WO2008129048A1 - Verfahren zur herstellung von gebleichten holzpartikeln und hellen bis weissen holzwerkstoffen - Google Patents
Verfahren zur herstellung von gebleichten holzpartikeln und hellen bis weissen holzwerkstoffen Download PDFInfo
- Publication number
- WO2008129048A1 WO2008129048A1 PCT/EP2008/054879 EP2008054879W WO2008129048A1 WO 2008129048 A1 WO2008129048 A1 WO 2008129048A1 EP 2008054879 W EP2008054879 W EP 2008054879W WO 2008129048 A1 WO2008129048 A1 WO 2008129048A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- wood
- white
- wood particles
- light
- bleached
- Prior art date
Links
- 239000002023 wood Substances 0.000 title claims abstract description 116
- 239000002245 particle Substances 0.000 title claims abstract description 71
- 238000000034 method Methods 0.000 title claims abstract description 47
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 41
- 239000000463 material Substances 0.000 title claims abstract description 37
- 239000000203 mixture Substances 0.000 claims description 44
- 239000007844 bleaching agent Substances 0.000 claims description 42
- 238000004061 bleaching Methods 0.000 claims description 29
- 235000009414 Elaeocarpus kirtonii Nutrition 0.000 claims description 19
- 235000013584 Tabebuia pallida Nutrition 0.000 claims description 19
- 239000002994 raw material Substances 0.000 claims description 19
- 229920002678 cellulose Polymers 0.000 claims description 15
- 239000001913 cellulose Substances 0.000 claims description 15
- GRWZHXKQBITJKP-UHFFFAOYSA-N dithionous acid Chemical class OS(=O)S(O)=O GRWZHXKQBITJKP-UHFFFAOYSA-N 0.000 claims description 11
- 239000012463 white pigment Substances 0.000 claims description 11
- LSNNMFCWUKXFEE-UHFFFAOYSA-L sulfite Chemical class [O-]S([O-])=O LSNNMFCWUKXFEE-UHFFFAOYSA-L 0.000 claims description 10
- 230000003287 optical effect Effects 0.000 claims description 9
- 150000003839 salts Chemical class 0.000 claims description 8
- 238000000227 grinding Methods 0.000 claims description 7
- LSNNMFCWUKXFEE-UHFFFAOYSA-N Sulfurous acid Chemical class OS(O)=O LSNNMFCWUKXFEE-UHFFFAOYSA-N 0.000 claims description 5
- 150000001447 alkali salts Chemical class 0.000 claims description 5
- 150000003455 sulfinic acids Chemical class 0.000 claims description 5
- 238000002360 preparation method Methods 0.000 claims description 3
- 239000010902 straw Substances 0.000 claims description 2
- BUUPQKDIAURBJP-UHFFFAOYSA-N sulfinic acid Chemical compound OS=O BUUPQKDIAURBJP-UHFFFAOYSA-N 0.000 claims description 2
- UNXRWKVEANCORM-UHFFFAOYSA-I triphosphate(5-) Chemical class [O-]P([O-])(=O)OP([O-])(=O)OP([O-])([O-])=O UNXRWKVEANCORM-UHFFFAOYSA-I 0.000 claims description 2
- 241000199223 Elaeocarpus kirtonii Species 0.000 claims 7
- 239000000835 fiber Substances 0.000 description 28
- 239000003292 glue Substances 0.000 description 22
- 229920002522 Wood fibre Polymers 0.000 description 18
- 230000000052 comparative effect Effects 0.000 description 18
- 239000002025 wood fiber Substances 0.000 description 18
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 16
- 244000236151 Tabebuia pallida Species 0.000 description 12
- 241000294754 Macroptilium atropurpureum Species 0.000 description 11
- 241000218657 Picea Species 0.000 description 10
- 238000009472 formulation Methods 0.000 description 10
- -1 dithionites Chemical class 0.000 description 7
- 239000004408 titanium dioxide Substances 0.000 description 7
- 235000010215 titanium dioxide Nutrition 0.000 description 7
- 239000007864 aqueous solution Substances 0.000 description 6
- 239000000049 pigment Substances 0.000 description 6
- 241000196324 Embryophyta Species 0.000 description 5
- 239000006185 dispersion Substances 0.000 description 5
- 239000000243 solution Substances 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 4
- 229920000877 Melamine resin Polymers 0.000 description 4
- 238000004026 adhesive bonding Methods 0.000 description 4
- 239000011093 chipboard Substances 0.000 description 4
- 239000000047 product Substances 0.000 description 4
- 240000000731 Fagus sylvatica Species 0.000 description 3
- 235000010099 Fagus sylvatica Nutrition 0.000 description 3
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 3
- 239000002253 acid Substances 0.000 description 3
- 229910052783 alkali metal Inorganic materials 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- KRKNYBCHXYNGOX-UHFFFAOYSA-N citric acid Chemical compound OC(=O)CC(O)(C(O)=O)CC(O)=O KRKNYBCHXYNGOX-UHFFFAOYSA-N 0.000 description 3
- 229910052708 sodium Inorganic materials 0.000 description 3
- 239000011734 sodium Substances 0.000 description 3
- 230000008961 swelling Effects 0.000 description 3
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- CDBYLPFSWZWCQE-UHFFFAOYSA-L Sodium Carbonate Chemical compound [Na+].[Na+].[O-]C([O-])=O CDBYLPFSWZWCQE-UHFFFAOYSA-L 0.000 description 2
- RAHZWNYVWXNFOC-UHFFFAOYSA-N Sulphur dioxide Chemical compound O=S=O RAHZWNYVWXNFOC-UHFFFAOYSA-N 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- 239000002585 base Substances 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 2
- 150000004649 carbonic acid derivatives Chemical class 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 239000007857 degradation product Substances 0.000 description 2
- 230000029087 digestion Effects 0.000 description 2
- GRWZHXKQBITJKP-UHFFFAOYSA-L dithionite(2-) Chemical compound [O-]S(=O)S([O-])=O GRWZHXKQBITJKP-UHFFFAOYSA-L 0.000 description 2
- 239000000975 dye Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000011094 fiberboard Substances 0.000 description 2
- 239000002657 fibrous material Substances 0.000 description 2
- SBGKURINHGJRFN-UHFFFAOYSA-N hydroxymethanesulfinic acid Chemical compound OCS(O)=O SBGKURINHGJRFN-UHFFFAOYSA-N 0.000 description 2
- 230000035484 reaction time Effects 0.000 description 2
- GEHJYWRUCIMESM-UHFFFAOYSA-L sodium sulfite Chemical compound [Na+].[Na+].[O-]S([O-])=O GEHJYWRUCIMESM-UHFFFAOYSA-L 0.000 description 2
- 235000010265 sodium sulphite Nutrition 0.000 description 2
- 235000019832 sodium triphosphate Nutrition 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 238000004383 yellowing Methods 0.000 description 2
- BJEPYKJPYRNKOW-REOHCLBHSA-N (S)-malic acid Chemical compound OC(=O)[C@@H](O)CC(O)=O BJEPYKJPYRNKOW-REOHCLBHSA-N 0.000 description 1
- BCMCBBGGLRIHSE-UHFFFAOYSA-N 1,3-benzoxazole Chemical compound C1=CC=C2OC=NC2=C1 BCMCBBGGLRIHSE-UHFFFAOYSA-N 0.000 description 1
- HYZJCKYKOHLVJF-UHFFFAOYSA-N 1H-benzimidazole Chemical compound C1=CC=C2NC=NC2=C1 HYZJCKYKOHLVJF-UHFFFAOYSA-N 0.000 description 1
- YGUMVDWOQQJBGA-VAWYXSNFSA-N 5-[(4-anilino-6-morpholin-4-yl-1,3,5-triazin-2-yl)amino]-2-[(e)-2-[4-[(4-anilino-6-morpholin-4-yl-1,3,5-triazin-2-yl)amino]-2-sulfophenyl]ethenyl]benzenesulfonic acid Chemical compound C=1C=C(\C=C\C=2C(=CC(NC=3N=C(N=C(NC=4C=CC=CC=4)N=3)N3CCOCC3)=CC=2)S(O)(=O)=O)C(S(=O)(=O)O)=CC=1NC(N=C(N=1)N2CCOCC2)=NC=1NC1=CC=CC=C1 YGUMVDWOQQJBGA-VAWYXSNFSA-N 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-M Bicarbonate Chemical class OC([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-M 0.000 description 1
- 241000771208 Buchanania arborescens Species 0.000 description 1
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 1
- RWSOTUBLDIXVET-UHFFFAOYSA-N Dihydrogen sulfide Chemical compound S RWSOTUBLDIXVET-UHFFFAOYSA-N 0.000 description 1
- KCXVZYZYPLLWCC-UHFFFAOYSA-N EDTA Chemical compound OC(=O)CN(CC(O)=O)CCN(CC(O)=O)CC(O)=O KCXVZYZYPLLWCC-UHFFFAOYSA-N 0.000 description 1
- 244000166124 Eucalyptus globulus Species 0.000 description 1
- 244000292411 Excoecaria agallocha Species 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 1
- 235000008331 Pinus X rigitaeda Nutrition 0.000 description 1
- 241000018646 Pinus brutia Species 0.000 description 1
- 235000011613 Pinus brutia Nutrition 0.000 description 1
- 229920000388 Polyphosphate Polymers 0.000 description 1
- 241000219000 Populus Species 0.000 description 1
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical compound [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 239000002154 agricultural waste Substances 0.000 description 1
- 229910000288 alkali metal carbonate Inorganic materials 0.000 description 1
- 150000008041 alkali metal carbonates Chemical class 0.000 description 1
- BJEPYKJPYRNKOW-UHFFFAOYSA-N alpha-hydroxysuccinic acid Natural products OC(=O)C(O)CC(O)=O BJEPYKJPYRNKOW-UHFFFAOYSA-N 0.000 description 1
- 238000000149 argon plasma sintering Methods 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- ZYGHJZDHTFUPRJ-UHFFFAOYSA-N benzo-alpha-pyrone Natural products C1=CC=C2OC(=O)C=CC2=C1 ZYGHJZDHTFUPRJ-UHFFFAOYSA-N 0.000 description 1
- XJHABGPPCLHLLV-UHFFFAOYSA-N benzo[de]isoquinoline-1,3-dione Chemical class C1=CC(C(=O)NC2=O)=C3C2=CC=CC3=C1 XJHABGPPCLHLLV-UHFFFAOYSA-N 0.000 description 1
- 239000003139 biocide Substances 0.000 description 1
- 239000011575 calcium Substances 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-N carbonic acid Chemical class OC(O)=O BVKZGUZCCUSVTD-UHFFFAOYSA-N 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 239000008139 complexing agent Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 235000001671 coumarin Nutrition 0.000 description 1
- 150000004775 coumarins Chemical class 0.000 description 1
- 238000005034 decoration Methods 0.000 description 1
- 239000002270 dispersing agent Substances 0.000 description 1
- 229910000514 dolomite Inorganic materials 0.000 description 1
- 239000010459 dolomite Substances 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 239000007850 fluorescent dye Substances 0.000 description 1
- HANVTCGOAROXMV-UHFFFAOYSA-N formaldehyde;1,3,5-triazine-2,4,6-triamine;urea Chemical compound O=C.NC(N)=O.NC1=NC(N)=NC(N)=N1 HANVTCGOAROXMV-UHFFFAOYSA-N 0.000 description 1
- 239000011796 hollow space material Substances 0.000 description 1
- 229910000037 hydrogen sulfide Inorganic materials 0.000 description 1
- 150000004966 inorganic peroxy acids Chemical class 0.000 description 1
- 239000001023 inorganic pigment Substances 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- 229920005610 lignin Polymers 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000001630 malic acid Substances 0.000 description 1
- 235000011090 malic acid Nutrition 0.000 description 1
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 150000004967 organic peroxy acids Chemical class 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- JYIZNFVTKLARKT-UHFFFAOYSA-N phenol;1,3,5-triazine-2,4,6-triamine Chemical compound OC1=CC=CC=C1.NC1=NC(N)=NC(N)=N1 JYIZNFVTKLARKT-UHFFFAOYSA-N 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000001205 polyphosphate Substances 0.000 description 1
- 235000011176 polyphosphates Nutrition 0.000 description 1
- 229910052700 potassium Inorganic materials 0.000 description 1
- 239000011591 potassium Substances 0.000 description 1
- HEZHYQDYRPUXNJ-UHFFFAOYSA-L potassium dithionite Chemical compound [K+].[K+].[O-]S(=O)S([O-])=O HEZHYQDYRPUXNJ-UHFFFAOYSA-L 0.000 description 1
- 235000019828 potassium polyphosphate Nutrition 0.000 description 1
- BHZRJJOHZFYXTO-UHFFFAOYSA-L potassium sulfite Chemical compound [K+].[K+].[O-]S([O-])=O BHZRJJOHZFYXTO-UHFFFAOYSA-L 0.000 description 1
- 235000019252 potassium sulphite Nutrition 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000009895 reductive bleaching Methods 0.000 description 1
- 230000002829 reductive effect Effects 0.000 description 1
- 239000006254 rheological additive Substances 0.000 description 1
- 238000004513 sizing Methods 0.000 description 1
- 229910000029 sodium carbonate Inorganic materials 0.000 description 1
- JVBXVOWTABLYPX-UHFFFAOYSA-L sodium dithionite Chemical compound [Na+].[Na+].[O-]S(=O)S([O-])=O JVBXVOWTABLYPX-UHFFFAOYSA-L 0.000 description 1
- 159000000000 sodium salts Chemical class 0.000 description 1
- MWNQXXOSWHCCOZ-UHFFFAOYSA-L sodium;oxido carbonate Chemical compound [Na+].[O-]OC([O-])=O MWNQXXOSWHCCOZ-UHFFFAOYSA-L 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 150000001629 stilbenes Chemical class 0.000 description 1
- CSABAZBYIWDIDE-UHFFFAOYSA-N sulfino hydrogen sulfite Chemical class OS(=O)OS(O)=O CSABAZBYIWDIDE-UHFFFAOYSA-N 0.000 description 1
- 150000003464 sulfur compounds Chemical class 0.000 description 1
- DHCDFWKWKRSZHF-UHFFFAOYSA-N sulfurothioic S-acid Chemical compound OS(O)(=O)=S DHCDFWKWKRSZHF-UHFFFAOYSA-N 0.000 description 1
- OJKMGZFQWQSAON-UHFFFAOYSA-N sulfurous acid hydrobromide Chemical class S(=O)(O)O.Br OJKMGZFQWQSAON-UHFFFAOYSA-N 0.000 description 1
- 238000001238 wet grinding Methods 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
- 239000000080 wetting agent Substances 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
- HSYFJDYGOJKZCL-UHFFFAOYSA-L zinc;sulfite Chemical compound [Zn+2].[O-]S([O-])=O HSYFJDYGOJKZCL-UHFFFAOYSA-L 0.000 description 1
Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21B—FIBROUS RAW MATERIALS OR THEIR MECHANICAL TREATMENT
- D21B1/00—Fibrous raw materials or their mechanical treatment
- D21B1/02—Pretreatment of the raw materials by chemical or physical means
- D21B1/021—Pretreatment of the raw materials by chemical or physical means by chemical means
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21J—FIBREBOARD; MANUFACTURE OF ARTICLES FROM CELLULOSIC FIBROUS SUSPENSIONS OR FROM PAPIER-MACHE
- D21J1/00—Fibreboard
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21C—PRODUCTION OF CELLULOSE BY REMOVING NON-CELLULOSE SUBSTANCES FROM CELLULOSE-CONTAINING MATERIALS; REGENERATION OF PULPING LIQUORS; APPARATUS THEREFOR
- D21C3/00—Pulping cellulose-containing materials
- D21C3/04—Pulping cellulose-containing materials with acids, acid salts or acid anhydrides
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21C—PRODUCTION OF CELLULOSE BY REMOVING NON-CELLULOSE SUBSTANCES FROM CELLULOSE-CONTAINING MATERIALS; REGENERATION OF PULPING LIQUORS; APPARATUS THEREFOR
- D21C3/00—Pulping cellulose-containing materials
- D21C3/04—Pulping cellulose-containing materials with acids, acid salts or acid anhydrides
- D21C3/06—Pulping cellulose-containing materials with acids, acid salts or acid anhydrides sulfur dioxide; sulfurous acid; bisulfites sulfites
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21C—PRODUCTION OF CELLULOSE BY REMOVING NON-CELLULOSE SUBSTANCES FROM CELLULOSE-CONTAINING MATERIALS; REGENERATION OF PULPING LIQUORS; APPARATUS THEREFOR
- D21C9/00—After-treatment of cellulose pulp, e.g. of wood pulp, or cotton linters ; Treatment of dilute or dewatered pulp or process improvement taking place after obtaining the raw cellulosic material and not provided for elsewhere
- D21C9/10—Bleaching ; Apparatus therefor
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21C—PRODUCTION OF CELLULOSE BY REMOVING NON-CELLULOSE SUBSTANCES FROM CELLULOSE-CONTAINING MATERIALS; REGENERATION OF PULPING LIQUORS; APPARATUS THEREFOR
- D21C9/00—After-treatment of cellulose pulp, e.g. of wood pulp, or cotton linters ; Treatment of dilute or dewatered pulp or process improvement taking place after obtaining the raw cellulosic material and not provided for elsewhere
- D21C9/10—Bleaching ; Apparatus therefor
- D21C9/1084—Bleaching ; Apparatus therefor with reducing compounds
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21C—PRODUCTION OF CELLULOSE BY REMOVING NON-CELLULOSE SUBSTANCES FROM CELLULOSE-CONTAINING MATERIALS; REGENERATION OF PULPING LIQUORS; APPARATUS THEREFOR
- D21C9/00—After-treatment of cellulose pulp, e.g. of wood pulp, or cotton linters ; Treatment of dilute or dewatered pulp or process improvement taking place after obtaining the raw cellulosic material and not provided for elsewhere
- D21C9/10—Bleaching ; Apparatus therefor
- D21C9/1084—Bleaching ; Apparatus therefor with reducing compounds
- D21C9/1089—Bleaching ; Apparatus therefor with reducing compounds with dithionites
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249924—Noninterengaged fiber-containing paper-free web or sheet which is not of specified porosity
- Y10T428/249925—Fiber-containing wood product [e.g., hardboard, lumber, or wood board, etc.]
Definitions
- the present invention relates to a process for the production of bleached wood particles and to a process for the production of light to white wood materials, which are made from the bleached wood particles.
- MDF panels medium-density fibre- boards
- HDF panels high-density fibre- board
- MDF and HDF boards can be processed like conventional chipboard. Thanks to their uniform structure, they are also suitable for the production of profiled parts and are therefore becoming increasingly popular in furniture construction. Thus, for example, furnishings for rooms and for decorative purposes (for example, in trade fair construction), but also higher-quality furniture made from these plates and then, in order to preserve the wood-like structure visible, only colorless or coated with overlay.
- wood-based panels are of particular interest.
- WO 2006/042651 bright to white wood-based panels are described, the light inherent color is achieved by the use of bleached wood fibers and optionally the addition of a white pigment and / or an optical brightener.
- the coloring constituents of the wood particles are destroyed or rendered ineffective by oxidizing and / or reducing chemicals.
- the wood fibers are usually bleached in bleach towers in countercurrent or during the processing of the wood chips usually used as raw material in the preheater or in the digester.
- the plasticized woodchips are subsequently defibrated in the refiner and the fibers are blown out of the refiner via the so-called blowline.
- both oxidatively acting substances such as hydrogen peroxide and salts of inorganic and organic peracids (for example, percarbonate) are used as well as reductive substances such as sulfinic acids, sulfites and dithionites.
- the bleaching of the wood fibers in bleaching towers is an additional process step in their production, which increases the expenditure on equipment. It is therefore useful to lay the bleaching of the wood fibers in the process of their production, as described in WO 2006/042651 A1.
- the bleaching agents must be carefully selected since bleaches incorporated in the process, as well as their reaction and degradation products, generally remain on the wood fibers and the product steps made therefrom.
- the bleaching agents must be particularly suitable, they must have appropriate stabilities, redox potentials and reaction times. In addition, they should not take any adverse follow-on reactions.
- hydrogen peroxide is unsuitable as a bleaching agent because it must be worked in alkaline, leading to swelling of the wood fiber and later yellowing, which is undesirable in the final products.
- oxygen and ozone are used in the pulp of cellulose, bleaching of lignin-containing wood requires long reaction times. Sulphites and many organic bleaches have under the given conditions too low redox potentials, are in this case too weak as a bleaching agent.
- Sodium is high, however, reactive but decomposes at temperatures above 80 to 100 0 C. The resulting remain- and in the wood fibers be released degradation products such as hydrogen sulfide and thiosulfate, which become apparent in the final product as an unpleasant odor.
- the object of the present invention is therefore an alternative process for producing bleached wood particles, in which neither unwanted or disadvantageous compounds originating from the bleaching agent remain on or in the wood particles, with which a good bleaching action is achieved and which does not require extensive apparatus Processes for the production of wood fibers can be integrated.
- the object is achieved by a method for producing bleached wood particles comprising the steps
- wood particles in step a) or in step b) are bleached by addition of a bleaching composition containing at least one bleaching agent selected from the group consisting of suphinic acid and its salts, stabilized hydrosulfites, stabilized sulfites and stabilized dithionites.
- a bleaching composition containing at least one bleaching agent selected from the group consisting of suphinic acid and its salts, stabilized hydrosulfites, stabilized sulfites and stabilized dithionites.
- the wood particles are carried out in step b) via a blow-line.
- the comminuted, cellulose-containing raw materials are pretreated in a digester before they are used in step a) of the process according to the invention.
- wood particles in step a) or in step b) are bleached by addition of a bleaching composition containing at least one bleaching agent selected from the group consisting of suphinic acid and its salts, stabilized hydrosulfites, stabilized sulfites and stabilized dithionites.
- a bleaching composition containing at least one bleaching agent selected from the group consisting of suphinic acid and its salts, stabilized hydrosulfites, stabilized sulfites and stabilized dithionites.
- the wood particles are carried out in step b) via a blow-line.
- the comminuted, cellulose-containing raw materials are pretreated in a digester before they are used in step a) of the process according to the invention.
- the process according to the invention for the production of bleached wood particles can be incorporated into existing processes for the production of wood particles without great expenditure on apparatus.
- the bleach compositions to be used according to the invention have the great advantage of not being broken down prematurely in the refiner or in the blowline and, despite the very short to short residence times of the wood particles, which are in the range of minutes in the case of the refiner in the range of milliseconds and in the blowline To develop good to good bleaching effect, without leaving behind harmful or even harmful compounds on or in the wood particles.
- the wood materials produced by the process according to the invention surprisingly have a greater brightness compared to wood materials produced from wood particles bleached in the digester or preheater.
- wood particles are understood to mean small-particle, cellulose-containing particles. These include, for example, fibers and chips made of wood and other cellulosic materials.
- all fibrous materials to be obtained from plants can serve as the base material for the wood particles and wood materials according to the invention.
- wood is usually used as a raw material, but it is also possible to obtain suitable cellulose-containing particles from palms and from annual plants such as begasse or straw.
- Another source is agricultural waste products.
- Preferred base materials are light wood species, especially spruce or pine, but darker types of wood such as beech or eucalyptus can also be used.
- the cellulose-containing raw materials are first crushed and optionally gewa see. This may possibly be followed by a pretreatment. For example, wood is first chopped up, washed and the water-moist pieces of wood (wood chips) preheated first.
- the comminuted, cellulosic raw materials are pretreated in a so-called digester. Usually, this is carried out at a pressure of 2 to 5 bar and a temperature of 100 to 180 0 C. The exact temperatures and pressures depend on the particular raw materials used. Lower annual temperatures are usually lower enough for digestion of annual plants than for the digestion of multi-annual plants such as wood.
- step a) the optionally pretreated, comminuted, cellulose-containing raw materials are transferred to a so-called refiner and ground there to form wood particles.
- a refiner is usually a grinding unit with rotating and possibly fixed knives / discs for grinding fibrous materials and preferably consists of two radially-provided with metal discs which are close to each other. One of these two disks can move, but both can rotate in opposite directions. Usually, the refiner works with overpressure.
- the grinding of optionally pretreated, comminuted, cellulose-containing raw materials can also be carried out in other devices suitable for this purpose.
- step b) the wood particles are carried out of the refiner.
- the wood particles are blown out of the refiner by a so-called blowline.
- a blowline is usually understood a blow pipe, through which the wood particles are carried out by the pressure prevailing in the refiner overpressure.
- the wood particles are bleached in the refiner or when the wood particles are removed from the refiner by adding a bleach composition containing at least one bleach. If the wood particles are carried out via a blowline according to a preferred embodiment, the addition of the bleaching composition can take place in the refiner or in the blowline.
- the wood particles are bleached reductively.
- reducing sulfur compounds such as dithionites, disulfites, sulfites or sulfur dioxide
- sulfinic acids and their salts in particular the alkali metal salts and especially the sodium salts and hydroxycarboxylic acids such as citric acid and malic acid are suitable.
- bleaching compositions which contain at least one bleaching agent selected from the group of stabilized dithionites, stabilized hydrosulfites, stabilized sulfites and sulfinic acids and their salts. Preference is given to bleach-stabilized hydrobromic acid sulfites and stabilized sulfites and sulfinic acids and their salts are used, with hydroxymethylsulfinic acid being preferred as the sulfinic acid.
- the bleaching composition may contain, in addition to the at least one bleaching agent and optionally its stabilizers, further auxiliaries such as complexing agents, for example EDTA or polyphosphates.
- the wood particles are bleached according to the invention by means of the bleaching composition listed below.
- the bleaching composition of the invention contains
- the alkali metal salts can be used, preferred are sodium and potassium hydrosulfite, particularly preferred is sodium hydrosulfite.
- the alkali metal salts can be used, preferred are sodium and potassium sulfite, particularly preferably sodium sulfite.
- the basic salts can be selected from the group of carbonates and bicarbonates, the alkali metal carbonates are preferred, sodium carbonate is particularly preferred.
- Tripolyphosphatsalze potassium and sodium tripolyphosphate can be used, preferred is sodium tripolyphosphate.
- the bleaching composition is added to the cellulose-containing raw material or the wood particles during their production.
- the addition takes place in the refiner or when carrying out the wood particles.
- the wood particles are carried out via a blowline.
- the bleach composition containing at least one bleach is guide shape in the refiner or in the blowline, preferably added in the refiner or at the beginning of the blowline, particularly preferably in the refiner.
- the bleaching composition is metered so that the amount of bleaching agent is from 0.1 to 6 wt .-%, preferably 0.5 to 5 wt .-% and particularly preferably 1 to 3 wt .-% of atro (absolutely dry) fibers.
- the bleaching compositions are usually added to the wood particles in the refiner or in the blowline in the form of aqueous solutions, the concentration of bleaching composition in the aqueous solution being from 1 to 25% by weight, preferably from 5 to 20% by weight and more preferably from 10 to 15 wt .-% is enough.
- the bleached wood particles can be further processed directly, they can also be dried and further processed in a dried state. Also, the dried wood particles can be stored before further processing.
- a preferred possibility for further processing of the bleached wood particles is the production of wood-based materials, in particular directly after the bleaching step.
- a further subject of the present invention is a process for the production of light to white wood-based materials, which comprises the following steps:
- wood particles in step a) or in step b) are bleached by addition of a bleaching composition containing at least one bleaching agent selected from the group consisting of suphinic acid and its salts, stabilized hydrosulfites, stabilized sulfites and stabilized dithionites.
- a bleaching composition containing at least one bleaching agent selected from the group consisting of suphinic acid and its salts, stabilized hydrosulfites, stabilized sulfites and stabilized dithionites.
- the wood particles are preferably bleached in step a) or b) with the bleaching composition listed below:
- the wood particles are carried out in step b) via a blowline.
- the comminuted, cellulose-containing raw materials are pretreated in a digester before they are used in step a) of the process according to the invention.
- the wood-based materials produced according to the invention may be MDF, HDF, chipboard or OSB boards. Preference is given to MDF and HDF boards, particularly preferred MDF boards.
- MDF, HDF, OSB and chipboard are also referred to as wood-based panels. They are preferably prepared by gluing glued fibers or chips into mats, optionally cold pre-compressed and pressed in heated presses at temperatures of 170 to 240 0 C to plates.
- the binder used as the sizing agent is usually urea-formaldehyde resins partially reinforced with melamine, urea-melamine-formaldehyde resins, melamine-formaldehyde resins, phenol-melamine resins and phenol-formaldehyde resins.
- urea-melamine-formaldehyde resins partially reinforced with melamine
- urea-melamine-formaldehyde resins melamine-formaldehyde resins
- phenol-melamine resins phenol-formaldehyde resins
- phenol-formaldehyde resins phenol-formaldehyde resins.
- the wood particles can according to the invention directly, d. H. still wet, glued in the blowline.
- Another possible method for gluing is the so-called dry coating, in which the dried wood particles are sprayed with glue.
- the wood particles are glued in the blowline, they then pass through a dryer in which they are dried to moistures of 8 to 15 wt .-%.
- the glued and optionally dried wood particles are then poured into mats, optionally cold precompressed and pressed in heated presses at temperatures of 170 to 240 0 C to plates.
- the further processing of the bleached wood particles takes place immediately after the bleaching.
- the bleached wood particles are glued after bleaching according to the invention by adding a bleach composition in the refiner or at the beginning of the blowline in the blowline, then dried in a dryer to a residual moisture content of 8 to 15% by weight and further processed into wood materials.
- At least one white pigment is added to the wood particles during the production process. This results in a mass coloration of the resulting wood material.
- the term "white pigment” includes both inorganic pigments such as titanium dioxide (rutile, CI Pigment White 6), calcium carbonate and calcium / magnesium mixed carbonates (eg dolomite), zinc oxide, zinc sulfite, lithopone and sodium aluminum silicates, as well as whitish dyes , highly light-scattering plastic emulsions and dispersions.
- inorganic white pigments are preferred, and titanium dioxide is particularly preferred. It is also possible to use mixtures of white pigments.
- the white pigments are preferably used in the form of aqueous dispersions in which they are finely divided, since they can be introduced directly into the production process of the wood materials via the blowline, separately from or together with the glue.
- These pigment dispersions may contain other customary auxiliaries, in particular wetting and dispersing agents, defoamers and biocides, anti-settling agents, water retention agents and rheology modifiers and are preferably prepared by wet milling of all components, for example in a stirred ball mill.
- concentrations of the white pigment in the finished wood material are generally 0.5 to 15% per atro wood fiber, preferably 1 to 6% per atro wood fiber.
- a further increase in whiteness can be achieved by the addition of optical brighteners, which compensate for their bluish fluorescence (complementary color) graying and yellowing.
- optical brighteners can be introduced in the form of aqueous dispersions or solutions separately or together with the glue in the production process for the wood-based materials.
- its concentration in the finished hollow material is generally 0.01 to 1% per ounce of wood fiber, preferably 0.08 to 0.2% per ounce of wood fiber.
- wood-based materials of the invention in which both at least one white pigment and at least one optical brightener are combined, since the individual contributions are potentiated by synergy effects to a maximum overall degree of whiteness.
- any resulting from the inventive measures changes in the physical properties of the pressed wood material board can be controlled by selecting the glue quality and amount of glue.
- the selection of the corresponding parameters is familiar to the person skilled in the art.
- Another object of the present invention are bleached wood particles, prepared by the process according to the invention for the production of bleached wood particles.
- Another object of the present invention are light to white wood materials, prepared according to one of the inventive method described above.
- the present invention will be explained by way of example in the production of MDF boards.
- the MDF production process is carried out as usual with a throughput of 28 to 30 kg / h, the wood chips are shredded by the refiner, the fibers obtained are discharged through the blowline and continuously glued in the blowline with the glue batch listed in the examples.
- the glued wood fibers are dried in the subsequent continuous dryer to a residual moisture content of about 9 wt .-% and then poured discontinuously into a mat, cold precompressed and at 190 0 C with a pressing time factor of 15 s / 2mm to a 16 mm thick plate pressed.
- Wood chips from spruce wood were used as the cellulosic raw material.
- the fibers were fiberized without the addition of a bleaching composition and continuously glued in the blowline with the glue formulation listed in Table 1.
- Spruce wood chips are used during the MDF production process in the refiner with a 15% strength by weight aqueous hydrosulfite solution, corresponding to 5% by weight. Bleach per atro fibers, offset. In the blowline, the fibers are glued with the glue batch listed in Table 1.
- Wood chips from spruce wood are added during the MDF production process in the refiner with a 15 wt .-% aqueous solution of bleach compositions 1a to 1 c listed in Table 3, corresponding to 5 wt .-% bleach per atro fibers.
- the resulting fibers are glued continuously in the blowline with the glue batch listed in Table 1.
- An MDF board was prepared analogously to the procedure described in Example 1, but without the addition of the bleach-containing compositions.
- Wood chips from spruce wood were defibered in the refiner and mixed with a 15% by weight aqueous solution of the bleach composition listed under Example 1b, corresponding to 5% by weight of bleach per atro fibers. Subsequently, the fibers in the blowline were glued with the glue batch listed in Table 1. The glued fibers were then pressed into an MDF board.
- An MDF plate was prepared analogously to the procedure described in Example 2, but without the addition of a bleach-containing composition.
- Table 4 shows the whiteness achieved, expressed in the brightness difference ⁇ L, based on the comparative example V4 as standard.
- Wood chips from spruce and beech wood were mixed in the refiner with a 15% strength by weight aqueous bleaching agent composition according to Example 1 b, corresponding to 5% bleaching agent fibers.
- the fibers in the blowline were continuously Ie 5, glued the white pigment containing titanium dioxide glue batch, dried and pressed into MDF boards.
- Example 5 Analogously to the procedure described in Example 3, but without the addition of the white pigment titanium dioxide, an MDF board was produced.
- a glue formulation according to Table 5 was used, with the titanium dioxide preparation being replaced by the same amount of water.
- beech wood chips in the refiner were mixed with a 15% strength by weight aqueous bleaching composition according to Example 1 b, corresponding to 5% bleach per atro fibers.
- the resulting fibers were continuously glued with the glue formulation listed in Table 7. After drying, the glued fibers were pressed into MDF boards.
- An MDF board was prepared analogously to the procedure described in Example 5, but using the glue formulation listed in Table 8, which contains a combination of the white pigment titanium dioxide and optical brightener. Table 8
- An MDF board was prepared analogously to the procedure described in Example 4, but without the addition of the bleach-containing composition in the refiner.
- Wood chips from spruce wood were treated in the refiner with a 15% strength by weight aqueous solution of hydroxymethanesulfinic acid, corresponding to 5% bleach-free fibers.
- the bleached fibers were glued with the glue formulation listed in Table 1.
- Poplar wood chips were treated during the MDF production process in the refiner with a 15% by weight aqueous bleaching composition according to Example 1b, corresponding to 5% bleach per atro fibers.
- the resulting fibers were coated in the blowline continuously with the glue formulation listed in Table 1.
- An MDF board was prepared analogously to the procedure described in Example 8, but without the addition of the bleach-containing composition.
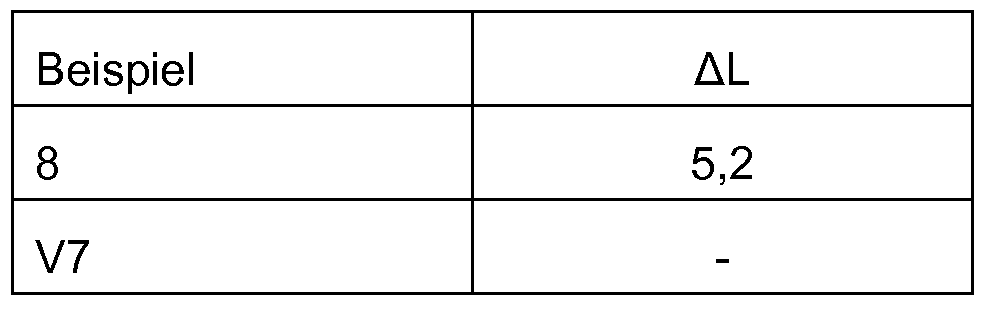
- Table 1 the obtained whiteness, expressed in the brightness difference .DELTA.L, based on the comparative example V8 is listed as standard.
- Spruce wood chips were treated during the MDF production process in the refiner with a solution containing 15% by weight aqueous bleach according to Example 1b, corresponding to 5% bleach per atro fibers.
- the resulting fibers were glued in the blowline with the glue formulation listed in Table 1.
- the glued wood fibers were dried and pressed into a plate.
- the plate was then exposed for 24 hours in a Sun tester and the whiteness expressed in terms of the difference in brightness ⁇ L with respect to the unexposed plate was measured.
- Spruce wood chips were treated during the MDF production process in the refiner with a 15% by weight aqueous hydrosulfite solution corresponding to 5% bleach per atro fibers.
- the resulting fibers were coated in the blowline continuously with the glue formulation listed in Table 1.
- the dried glued wood fibers were pressed into MDF boards.
- Wood chips from spruce wood were added during the MDF production process in the refiner with a 15 wt .-% aqueous solution containing bleach composition according to Example 1 b, corresponding to 5% bleach per atro fibers.
- the resulting fibers were coated in the blowline continuously with the glue formulation listed in Table 1.
- an MDF board was prepared.
- Table 14 shows the whiteness achieved, expressed in the difference in brightness ⁇ L, transverse tensile strength, swelling, and the sensorially determined odor of the plates, each referred to as comparative example V10 as standard.
- the transverse tensile strength of the resulting MDF boards was measured according to DIN 319, particleboard and fiberboard, determination of tensile strength, perpendicular to the board plane.
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Dry Formation Of Fiberboard And The Like (AREA)
- Chemical And Physical Treatments For Wood And The Like (AREA)
- Paper (AREA)
- Disintegrating Or Milling (AREA)
- Detergent Compositions (AREA)
Abstract
Description













Claims
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20080749657 EP2142348B1 (de) | 2007-04-24 | 2008-04-23 | Verfahren zur herstellung von gebleichten holzpartikeln und hellen bis weissen holzwerkstoffen |
| JP2010504667A JP5371955B2 (ja) | 2007-04-24 | 2008-04-23 | 漂白された木材粒子及び淡色ないし白色の木材料の製造方法 |
| US12/597,402 US8784607B2 (en) | 2007-04-24 | 2008-04-23 | Process for the production of bleached wood particles and pale to white wood-base materials |
| ES08749657T ES2447870T3 (es) | 2007-04-24 | 2008-04-23 | Procedimiento para la fabricación de partículas de madera blanqueadas y materias derivadas de la madera de claras a blancas |
| CN200880017258.5A CN101678557B (zh) | 2007-04-24 | 2008-04-23 | 生产漂白的木材颗粒和浅色至白色木料的方法 |
| PL08749657T PL2142348T3 (pl) | 2007-04-24 | 2008-04-23 | Sposób wytwarzania bielonych cząstek drewna i tworzyw drzewnych o zabarwieniu od jasnego do białego |
| BRPI0810574A BRPI0810574B1 (pt) | 2007-04-24 | 2008-04-23 | processos para a produção de partículas de madeira branqueada, e para a produção de materiais baseados em madeira clara a branca |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP07106804.3 | 2007-04-24 | ||
| EP07106804 | 2007-04-24 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2008129048A1 true WO2008129048A1 (de) | 2008-10-30 |
Family
ID=39564671
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/EP2008/054879 WO2008129048A1 (de) | 2007-04-24 | 2008-04-23 | Verfahren zur herstellung von gebleichten holzpartikeln und hellen bis weissen holzwerkstoffen |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US8784607B2 (de) |
| EP (1) | EP2142348B1 (de) |
| JP (1) | JP5371955B2 (de) |
| CN (1) | CN101678557B (de) |
| BR (1) | BRPI0810574B1 (de) |
| CL (1) | CL2008001199A1 (de) |
| ES (1) | ES2447870T3 (de) |
| PL (1) | PL2142348T3 (de) |
| WO (1) | WO2008129048A1 (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2062708A3 (de) * | 2007-11-19 | 2009-11-25 | Kronotec Ag | Verfahren zur Verminderung der Emission von gesättigten und ungesättigten Aldehyden aus Holzwerkstoffen |
| DE102008063020A1 (de) | 2008-12-23 | 2010-06-24 | Basf Se | Overlay mit Effekten |
| EP2176354B2 (de) † | 2007-08-10 | 2016-11-09 | SWISS KRONO Tec AG | Verfahren zur verminderung der emission von aldehyden und flüchtigen organischen verbindungen aus holzwerkstoffen |
| EP3354430A1 (de) * | 2017-01-31 | 2018-08-01 | SWISS KRONO Tec AG | Osb-plattenwerkstoff sowie verfahren zur herstellung eines osb-plattenwerkstoffs |
| US10569452B2 (en) | 2013-06-17 | 2020-02-25 | Valinge Innovation Ab | Method of manufacturing a wood-based board |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101207845B1 (ko) * | 2010-11-05 | 2012-12-04 | (주)지바이오텍 | 표백목분, 표백목분의 제조방법, 그것을 이용한 종이 및 그 제조방법 |
| KR101178727B1 (ko) * | 2011-12-01 | 2012-08-31 | 한솔제지주식회사 | 표백 목분을 함유하는 종이 및 이의 제조 방법 |
| EP2924166A1 (de) * | 2014-03-25 | 2015-09-30 | Basf Se | Verfahren zur Herstellung von gebleichtem Holzfaserstoff |
| CN107471373B (zh) * | 2017-08-14 | 2019-09-03 | 高升 | 一种纤维板生产的在线增白技术 |
| CN110951274A (zh) * | 2019-12-24 | 2020-04-03 | 黑龙江幸福人生态农业开发股份有限公司 | 一种使用甘蔗生物质粉为原料的生物基复合材料制备方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3467574A (en) * | 1966-06-14 | 1969-09-16 | Crown Zellerbach Corp | Refiner bleaching of high yield pulps |
| EP0333398A2 (de) * | 1988-03-16 | 1989-09-20 | Morton International, Inc. | Verfahren zum Bleichen von mechanischem Holzstoff |
| EP0604088A1 (de) * | 1992-12-14 | 1994-06-29 | Hoechst Celanese Corporation | Verhinderung der Schwefeldioxyderzeugung in Refinerbleiche |
| WO2006042651A1 (de) * | 2004-10-14 | 2006-04-27 | Basf Aktiengesellschaft | Helle bis weisse holzwerkstoffplatten |
| WO2007000418A1 (de) * | 2005-06-29 | 2007-01-04 | Basf Aktiengesellschaft | Hellfarbige holzwerkstoffplatten |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1546239A1 (de) * | 1966-12-31 | 1969-11-27 | Basf Ag | Verfahren zum Bleichen |
| US3669895A (en) * | 1970-08-31 | 1972-06-13 | Virginia Chemicals Inc | Sodium hydrosulfite stabilization composition |
| JPS55121905A (en) * | 1979-03-13 | 1980-09-19 | Mitsubishi Gas Chem Co Inc | Sodium hydrosulfite composition |
| JPS5950719B2 (ja) * | 1982-02-25 | 1984-12-10 | 株式会社 柏化学工業 | 家屋家具類の漂白剤 |
| JPS61148001A (ja) * | 1984-12-24 | 1986-07-05 | 神東塗料株式会社 | 木材防虫剤 |
| JPS6354205A (ja) * | 1986-08-26 | 1988-03-08 | 松下電工株式会社 | 木質材料の脱色法 |
| US5298118A (en) * | 1988-07-12 | 1994-03-29 | Atochem | Preparation of bleached chemithermomechanical pulp |
| FR2634233B1 (fr) * | 1988-07-12 | 1995-04-14 | Atochem | Procede de fabrication de pates chimicothermomecaniques blanchies |
| DE19743759A1 (de) * | 1997-10-02 | 1999-04-08 | Brueggemann L Kg | Sulfinsäurederivate und deren Herstellung und Verwendung |
| JP3929151B2 (ja) * | 1997-12-17 | 2007-06-13 | 朝日ウッドテック株式会社 | 溝付き化粧板の製造方法 |
| DE10247239A1 (de) | 2002-10-10 | 2004-04-22 | Basf Ag | Verwendung von pigment- und farbstoffenthaltenden Zubereitungen zur dekorativen Einfärbung von Holzwerkstoffen |
| JP2004314555A (ja) * | 2003-04-21 | 2004-11-11 | Matsushita Electric Works Ltd | 木質系繊維板の漂白方法 |
-
2008
- 2008-04-23 EP EP20080749657 patent/EP2142348B1/de active Active
- 2008-04-23 CN CN200880017258.5A patent/CN101678557B/zh not_active Expired - Fee Related
- 2008-04-23 PL PL08749657T patent/PL2142348T3/pl unknown
- 2008-04-23 JP JP2010504667A patent/JP5371955B2/ja not_active Expired - Fee Related
- 2008-04-23 US US12/597,402 patent/US8784607B2/en not_active Expired - Fee Related
- 2008-04-23 WO PCT/EP2008/054879 patent/WO2008129048A1/de active Application Filing
- 2008-04-23 BR BRPI0810574A patent/BRPI0810574B1/pt not_active IP Right Cessation
- 2008-04-23 ES ES08749657T patent/ES2447870T3/es active Active
- 2008-04-24 CL CL2008001199A patent/CL2008001199A1/es unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3467574A (en) * | 1966-06-14 | 1969-09-16 | Crown Zellerbach Corp | Refiner bleaching of high yield pulps |
| EP0333398A2 (de) * | 1988-03-16 | 1989-09-20 | Morton International, Inc. | Verfahren zum Bleichen von mechanischem Holzstoff |
| EP0604088A1 (de) * | 1992-12-14 | 1994-06-29 | Hoechst Celanese Corporation | Verhinderung der Schwefeldioxyderzeugung in Refinerbleiche |
| WO2006042651A1 (de) * | 2004-10-14 | 2006-04-27 | Basf Aktiengesellschaft | Helle bis weisse holzwerkstoffplatten |
| WO2007000418A1 (de) * | 2005-06-29 | 2007-01-04 | Basf Aktiengesellschaft | Hellfarbige holzwerkstoffplatten |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2176354B2 (de) † | 2007-08-10 | 2016-11-09 | SWISS KRONO Tec AG | Verfahren zur verminderung der emission von aldehyden und flüchtigen organischen verbindungen aus holzwerkstoffen |
| EP2062708A3 (de) * | 2007-11-19 | 2009-11-25 | Kronotec Ag | Verfahren zur Verminderung der Emission von gesättigten und ungesättigten Aldehyden aus Holzwerkstoffen |
| DE102007055415B9 (de) * | 2007-11-19 | 2013-08-29 | Kronotec Ag | Verfahren zur Verminderung der Emission von gesättigten und ungesättigten Aldehyden aus Holzwerkstoffen |
| DE102007055415C5 (de) | 2007-11-19 | 2018-11-29 | SWISS KRONO Tec AG | Verfahren zur Verminderung der Emission von gesättigten und ungesättigten Aldehyden aus Holzwerkstoffen |
| DE102008063020A1 (de) | 2008-12-23 | 2010-06-24 | Basf Se | Overlay mit Effekten |
| EP2202091A1 (de) | 2008-12-23 | 2010-06-30 | Basf Se | Overlay mit Effektpartikeln |
| US10569452B2 (en) | 2013-06-17 | 2020-02-25 | Valinge Innovation Ab | Method of manufacturing a wood-based board |
| US11084191B2 (en) | 2013-06-17 | 2021-08-10 | Valinge Innovation Ab | Method of manufacturing a wood-based board and such a wood-based board |
| US11801623B2 (en) | 2013-06-17 | 2023-10-31 | Välinge Innovation AB | Method of manufacturing a wood-based board and such a wood-based board |
| EP3354430A1 (de) * | 2017-01-31 | 2018-08-01 | SWISS KRONO Tec AG | Osb-plattenwerkstoff sowie verfahren zur herstellung eines osb-plattenwerkstoffs |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010524738A (ja) | 2010-07-22 |
| PL2142348T3 (pl) | 2014-05-30 |
| US20100132898A1 (en) | 2010-06-03 |
| CN101678557A (zh) | 2010-03-24 |
| BRPI0810574B1 (pt) | 2018-10-23 |
| JP5371955B2 (ja) | 2013-12-18 |
| CN101678557B (zh) | 2014-07-02 |
| US8784607B2 (en) | 2014-07-22 |
| ES2447870T3 (es) | 2014-03-13 |
| EP2142348A1 (de) | 2010-01-13 |
| EP2142348B1 (de) | 2013-12-25 |
| BRPI0810574A2 (pt) | 2014-10-29 |
| CL2008001199A1 (es) | 2010-01-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1817145B1 (de) | Helle bis weisse holzwerkstoffplatten | |
| EP2142348B1 (de) | Verfahren zur herstellung von gebleichten holzpartikeln und hellen bis weissen holzwerkstoffen | |
| DE60009165T2 (de) | Herstellung von hochwertigen produkten aus abfällen | |
| DE102006020612B4 (de) | Verfahren zur Herstellung von Holzwerkstoffen mit verringerter Emission an flüchtigen organischen Verbindungen, damit erhältliche Holzwerkstoffe sowie die Verwendung bestimmter Additive zur Verminderung der Freisetzung von flüchtigen organischen Verbindungen aus Holzwerkstoffen und Holzzerkleinerungsprodukten von Lignocellulosen | |
| EP0565109B1 (de) | Verfahren zum Verkleben von Holzfragmenten | |
| DE2831633A1 (de) | Verfahren zur herstellung eines faserfoermigen brandschutzmittels | |
| DE4334422A1 (de) | Streckmittel für Holzwerkstoff-Bindemittel und Verfahren zu seiner Herstellung | |
| EP1899427A1 (de) | Hellfarbige holzwerkstoffplatten | |
| EP2191949A2 (de) | Holzwerkstoffplatte mit Effekteilchen | |
| EP2094456B1 (de) | Faserplatte und verfahren zu deren herstellung | |
| EP3059056A1 (de) | Verfahren zur Herstellung von Holzfasern und Holzfaserplatten | |
| DE4406639A1 (de) | Verfahren zum Herstellen von Formkörpern aus cellulosehaltigem, pflanzlichem Material und deren Verwendung | |
| EP2644340B1 (de) | Verfahren zur Herstellung von Holzwerkstoffen aus lignocellulosehaltigen Zerkleinerungsprodukten und solche Holzwerkstoffe | |
| EP0613906B1 (de) | Förmkörper, insbesondere in Form einer Faserplatte | |
| DE4340518C2 (de) | Formkörper auf der Basis von Holz- und/oder Cellulosefasern | |
| EP1775086B1 (de) | Verfahren zur Herstellung von hellfarbigen oder in hellen Farben eingefärbten Holzfaserplatten | |
| DE102005030788A1 (de) | Hellfarbige Holzwerkstoffplatten | |
| DE2744425C2 (de) | Trockenverfahren zur Herstellung von Faserformkörpern aus gegenüber Stammholzmaterial unterschiedlichem pflanzlichem lignocellulosehaltigem Material, sowie Einrichtung zur Durchführung dieses Verfahren | |
| DE4306439C1 (de) | Formkörper, insbesondere in Form einer Faserplatte, und Verfahren zu seiner Herstellung | |
| WO2017050949A1 (de) | Verfahren zur verringerung der emission von flüchtigen organischen verbindungen aus holzwerkstoffen und holzwerkstoffe | |
| DE19958756A1 (de) | Verfahren zur Herstellung von mitteldichten Faserplatten (MDF) | |
| WO1998031729A1 (de) | Zwischenprodukt für die herstellung von ligninpolymerisaten und dessen verwendung zur herstellung von holzwerkstoffen | |
| DE2833115A1 (de) | Verfahren zur herstellung von chemischen massen fuer die papierherstellung | |
| DE19859847A1 (de) | Verfahren zur Herstellung von mitteldichten Faserplatten (MDF) aus bindemittelhaltigen gebrauchten Span- und Faserplatten | |
| DE102006009479A1 (de) | Hellfarbige Holzwerkstoffplatten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200880017258.5 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 08749657 Country of ref document: EP Kind code of ref document: A1 |
|
| DPE1 | Request for preliminary examination filed after expiration of 19th month from priority date (pct application filed from 20040101) | ||
| DPE1 | Request for preliminary examination filed after expiration of 19th month from priority date (pct application filed from 20040101) | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 12597402 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010504667 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2008749657 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: PI0810574 Country of ref document: BR Kind code of ref document: A2 Effective date: 20091022 |