RU2324024C2 - Способ изготовления сушильной ткани и сушильная ткань с вентиляционными отверстиями с тыльной стороны для улучшенной стабильности листа - Google Patents
Способ изготовления сушильной ткани и сушильная ткань с вентиляционными отверстиями с тыльной стороны для улучшенной стабильности листа Download PDFInfo
- Publication number
- RU2324024C2 RU2324024C2 RU2005120643A RU2005120643A RU2324024C2 RU 2324024 C2 RU2324024 C2 RU 2324024C2 RU 2005120643 A RU2005120643 A RU 2005120643A RU 2005120643 A RU2005120643 A RU 2005120643A RU 2324024 C2 RU2324024 C2 RU 2324024C2
- Authority
- RU
- Russia
- Prior art keywords
- main substrate
- polymer resin
- fabric
- specified
- threads
- Prior art date
Links
Images
Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/465—Hydraulic needling
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D13/00—Woven fabrics characterised by the special disposition of the warp or weft threads, e.g. with curved weft threads, with discontinuous warp threads, with diagonal warp or weft
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/02—Processes for applying liquids or other fluent materials performed by spraying
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D25/00—Woven fabrics not otherwise provided for
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F1/00—Wet end of machines for making continuous webs of paper
- D21F1/0027—Screen-cloths
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F1/00—Wet end of machines for making continuous webs of paper
- D21F1/0027—Screen-cloths
- D21F1/0036—Multi-layer screen-cloths
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F5/00—Dryer section of machines for making continuous webs of paper
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S162/00—Paper making and fiber liberation
- Y10S162/902—Woven fabric for papermaking drier section
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/2481—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.] including layer of mechanically interengaged strands, strand-portions or strand-like strips
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
- Y10T428/269—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension including synthetic resin or polymer layer or component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2041—Two or more non-extruded coatings or impregnations
- Y10T442/2098—At least two coatings or impregnations of different chemical composition
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2139—Coating or impregnation specified as porous or permeable to a specific substance [e.g., water vapor, air, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/273—Coating or impregnation provides wear or abrasion resistance
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3179—Woven fabric is characterized by a particular or differential weave other than fabric in which the strand denier or warp/weft pick count is specified
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3179—Woven fabric is characterized by a particular or differential weave other than fabric in which the strand denier or warp/weft pick count is specified
- Y10T442/3195—Three-dimensional weave [e.g., x-y-z planes, multi-planar warps and/or wefts, etc.]
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Paper (AREA)
- Treatment Of Fiber Materials (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Drying Of Solid Materials (AREA)
Abstract
Изобретение относится к тканям, применяемым в бумагоделательном производстве и используемым в сушильной части бумагоделательной машины. Способ изготовления ткани включает нанесение материала на основе полимерной смолы при помощи пьезоструйной системы на предварительно выбранные участки тыльной стороны основной подложки в виде капель, имеющих средний диаметр 10 мкм или более, для формирования отдельных дискретных элементов указанного материала на основе полимерной смолы, причем высота осажденного материала на отдельных предварительно выбранных участках составляет приблизительно 0,5 мм. Предварительно выбранные отдельные участки указанной основной подложки могут представлять собой бугорки, образованные переплетенными нитями, образующими ткань. Материал на основе полимерной смолы отверждают подходящим способом в соответствии с его химическим составом и при необходимости шлифуют для получения участков осажденного материала, имеющих равномерную высоту над плоскостью поверхности основной подложки. Изобретение позволяет отделить тыльную сторону сушильной ткани от поверхности, такой как поверхность сушильного цилиндра или вращающегося валка, чтобы воздух, захваченный между сушильной тканью и поверхностью, мог проходить как в продольном, так и в поперечном направлении параллельно поверхности, а не через ткань, что могло бы вызывать «отслоение». 2 н. и 26 з.п ф-лы, 7 ил.
Description
Область техники
Настоящее изобретение относится к области техники, связанной с производством бумаги. Более конкретно, настоящее изобретение относится к тканям, применяемым в бумагоделательном производстве и используемым в сушильной части бумагоделательной машины и, в частности, в однопроходной сушильной части. Такие ткани известны под названием сушильных тканей.
Описание уровня техники
Специалистам в данной области техники хорошо известно, что изготовление бумаги начинается с осаждения волокнистой суспензии, то есть водной дисперсии волокон целлюлозы, на движущуюся формующую ткань в формующей части бумагоделательной машины. При выполнении этой операции из суспензии через формующую ткань отводят большое количество воды, а на поверхности ткани остается волокнистое полотно.
Только что образованное полотно транспортируют из формующей части в прессовую часть, которая включает ряд прессовых зазоров. Волокнистое полотно, поддерживаемое прессовочной тканью или, как это чаще бывает, находящееся между двумя полотнищами прессовочной ткани, пропускают через прессовые зазоры. В прессовых зазорах волокнистое полотно подвергают действию сжимающих сил для отжима из него воды, что приводит к слипанию волокон, составляющих полотно, друг с другом, в результате чего это волокнистое полотно превращается в лист. Прессовочная ткань или ткани поглощают отжатую из полотна воду, которая остается в ткани и, в идеале, не возвращается в полотно.
Полотно, превращенное в лист, затем поступает в сушильную часть, которая включает по меньшей мере одну последовательность вращающихся сушильных барабанов или цилиндров, нагреваемых изнутри водяным паром. Сам лист направляют по извивающейся (змеевидной) траектории последовательно вокруг каждого барабана этой последовательности при помощи сушильной ткани, которая плотно прижимает бумажное полотно к поверхности по меньшей мере некоторых барабанов. Содержание воды в листе снижают до желаемого уровня путем испарения под действием тепла нагретых барабанов.
Следует понимать, что формующая, прессовочная и сушильная ткани - все они в бумагоделательной машине имеют форму бесконечной петли и функционируют как конвейеры. Кроме того, следует понимать, что изготовление бумаги представляет собой непрерывный способ, который осуществляют с достаточно высокой скоростью. То есть в формующей части на формующую ткань постоянно осаждают волокнистую суспензию, в то время как свежеприготовленный лист бумаги постоянно наматывают на валки на выходе из сушильной части далее по ходу бумагоделательной машины.
Рассматривая более подробно сушильную часть, следует отметить, что сушильные цилиндры в сушильной части могут быть расположены в виде верхнего и нижнего ряда или яруса. Цилиндры нижнего яруса расположены в шахматном порядке по отношению к цилиндрам верхнего яруса, а не вертикально под ними. По мере прохождения листа через сушильную часть его попеременно пропускают между верхним и нижним ярусами; сначала лист пропускают вокруг одного сушильного цилиндра в одном из двух ярусов, затем - вокруг сушильного цилиндра в другом ярусе и так далее в указанной последовательности через всю сушильную часть.
Сушильные цилиндры верхнего и нижнего ярусов могут быть обтянуты отдельной сушильной тканью. В этом случае подвергающийся сушке лист бумаги перемещают в пространстве без какой-либо поддержки через «карман» между одним сушильным цилиндром и другим сушильным цилиндром другого яруса.
Если сушильная часть включает только один ярус, то в нем может быть использован один ряд цилиндров наряду с некоторым количеством вращающихся цилиндров или валков. Вращающиеся валки могут быть сплошными или вентилируемыми.
Для увеличения производственной скорости и сведения к минимуму сотрясения листа при транспортировке подвергаемого сушке листа с высокими скоростями используют однопроходную сушильную часть. В однопроходной сушильной части лист бумаги транспортируют при помощи единственной сушильной ткани, которую также перемещают по извивающейся (серпантинной) траектории последовательно вокруг сушильных цилиндров верхнего и нижнего ярусов.
Следует понимать, что в однопроходной сушильной части лист бумаги, подвергаемый сушке, посредством сушильной ткани прижимают непосредственно к сушильным цилиндрам одного из двух ярусов, обычно верхнего яруса, но указанный лист лишь перемещают вокруг сушильных цилиндров нижнего яруса. Холостой (возвратный) проход ткани происходит над верхними сушильными цилиндрами. С другой стороны, некоторые однопроходные сушильные участки имеют противоположную конфигурацию, в которой посредством сушильной ткани лист бумаги прижимают непосредственно к сушильным цилиндрам нижнего яруса, но указанный лист лишь перемещают вокруг сушильных цилиндров верхнего яруса. В этом случае холостой проход ткани происходит под нижними сушильными цилиндрами. В любом случае в сужающемся пространстве, где движущаяся сушильная ткань приближается к сушильному цилиндру, за счет воздуха, увлекаемого тыльной поверхностью движущейся сушильной ткани образуется компрессионный клин. Получающееся увеличение давления воздуха в компрессионном клине заставляет воздух течь наружу через сушильную ткань. Этот поток воздуха, в свою очередь, заставляет лист бумаги отставать от поверхности сушильной ткани; это явление известно под названием «отслоения» (drop off). Отслоение может ухудшать качество изготовляемого бумажного продукта, вызывая появление трещин на его краях. Отслоение также может снижать эффективность работы бумагоделательной машины, поскольку оно приводит к разрывам листа.
На многих бумажных фабриках пытались решить эту проблему, проделывая борозды в сушильных цилиндрах или валах или присоединяя к сушильным цилиндрам источник вакуума. Обе эти меры позволяют удалять воздух, захваченный компрессионным клином, чтобы он не проходил через сушильную ткань, однако оба эти способа являются дорогостоящими.
В этой связи изготовители тканей также начали наносить на ткани покрытия, полагая этим расширить функции, выполняемые тканью, добавив функцию «сдерживания листа». Важность нанесения покрытий в качестве способа добавления указанной функции, например для сушильной ткани, отмечают Лусиано и Фагерхольм (Luciano - Fagerholm) (патент США №5829488 (Albany), озаглавленный "Сушильная ткань с гидрофильной поверхностью контакта с бумагой").
Лусиано и Фагерхольм показали, что обработка поверхности ткани, делающая ее гидрофильной, придает ткани свойство удерживать лист, но практически не изменяет первоначальную проницаемость ткани. Однако, несмотря на то, что этот способ обработки поверхностей тканей придает им свойство удерживать лист, он все же не дает удовлетворительной гидрофильности и долговечности покрытия. В патентной публикации WO 97/14846 также признается важность способов удержания листа и описано применение покрытия из силиконовых материалов для пропитки ткани и нанесения покрытия, полностью покрывающего и пропитывающего ткань и делающего ее практически непроницаемой. Однако указанное значительное снижение проницаемости неприемлемо для применения ткани в сушильной части. Удержание листа бумаги также обсуждается в патенте США №5397438, в котором описано нанесение клеящих веществ (адгезивов) на боковые поверхности тканей для предотвращения усадки бумаги. В смежной области техники также имеется патент США №5731059, в котором описано нанесение силиконового герметика только на края ткани для защиты от высоких температур и расслоения, и патент США №5787602, в котором описано нанесение смол на бугорки (knuckles) ткани. Содержание всех вышеуказанных патентов полностью включено в настоящее описание путем ссылки.
Настоящее изобретение представляет собой еще один подход к решению указанной проблемы в виде сушильной ткани, имеющей на тыльной стороне вентиляционные отверстия, которые позволяют отводить воздух, захваченный компрессионным клином, таким образом, чтобы он не проходил через сушильную ткань. Настоящее изобретение также включает способ изготовления сушильной ткани.
Раскрытие изобретения
Таким образом, настоящее изобретение в первую очередь относится к сушильной ткани, хотя оно также может найти применение в изготовлении любых тканей, применяемых в формующей, прессовой и сушильной части бумагоделательной машины, а также при изготовлении промышленных тканей, применяемых в производстве нетканых тканей. Как таковая, бумагоделательная ткань или промышленная ткань включает основную подложку, которая имеет вид бесконечной петли, имеющей тыльную сторону и контактирующую с бумагой сторону. На заранее выбранные участки тыльной стороны ткани осаждают множество отдельных, дискретных участков материала из полимерной смолы. Указанные участки осажденного материала возвышаются над тыльной стороной ткани по меньшей мере на 0,5 мм и таким образом они могут отделять тыльную сторону ткани от поверхности сушильного цилиндра или вращающегося вала на это расстояние при прохождении ткани вокруг указанного цилиндра или вала. Участки осажденного материала позволяют воздуху, захваченному между тыльной стороной ткани и поверхностью сушильного цилиндра, выходить как в продольном, так и в поперечном направлении параллельно поверхности ткани, а не через нее, что позволяет уменьшить проблему «отслоения».
Заранее выбранными участками, на которые осаждают отдельные, дискретные количества материала из полимерной смолы, могут быть бугорки, образованные в ткани там, где нити одного направления проходят над нитями другого направления. В альтернативном случае заранее выбранными участками могут быть «впадинки» между бугорками, при этом достигают того преимущества, что две нити пересекающейся пряжи связываются друг с другом в точке пересечения. Далее, еще в одном альтернативном случае заранее выбранными участками могут быть два или более последовательных бугорка, расположенных по одной линии в продольном или в поперечном направлении по отношению к направлению обработки, и впадинка или впадинки между бугорками. Если заранее выбранные участки расположены в продольном направлении по отношению к направлению обработки, то преимуществом будет улучшенное канализирование воздуха. Предпочтительно, участки осажденного материала находятся только на бугорках или на тыльной стороне нитей пряжи, где они не влияют на проницаемость ткани. Далее, поскольку участки осажденного материала образуют подобие прерывистого покрытия на тыльной стороне ткани, они не влияют на гибкость ткани или на местоположение ее нейтральной линии сгиба. Наконец, придавая тыльной стороне ткани способность направлять воздух именно указанным способом, а не путем создания каналов на тыльной стороне ткани при помощи сложного и искусного переплетения ее нитей, можно придать тканой структуре основной ткани, применяемой для изготовления основной подложки, дополнительные характеристики, такие как пористость, которая позволяет достигать большей проницаемости, ускоряющей скорость сушки, а также большая простота и дешевизна изготовления и сшивания ткани.
Настоящее изобретение также представляет собой способ изготовления тканей, применяемых в бумажном производстве, или промышленных тканей, таких как сушильная ткань. Способ включает первую операцию обеспечения основной подложки для ткани.
Материал из полимерной смолы наносят на заранее выбранные участки основной подложки в виде капель со средним диаметром 10 мкм (10 микрон) или более, создавая отдельные дискретные участки осажденного материала из полимерной смолы высотой по меньшей мере 0,5 мм над поверхностью основной подложки. Для нанесения материала из полимерной смолы на основную подложку может быть использована по меньшей мере одна пьезоструя, хотя и другие средства нанесения капель такого размера могут быть известны обычным специалистам в данной области техники или могут быть разработаны в будущем. Полимерный смоляной материал затем закрепляют (отверждают) или фиксируют приемлемым способом.
Как уже было отмечено выше, предварительно выбранными участками могут быть бугорки, образованные переплетениями нитей пряжи ткани.
Затем участки осажденного материала из полимерной смолы могут быть обработаны шлифовкой для обеспечения равномерной высоты над плоскостью поверхности основной подложки.
Настоящее изобретение будет далее описано более подробно со ссылками на чертежи, указанные ниже.
На Фиг.1 изображена схема аппарата, применяемого для изготовления бумагоделательной ткани или промышленной ткани в соответствии со способом, предлагаемым настоящим изобретением;
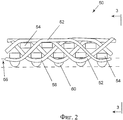
На Фиг.2 показан вид в разрезе сушильной ткани, изготовленной в соответствии со способом, предлагаемым настоящим изобретением, сделанный в продольном направлении;
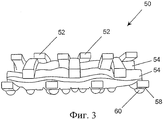
На Фиг.3 показан вид в разрезе сушильной ткани, сделанный в поперечном направлении, как показано на Фиг.2;
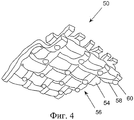
На Фиг.4 показан вид в перспективе тыльной стороны сушильной ткани;
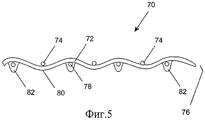
На Фиг.5 показан вид в разрезе альтернативного варианта выполнения сушильной ткани, сделанный в продольном направлении;
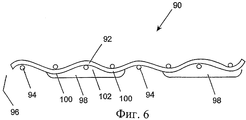
На Фиг.6 показан вид в разрезе еще одного варианта выполнения сушильной ткани, также сделанный в продольном направлении; и
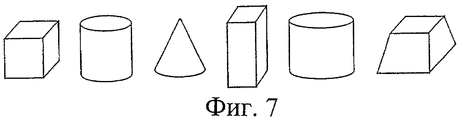
На Фиг.7 показано перспективное изображение нескольких возможных форм осажденного материала.
Способ изготовления бумагоделательной ткани или промышленной ткани в соответствии с настоящим изобретением начинается с изготовления основной подложки. Обычно основная подложка представляет собой ткань, сотканную из нитей моноволокна. Однако в более широком смысле основная подложка может быть тканой, нетканой или трикотажной (вязаной) тканью, включающей нити пряжи любой разновидности, применяемые в производстве материалов для бумагоделательных машин, или промышленной тканью, применяемой для изготовления нетканых продуктов или тканей, таких как моноволоконная нить, крученая моноволоконная нить, многонитевые волокна и крученые многонитевые волокна. Такие нити могут быть получены экструзией из любых материалов из полимерных смол, применяемых для этой цели обычными специалистами в данной области техники. Соответственно, могут быть использованы полиамидные, полиэфирные, полиуретановые, полиарамидные, полиолефиновые и другие смолы.
В альтернативном случае основная подложка может быть составлена из сетчатых тканей, подобных описанным в общепризнанном патенте США №4427734, заявленном Johnson, содержание которого полностью включено в настоящее описание путем ссылки. Основная подложка также может представлять собой спирально связанную ленту, подобную описанным в многочисленных патентах США, таких как патент США №4567077, заявленный Gauthier, содержание которого полностью включено в настоящее описание путем ссылки.
Кроме того, основная подложка может быть изготовлена спиральной намоткой полосы тканой, нетканой, вязаной или сетчатой ткани в соответствии со способами, описанными в общепризнанном патенте США №5360656, заявленном Rexfelt et al., содержание которого полностью включено в настоящее описание путем ссылки. Соответственно, основная подложка может включать спирально намотанную полосу, в которой каждый спиральный виток соединен непрерывным швом со следующим, что позволяет изготавливать бесконечную в продольном направлении основную подложку.
Все вышеуказанные формы не должны быть поняты как единственно возможные формы изготовления основной подложки. Специалисты в области применения тканей для бумагоделательных машин и в смежных областях техники могут альтернативным образом применять любые варианты основных подложек.
После того как обеспечена основная подложка, на одной ее стороне или на обеих ее сторонах может быть закреплен при помощи способов, хорошо известных специалистам в данной области техники, один слой или несколько слоев тепловлагоизоляционного материала из штапельного волокна. Возможно наиболее известным и широко используемым способом является прокалывание иглой, при котором отдельные штапельные волокна тепловлагоизоляционного материала вводят в основную подложку при помощи совершающих возвратно-поступательное движение игл, снабженных бородками. В альтернативном случае отдельные штапельные волокна могут быть закреплены на основной подложке при помощи гидросоединения (гидроперепутывания), при котором тонкие струйки воды под высоким давлением производят то же действие, что и вышеуказанные иглы с бородками, совершающие возвратно-поступательное движение. Следует отметить, что, как только тепловлагоизоляционный материал из штапельного волокна закреплен на основной подложке любым из способов, известных для этой цели специалистам в данной области техники, получают структуру, идентичную структуре прессовочной ткани, обычно используемую при обезвоживании влажного бумажного полотна в прессовой части бумагоделательной машины.
Как только обеспечена основная подложка с закрепленным на одной или обеих ее сторонах тепловлагоизоляционным материалом из штапельного волокна или без этого материала, подложку устанавливают на аппарате 10, схематически изображенном на Фиг.1, для того чтобы на ее тыльную сторону в соответствии с настоящим изобретением был осажден материал из полимерной смолы. Следует понимать, что во время установки на бумагоделательную машину основная подложка может представлять собой либо бесконечную конструкцию, либо конструкцию, сшиваемую в бесконечную. Следует также понимать, что изображенная на Фиг.1 основная подложка 12 является относительно короткой частью всей длины основной подложки 12. Если основная подложка 12 бесконечна, то наиболее практичным способом является ее установка на паре валов, не показанных на чертеже, но известных специалистам в области техники, связанной с тканями бумагоделательных машин. В этом случае аппарат 10 расположен на одном из двух прогонов основной подложки 12, лучше всего, если он расположен на верхнем прогоне основной подложки 12 между двумя валами. Однако независимо от того, является ли основная подложка 12 бесконечной или нет, при осуществлении способа ее предпочтительно размещают с некоторым натяжением. Кроме того, для предотвращения провисания, по мере продвижения основной подложки 12 через аппарат 10, она может опираться на горизонтальный опорный элемент. Наконец, следует отметить, что в том случае, когда основная подложка 12 представляет собой бесконечную конструкцию, после нанесения на нее в соответствии с настоящим изобретением материала из полимерной смолы может возникнуть необходимость вывернуть ее, то есть перевернуть ее на изнаночную сторону для того, чтобы упомянутый материал из полимерной смолы находился на тыльной стороне основной подложки 12.
Кроме того, для некоторых случаев применения на сторону подложки, контактирующую с листом, необходимо нанести рисунок из полимерной смолы. Также представляется, что для регулирования воздуха в нужном направлении смолу необходимо нанести на обе поверхности ткани, причем рисунок нанесения на обеих поверхностях может быть как одинаковым, так и различным.
Более подробно обращаясь к Фиг.1, на которой основная подложка 12 изображена движущейся в верхнем направлении через аппарат 10 при осуществлении способа, предлагаемого в соответствии с настоящим изобретением, аппарат 10 включает последовательность нескольких устройств, через которые может проходить, поднимаясь, основная подложка 12 по мере того, как происходит изготовление из нее ткани.
Устройства определяют следующим образом:
1) возможное (факультативное) устройство 14 осаждения полимера;
2) устройство 24 формирования изображений/точного осаждения полимера;
3) возможное устройство 36 фиксации; и
4) возможное устройство 44 шлифовки.
В первом устройстве, возможном устройстве 14 осаждения полимера, пьезоструйная система 16, установленная на поперечных направляющих 18, 20 и выполненная с возможностью перемещения по ним в направлении, перпендикулярном направлению движения основной подложки 12 через аппарат 10, а также перемещения между ними в направлении, параллельном направлению движения основной подложки 12, может быть использована для осаждения желаемого количества материала из полимерной смолы на основную подложку 12 или вовнутрь нее, в то время как основная подложка 12 находится в неподвижном состоянии. При необходимости возможное устройство 14 осаждения полимера может быть использовано для более равномерного осаждения материала из полимерной смолы на основную подложку, чем это может быть сделано при помощи традиционных методик, таких как напыление.
Пьезоструйная система 16 включает по меньшей мере одну, но предпочтительно несколько отдельных управляемых компьютером пьезоструй, каждая из которых действует как насос, активным компонентом которого является пьезоэлектрический элемент. На практике может быть применена система из 256 пьезоструй или, если позволяет технология, большего их количества. Активным компонентом является кристалл или керамический элемент, который подвергается физической деформации при прохождении электрического сигнала. Эта деформация заставляет кристалл или керамический элемент действовать как насос, который физически выталкивает каплю жидкого материала каждый раз, когда получает соответствующий электрический сигнал. Такой способ применения пьезоструй для многократного получения капель желаемого материала с целью осаждения желаемого количества материала в нужной форме в ответ на электрические сигналы, контролируемые компьютером, обычно называется способом «капля по требованию» (drop-on-demand).
Степень точности нанесения материала струей зависит от размеров и формы получаемой структуры. На выбираемую точность струи также будут влиять тип струйного устройства и вязкость наносимого материала.
Обращаясь вновь к Фиг.1, пьезоструйную систему 16, начиная от края основной подложки 12 или, предпочтительно, от реперной нити, выступающей на некоторую длину за край подложки, перемещают в направлении длины и ширины основной подложки 12, в то время как основная подложка 12 находится в неподвижном состоянии, осаждая материал из полимерной смолы в виде чрезвычайно мелких капель номинальным диаметром 10 мкм (10 микрон) или более, таким как 50 мкм (50 микрон) или 100 мкм (100 микрон), на основную подложку 12. При необходимости перемещение пьезоструйной системы 16 в направлении длины и ширины основной подложки 12 и осаждение капель материала из полимерной смолы из каждой пьезоструи системы 16 регулируют компьютером так, чтобы нанести желаемое количество полимерной смолы и получить контролируемую геометрию в трех плоскостях - по длине, ширине и высоте или глубине (направления или размеры х, у, z) и при необходимости на единице площади основной структуры 12. Кроме того, осаждение материала не обязательно должно происходить в направлении, перпендикулярном движению основной подложки; оно также может происходить в направлении, параллельном этому движению или спиральном по отношению к этому движению, а также в любом другом подходящем направлении.
В соответствии с настоящим изобретением, в котором пьезоструйную систему применяют для осаждения материала из полимерной смолы на поверхности основной подложки 12 или в пределах нее, выбор материала из полимерной смолы ограничен тем требованием, что вязкость указанного материала в момент нанесения должна составлять 100 сПз (100 сантипуаз) или менее в момент подачи материала, то есть когда материал из полимерной смолы находится в пьезоструйной форсунке и готов к нанесению; таким образом, отдельные пьезоструи могут обеспечивать материал с постоянной скоростью подачи капли. В этом отношении вязкость материала из полимерной смолы в месте подачи, а также размер струи очень важны для определения размера и формы капель, получаемых на основной подложке 12, а также времени и четкости разрешения окончательно получаемого рисунка. Другим требованием, ограничивающим выбор материала из полимерной смолы, является то, что он должен частично отвердевать еще во время падения капли из пьезоструи на основную подложку 12 или сразу после падения на основную подложку 12; это нужно для предотвращения растекания материала и для контроля материала из полимерной смолы, чтобы он оставался в форме капель там, где он осаждается на основную подложку 12. Подходящими материалами на основе полимерной смолы, отвечающими указанным требованиям, являются следующие:
1) Горячие расплавы и влагоотверждаемые горячие расплавы;
2) Двухкомпонентные реакционно-способные системы на основе уретанов и эпоксидов;
3) Фотополимерные композиции, состоящие из реакционно-способных акрилированных мономеров и акрилированных олигомеров, приготовленных на основе уретанов, сложных полиэфиров, простых полиэфиров и силиконов; и
4) Латексы и дисперсии на водной основе и рецептуры с наполнителями в виде частиц, включающие акриловые полимеры и полиуретаны.
Следует понимать, что после осаждения на подложку 12 материал на основе полимерных смол нужно зафиксировать на основной подложке 12 или внутри нее. Способ, которым материал на основе полимерной смолы отверждают или фиксируют на подложке, зависит от физических и/или химических требований материала. Фотополимеры отверждают при помощи света, в то время как материалы, находящиеся в горячем расплаве, закрепляют при охлаждении. Латексы и дисперсии на водной основе сушат, а затем отверждают при нагревании, а реакционно-способные системы отверждают при нагревании. Соответственно, материалы из полимерных смол могут быть закреплены при помощи отверждения, охлаждения, сушки или любой комбинации указанных способов.
Соответствующая фиксация материала из полимерной смолы нужна для того, чтобы контролировать его проникновение в основную подложку 12 и распределение внутри нее, то есть для контроля и удержания материала внутри нужного объема основной подложки 12. Такой контроль необходим, чтобы предотвратить продольное капиллярное распространение и растекание полимерного материала под плоскостью поверхности основной подложки 12. Такой контроль выполняют, например, поддерживая такую температуру основной подложки 12, при которой материал из полимерной смолы быстро затвердевает при контакте. Контроль также осуществляют, применяя такие материалы, которые имеют хорошо известное или точно установленное время отверждения или время реакции на основных подложках с такой степенью пористости, при которой материал из полимерной смолы затвердевает до начала растекания за пределы нужного объема основной подложки 12.
Для осаждения желаемого количества материала и создания желаемой формы может быть произведен один (или более) проход пьезоструйной системы 16 по основной подложке 12. В этом отношении отложения материала могут принимать любые формы, что в общем виде показано на Фиг.7. Формы могут быть квадратными, круглыми, коническими, прямоугольными, овальными, трапециевидными и т.д., с более широким основанием и сужением кверху. В зависимости от выбранной модели количество осаждаемого материала может быть наложено все уменьшающимися слоями при повторном прохождении струи над уже обработанным участком.
Как только необходимое количество материала из полимерной смолы нанесено на единицу площади поверхности основной подложки 12 в полосе, ограниченной поперечными направляющими 18, 20, основную подложку 12 перемещают вперед на расстояние, равное ширине этой полосы, и повторяют вышеописанную процедуру, нанося материал из полимерной смолы на новую полосу, соседнюю с уже обработанной. Повторяя указанную процедуру несколько раз, всю поверхность основной подложки 12 можно покрыть любым необходимым количеством материала из полимерной смолы на единицу площади.
В альтернативном случае пьезоструйная система 16, вновь начиная от края основной подложки 12 или, предпочтительно, от реперной нити, выступающей на некоторую длину за край подложки, находится в фиксированном положении по отношению к поперечным направляющим 18, 20, в то время как основную подложку 12 перемещают под ней, осаждая на полосу вдоль всей длины основной подложки 12 необходимое в расчете на единицу площади количество материала на основе полимерной смолы. После завершения полосы вдоль всей длины подложки пьезоструйную систему 16 перемещают в поперечном направлении по поперечным направляющим 18, 20 на расстояние, равное ширине продольной полосы, и вышеописанную процедуру повторяют, нанося материал из полимерной смолы вдоль новой продольной полосы, соседней с уже обработанной. Повторяя при необходимости указанную процедуру несколько раз, всю поверхность основной подложки 12 можно покрыть необходимым количеством материала из полимерной смолы на единицу площади.
Следует отметить, что рисунок может быть случайным или повторяющимся случайным рисунком на основной подложке или такие рисунки могут повторяться на каждой ленте для осуществления контроля качества.
На одном конце поперечных направляющих 18, 20 установлено устройство 22 проверки струй (jet check station) для проверки течения материала из полимерной смолы из каждой пьезоструи пьезоструйной системы 16, Таким образом, пьезоструйные устройства могут быть продуты и прочищены для автоматического восстановления работы любого неисправного пьезоструйного устройства.
Во втором устройстве, устройстве 24 формирования изображений/точного осаждения полимера, единственном обязательном устройстве настоящего изобретения, поперечные направляющие 26, 28 поддерживают камеру 30 цифрового изображения, которую можно перемещать в поперечном направлении по ширине основной подложки 12, и пьезоструйную систему 32, которую можно перемещать как в поперечном, так и в продольном направлении основной подложки 12 между поперечными направляющими 26, 28, в то время как основная подложка 12 находится в неподвижном состоянии.
При помощи камеры 30 цифрового изображения просматривают поверхность основной подложки 12 для обнаружения на основной подложке 12 бугорков, образованных переплетениями нитей, проходящих в одном направлении, с нитями, протянутыми в другом направлении. В процессе производства ткани эти точки пересечения, хотя они и расположены почти в соответствии с заданными или равными интервалами в зависимости от типа переплетения, на самом деле, однако, отходят от них. Соответственно, простое осаждение материала на основе полимерной смолы через определенные промежутки совсем не гарантирует, что он попадет на все указанные точки переплетения или на нужное их количество. Соответственно, действительную и желаемую поверхность сравнивают при помощи процессора быстрого распознавания формы (БРФ), соединенного с камерой 30 цифрового изображения. Процессор БРФ подает пьезоструйной системе 32 сигнал, подающий команду осадить материал на основе полимерной смолы на те участки, на которые его необходимо осадить, чтобы получить желаемый рисунок. В соответствии с настоящим изобретением материал из полимерной смолы осаждают на бугорки тыльной стороны ткани, получая на них отдельные, дискретные участки осажденного материала из полимерной смолы. В альтернативном случае указанный материал осаждают на «впадинки» между бугорками или на два или более последовательных бугорка, расположенных по одной линии в продольном или в поперечном направлении по отношению к направлению обработки, и на впадинки между этими бугорками. По существу осаждение производят для того, чтобы отделить тыльную сторону ткани от сушильного цилиндра или вращающегося вала так, чтобы воздух, унесенный тыльной стороной ткани в компрессионный клин, мог выходить как в продольном, так и в поперечном направлении вдоль тыльной поверхности ткани, а не через ткань, где он вызывал бы «отслоение» («drop off»). В идеале осаждаемый материал наращивают постепенно, осаждая капли материала из полимерной смолы из пьезоструй при многократном прохождении пьезоструйной системы 32 для достижения высоты материала над уровнем бугорка в диапазоне от 0,5 до 1,0 мм, так что тыльная сторона ткани будет отделена от сушильного цилиндра или вращающегося вала именно на эту величину. Многократное прохождение пьезоструйной системы 32 позволяет тщательно контролировать форму отложений материала, так чтобы они не влияли на проницаемость сушильной ткани. То есть при многократном повторяющемся осаждении капель, накладывая один слой материала поверх другого, можно контролировать высоту z-измерения материала из полимерных смол, осаждаемого на основной подложке 12; эта высота при необходимости может быть одинаковой, различной или изменяющейся иным образом. Кроме того, некоторые из отдельных пьезоструй пьезоструйной системы могут быть использованы для нанесения одного материала на основе полимерной смолы, в то время как другие могут быть использованы для нанесения другого материала полимерной смолы, что позволяет получать поверхность, имеющую микроскопические участки, на которые нанесено более одного материала из полимерной смолы. Такая точность осаждения позволяет избежать операции шлифовки или полировки с целью получения плоской поверхности осажденного материала из полимерной смолы. Разумеется, при необходимости также может быть выполнена операция шлифовки или полировки.
Как и в возможном устройстве 14 осаждения полимера, на одном конце поперечных направляющих 26, 28 установлено устройство 34 проверки пьезоструй для проверки течения материала из каждой пьезоструи. При этом каждое пьезоструйное устройство может быть продуто и прочищено для автоматического восстановления работы любого неисправного узла пьезоструйного устройства.
В третьем устройстве, возможном устройстве 36 фиксации, поперечные направляющие 38, 40 поддерживают фиксирующий прибор 42, который может быть необходим для фиксации используемого материала из полимерной смолы. Фиксирующий прибор 42 может представлять собой источник тепла, например источник инфракрасного света, горячего воздуха, микроволновый источник или лазер; источник холодного воздуха или источник ультрафиолетового или видимого света - выбор зависит от свойств используемого материала полимерной смолы.
Наконец, четвертое и последнее устройство представляет собой возможное устройство 44 шлифовки, в котором применяют соответствующий абразив для получения равномерной толщины материала из полимерной смолы над поверхностью основной подложки 12. Возможное устройство 44 шлифовки может включать вал с абразивной поверхностью и еще один вал или опорную поверхность на другой стороне основной подложки 12 для получения при помощи шлифовки равномерной толщины.
Для примера обратимся теперь к Фиг.2, где представлен вид в разрезе в продольном направлении сушильной ткани 50 с нанесенным материалом из полимерной смолы, осажденным на бугорки тыльной поверхности ткани с образованием отдельных дискретных участков 60 осажденного материала в соответствии с настоящим изобретением. Сушильная ткань 50 соткана из продольных нитей 52 и поперечных нитей 54 в виде двойной ткани, хотя следует понимать, что это конкретное переплетение показано здесь только для примера и не ограничивает объем настоящего изобретения.
На Фиг.3 показан вид в разрезе, сделанном в поперечном направлении, как показано на Фиг.2. Как показано на Фиг.2 и 3, и продольные нити 52, и поперечные нити 54 имеют прямоугольной сечение, однако следует понимать, что это сечение показано здесь только для примера и не ограничивает объем настоящего изобретения.
Тыльная сторона 56 сушильной ткани 50 представляет собой ее нижнюю сторону на изображениях, показанных на Фиг.2 и 3. В соответствии с настоящим изобретением на бугорки 58, образованные в тех местах, где продольные нити 52 переплетены под поперечными нитями 54, имеются отдельные дискретные участки 60 осажденного материала из полимерной смолы, нанесенного в виде маленьких капель при помощи устройства 24 формирования изображений/точного осаждения полимера. Легко заметить, что участки 60 осажденного материала отделяют бугорки 58 от какой-либо поверхности, такой как поверхность сушильного цилиндра, создавая зазор между всей сушильной тканью 50 и указанной поверхностью. Как показано на Фиг.2 и 3, участки 60 осажденного материала позволяют воздуху протекать как в продольном, так и в поперечном направлении между тыльной стороной 56 сушильной ткани 50 и сушильным цилиндром, что позволяет воздуху, захваченному компрессионным клином, создаваемым движущейся сушильной тканью 50, выходить наружу иными путями, не через сушильную ткань 50. Как было показано выше, высота участков 60 осажденного материала над бугорками 58, на которые материал осажден, составляет от 0,5 до 1,0 мм.
На Фиг.4 показан вид в перспективе тыльной стороны 56 сушильной ткани 50, на котором показаны участки 60 осажденного материала на бугорках 58, образованных продольными нитями 52. Бугорки 58 и участки 60 осажденного материала образуют саржевые (диагональные) линии на тыльной стороне 56, хотя обычным специалистам в данной области техники должно быть понятно, что такое расположение обусловлено переплетением нитей, показанным на Фиг.2-4, и не является обязательной характеристикой всех сушильных тканей, изготовленных в соответствии с настоящим изобретением. Короче говоря, участки 60 осажденного материала могут быть нанесены на заключительном этапе изготовления на любую сушильную ткань, включая спирально связанные (спирально-шовные) ткани, подобные описанным в патенте США №4567077, заявленном Gauthier, содержание которого полностью включено в настоящее описание путем ссылки.
Преимуществом участков 60 осажденного материала, которые образуют в некотором смысле прерывистое покрытие на тыльной стороне 56 сушильной ткани 50, является то, что они не оказывают влияния на гибкость сушильной ткани 50, поскольку благодаря прерывистой структуре они не влияют ни на жесткость сушильной ткани 50, ни на местоположение ее нейтральной линии сгиба.
В альтернативном варианте выполнения настоящего изобретения возможное устройство 14 осаждения полимера, устройство 24 формирования изображений/восстановления и возможное устройство 36 фиксации могут быть настроены для изготовления ткани из основной подложки 12 при помощи спиральной технологии в отличие от рассмотренной выше технологии нанесения в направлении, поперечном направлению обработки в машине. При использовании спиральной технологии возможное устройство 14 осаждения полимера, устройство 24 формирования изображений/точного осаждения полимера и возможное устройство 36 фиксации начинают работу от одного и того же края основной подложки 12, например от левого края Фиг.1, и их постепенно перемещают вдоль основной подложки 12 по мере того, как основную подложку 12 перемещают в направлении, указанном на Фиг.1. Скорости перемещения устройств 14, 24, 36 и основной подложки 12 установлены таким образом, что материал из полимерной смолы, который необходимо нанести на готовую ткань, наносят в виде спирали на основной подложке 12 непрерывным способом. В этом альтернативном варианте выполнения материал из полимерной смолы, осаждаемый возможным устройством 14 осаждения полимера и устройством 24 формирования изображений/точного осаждения полимера, может быть частично закреплен или зафиксирован при проходе каждой спирали под возможным фиксирующим прибором 42 и полностью закреплен, когда вся основная подложка 12 полностью обработана в аппарате 10.
В альтернативном случае возможное устройство 14 осаждения полимера, устройство 24 формирования изображений/точного осаждения полимера и возможное устройство 36 фиксации могут находиться в неподвижном положении на одной линии друг с другом, в то время как основную подложку 12 перемещают под ними, так что материал из полимерной смолы, который нужно нанести на готовую ткань, может быть нанесен в виде полосы вдоль по длине основной подложки 12. После выполнения продольной полосы возможное устройство 14 для осаждения полимера, устройство 24 формирования изображений/точного осаждения полимера и возможное устройство 36 фиксации перемещают в поперечном направлении на расстояние, равное ширине обработанной продольной полосы, и повторяют процедуру, нанося материал на соседнюю с ранее обработанной продольную полосу. Повторяя указанную процедуру несколько раз, материал наносят по мере необходимости на всю поверхность основной подложки 12.
Следует отметить, что материал не обязательно должен покрывать собой полную ширину ленты, а может составлять полосу материала, подобную описанной в патенте США №5360656, заявленном Rexfelt, содержание которого полностью включено в настоящее описание путем ссылки, и уже затем эту полосу превращают в ленту полной ширины. После полной обработки полоса может быть размотана и намотана на ряд валков. Такие рулоны ленточных материалов можно хранить, а затем использовать для изготовления бесконечной структуры полной ширины при помощи, например, операций, описанных в указанном патенте.
На Фиг.5 показан вид в разрезе в продольном направлении сушильной ткани 70 с материалом из полимерной смолы, нанесенным на так называемые впадины на тыльной стороне ткани, с образованием отдельных дискретных участков в соответствии с настоящим изобретением. Сушильная ткань 70 соткана из продольных нитей 72 и поперечных нитей 74 в виде полотняного (миткалевого) переплетения, хотя следует понимать, что настоящее изобретение не ограничено именно этим переплетением. Тыльная сторона 76 сушильной ткани 70 представляет собой ее нижнюю сторону на изображении, показанном на Фиг.5. В показанном там варианте осуществления на впадинки 78 между бугорками 80, образованные в тех местах, где продольные нити 72 переплетены под поперечными нитями 74, нанесены отдельные дискретные участки 82 материала из полимерной смолы, осажденного при помощи нанесения маленьких капель этого материала. Участки 82 осажденного материала отделяют тыльную сторону 76 сушильной ткани 70 от какой-либо поверхности, такой как поверхность сушильного цилиндра или вращающегося валка, создавая зазор между всей сушильной тканью 70 и указанной поверхностью. Участки 82 осажденного материала также связывают продольные нити 72 с поперечными нитями 74 в точке переплетения. Как было указано выше, высота участков 82 осажденного материала над бугорками 80 составляет от 0,5 до 1,0 мм.
На Фиг.6 показан вид в разрезе в продольном направлении сушильной ткани 90 с материалом из полимерной смолы, нанесенным на два соседних бугорка, расположенных вдоль направления обработки в машине, и на впадинки ткани между указанными бугорками на ее тыльной стороне; указанный материал образует на ткани отдельные дискретные участки. Сушильная ткань 90 соткана из продольных нитей 92 пряжи и поперечных нитей 94 пряжи в виде полотняного (миткалевого) переплетения, хотя следует понимать, что настоящее изобретение не ограничено именно этим переплетением. Тыльная сторона 96 сушильной ткани 90 представляет собой ее нижнюю сторону на изображении, показанном на Фиг.6. В показанном там варианте выполнения отдельные дискретные участки 98 осажденного материала расположены между соседними бугорками 100 и покрывают впадинку 102 между ними на продольной нити 92, причем указанные бугорки 100 образованы в тех местах, где продольные нити 92 переплетены под поперечными нитями 94. Участки 98 осажденного материала нанесены путем осаждения маленьких капель материала из полимерной смолы и отделяют тыльную сторону 96 сушильной ткани 90 от какой-либо поверхности, такой как поверхность сушильного цилиндра или вращающегося валка, и создают зазор между всей сушильной тканью 90 и указанной поверхностью. Высота участков 98 осажденного материала над бугорками 100 составляет от 0,5 до 1,0 мм. Несмотря на то, что на Фиг.6 показаны участки 98 осажденного материала, расположенные только от одного бугорка 100 до другого бугорка, следует понимать, что они могут быть расположены вдоль любой нужной длины, то есть для любого необходимого количества бугорков 100.
Следует также понимать, что какой бы формы ни были отдельные дискретные участки 60, 82, 98 осажденного материала (например, квадратной, прямоугольной, цилиндрической, трапециевидной и т.д., см. Фиг.7), их необязательно нужно осаждать на каждый бугорок, впадинку или что-либо иное. Напротив, они могут быть отделены друг от друга любым количеством промежуточных бугорков или впадинок как в продольном, так и в поперечном направлении по отношению к направлению обработки в машине, образуя таким образом желаемый рисунок на тыльной стороне ткани.
Наконец, как уже было сказано выше, в том случае, когда основная подложка 12 представляет собой бесконечную конструкцию, может возникнуть необходимость вывернуть ее, то есть перевернуть ее на изнаночную сторону, чтобы разместить отдельные дискретные участки осажденного материала из полимерной смолы на тыльной стороне основной подложки 12, если аппарат 10 применяют для нанесения материала из полимерной смолы на верхнюю сторону основной подложки 12. Если же основная подложка 12 не представляет собой бесконечную конструкцию, то сторона, на которую наносят отдельные дискретные участки осажденного материала, должна стать изнаночной при сшивании основной подложки 12 в бесконечную структуру, применяемую в сушильной части. В любом случае, как уже было отмечено, могут возникнуть ситуации, когда смолу наносят не только на тыльную сторону ткани, но и на сторону, контактирующую с листом. Также, в качестве альтернативного способа, можно рассматривать осаждение «жертвенного» (sacrificial) материала в виде желаемого рисунка для создания по существу литьевой формы для нанесения смоляного материала. Этот жертвенный материал может представлять собой, например, воск или водорастворимое вещество, которое затем удаляют, оставляя затвердевшую смолу в виде желаемого рисунка на ткани.
Также может возникнуть необходимость нанесения другого материала из полимерной смолы на ту же самую ткань на других участках при помощи других струй струйной системы.
Обычным специалистам в данной области техники должно быть понятно, что возможны модификации настоящего изобретения, не выходящие за пределы объема формулы изобретения. В частности, хотя в вышеприведенном описании для нанесения материала на предварительно выбранные участки основной подложки были предложены пьезоструи, другие средства осаждения капель материала указанных желаемых размеров могут быть известны обычным специалистам в данной области техники или могут быть разработаны в будущем, и такие другие средства могут быть использованы для осуществления способа, предлагаемого в настоящем изобретении. Использование таких средств при осуществлении способа, предлагаемого в настоящем изобретении, не приведет к выходу за пределы объема формулы настоящего изобретения.
Claims (28)
1. Способ изготовления ткани, применяемой в бумагоделательном производстве, или промышленной ткани, включающий следующие операции:
а) обеспечения основной подложки для ткани;
б) осаждения множества капель материала на основе полимерной смолы на предварительно выбранные отдельные участки указанной основной подложки контролируемым способом для нанесения отдельных дискретных элементов указанного материала на основе полимерной смолы, имеющих высоту на указанных отдельных предварительно выбранных участках приблизительно 0,5 мм; и
в) по меньшей мере частичного отверждения указанного материала на основе полимерной смолы.
2. Способ по п.1, в котором указанные капли имеют средний диаметр 10 мкм (10 микрон) или более.
3. Способ по п.1, в котором операции б) и в) осуществляют последовательно на последовательных полосах, простирающихся в поперечном направлении указанной основной подложки.
4. Способ по п.1, в котором операции б) и в) осуществляют последовательно на последовательных полосах, простирающихся в продольном направлении указанной основной подложки.
5. Способ по п.1, в котором операции б) и в) осуществляют спиральным образом вокруг указанной основной подложки.
6. Способ по п.1, в котором основная подложка является тканой, и при осуществлении операции б) указанные предварительно выбранные отдельные участки указанной основной подложки представляют собой бугорки, образованные продольными нитями указанной основной подложки, которые проходят над поперечными нитями.
7. Способ по п.1, в котором основная подложка является тканой, и при осуществлении операции б) указанные предварительно выбранные отдельные участки указанной основной подложки представляют собой бугорки, образованные поперечными нитями указанной основной подложки, которые проходят над продольными нитями.
8. Способ по п.1, в котором основная подложка является тканой, и при осуществлении операции б) указанные предварительно выбранные отдельные участки указанной основной подложки представляют собой впадинки между бугорками, образованными продольными нитями указанной основной подложки, которые проходят над поперечными нитями.
9. Способ по п,1, в котором основная подложка является тканой, и при осуществлении операции б) указанные предварительно выбранные отдельные участки указанной основной подложки представляют собой впадинки между бугорками, образованными поперечными нитями указанной основной подложки, которые проходят над продольными нитями.
10. Способ по п.1, в котором основная подложка является тканой, и при осуществлении операции б) указанные предварительно выбранные отдельные участки указанной основной подложки находятся между двумя соседними бугорками, образованными продольными нитями указанной основной подложки, которые проходят над поперечными нитями, и включают впадинку между ними.
11. Способ по п.1, в котором основная подложка является тканой, и при осуществлении операции б) указанные предварительно выбранные отдельные участки указанной основной подложки находятся между двумя соседними бугорками, образованными поперечными нитями указанной основной подложки, которые проходят над продольными нитями, и включают впадинку между ними.
12. Способ по п.1, в котором при осуществлении операции б) указанный материал на основе полимерной смолы осаждают при помощи пьезоструйной системы, включающей по меньшей мере одно управляемое компьютером пьезоструйное устройство.
13. Способ по п.1, в котором операция б) включает следующие операции:
i) просмотр в режиме реального времени поверхности указанной основной подложки для обнаружения предварительно выбранных отдельных участков и осуществления осаждения на них указанного материала на основе полимерной смолы с образованием указанных отдельных дискретных элементов; и
ii) осаждение указанного материала на основе полимерной смолы на указанные предварительно выбранные участки, где требуется материал на основе полимерной смолы, с получением указанных элементов необходимой высоты.
14. Способ по п.13, в котором указанную операцию просмотра производят при помощи процессора быстрого распознавания формы (БРФ), работающего совместно с камерой цифрового изображения в режиме реального времени.
15. Способ по п.14, в котором указанную операцию осаждения производят при помощи пьезоструйной системы, связанной с указанным процессором БРФ.
16. Способ по п.1, в котором указанный материал из полимерной смолы выбирают из группы, состоящей из следующих веществ:
1) горячие расплавы и влагоотверждаемые горячие расплавы;
2) двухкомпонентные реакционноспособные системы на основе уретанов и эпоксидов;
3) фотополимерные композиции, состоящие из реакционноспособных акрилированных мономеров и акрилированных олигомеров, приготовленных на основе уретанов, сложных полиэфиров, простых полиэфиров и силиконов; и
4) латексы и дисперсии на водной основе и рецептуры с наполнителями в виде частиц, включающие акриловые полимеры и полиуретаны.
17. Способ по п.1, в котором указанную операцию отверждения производят, подвергая указанный материал на основе полимерной смолы действию источника тепла.
18. Способ по п.1, в котором указанную операцию отверждения производят, подвергая указанный материал на основе полимерной смолы действию холодного воздуха.
19. Способ по п.1, в котором указанную операцию отверждения производят, подвергая указанный материал на основе полимерной смолы действию актиничного излучения.
20. Способ по п.12, в котором указанная пьезоструйная система включает множество отдельных управляемых компьютером пьезоструй, и в которой некоторые из указанных отдельных управляемых компьютером пьезоструй применяют для осаждения одного материала на основе полимерной смолы, в то время как другие отдельные управляемые компьютером пьезоструй применяют для осаждения другого материала на основе полимерной смолы.
21. Способ по п.1, дополнительно включающий возможную операцию шлифовки указанного материала на основе полимерной смолы, осажденного на указанную основную подложку, для обеспечения равномерной толщины указанного материала на основе полимерной смолы над плоскостью поверхности указанной основной подложки.
22. Способ по п.1, в котором осаждают первый материал на основе полимерной смолы и осаждают второй материал на основе полимерной смолы, отличный от первого материала на основе полимерной смолы.
23. Ткань, применяемая в бумагоделательном производстве, или промышленная ткань, включающая
основную подложку в виде бесконечной петли, имеющую тыльную сторону и сторону, контактирующую с бумагой, и множество отдельных дискретных элементов материала на основе полимерной смолы, образованных множеством капель на предварительно выбранных отдельных участках указанной тыльной стороны, причем высота указанных элементов составляет приблизительно 0,5 мм над поверхностью указанной тыльной стороны.
24. Ткань, применяемая в бумагоделательном производстве, или промышленная ткань по п.23, в которой указанная основная подложка соткана из продольных и поперечных нитей и в которой указанные предварительно выбранные участки представляют собой бугорки, образованные указанными нитями указанной тыльной стороны.
25. Ткань, применяемая в бумагоделательном производстве, или промышленная ткань по п.23, в которой указанная основная подложка соткана из продольных и поперечных нитей и в которой указанные предварительно выбранные участки представляют собой впадинки между бугорками, образованными указанными нитями указанной тыльной стороны.
26. Ткань, применяемая в бумагоделательном производстве, или промышленная ткань по п.23, в которой указанная основная подложка соткана из продольных и поперечных нитей и в которой указанные предварительно выбранные участки включают по меньшей мере два соседних бугорка, образованных указанными нитями указанной тыльной стороны, и впадинки между ними.
27. Ткань, применяемая в бумагоделательном производстве, или промышленная ткань по п.23, в которой указанная ткань представляет собой сушильную ткань.
28. Ткань, применяемая в бумагоделательном производстве, или промышленная ткань по п.23, в которой указанная основная подложка представляет собой спирально связанную ленту.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/334,212 | 2002-12-31 | ||
| US10/334,212 US7005043B2 (en) | 2002-12-31 | 2002-12-31 | Method of fabrication of a dryer fabric and a dryer fabric with backside venting for improved sheet stability |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2005120643A RU2005120643A (ru) | 2006-01-27 |
| RU2324024C2 true RU2324024C2 (ru) | 2008-05-10 |
Family
ID=32654972
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2005120643A RU2324024C2 (ru) | 2002-12-31 | 2003-11-19 | Способ изготовления сушильной ткани и сушильная ткань с вентиляционными отверстиями с тыльной стороны для улучшенной стабильности листа |
Country Status (16)
| Country | Link |
|---|---|
| US (1) | US7005043B2 (ru) |
| EP (2) | EP1579059B1 (ru) |
| JP (1) | JP4817662B2 (ru) |
| KR (1) | KR101159110B1 (ru) |
| CN (1) | CN100532708C (ru) |
| AU (1) | AU2003291098B2 (ru) |
| BR (1) | BR0317840B1 (ru) |
| CA (2) | CA2969921C (ru) |
| ES (1) | ES2606371T3 (ru) |
| MX (1) | MXPA05007191A (ru) |
| NO (1) | NO20053698L (ru) |
| NZ (1) | NZ540830A (ru) |
| RU (1) | RU2324024C2 (ru) |
| TW (1) | TWI313313B (ru) |
| WO (1) | WO2004061208A1 (ru) |
| ZA (1) | ZA200505035B (ru) |
Families Citing this family (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7919173B2 (en) * | 2002-12-31 | 2011-04-05 | Albany International Corp. | Method for controlling a functional property of an industrial fabric and industrial fabric |
| ATE374859T1 (de) * | 2004-12-17 | 2007-10-15 | Voith Patent Gmbh | Verfahren zum endlosmachen einer mehrlagigen papiermaschinenbespannung |
| US20080003905A1 (en) * | 2006-06-30 | 2008-01-03 | Canbelin Industrial Co., Ltd. | Mat |
| US8826560B2 (en) * | 2006-09-01 | 2014-09-09 | Kadant Inc. | Support apparatus for supporting a syphon |
| EP2391768B1 (en) * | 2009-01-28 | 2021-05-12 | Albany International Corp. | Papermaking fabric for producing tissue and towel products, and system and method for making the fabric |
| TWI408561B (zh) * | 2009-12-18 | 2013-09-11 | Long Chen Paper Co Ltd | 紙捲管理方法以及紙捲管理系統 |
| US9365980B2 (en) | 2010-11-05 | 2016-06-14 | International Paper Company | Packaging material having moisture barrier and methods for preparing same |
| US9358576B2 (en) | 2010-11-05 | 2016-06-07 | International Paper Company | Packaging material having moisture barrier and methods for preparing same |
| DE102011009227A1 (de) * | 2011-01-22 | 2012-07-26 | Trützschler Nonwovens Gmbh | Vorrichtung zum Herstellen eines Vlies-Gewebeverbundes |
| US8968517B2 (en) | 2012-08-03 | 2015-03-03 | First Quality Tissue, Llc | Soft through air dried tissue |
| DE102013202361A1 (de) | 2013-02-14 | 2014-08-14 | Voith Patent Gmbh | Verfahren zur Herstellung einer Papiermaschinenbespannung und Papiermaschinenbespannung |
| EP3142625A4 (en) | 2014-05-16 | 2017-12-20 | First Quality Tissue, LLC | Flushable wipe and method of forming the same |
| US9988763B2 (en) | 2014-11-12 | 2018-06-05 | First Quality Tissue, Llc | Cannabis fiber, absorbent cellulosic structures containing cannabis fiber and methods of making the same |
| WO2016086019A1 (en) | 2014-11-24 | 2016-06-02 | First Quality Tissue, Llc | Soft tissue produced using a structured fabric and energy efficient pressing |
| CA2967986C (en) | 2014-12-05 | 2023-09-19 | Structured I, Llc | Manufacturing process for papermaking belts using 3d printing technology |
| US9976261B2 (en) | 2015-05-01 | 2018-05-22 | The Procter & Gamble Company | Unitary deflection member for making fibrous structures having increased surface area and process for making same |
| US10933577B2 (en) | 2015-05-01 | 2021-03-02 | The Procter & Gamble Company | Unitary deflection member for making fibrous structures having increased surface area and process for making same |
| US9938666B2 (en) | 2015-05-01 | 2018-04-10 | The Procter & Gamble Company | Unitary deflection member for making fibrous structures having increased surface area and process for making same |
| WO2016205103A1 (en) | 2015-06-19 | 2016-12-22 | The Procter & Gamble Company | Seamless unitary deflection member for making fibrous structures having increased surface area |
| WO2017066465A1 (en) | 2015-10-13 | 2017-04-20 | First Quality Tissue, Llc | Disposable towel produced with large volume surface depressions |
| US10538882B2 (en) | 2015-10-13 | 2020-01-21 | Structured I, Llc | Disposable towel produced with large volume surface depressions |
| CN109328166A (zh) | 2015-10-14 | 2019-02-12 | 上品纸制品有限责任公司 | 捆束产品及形成捆束产品的系统和方法 |
| WO2017139786A1 (en) | 2016-02-11 | 2017-08-17 | Structured I, Llc | Belt or fabric including polymeric layer for papermaking machine |
| US10233593B2 (en) | 2016-03-24 | 2019-03-19 | The Procter & Gamble Company | Unitary deflection member for making fibrous structures and process for making same |
| US10214856B2 (en) | 2016-03-24 | 2019-02-26 | The Procter & Gamble Company | Unitary deflection member for making fibrous structures and process for making same |
| US20170314206A1 (en) | 2016-04-27 | 2017-11-02 | First Quality Tissue, Llc | Soft, low lint, through air dried tissue and method of forming the same |
| MX2019002123A (es) | 2016-08-26 | 2019-08-16 | Metodo para producir estructuras absorbentes con alta resistencia a la humedad, absorbencia, y suavidad. | |
| CA3036821A1 (en) | 2016-09-12 | 2018-03-15 | Structured I, Llc | Former of water laid asset that utilizes a structured fabric as the outer wire |
| US10683614B2 (en) | 2016-10-27 | 2020-06-16 | The Procter & Gamble Company | Deflecting member for making fibrous structures |
| US10815618B2 (en) | 2016-10-27 | 2020-10-27 | The Procter & Gamble Company | Deflecting member for making fibrous structures |
| US10865521B2 (en) | 2016-10-27 | 2020-12-15 | The Procter & Gamble Company | Deflecting member for making fibrous structures |
| US10676865B2 (en) | 2016-10-27 | 2020-06-09 | The Procter & Gamble Company | Deflecting member for making fibrous structures |
| US11583489B2 (en) | 2016-11-18 | 2023-02-21 | First Quality Tissue, Llc | Flushable wipe and method of forming the same |
| US10619309B2 (en) | 2017-08-23 | 2020-04-14 | Structured I, Llc | Tissue product made using laser engraved structuring belt |
| US11396725B2 (en) | 2017-10-27 | 2022-07-26 | The Procter & Gamble Company | Deflecting member for making fibrous structures |
| DE102018114748A1 (de) | 2018-06-20 | 2019-12-24 | Voith Patent Gmbh | Laminierte Papiermaschinenbespannung |
| US11697538B2 (en) | 2018-06-21 | 2023-07-11 | First Quality Tissue, Llc | Bundled product and system and method for forming the same |
| US11738927B2 (en) | 2018-06-21 | 2023-08-29 | First Quality Tissue, Llc | Bundled product and system and method for forming the same |
Family Cites Families (94)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US35598A (en) * | 1862-06-17 | Lamp chimney | ||
| US107495A (en) * | 1870-09-20 | Improvement in smoking-fifes | ||
| GB1053282A (ru) | ||||
| GB885952A (ru) * | 1960-02-23 | |||
| US3149003A (en) * | 1960-04-18 | 1964-09-15 | Huyck Corp | Apparatus for treating endless fabrics |
| US3175792A (en) * | 1961-09-13 | 1965-03-30 | Smallian Robert James | Wear resistant wire screen |
| GB1008703A (en) * | 1963-07-29 | 1965-11-03 | Crompton & Bros James R | Improvements in or relating to a method of manufacturing a fibrous web |
| GB1110793A (en) * | 1964-05-29 | 1968-04-24 | Anthony Bramley | Netting and the production thereof |
| US3549742A (en) * | 1967-09-29 | 1970-12-22 | Scott Paper Co | Method of making a foraminous drainage member |
| BE755432A (fr) * | 1969-08-29 | 1971-03-01 | Freudenberg Carl Fa | Toiles ou tissus metalliques imprimes |
| US3613258A (en) * | 1969-09-15 | 1971-10-19 | Draper Brothers Co | Felt for papermaking machine |
| US3673023A (en) * | 1970-06-24 | 1972-06-27 | Grace W R & Co | Process of producing reinforced laminate |
| JPS49116380A (ru) * | 1973-03-09 | 1974-11-07 | ||
| GB1517712A (en) * | 1974-08-20 | 1978-07-12 | Bramley A | Manufacture of netting |
| US4300982A (en) * | 1976-01-02 | 1981-11-17 | Albany International Corp. | Wet press felt |
| US4109543A (en) * | 1976-05-10 | 1978-08-29 | The Goodyear Tire & Rubber Company | Flexible composite laminate of woven fabric and thermoplastic material and method of making said laminate |
| US4111634A (en) * | 1976-09-16 | 1978-09-05 | H. Waterbury & Sons Company | Apparatus for producing papermaker's felt |
| US4187618A (en) * | 1978-04-21 | 1980-02-12 | The Orr Felt Company | Papermakers' felt |
| US4251928A (en) * | 1978-05-30 | 1981-02-24 | Asten Group Inc. | Metal impregnated dryer fabric |
| FR2448979B1 (fr) * | 1979-02-16 | 1986-05-23 | Havas Machines | Dispositif destine a deposer sur un support des gouttes d'encre |
| US4191609A (en) * | 1979-03-09 | 1980-03-04 | The Procter & Gamble Company | Soft absorbent imprinted paper sheet and method of manufacture thereof |
| US4239065A (en) * | 1979-03-09 | 1980-12-16 | The Procter & Gamble Company | Papermachine clothing having a surface comprising a bilaterally staggered array of wicker-basket-like cavities |
| US4383495A (en) * | 1980-06-02 | 1983-05-17 | Western Electric Company, Inc. | Apparatus for coating surfaces of a substrate |
| FR2494318B1 (fr) * | 1980-11-14 | 1986-10-10 | Feutres Papeteries Tissus Indl | Bande constituee de spirales |
| US4395308A (en) * | 1981-06-12 | 1983-07-26 | Scapa Dyers Inc. | Spiral fabric papermakers felt and method of making |
| US5238537A (en) * | 1981-09-15 | 1993-08-24 | Dutt William H | Extended nip press belt having an interwoven base fabric and an impervious impregnant |
| FI75620C (fi) * | 1982-04-01 | 1988-07-11 | Tampella Oy Ab | Laongzonspress foer en pappersmaskin. |
| US4427734A (en) * | 1982-04-19 | 1984-01-24 | Albany International Corp. | Wet press felt for papermaking machines |
| US4382987A (en) * | 1982-07-30 | 1983-05-10 | Huyck Corporation | Papermaker's grooved back felt |
| US4528239A (en) * | 1983-08-23 | 1985-07-09 | The Procter & Gamble Company | Deflection member |
| US4514345A (en) * | 1983-08-23 | 1985-04-30 | The Procter & Gamble Company | Method of making a foraminous member |
| US4637859A (en) * | 1983-08-23 | 1987-01-20 | The Procter & Gamble Company | Tissue paper |
| US4529480A (en) * | 1983-08-23 | 1985-07-16 | The Procter & Gamble Company | Tissue paper |
| US4571798A (en) * | 1983-09-19 | 1986-02-25 | Beloit Corporation | Urethane covered paper machine roll |
| US5066532A (en) * | 1985-08-05 | 1991-11-19 | Hermann Wangner Gmbh & Co. | Woven multilayer papermaking fabric having increased stability and permeability and method |
| US4752519A (en) * | 1986-12-10 | 1988-06-21 | Albany International Corp. | Papermakers felt with a resin matrix surface |
| US5277761A (en) * | 1991-06-28 | 1994-01-11 | The Procter & Gamble Company | Cellulosic fibrous structures having at least three regions distinguished by intensive properties |
| US5804036A (en) * | 1987-07-10 | 1998-09-08 | The Procter & Gamble Company | Paper structures having at least three regions including decorative indicia comprising low basis weight regions |
| US5240531A (en) * | 1988-10-26 | 1993-08-31 | Ricoh Company, Ltd. | Endless belt |
| FI80489C (fi) * | 1988-12-08 | 1990-06-11 | Tamfelt Oy Ab | Pappersmaskinduk. |
| DE3909534A1 (de) * | 1989-03-22 | 1990-09-27 | Oberdorfer Fa F | Formiersieb fuer die nasspartie einer papiermaschine |
| US4981745A (en) * | 1989-05-26 | 1991-01-01 | Lefkowitz Leonard R | Forming fabric for papermaking |
| US5136515A (en) * | 1989-11-07 | 1992-08-04 | Richard Helinski | Method and means for constructing three-dimensional articles by particle deposition |
| KR100218034B1 (ko) | 1990-06-29 | 1999-09-01 | 데이비드 엠 모이어 | 제지 벨트 및 그 제조 방법과, 이 제조 방법에 의해 제조된 흡수성 종이와, 직조 제조 섬유 |
| US5679222A (en) * | 1990-06-29 | 1997-10-21 | The Procter & Gamble Company | Paper having improved pinhole characteristics and papermaking belt for making the same |
| US5397438A (en) * | 1990-07-06 | 1995-03-14 | Valmet Paper Machinery, Inc. | Method and device for reduction and equalization of transverse shrinkage of paper in single-wire draw in a drying section |
| FI92419C (fi) | 1990-11-19 | 1994-11-10 | Valmet Paper Machinery Inc | Menetelmä telan pinnoittamiseksi ja telapinnoite |
| SE468602B (sv) * | 1990-12-17 | 1993-02-15 | Albany Int Corp | Pressfilt samt saett att framstaella densamma |
| US5740051A (en) * | 1991-01-25 | 1998-04-14 | Sanders Prototypes, Inc. | 3-D model making |
| US5506607A (en) * | 1991-01-25 | 1996-04-09 | Sanders Prototypes Inc. | 3-D model maker |
| US5245025A (en) | 1991-06-28 | 1993-09-14 | The Procter & Gamble Company | Method and apparatus for making cellulosic fibrous structures by selectively obturated drainage and cellulosic fibrous structures produced thereby |
| FI90098C (fi) | 1992-04-14 | 1993-12-27 | Valmet Paper Machinery Inc | Foerfarande vid belaeggningen av en mittvals i pressen av en pappersmaskin och mittvals foer en press i en pappersmaskin |
| US5298124A (en) * | 1992-06-11 | 1994-03-29 | Albany International Corp. | Transfer belt in a press nip closed draw transfer |
| ES2122038T3 (es) * | 1992-08-26 | 1998-12-16 | Procter & Gamble | Correa para la fabricacion de papel con configuracion semicontinua y papel fabricado sobre ella. |
| US5292438A (en) * | 1992-08-28 | 1994-03-08 | Cer-Wat, Inc. | Filtration medium including uniformly porous planar substrate and uniformly spaced apart thermoplastic resin |
| FI92734C (fi) | 1993-02-11 | 1994-12-27 | Valmet Paper Machinery Inc | Menetelmä paperikoneen telan pinnoituksessa ja pinnoitettu paperikoneen tela |
| US5422166A (en) * | 1993-02-12 | 1995-06-06 | Wangner Systems Corporation | Abrasion resisting edge for a forming fabric |
| US5731059A (en) * | 1993-04-07 | 1998-03-24 | Wangner Systems Corporation | Dryer fabric having an abrasion resistant edge |
| US5462642A (en) * | 1993-09-16 | 1995-10-31 | Kajander; Richard E. | Method of forming a fibrous mat |
| US5518680A (en) * | 1993-10-18 | 1996-05-21 | Massachusetts Institute Of Technology | Tissue regeneration matrices by solid free form fabrication techniques |
| GB9401902D0 (en) * | 1994-02-01 | 1994-03-30 | Scape Group Plc | Industrial fabric |
| CA2134594A1 (en) * | 1994-04-12 | 1995-10-13 | Kimberly-Clark Worldwide, Inc. | Method for making soft tissue products |
| CA2142805C (en) | 1994-04-12 | 1999-06-01 | Greg Arthur Wendt | Method of making soft tissue products |
| US5556509A (en) * | 1994-06-29 | 1996-09-17 | The Procter & Gamble Company | Paper structures having at least three regions including a transition region interconnecting relatively thinner regions disposed at different elevations, and apparatus and process for making the same |
| US5515779A (en) * | 1994-10-13 | 1996-05-14 | Huyck Licensco, Inc. | Method for producing and printing on a piece of paper |
| EP0807279B1 (en) * | 1995-02-02 | 1998-10-07 | Minnesota Mining And Manufacturing Company | Method and apparatus for applying thin fluid coating stripes |
| US5629052A (en) * | 1995-02-15 | 1997-05-13 | The Procter & Gamble Company | Method of applying a curable resin to a substrate for use in papermaking |
| US6203663B1 (en) | 1995-05-05 | 2001-03-20 | Kimberly-Clark Worldwide, Inc. | Decorative formation of tissue |
| SE504975C2 (sv) * | 1995-09-08 | 1997-06-02 | Albany Int Corp | Torkvira |
| GB9521299D0 (en) | 1995-10-18 | 1995-12-20 | Scapa Group Plc | Papermakers dryer fabric |
| SE509731C2 (sv) * | 1996-05-14 | 1999-03-01 | Labwell Ab | Metod för palladium-katalyserade organiska reaktioner innefattande ett uppvärmningssteg utfört med mikrovågsenergi |
| US5817374A (en) * | 1996-05-31 | 1998-10-06 | Electrox Corporation | Process for patterning powders into thick layers |
| ATE237715T1 (de) * | 1996-09-06 | 2003-05-15 | Kimberly Clark Co | Vliesstoffsubstrat und darauf basierendes verfahren zur herstellung voluminöser tissuebahnen |
| DE19651557A1 (de) | 1996-12-11 | 1998-06-18 | Voith Sulzer Papiermasch Gmbh | Preßmantel |
| US5713399A (en) * | 1997-02-07 | 1998-02-03 | Albany International Corp. | Ultrasonic seaming of abutting strips for paper machine clothing |
| WO1998042289A1 (en) | 1997-03-21 | 1998-10-01 | Kimberly-Clark Worldwide, Inc. | Dual-zoned absorbent webs |
| US5787602A (en) * | 1997-03-31 | 1998-08-04 | Wangner Systems Corporation | Dryer fabric with adhesive tacky surface for web |
| US5900122A (en) * | 1997-05-19 | 1999-05-04 | The Procter & Gamble Company | Cellulosic web, method and apparatus for making the same using papermaking belt having angled cross-sectional structure, and method of making the belt |
| FI103209B2 (fi) | 1998-01-02 | 2005-04-04 | Valmet Corp | Menetelmä puristus- tai siirtohihnan pinnoittamiseksi ja vastaava pinnoitettu hihna |
| SE511736C2 (sv) * | 1998-03-20 | 1999-11-15 | Nordiskafilt Ab Albany | Präglingsband för en pappersmaskin |
| US6419795B1 (en) | 1998-04-22 | 2002-07-16 | Albany International Corp. | Resin-impregnated belt having a texturized outer surface for application on papermaking machines |
| US6099781A (en) | 1998-08-14 | 2000-08-08 | The Procter & Gamble Company | Papermaking belt and process and apparatus for making same |
| US6149849A (en) * | 1998-08-14 | 2000-11-21 | The Procter & Gamble Copmany | Process and apparatus for making papermaking belt |
| US6251331B1 (en) | 1998-09-09 | 2001-06-26 | The Procter & Gamble Company | Process and apparatus for making papermaking belt using fluid pressure differential |
| US6136151A (en) * | 1998-12-18 | 2000-10-24 | Albany International Corp. | Press belt and press roll cover for papermaking |
| US6358594B1 (en) * | 1999-06-07 | 2002-03-19 | The Procter & Gamble Company | Papermaking belt |
| US6344241B1 (en) * | 1999-06-07 | 2002-02-05 | The Procter & Gamble Company | Process and apparatus for making papermaking belt using extrusion |
| US6350336B1 (en) * | 1999-06-22 | 2002-02-26 | Albany International Corp. | Method of manufacturing a press fabric by spirally attaching a top laminate layer with a heat-activated adhesive |
| US6117270A (en) * | 1999-07-01 | 2000-09-12 | The Procter & Gamble Company | Papermaking belts having a patterned framework with synclines therein and paper made therewith |
| CA2395310C (en) * | 1999-12-29 | 2009-03-17 | Kimberly-Clark Worldwide, Inc. | Decorative wet molding fabric for tissue making |
| JP2002067174A (ja) * | 2000-08-30 | 2002-03-05 | Minolta Co Ltd | データ処理装置及び方法、並びに三次元造形装置及び方法 |
| EP1383957B1 (en) | 2001-05-01 | 2007-09-05 | Glatfelter - UK Limited | Process for paper patterning |
| JP3705428B2 (ja) * | 2001-08-08 | 2005-10-12 | 平岡織染株式会社 | 防汚性プリントシート及びその製造方法 |
| GB0227185D0 (en) | 2002-11-21 | 2002-12-24 | Voith Fabrics Heidenheim Gmbh | Nonwoven fabric |
-
2002
- 2002-12-31 US US10/334,212 patent/US7005043B2/en not_active Expired - Lifetime
-
2003
- 2003-11-19 ZA ZA200505035A patent/ZA200505035B/en unknown
- 2003-11-19 RU RU2005120643A patent/RU2324024C2/ru active
- 2003-11-19 BR BRPI0317840-4A patent/BR0317840B1/pt active IP Right Grant
- 2003-11-19 NZ NZ540830A patent/NZ540830A/en unknown
- 2003-11-19 CN CNB2003801081190A patent/CN100532708C/zh not_active Expired - Fee Related
- 2003-11-19 MX MXPA05007191A patent/MXPA05007191A/es active IP Right Grant
- 2003-11-19 EP EP03783687.1A patent/EP1579059B1/en not_active Expired - Lifetime
- 2003-11-19 CA CA2969921A patent/CA2969921C/en not_active Expired - Lifetime
- 2003-11-19 EP EP16170254.3A patent/EP3088602A1/en not_active Withdrawn
- 2003-11-19 KR KR1020057012356A patent/KR101159110B1/ko active IP Right Grant
- 2003-11-19 JP JP2004565030A patent/JP4817662B2/ja not_active Expired - Lifetime
- 2003-11-19 ES ES03783687.1T patent/ES2606371T3/es not_active Expired - Lifetime
- 2003-11-19 AU AU2003291098A patent/AU2003291098B2/en not_active Ceased
- 2003-11-19 WO PCT/US2003/036982 patent/WO2004061208A1/en active Application Filing
- 2003-11-19 CA CA2511374A patent/CA2511374C/en not_active Expired - Lifetime
- 2003-11-27 TW TW92133370A patent/TWI313313B/zh not_active IP Right Cessation
-
2005
- 2005-07-29 NO NO20053698A patent/NO20053698L/no not_active Application Discontinuation
Also Published As
| Publication number | Publication date |
|---|---|
| JP4817662B2 (ja) | 2011-11-16 |
| RU2005120643A (ru) | 2006-01-27 |
| CN100532708C (zh) | 2009-08-26 |
| CA2969921C (en) | 2020-04-14 |
| NO20053698D0 (no) | 2005-07-29 |
| NZ540830A (en) | 2006-02-24 |
| CA2511374C (en) | 2017-07-18 |
| TWI313313B (en) | 2009-08-11 |
| CA2969921A1 (en) | 2004-07-22 |
| TW200422483A (en) | 2004-11-01 |
| EP3088602A1 (en) | 2016-11-02 |
| KR20050088487A (ko) | 2005-09-06 |
| NO20053698L (no) | 2005-09-28 |
| JP2006512504A (ja) | 2006-04-13 |
| BR0317840A (pt) | 2005-11-29 |
| CA2511374A1 (en) | 2004-07-22 |
| ES2606371T3 (es) | 2017-03-23 |
| EP1579059A1 (en) | 2005-09-28 |
| US20040126545A1 (en) | 2004-07-01 |
| AU2003291098A1 (en) | 2004-07-29 |
| MXPA05007191A (es) | 2005-09-12 |
| WO2004061208A1 (en) | 2004-07-22 |
| AU2003291098B2 (en) | 2008-08-21 |
| CN1732305A (zh) | 2006-02-08 |
| KR101159110B1 (ko) | 2012-06-25 |
| ZA200505035B (en) | 2006-09-27 |
| EP1579059B1 (en) | 2016-09-07 |
| US7005043B2 (en) | 2006-02-28 |
| BR0317840B1 (pt) | 2014-09-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2324024C2 (ru) | Способ изготовления сушильной ткани и сушильная ткань с вентиляционными отверстиями с тыльной стороны для улучшенной стабильности листа | |
| RU2332533C2 (ru) | Способ управления избирательным осаждением полимера на технической ткани и техническая ткань | |
| RU2326199C2 (ru) | Способ изготовления структур пропитанных смолой бесконечных лент, применяемых в бумажном производстве и при переработке бумаги, а также сама лента | |
| MXPA05007186A (es) | Metodo para fabricar una banda y la banda utilizada para hacer panuelos de papel y toallas con volumen y articulos y telas no tejidos. | |
| JP4768269B2 (ja) | 樹脂含浸エンドレスベルトを製造する方法及び抄紙機且つ同様の工業の応用のためのベルト |