PRODUITS EN ALLIAGES AL-ZN-MG-CU A COMPROMIS CARACTERISTIQUES MECANIQUES STATIQUES / TOLERANCE AUX
DOMMAGES AMELIORE
Domaine technique de l'invention
La présente invention concerne les alliages de type Al-Zn-Mg-Cu à compromis caractéristiques mécaniques statiques - tolérance aux dommages amélioré, avec une teneur en Zn supérieure à 8,3 %, ainsi que des éléments structuraux pour construction aéronautique incorporant des demi-produits corroyés élaborés à partir de ces alliages.
Etat de la technique
Les alliages de type Al-Zn-Mg-Cu (appartenant à la famille des alliages 7xxx) sont utilisés couramment en construction aéronautique, et notamment dans la construction des ailes d'avions civils. Pour les extrados des ailes on utilise par exemple une peau en tôles fortes en alliages 7150, 7055, 7449, et éventuellement des raidisseurs en profilés en alliages 7150, 7055, ou 7449. Ces désignations d'alliages, bien connues de l'homme du métier, correspondent à celles de l'organisation The Aluminum Association.
Certains de ces alliages sont connus depuis des décennies, comme par exemple les alliages 7075 et 7175 (teneur en zinc entre 5,1 et 6,1 % en poids), 7050 (teneur en zinc entre 5,7 et 6,7 %), 7150 (teneur en zinc entre 5,9 et 6,9 %) et 7049 (teneur en zinc entre 7,2 et 8,2 %). Ils présentent une haute limite d'élasticité, ainsi qu'une bonne ténacité et une bonne résistance à la corrosion sous contrainte et à la corrosion exfoliante. Plus récemment, il est apparu que pour certaines applications, l'utilisation d'un alliage à plus haute teneur en zinc peut présenter des avantages car cela permet d'augmenter encore la limite d'élasticité. Les alliages 7349 et 7449 contiennent entre 7,5 et 8,7 % de zinc. Des
alliages de corroyage plus riches en zinc ont été décrits dans la littérature, mais ne semblent pas être utilisés en construction aéronautique.
Le brevet US 5,560,789 (Pechiney Recherche) divulgue un alliage de composition Zn 10,7 %, Mg 2,84 %, Cu 0,92 % qui est transformé par filage. Ces alliages ne sont pas optimisés spécifiquement pour un compromis caractéristiques mécaniques statiques - ténacité.
Le brevet US 5,221,377 (Aluminum Company of America) divulgue plusieurs alliages de type Al-Zn-Mg-Cu avec une teneur en zinc jusqu'à 11,4 %. Ces alliages, comme cela sera expliqué ci-dessous, ne répondent pas non plus aux objectifs de la présente invention.
Par ailleurs, il a été proposé d'utiliser des alliages Al-Zn-Mg-Cu à haute teneur en zinc pour la fabrication de corps creux destinés à résister à des pressions élevées, comme par exemple des bouteilles de gaz comprimés. La demande de brevet européen EP 020 282 Al (Société Métallurgique de Gerzat) divulgue des alliages avec une teneur en zinc comprise entre 7,6 % et 9,5 %. La demande de brevet européen EP 081 441 Al (Société Métallurgique de Gerzat) divulgue un procédé d'obtention de telles bouteilles. La demande de brevet européenne EP 257 167 Al (Société Métallurgique de Gerzat) constate qu'aucun des alliages de type Al-Zn-Mg-Cu connus ne permet de satisfaire de manière sure et reproductible les exigences techniques sévères imposées par cette application spécifique ; elle propose de s'orienter vers une teneur en zinc moins élevée, à savoir comprise entre 6,25 % et 8,0 %.
L'enseignement de ces brevets est spécifique à la problématique des bouteilles de gaz comprimés, notamment en ce qui concerne la maximisation de la pression d'éclatement de ces bouteilles, et ne peut être transféré à d'autres produits corroyés.
D'une façon générale, dans les alliages de type Al-Zn-Mg-Cu, une forte teneur en zinc, mais aussi en Mg et Cu est nécessaire pour obtenir de bonnes caractéristiques mécaniques statiques (limite d'élasticité, limite à rupture). Mais il est également bien connu (voir par exemple US 5,221,377) que lorsque l'on augmente la teneur en zinc dans un alliage de la famille 7xxx au-delà d'environ 7 à 8 %, on rencontre des problèmes liés à une résistance à la corrosion exfoliante et à la corrosion sous contrainte
insuffisante. D'une façon plus générale, on sait que les alliages Al-Zn-Mg-Cu les plus chargés sont susceptibles de poser des problèmes en corrosion. Ces problèmes sont en général résolus à l'aide de traitements thermiques ou thermomécaniques particuliers, notamment en poussant le traitement de revenu au-delà du pic, par exemple lors d'un traitement de type T7. Mais ces traitements peuvent alors entraîner une baisse des caractéristiques mécaniques statiques. Autrement dit, pour un niveau minimal de résistance à la corrosion visé, l'optimisation d'un alliage de type Al-Zn-Mg-Cu doit rechercher un compromis entre les caractéristiques mécaniques statiques (limite d'élasticité Rpo,2, limite à rupture Rm, allongement à rupture A) et les caractéristiques de tolérance au dommage (ténacité, vitesse de propagation de fissures etc.). Selon le niveau minimal de résistance à la corrosion visé, on utilise un état proche du pic revenu (états T6), qui en général offre un compromis ténacité - Rp0,2 privilégiant les caractéristiques mécaniques statiques, ou on pousse le revenu au delà du pic (états T7), en recherchant un compromis privilégiant la ténacité. Ces états métallurgiques sont définis dans la norme EN 515.
Problème posé
Le problème auquel essaye de répondre la présente invention est donc de proposer de nouveaux produits corroyés en alliage de type Al-Zn-Mg-Cu à forte teneur en zinc, supérieure à 8,3 %, qui se caractérisent par un compromis amélioré entre ténacité et caractéristiques mécaniques statiques (limite à rupture, limite d'élasticité), qui présentent une résistance suffisante à la corrosion et un allongement à rupture élevé, et qui peuvent être fabriqués industriellement dans des conditions de fiabilité compatibles avec les hautes exigences de l'industrie aéronautique.
Objets de l'invention
La demanderesse a trouvé que le problème peut être résolu en ajustant la concentration des éléments d'addition Zn, Cu et Mg et de certaines impuretés (notamment Fe et Si) d'une façon fine, et en ajoutant éventuellement d'autres éléments.
Un premier objet de la présente invention est constitué par un produit laminé, filé ou forgé en alliage Al-Zn-Mg-Cu, caractérisé en ce qu'il contient (en pourcent massique) : a) Zn 8,3 - 14,0 Cu 0,3 - 4,0 et préférentiellement 0,3 - 3,0 Mg 0,5 - 4,5 et préférentiellement 0,5 - 3,0 Zr 0,03 - 0,15 Fe + Si < 0,25 b) au moins un élément sélectionné dans le groupe composé de Se, Hf, La, Ti, Ce, Nd, Eu, Gd, Tb, Dy, Ho, Er, Y, Yb, la teneur de chacun desdits éléments, s'il est sélectionné, étant comprise entre 0,02 et 0,7 %, c) le reste aluminium et impuretés inévitables, et en qu'il satisfait aux conditions d) Mg / Cu < 2,4 et e) (7,7 - 0,4 Zn) > (Cu + Mg) > (6,4 - 0,4 Zn).
Un deuxième objet de la présente invention est constitué par un produit laminé, filé ou forgé en alliage Al-Zn-Mg-Cu, caractérisé en ce qu'il contient (en pourcent massique) : a) Zn 9,5 - 14,0 Cu 0,3 - 4,0 et préférentiellement 0,3 - 3,0 Mg 0,5 - 4,5 et préférentiellement 0,5 - 3,0
Fe + Si < 0,25 b) au moins un élément sélectionné dans le groupe composé de Zr, Se, Hf, La, Ti, Ce, Nd, Eu, Gd, Tb, Dy, Ho, Er, Y, Yb, Cr, Mn, la teneur de chacun desdits éléments, s'il est sélectionné, étant comprise entre 0,02 et 0,7 % , c) le reste aluminium et impuretés inévitables, et en ce qu'il satisfait les conditions d) Mg / Cu < 2,4 et e) (7,7 - 0,4 Zn) > (Cu + Mg) > (6,4 - 0,4 Zn).
Un troisième objet de la présente invention est un élément structural pour construction aéronautique qui incorpore l'un des dits produits, et notamment un élément structural utilisé dans la construction des caissons de voilure d'avions civils, tel qu'un extrados d'aile.
Description des figures
La figure 1 montre schématiquement un caisson de voilure d'un avion. Les repères sont les suivants :
1, 4 Extrados
2 Intrados
3 Longeron
5 Raidisseur
6 Hauteur du caisson
7 Largeur du caisson
La figure 2 représente le compromis résistance mécanique - tolérance aux dommages dans un diagramme Rpo,2 - Kapp pour les alliages de l'exemple 3.
La figure 3 représente le compromis résistance mécanique - tolérance aux dommages dans un diagramme Rpo>2 - Kapp pour les alliages de l'exemple 5.
Description détaillée de l'invention
Sauf mention contraire, toutes les indications relatives à la composition chimique des alliages sont exprimées en pourcent massique. Par conséquent, dans une expression mathématique, « 0,4 Zn » signifie : 0,4 fois la teneur en zinc, exprimée en pourcent massique ; cela s'applique mutatis mutandis aux autres éléments chimiques. La désignation des alliages suit les règles de The Aluminum Association. Les états métallurgiques sont définis dans la norme européenne EN 515. Sauf mention contraire, les caractéristiques mécaniques statiques, c'est-à-dire la résistance à la rupture Rm, la limite élastique Rpo,2, et l'allongement à la rupture A, sont déterminées par un essai de traction selon la norme EN 10002-1. Les caractéristiques mécaniques statiques en compression ont été déterminées selon la norme ASTM E9. La ténacité Kic en déformations planes a été déterminée selon la norme ASTM E399. Le paramètre Kapp a été mesuré selon la norme ASTM E561 sur des éprouvettes de type CT de largeur W égale à 127 mm. Le terme « produit filé » inclut les produits dits « étirés », c'est-à-dire des produits qui sont élaborés par filage suivi d'un étirage.
La demanderesse, au cours d'un certain nombre d'études préparatoires, est arrivée à la conclusion qu'un nouveau matériau présentant un compromis significativement meilleur devrait en tout état de cause présenter une teneur en zinc suffisante, typiquement supérieure à environ 8,3 %. Cette condition n'est toutefois pas suffisante.
Selon l'invention, le problème est résolu moyennant un ajustement fin des teneurs des éléments d'alliages et de certaines impuretés, et en ajoutant une concentration contrôlée de certains autres éléments à la composition de l'alliage.
La présente invention s'applique aux alliages Al-Zn-Mg-Cu contenant :
Zn 8,3 - 14,0 Cu 0,3 - 4,0 Mg 0,5 - 4,5 ainsi que certains autres éléments spécifiés ci-dessous, et le reste étant l'aluminium avec ses impuretés inévitables.
Les alliages selon l'invention doivent contenir au moins 0,5 % de magnésium, car il n'est pas possible d'obtenir des caractéristiques mécaniques statiques satisfaisantes avec une teneur moins élevée en magnésium. Selon les constatations de la demanderesse, avec une teneur en zinc inférieure à 8,3 %, on n'obtient pas de résultat qui soit meilleur que ceux obtenus avec les alliages connus. De façon préférée, la teneur en zinc est supérieure à 9,0 %, et encore plus préférentiellement supérieure à 9,5 %. Toutefois, il est nécessaire de respecter certaines relations entre certains éléments, comme exposé par la suite. Dans un autre mode de réalisation avantageux, la teneur en zinc est comprise entre 9,0 et 11 ,0 %. En tout état de cause, on ne souhaite pas dépasser une teneur en zinc d'environ 14 %, car au-delà de cette valeur, quelle que soit la teneur en magnésium et cuivre, les résultats ne sont pas satisfaisants.
L'ajout d'au moins 0,3 % de cuivre améliore la résistance à la corrosion. Mais pour assurer une mise en solution satisfaisante, la teneur en Cu ne devrait pas dépasser environ 4 %, et la teneur en Mg ne devrait pas dépasser environ 4,5 % ; des teneurs maximales de 3,0 % sont préférées pour chacun de ces deux éléments.
La demanderesse a trouvé que pour résoudre le problème posé, il faut tenir compte, dans un alliage de type Al-Zn-Mg-Cu, de plusieurs caractéristiques techniques :
Tout d'abord, l'alliage doit être suffisamment chargé en éléments d'addition susceptibles de précipiter au cours d'une maturation ou d'un traitement de revenu, pour pouvoir présenter des caractéristiques mécaniques statiques intéressantes. Pour cela, selon les constatations de la demanderesse, en plus des limites minimales et maximales pour les teneurs en zinc, magnésium et cuivre indiquées ci-dessus, la teneur en ces éléments d'addition doit remplir la condition Mg + Cu > 6,4 - 0,4 Zn.
Par ailleurs, la demanderesse a constaté que pour obtenir un niveau de ténacité suffisant, il faut que Mg / Cu < 2,4 , préférentiellement < 2,0 et encore plus préférentiellement <
1,7-
Pour renforcer cet effet, il faut ajouter une teneur suffisante en éléments dits anti- recristallisants. Plus précisément, pour des alliages avec plus de 9,5 % de zinc, on doit ajouter au moins un élément sélectionné dans le groupe comprenant les éléments Zr, Se, Hf, La, Ti, Y, Ce, Nd, Eu, Gd, Tb, Dy, Ho, Er, Yb, Cr, Mn avec, pour chaque élément présent, une concentration comprise entre 0,02 et 0,7 %. Il est préférable que la concentration de l'ensemble des éléments dudit' groupe ne dépasse pas 1,5 %.
Ces éléments anti-recristallisants, sous forme de fins précipités formés lors de traitements thermiques ou thermomécaniques, bloquent la recristallisation. Toutefois, la demanderesse a trouvé que lorsque l'alliage est fortement chargé en zinc (Zn > 9,5 %) il faudra éviter une précipitation trop abondante lors de la trempe du produit corroyé. Un compromis doit donc être trouvé quant à la teneur en éléments anti-recristallisants qui influencent la précipitation au cours de la trempe.
Selon l'invention, pour des alliages avec une teneur en zinc comprise entre 8,3 % et 9,5 %, il faut ajouter du zirconium avec une teneur comprise entre 0,03 % et 0,15 %, et en plus au moins un élément sélectionné dans le groupe comprenant les éléments Se, Hf, La, Ti, Y, Ce, Nd, Eu, Gd, Tb, Dy, Ho, Er, Yb, avec, pour chaque élément présent, une concentration comprise entre 0,02 et 0,7 %. La demanderesse a constaté que pour lesdits
éléments anti-recristallisants, il est avantageux, quelle que soit la teneur en zinc, de ne pas dépasser les teneurs maximales suivantes : Cr 0,40 ; Mn 0,60 ; Se 0,50 ; Zr 0, 15 ; Hf 0,60 ; Ti 0,15 ; Ce 0,35 et préférentiellement 0,30 ; Nd 0, 35 et préférentiellement 0,30 ; Eu 0,35 et préférentiellement 0,30 ; Gd 0,35 ; Tb 0,35 ; Ho 0,40 ; Dy 0,40 ; Er 0,40 ; Yb 0,40 ; Y 0,20 ; La 0,35 et préférentiellement 0,30. Avantageusement, le total de ces éléments ne dépasse pas 1,5 %.
Une autre caractéristique technique est liée au besoin de pouvoir produire industriellement des produits corroyés dans des conditions de fiabilité compatibles avec les hautes exigences de l'industrie aéronautique, ainsi que dans des conditions économiques satisfaisantes. Il faut donc choisir une composition chimique qui minimise la survenance de criques ou fentes lors de la solidification des plaques ou billettes, lesditès criques ou fentes étant des défauts rédhibitoires conduisant à la mise au rebut desdites plaques ou billettes. La demanderesse a constaté au cours de nombreux essais que cette survenance de criques ou fentes était beaucoup plus probable lorsque les alliages 7000 terminaient leur solidification en dessous de 470°C. Pour réduire significativement la probabilité de survenance de criques ou fentes à la coulée jusqu'à un niveau industriellement acceptable, il vaut mieux choisir une composition chimique telle que Mg > 1.95 + 0,5 (Cu - 2,3) + 0,16 (Zn - 6) + 1,9 (Si - 0,04).
Ce critère est appelé dans le cadre de la présente invention le « critère de coulabilité ». Les alliages élaborés selon cette variante de l'invention terminent leur solidification à une température comprise entre 473 °C et 478 °C, et permettent d'atteindre une fiabilité industrielle des procédés d'élaboration du métal (c'est-à-dire une constance de la qualité des plaques coulées) compatible avec les hautes exigences de l'industrie aéronautique.
Une autre caractéristique technique de l'invention est liée au besoin de minimiser autant que faire se peut la quantité de précipités insolubles après les traitements d'homogénéisation et de mise en solution, car cela diminue la ténacité ; pour cela, on choisit une teneur en Mg, Cu et Zn telle que Mg + Cu < 7,7 - 0,4 Zn. Les dits précipités sont typiquement des phases ternaires ou quaternaires Al-Zn-Mg-Cu de type S, M ou T.
Et finalement, la demanderesse a constaté que l'incorporation d'une faible quantité, comprise entre 0,02 et 0,15 % par élément, d'un ou plusieurs éléments choisis dans le groupe composé de Sn, Cd, Ag, Ge, In permet d'améliorer la réponse de l'alliage au traitement de revenu, et a des effets bénéfiques sur la résistance mécanique et sur la résistance à la corrosion du produit. Une teneur comprise entre 0,05 et 0,10 % est préférée. Parmi ces éléments, l'argent est l'élément préféré.
Les produits selon l'invention sont notamment des produits laminés ou filés. Ils peuvent être utilisés avantageusement pour la fabrication d'éléments structuraux en construction aéronautique. Une application préférée des produits selon l'invention est l'application comme élément structural dans un caisson de voilure, et en particulier dans sa partie supérieure (extrados) qui est en premier lieu dimensionnée en résistance à la compression. La figure 1 montre schématiquement une section du caisson de voilure d'un avion civil. Un tel caisson de voilure a typiquement une longueur comprise entre 10 m et 40 m et une largeur comprise entre 2 m et 10 m ; sa hauteur varie en fonction de l'endroit sur l'aile et se situe typiquement entre 0,2 m et 2 m. Le caisson est constitué de l'extrados (1) et de l'intrados (2). L'extrados (1) d'un avion civil est constitué d'une tôle forte d'une épaisseur typique lors de la livraison comprise entre 15 mm et 60 mm, et de raidisseurs (5) qui peuvent être fabriqués à base de profilés et fixés sur la peau à l'aide de moyens de fixation mécaniques (tels que rivets ou boulons) ou par des techniques de soudage (tels que le soudage à l'arc, le soudage par faisceau laser, ou le soudage par friction). La structure d'extrados (peau - raidisseurs) peut être obtenue également par assemblage d'autres semi-produits en alliage d'aluminium. Elle peut être obtenue également par usinage intégral de tôles fortes ou de profilés, c'est-à-dire sans assemblage.
D'une façon générale, afin de réduire autant que possible le poids d'une telle structure, il est souhaitable de réduire le nombre de moyens de fixations (rivets, boulons etc) ou de joints de soudure. Par conséquent, il est souhaitable d'utiliser des tôles ou produits filés dont les dimensions sont aussi proches que possible de celles du caisson de voilure fini. Ce besoin d'utiliser des demi-produits de très grandes dimensions, par exemple d'une largeur comprise entre 0,5 m et 4 m, d'une épaisseur comprise entre 10 mm et 60
mm ou même 100 mm, et d'une longueur comprise entre 6 m et plus que 20 m, limite le choix des matériaux utilisables. Plus particulièrement, dans le cas des produits laminés, il faut pouvoir obtenir ces tôles fortes de très grande dimensions avec une fiabilité industrielle suffisante. Pour des avions de très grande taille, la longueur des ailes d'avion peut dépasser 20 m et même 30 m, ce qui nécessite l'emploi de tôles ou de profilés d'une longueur supérieure à 20 m ou 30 m, afin de minimiser l'assemblage des éléments structuraux. La fabrication de tôles ou profilés d'une telle taille en alliages Al- Zn-Mg-Cu très chargés nécessite une excellente maîtrise des procédés de coulée, de laminage et de traitement thermique et thermo-mécanique, et requiert une adaptation de la composition chimique selon 1 ' invention.
Il est à noter que les profilés de faible épaisseur ou largeur, bénéficient en plus d'une augmentation considérable des caractéristiques mécaniques statiques dues à l'effet de presse bien connu de l'homme de l'art. Cet effet n'est pas observé pour des profilés épais.
Les produits selon l'invention peuvent être utilisés comme éléments structuraux en construction aéronautique. Pour l'application comme extrados, on préfère un état métallurgique de type T6, par exemple T651. On peut également envisager l'utilisation à l'état T7.
On peut fabriquer des demi-produits laminés, filés ou forgés qui présentent un compromis de propriétés très intéressant notamment pour la construction aéronautique : une limite d'élasticité Rp0j2 (L) supérieure à 630 MPa et même supérieure à 640 MPa, une ténacité K_c(L-T) supérieure à 23 MPaVm et même supérieure à 25 MPaVm, un allongement à rupture A% supérieur à 8 % et même supérieur à 10 %, tout en gardant la résistance à la corrosion exfoliante et à la corrosion sous contrainte à un niveau au moins comparable à celui des alliages Al-Zn-Mg-Cu connus. Ces produits peuvent avoir une valeur de KapP( -τ) . mesurée selon ASTM E561 à T/2 sur une éprouvette de largeur W = 406 mm, d'au moins égal à 70 MPaVm, et de préférence d'au moins égal à 75 MPaVm.
Le produit selon l'invention est particulièrement adapté à l'utilisation comme élément structural dans un caisson de voilure, par exemple sous forme d'un extrados ou d'un raidisseur. Les avantages des produits selon l'invention permettent en particulier leur utilisation comme éléments structuraux d'avions de très grandes dimensions, notamment d'avions civil, et notamment sous forme de produits laminés et filés. Dans une application particulièrement avantageuse, ces éléments structuraux sont fabriqués à partir de tôles d'épaisseur supérieure à 60 mm.
Dans le cas d'un profilé, l'ajout d'un ou plusieurs éléments anti-recristallisants, tels que le scandium, est particulièrement avantageux ; un tel effet est aussi observé dans le cas de tôles fortes. Lorsque l'élément anti-recristallisant ajouté est le scandium, une teneur comprise entre 0,02 et 0,50 % est avantageuse. L'ajout d'une faible quantité d'argent ou d'un autre élément tel que Cd, Ge, In, Sn (de l'ordre de 0,05 à 0,10 %) améliore l'efficacité du revenu, et a des effets positifs sur la résistance mécanique et la tenue à la corrosion sous contrainte du produit.
L'invention sera mieux comprise à l'aide des exemples, qui n'ont toutefois pas de caractère limitatif.
Exemples
Exemple 1 :
On a préparé plusieurs alliages Al-Zn-Mg-Cu par coulée semi-continue de plaques, et on leur a fait subir une gamme de transformation classique, comportant une étape d'homogénéisation, suivie d'un laminage à chaud, d'une étape de mise en solution suivie d'une trempe et d'opérations de détensionnement, et enfin d'un revenu à l'état T651. On a ainsi obtenu des tôles d'épaisseur 20 mm à l'état T651 Les compositions des tôles composant cet essai sont indiquées dans le tableau 1.
Tableau 1
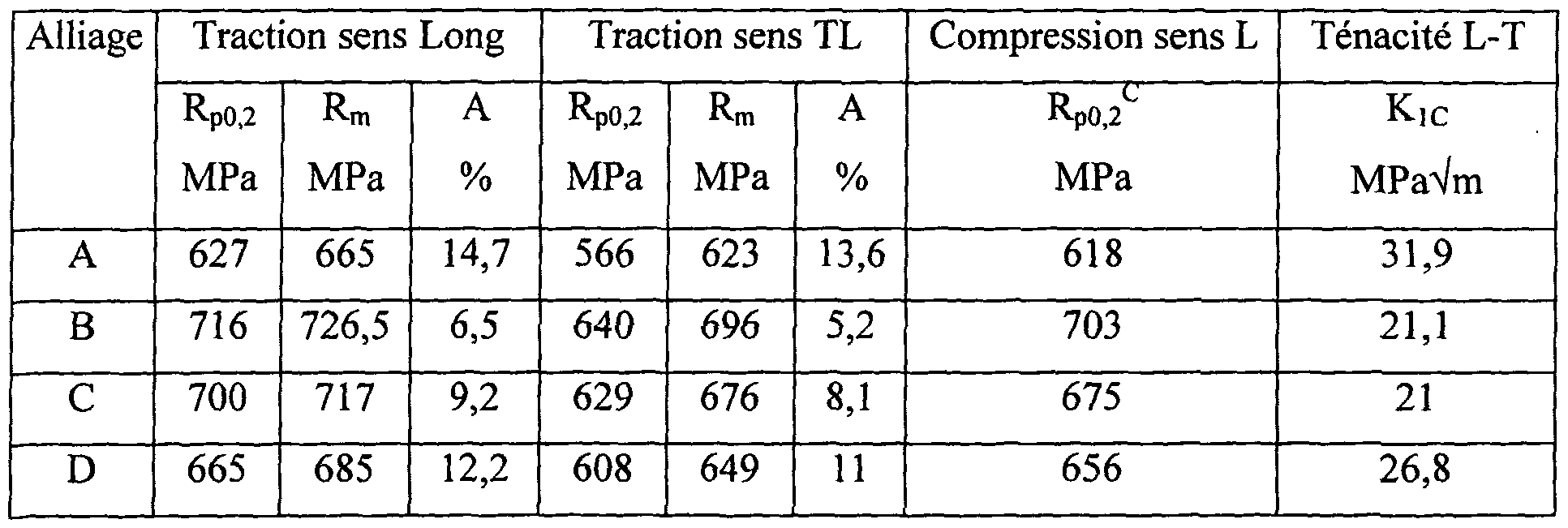
L'alliage A est un alliage 7449 selon l'état de la technique, les alliages B et C sont des alliages à haute teneur en Zn, ne respectant pas les caractéristiques techniques de l'invention, l'alliage D est un alliage selon l'invention.
On a déterminé sur des éprouvettes prélevées à mi-épaisseur les caractéristiques mécaniques statiques en traction selon EN 10002-1, la limite d'élasticité en compression Rpo,2 (une propriété dimensionnante pour l'extrados) selon ASTM E9, et la ténacité Kic en déformations planes selon ASTM E399. Les résultats sont indiqués dans le tableau 2 :
Tableau 2
Il apparaît clairement que l'alliage suivant l'invention présente un meilleur compromis caractéristiques statiques / ténacité que l'alliage 7449 selon l'art antérieur (R
p02 en traction et en compression plus élevé et Kι similaire), et que les alliages à haute teneur en zinc ne respectant pas les caractéristiques techniques de l'invention sont moins performants.
Exemple 2 :
On a coulé 2 alliages dont la composition chimique est indiquée dans le tableau 3, et on les a transformés en utilisant une gamme similaire à celle de l'exemple 1, à ceci près que les tôles obtenues sont d'épaisseur 6 mm.
Tableau 3
L'alliage E est un alliage 7449, et l'alliage F est un alliage selon l'invention, contenant un ajout de 0,083 % de Scandium.
Les caractéristiques mécaniques statiques obtenues à l'état T651 sont présentées dans le tableau 4 ci-dessous. La ténacité a été caractérisée en utilisant l'indicateur Kahn, bien connu de l'homme du métier et décrit notamment dans l'article de J.G. Kaufman et A.H. Knoll, « Kahn-Type Tear Tests and Crack Toughness of Aluminum Sheet », paru dans Materials Research & Standards, pp. 151-155, en 1964. Le paramètre Kapp a été mesuré selon la norme ASTM E561 sur des éprouvettes de type CT de largeur W égale à 127 mm. Le paramètre Kapp (« K apparent ») est le facteur d'intensité de contrainte calculé en utilisant la charge maximale mesurée durant l'essai et la longueur de fissure initiale (en fin de pré-fissuration) dans les formules indiquées par la norme citée. Ces indicateurs sont utilisés classiquement pour mesurer la ténacité en contraintes planes. Les résultats des mesures de ténacité effectuées lors de cet essai sont présentés dans le tableau 5 ci-après.
Tableau 4
Tableau 5
Les résultats des tableaux 4 et 5 montrent clairement l'amélioration des caractéristiques mécaniques statiques de l'alliage objet de l'invention pour une ténacité semblable, voire meilleure que celle de l'alliage sans scandium.
Exemple 3 :
On a coulé 2 alliages dont la composition chimique est indiquée dans le tableau 6, et on les a transformés en utilisant une gamme similaire à celle de l'exemple 1, à ceci près que les tôles obtenues sont d'épaisseurs 25 mm et 10 mm et que deux états de revenu ont été élaborés : l'état T651 (traitement de 48h à 120°C) défini comme le pic de résistance mécanique en traction et l'état T7x51 (24h 120°C + 17h 150°C).
Tableau 6
L'alliage R est un alliage 7449, et l'alliage S est un alliage selon l'invention, contenant un ajout de 0,078 % de scandium.
Les caractéristiques mécaniques statiques obtenues aux états T651 et T7951 et mesurées à mi-épaisseur sont présentées dans le tableau 7 ci-dessous.
La ténacité en déformations planes Kic a été déterminée selon la norme ASTM E399, à mi-épaisseur. La ténacité en contraintes planes a été caractérisée à mi-épaisseur en utilisant le paramètre Kapp, mesuré selon la norme ASTM E561 sur des éprouvettes de type CCT de largeur W égale à 406 mm. Les résultats des mesures de ténacité effectuées lors de cet essai sont présentés dans le tableau 8 ci-après.
Tableau 7
On a représenté sur la figure 2 le compromis résistance mécanique - tolérance aux dommages dans un diagramme Rp0>2 - Kapp pour les alliages de l'exemple 3. Il y apparaît que l'alliage de référence « R » présente le compromis habituel (la ténacité diminue lorsque la résistance mécanique augmente). A l'inverse, et de façon surprenante, l'alliage selon l'invention « S » présente une décroissance très faible (épaisseur 10 mm) voire une augmentation nette (épaisseur 25 mm) de la ténacité lorsque la résistance mécanique croît. Par ailleurs, l'alliage selon l'invention présente des niveaux de résistance mécanique nettement supérieurs à ceux de l'alliage de référence et une ténacité comparable voire supérieure.
Exemple 4 :
On a coulé plusieurs alliages dont la composition est indiquée dans le tableau 9, avec une teneur en Si approximativement égale à 0.04 % pour tous les alliages.
Les alliages Gl, G2, G3 et G4 sont en dehors de la présente invention, ainsi que les alliages B et C, décrits dans l'exemple 1. L'alliage D est un alliage selon l'invention décrit dans l'exemple 1. Tous ces alliages ont présenté lors des essais une coulabilité satisfaisante, c'est-à-dire que l'on n'a pas observé des fentes ou criques lors des essais de coulée à l'échelle industrielle.
Les alliages G5, G6, G7, G8 sont en dehors de la présente invention, et l'alliage G9 est un alliage 7060 selon l'état de la technique ; ces alliages ont présenté des fentes lors des essais de coulée.
Les difficultés apparaissant lors de la coulée de ces alliages ne rendent pas nécessairement les produits corroyés obtenus à partir de ces plaques impropres à l'utilisation, mais sont à l'origine de surcoûts car la mise en oeuvre (c'est-à-dire la quantité de métal vendable par rapport à la quantité de métal enfourné, un paramètre qui est directement lié à la quantité de plaques rebutées) sera plus grande que pour les alliages correspondant au domaine préférentiel de l'invention. De plus, la propension de ces alliages à la formation de fentes lors de leur solidification rend très difficile la fiabilisation du procédé de coulée dans le cadre d'un programme d'assurance de la qualité par la maîtrise statistique des procédés.
On constate que tous les alliages 7xxx présentant une propension très prononcée à la formation de fentes ou criques à la coulée ont une teneur en magnésium inférieure à la teneur critique en magnésium ; cette valeur critique a été obtenue en calculant la valeur limite en Mg définie par le critère de coulabilité.
Tableau 9
On a élaboré des plaques de laminage par un procédé similaire à celui décrit dans l'exemple 1. La composition chimique est donnée dans le Tableau 10. Par un procédé similaire à celui décrit dans l'exemple 1, on a préparé par laminage à chaud des tôles d'une épaisseur de 25 mm. Elles ont été mises en solution pendant 2 heures à une température comprise entre 472 et 480 °C (ces températures sont déterminées par des essais préliminaires de calorimétrie sur les tôles brutes de laminage, procédure classique pour l'homme du métier), trempées par aspersion et tractionnées avec un allongement permanent compris entre 1 ,5 et 2 %. Ensuite, les tôles ont été soumises à un traitement de revenu à une température de 135 °C.
Tableau 10
On a mesuré à mi-épaisseur les caractéristiques mécaniques statiques en traction et en compression ainsi que la ténacité Kapp comme spécifié dans les exemples précédents.
Tableau 11
On a vérifié que pour les tôles N, M et K, le revenu de 14,5 h conduit à l'état T651. Pour des revenus significativement plus longs, les paramètres R
po,
2, Rpo,2 et R
m se dégradent alors que la ténacité en contraintes planes K
app augmente.
Comme dans l'exemple 3, nous avons représenté le compromis résistance mécanique - tolérance aux dommages dans un diagramme Rp0;2 - Kapp. Ce diagramme est fourni à la figure 3 pour les alliages de l'exemple 5.
A teneur en zinc égale, et a teneur en scandium égale, la tôle K avec un rapport Mg/Cu plus faible montre des valeurs de ténacité significativement meilleures que la tôle N.
Exemple 6 :
On a préparé par coulée verticale des billettes de filage de diamètre 291 mm avec un alliage selon l'invention dont la composition est donnée dans le tableau 12.
Tableau 12
Les billettes homogénéisées (7h 460°C + 23h 466°C) et écroûtées ont été extradées, la température du conteneur et de l'outil étant supérieure à 400°C, et la vitesse de filage étant inférieure à 0,50 m/min. La géométrie des profilés comprend une semelle (épaisseur 15 mm, largeur 152 mm), une nervure (épaisseur 15 mm, hauteur 38 mm) et un renfort (épaisseur 23 mm, largeur 76 mm).
Après mise en solution (4h 472°C au palier), trempe et traction contrôlée, les profilés ont subi un traitement de revenu T7A511 (6h 120°C + 7h 135°C) et T7B511 (6h 120°C + 28h 135°C) ; le lettres A et B symbolisent ici ces différentes conditions de revenu.
Des profilés de géométrie similaire en alliage 7449, dont la composition précise ne correspond pas à la présente invention, ont également été élaborés à titre de référence à l'état T79511.
Les résultats de la caractérisation de ces profilés sont donnés dans le tableau 13 ci-après (la lettre X indique que la caractéristique n'a pas été déterminée pour ce produit).
Tableau 13
Il apparaît clairement que l'alliage « T » selon l'invention présente un bien meilleur compromis résistance mécanique - ténacité.