RU2520002C2 - Наполняющая машина и способ обеспечения гигиенической среды в наполняющей машине - Google Patents
Наполняющая машина и способ обеспечения гигиенической среды в наполняющей машине Download PDFInfo
- Publication number
- RU2520002C2 RU2520002C2 RU2011140938/13A RU2011140938A RU2520002C2 RU 2520002 C2 RU2520002 C2 RU 2520002C2 RU 2011140938/13 A RU2011140938/13 A RU 2011140938/13A RU 2011140938 A RU2011140938 A RU 2011140938A RU 2520002 C2 RU2520002 C2 RU 2520002C2
- Authority
- RU
- Russia
- Prior art keywords
- air
- filling
- chamber
- packages
- filling chamber
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims abstract description 22
- 238000004806 packaging method and process Methods 0.000 claims abstract description 34
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 21
- 244000005700 microbiome Species 0.000 claims abstract description 20
- 238000011161 development Methods 0.000 claims abstract description 10
- 239000007788 liquid Substances 0.000 claims abstract description 8
- 238000009825 accumulation Methods 0.000 claims abstract 2
- 230000035508 accumulation Effects 0.000 claims abstract 2
- 238000007791 dehumidification Methods 0.000 claims abstract 2
- 230000001954 sterilising effect Effects 0.000 claims description 32
- 238000001035 drying Methods 0.000 claims description 13
- 238000009833 condensation Methods 0.000 claims description 4
- 230000005494 condensation Effects 0.000 claims description 4
- 238000001914 filtration Methods 0.000 claims description 2
- 239000000126 substance Substances 0.000 abstract description 6
- 230000000694 effects Effects 0.000 abstract description 4
- 238000010521 absorption reaction Methods 0.000 abstract 1
- 238000006073 displacement reaction Methods 0.000 abstract 1
- 238000004659 sterilization and disinfection Methods 0.000 description 22
- 238000010438 heat treatment Methods 0.000 description 16
- 239000002274 desiccant Substances 0.000 description 11
- 239000000047 product Substances 0.000 description 6
- 230000005855 radiation Effects 0.000 description 5
- 238000012423 maintenance Methods 0.000 description 4
- 238000007789 sealing Methods 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- 238000000926 separation method Methods 0.000 description 3
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 239000012792 core layer Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 239000008267 milk Substances 0.000 description 2
- 235000013336 milk Nutrition 0.000 description 2
- 210000004080 milk Anatomy 0.000 description 2
- 239000005022 packaging material Substances 0.000 description 2
- 230000001105 regulatory effect Effects 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 206010073306 Exposure to radiation Diseases 0.000 description 1
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 239000006227 byproduct Substances 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 235000011967 chocolate pudding Nutrition 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000005429 filling process Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 235000011389 fruit/vegetable juice Nutrition 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 208000015181 infectious disease Diseases 0.000 description 1
- 230000036512 infertility Effects 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 235000021056 liquid food Nutrition 0.000 description 1
- 239000012263 liquid product Substances 0.000 description 1
- 239000012764 mineral filler Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 235000014101 wine Nutrition 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D53/00—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols
- B01D53/26—Drying gases or vapours
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B55/00—Preserving, protecting or purifying packages or package contents in association with packaging
- B65B55/02—Sterilising, e.g. of complete packages
- B65B55/04—Sterilising wrappers or receptacles prior to, or during, packaging
- B65B55/10—Sterilising wrappers or receptacles prior to, or during, packaging by liquids or gases
- B65B55/103—Sterilising flat or tubular webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/02—Machines characterised by the incorporation of means for making the containers or receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/04—Methods of, or means for, filling the material into the containers or receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B31/00—Packaging articles or materials under special atmospheric or gaseous conditions; Adding propellants to aerosol containers
- B65B31/02—Filling, closing, or filling and closing, containers or wrappers in chambers maintained under vacuum or superatmospheric pressure or containing a special atmosphere, e.g. of inert gas
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B31/00—Packaging articles or materials under special atmospheric or gaseous conditions; Adding propellants to aerosol containers
- B65B31/02—Filling, closing, or filling and closing, containers or wrappers in chambers maintained under vacuum or superatmospheric pressure or containing a special atmosphere, e.g. of inert gas
- B65B31/024—Filling, closing, or filling and closing, containers or wrappers in chambers maintained under vacuum or superatmospheric pressure or containing a special atmosphere, e.g. of inert gas specially adapted for wrappers or bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B55/00—Preserving, protecting or purifying packages or package contents in association with packaging
- B65B55/02—Sterilising, e.g. of complete packages
- B65B55/04—Sterilising wrappers or receptacles prior to, or during, packaging
- B65B55/08—Sterilising wrappers or receptacles prior to, or during, packaging by irradiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/14—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for incorporating, or forming and incorporating, handles or suspension means in packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/52—Details
- B65D75/54—Cards, coupons, or other inserts or accessories
- B65D75/56—Handles or other suspension means
- B65D75/563—Integral handles or suspension means
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F24—HEATING; RANGES; VENTILATING
- F24F—AIR-CONDITIONING; AIR-HUMIDIFICATION; VENTILATION; USE OF AIR CURRENTS FOR SCREENING
- F24F3/00—Air-conditioning systems in which conditioned primary air is supplied from one or more central stations to distributing units in the rooms or spaces where it may receive secondary treatment; Apparatus specially designed for such systems
- F24F3/12—Air-conditioning systems in which conditioned primary air is supplied from one or more central stations to distributing units in the rooms or spaces where it may receive secondary treatment; Apparatus specially designed for such systems characterised by the treatment of the air otherwise than by heating and cooling
- F24F3/14—Air-conditioning systems in which conditioned primary air is supplied from one or more central stations to distributing units in the rooms or spaces where it may receive secondary treatment; Apparatus specially designed for such systems characterised by the treatment of the air otherwise than by heating and cooling by humidification; by dehumidification
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/008—Standing pouches, i.e. "Standbeutel"
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/52—Details
- B65D75/58—Opening or contents-removing devices added or incorporated during package manufacture
- B65D75/5816—Opening or contents-removing devices added or incorporated during package manufacture for tearing a corner or other small portion next to the edge, e.g. a U-shaped portion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/22—Details
- B67C3/26—Filling-heads; Means for engaging filling-heads with bottle necks
- B67C2003/2688—Means for filling containers in defined atmospheric conditions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/22—Details
- B67C3/26—Filling-heads; Means for engaging filling-heads with bottle necks
- B67C2003/2688—Means for filling containers in defined atmospheric conditions
- B67C2003/2694—Means for filling containers in defined atmospheric conditions by enclosing a set of containers in a chamber
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F24—HEATING; RANGES; VENTILATING
- F24F—AIR-CONDITIONING; AIR-HUMIDIFICATION; VENTILATION; USE OF AIR CURRENTS FOR SCREENING
- F24F3/00—Air-conditioning systems in which conditioned primary air is supplied from one or more central stations to distributing units in the rooms or spaces where it may receive secondary treatment; Apparatus specially designed for such systems
- F24F3/12—Air-conditioning systems in which conditioned primary air is supplied from one or more central stations to distributing units in the rooms or spaces where it may receive secondary treatment; Apparatus specially designed for such systems characterised by the treatment of the air otherwise than by heating and cooling
- F24F3/14—Air-conditioning systems in which conditioned primary air is supplied from one or more central stations to distributing units in the rooms or spaces where it may receive secondary treatment; Apparatus specially designed for such systems characterised by the treatment of the air otherwise than by heating and cooling by humidification; by dehumidification
- F24F2003/144—Air-conditioning systems in which conditioned primary air is supplied from one or more central stations to distributing units in the rooms or spaces where it may receive secondary treatment; Apparatus specially designed for such systems characterised by the treatment of the air otherwise than by heating and cooling by humidification; by dehumidification by dehumidification only
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F24—HEATING; RANGES; VENTILATING
- F24F—AIR-CONDITIONING; AIR-HUMIDIFICATION; VENTILATION; USE OF AIR CURRENTS FOR SCREENING
- F24F3/00—Air-conditioning systems in which conditioned primary air is supplied from one or more central stations to distributing units in the rooms or spaces where it may receive secondary treatment; Apparatus specially designed for such systems
- F24F3/12—Air-conditioning systems in which conditioned primary air is supplied from one or more central stations to distributing units in the rooms or spaces where it may receive secondary treatment; Apparatus specially designed for such systems characterised by the treatment of the air otherwise than by heating and cooling
- F24F3/14—Air-conditioning systems in which conditioned primary air is supplied from one or more central stations to distributing units in the rooms or spaces where it may receive secondary treatment; Apparatus specially designed for such systems characterised by the treatment of the air otherwise than by heating and cooling by humidification; by dehumidification
- F24F2003/144—Air-conditioning systems in which conditioned primary air is supplied from one or more central stations to distributing units in the rooms or spaces where it may receive secondary treatment; Apparatus specially designed for such systems characterised by the treatment of the air otherwise than by heating and cooling by humidification; by dehumidification by dehumidification only
- F24F2003/1446—Air-conditioning systems in which conditioned primary air is supplied from one or more central stations to distributing units in the rooms or spaces where it may receive secondary treatment; Apparatus specially designed for such systems characterised by the treatment of the air otherwise than by heating and cooling by humidification; by dehumidification by dehumidification only by condensing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F24—HEATING; RANGES; VENTILATING
- F24F—AIR-CONDITIONING; AIR-HUMIDIFICATION; VENTILATION; USE OF AIR CURRENTS FOR SCREENING
- F24F3/00—Air-conditioning systems in which conditioned primary air is supplied from one or more central stations to distributing units in the rooms or spaces where it may receive secondary treatment; Apparatus specially designed for such systems
- F24F3/12—Air-conditioning systems in which conditioned primary air is supplied from one or more central stations to distributing units in the rooms or spaces where it may receive secondary treatment; Apparatus specially designed for such systems characterised by the treatment of the air otherwise than by heating and cooling
- F24F3/16—Air-conditioning systems in which conditioned primary air is supplied from one or more central stations to distributing units in the rooms or spaces where it may receive secondary treatment; Apparatus specially designed for such systems characterised by the treatment of the air otherwise than by heating and cooling by purification, e.g. by filtering; by sterilisation; by ozonisation
- F24F3/167—Clean rooms, i.e. enclosed spaces in which a uniform flow of filtered air is distributed
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Dispersion Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Combustion & Propulsion (AREA)
- General Engineering & Computer Science (AREA)
- Analytical Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Toxicology (AREA)
- General Health & Medical Sciences (AREA)
- Health & Medical Sciences (AREA)
- Basic Packing Technique (AREA)
- Filling Of Jars Or Cans And Processes For Cleaning And Sealing Jars (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
Abstract
Способ содержит осушение воздуха, создание воздушного потока через камеру наполнения упаковки жидким содержимым посредством непрерывной подачи осушенного воздуха в камеру, обеспечение выхода воздуха из камеры через входной канал для упаковок, через который ненаполненные упаковки поступают в камеру, и/или через выходной канал для упаковок, через который наполненные упаковки покидают камеру. При этом осушенный воздух подают в таком количестве, чтобы в камере создавалось избыточное давление и чтобы обеспечивалось замещение воздуха в камере 25-250 раз в час, а также для поглощения имеющейся воды в виде жидких скоплений, присутствующей в камере, для создания сухой среды, образующей гигиеничную среду, препятствующую развитию микроорганизмов. Изобретение обеспечивает повышение степени гигиеничности среды. 8 з.п. ф-лы, 3 ил.
Description
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение касается наполняющей машины для наполнения упаковок и способа обеспечения гигиеничной среды в наполянющей машине.
УРОВЕНЬ ТЕХНИКИ
Наполняющая машина для наполнения жидких продуктов, в особенности жидких пищевых продуктов, таких как вода, молоко, сок или вино, в упаковки известна, например, из WO99/41149. В этом документе раскрыто, как полотно, состоящее из упаковок, подается через наполняющую машину и поступает, в свою очередь, в станцию для удаления концевого уплотнения и, таким образом, открытия канала для наполнения каждого контейнера, в станцию для наполнения каждого контейнера, а также в запечатывающую станцию для закрытия наполненных упаковок.
В ходе реального процесса наполнения в канал для наполнения вводится раздаточная головка, после чего клапан подачи продукта открывается, чтобы требуемое количество продукта могло поступить в упаковочную камеру через упомянутую раздаточную головку.
Проблема, связанная с наполнением, заключается в возникновении утечек. Потери от утечки могут возникать в силу различных причин. Например, жидкость может теряться между раздаточной головкой и каналом для наполнения в процессе операции наполнения. Может также случиться, что наполнение упаковки дало сбой, в результате чего количество жидкости, которое предназначалось для упаковки, вытекает в наполняющую машину.
Однако наиболее частый вид потерь - несомненно, потери, вызванные остатками продукта, которые удерживаются на раздаточной головке, когда последняя отводится из упаковки после наполнения. Остаток продукта может далее образовывать капли, отделяющиеся от раздаточной головки, чтобы оказаться в камере наполнения.
Остатки, остающиеся в наполняющей машине, создают среду, стимулирующую развитие микроорганизмов. Для минимизации риска инфицирования в результате упомянутого развития микроорганизмов машину требуется регулярно останавливать, чтобы обеспечить возможность чистки машины.
Был предпринят ряд усилий по минимизации развития микроорганизмов в попытке продлить время между остановками для чистки наполняющей машины.
Один из подходов заключался в полном исключении появления утечек, но это оказалось сложной задачей. Сложнее всего оказалось исключить утечки, связанные с остатками продукта, удерживаемыми на раздаточной головке и образующими капли, которые отделяются от раздаточной головки, когда последняя отводится из упаковки после заполнения.
Предпринимались также попытки исключить появление микроорганизмов путем экстенсивной стерилизации наполняющей машины, упаковок и продуктов. Однако подобные упаковочные системы обычно относительно сложны, а потому являются дорогостоящими. Помимо этого практически невозможно полностью исключить наличие всех микроорганизмов, вот почему регулярные остановки на очистку наполняющей машины требуются также и для такого вида наполняющих машин.
Еще один подход заключался в истреблении микроорганизмов. Для этой цели в наполняющую машину вводили, например, химические вещества, что не рекомендуется делать в особенности в том случае, когда наполняющая машина предназначена для пищевых продуктов, поскольку химические вещества, способные уничтожить микроорганизмы, часто вредны для людей. Кроме того, в наполняющей машине устанавливались лампы ультрафиолетового излучения с целью борьбы с микроорганизмами путем воздействия на них ультрафиолетовым излучением. Однако поскольку подвергнуть облучению повсеместно часто бывает невозможно в силу наличия «затененных участков», эффект, создаваемый ультрафиолетовым излучением, недостаточен. Кроме того, ультрафиолетовое излучение не способно проникнуть, например, в каплю молока или порцию шоколадного пудинга, чтобы уничтожить микроорганизмы.
Таким образом, существует потребность в создании гигиеничной среды, препятствующей развитию микроорганизмов в наполняющей машине. Существует также потребность в поддержании стерильной среды в наполняющей машине, уже прошедшей стерилизацию.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
С учетом вышесказанного задача настоящего изобретения заключается в создании гигиеничной среды в наполняющей камере в наполняющей машине.
Для решения вышеуказанной задачи и других неуказанных задач, которые будут видны из последующего описания, настоящее изобретение касается способа по п.1 формулы изобретения и наполняющей машины по п.10 формулы изобретения. Варианты осуществления способа понятны из пп.1-9 формулы изобретения. Варианты осуществления наполняющей машины понятны из пп.11-16 формулы изобретения.
По первому аспекту изобретение касается способа создания гигиеничной среды в камере наполнения в наполняющей машине, причем в камере наполнения упаковки наполняются путем переноса жидкого содержимого в упаковки посредством наполнительного патрубка. Способ включает осушение воздуха для обеспечения осушенного воздуха, создание воздушного потока через упомянутую камеру наполнения посредством непрерывной подачи упомянутого осушенного воздуха в камеру наполнения и обеспечения выхода из камеры наполнения через входной канал для упаковок, через который ненаполненные упаковки поступают в камеру наполнения и/или через выходной канал для упаковки, через который наполненные упаковки покидают камеру наполнения. Осушенный воздух подается в таком количестве, чтобы создать избыточное давление в камере наполнения и чтобы обеспечить замещение воздуха в камере наполнения 25-250 раз в час, посредством чего воздушный поток, образуемый осушенным воздухом, устраняет воду, присутствующую в камере наполнения, тем самым создавая гигиеничную среду, препятствующую развитию микроорганизмов.
Таким образом, предложен способ, позволяющий наполнять контейнеры в гигиеничной среде. Путем осушения воздуха для создания осушенного воздуха и непрерывной подачи осушенного воздуха в камеру наполнения создается воздушный поток через камеру наполнения, удаляющий влагу, которая может там присутствовать, тем самым эффективно создавая в камере наполнения сухую среду. Сухая среда препятствует развитию микроорганизмов. Путем обеспечения выхода воздуха из камеры наполнения через входной канал для упаковок, через который ненаполненные упаковки поступают в камеру наполнения, и/или через выходной канал для упаковок, через который наполненные упаковки покидают камеру наполнения, создается сухая среда во всей камере наполнения, поскольку осушенный воздух будет проходить через всю камеру наполнения.
Этап осушения может выполняться путем холодного высушивания, при котором воздух охлаждается для удаления воды путем конденсации.
Осушенный воздух может подаваться в камеру наполнения при такой скорости потока, чтобы воздух в камере наполнения мог замещаться 25-250 раз в час, предпочтительно мог замещаться 100-200 раз в час, наиболее предпочтительно 125-175 раз в час. Важно убедиться, что количество воздуха, подаваемого в камеру наполнения, достаточно для создания сухой среды в камере наполнения в каждый момент времени. Если камера наполнения имеет объем 4 м3, расход подаваемого осушенного воздуха может составлять, например, 600 м3/час.
Осушенный воздух может подаваться в таком количестве, чтобы воздушный поток, создаваемый таким образом, был способен поглощать 0,25-10 кг воды в час, предпочтительно 1-2 кг воды в час.
При атмосферном давлении относительная влажность осушенного воздуха при подаче в камеру наполнения может составлять 0-30%, предпочтительно 10-20%.
Осушенный воздух может пройти термическую обработку для поддержания температуры в диапазоне 15-35°C при подаче в камеру наполнения. Путем термической обработки воздуха для создания соответствующей температуры регулируется количество воды, которое воздух способен поглотить. Холодный воздух может поглотить меньше воды, чем теплый воздух. Этап термической обработки воздуха, таким образом, включает в себя обработку воздуха для приведения в соответствие или регулирования его температуры.
Способ может дополнительно содержать этап стерилизации воздуха, подвергаемого высушиванию, при этом этап стерилизации воздуха может выполняться до, во время или после этапа осушения воздуха. Поскольку воздушный поток, поступающий в камеру наполнения, стерилен, количество микроорганизмов уменьшается, что упрощает поддержание гигиеничной среды.
Воздух может пройти стерилизацию с помощью фильтрования.
Способ также может содержать подачу упаковок в виде пустых заготовок и их заполнение путем введения упомянутого наполнительного патрубка в канал для наполнения в каждой упаковке. В отношении любого разлива, который может произойти, когда наполнительный патрубок вводится в канал для наполнения в упаковке или выводится из него, могут быть приняты эффективные меры с использованием потока осушенного воздуха, подаваемого в камеру наполнения.
Согласно настоящему изобретению дополнительно предложена наполняющая машина для наполнения упаковок. Наполняющая машина содержит камеру наполнения, в которой упаковки наполняются путем переноса жидкого содержимого в упаковки с помощью наполнительного патрубка, входной канал для упаковок, через который ненаполненные упаковки поступают в камеру наполнения, выходной канал для упаковок, через который наполненные упаковки покидают камеру наполнения, осушитель, выполненный с возможностью осушения воздуха для создания осушенного воздуха, а также блок подачи воздуха, выполненный с возможностью создания воздушного потока через камеру наполнения посредством непрерывной подачи упомянутого осушенного воздуха через воздухозаборник. Блок подачи воздуха выполнен с возможностью подачи осушенного воздуха в таком количестве, чтобы создать избыточное давление в камере наполнения и чтобы воздух в камере наполнения мог замещаться 25-250 раз в час, при этом воздух, подаваемый в камеру наполнения, имеет возможность выходить из камеры наполнения через входной канал для упаковок и/или выходной канал для упаковок, посредством чего воздушный поток, образуемый осушенным воздухом, устраняет воду, присутствующую в камере наполнения, тем самым создавая гигиеничную среду, препятствующую развитию микроорганизмов.
Упомянутый осушитель может содержать средство для холодного высушивания, предназначенное для осушения воздуха с помощью удаления воды путем конденсации.
Наполняющая машина может дополнительно содержать стерилизационный блок для стерилизации воздуха, подаваемого в камеру наполнения. Блок стерилизации может обеспечить стерильность воздушного потока, поступающего в камеру наполнения. Таким образом, количество микроорганизмов в камере наполнения снижается, что упрощает поддержание гигиеничной среды.
Наполняющая машина может дополнительно содержать блок термической обработки для термической обработки воздуха, подаваемого в камеру наполнения. Блок термической обработки может обеспечить соответствующую температуру воздуха, подаваемого в камеру наполнения. Таким образом, количество воды, которое воздух способен поглотить, может регулироваться.
Блок термической обработки может быть выполнен с возможностью термической обработки воздуха, подаваемого в камеру наполнения, для получения температуры в диапазоне 15-35°C.
Упомянутый воздухозаборник может быть размещен по центру камеры наполнения. В результате такого размещения по центру эффект высушивания может быть максимальным.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Варианты осуществления настоящего изобретения будут описаны ниже с помощью примеров и со ссылкой на прилагаемые чертежи.
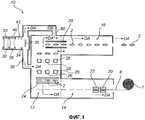
На фиг.1 показан схематичный вид первого варианта наполняющей машины согласно настоящему изобретению.
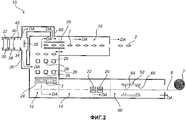
На фиг.2 показан схематичный вид второго варианта наполняющей машины согласно настоящему изобретению.
На фиг.3 показан вид в перспективе упаковки сжимаемого типа.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
На фиг.1 показан вариант наполняющей машины 10 для наполнения упаковок 2 согласно изобретению.
Наполняющая машина 10 содержит камеру 12 наполнения, входной канал 14 для упаковок и выходной канал 16 для упаковок. Упаковки 2, которые должны наполняться в наполняющей машине 10, подаются через входной канал 14 для упаковок. Наполненные упаковки 2 выводятся через выходной канал 16 для упаковок.
Наполняющая машина 10 дополнительно содержит средство подачи (не показано), выполненное с возможностью подачи упаковок 2 в камеру 12 наполнения через вход 14 для упаковок. Согласно показанному варианту осуществления наполняющая машина, таким образом, выполнена с возможностью обслуживания упаковок, поступающих в виде пустых заготовок. Однако следует понимать, что настоящее изобретение охватывает способы и устройства, согласно которым упаковки формируются в самой наполняющей машине.
Более конкретно, средство подачи выполнено с возможностью приема упаковок 2, подаваемых в виде полотна 8, намотанного на бобину. Направление ориентации упаковок 2 совпадает с продольным направлением вытянутого полотна 8. Средство подачи выполнено с возможностью транспортировки упаковок в направлении, параллельном упомянутому направлению ориентации. В процессе данной транспортировки выполняется раскрытие и разделение упаковок 2.
Соответственно наполняющая машина 10 содержит раскрывающую станцию 20, в которой упаковки 2 раскрываются, чтобы обеспечить возможность наполнения упаковок 2 содержимым, и станцию 22 разделения, в которой связанные между собой упаковки 2 разделяются. Раскрывающая станция 20 может содержать первый режущий инструмент, выполненный с возможностью раскрытия канала 6 для наполнения в каждой упаковке 2 путем срезания полосы у вершины, что выполняется в процессе подачи упаковок 2, пребывающих во взаимосоединенном состоянии, в котором они образуют удлиненное полотно, состоящее из упаковок 2. Станция 22 разделения может содержать второй режущий инструмент, отделяющий взаимосоединенные упаковки 2 друг от друга.
Наполняющая машина 10 дополнительно содержит средство транспортировки, схематично представленное позицией 24, которое выполнено с возможностью транспортировки упомянутых упаковок 2, сохраняя их направление ориентации, внутри камеры 12 наполнения в поперечном направлении относительно упомянутого направления ориентации. Как показано в представленном варианте осуществления, средство 24 транспортировки может быть выполнено с возможностью пошаговой транспортировки упаковок 2.
Средство 24 транспортировки дополнительно может быть выполнено с возможностью перемещения упаковок 2 в упомянутом поперечном направлении по криволинейной траектории в процессе упомянутой транспортировки.
Наполняющая машина дополнительно содержит станцию 26 наполнения, предназначенную для наполнения упаковок 2, и станцию 28 запечатывания, предназначенную для запечатывания наполненных упаковок 2, при этом средство 24 транспортировки выполнено с возможностью перемещения упаковок 2 к этим станциям 26, 28.
На станции 26 наполнения упаковки 2 наполняются посредством переноса жидкого содержимого в упаковки с помощью наполнительной головки.
Благодаря тому, что средство 24 транспортировки выполнено с возможностью пошаговой транспортировки упаковок 2, сохраняя их направление ориентации, в упомянутом поперечном направлении упаковки 2 могут перемещаться в пошаговом режиме на станцию 26 наполнения, чтобы наполнить упаковки 2 через открытые каналы 6 для наполнения упаковок 2. Кроме того, наполненные упаковки 2 могут перемещаться в пошаговом режиме на станцию 28 запечатывания с целью запечатывания каналов 6 для наполнения наполненных упаковок 2.
Средство 24 транспортировки также может быть выполнено с возможностью дальнейшей пошаговой транспортировки упаковок 2 на последующую станцию наполнения газом (не показана) в целях наполнения ручки каждой упаковки газом, а затем на расположенную далее по ходу станцию для создания газонепроницаемой изоляции (не показано), где заполненные газом ручки запечатываются.
Наполненные упаковки 2 выводятся через выход 16 для упаковок посредством средства 29 выгрузки. Средство 29 выгрузки выполнено с возможностью транспортировки упаковок 2 в направлении, параллельном упомянутому направлению ориентации, сохраняя при этом направление ориентации упаковок 2. В представленном варианте направление подачи и направление выгрузки противоположны друг другу, но следует понимать, что эти направления также могут совпадать.
Наполняющая машина 10 дополнительно содержит осушитель 30, выполненный с возможностью осушения воздуха для получения осушенного воздуха DA. Под осушенным воздухом здесь понимается воздух, относительная влажность которого при атмосферном давлении составляет 0-30%, предпочтительно 10-20%. Осушитель 30 содержит средство 32 для холодной сушки, в котором воздух охлаждается для удаления воды путем конденсации с целью обеспечения упомянутого осушенного воздуха DA. В альтернативном варианте осушитель 30 может содержать поглотитель влаги для поглощения воды из потока воздуха.
Наполняющая машина 10 дополнительно содержит блок 34 подачи воздуха, выполненный с возможностью создания воздушного потока через камеру 12 наполнения. Создание воздушного потока достигается посредством непрерывной подачи осушенного воздуха DA в камеру 12 наполнения через воздухозаборник 36. Блок 34 подачи воздуха выполнен с возможностью подачи осушенного воздуха DA в таком количестве, чтобы создать в камере 12 наполнения избыточное давление, т.е. входящий поток воздуха может незначительно превышать выходящий поток воздуха. Для достижения максимального эффекта воздухозаборник 36 расположен по центру камеры 12 наполнения.
Как показано в данном варианте осуществления, блок 34 подачи воздуха может содержать воздуходувное средство 35, которое вдувает осушенный воздух DA в камеру 12 наполнения через упомянутый воздухозаборник 36 для создания упомянутого воздушного потока через камеру 12 наполнения. В типовом варианте осуществления блок 34 подачи воздуха выполнен с возможностью создания такого воздушного потока, чтобы воздушная масса в камере 12 наполнения замещалась 25-250 раз в час, предпочтительно, 100-200 раз в час, наиболее предпочтительно, 125-175 раз в час.
Воздушный поток через камеру 12 наполнения, создаваемый с помощью подаваемого осушенного воздуха DA, выводится из наполняющей машины 10 через входной канал 14 для упаковок и через выходной канал 16 для упаковок. Воздушный поток может также выводиться из наполняющей машины 10 через другие средства выведения воздуха (не показаны).
Осушенный воздух DA, подаваемый в камеру 12 наполнения, создает воздушный поток, способный поглощать воду, присутствующую в камере 12 наполнения. Поскольку осушенный воздух DA подается непрерывно и поскольку в камере 12 наполнения создается избыточное давление, воздух, поглотивший воду, будет выходить из камеры 12 наполнения. Таким образом, внутри камеры 12 наполнения образуется сухая или по меньшей мере более сухая среда. «Более сухая среда» означает гигиеничную среду, поскольку сухая, или «более сухая», среда препятствует развитию микроорганизмов.
Воздушный поток в выходном канале 16 для упаковок должен быть таким, чтобы гарантировать, что воздух не будет «проникать» в камеру 12 наполнения, когда средство 29 выгрузки перемещается между выходным каналом 16 для упаковок и камерой 12 наполнения или наоборот. В частности, могут возникать проблемы, когда средство 29 выгрузки перемещается между камерой 12 наполнения и выходным каналом 16 для упаковок. Если средство 29 выгрузки перемещается с более высокой скоростью, чем скорость выходящего потока воздуха, в камеру 12 наполнения может подсасываться грязный воздух.
В выходном канале 16 для упаковок может располагаться дополнительное средство 80 подачи воздуха. Это обеспечит избыточное давление в каждый момент времени на той стороне выходного канала 16 для упаковок, где расположена камера наполнения.
Согласно показанному варианту осуществления наполняющая машина 10 дополнительно содержит стерилизационный блок 38, выполненный с возможностью стерилизации упомянутого осушенного воздуха DA. В представленном варианте осуществления стерилизационный блок 38 расположен дальше по ходу от осушителя 30. Стерилизационный блок 38 может содержать стерилизующий фильтр 40 для стерилизации воздуха. В альтернативном варианте воздух может стерилизоваться путем его нагрева до 300-400°C. Благодаря тому, что воздушный поток, подаваемый в камеру 12 наполнения, также стерилен, количество микроорганизмов в камере 12 наполнения снижается, что упрощает поддержание гигиеничной среды.
Было проведено испытание, при котором в камеру 12 наполнения, имеющую объем 4 м3, подавали осушенный воздух при уровне расхода 600 м3/час, что означает, что замещение воздушной массы происходило 150 раз в час. Воздух имел температуру 27°C и был осушен в осушителе в условиях холодной сушки, чтобы получить относительную влажность воздуха в диапазоне 10-20% при подаче в камеру наполнения. Благодаря потоку осушенного воздуха через камеру наполнения из камеры наполнения оказалось возможным удалять 2 кг воды в час.
Как показано в данном варианте осуществления, наполняющая машина 10 может содержать блок 42 термической обработки. Блок 42 термической обработки расположен дальше по ходу от стерилизационного блока 38. Это означает, что блок 42 термической обработки также расположен дальше по ходу от осушителя 30. Блок 42 термической обработки выполнен с возможностью термической обработки осушенного воздуха DA для придания соответствующей температуры. Под термической обработкой здесь понимается процесс регулирования температуры. В типовом варианте осуществления температура осушенного воздуха DA находится в пределах 15-35°C. Путем термической обработки воздуха для придания ему соответствующей температуры регулируется количество воды, которое воздух способен поглотить. Холодный воздух способен поглощать меньше воды, чем теплый воздух. Можно также не осуществлять активную термическую обработку воздуха, а провести термическую обработку воздуха, используя рабочую температуру в наполняющей машине. Рабочая температура наполняющей машины может составлять 25-30°C и является результатом выделения тепла сварочными зажимами механического трения и т.п.
Альтернативный вариант осуществления изобретения показан на фиг.2. Согласно этому варианту осуществления наполняющая машина 10 содержит стерилизационную шлюзовую камеру 60. Упомянутая стерилизационная шлюзовая камера 60 соединена с камерой 12 наполнения в месте входного канала 14 для упаковок камеры 12 наполнения. Стерилизационная шлюзовая камера 60 содержит стерилизационное оборудование 62 для наружной стерилизации упаковок 2. Стерилизационное оборудование 62 может содержать форсунки 64 для распыления стерилизующего вещества на наружную поверхность упаковок 2. Примеры стерилизующих веществ - перекись водорода или озон. По альтернативному варианту стерилизационное оборудование 62 может содержать лампы 66, выполненные с возможностью воздействия на наружную поверхность упаковок 2 ультрафиолетовым излучением. Помимо этого стерилизационное оборудование 62 для наружной стерилизации упаковок 2, обеспеченное в упомянутой стерилизационной шлюзовой камере 60, может содержать лампы 66, выполненные с возможностью воздействия на наружную поверхность упаковок 2 ультрафиолетовым излучением, а также форсунки 64 для распыления стерилизующего вещества на наружную поверхность упаковок 2. Благодаря тому, что упаковки, подаваемые в камеру 12 наполнения, стерильны, количество микроорганизмов в камере 12 наполнения уменьшается, что упрощает поддержание гигиеничной среды.
Примерами упаковок 2, которые могут быть заполнены в наполняющей машине 10, являются упаковки 2, имеющие внутреннее пространство 3, определяемое гибкими стенками, где гибкие стенки содержат две противоположные боковые стенки 4a, 4b и донную стенку 5, сложенную в форме двойной стенки. Упаковка такого типа показана на фиг.3. Боковые стенки 4a, 4b упаковки 2 совместно определяют канал 6 для наполнения, который в представленном незаполненном состоянии упаковки закрыт и предпочтительно прошел стерилизацию. Путем открытия канала 6 для наполнения внутреннее пространство 3 упаковки 2 получает возможность сообщаться с окружающей средой, что позволяет наполнить упаковку 2. Канал 6 для наполнения выполнен с возможностью повторного закрытия после заполнения, например с помощью термической сварки.
Упаковки 2 такого типа предпочтительно изготавливаются из гибкого ламинированного упаковочного материала. Упаковочный материал может содержать сердцевинный слой, выполненный из материала на основе полиолефинов. Сердцевинный слой может дополнительно содержать минеральный материал наполнителя, в состав которого предпочтительно входит мел (карбонат кальция).
Упаковки 2 указанного типа поступают в наполняющую машину 10, будучи свернутыми в рулон на бобине для образования рулона 7, содержащего полотно 8, состоящее из взаимосоединенных пустых упаковок 2.
Следует понимать, что воздух, подвергаемый сушке в осушителе 30, может пройти стерилизацию в стерилизационном блоке 38 до, во время или после этапа осушения воздуха. Следовательно, стерилизационный блок 38 может располагаться ближе по ходу или дальше по ходу от осушителя 30. В альтернативном варианте стерилизационный блок 38 и осушитель 30 могут быть объединены в один блок.
Следует также понимать, что при необходимости воздух, подвергаемый сушке в осушителе 30, может пройти термическую обработку в блоке 42 термической обработки до, во время или после этапа осушения воздуха. Следовательно, блок 42 термической обработки может располагаться ближе по ходу или дальше по ходу от осушителя 30. В альтернативном варианте блок 42 термической обработки и осушитель 30 могут быть объединены в один блок.
Следует понимать, что настоящее изобретение не ограничивается показанными вариантами осуществления. Таким образом, возможны различные изменения и модификации, а потому объем настоящего изобретения определяется исключительно прилагаемой формулой изобретения.
Claims (9)
1. Способ обеспечения гигиеничной среды в камере (12) наполнения наполняющей машины (10), где в камере (12) наполнения упаковки (2) заполняют путем переноса жидкого содержимого в упаковки (2) с помощью наполнительного патрубка (27), при этом способ включает
осушение воздуха для обеспечения осушенного воздуха, а также
создание воздушного потока через упомянутую камеру наполнения посредством непрерывной подачи упомянутого осушенного воздуха в камеру (12) наполнения,
обеспечение выхода воздуха из камеры (12) наполнения через входной канал (14) для упаковок, через который ненаполненные упаковки (2) поступают в камеру (12) наполнения, и/или через выходной канал (16) для упаковок, через который наполненные упаковки (2) покидают камеру (12) наполнения, и
при этом осушенный воздух подают в таком количестве, чтобы в камере (12) наполнения создавалось избыточное давление и чтобы обеспечивалось замещение воздуха в камере (12) наполнения 25-250 раз в час, а также
использование воздушного потока, создаваемого осушенным воздухом, для поглощения имеющейся воды в виде жидких скоплений, присутствующей в камере (12) наполнения, для создания сухой среды, образующей упомянутую гигиеничную среду, препятствующую развитию микроорганизмов.
осушение воздуха для обеспечения осушенного воздуха, а также
создание воздушного потока через упомянутую камеру наполнения посредством непрерывной подачи упомянутого осушенного воздуха в камеру (12) наполнения,
обеспечение выхода воздуха из камеры (12) наполнения через входной канал (14) для упаковок, через который ненаполненные упаковки (2) поступают в камеру (12) наполнения, и/или через выходной канал (16) для упаковок, через который наполненные упаковки (2) покидают камеру (12) наполнения, и
при этом осушенный воздух подают в таком количестве, чтобы в камере (12) наполнения создавалось избыточное давление и чтобы обеспечивалось замещение воздуха в камере (12) наполнения 25-250 раз в час, а также
использование воздушного потока, создаваемого осушенным воздухом, для поглощения имеющейся воды в виде жидких скоплений, присутствующей в камере (12) наполнения, для создания сухой среды, образующей упомянутую гигиеничную среду, препятствующую развитию микроорганизмов.
2. Способ по п.1, в котором этап осушения воздуха выполняют путем холодного высушивания, при котором воздух охлаждают для удаления воды путем конденсации.
3. Способ по п.1 или 2, в котором осушенный воздух подают в камеру (12) наполнения при такой скорости потока, чтобы воздух в камере наполнения замещался 100-200 раз в час, предпочтительно 125-175 раз в час.
4. Способ по п.1, в котором осушенный воздух подают в таком количестве, чтобы воздушный поток, создаваемый таким образом, был способен поглощать 1-2 кг воды в час.
5. Способ по п.1, в котором осушенный воздух имеет относительную влажность в диапазоне 0-30%, предпочтительно 10-20%, при подаче в камеру (12) наполнения.
6. Способ по п.1, в котором осушенный воздух проходит термическую обработку для поддержания температуры в диапазоне 15-35°C при подаче в камеру (12) наполнения.
7. Способ по п.1, дополнительно включающий этап стерилизации воздуха, подвергаемого высушиванию, при этом этап стерилизации воздуха может выполняться до, во время или после этапа осушения воздуха.
8. Способ по п.7, в котором воздух стерилизуют с помощью фильтрования.
9. Способ по п.1, в котором упаковки (2) подают в виде заготовок и заполняют путем введения упомянутого наполнительного патрубка (27) в канал (6) для наполнения каждой упаковки (2).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE0900294-0 | 2009-03-09 | ||
| SE0900294A SE534588C2 (sv) | 2009-03-09 | 2009-03-09 | Metod för åstadkommande av en hygienisk miljö i en fyllmaskin |
| PCT/SE2010/050163 WO2010104445A1 (en) | 2009-03-09 | 2010-02-11 | Filling machine and method for providing a hygienic environment in a filling machine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2011140938A RU2011140938A (ru) | 2013-04-20 |
| RU2520002C2 true RU2520002C2 (ru) | 2014-06-20 |
Family
ID=42728560
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2011140938/13A RU2520002C2 (ru) | 2009-03-09 | 2010-02-11 | Наполняющая машина и способ обеспечения гигиенической среды в наполняющей машине |
Country Status (10)
| Country | Link |
|---|---|
| EP (1) | EP2406136B1 (ru) |
| CN (1) | CN102341308B (ru) |
| AR (1) | AR076084A1 (ru) |
| ES (1) | ES2685773T3 (ru) |
| HK (1) | HK1165768A1 (ru) |
| PL (1) | PL2406136T3 (ru) |
| RU (1) | RU2520002C2 (ru) |
| SE (1) | SE534588C2 (ru) |
| TW (1) | TW201043536A (ru) |
| WO (1) | WO2010104445A1 (ru) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2632764T3 (es) * | 2013-06-25 | 2017-09-15 | Tetra Laval Holdings & Finance Sa | Método y dispositivo para esterilizar material de envasado |
| EP3041748B1 (en) * | 2013-09-02 | 2018-07-18 | B. Braun Medical, Inc. | System and method of manufacture of a flexible container |
| US12060187B2 (en) | 2019-10-04 | 2024-08-13 | Tetra Laval Holdings & Finance S.A. | Filling machine with hygienic chamber |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU420504A1 (ru) * | 1972-08-31 | 1974-03-25 | Д. В. Попов , А. Г. Рогожников | Способ упаковки изделий |
| US6105634A (en) * | 1998-02-27 | 2000-08-22 | Tetra Laval Holdings & Finance S.A. | Device for filling packages under low germ level conditions |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE99467C1 (ru) * | ||||
| SE461032B (sv) * | 1988-03-21 | 1989-12-18 | Roby Teknik Ab | Anordning vid en foerpackningsmaskin foer att ombesoerja en steril fyllningsatmosfaer |
| JP3127251B2 (ja) * | 1991-03-08 | 2001-01-22 | 四国化工機株式会社 | 充填装置における充填ノズルの結露防止装置 |
| JPH1191701A (ja) * | 1997-09-17 | 1999-04-06 | Shikoku Kakoki Co Ltd | 液体充填装置 |
| CN201128487Y (zh) * | 2007-03-08 | 2008-10-08 | 上海大容贸易有限公司 | 无封条纸铝复合材料无菌枕包装机 |
| DE102007032017B4 (de) * | 2007-05-16 | 2011-01-27 | Bayer Materialscience Ag | Verfahren zum Befüllen und Entleeren von Transport-Containern mit Kunststoffgranulaten |
-
2009
- 2009-03-09 SE SE0900294A patent/SE534588C2/sv unknown
-
2010
- 2010-02-11 PL PL10751081T patent/PL2406136T3/pl unknown
- 2010-02-11 RU RU2011140938/13A patent/RU2520002C2/ru active
- 2010-02-11 ES ES10751081.0T patent/ES2685773T3/es active Active
- 2010-02-11 WO PCT/SE2010/050163 patent/WO2010104445A1/en active Application Filing
- 2010-02-11 CN CN201080010701.3A patent/CN102341308B/zh active Active
- 2010-02-11 EP EP10751081.0A patent/EP2406136B1/en active Active
- 2010-03-05 AR ARP100100665 patent/AR076084A1/es active IP Right Grant
- 2010-03-09 TW TW99106800A patent/TW201043536A/zh unknown
-
2012
- 2012-06-25 HK HK12106175.0A patent/HK1165768A1/xx unknown
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU420504A1 (ru) * | 1972-08-31 | 1974-03-25 | Д. В. Попов , А. Г. Рогожников | Способ упаковки изделий |
| US6105634A (en) * | 1998-02-27 | 2000-08-22 | Tetra Laval Holdings & Finance S.A. | Device for filling packages under low germ level conditions |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102341308A (zh) | 2012-02-01 |
| TW201043536A (en) | 2010-12-16 |
| CN102341308B (zh) | 2015-04-29 |
| AR076084A1 (es) | 2011-05-18 |
| EP2406136B1 (en) | 2018-06-06 |
| WO2010104445A1 (en) | 2010-09-16 |
| RU2011140938A (ru) | 2013-04-20 |
| SE0900294A1 (sv) | 2010-09-10 |
| EP2406136A4 (en) | 2015-07-08 |
| HK1165768A1 (en) | 2012-10-12 |
| SE534588C2 (sv) | 2011-10-11 |
| ES2685773T3 (es) | 2018-10-11 |
| EP2406136A1 (en) | 2012-01-18 |
| PL2406136T3 (pl) | 2019-01-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2413663C2 (ru) | Модуль стерилизации упаковочного материала для устройства упаковки разливаемого пищевого продукта | |
| KR101472432B1 (ko) | 용기 살균 장치 | |
| KR100958236B1 (ko) | 유동성 식품을 포장하는 기계상에서 웹-피드된 재료를살균하는 유닛 | |
| US4417607A (en) | Apparatus and method for aseptically filling flexible containers | |
| RU2537910C2 (ru) | Устройство и способ для розлива или расфасовки компонентов в емкости | |
| KR920010795B1 (ko) | 이동하는 웨브(web)를 살균하기 위한 장치 | |
| JPH0385230A (ja) | 食物用無菌充填機 | |
| BRPI0714112B1 (pt) | Método para a esterelização de recintos limpos destinados ao tratamento e/ou o envasilhamento e fechamento de recipientes | |
| KR20040086335A (ko) | 유출 가능한 식료품 포장용 기계상의 웹 공급 재료를멸균하는 장치 | |
| RU2520002C2 (ru) | Наполняющая машина и способ обеспечения гигиенической среды в наполняющей машине | |
| JP2000355310A (ja) | ストリップ包装材料を殺菌するユニット | |
| JPS58500661A (ja) | フレキシブルな容器の無菌充填装置と方法 | |
| JP5324649B2 (ja) | 流動食品の包装機械のための包装材料ウェブの殺菌ユニットおよび方法 | |
| WO2011002385A1 (en) | Packaging machine and packaging method | |
| CN208453350U (zh) | 从包装材料的卷材中去除灭菌剂的干燥单元和干燥构件 | |
| JP2020172297A (ja) | 無菌充填機及び無菌充填方法 | |
| EP3521187B1 (en) | Sterile filling and packaging machine and method for sterile filling of contents into film packaging bag | |
| JP7447424B2 (ja) | 無菌充填機及び無菌充填方法 | |
| JPS62235025A (ja) | 無菌充填包装機 | |
| JP3909734B2 (ja) | 缶蓋の殺菌装置 | |
| JP5045140B2 (ja) | 電子線殺菌システム | |
| JPS58183431A (ja) | 容器の無菌充填装置と方法 | |
| JP7307396B2 (ja) | 無菌充填機及び無菌充填方法 | |
| JPH01111633A (ja) | 無菌包装機 | |
| JPH07100498B2 (ja) | 食品包装機における包材滅菌装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| HZ9A | Changing address for correspondence with an applicant |