.E.T. Automotive Systems Ag | Intermediate electrical connecting device for seat-heating systems |
| DE102004046579A1 (de) * | 2004-09-23 | 2006-04-06 | Nordenia Deutschland Emsdetten Gmbh | Flexibler Schüttgutbehälter |
| US8283602B2 (en) * | 2007-03-19 | 2012-10-09 | Augustine Temperature Management LLC | Heating blanket |
-
2008
- 2008-01-11 JP JP2008004053A patent/JP2009167538A/ja active Pending
- 2008-12-25 US US12/812,307 patent/US8393282B2/en active Active
- 2008-12-25 EP EP08869297.5A patent/EP2241206A4/en not_active Withdrawn
- 2008-12-25 WO PCT/JP2008/073599 patent/WO2009087914A1/ja active Application Filing
- 2008-12-25 CN CN2008801244275A patent/CN101909469A/zh active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55135014U (ja) | 1979-03-19 | 1980-09-25 | ||
| JPS58160209U (ja) | 1982-04-15 | 1983-10-25 | ミドリ安全工業株式会社 | 静電気帯電防止用の被服 |
| JPS63249705A (ja) * | 1987-04-03 | 1988-10-17 | 帝人株式会社 | 帯電防止衣服 |
| JPH09250007A (ja) * | 1996-03-14 | 1997-09-22 | Teijin Ltd | 制電衣服 |
| JPH11350296A (ja) * | 1998-03-31 | 1999-12-21 | Seiren Co Ltd | 導通性及び制電性に優れた織物並びに防塵衣 |
| JP2001073207A (ja) * | 1999-08-31 | 2001-03-21 | Teijin Ltd | 制電衣服 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2241206A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20100287679A1 (en) | 2010-11-18 |
| JP2009167538A (ja) | 2009-07-30 |
| EP2241206A4 (en) | 2018-01-24 |
| US8393282B2 (en) | 2013-03-12 |
| EP2241206A1 (en) | 2010-10-20 |
| CN101909469A (zh) | 2010-12-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2009087914A1 (ja) | 縫製品および衣服 | |
| JP5326316B2 (ja) | 導電性織物の縫合方法およびそれを用いてなる導電性衣服 | |
| JP5298840B2 (ja) | 織物およびそれを用いてなる衣服 | |
| JP2017141539A (ja) | 伸縮性コアヤーン及びその製造方法 | |
| JP6487228B2 (ja) | 難燃制電性布帛及び衣服 | |
| JP3880743B2 (ja) | 導通性及び制電性に優れた織物並びに防塵衣 | |
| JP2013104161A (ja) | 織物 | |
| JP2010047847A (ja) | 衣服 | |
| JP5221628B2 (ja) | 長短複合紡績糸織物及び製品 | |
| JP2615109B2 (ja) | 扁平状紡績糸の製造方法 | |
| Chakraborty | Strength properties of fabrics: understanding, testing and enhancing fabric strength | |
| EP4324969A1 (en) | Freely cropped warp-knitted fabric and use thereof | |
| JP2014205927A (ja) | 熱融着性複合糸およびこれを用いた織編物 | |
| WO2021186943A1 (ja) | 導電性複合加工糸並びに織物及び衣服 | |
| WO2023136107A1 (ja) | ほつれ防止織物 | |
| JPH0197229A (ja) | 伸縮シェニール糸 | |
| WO2022215289A1 (ja) | 制電性経編地 | |
| JP2020051008A (ja) | フリーカット性経編地 | |
| JPH11158751A (ja) | 地割れ調の外観を呈する接着芯地 | |
| WO2024195775A1 (ja) | 編物 | |
| JPH03269131A (ja) | 制電性複合糸 | |
| JP3226801B2 (ja) | 芯地用基布及びその製造方法 | |
| JP2022038832A (ja) | 仮撚複合加工糸および編地 | |
| JPH01174630A (ja) | 縫糸 | |
| CN108342813A (zh) | 一种高强度多层立体织物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200880124427.5 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 08869297 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12812307 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2008869297 Country of ref document: EP |